

Lembaran stainless steel 10-gauge berukuran 5×10 tidak terasa berat sampai Anda yang memegang ujung belakangnya ketika 120 ton gaya tekan ram turun.
Saya pernah melihat pria dewasa menekan berat tubuh mereka ke lembaran yang melengkung di tengah siklus, sepatu mereka tergelincir di atas beton, berusaha menjaga garis tekukan tetap lurus sementara press brake terus bergerak seolah tidak peduli. Bagian tersebut keluar dengan sedikit puntiran. Semua orang menyalahkan waktu. Atau kurang pengalaman.
Tapi bagaimana jika sejak awal mesin dan penyangganya saling melawan?
Panel baja ringan sepanjang 3 meter, tebal 6 mm, yang duduk di atas dua lengan penyangga statis terlihat stabil saat diam. Tekan siklus, dan gravitasi mengambil alih sebelum ram bahkan menyentuh. Ujung bebas turun beberapa milimeter. Operator mengimbangi dengan mengangkat. Brake terus turun dengan kecepatan yang sudah diprogram.
Sekarang Anda memiliki tiga gaya yang bermain: gravitasi menarik ke bawah, operator mendorong ke atas, dan ram mendorong melalui sumbu netral tekukan.
Itu bukan menekuk. Itu perang tarik menarik.
Tempat Sampah: Saya pernah membuang dua belas panel aluminium sepanjang 8 kaki dalam satu shift karena semuanya memiliki variasi 1,5 derajat di sepanjang flensa. Program sama. Peralatan sama. Satu-satunya variabel adalah dua operator yang mencoba “membantu” penyangga statis mengejar siklus 90 ton. Kami membayar lembaran-lembaran itu dua kali—sekali untuk material, sekali lagi untuk tenaga kerja perbaikan.
Pajak itu tidak terlihat pada bagian pertama. Ia muncul dalam kelelahan, penyesuaian mikro, dan pergeseran toleransi yang perlahan yang tak bisa benar-benar dijelaskan.
Jadi, apakah lembarannya benar-benar terdeformasi—atau operatornya saja yang kalah cepat dari mesin?
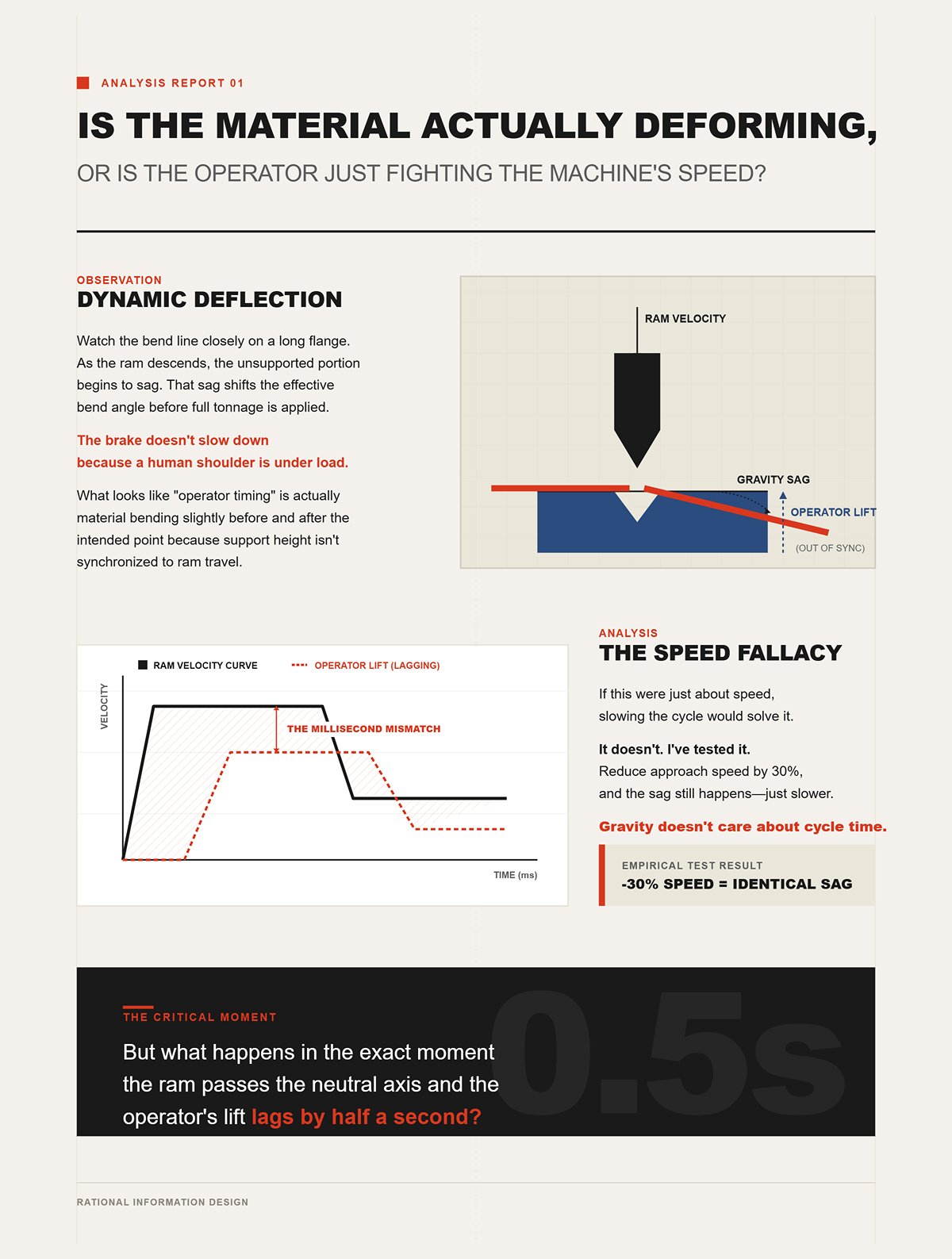
Perhatikan garis tekukan dengan cermat pada flensa panjang. Saat ram turun, bagian yang tidak disangga mulai melendut. Lendutan itu menggeser sudut tekukan efektif sebelum tonase penuh diberikan. Operator mengangkat untuk menyeimbangkan, tetapi dia tidak bisa menyamai kurva kecepatan ram setiap milidetik.
Brake tidak melambat hanya karena bahu manusia sedang menahan beban.
Apa yang tampak seperti “waktu operator” sebenarnya adalah defleksi dinamis—material sedikit menekuk sebelum dan sesudah titik yang diinginkan karena tinggi penyangga tidak tersinkronisasi dengan gerakan ram.
Jika ini hanya soal kecepatan, memperlambat siklus akan menyelesaikannya. Tapi tidak. Saya sudah mengujinya. Kurangi kecepatan pendekatan sebesar 30%, dan lendutan tetap terjadi—hanya lebih lambat. Gravitasi tidak peduli dengan waktu siklus.
Di sinilah sebagian besar bengkel berhenti berpikir. Mereka menyebutnya masalah pelatihan.
Namun apa yang terjadi tepat saat ram melewati sumbu netral dan pengangkatan operator tertinggal setengah detik?
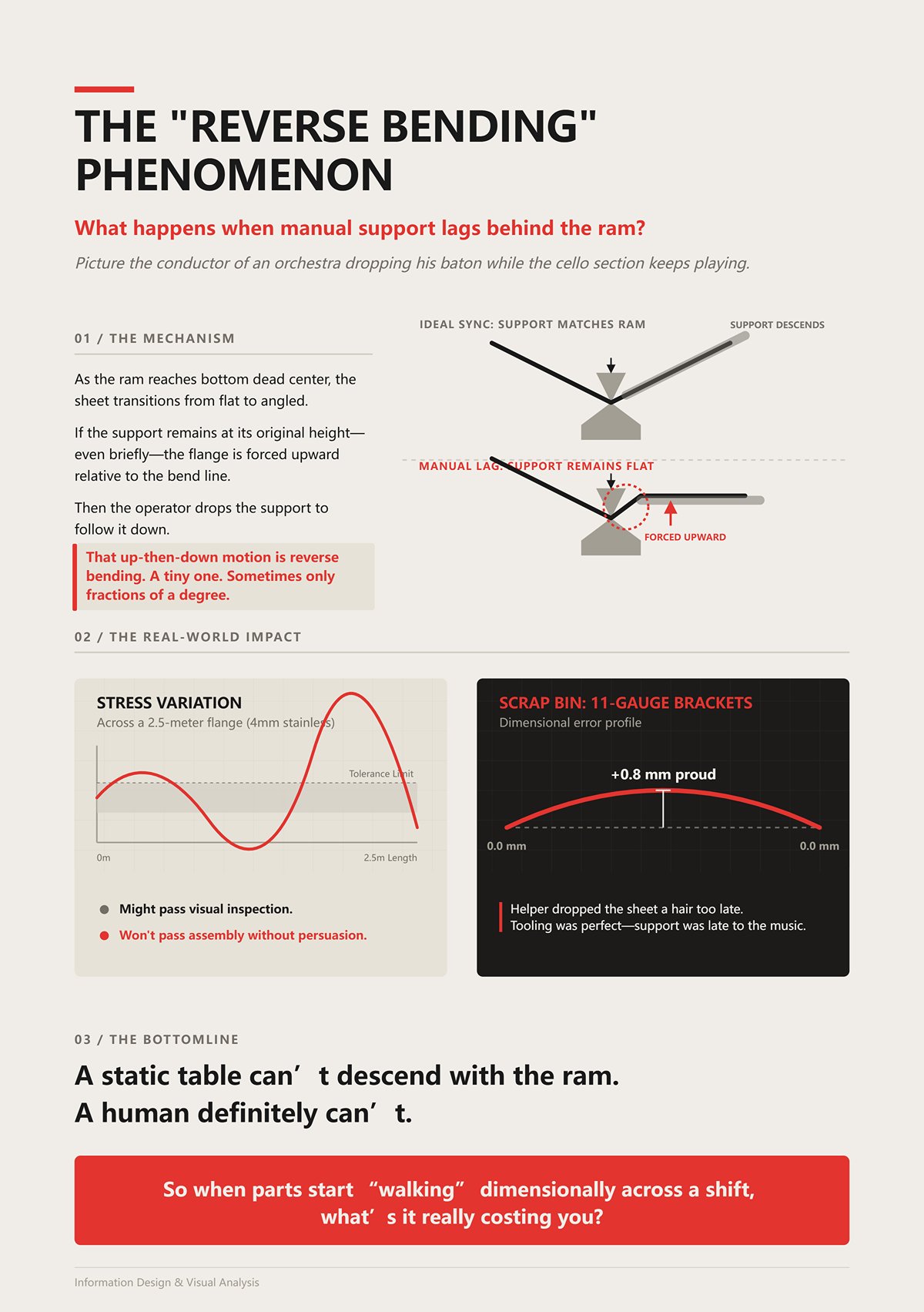
Bayangkan seorang konduktor orkestra menjatuhkan tongkatnya sementara bagian cello terus bermain. Itulah keterlambatan penyangga manual.
Saat ram mencapai titik mati bawah, lembaran berubah dari datar menjadi miring. Jika penyangga tetap pada tinggi asalnya—meskipun hanya sebentar—flensa akan terdorong ke atas relatif terhadap garis tekukan. Kemudian operator menurunkan penyangga untuk mengikutinya turun.
Gerakan naik lalu turun itu adalah tekukan balik. Sangat kecil. Kadang hanya sepersekian derajat.
Lakukan itu di sepanjang flensa 2,5 meter pada stainless 4 mm, dan Anda menciptakan variasi tegangan di sepanjang panjangnya. Mungkin lolos inspeksi visual. Tapi tidak akan lolos perakitan tanpa sedikit paksaan.
Tempat Sampah: Saya pernah melihat braket baja karbon 11-gauge yang terukur sempurna di ujung tetapi menonjol 0,8 mm di tengah karena pembantu menjatuhkan lembaran sedikit terlambat. Kami memotongnya dan mulai dari awal. Bukan karena perkakasnya salah—tetapi karena penyangga terlambat mengikuti irama.
Meja statis tidak bisa turun bersama ram. Manusia jelas tidak bisa.
Jadi ketika bagian mulai “berjalan” secara dimensional selama satu shift, apa sebenarnya biayanya bagi Anda?
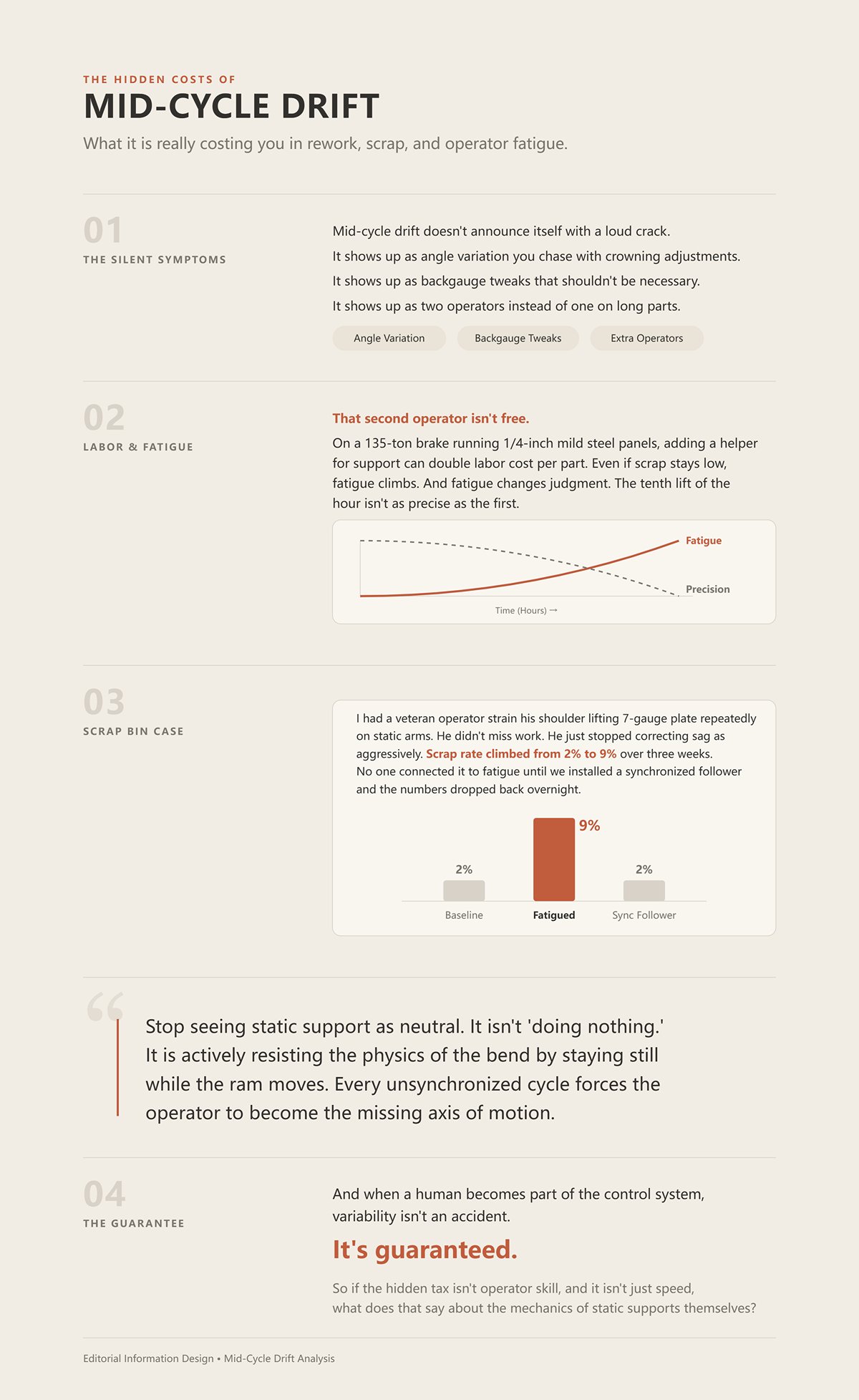
Penyimpangan tengah siklus tidak menampakkan diri dengan suara retakan keras. Ia muncul sebagai variasi sudut yang Anda kejar dengan penyesuaian crowning. Ia muncul sebagai pengaturan ulang backgauge yang seharusnya tidak perlu. Ia muncul sebagai dua operator alih-alih satu pada bagian panjang.
Operator kedua itu tidak gratis.
Pada rem tekan 135 ton yang membentuk panel baja lunak 1/4 inci, menambahkan pembantu untuk penyangga bisa menggandakan biaya tenaga kerja per bagian. Bahkan jika scrap tetap rendah, kelelahan meningkat. Dan kelelahan mengubah penilaian. Angkatan ke sepuluh dalam satu jam tidak sepresisi yang pertama.
Tempat Sampah: Saya pernah punya operator veteran yang keseleo bahunya karena mengangkat pelat 7-gauge berulang kali pada lengan statis. Ia tidak absen kerja. Ia hanya berhenti mengoreksi lendutan secara agresif. Tingkat scrap naik dari 2% menjadi 9% dalam tiga minggu. Tidak ada yang mengaitkannya dengan kelelahan sampai kami memasang pengikut tersinkronisasi dan angka-angka langsung turun kembali dalam semalam.
Ini pergeseran kognitif yang saya ingin Anda lakukan:
Berhenti melihat penyangga statis sebagai sesuatu yang netral.
Ia bukan “tidak melakukan apa-apa.” Ia secara aktif menentang fisika tekukan dengan tetap diam sementara ram bergerak. Setiap siklus yang tidak sinkron memaksa operator menjadi sumbu gerak yang hilang.
Dan ketika manusia menjadi bagian dari sistem kontrol, variabilitas bukanlah kecelakaan.
Itu adalah kepastian.
Jadi jika biaya tersembunyi bukan keterampilan operator, dan bukan semata kecepatan, apa artinya bagi mekanisme penyangga statis itu sendiri?
Pada rem hidrolik 135 ton yang menekuk lembaran 3 meter stainless 4 mm, perhatikan 50 milimeter pertama dari perjalanan ram. Punch belum sepenuhnya menekan. Lembaran masih sebagian besar datar. Lengan penyangga depan statis dipasang pada satu tinggi tetap. Gravitasi sudah menarik ujung bebasnya ke bawah.
Tangan operator terangkat sebelum tonase naik.
Itulah cacat desain yang terlihat jelas: sebuah penyangga statis hanya memiliki satu derajat kebebasan—naik atau turun ketika Anda mengatur secara manual. Ram memiliki kurva kecepatan yang diprogram, umpan balik posisi, dan keterulangan yang diukur hingga seperseratus milimeter. Setelah siklus dimulai, hanya satu yang bergerak dengan maksud yang jelas.
Bagian tersebut keluar dengan sedikit puntiran halus.
Kotak Barang Rongsokan: Saya pernah menjalankan flensa baja karbon ketebalan 10-gauge—panjang 2,4 meter—pada lengan tetap bertahun-tahun yang lalu. Kami memperlambat pendekatan, mengurangi peningkatan tonase, bahkan menyesuaikan pembentukan mahkota. Lima bagian pertama baik-baik saja. Pada bagian ke lima belas, sudutnya melenceng 0,6 derajat lebih tinggi di salah satu ujung. Tidak ada yang berubah dalam program. Yang berubah adalah seberapa agresif operator mengangkat saat kelelahan mulai terasa. “Sistem penyangga” saat itu adalah tulang belakang manusia.
Lengan statis bukan hanya gagal membantu; ia memaksa operator menutup loop kendali yang dikira CNC sudah miliki. Sekarang Anda memiliki dua pengendali yang bertindak pada satu lembar: pengerem yang mendorong garis tekukan ke bawah, dan operator yang mendorong ujung bebas ke atas. Mereka tidak tersinkronisasi, dan tidak akan pernah bisa.
Tapi bagaimana jika sejak awal mesin dan penyangganya saling melawan?
Ketika pengerem berakselerasi di tengah langkah, pusat gravitasi lembaran bergeser saat flensa mulai terbentuk. Beban pada penyangga berubah secara dinamis. Lengan statis tidak dapat mengantisipasi perubahan tersebut. Pengikut aktif, bahkan unit pneumatik dasar yang diberi peringkat 380 kg, dibuat untuk naik dan turun sesuai posisi ram. Ia tidak menghilangkan tekukan balasan. Ia mengurangi tebakan manusia yang menyebabkannya.
Jika satu sistem dikendalikan posisi dan yang lain dikendalikan otot, menurut Anda siapa yang menang dalam perdebatan itu pada kecepatan 20 mm per detik?
Ambil pengaturan umum: baja lunak 6 mm, pembukaan cetakan V 48 mm—tepat sesuai aturan 8 kali ketebalan yang diikuti sebagian besar bengkel. Saat punch turun ke dalam V, lembaran tidak berputar di sekitar garis imajiner di udara. Ia berputar di sekitar titik kontak di bahu cetakan. Lokasi pivot itu ditetapkan oleh geometri cetakan.
Sekarang lihat penyangga depan statis yang umum. Lengannya berputar dari braket yang dibaut ke rangka mesin, sering kali 300 hingga 600 mm di depan garis cetakan. Lengkung gerakannya—jika memang memiliki gerakan—tidak ada kaitannya dengan geometri pembukaan V.
Kedua lengkung tersebut tidak konsentris. Mereka bahkan tidak berbagi pusat yang sama.
Kotak Barang Rongsokan: Kami menekuk pelat aluminium berpola tebal 1/4 inci sepanjang 2,5 meter menggunakan cetakan V 60 mm. Meja statis diatur rata saat awal. Saat flensa terbentuk, rotasi alami lembaran berusaha mengikuti bahu cetakan. Meja yang tetap di tempat memaksa flensa sedikit naik sebelum turun. Hasilnya adalah lengkungan 1,2 mm sepanjang flensa. Kami menyalahkan memori material. Padahal itu konflik geometri.
Jika titik pivot efektif penyangga tidak mengikuti garis pivot cetakan, Anda menekuk lembaran dua kali—sekali di sekitar cetakan seperti yang diinginkan, dan sekali melawan penyangga saat ia menahan rotasi tersebut. Tekukan kedua itu kecil. Pecahan derajat. Di sepanjang 3 meter, pecahan menjadi milimeter.
Pengikut aktif dirancang untuk bergerak secara vertikal berkoordinasi dengan perjalanan ram, menjaga kontak di dekat garis singgung lembaran yang berubah saat ia berputar di sekitar cetakan. Mereka tidak secara ajaib menyelaraskan setiap variabel geometri—lebar cetakan, lebar lembaran, panjang flensa—tetapi mereka menghilangkan lengkung tetap yang bertentangan yang dipaksakan oleh lengan statis.
Keputusan di Lantai Bengkel: Jika geometri pivot penyangga Anda tidak bergerak bersama geometri pivot cetakan, Anda sedang membangun tegangan balik pada setiap flensa panjang.
Jadi meskipun geometri menjelaskan efek tekukan ganda, apa yang terjadi ketika faktor waktu ikut berperan?
Pertimbangkan pengerem tekan mekanis yang beroperasi lebih cepat di tengah langkah dibandingkan saat pendekatan—umum pada mesin tua yang digerakkan roda gila. Ram dapat menempuh 20 mm terakhir sebelum titik mati bawah dalam sepersekian detik. Kurva kecepatan itu dapat diprediksi. Dapat diulang.
Penyangga statis tidak memiliki profil kecepatan sama sekali. Ia diam hingga manusia bereaksi.
Namun apa yang terjadi tepat saat ram melewati sumbu netral dan pengangkatan operator tertinggal setengah detik?
Setengah detik itulah saat presisi CNC lenyap.
Lembaran berpindah dari deformasi elastis ke aliran plastis di sekitar sumbu netral—lapisan di dalam ketebalan yang tidak meregang maupun tertekan. Saat melewati titik itu, sudut flange berubah dengan cepat. Jika tinggi penyangga tidak turun secara sinkron, flange akan terangkat berlebihan sesaat. Ketika operator menurunkan tangannya, material memantul kembali secara tidak merata sepanjang panjangnya.
Kotak Besi Rongsokan: Pada mesin press brake 90 ton yang membengkokkan plat tebal 7-gauge, kami mencoba mengimbangi lendutan dengan mengangkat ujung bebas lebih tinggi dari posisi rata. Ini “berhasil” pada flange pendek. Pada bagian sepanjang 2,8 meter, bagian tengah mencapai sumbu netral beberapa milidetik setelah ujung-ujungnya akibat sedikit variasi ketebalan material. Koreksi penyangga sudah terlewat waktunya. Kami memburu ketidakkonsistenan 0,9 derajat pada 40 bagian sebelum mengakui masalahnya bukan pada tonase—tetapi keterlambatan.
Anda bisa memperlambat mesin. Gravitasi tetap bekerja. Anda bisa melatih operator. Waktu reaksi tetap bervariasi—biasanya 200 hingga 300 milidetik untuk respon visual-motor di bawah beban. Mesin press brake tidak peduli.
Pengikut tersinkronisasi—baik pneumatik maupun servo—mengaitkan gerakan vertikalnya dengan posisi ram, bukan persepsi manusia. Ya, masih memerlukan penyetelan. Ya, keterlibatan harus diverifikasi dengan indikator kontak LED yang digunakan beberapa sistem. Kehadiran tidak sama dengan kontak. Tetapi setelah terlibat, kecepatannya mengikuti gerakan yang diperintahkan mesin.
Pada press brake CNC yang mampu mengulang posisi ram ±0,01 mm, mengandalkan lengan statis dengan ±waktu manusia bukanlah hemat biaya. Itu adalah sabotase.
Putusan Lantai Produksi: Jika penyangga Anda tidak dapat menyesuaikan posisi dan kecepatan ram, akurasi CNC Anda berhenti di garis cetakan—dan semua yang berada di luar itu menjadi perkiraan belaka.
Beberapa bulan lalu saya menghitung waktu pembengkokan aluminium 3/16 inci pada press brake CNC modern. Dari pendekatan hingga titik bawah, 18 mm terakhir gerakan ram memakan waktu 0,6 detik. Tidak lambat. Tidak kasar. Hanya cukup cepat sehingga jika pengikut terlambat, lembaran langsung merasakannya.
Itulah tolok ukurnya. Jika pengikut tidak dapat mengikuti penurunan 0,6 detik itu tanpa melampaui atau tertinggal, itu bukan penyangga—itu adalah gangguan yang terlambat.
Lengan statis sudah kalah karena tidak bergerak. Sekarang pertanyaan sebenarnya lebih halus: ketika ram berakselerasi, melambat, dan mengoreksi secara real time, jenis penggerak apa yang dapat tetap selaras tanpa menciptakan masalah waktu sendiri?
Anggaplah ram sebagai konduktor. Pengikut hanya punya satu tugas—bermain dengan tempo sempurna. Sistem pneumatik dan servo sama-sama mengklaim bisa. Hanya satu yang melakukannya tanpa menebak.
Bayangkan pelat kosong baja tahan karat lebar 4 kaki tebal 10-gauge, flange pendek 25 mm, V-die sempit. Pusat gravitasi rendah. Rotasi minimal. Dalam kasus yang sempit itu, lengan tetap yang diatur benar-benar rata mungkin berfungsi.
Tapi sekarang perpanjang bagian itu menjadi 2,5 meter dan dorong flange menjadi 120 mm. Massa bagian berayun keluar saat lipatan terbentuk. Rotasi meningkat mendekati sumbu netral. Penyangga harus turun dalam busur terkontrol relatif terhadap kontak die. Lengan tetap tidak turun sama sekali.
Kotak Besi Rongsokan: Kami menjalankan braket baja canai dingin tebal 11-gauge, lebar 300 mm. Lengan statis berfungsi baik untuk 20 bagian pertama. Lalu pekerjaan berubah—ketebalan sama, tapi panjang 1,8 meter. Pada bagian kedelapan, kami memiliki puntiran 1,4 mm di sudut bebas. Tidak ada yang berubah pada tonase atau perkakas. Hanya panjangnya. Lengan tidak gagal karena lemah. Ia gagal karena geometri dan waktu berubah skala sementara ia tetap diam.
Lengan mekanis bukanlah “otomasi sederhana.” Itu adalah nol otomasi. Ia berasumsi kecepatan lipatan, berat lembaran, dan panjang flange tetap dalam jangkauan sempit. Pekerjaan produksi—terutama di bengkel dengan variasi tinggi—jarang bertahan lama dalam jangkauan itu.
Putusan Lantai Produksi: Penyangga tetap dapat digunakan untuk bagian pendek dan berulang; ia tidak dapat melindungi material ketika panjang, kecepatan, dan rotasi berubah.
Sekarang kita tambahkan gerakan. Pengikut pneumatik menggunakan udara bertekanan yang mendorong silinder untuk menaikkan dan menurunkan meja penyangga. Secara teori, kaitkan sinyal katup ke posisi ram dan Anda mendapatkan sinkronisasi.
Dalam praktiknya, udara terkompres.
Itu penting. Ketika ram berakselerasi di tengah langkah, katup kontrol terbuka untuk mengeluarkan udara dari silinder agar meja turun. Namun udara di dalam tidak langsung keluar. Diameter selang, laju aliran regulator, dan bahkan fluktuasi tekanan udara bengkel—dari 95 psi di pagi hari menjadi 82 psi ketika tiga laser menyala—mengubah waktu respons.
Kamu tidak melihat keterlambatan yang dramatis. Kamu melihat yang halus. Penyangga 0,1 detik di mana meja menahan sebelum menyerah.
Kotak Buangan: Kami memasang pengikut pneumatik dengan kapasitas 380 kg di bawah lembaran aluminium setebal 1/4 inci, panjang 3 meter. Jalannya pagi bersih. Setelah makan siang, siklus kompresor meningkat, tekanan saluran turun 10 psi. Pengikut turun sedikit lebih lambat. Hasilnya: pembengkokan berlebih yang konsisten sebesar 0,6 derajat di tengah dibandingkan dengan ujungnya. Program sama. Operator sama. Perilaku udara berbeda.
Udara bertekanan bersifat mudah diatur dan secara mekanis sederhana. Lebih sedikit elektronik. Biaya awal lebih rendah. Dan di bengkel tanpa peningkatan daya listrik, ini menghindari lonjakan arus puncak yang dibutuhkan beberapa sistem serba listrik. Tetapi udara bertekanan memperkenalkan variabel hidup—stabilitas tekanan—yang tidak dimiliki ram CNC Anda.
Tapi bagaimana jika mesin dan penopangnya saling melawan sejak awal? Dengan sistem pneumatik, mereka mungkin sepakat pada perintah tetapi tidak pada waktu respon.
Putusan Lantai Bengkel: Pengikut pneumatik merupakan peningkatan besar dibandingkan lengan statis, tetapi kecepatannya hanya setabil pasokan udara Anda.
Pengikut yang digerakkan servo menggantikan udara terkompresi dengan motor dan ball screw atau penggerak sabuk. Umpan balik posisi berasal dari encoder. Ketika ram bergerak 0,01 mm, pengikut dapat diperintahkan untuk bergerak 0,01 mm. Tanpa kelenturan. Tanpa penurunan tekanan.
Pada rem 90 ton yang menekuk baja lunak 5 mm di atas V-die 40 mm, kami memprofil kurva kecepatan ram—pendekatan lambat, percepatan cepat di tengah langkah, deselerasi terkontrol ke bawah. Pengikut servo meniru kurva itu dalam toleransi encoder yang terukur. Variasi sudut bagian di antara 30 buah tetap dalam 0,2 derajat dari ujung ke ujung.
Jenis pengulangan seperti itu penting ketika kerataan flens memengaruhi pengelasan tingkat berikutnya atau saat Anda menekuk baja tahan karat 14-gauge yang telah dilapisi sebelumnya dan tidak dapat “disesuaikan” setelahnya.
Sekarang sisi biayanya. Sistem servo memerlukan daya yang lebih bersih dan kemampuan pemecahan masalah yang lebih terampil. Saya pernah melihat rem servo-hidraulik hibrida berhenti karena kesalahan penggerak berpemilik dengan tagihan perbaikan $8.500. Ketika elektronik gagal, Anda tidak bisa memukulnya dengan kunci dan terus berjalan.
Jadi kapan hal itu dibenarkan?
Ketika biaya limbah melebihi risiko perbaikan. Ketika bagian cukup panjang sehingga kesalahan 0,5 derajat terlihat sebagai lengkungan nyata. Ketika material mahal—misalnya, aluminium 5052 setebal 3/16 inci dengan harga saat ini—dan pengerjaan ulang bukanlah opsi.
Putusan Lantai Bengkel: Jika akumulasi toleransi atau biaya material menghukum bahkan kesalahan waktu kecil, pengulangan servo membayar dirinya sendiri dalam penghematan dari limbah.
Lembaran baja lunak 3 meter tebal 6 mm beratnya sekitar 140 kg. Tambahkan beban dinamis saat berputar dan Anda sejenak melampaui berat statis. Banyak pengikut pneumatik mengiklankan kapasitas 300 hingga 400 kg. Di atas kertas, tampaknya aman.
Namun kapasitas tertera mengasumsikan tekanan ideal dan beban vertikal. Selama pembengkokan, pusat gravitasi lembaran bergeser ke luar, menciptakan torsi. Silinder tidak hanya mengangkat beban—ia menahan momen puntir.
Saat ram mendekati titik mati bawah, beban berpindah dengan cepat. Jika silinder mendekati batas daya dorong atasnya, udara sedikit terkompresi sebelum mendorong balik. Mikro-kompresi itu muncul sebagai penurunan pengikut.
Kotak Buangan: Kami menekuk pelat 8 mm sepanjang 2,4 meter dengan pengikut berkapasitas 400 kg. Perhitungan statis mengatakan kami aman. Saat bergerak, meja turun 3 mm di tengah pembengkokan. Sudut flens di tengah tertutup 0,8 derajat lebih daripada ujungnya. Silinder itu tidak kekurangan ukuran dalam katalog—ia kekurangan ukuran untuk kondisi dinamis nyata.
Sistem servo, sebaliknya, mempertahankan posisi melalui torsi motor dan penggerak mekanis, bukan udara terperangkap. Mereka tidak kehilangan tinggi karena tekanan berfluktuasi. Tetapi mereka akan menarik arus sesaat yang lebih tinggi di bawah beban berat, dan bengkel lama dengan daya listrik terbatas akan merasakan lonjakan itu.
Jadi jebakannya bukan hanya kapasitas angkat. Ini tentang kendali dinamis di bawah beban yang berubah‑ubah.
Putusan Lantai Produksi: Jika bagian Anda panjang, tebal, atau memiliki torsi tinggi, peringkat pneumatik di atas kertas mungkin tidak sama dengan dukungan yang stabil saat bergerak.
Pertanyaan tentang penggerak bukan soal kemewahan. Ini soal tempo. Pengikut yang tidak dapat menyesuaikan kurva kecepatan ram—terutama penurunan 0,6 detik pada aluminium setebal 3/16 inci—tidak menyelesaikan masalah sinkronisasi. Itu justru mengubah bentuk masalahnya.
Dan begitu Anda mulai mengganti material—aluminium lunak, stainless yang lentur, baja kuat—lembaran itu sendiri mulai menyoroti setiap kelemahan dalam pilihan penggerak tersebut.
Lembaran aluminium 5052 setebal 20 gauge sepanjang 3 meter beratnya kurang dari 18 kg. Lembaran plat A36 setebal 1/4 inci sepanjang 3 meter beratnya lebih dari 180 kg. Tempatkan keduanya pada press brake yang sama dengan pengikut yang sama dan katakan kepada saya bahwa fisikanya identik.
Mereka bahkan tidak berada dalam argumen yang sama.
Aluminium melunak lebih awal dan memantul kembali secara ringan. Stainless menahan, menyimpan energi, dan memantul lebih keras. Baja kekuatan tinggi bertahan hingga milimeter terakhir dari stroke, kemudian melepaskan torsi ke perkakas seperti pegas yang dikencangkan. Pengikutnya tidak hanya menahan beban; ia bereaksi terhadap bagaimana lembaran itu berputar, berakselerasi, dan melepaskan tekanan selama proses tekukan.
Saat penggerak tertinggal, material lunak menyembunyikannya. Saat penggerak ragu karena pantulan balik, baja kuat memperlihatkannya. Dan ketika pengikut terlalu kuat tetapi lambat, lembaran tipis mengubahnya menjadi mekanisme peluncur.
Inilah bagian di mana sebagian besar bengkel salah arah. Mereka menyesuaikan ukuran pengikut berdasarkan kilogram dan melupakan perilaku.
Namun apa yang terjadi ketika material itu sendiri menjadi penguat?
Bayangkan stainless 304 tebal 22 gauge, panjang 2,5 meter, ditekuk menjadi flange 40 mm. Lembaran itu beratnya hanya sekitar 12 kg, tetapi rasio kekakuan terhadap massanya tinggi. Saat ram turun, sumbu netral bergeser ke arah radius dalam, kaki bebas mulai berputar, dan inersia mengambil alih.
Namun apa yang terjadi tepat saat ram melewati sumbu netral dan pengangkatan operator tertinggal setengah detik?
Dengan lengan statis yang diparkir 5 mm lebih rendah, kaki yang berputar turun, menyentuh lengan, dan memantul kembali. Bagian tersebut keluar dengan sedikit puntiran. Tidak dramatis. Hanya cukup sehingga flange bergoyang di atas meja inspeksi.
Itu bukan masalah berat. Itu masalah waktu.
Pengikut pneumatik dengan bantalan respons 0,1 detik masih dapat melampaui pada lembaran tipis karena massanya terlalu kecil untuk meredam gerakan. Lembaran berakselerasi lebih cepat daripada udara dapat menstabilkannya. Pengikut servo, yang diperintah untuk melacak tinggi alat bawah dalam resolusi encoder, bergerak seirama dengan ram. Lembaran tidak pernah jatuh bebas, sehingga tidak pernah memantul.
Tempat Sampah Produksi: Kami menjalankan galvanis 20 gauge, panjang 3 meter, dengan lengan geser manual berkapasitas 500 kg yang memiliki lapisan atas polietilena. Setelah 40 bagian, 6 di antaranya menunjukkan variasi tinggi flange 1,2 mm yang konsisten di tengah. Lengannya tidak lemah. Mereka terlambat. Kami mengganti dengan pengikut tersinkronisasi, dan variasinya turun di bawah batas toleransi pengukuran pita.
Lembaran ringan lebih menghukum keterlambatan daripada menghargai kekuatan.
Putusan Lantai Produksi: Pada lembaran tipis, kecepatan dan sinkronisasi mencegah jentikan; kapasitas angkat mentah tidak berpengaruh.
Jadi jika material tipis menuntut kelincahan, apa yang terjadi ketika lembarannya sepuluh kali lebih berat?
Ambil A36 setebal 1/4 inci, panjang 3 meter. Sekitar 185 kg. Sekarang tekuk flens 60 mm pada mesin press brake 120 ton menggunakan V‑die 40 mm. Di tengah stroke, pusat gravitasi pelat bergeser ke luar, menciptakan lengan torsi sekitar setengah panjang flens.
Hitungannya, Anda tidak lagi menopang 185 kg secara vertikal. Anda sedang menahan momen lentur yang mencoba menarik pengikut ke bawah.
Lengan penyangga geser standar yang diberi rating 500 kg mengasumsikan beban hampir vertikal. Tambahkan 60 mm lengan tuas berputar, maka panduan linier akan menerima beban samping yang tidak pernah dirancang untuk menahannya. Saya telah mengukur defleksi 2–3 mm di ujung lengan selama rotasi dinamis pada pelat tebal. Defleksi tersebut menutup sudut tengah sebelum ujungnya.
Keranjang Scrap: Kami membengkokkan baja lunak 10 mm, panjang 2,4 meter, pada lengan manual ekstensi dengan bola transfer. Rating statis mengatakan aman. Saat diberi beban, salah satu lengan mengalami set permanen ke bawah 1 mm di blok pemasangan. 25 bagian berikutnya menunjukkan sudut lebih ketat sebesar 0,7 derajat di tengah. Lengan melengkung sebelum bajanya.
Pengikut servo atau hidraulik yang dirancang untuk pemasangan di meja mentransfer beban langsung ke rangka brake, bukan melalui lengan kantilever yang diperpanjang. Struktur lebih penting daripada motor di sini. Baja berkekuatan tinggi—misalnya 6 mm S700—memperbesar masalah karena nilai luluh yang lebih tinggi menunda deformasi plastis, artinya lebih banyak energi elastis yang mendorong kembali ke penyangga selama rotasi.
Anda bisa merancang ulang bagian—flens lebih pendek, radius lebih besar—untuk mengurangi beban tersebut. Bengkel pintar melakukannya. Namun ketika geometri tetap dan tonase meningkat, struktur menjadi kunci kelangsungan.
Putusan Lantai Produksi: Di atas ketebalan pelat sedang, lengan penyangga kantilever menjadi anggota lentur; pengikut terintegrasi yang terikat ke rangka menahan torsi tanpa defleksi.
Dan bahkan jika Anda menyelesaikan masalah berat dan torsi, satu variabel lain menunggu untuk merusak hari Anda.
Sekarang beralih ke stainless pra‑finishing 14‑gauge dengan permukaan No. 4 brushed. Beratnya masih bisa ditangani—sekitar 40 kg pada 3 meter. Pelanggan menolak bagian untuk satu goresan 30 mm.
Lengan penyangga manual sering menggunakan sisipan polietilena atau sikat. Bagus untuk geser statis. Tetapi selama pembengkokan sinkron, lembaran tidak hanya bergeser; ia membentuk arc. Jika permukaan pengikut memiliki gesekan tinggi, lembaran akan terseret secara mikro saat berputar, terutama di dekat titik mati bawah di mana tekanan memuncak.
Saya pernah melihat bengkel menyalahkan operator untuk goresan yang murni disebabkan oleh tribologi—gesekan permukaan saat diberi beban.
Keranjang Scrap: Pada stainless 14‑gauge #4, panjang 2 meter, kami menjalankan pengikut pneumatik dengan rol baja. Setelah 60 bagian, muncul garis halus sejajar dengan lipatan. Rolnya bersih. Masalahnya adalah slip mikro saat lembaran berputar dan pengikut ragu. Mengganti ke rol berlapis anti‑marking dan memperketat sinkronisasi menghilangkan tanda tanpa menyentuh program.
Inilah hierarkinya: jika angkat tidak tepat waktu, bahkan pelat sikat paling lembut akan menggores karena lembaran sesaat tidak terdukung dan jatuh ke kontak. Jika angkat tepat tetapi permukaan kontak salah, Anda akan mempertahankan sudut namun merusak finishing.
Sensitivitas material menentukan cacat mana yang muncul lebih dulu. Aluminium memaafkan gores namun memperlihatkan drift sudut. Stainless menyembunyikan variasi sudut kecil tetapi menghukum gesekan. Baja berlapis cat berkekuatan tinggi menunjukkan keduanya.
Putusan Lantai Produksi: Komponen pelindung permukaan penting—tetapi hanya setelah arsitektur pengangkatan sinkron; kesalahan waktu merusak bagian sebelum pilihan material mendapat kesempatan.
Cocokkan pengikut dengan perilaku lembaran—massa, kekakuan, springback, dan permukaannya—dan sistem akan bermain selaras dengan ram. Abaikan itu, Anda tidak menghemat uang dengan penyangga statis. Anda memaksa mesin dan material berdebat di depan setiap pelanggan.
Hal ini menimbulkan masalah berikutnya: bahkan jika pengikut cocok dengan materialnya, bagaimana ia berkomunikasi dengan press brake cukup baik untuk tetap sinkron?
Lembaran baja lunak 12‑gauge sepanjang 3 meter tidak peduli seberapa mahal tampilan pengikut Anda. Ia peduli apakah pengikut itu tahu bahwa ram akan berakselerasi dari kecepatan pendekatan 40 mm/detik menjadi kecepatan pembentukan 8 mm/detik dalam 0,2 detik berikutnya.
Saya pernah berdiri di belakang press brake di mana ram turun 150 mm dalam 0,6 detik, dan pengikutnya terangkat dengan indah—hanya sedikit terlambat. Bagian itu keluar dengan sedikit puntiran. Bukan karena angkatannya lemah. Karena ia menebak.
Itulah pembeda: apakah pengikut Anda bereaksi terhadap gerakan yang baru ia rasakan setelah terjadi, ataukah ia bergerak karena pengendali telah memberi tahu apa yang akan terjadi?
Tapi bagaimana jika sejak awal mesin dan penyangganya saling melawan?
Bayangkan sebuah mesin press brake CNC 135 ton menjalankan urutan 5 lipatan pada baja tahan karat 10‑gauge sepanjang 2,5 meter. Posisi ram dilacak oleh encoder linier hingga seperseratus milimeter. Pengendali sudah mengetahui allowance tekukan, tinggi alat, kompensasi pegas material, dan momen tepat saat ia akan melambat sebelum titik mati bawah.
Sekarang pasang pengikut mandiri yang membaca posisi ram melalui sensor jarak dan bergerak dengan PLC‑nya sendiri.
Ia dapat melihat di mana posisi ram. Ia tidak dapat melihat ke mana ram akan bergerak.
Perbedaan itu menentukan segalanya.
Dalam sistem yang sepenuhnya terhubung jaringan, pengikut menerima perintah posisi yang sama seperti ram. Saat pengendali beralih dari pendekatan cepat ke kecepatan pembentukan, servo pengikut bergeser dalam loop kontrol yang sama—loop tertutup berarti kedua sumbu terus menerus mengoreksi berdasarkan umpan balik encoder. Mereka berbagi niat, bukan hanya posisi.
Dalam sistem retrofit mandiri, pengikut menunggu gerakan, lalu merespons. Bahkan jeda 100–150 milidetik saja sudah cukup membuat lembaran 3 meter melendut 4–6 mm di tengah saat deselerasi. Pada aluminium 16‑gauge tipis, lendutan itu akan memantul kembali saat ram melambat. Pada pelat 8 mm, torsi tersebut berpindah ke garis tekukan dan memperketat sudut bagian tengah.
Kotak Buangan: Kami menjalankan baja tahan karat 304 setebal 3 mm, panjang 3 meter, dengan pengikut retrofit yang hanya terhubung ke gerakan ram melalui tap skala linier. Sudut di ujung bertahan ±0,3 derajat. Bagian tengah bergeser 0,8 derajat lebih sempit di 30 bagian. Pengikutnya tidak lemah. Ia terlambat di setiap transisi kecepatan.
Jika pengikut Anda tidak tahu apa yang akan dilakukan ram, ia selalu bereaksi—dan reaksi adalah penyebab bagian menjadi tidak konsisten.
Kesimpulan di Lantai Produksi: Jika waktu itu penting—dan selalu begitu—pengikut harus berbagi loop perintah CNC, bukan mengejarnya dari belakang.
Lalu bagaimana dengan press brake hidrolik lama yang tidak pernah dirancang untuk komunikasi semacam itu?
Ambil contoh press brake hidrolik tahun 1998 dengan kontrol NC dasar—tanpa protokol komunikasi terbuka, tanpa bus servo, hanya pembatas kedalaman ram dan pengatur posisi backgauge. Anda dapat memasang pengikut mandiri dengan pengendali sendiri dan menyimpan posisi untuk setiap langkah tekukan.
Untuk pengerjaan prototipe—sepuluh bagian, satu tekukan—itu berfungsi dengan baik. Pengikut terangkat ke tinggi yang telah ditetapkan, menahan, lalu turun. Akurasinya bisa sebanding karena profil gerakannya sederhana.
Sekarang jalankan pengaturan 4 stasiun dengan tinggi cetakan berbeda dan panjang flensa bervariasi pada baja canai panas 11‑gauge sepanjang 2,8 meter.
Tanpa data tekukan langsung—kecepatan ram waktu nyata, offset tinggi alat, koreksi sudut dinamis—operator harus mengatur ulang tinggi pengikut secara manual per stasiun atau bergantung pada nilai yang tersimpan yang mengasumsikan kecepatan pendekatan dan pembentukan identik. Perubahan tekanan atau batch material apa pun akan menggeser jendela waktu.
Apa yang terjadi tepat pada saat ram melewati sumbu netral dan angkatan operator terlambat setengah detik?
Pada sistem hidrolik lama, kecepatan ram dapat berubah tergantung pada suhu oli dan beban. Sebuah pengikut mandiri yang mengharapkan kecepatan pembentukan 12 mm/detik mungkin hanya mendapatkan 9 mm/detik di pagi yang dingin. Perbedaan 3 mm/detik selama langkah 80 mm cukup untuk membuat dukungan kehilangan sinkronisasi selama fase rotasi yang paling kritis.
Kotak Buangan: Kami memasang ulang sebuah pengikut pada rem hidrolik 160 ton yang menekuk A36 6 mm sepanjang 2,4 meter. Bagian hasil shift pagi konsisten. Setelah makan siang, ketika oli menghangat dan kecepatan ram sedikit meningkat, sudut bagian tengah terbuka 0,6 derajat. Tidak ada perubahan pada program. Hanya jendela waktu pengikut yang bergeser.
Apakah unit mandiri bisa mengikuti? Ya—jika pekerjaannya sederhana, volumenya rendah, dan toleransinya longgar.
Namun begitu urutan tekukan bertambah, tinggi alat berubah, dan tonase bervariasi, posisi yang tersimpan menjadi asumsi. Asumsi mahal dalam pekerjaan baja.
Putusan Lantai Produksi: Retrofit mandiri bisa bertahan untuk pekerjaan yang sederhana dan mudah diprediksi; pekerjaan multi-tekuk yang kompleks cepat mengungkap titik butanya.
Dan titik buta itu bukan hanya soal waktu.
Dekati rem yang dipasang dengan empat stasiun cetakan di sepanjang 3 meter—V 20 mm, V 40 mm, cetakan hemming, lalu punch gooseneck tinggi di ujung jauh. Begitulah cara bengkel nyata menjalankan berbagai bagian tanpa pembongkaran terus-menerus.
Sekarang tambahkan pengikut yang parkir 400 mm di belakang cetakan bawah saat tidak digunakan.
Jika tidak berkomunikasi dengan CNC tentang posisi stasiun, ia hanya punya satu posisi aman: tetap rendah dan tidak menghalangi. Artinya di antara setiap tekukan, ia harus mundur sepenuhnya, lalu naik lagi ke tinggi yang sudah ditetapkan. Setiap siklus menambah waktu gerak dan risiko masuk kembali yang tidak tepat waktu.
Sistem yang sepenuhnya terjaring mengaitkan posisi pengikut dengan program tekukan itu sendiri. Saat operator memilih stasiun tiga, pengendali sudah tahu tinggi cetakan dan memerintahkan pengikut ke posisi siaga sinkron—bebas dari alat tetapi berada dalam 10–15 mm dari tinggi keterlibatan. Tidak ada tebakan. Tidak perlu reset langkah penuh.
Kotak Buangan: Pada pengaturan mandiri, kami menjalankan tekukan bergantian antara V 30 mm dan cetakan hemming pada baja berlapis cat 14‑gauge. Pengikut harus turun sepenuhnya di antara stasiun untuk menghindari tabrakan alat. Waktu siklus hampir dua kali lipat. Lebih buruk lagi, satu kenaikan yang tidak tepat waktu menyentuh bahu cetakan dan menggores lengan pengikut.
Ketika pengikut tidak terintegrasi dalam logika stasiun, ia menjadi rintangan bergerak. Operator mulai menghindari pengaturan multi-stasiun hanya agar pengikut tetap bisa diatur. Itu justru menghilangkan efisiensi yang dimaksudkan oleh retrofit.
Putusan Lantai Produksi: Jika pengikut tidak mengetahui peta alat Anda, ia akan memperlambat siklus atau menabraknya.
Integrasi bukan hanya soal perangkat lunak. Ini juga tentang bagaimana daya dan gerakan saling terhubung.
Saya telah melihat dua arsitektur retrofit yang umum.
Pertama: pengikut servo elektrik yang dipasang pada rangka rem, diberi daya secara terpisah, membaca gerakan ram melalui sinyal yang diambil atau skala eksternal.
Kedua: pengikut hidrolik yang menumpang pada sirkuit hidrolik rem dengan katup proporsional.
Servo elektrik memiliki presisi di atas kertas—resolusi encoder, kecepatan yang dapat diprogram. Namun jika tidak terhubung ke bus kontrol utama rem, ia berjalan paralel, bukan bersama. Dua pengendali, dua loop umpan balik. Saat beban melonjak—misalnya menekuk pelat 8 mm mendekati tonase penuh—rem mungkin mengatur posisi ram secara mikro untuk kontrol sudut sementara pengikut tetap menjalankan jalur yang telah direncanakan. Ketidaksesuaian itu tampak sebagai variasi sudut di bagian tengah.
Pegas hidrolik terasa “tersinkronisasi secara alami” karena mereka berbagi oli. Namun kecuali aliran dikontrol dan dikoordinasikan secara elektronik melalui CNC, perubahan tekanan pada silinder utama mengubah aliran yang tersedia ke pengikut. Pada tonase tinggi, kecepatan angkat pengikut dapat menurun tepat saat kebutuhan dukungan memuncak.
Tempat Pembuangan Sisa: Sebuah pengikut hidrolik pihak ketiga yang terhubung ke rem 200 ton bekerja tanpa masalah pada aluminium 3 mm. Beralih ke S355 10 mm pada hampir kapasitas penuh, dan kecepatan naik pengikut melambat selama proses pembentukan. Bagian tengah dari komponen sepanjang 2,5 meter melendut 5 mm sebelum menyusul. Sudut bervariasi 0,7 derajat di sepanjang panjangnya. Jalur oli digunakan bersama. Waktunya tidak sinkron.
Di mana mereka gagal? Pada saat beban tertinggi dan pengambilan keputusan tercepat—ketika ram menyesuaikan, melambat, atau mengoreksi.
Sistem yang sepenuhnya terhubung membuat pengikut menjadi sumbu terkontrol lain di dalam arsitektur yang sama. Satu konduktor. Satu tempo. Ketika ram mengubah kecepatan, pengikut juga berubah karena menerima perintah yang sama.
Putusan di Lantai Produksi: Sistem listrik atau hidrolik tidak menentukan keberhasilan—logika kontrol bersama yang melakukannya; tanpa itu, Anda menjalankan dua mesin pada satu lembar kerja.
Jadi sekarang pertanyaannya bukan apakah pengikut adalah fitur yang baik untuk dimiliki, tetapi apakah perilaku material dan arsitektur mesin Anda menuntut integrasi sejati—atau membiarkan Anda bertahan hanya dengan reaksi.
| Bagian | Konten |
|---|---|
| Topik | Integrasi Listrik vs. Hidrolik: Di Mana Retrofit Pihak Ketiga Biasanya Gagal? |
| Arsitektur Retrofit Umum 1 | Pengikut servo bertenaga listrik yang dipasang pada rangka rem, ditenagai secara terpisah, membaca gerakan ram melalui sinyal tap atau skala eksternal. |
| Arsitektur Retrofit Umum 2 | Pengikut hidrolik yang menumpang pada sirkuit hidrolik rem dengan menggunakan katup proporsional. |
| Servo Listrik – Kelebihan | Presisi teoretis tinggi (resolusi encoder, kecepatan yang dapat diprogram). |
| Servo Listrik – Kelemahan | Jika tidak diintegrasikan ke dalam bus kontrol utama, ia beroperasi secara paralel dengan pengendali dan loop umpan balik terpisah. Di bawah beban tinggi (misalnya, pelat 8 mm mendekati tonase penuh), penyesuaian mikro pada rem dapat menyebabkan ketidaksesuaian, menghasilkan variasi sudut di bagian tengah. |
| Pengikut Hidrolik – Kelebihan | Terasa tersinkronisasi secara alami karena sistem oli hidrolik yang berbagi. |
| Pengikut Hidrolik – Kelemahan | Tanpa kontrol aliran elektronik yang dikoordinasikan melalui CNC, perubahan tekanan pada silinder utama memengaruhi aliran pengikut. Pada tonase tinggi, kecepatan angkat dapat menurun ketika kebutuhan dukungan mencapai puncaknya. |
| Kasus Tempat Pembuangan Sisa | Pengikut hidrolik pihak ketiga pada rem 200 ton bekerja dengan baik pada aluminium 3 mm. Saat beralih ke 10 mm S355 mendekati kapasitas, kenaikan pengikut melambat selama pembentukan. Bagian 2,5 meter melengkung 5 mm sebelum pulih; variasi sudut mencapai 0,7°. Saluran oli berbagi, tetapi waktu tidak terkoordinasi. |
| Titik Kegagalan | Kegagalan terjadi pada momen beban tertinggi dan pengambilan keputusan tercepat—ketika ram menyesuaikan, memperlambat, atau mengimbangi. |
| Sistem Terjaring Penuh | Mengintegrasikan pengikut sebagai sumbu yang dikendalikan dalam arsitektur yang sama. Satu sistem kontrol, perintah tersinkronisasi. Perubahan kecepatan ram dan respons pengikut terjadi secara bersamaan. |
| Keputusan Lantai Produksi | Keberhasilan bergantung pada logika kontrol bersama—bukan apakah sistem tersebut elektrik atau hidrolik. Tanpa integrasi, pada dasarnya ada dua mesin yang menangani satu lembar. |
| Pertanyaan Inti | Bukan masalah apakah pengikut bersifat opsional, tetapi apakah perilaku material dan arsitektur mesin memerlukan integrasi sejati—atau dapat mentoleransi operasi reaktif. |
Anda tidak memilih pengikut yang sepenuhnya terintegrasi hanya karena terlihat mengesankan.
Anda memilihnya karena material Anda, mesin Anda, dan campuran produksi Anda tidak memberi pilihan stabil lainnya.
Bagian yang tidak jelas adalah ini: titik penentu bukan hanya berat. Titik itu adalah ketika massa lembaran, fleksibilitas, dan urutan pembengkokan melebihi apa yang dapat diperbaiki oleh manusia dan dukungan reaktif secara real‑time. Ketika hal itu terjadi, sinkronisasi berhenti menjadi peningkatan dan mulai menjadi peralatan dasar.
Jadi di mana batas itu di bengkel Anda?
Ambil lembar kosong 3,0 meter dari A36 10‑gauge. Kira‑kira 38 kg per meter persegi. Pada lebar 1,5 meter, Anda memegang lebih dari 170 kg sebelum tikungan pertama. Lembaran itu tidak hanya berbobot lebih — ia menyimpan energi saat berputar.
Saat ram bergerak melewati sumbu netral, bagian tengah ingin turun. Bukan karena operator Anda lemah. Karena gravitasi konstan dan baja memiliki memori.
Dukungan depan statis dengan kapasitas 380 kg pada panduan linear dapat menahan beban tersebut. Ia dapat bersinar dengan indikator kontak LED. Ia dapat meluncur dengan mulus. Tapi ia tidak dapat mengantisipasi rotasi. Ia menunggu lembaran bergerak sebelum bereaksi.
Tong Sampah: Kami menjalankan S355 8‑gauge pada 2,8 meter di rem dengan dukungan statis heavy‑duty yang kapasitasnya jauh di atas berat lembaran. Kapasitas bukan masalah. Saat tengah‑tikungan, bagian tengah melengkung 6 mm sebelum operator dan dukungan memperbaiki. Sudut ujung terbaca rapat. Sudut tengah terbuka 0,9 derajat. Kami tidak membebani dukungan. Kami mendahuluinya.
Sekarang beralih ke stainless 304 2 mm pada 1,2 meter. Total di bawah 25 kg. Pada rem tekan elektrik dengan kontrol sudut yang ketat, fleks minimal. Rotasi terkendali. Operator dapat membimbingnya dengan ujung jari.
Bengkel yang sama. Dua masalah fisika yang benar-benar berbeda.
Putusan Lantai Produksi: Ketika massa dan kelenturan pelat menciptakan rotasi di tengah tekukan yang tidak dapat dikompensasi manusia secara instan, Anda sedang menentukan ukuran untuk sinkronisasi, bukan kapasitas angkat.
Namun material tidak bekerja sendiri. Ia melengkung di dalam mesin dengan batasannya sendiri.
Sebuah press brake mekanis yang menjalankan bagian-bagian single-hit berkecepatan tinggi pada kedalaman stroke tetap bersifat dapat diprediksi. Waktu stroke jarang berubah. Jika Anda menjalankan braket aluminium 3 mm sepanjang hari, pengikut servo mandiri yang terhubung ke posisi ram mungkin tetap dapat mengimbangi dengan cukup baik.
Namun pasangkan pengikut yang sama pada mesin hidrolik modern dengan crowning dinamis dan koreksi sudut waktu nyata, dan keadaan berubah. Ram menyesuaikan kecepatan di tengah stroke. Ia mengompensasi springback. Ia melakukan koreksi mikro terhadap kedalaman.
Jika pengikut tidak berada di dalam loop kontrol yang sama, ia hanya menebak.
Bak Limbah: Kami memasang ulang pengikut servo pada mesin hidrolik 220 ton yang menekuk baja tahan karat 304 tebal 6 mm dengan koreksi sudut aktif. Selama tekukan berat, CNC memperlambat ram di dekat titik mati bawah untuk mencapai sudut target. Pengikut, yang membaca sinyal analog tertunda, terus naik sesuai programnya. Bagian terangkat dari bahu cetakan, lalu kembali turun. Variasi akhir: 0,7 derajat di sepanjang 2,5 meter. Pengikutnya presisi. Ia hanya tidak diajak berdiskusi.
Sekarang pertimbangkan press brake elektrik presisi tinggi yang menekuk galvanis 1,5 mm. Penggerak elektrik memberikan stroke yang dapat diulang dan kontrol posisi yang ketat. Namun bebannya rendah dan kelenturannya minimal. Di sini, integrasi mungkin menambah biaya tanpa menyelesaikan masalah nyata.
Putusan Lantai Produksi: Semakin banyak rem Anda menyesuaikan secara waktu nyata di bawah beban, semakin pengikut Anda harus berbagi arsitektur kontrolnya atau berisiko melawannya.
Namun mesin dan material masih belum menjawab pertanyaan finansial. Campuran produksi yang melakukannya.
Apakah Anda menjalankan batch panjang dengan bagian identik, atau pekerjaan 40 bagian yang berganti alat setiap jam?
Retrofit mandiri bertahan dengan pengulangan. Satu tinggi cetakan. Satu urutan tekukan. Perubahan stasiun minimal.
Sekarang tambahkan empat stasiun di sepanjang 3 meter: V 20 mm, V 40 mm, cetakan hemming, punch leher angsa tinggi. Tambahkan material campuran: baja ringan 4 mm di pagi hari, stainless 10‑gauge setelah makan siang. Tambahkan operator yang berganti shift.
Setiap perubahan memaksa pengikut untuk menyetel ulang posisi, membersihkan peralatan, dan terlibat kembali.
Bak Limbah: Pada campuran pekerjaan panel baja bercat 12‑gauge yang bergantian antara dua stasiun cetakan, pengikut mandiri kami harus menarik kembali sepenuhnya sejauh 300 mm di antara setiap tekukan untuk menghindari tabrakan. Waktu siklus meningkat dari 42 detik menjadi 71. Satu kali pengembalian yang tidak tepat waktu menggores permukaan jadi. Kami tidak kalah karena pengikutnya lemah. Kami kalah karena ia tidak menyadari konteks.
Pertumbuhan masa depan membuat ini lebih tajam. Jika pipeline penawaran Anda menunjukkan bagian yang lebih panjang, pelat yang lebih tebal, toleransi lebih ketat, atau lebih banyak rakitan multi-tekuk, Anda menumpuk variabel yang menghukum keterlambatan.
Putusan Lantai Produksi: Jika jadwal Anda memberi imbalan pada fleksibilitas dan efisiensi multi-stasiun, hanya pengikut yang terintegrasi ke dalam program tekukan yang melindungi waktu siklus serta kualitas bagian.
Jadi kapan semua ini melewati batas?
Inilah sudut pandang yang saya gunakan sekarang sebagai auditor.
Jika satu operator tidak dapat secara fisik dan konsisten menahan rotasi pelat selama tekukan paling berat — tanpa terburu-buru, menahan, atau menebak — maka Anda telah melampaui kapasitas manusia. Itulah ambang batas pertama.
Jika mesin press brake Anda mengubah gerakan ram sebagai respons terhadap beban atau umpan balik sudut, dan pengikut Anda tidak menerima data perintah yang sama dalam siklus yang sama, Anda memiliki konflik arsitektural. Itulah ambang batas kedua.
Jika campuran produksi Anda membutuhkan pengaturan multi-stasiun di mana gerakan tarik-dan-reset menambah waktu siklus yang terukur atau risiko benturan, Anda memiliki gesekan operasional. Itulah yang ketiga.
Melewati satu ambang batas, dan mungkin retrofit masih bisa bertahan. Melewati dua, dan Anda akan mulai melihat penyimpangan sudut, kerusakan permukaan, atau waktu siklus yang merangkak naik. Melewati ketiganya, dan menyebut pengikut tersinkronisasi sebagai “kemewahan” sama saja dengan menyebut backgauge sebagai opsional.
Kotak Besi Tua: Sebuah bengkel yang menekuk baja tahan karat 10‑gauge sepanjang 3 meter pada mesin hidrolik 320 ton menambahkan pengikut terintegrasi dan terhubung jaringan setelah bertahun-tahun berjuang melawan variasi sudut pusat sekitar 0,8 derajat. Material sama. Tooling sama. Variasi turun di bawah 0,2 derajat, dan penanganan dua orang menjadi satu. Tenaga kerja dialihkan ke operasi berikutnya. Pengikut itu tidak menambah kemampuan. Ia menghapus konflik.
Pelajaran tersembunyi adalah ini: Anda tidak membenarkan pengikut jaringan berdasarkan berat puncak pelat. Anda membenarkannya ketika perilaku material, kecerdasan mesin, dan kompleksitas produksi bertemu melampaui apa yang bisa dikoreksi oleh dukungan reaktif secara real time.
Putusan Lantai Produksi: Ketika massa pelat, kontrol ram dinamis, dan alur kerja multi-stasiun saling tumpang tindih, pengikut yang sepenuhnya terintegrasi berhenti menjadi opsional dan menjadi bagian struktural dari proses penekukan itu sendiri.
Lihat pekerjaan Anda yang paling berat, paling panjang, dan paling kompleks yang dijadwalkan pada kuartal ini.
Sekarang tanyakan: apakah dukungan Anda saat ini bekerja sama dengan ram — atau hanya bereaksi terhadapnya?


















