

10 gauge (yaklaşık 3,4 mm) 5×10“luk bir paslanmaz çelik levha, 120 tonluk baskı kuvveti inerken arka ucunu tutan siz olana kadar ”ağır" hissettirmez.
Yetişkin erkeklerin, pres freni hiç umursamadan hareket etmeye devam ederken büküm hattını düz tutmaya çalışarak, botları betonda kayarken döngü ortasında sarkan bir levhaya tüm vücut ağırlıklarını verdiklerini izledim. Parça hafif bir bükülme ile çıkıyor. Herkes zamanlamayı suçluyor. Ya da deneyimsizliği.
Peki ya makine ve destek en başından beri birbirleriyle savaşıyorsa?
3 metrelik 6 mm kalınlığındaki bir yumuşak çelik panel, iki sabit destek kolu üzerinde dururken dinlenme halindeyken dengeli görünür. Döngüyü başlatın; ram temasa ulaşmadan yerçekimi kontrolü ele alır. Serbest uç birkaç milimetre düşer. Operatör kaldırarak telafi eder. Fren, programlanan hızda aşağı inmeye devam eder.
Artık devrede üç kuvvet var: aşağı çeken yerçekimi, yukarı iten operatör ve bükümün nötr ekseninden geçen ram.
Bu bükme değil. Bu bir halat çekme yarışı.
Hurda Kutusu: Bir keresinde, flanş boyunca 1,5 derecelik bir sapmaya sahip oldukları için tek bir vardiyada 8 fitlik on iki alüminyum paneli hurdaya ayırdım. Aynı program. Aynı takım seti. Tek değişken, iki operatörün sabit bir desteğin 90 tonluk bir döngüye ayak uydurmasına “yardım etmeye” çalışmasıydı. Bu levhaların bedelini iki kez ödedik; bir kez malzeme olarak, bir kez de yeniden işleme işçiliği olarak.
Vergi, ilk parçada belirgin değildir. Yorgunlukta, mikro ayarlamalarda ve tam olarak açıklayamadığınız o sinsi tolerans kaymasında ortaya çıkar.
Peki levha gerçekten deforme mi oluyor, yoksa operatör sadece makineye karşı yarışı mı kaybediyor?
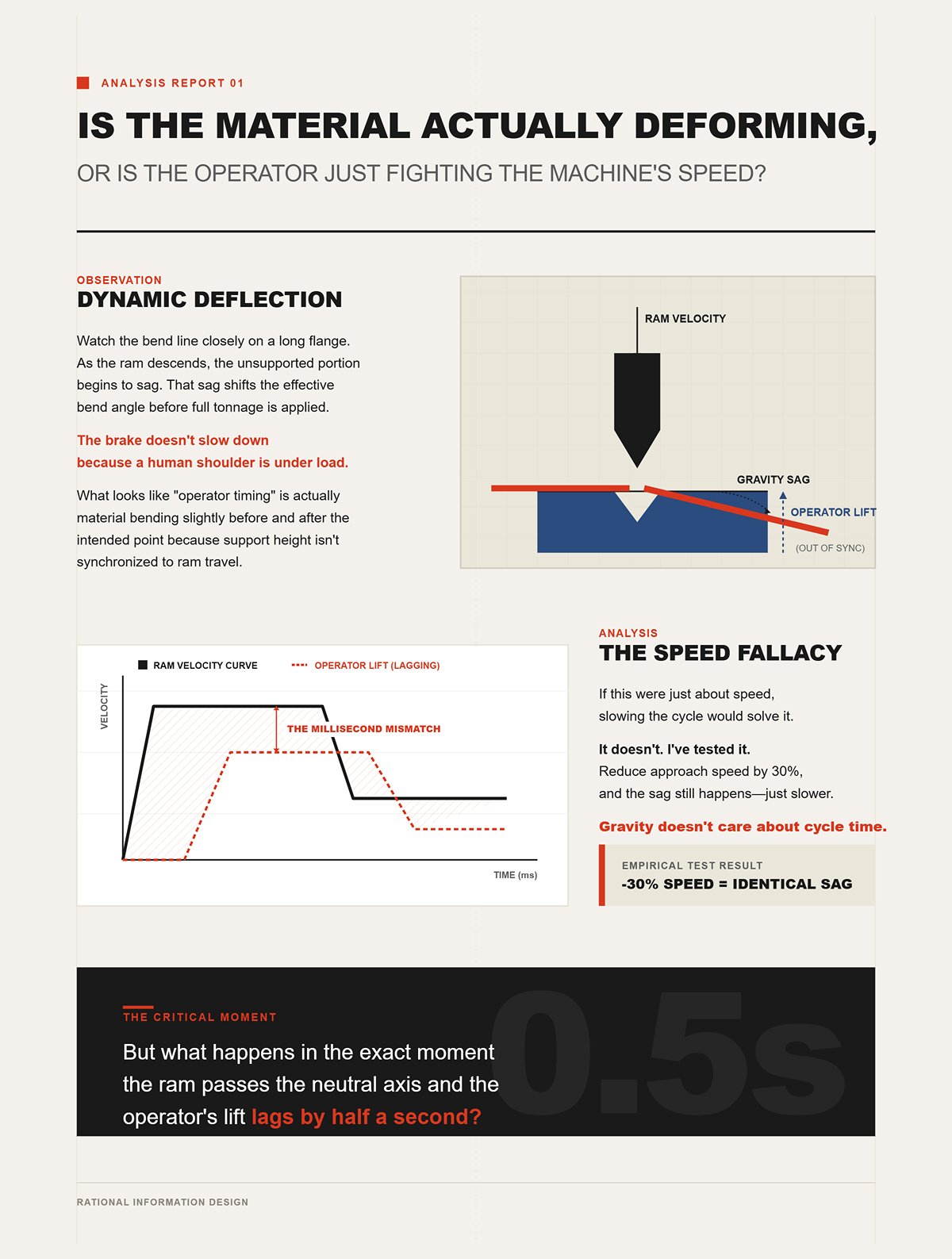
Uzun bir flanştaki büküm hattını yakından izleyin. Ram alçalırken, desteklenmeyen kısım sarkmaya başlar. Bu sarkma, tam tonaj uygulanmadan önce etkili büküm açısını kaydırır. Operatör bunu karşılamak için kaldırır, ancak ram'in hız eğrisini milisaniyelik olarak yakalayamaz.
Fren, bir insan omzu yük altındayken yavaşlamaz.
“Operatör zamanlaması” gibi görünen şey aslında dinamik sapmadır; destek yüksekliği ram hareketine senkronize edilmediği için malzemenin amaçlanan noktadan önce ve sonra hafifçe bükülmesidir.
Eğer mesele sadece hız olsaydı, döngüyü yavaşlatmak bunu çözerdi. Çözmüyor. Test ettim. Yaklaşma hızını düşürün, sarkma yine de olur; sadece daha yavaş. Yerçekimi döngü süresini umursamaz.
Çoğu atölyenin düşünmeyi bıraktığı yer burasıdır. Buna eğitim sorunu diyorlar.
Peki ram nötr ekseni geçtiği ve operatörün kaldırma hareketi yarım saniye geciktiği o tam anda ne olur?
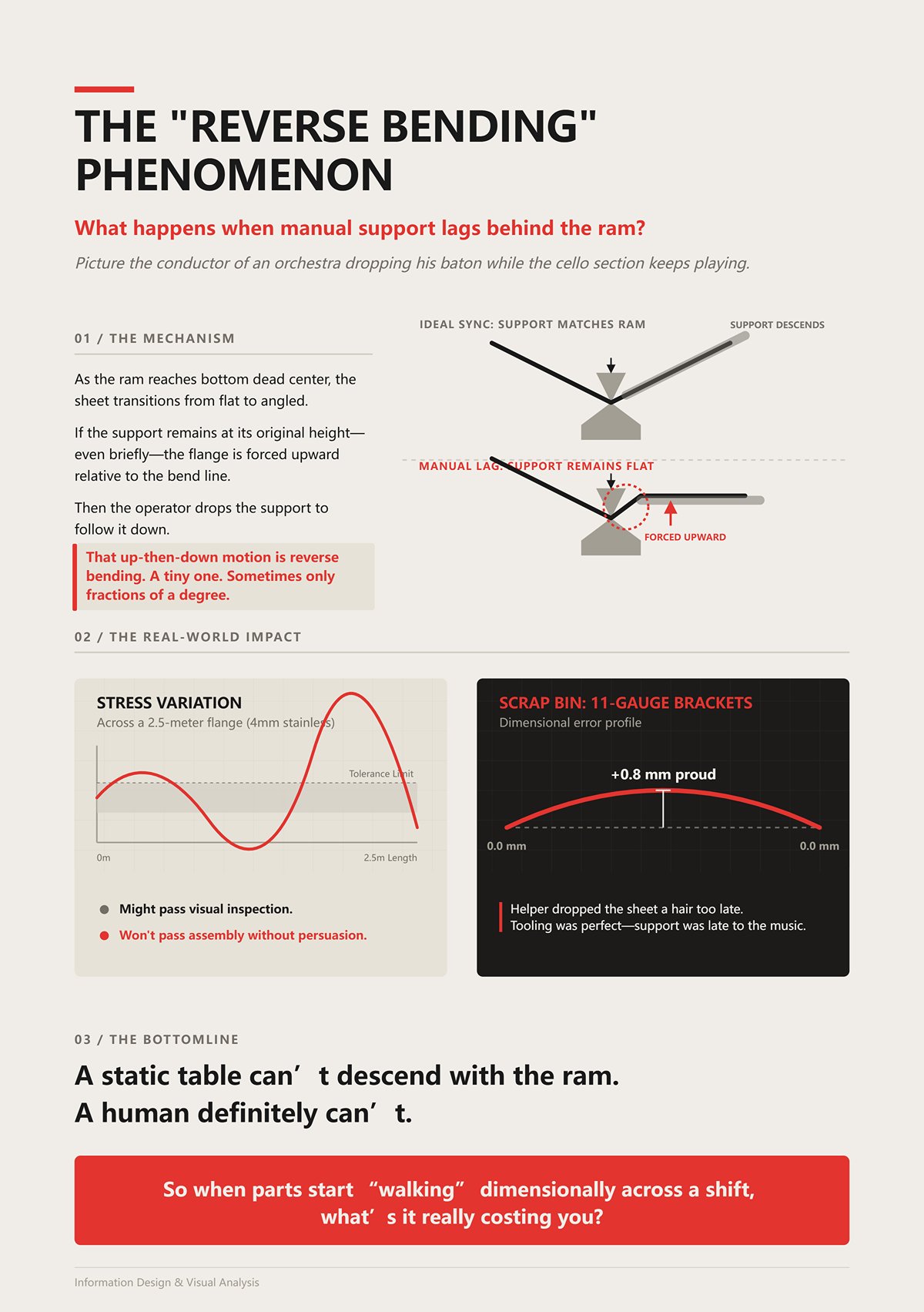
Bir orkestra şefinin, çello bölümü çalmaya devam ederken bagetini düşürdüğünü hayal edin. Manuel destek gecikmesi budur.
Koç alt ölü noktaya ulaştığında, sac düz halden açılı hale geçer. Destek orijinal yüksekliğinde kalırsa—kısa bir süreliğine bile olsa—flanş, büküm çizgisine göre yukarı doğru zorlanır. Ardından operatör, desteği aşağı inmesi için serbest bırakır.
Bu yukarı-sonra-aşağı hareketi ters bükümdür. Çok küçük bir tane. Bazen sadece derecenin kesirleri kadar.
Bunu 4 mm paslanmaz çelikte 2,5 metrelik bir flanş boyunca yaparsanız, uzunluk boyunca stres varyasyonu yaratırsınız. Görsel denetimden geçebilir. Ancak zorlama olmadan montajdan geçmeyecektir.
Hurda Kutusu: Uçlarda mükemmel ölçülen ancak yardımcı sacı çok geç bıraktığı için merkezde 0,8 mm yüksekte kalan 11 gauge karbon çelik braketler gördüm. Onları kesip attık ve yeniden başladık. Takım yanlış olduğu için değil, destek müziğe geç kaldığı için.
Sabit bir tabla koç ile birlikte aşağı inemez. Bir insan ise kesinlikle inemez.
Peki parçalar vardiya boyunca boyutsal olarak “yürümeye” başladığında, bu size gerçekten neye mal oluyor?
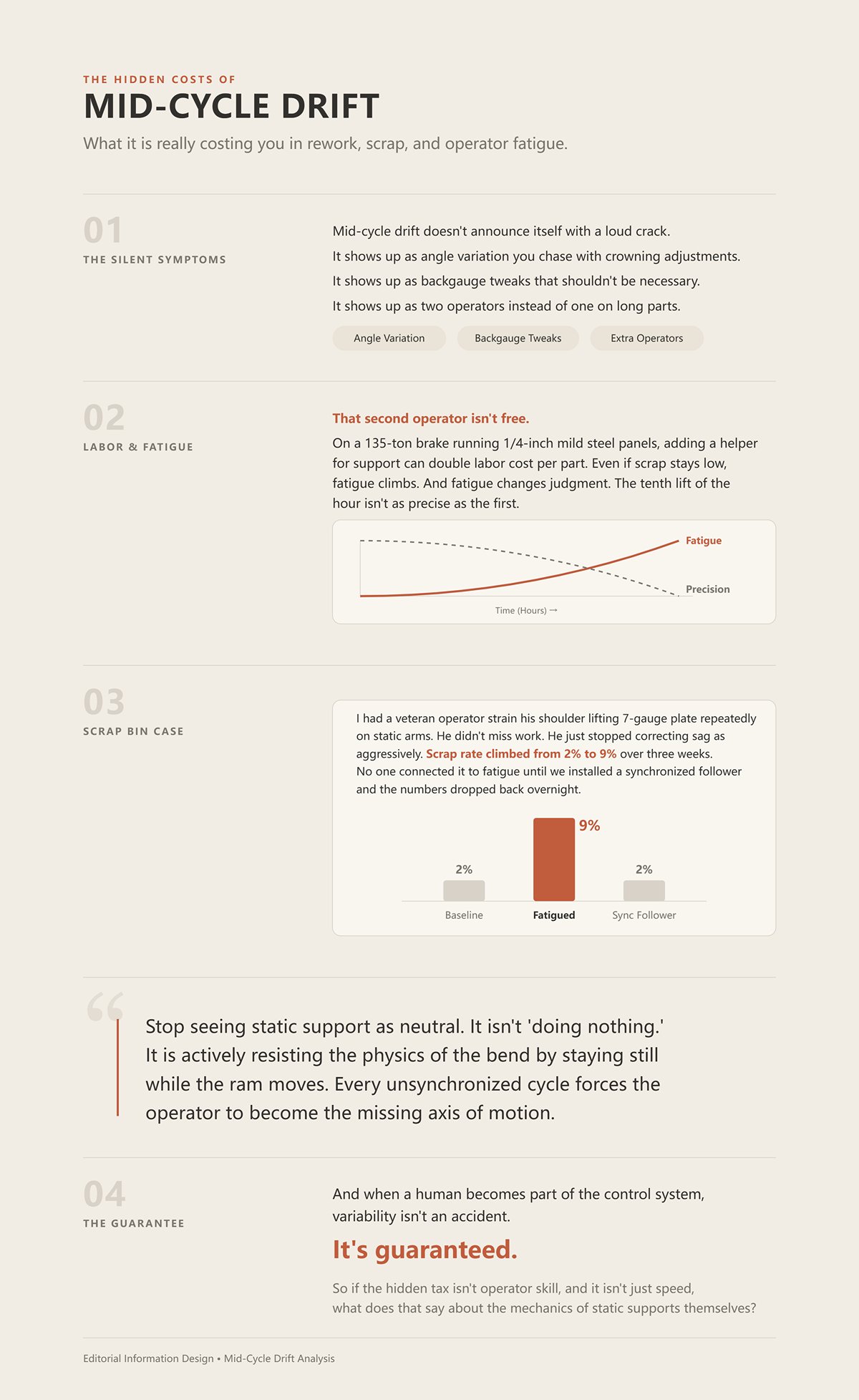
Döngü ortası sapması kendini yüksek bir çatlama sesiyle duyurmaz. Taçlandırma (crowning) ayarlamalarıyla peşinden koştuğunuz açı varyasyonu olarak ortaya çıkar. Gerekli olmaması gereken arka dayama ince ayarları olarak ortaya çıkar. Uzun parçalarda tek operatör yerine iki operatör olarak ortaya çıkar.
O ikinci operatör bedava değil.
1/4 inç yumuşak çelik panelleri işleyen 135 tonluk bir abkant pres üzerinde, destek için bir yardımcı eklemek parça başına işçilik maliyetini ikiye katlayabilir. Hurda oranı düşük kalsa bile yorgunluk artar. Ve yorgunluk yargıyı değiştirir. Saatin onuncu kaldırışı, ilki kadar hassas değildir.
Hurda Kutusu: Deneyimli bir operatörümün statik kollar üzerinde sürekli 7 gauge plaka kaldırırken omzunu incittiğini gördüm. İşe gelmemezlik yapmadı. Sadece sarkmayı agresif bir şekilde düzeltmeyi bıraktı. Hurda oranı üç hafta içinde %2'den %9'a çıktı. Senkronize bir takipçi takana ve rakamlar bir gecede düşene kadar kimse bunu yorgunlukla ilişkilendirmedi.
İşte yapmanızı istediğim zihinsel değişim:
Statik desteği nötr olarak görmeyi bırakın.
O “hiçbir şey yapmıyor” değil. Koç hareket ederken sabit kalarak bükümün fiziğine aktif olarak direniyor. Senkronize olmayan her döngü, operatörü hareketin eksik ekseni olmaya zorlar.
Ve bir insan kontrol sisteminin parçası haline geldiğinde, değişkenlik bir kaza değildir.
Bu garantidir.
Dolayısıyla, gizli vergi operatör becerisi değilse ve sadece hız değilse, bu durum statik desteklerin kendi mekaniği hakkında ne söylüyor?
4 mm paslanmaz çelikten 3 metrelik bir sacı büken 135 tonluk hidrolik abkant preste, koç hareketinin ilk 50 milimetresini izleyin. Zımba tam olarak devreye girmemiştir. Sac hala büyük ölçüde düzdür. Statik ön kollar sabit bir yüksekliktedir. Yerçekimi serbest ucu zaten aşağı çekmektedir.
Operatörün elleri tonajdan önce yukarı kalkar.
Göz önündeki tasarım hatası şudur: Statik bir desteğin tek bir serbestlik derecesi vardır; manuel olarak ayarladığınızda yukarı veya aşağı. Ram (koç) programlanmış bir hız eğrisine, konum geri bildirimine ve yüzde bir milimetre hassasiyetle ölçülen tekrarlanabilirliğe sahiptir. Döngü başladığında, bunlardan sadece biri kasıtlı olarak hareket eder.
Parça, hafif bir bükülme ile çıkar.
Hurda Kutusu: Yıllar önce sabit kollarda 10 gauge karbon çeliği (2,4 metrelik flanşlar) ile bir iş yapmıştım. Yaklaşma hızını yavaşlattık, tonaj artışını azalttık, hatta bombeyi bile ayarladık. İlk beş parça iyiydi. On beşinci parçaya gelindiğinde, açı bir uçta 0,6 derece sapmıştı. Programda hiçbir şey değişmemişti. Değişen şey, yorgunluk başladıkça operatörün ne kadar agresif bir şekilde kaldırdığıydı. “Destek sistemi” insan omurgasıydı.
Statik bir kol sadece yardımcı olmakta başarısız olmakla kalmaz; operatörü, CNC'nin zaten kontrol altında olduğunu düşündüğü bir kontrol döngüsünü kapatmaya zorlar. Artık bir sac üzerinde hareket eden iki kontrolcünüz var: büküm hattını aşağı süren abkant pres ve serbest ucu yukarı iten operatör. Bunlar senkronize değildir ve asla da olmayacaklardır.
Peki ya makine ve destek en başından beri birbirleriyle savaşıyorsa?
Abkant pres strok ortasında hızlandığında, flanş oluşmaya başladıkça sacın ağırlık merkezi kayar. Destek üzerindeki yük dinamik olarak değişir. Statik bir kol bu kaymayı öngöremez. 380 kg kapasiteli temel bir pnömatik ünite bile olsa aktif bir takipçi, ram konumuyla birlikte yükselip alçalacak şekilde üretilmiştir. Karşı bükümü ortadan kaldırmaz. Buna neden olan insan tahminlerini azaltır.
Eğer bir sistem konum kontrollü, diğeri ise kas kontrollü ise, saniyede 20 mm hızda bu tartışmayı sizce kim kazanır?
Yaygın bir kurulumu ele alalım: 6 mm yumuşak çelik, 48 mm V-kalıp açıklığı; çoğu atölyenin uyguladığı 8-kat-kalınlık kuralına tam uyuyor. Zımba V'nin içine indikçe, sac uzaydaki hayali bir çizgi etrafında dönmez. Kalıp omuzlarındaki temas noktaları etrafında döner. Bu pivot konumu, kalıp geometrisi tarafından sabitlenmiştir.
Şimdi tipik bir statik ön desteğe bakın. Kol, genellikle kalıp hattının 300 ila 600 mm önünde, makine gövdesine cıvatalanmış bir braketten döner. Hareket yayı (eğer bir yayı varsa) V-açıklığı geometrisiyle hiçbir ilgisi yoktur.
Bu iki yay eş merkezli değildir. Hatta bir merkezi bile paylaşmazlar.
Hurda Kutusu: 60 mm'lik bir V-kalıp kullanarak 2,5 metre uzunluğunda 1/4 inçlik alüminyum baklavalı sac büktük. Statik tabla başlangıçta aynı hizada ayarlandı. Flanş oluştukça, sacın doğal dönüşü kalıp omuzlarını takip etmek istedi. Uzayda sabit olan tabla, flanşı düşmeden önce hafifçe yukarı çıkmaya zorladı. Sonuç, flanş uzunluğu boyunca 1,2 mm'lik bir eğrilikti. Malzeme hafızasını suçladık. Bu bir geometri çatışmasıydı.
Eğer desteğin efektif pivot noktası kalıbın pivot hattını takip etmiyorsa, sacı iki kez büküyorsunuz demektir; bir kez amaçlandığı gibi kalıp etrafında ve bir kez de bu dönüşe direndiği için destek üzerinde. O ikinci büküm küçüktür. Derecenin kesirleri kadardır. 3 metre boyunca, kesirler milimetrelere dönüşür.
Aktif takipçiler, ram hareketiyle koordineli olarak dikey hareket edecek şekilde tasarlanmıştır ve sac kalıp etrafında dönerken teması sacın değişen teğetine yakın tutarlar. Kalıp genişliği, sac genişliği, flanş uzunluğu gibi her geometri değişkenini sihirli bir şekilde hizalamazlar, ancak statik kolların dayattığı sabit ve çelişkili yayı ortadan kaldırırlar.
Atölye Kararı: Eğer desteğinizin pivot geometrisi kalıbın pivot geometrisiyle birlikte hareket etmiyorsa, her uzun flanşta ters stres oluşturuyorsunuz demektir.
Peki, geometri çift büküm etkisini açıklasa bile, zamanlama işin içine girdiğinde ne olur?
Daha eski volan tahrikli makinelerde yaygın olan, strok ortasında yaklaşmadan daha hızlı çalışan mekanik bir abkant presi düşünün. Ram, alt ölü noktadan önceki son 20 mm'yi saniyenin bir kısmında katedebilir. Bu hız eğrisi tahmin edilebilirdir. Tekrarlanabilirdir.
Statik bir desteğin hız profili sıfırdır. Bir insan tepki verene kadar sabittir.
Peki ram nötr ekseni geçtiği ve operatörün kaldırma hareketi yarım saniye geciktiği o tam anda ne olur?
O yarım saniye, CNC hassasiyetinin öldüğü yerdir.
Sac, nötr eksen etrafında —kalınlık içinde ne esneyen ne de sıkışan katman— elastik deformasyondan plastik akışa geçer. Bu noktayı geçtiğinde, flanş açısı hızla değişir. Destek yüksekliği eş zamanlı olarak alçalmazsa, flanş anlık olarak gereğinden fazla kaldırılır. Operatör ellerini bıraktığında, malzeme uzunluk boyunca dengesiz bir şekilde geri yaylanır.
Hurda Kutusu: 7-gauge (yaklaşık 4,5 mm) sacı büken 90 tonluk bir abkant pres üzerinde, serbest ucu seviyeden daha yükseğe kaldırarak sarkmayı telafi etmeye çalıştık. Kısa flanşlarda “işe yaradı”. 2,8 metrelik parçalarda ise, malzeme kalınlığındaki hafif farklılıklar nedeniyle merkez, uçlardan milisaniyeler sonra nötr eksene ulaştı. Destek düzeltmesi zaten zamanlamasını şaşırmıştı. Sorunun tonaj değil, gecikme olduğunu kabul etmeden önce 40 parça boyunca 0,9 derecelik bir tutarsızlığın peşinden koştuk.
Makineyi yavaşlatabilirsiniz. Yerçekimi hala etkilidir. Operatörü eğitebilirsiniz. Tepki süresi hala değişkendir; yük altında görsel-motor tepkisi için genellikle 200 ila 300 milisaniye sürer. Abkant presin ise umurunda değildir.
Senkronize bir takipçi —pnömatik veya servo olsun— dikey hareketini insan algısına değil, koç (ram) konumuna bağlar. Evet, hala kurulum gerektirir. Evet, bazı sistemlerin kullandığı o LED temas göstergesiyle temasın doğrulanması gerekir. Varlık, temas ile aynı şey değildir. Ancak bir kez devreye girdiğinde, hızı makinenin komut verilen hareketine uyum sağlar.
±0,01 mm koç tekrarlanabilirliğine sahip bir CNC abkant preste, ±insan zamanlamasına sahip statik bir kola güvenmek tasarruf değildir. Bu bir sabotajdır.
Atölye Kararı: Desteğiniz koçun konumu ve hızıyla eşleşemiyorsa, CNC hassasiyetiniz kalıp hattında biter ve ötesindeki her şey tahmine dayalı hale gelir.
Birkaç ay önce modern bir CNC abkant preste 3/16 inçlik bir alüminyum bükümünü zamanladım. Yaklaşmadan dibe kadar, koç hareketinin son 18 mm'si 0,6 saniye sürdü. Yavaş değil. Şiddetli değil. Sadece takipçi tereddüt ederse sacın bunu hemen hissedeceği kadar hızlı.
Kriter budur. Bir takipçi, 0,6 saniyelik bu inişi aşırıya kaçmadan veya geride kalmadan takip edemiyorsa, bu destek değil, gecikmeli bir müdahaledir.
Statik kollar bu savaşı zaten kaybetti çünkü hareket etmiyorlar. Şimdi asıl soru daha incelikli: koç hızlandığında, yavaşladığında ve gerçek zamanlı olarak düzeltme yaptığında, kendi zamanlama sorunlarını yaratmadan tempoda kalabilen tahrik türü hangisidir?
Koçu orkestra şefi olarak düşünün. Takipçinin tek bir görevi var: mükemmel tempoda çalmak. Pnömatik ve servo sistemlerin her ikisi de bunu yapabildiklerini iddia ediyor. Sadece biri bunu tahmin yürütmeden yapıyor.
10-gauge (yaklaşık 3,4 mm) paslanmaz çelikten 4 fit (yaklaşık 1,2 metre) genişliğinde bir boş parça, 25 mm kısa flanşlar ve dar bir V-kalıp hayal edin. Düşük ağırlık merkezi. Minimum rotasyon. Bu dar durumda, tam seviyeye ayarlanmış sabit bir kol iş görebilir.
Ancak şimdi o parçayı 2,5 metreye uzatın ve flanşı 120 mm'ye itin. Büküm oluşurken parçanın kütlesi dışa doğru savrulur. Rotasyon, nötr eksene yakın hızlanır. Destek, kalıp temasına göre kontrollü bir yay içinde alçalmalıdır. Sabit bir kol ise hiç alçalmaz.
Hurda Kutusu: 300 mm genişliğinde, 11-gauge (yaklaşık 3 mm) soğuk haddelenmiş çelik braketler çalıştırdık. Statik kol ilk 20 parça için gayet iyi çalıştı. Sonra iş değişti; aynı kalınlık ama 1,8 metre uzunluk. Sekizinci parçada, serbest köşede 1,4 mm'lik bir bükülme (twist) oluştu. Tonaj veya kalıplamada hiçbir şey değişmedi. Sadece uzunluk. Kol zayıf olduğu için başarısız olmadı. Geometri ve zamanlama ölçeklenirken o donmuş halde kaldığı için başarısız oldu.
Mekanik bir kol “basit otomasyon” değildir. Sıfır otomasyondur. Büküm hızının, sac ağırlığının ve flanş uzunluğunun dar bir aralıkta kaldığını varsayar. Üretim işleri —özellikle yüksek çeşitlilikteki atölyeler— nadiren bu aralıkta uzun süre kalır.
Atölye Kararı: Sabit bir destek kısa, tekrarlanabilir parçalarda hayatta kalabilir; ancak uzunluk, hız ve rotasyon değiştiğinde malzemeyi koruyamaz.
Şimdi hareketi ekleyelim. Pnömatik bir takipçi, destek tablasını yükseltmek ve alçaltmak için bir silindiri iten basınçlı hava kullanır. Teoride, valf sinyalini koç konumuna bağlarsanız senkronizasyonu sağlarsınız.
Uygulamada ise, hava sıkışır.
Bu önemlidir. Ram strok ortasında hızlandığında, kontrol valfi silindirden havayı tahliye etmek için açılır ve böylece tabla aşağı iner. Ancak içerideki hava anında boşalmaz. Hortum çapı, regülatör akış hızı ve hatta sabah 95 psi olan basıncın üç lazer devreye girdiğinde 82 psi'ye düşmesi gibi atölye hava basıncı dalgalanmaları tepki süresini değiştirir.
Belirgin bir gecikme görmezsiniz. Hafif bir gecikme görürsünüz. Tablanın pes etmeden önce direndiği 0,1 saniyelik bir yastıklama.
Hurda Kutusu: 3 metre uzunluğunda, 1/4 inçlik alüminyum levha altında 380 kg kapasiteli pnömatik bir takipçi kurduk. Sabahki çalışma temizdi. Öğleden sonra kompresör döngüsü arttı, hat basıncı 10 psi düştü. Takipçi bir saç teli kadar yavaş indi. Sonuç: Aynı program ve aynı operatörle, uçlara kıyasla merkezde tutarlı bir 0,6 derecelik fazla büküm. Farklı hava davranışı.
Basınçlı hava affedicidir ve mekanik olarak basittir. Daha az elektronik, daha düşük ön maliyet. Ayrıca, yükseltilmiş elektrik altyapısı olmayan atölyelerde, bazı tamamen elektrikli sistemlerin talep ettiği ani akım çekişinden kaçınır. Ancak basınçlı hava, CNC ram'inizin sahip olmadığı canlı bir değişken olan basınç kararlılığını beraberinde getirir.
Peki ya makine ve destek en başından beri birbirleriyle savaşıyorsa? Pnömatik sistemlerde komut konusunda anlaşabilirler ancak tepki süresinde anlaşamayabilirler.
Atölye Kararı: Pnömatik takipçiler, statik kollara göre devasa bir yükseltmedir, ancak hızları yalnızca hava beslemeniz kadar kararlıdır.
Servo sürücülü bir takipçi, sıkıştırılabilir havayı bir motor ve bilyalı vida veya kayışlı tahrik sistemiyle değiştirir. Konum geri bildirimi bir enkoderden gelir. Ram 0,01 mm hareket ettiğinde, takipçiye 0,01 mm hareket etmesi komutu verilebilir. Esneklik yok. Basınç düşüşü yok.
40 mm'lik bir V-kalıp üzerinde 5 mm'lik yumuşak çeliği büken 90 tonluk bir abkant presinde, ram hız eğrisini profilledik: yavaş yaklaşma, strok ortasında hızlanma, alt noktaya kontrollü yavaşlama. Servo takipçi, bu eğriyi ölçülebilir enkoder toleransı dahilinde yansıttı. 30 parça boyunca parça açısı varyasyonu uçtan uca 0,2 derece içinde kaldı.
Flanş düzlüğü sonraki kaynak işlemlerini etkilediğinde veya sonradan “ikna edilemeyecek” önceden bitirilmiş 14-gauge paslanmaz çelik büküyorsanız, bu tür bir tekrarlanabilirlik önemlidir.
Şimdi maliyet tarafı. Servo sistemler daha temiz güç ve daha yetenekli sorun giderme gerektirir. 8.500 dolarlık onarım faturaları çıkaran tescilli sürücü hataları nedeniyle devre dışı kalan hibrit servo-hidrolik presler gördüm. Elektronik arızalandığında, onlara bir anahtarla vurup çalışmaya devam edemezsiniz.
Peki bu ne zaman haklı çıkar?
Hurda maliyetleri onarım riskini aştığında. Parçalar, 0,5 derecelik bir hatanın gözle görülür bir eğriliğe dönüştüğü kadar uzun olduğunda. Malzeme pahalı olduğunda (örneğin, bugünkü fiyatlarla 3/16 inç 5052 alüminyum) ve yeniden işleme bir seçenek olmadığında.
Atölye Kararı: Tolerans yığınınız veya malzeme maliyetiniz küçük zamanlama hatalarını bile cezalandırıyorsa, servo tekrarlanabilirliği kendini hurda tasarrufu ile amorti eder.
3 metrelik 6 mm'lik yumuşak çelik levha yaklaşık 140 kg ağırlığındadır. Dönerken dinamik yükü eklediğinizde statik ağırlığı anlık olarak aşarsınız. Birçok pnömatik takipçi 300 ila 400 kg kapasite reklamı yapar. Kağıt üzerinde bu rahat görünür.
Ancak nominal kapasite, ideal basıncı ve dikey yükü varsayar. Büküm sırasında levhanın ağırlık merkezi dışa doğru kayar ve kaldıraç etkisi yaratır. Silindir sadece ağırlığı kaldırmaz, aynı zamanda torka direnir.
Ram alt ölü noktaya yaklaştığında, yük hızla değişir. Silindir üst kuvvet sınırına yakınsa, hava geri itmeden önce hafifçe sıkışır. Bu mikro sıkışma, takipçi sarkması olarak ortaya çıkar.
Hurda Kutusu: 400 kg kapasiteli bir takipçide 2,4 metre uzunluğunda 8 mm'lik plaka büktük. Statik matematik güvende olduğumuzu söylüyordu. Hareket halindeyken, tabla büküm ortasında 3 mm aşağı indi. Merkezdeki flanş açısı uçlardan 0,8 derece daha fazla kapandı. Silindir katalog verisine göre küçük değildi; dinamik gerçeklik için küçüktü.
Buna karşılık servo sistemler, hapsolmuş hava ile değil, motor torku ve mekanik tahrik ile konumu korur. Basınç dalgalandığı için yükseklik kaybetmezler. Ancak ağır yükler altında daha yüksek anlık akım çekerler ve sınırlı elektrik altyapısına sahip eski atölyeler bu dalgalanmayı hisseder.
Yani mesele sadece kaldırma kapasitesi değil. Değişken yük altındaki dinamik kontroldür.
Atölye Kararı: Parçalarınız uzun, kalın veya yüksek torkluysa, kağıt üzerindeki pnömatik değer, hareket halindeyken kararlı bir destek anlamına gelmeyebilir.
Asıl mesele lüks değil, tempodur. Ram'in hız eğrisine ayak uyduramayan bir takipçi —özellikle 3/16 inç alüminyumdaki o 0,6 saniyelik iniş— senkronizasyon problemini çözmez. Onu yeniden şekillendirir.
Ve malzeme değiştirmeye başladığınızda —yumuşak alüminyum, esnek paslanmaz çelik, yüksek mukavemetli çelik— sacın kendisi, o tahrik seçimindeki her zayıflığı ortaya çıkarmaya başlar.
3 metrelik 20 gauge 5052 alüminyum sac 18 kg'dan daha hafiftir. 3 metrelik 1/4 inç A36 plaka ise 180 kg'ı geçer. İkisini de aynı abkant presine, aynı takipçiyle koyun ve bana fiziğin aynı olduğunu söyleyin.
Aynı tartışmanın konusu bile değiller.
Alüminyum erken esner ve hafifçe geri yaylanır. Paslanmaz çelik direnir, enerji depolar ve daha sert geri teper. Yüksek mukavemetli çelik, strokun son milimetresine kadar dayanır, sonra torku bir helezon yay gibi kalıba boşaltır. Takipçi sadece ağırlığı tutmaz; sacın bükülme sırasında nasıl döndüğüne, hızlandığına ve yükü nasıl boşalttığına tepki verir.
Tahrik geciktiğinde, yumuşak malzeme bunu gizler. Tahrik geri yaylanma altında tereddüt ettiğinde, yüksek mukavemetli çelik bunu açığa çıkarır. Takipçi gereğinden fazla güçlü ama yavaş olduğunda ise, ince sac onu bir fırlatma mekanizmasına dönüştürür.
Çoğu atölyenin işi tersten ele aldığı nokta burasıdır. Takipçileri kilograma göre boyutlandırıp davranışı unuturlar.
Peki ya malzemenin kendisi bir yükselticiye dönüştüğünde ne olur?
2,5 metre uzunluğunda, 40 mm flanş bükülmüş 22 gauge 304 paslanmaz çeliği hayal edin. Sac neredeyse 12 kg ağırlığındadır ancak sertlik-kütle oranı yüksektir. Ram inerken, nötr eksen iç yarıçapa doğru kayar, serbest bacak dönmeye başlar ve eylemsizlik devreye girer.
Peki ram nötr ekseni geçtiği ve operatörün kaldırma hareketi yarım saniye geciktiği o tam anda ne olur?
5 mm aşağıda sabit duran bir kol ile, dönen bacak düşer, kola çarpar ve geri seker. Parça hafif bir bükülme ile çıkar. Dramatik değil. Sadece flanşın kontrol masasında sallanmasına yetecek kadar.
Bu bir ağırlık sorunu değil. Bu bir zamanlama sorunudur.
0,1 saniyelik tepki tamponuna sahip pnömatik bir takipçi, ince sacda hala aşırı tepki verebilir çünkü hareketi sönümleyecek çok az kütle vardır. Sac, havanın stabilize edebileceğinden daha hızlı hızlanır. Enkoder çözünürlüğü dahilinde alt kalıp yüksekliğini takip etmesi komut edilen bir servo takipçi, ram ile aynı tempoda hareket eder. Sac asla serbest düşüşe geçmez, bu yüzden asla geri sekmez.
Hurda Kutusu: 3 metre uzunluğunda 20 gauge galvanizli sacı, polietilen üst yüzeyli ve 500 kg kapasiteli manuel kayar kollarda denedik. 40 parçadan sonra, 6 tanesinde orta açıklıkta tutarlı 1,2 mm'lik bir flanş yüksekliği sapması görüldü. Kollar zayıf değildi. Geç kalıyorlardı. Senkronize bir takipçiye geçtik ve sapma, ölçülebilir bant toleransının altına düştü.
Hafif saclar, gecikmeyi, gücü ödüllendirdiklerinden daha fazla cezalandırır.
Atölye Kararı: İnce sacda hız ve senkronizasyon kırbaçlanmayı önler; ham kaldırma kapasitesi hiçbir işe yaramaz.
Peki, ince malzeme çeviklik gerektiriyorsa, sac on kat daha ağır olduğunda ne olur?
3 metre uzunluğunda, 1/4 inç A36 sacı ele alalım. Yaklaşık 185 kg. Şimdi 40 mm'lik bir V kalıp kullanarak 120 tonluk bir abkant pres üzerinde 60 mm'lik bir flanş bükün. Strokun ortasında, o sacın ağırlık merkezi dışa doğru kayar ve flanş uzunluğunun yaklaşık yarısı kadar bir tork kolu oluşturur.
Hesabı yaparsanız, artık 185 kg'ı dikey olarak desteklemiyorsunuz demektir. Takipçiyi aşağı doğru zorlayan bir eğilme momentine karşı direnç gösteriyorsunuz.
500 kg kapasiteli standart kayar destek kolları, neredeyse dikey bir yük varsayar. 60 mm'lik dönen bir manivela kolu eklediğinizde, lineer kızak asla başa çıkamayacağı bir yan yükle karşılaşır. Kalın sacda dinamik dönüş sırasında kol ucunda 2–3 mm sapma ölçtüm. Bu sapma, uçlardan önce merkez açının kapanmasına neden olur.
Hurda Kutusu: 2,4 metre uzunluğunda, 10 mm yumuşak çeliği, bilyalı transferlere sahip uzun manuel kollar üzerinde büktük. Statik değer güvenli diyordu. Yük altında, bir kol montaj bloğunda kalıcı 1 mm'lik bir aşağı doğru eğilme yaşadı. Sonraki 25 parça, merkezde 0,7 derece daha dar bir açı gösterdi. Kol, çelikten önce büküldü.
Tabla içine monte edilmek üzere tasarlanmış servo veya hidrolik takipçiler, yükü uzun konsol kollar aracılığıyla değil, doğrudan pres gövdesine aktarır. Burada yapı, motordan daha önemlidir. Yüksek mukavemetli çelikler (örneğin 6 mm S700), sorunu büyütür çünkü daha yüksek akma noktaları plastik deformasyonu geciktirir, bu da dönüş sırasında desteğe daha fazla elastik enerjinin geri itilmesi anlamına gelir.
Bu yükü hafifletmek için parçaları yeniden tasarlayabilirsiniz; daha kısa flanşlar, daha büyük radyuslar gibi. Akıllı atölyeler bunu yapar. Ancak geometri sabit olduğunda ve tonaj arttığında, yapı hayatta kalma meselesi haline gelir.
Atölye Kararı: Orta sac kalınlığının üzerinde, konsol destek kolları kendi başlarına eğilme elemanları haline gelir; gövdeye bağlı entegre takipçiler, sapma yapmadan torku taşır.
Ağırlık ve tork sorununu çözseniz bile, gününüzü mahvetmeyi bekleyen bir değişken daha var.
Şimdi 14 ayar, No. 4 fırçalanmış yüzeye sahip önceden bitirilmiş paslanmaz çeliğe geçelim. Ağırlık yönetilebilir düzeyde; 3 metrede yaklaşık 40 kg. Müşteri, tek bir 30 mm'lik sürtünme izi için parçaları reddediyor.
Manuel destek kolları genellikle polietilen veya fırça uçlar kullanır. Statik kaydırma için iyidir. Ancak senkronize bir büküm sırasında sac sadece kaymaz; aynı zamanda yaylanır. Takipçinin yüzeyi yüksek sürtünmeye sahipse, sac dönerken mikroskobik olarak sürüklenir, özellikle basıncın zirve yaptığı alt ölü noktaya yakın yerlerde.
Atölyelerin, tamamen triboloji (yük altındaki yüzey sürtünmesi) kaynaklı çizikler için operatörü suçladığını gördüm.
Hurda Kutusu: 2 metre uzunluğunda 14 ayar 304 paslanmaz çelikte, çelik silindirli pnömatik bir takipçi kullandık. 60 parçadan sonra, büküme paralel hafif çizgisel izler belirdi. Silindirler temizdi. Sorun, sac dönerken ve takipçi tereddüt ederken oluşan mikro kaymaydı. İz bırakmayan kaplamalı silindirlere geçmek ve senkronizasyonu sıkılaştırmak, programa dokunmadan izleri ortadan kaldırdı.
Hiyerarşi şöyledir: Eğer kaldırma zamanlaması yanlışsa, en yumuşak fırça plakası bile çizik yapar çünkü sac anlık olarak desteksiz kalır ve temas eder. Eğer kaldırma hassas ancak temas yüzeyi yanlışsa, açıyı korur ancak yüzey kalitesini bozarsınız.
Malzeme hassasiyeti, hangi kusurun önce ortaya çıkacağını belirler. Alüminyum çizikleri affeder ancak açı sapmasını açığa çıkarır. Paslanmaz çelik küçük açı sapmalarını gizler ancak sürtünmeyi cezalandırır. Yüksek mukavemetli boyalı çelik ise her ikisini de yapar.
Atölye Kararı: Yüzey koruma bileşenleri önemlidir; ancak yalnızca kaldırma mimarisi senkronize edildikten sonra; zamanlama hataları, malzeme seçimi devreye girmeden önce parçalara zarar verir.
Takipçiyi sacın davranışına (kütlesi, sertliği, geri yaylanması ve yüzeyi) göre eşleştirin; sistem koç ile uyum içinde çalışacaktır. Bunu görmezden gelirseniz, statik desteklerle para tasarrufu yapmıyorsunuz demektir. Makineyi ve malzemeyi her müşterinin önünde tartışmaya zorluyorsunuz.
Bu da bir sonraki sorunu ortaya çıkarıyor: Takipçi malzemeye mükemmel şekilde uysa bile, o tempoda kalmak için abkant presle nasıl yeterince iyi iletişim kurar?
3 metrelik 12 kalibre yumuşak çelik bir sac, takipçinizin ne kadar pahalı göründüğünü umursamaz. O, takipçinin koçun bir sonraki 0,2 saniye içinde 40 mm/sn yaklaşma hızından 8 mm/sn bükme hızına geçeceğini bilip bilmediğini umursar.
Koçun 0,6 saniyede 150 mm düştüğü bir abkant presin arkasında durdum; takipçi harika bir şekilde yükseldi, sadece geç kaldı. Parça hafif bir bükülme ile çıktı. Bunun nedeni kaldırma işleminin zayıf olması değildi. Nedeni, tahmin yürütüyor olmasıydı.
İşte ayrım burada: Takipçiniz, hareket gerçekleştikten sonra algıladığı bir duruma mı tepki veriyor, yoksa kontrol ünitesi ona ne olacağını söylediği için mi hareket ediyor?
Peki ya makine ve destek en başından beri birbirleriyle savaşıyorsa?
2,5 metre uzunluğunda, 10 kalibre paslanmaz çelik üzerinde 5 bükümlü bir sekans çalıştıran 135 tonluk bir CNC abkant presi hayal edin. Koç konumu, lineer enkoderler tarafından milimetrenin yüzde birine kadar takip edilir. Kontrol ünitesi; büküm payını, takım yüksekliğini, malzeme geri yaylanma telafisini ve alt ölü noktadan önce yavaşlayacağı tam anı zaten bilir.
Şimdi, koç konumunu bir yakınlık sensörü aracılığıyla okuyan ve kendi PLC'si üzerinde hareket eden bağımsız bir takipçiyi buna ekleyin.
Koçun nerede olduğunu görebilir. Koçun nereye gittiğini göremez.
Bu fark her şeydir.
Tam ağ bağlantılı bir sistemde takipçi, koçun aldığı konum komutunun aynısını alır. Kontrol ünitesi hızlı yaklaşımdan bükme hızına geçtiğinde, takipçinin servosu da aynı kontrol döngüsü içinde geçiş yapar; kapalı döngü, her iki eksenin de enkoder geri bildirimine dayanarak sürekli düzeltme yaptığı anlamına gelir. Sadece konumu değil, niyeti de paylaşırlar.
Bağımsız bir güçlendirme (retrofit) sisteminde ise takipçi hareketin gerçekleşmesini bekler ve sonra yanıt verir. 100-150 milisaniyelik bir gecikme bile, 3 metrelik bir sacın yavaşlama sırasında orta açıklıkta 4-6 mm sarkması için yeterlidir. İnce 16 kalibre alüminyumda, koç yavaşladıkça bu sarkma geri yaylanır. 8 mm'lik plakada ise torku büküm hattına aktarır ve merkez açıyı daraltır.
Hurda Kutusu: 3 metre uzunluğunda 3 mm 304 paslanmaz çelik üzerinde, sadece lineer ölçek bağlantısı aracılığıyla koç hareketine bağlı bir güçlendirme takipçisi ile çalıştık. Uçlardaki açılar ±0,3 dereceyi korudu. Merkez ise 30 parça boyunca 0,8 derece daraldı. Takipçi zayıf değildi. Her hız geçişinde geç kalıyordu.
Eğer takipçiniz koçun ne yapacağını bilmiyorsa, her zaman tepki veriyordur; parçaların sapması da bu tepki yüzünden gerçekleşir.
Atölye Kararı: Eğer zamanlama önemliyse (ki her zaman önemlidir), takipçi CNC'nin komut döngüsünü arkadan kovalamamalı, bu döngüyü paylaşmalıdır.
Peki ya bu tür bir iletişim için hiç üretilmemiş eski hidrolik presler ne olacak?
Temel bir NC kontrolüne sahip 1998 model bir hidrolik presi ele alalım; açık iletişim protokolü yok, servo veri yolu yok, sadece bir koç derinlik durdurucusu ve arka dayama konumu var. Kendi kontrol ünitesine sahip bağımsız bir takipçi monte edebilir ve büküm adımı başına konumları kaydedebilirsiniz.
Prototip çalışmaları (on parça, tek büküm) için bu gayet iyi çalışır. Takipçi önceden ayarlanmış bir yüksekliğe yükselir, bekler ve sonra düşer. Hareket profili basit olduğu için doğruluk karşılaştırılabilir düzeyde olabilir.
Şimdi 2,8 metre uzunluğunda, 11 kalibre sıcak haddelenmiş çelik üzerinde farklı kalıp yüksekliklerine ve değişken flanş uzunluklarına sahip 4 istasyonlu bir kurulum çalıştırın.
Canlı büküm verileri (gerçek zamanlı koç hızı, takım yükseklik ofsetleri, dinamik açı düzeltmesi) olmadan, operatör takipçi yüksekliğini istasyon başına manuel olarak sıfırlamak veya aynı yaklaşma ve bükme hızlarını varsayan kayıtlı değerlere güvenmek zorundadır. Tonaj veya malzeme partisindeki herhangi bir değişiklik, zamanlama penceresini kaydırır.
Koçun nötr ekseni geçtiği ve operatörün kaldırma işleminin yarım saniye geciktiği o tam anda ne olur?
Eski hidrolik sistemlerde, koç hızı yağ sıcaklığına ve yüke göre değişiklik gösterebilir. 12 mm/sn şekillendirme hızı bekleyen bağımsız bir takipçi (follower), soğuk bir sabahta 9 mm/sn hız görebilir. 80 mm'lik strok boyunca oluşan bu 3 mm/sn'lik fark, en kritik büküm aşamasında desteğin senkronizasyonunu bozmak için yeterlidir.
Hurda Kutusu: 2,4 metrede 6 mm A36 sac büken 160 tonluk bir hidrolik abkant presine takipçi monte ettik. Sabah vardiyasındaki parçalar tutarlıydı. Öğle yemeğinden sonra, yağ ısındığında ve koç hızı biraz arttığında, orta açılar 0,6 derece açıldı. Programda hiçbir şey değişmemişti. Değişen tek şey takipçinin zamanlama aralığıydı.
Bağımsız bir ünite buna ayak uydurabilir mi? Evet; eğer iş basit, düşük hacimli ve toleranslıysa.
Ancak büküm sıraları üst üste bindiğinde, kalıp yükseklikleri değiştiğinde ve tonaj farklılaştığında, kaydedilen pozisyonlar sadece birer varsayıma dönüşür. Çelik işinde varsayımlar pahalıya mal olur.
Atölye Kararı: Bağımsız sonradan takılan sistemler (retrofit), öngörülebilir ve basit işlerde hayatta kalır; ancak karmaşık, çok bükümlü işler bu sistemlerin kör noktalarını hızla ortaya çıkarır.
Ve bu kör noktalar sadece zamanlamayla ilgili değildir.
3 metre boyunca dört kalıp istasyonu olan bir abkant presine gidin: 20 mm V, 40 mm V, kıvırma kalıbı ve ardından en uçta yüksek bir deveboynu zımba. Gerçek atölyeler, sürekli sök-tak yapmadan karışık parçaları bu şekilde üretir.
Şimdi, kullanılmadığında alt kalıbın 400 mm arkasına park eden bir takipçi ekleyin.
Eğer CNC ile istasyon konumu hakkında iletişim kurmuyorsa, tek bir güvenli varsayımı vardır: aşağıda ve yolun dışında kalmak. Bu, bükümler arasında tamamen geri çekilmesi ve ardından önceden ayarlanmış bir yüksekliğe tekrar yükselmesi gerektiği anlamına gelir. Her döngü, hareket süresini ve zamanlaması yanlış yapılmış bir yeniden giriş riskini artırır.
Tamamen ağa bağlı sistemler, takipçi konumunu doğrudan büküm programına bağlar. Operatör üçüncü istasyonu seçtiğinde, kontrol ünitesi zaten kalıp yüksekliğini bilir ve takipçiye senkronize bir bekleme pozisyonu komutu verir; böylece takipçi takımlardan uzak durur ancak devreye girme yüksekliğinin 10–15 mm yakınında bekler. Tahmin yürütmek yok. Tam strok sıfırlamaları yok.
Hurda Kutusu: Bağımsız bir kurulumda, 14 gauge boyalı çelik üzerinde 30 mm V kalıp ile kıvırma kalıbı arasında dönüşümlü bükümler yaptık. Takım çarpışmasını önlemek için takipçinin istasyonlar arasında tamamen aşağı inmesi gerekiyordu. Döngü süresi neredeyse iki katına çıktı. Daha kötüsü, zamanlaması yanlış bir yükselme, kalıp omzuna çarptı ve takipçi kolunu zedeledi.
Takipçi, istasyon mantığına entegre edilmediğinde hareketli bir engele dönüşür. Operatörler, takipçiyi yönetilebilir tutmak için çok istasyonlu kurulumlardan kaçınmaya başlar. Bu durum, retrofitin sağlaması beklenen verimliliği tamamen yok eder.
Atölye Kararı: Eğer takipçi kalıp haritanızı bilmiyorsa, ya döngünüzü yavaşlatacak ya da ona çarpacaktır.
Ancak entegrasyon sadece yazılımdan ibaret değildir. Güç ve hareketin birbirine nasıl bağlandığıyla ilgilidir.
İki yaygın retrofit mimarisi gördüm.
Birincisi: Abkant pres gövdesine cıvatalanmış, ayrı güçle çalışan ve koç hareketini bir sinyal çıkışı veya harici bir cetvel üzerinden okuyan elektrik tahrikli servo takipçi.
İkincisi: Oransal valflerle abkant presin hidrolik devresinden beslenen hidrolik bir takipçi.
Elektrikli servonun kağıt üzerinde hassasiyeti vardır; enkoder çözünürlüğü, programlanabilir hızlar gibi. Ancak abkant presin ana kontrol veri yoluna (bus) bağlı değilse, birlikte değil, paralel çalışır. İki kontrol ünitesi, iki geri besleme döngüsü. Yük arttığında (örneğin tam tonaja yakın 8 mm plaka bükerken), abkant pres açı kontrolü için koç pozisyonunu mikro düzeyde ayarlayabilir, ancak takipçi planlanan yolunda devam eder. Bu uyumsuzluk, orta açıklıkta açı sapması olarak kendini gösterir.
Hidrolik destek üniteleri (piggyback), yağı paylaştıkları için “doğal olarak senkronize” hissedilirler. Ancak akış, CNC üzerinden elektronik olarak kontrol edilip koordine edilmediği sürece, ana silindirlerdeki basınç değişimleri takipçi üniteye giden mevcut akışı değiştirir. Yüksek tonaj altında, destek ihtiyacının zirve yaptığı anda takipçi ünitenin yükselme hızı düşebilir.
Hurda Kutusu: 200 tonluk bir abkant presine bağlı üçüncü taraf bir hidrolik takipçi ünite, 3 mm alüminyum üzerinde kusursuz çalışıyordu. Kapasiteye yakın 10 mm S355 malzemeye geçildiğinde, şekillendirme sırasında takipçi ünitenin yükselişi yavaşladı. 2,5 metrelik parçanın merkezi, yetişme gerçekleşmeden önce 5 mm sarktı. Açı değerleri parça boyunca 0,7 derece farklılık gösterdi. Yağ hattı ortaktı. Zamanlama ise değildi.
Nerede başarısız olurlar? En yüksek yük ve en hızlı karar verme anında; yani koç (ram) ayarlandığında, yavaşladığında veya kompanse ettiğinde.
Tamamen ağa bağlı bir sistem, takipçi üniteyi aynı mimari içinde başka bir kontrollü eksen haline getirir. Tek bir şef. Tek bir tempo. Koç hız değiştirdiğinde, takipçi ünite de aynı komutu aldığı için hız değiştirir.
Atölye Kararı: Başarıyı elektriksel veya hidrolik olması belirlemez; ortak kontrol mantığı belirler; bu olmadan, tek bir sac üzerinde iki ayrı makine çalıştırıyorsunuz demektir.
Şimdi soru, bir takipçi ünitenin sahip olunması gereken güzel bir özellik olup olmadığı değil. Soru, malzeme davranışınızın ve makine mimarinizin gerçek bir entegrasyonu mu gerektirdiği, yoksa tepkisel bir yaklaşımla idare edip edemeyeceğinizdir.
| Bölüm | İçerik |
|---|---|
| Konu | Elektriksel ve Hidrolik Entegrasyon: Üçüncü Taraf Sonradan Takılan (Retrofit) Sistemler Genellikle Nerede Başarısız Olur? |
| Yaygın Retrofit Mimarisi 1 | Abkant pres gövdesine monte edilmiş, ayrı güçle beslenen, koç hareketini sinyal çıkışı veya harici bir cetvel aracılığıyla okuyan elektrik tahrikli servo takipçi ünite. |
| Yaygın Retrofit Mimarisi 2 | Oransal valfler kullanarak abkant presin hidrolik devresinden beslenen hidrolik takipçi ünite. |
| Elektrikli Servo – Güçlü Yönü | Yüksek teorik hassasiyet (enkoder çözünürlüğü, programlanabilir hızlar). |
| Elektrikli Servo – Zayıf Yönü | Ana kontrol veri yoluna entegre edilmezse, ayrı kontrolcüler ve geri besleme döngüleri ile paralel çalışır. Yüksek yük altında (örneğin tam tonaja yakın 8 mm sac), presin mikro ayarlamaları uyumsuzluğa neden olabilir ve bu da açıklık ortasında açı sapmasıyla sonuçlanır. |
| Hidrolik Destek (Piggyback) – Güçlü Yönü | Ortak hidrolik yağ sistemi sayesinde doğal olarak senkronize hissedilir. |
| Hidrolik Destek (Piggyback) – Zayıf Yönü | CNC üzerinden koordine edilen elektronik akış kontrolü olmadan, ana silindirlerdeki basınç değişimleri takipçi ünitenin akışını etkiler. Yüksek tonaj altında, destek ihtiyacı zirve yaptığında yükselme hızı düşebilir. |
| Hurda Kutusu Vakası | 200 tonluk abkant pres üzerindeki üçüncü taraf hidrolik takipçi, 3 mm alüminyum üzerinde iyi performans gösterdi. Kapasiteye yakın 10 mm S355'e geçildiğinde, şekillendirme sırasında takipçi yükselişi yavaşladı. 2,5 metrelik bir parça, toparlanmadan önce 5 mm sarktı; açı sapması 0,7°'ye ulaştı. Yağ hattı paylaşımlıydı ancak zamanlama koordineli değildi. |
| Hata Noktası | Hatalar, en yüksek yük ve en hızlı karar verme anlarında; yani koçun ayarlandığı, yavaşladığı veya kompanse ettiği anlarda meydana gelir. |
| Tam Ağ Bağlantılı Sistem | Takipçiyi aynı mimari içinde kontrollü bir eksen olarak entegre eder. Tek bir kontrol sistemi, senkronize komutlar. Koç hızı değişiklikleri ve takipçi tepkisi eş zamanlı gerçekleşir. |
| Atölye Kararı | Başarı, sistemin elektriksel mi yoksa hidrolik mi olduğuna değil, paylaşılan kontrol mantığına bağlıdır. Entegrasyon olmadan, tek bir sacı işleyen iki ayrı makine gibi çalışır. |
| Temel Soru | Mesele bir takipçinin isteğe bağlı olup olmadığı değil, malzeme davranışının ve makine mimarisinin gerçek bir entegrasyon gerektirip gerektirmediği veya reaktif çalışmayı tolere edip edemeyeceğidir. |
Tam entegre bir takipçiye etkileyici olduğu için karar vermezsiniz.
Malzemeniz, makineniz ve üretim karışımınız size başka bir istikrarlı seçenek bırakmadığı için karar verirsiniz.
İşin bariz olmayan kısmı şudur: kırılma noktası sadece ağırlık değildir. Sac kütlesinin, esnemenin ve büküm sıralamasının, bir insanın ve reaktif bir desteğin gerçek zamanlı olarak düzeltebileceği sınırları aştığı andır. Bu gerçekleştiğinde, senkronizasyon bir yükseltme olmaktan çıkar ve temel bir donanım haline gelir.
Peki sizin atölyenizde bu sınır nerede?
3,0 metrelik 10-gauge A36 sacı ele alalım. Metrekare başına yaklaşık 38 kg. 1,5 metre genişliğinde, ilk bükümden önce 170 kg'ın üzerinde bir yükü tutuyorsunuz demektir. O sac sadece daha ağır olmakla kalmaz, aynı zamanda dönerken enerji depolar.
Koç nötr ekseni geçtiğinde, merkez aşağı düşmek ister. Operatörünüz zayıf olduğu için değil. Yerçekimi sabit olduğu ve çeliğin hafızası olduğu için.
Lineer kızaklar üzerinde 380 kg kapasiteli statik bir ön destek bu yükü taşıyabilir. LED temas göstergeleriyle parlayabilir. Pürüzsüzce kayabilir. Ancak rotasyonu öngöremez. Sacın hareket etmesini bekler, sonra tepki verir.
Hurda Kutusu: 2,8 metrede 8-gauge S355 sacı, sac ağırlığının çok üzerinde kapasiteye sahip ağır hizmet tipi statik destekleri olan bir abkant preste işledik. Sorun kapasite değildi. Bükümün ortasında, operatör ve destek düzeltme yapana kadar merkez 6 mm sarktığı için uç açılar dar, orta açılar ise 0,9 derece açık çıktı. Desteğe aşırı yük bindirmedik. Onu geride bıraktık.
Şimdi 1,2 metrede 2 mm 304 paslanmaz çeliğe geçelim. Toplam 25 kg'ın altında. Sıkı açı kontrolüne sahip bir elektrikli abkant preste esneme minimumdur. Rotasyon hafiftir. Operatör parmak uçlarıyla yönlendirebilir.
Aynı atölye. Tamamen farklı iki fizik problemi.
Atölye Kararı: Sac kütlesi ve esneklik, bir insanın anında karşı koyamayacağı bir büküm ortası rotasyonu yarattığında, kaldırma kapasitesine göre değil, senkronizasyona göre boyutlandırma yapıyorsunuz demektir.
Ancak malzeme tek başına hareket etmez. Kendi sınırları olan bir makinenin içinde bükülür.
Sabit strok derinliğinde yüksek hızlı tek vuruşlu parçalar üreten mekanik bir abkant pres tahmin edilebilirdir. Strok zamanlaması nadiren değişir. Tüm gün 3 mm alüminyum braketler üretiyorsanız, koç pozisyonuna bağlı bağımsız bir servo takipçi yeterince ayak uydurabilir.
Ancak aynı takipçiyi dinamik bombeleme ve gerçek zamanlı açı düzeltmesine sahip modern bir hidrolik prese koyduğunuzda işler değişir. Koç, strok ortasında hızını ayarlar. Geri esnemeyi telafi eder. Derinliği mikro düzeyde düzeltir.
Eğer takipçi aynı kontrol döngüsünün içinde değilse, tahminde bulunuyor demektir.
Hurda Kutusu: 6 mm 304 paslanmaz çeliği açı düzeltme aktif halde büken 220 tonluk bir hidrolik prese servo takipçi ekledik. Ağır bükümler sırasında CNC, hedef açıya ulaşmak için alt ölü noktaya yakın koç hızını yavaşlattı. Gecikmeli bir analog sinyal okuyan takipçi, programlanmış yükselişine devam etti. Parça kalıp omzundan kalktı, sonra tekrar yerine oturdu. Nihai sapma: 2,5 metre boyunca 0,7 derece. Takipçi hassastı. Sadece konuşmaya dahil edilmemişti.
Şimdi 1,5 mm galvanizli sac büken yüksek hassasiyetli bir elektrikli abkant presi düşünün. Elektrikli sürücüler tekrarlanabilir strok ve sıkı konumsal kontrol sağlar. Ancak yükler düşüktür ve esneme minimumdur. Burada entegrasyon, gerçek bir sorunu çözmeden maliyeti artırabilir.
Atölye Kararı: Abkant presiniz yük altında gerçek zamanlı olarak ne kadar çok ayar yaparsa, takipçinizin kontrol mimarisini o kadar çok paylaşması gerekir, aksi takdirde onunla çatışma riski doğar.
Ancak makineler ve malzemeler hala finansal soruya cevap vermiyor. Üretim karması veriyor.
Aynı parçalardan oluşan uzun seriler mi üretiyorsunuz, yoksa her saat takım değiştiren 40 parçalık işler mi yapıyorsunuz?
Bağımsız bir sonradan takılan sistem, tekrarda hayatta kalır. Tek kalıp yüksekliği. Tek büküm sırası. Minimum istasyon değişikliği.
Şimdi 3 metre boyunca dört istasyon ekleyin: 20 mm V, 40 mm V, kıvırma kalıbı, yüksek deveboynu zımba. Karışık malzemeler ekleyin: Sabah 4 mm siyah sac, öğleden sonra 10-gauge paslanmaz. Vardiyalı çalışan operatörler ekleyin.
Her değişiklik, takipçiyi pozisyonları sıfırlamaya, takımları temizlemeye ve yeniden devreye girmeye zorlar.
Hurda Kutusu: İki kalıp istasyonu arasında değişen 12-gauge boyalı çelik panellerden oluşan bir iş karışımında, bağımsız takipçimiz çarpışmayı önlemek için bükümler arasında 300 mm tamamen geri çekilmek zorundaydı. Çevrim süresi 42 saniyeden 71 saniyeye çıktı. Zamanlaması yanlış bir geri dönüş, bitmiş bir yüzeyi çizdi. Takipçi zayıf olduğu için kaybetmedik. Bağlam farkındalığı olmadığı için kaybettik.
Gelecekteki büyüme bunu daha da keskinleştiriyor. Teklif hattınız daha uzun parçalar, daha kalın levhalar, daha sıkı toleranslar veya daha fazla çok bükümlü montajlar gösteriyorsa, gecikmeyi cezalandıran değişkenleri üst üste koyuyorsunuz demektir.
Atölye Kararı: Programınız esnekliği ve çok istasyonlu verimliliği ödüllendiriyorsa, hem çevrim süresini hem de parça kalitesini yalnızca büküm programına entegre edilmiş bir takipçi korur.
Peki tüm bunlar ne zaman sınırı aşar?
Bir denetçi olarak şu anda kullandığım bakış açısı bu.
Eğer bir operatör, en zorlu büküm sırasında acele etmeden, destek almadan veya tahmin yürütmeden sacın dönmesini fiziksel olarak ve tutarlı bir şekilde engelleyemiyorsa, insan kapasitesini aşmışsınız demektir. Bu ilk eşiktir.
Eğer abkant presiniz yük veya açı geri bildirimine yanıt olarak koç hareketini değiştiriyor ve takipçiniz aynı döngü içinde aynı komut verilerini almıyorsa, mimari bir çelişki yaşıyorsunuz demektir. Bu ikinci eşiktir.
Eğer üretim karmanız, geri çekilip sıfırlama hareketinin ölçülebilir bir çevrim süresi veya çarpışma riski eklediği çok istasyonlu kurulumlar gerektiriyorsa, operasyonel sürtünme yaşıyorsunuz demektir. Bu da üçüncüsüdür.
Bir eşiği aşarsanız, bir iyileştirme (retrofit) işe yarayabilir. İkisini aşarsanız, açı sapması, yüzey hasarı veya uzayan çevrim süreleri görmeye başlarsınız. Üçünü de aşarsanız, senkronize bir takipçiye “lüks” demek, arka dayamaların isteğe bağlı olduğunu söylemek gibidir.
Hurda Kutusu: 320 tonluk bir hidrolik preste 3 metrede 10 gauge paslanmaz çelik büken bir atölye, merkez açı varyasyonlarıyla 0,8 derece civarında yıllarca mücadele ettikten sonra entegre, ağ bağlantılı bir takipçi ekledi. Aynı malzeme. Aynı kalıp. Varyasyon 0,2 derecenin altına düştü ve iki kişilik taşıma işi tek kişiye indi. İş gücü bir sonraki operasyona kaydırıldı. Takipçi yeni bir yetenek eklemedi. Sadece çatışmayı ortadan kaldırdı.
Buradaki bariz olmayan çıkarım şudur: Ağ bağlantılı bir takipçiyi sacın maksimum ağırlığıyla gerekçelendiremezsiniz. Onu, malzeme davranışı, makine zekası ve üretim karmaşıklığı, reaktif desteğin gerçek zamanlı olarak düzeltemeyeceği bir noktada birleştiğinde gerekçelendirirsiniz.
Atölye Kararı: Sac kütlesi, dinamik koç kontrolü ve çok istasyonlu iş akışları çakıştığında, tam entegre bir takipçi isteğe bağlı olmaktan çıkar ve büküm sürecinin yapısal bir parçası haline gelir.
Bu çeyrekte planlanan en ağır, en uzun ve en karmaşık işinize bakın.
Şimdi kendinize sorun: Mevcut desteğiniz koç ile iş birliği mi yapıyor, yoksa ona tepki mi veriyor?


















