

Du hast eine 1,2-Meter-Presse ordentlich an der Wand der engen Werkstatt platziert. Das Datenblatt sagt “¼-Zoll Kapazität”. Du schiebst einen Streifen aus 3 mm Baustahl ein, ziehst den Hebel, und auf halbem Weg bleibt der Stößel einfach… stehen. Der Motor ächzt. Der Stahl kümmert sich nicht.
Dieser Moment ist kein Pech. Es ist Mathematik, die dir nie gezeigt wurde.
In der engen Werkstatt fühlt sich der Bodenplatz teuer an. Also kaufen Anfänger so ein: “Was ist die größte Presse, die ich unterbringen kann?” Nicht: “Wie viel Kraft pro Zoll kann dieser Rahmen tatsächlich liefern?”
Ich habe eine 200-Tonnen, 3-Meter-Presse gesehen, beworben als “¼-Zoll Kapazität”. Stimmt — über ein 2-Zoll-V-Tool benötigt sie etwa 197 Tonnen, um diesen Baustahl zu biegen. Wechsel zu einem engeren 1,5-Zoll-V-Tool für einen schärferen Bogen, und derselbe Stahl verlangt plötzlich rund 300 Tonnen. Gleiche Maschine. Gleiches Blech. Anderes Werkzeug. Ganz anderes Ergebnis.
Das ist Tonnagedichte — Kraft verteilt über die Biegelänge. Es ist der Unterschied zwischen einem LKW, der für 4.500 Kilo Anhängelast ausgelegt ist, und einem, der versucht, dieses Gewicht mit einer 6-Meter-Verlängerung zu ziehen. Die Einstufung hat sich nicht geändert. Der Hebelarm schon.
Warnung für die Schrottkiste: Eine Presse zu kaufen, weil sie “in die Garage passt” statt die Tonnen pro Fuß zu prüfen, bedeutet, dass dein erstes echtes Projekt zum Übungsmaterial wird. Stahl lässt sich nicht mit Optimismus biegen.
Warum nehmen also so viele Leute an, dass “ein paar Millimeter” sicher sind?
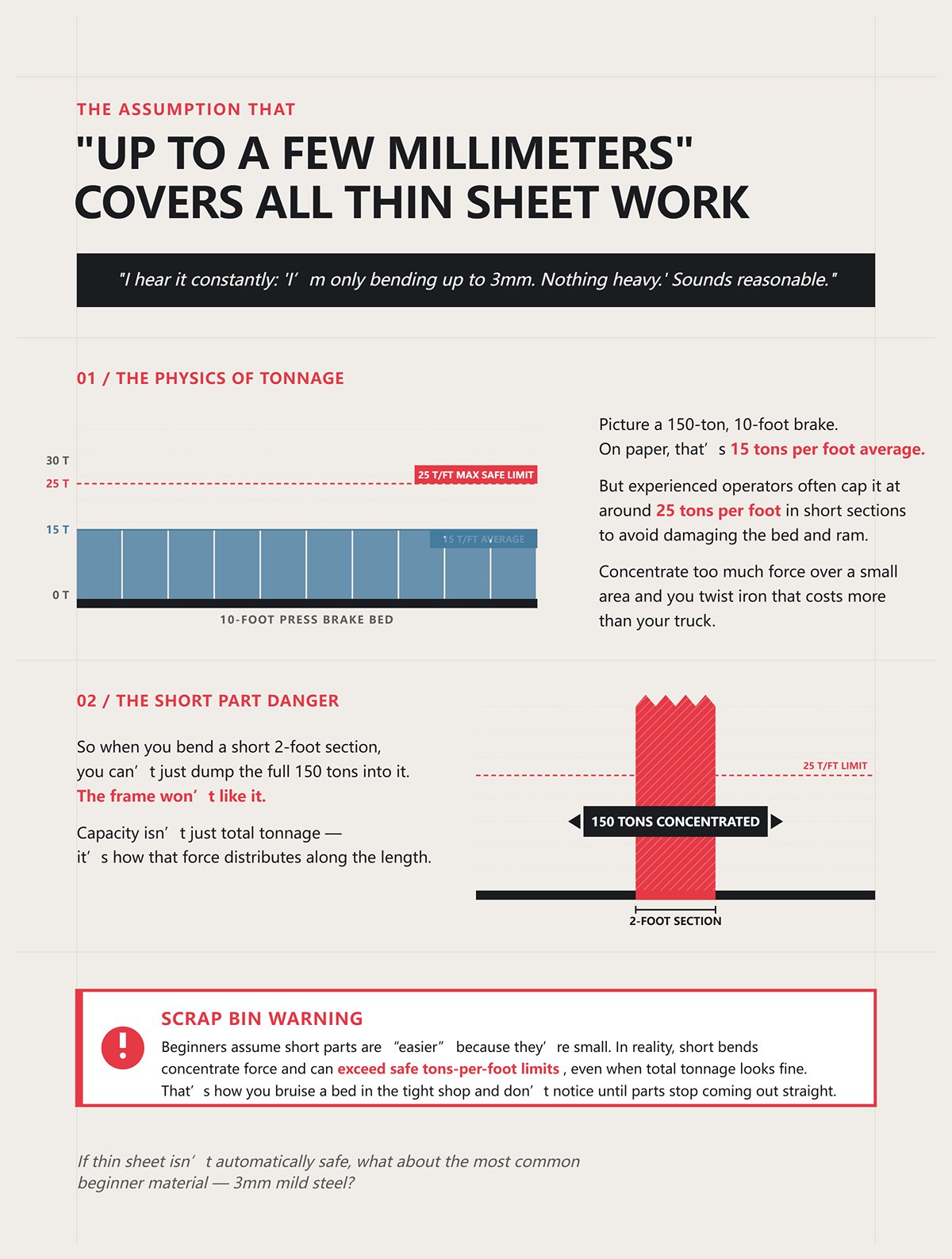
Ich höre es ständig: “Ich biege nur bis zu 3 mm. Nichts Schweres.” Klingt vernünftig.
Stell dir jetzt eine 150-Tonnen, 3-Meter-Presse vor. Auf dem Papier entspricht das durchschnittlich 15 Tonnen pro Fuß. Aber erfahrene Bediener begrenzen es oft auf etwa 25 Tonnen pro Fuß in kurzen Abschnitten, um Bett und Stößel nicht zu beschädigen. Konzentrierst du zu viel Kraft auf eine kleine Fläche, verdrehst du Eisen, das mehr kostet als dein LKW.
Wenn du also einen kurzen 60-cm-Abschnitt biegst, kannst du nicht einfach die vollen 150 Tonnen darauf loslassen. Der Rahmen mag das nicht. Kapazität ist nicht nur die Gesamttonnage — es ist die Frage, wie sich die Kraft entlang der Länge verteilt.
Warnung für die Schrottkiste: Anfänger denken, kurze Teile seien “leichter” weil sie klein sind. In Wirklichkeit konzentrieren kurze Biegungen die Kraft und können die sicheren Tonnen-pro-Fuß-Grenzen überschreiten, selbst wenn die Gesamttonnage gut aussieht. So beschädigst du in der engen Werkstatt ein Bett und merkst es erst, wenn die Teile nicht mehr gerade herauskommen.
Wenn Dünnblech nicht automatisch sicher ist, wie sieht es mit dem häufigsten Anfängermaterial — 3 mm Baustahl — aus?
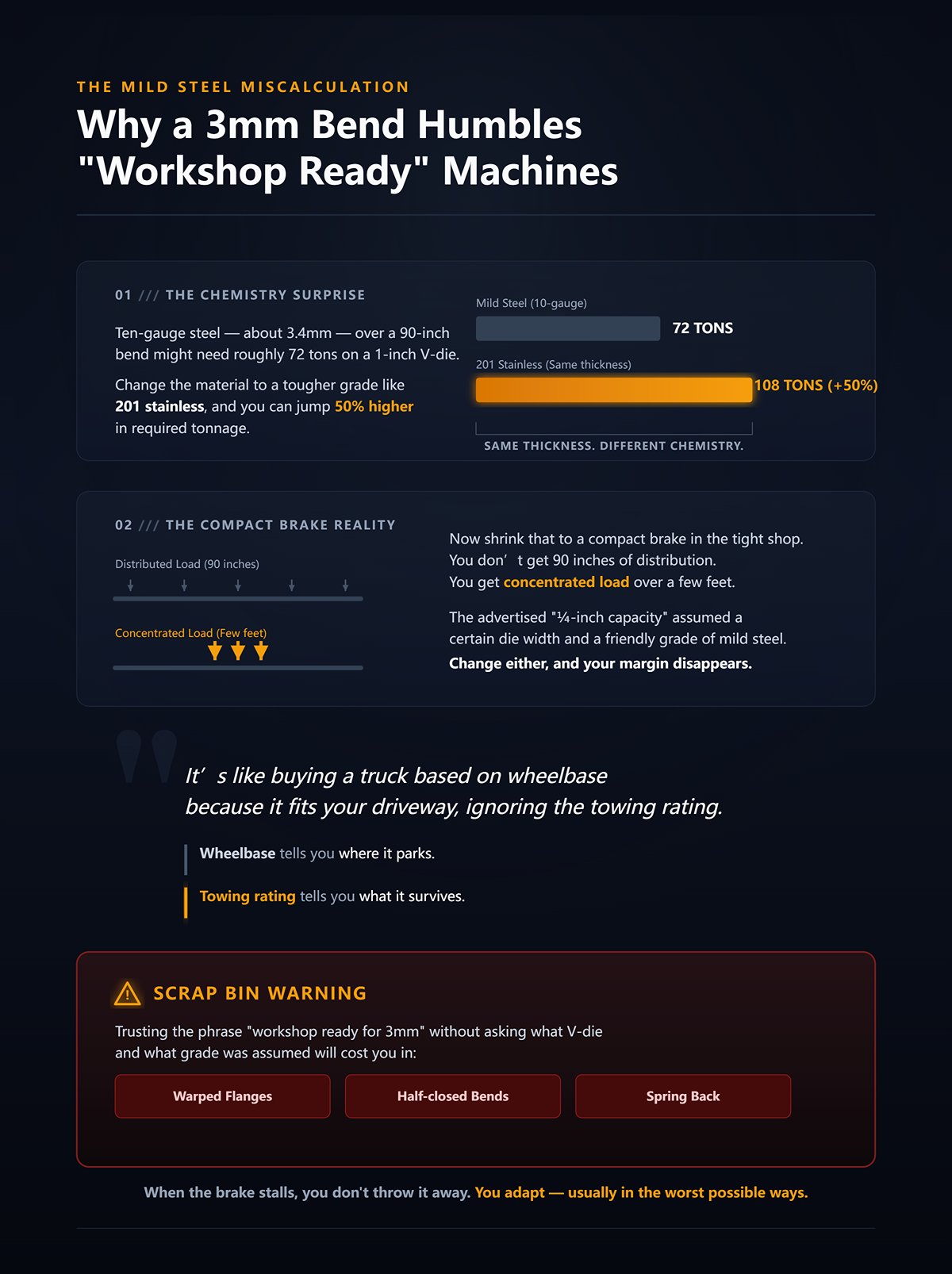
Bleiben wir konkret. Stahlblech mit Zehnerstärke — etwa 3,4 mm — über eine 2,3-Meter-Biegung benötigt vielleicht etwa 72 Tonnen auf einem 1-Zoll-V-Tool in Baustahl. Ändere das Material zu einer härteren Legierung wie 201 Edelstahl und du kannst 50% mehr benötigte Tonnage erreichen. Gleiche Dicke. Andere Chemie. Große Überraschung.
Schrumpfe das nun auf eine kompakte Presse in der engen Werkstatt. Du bekommst keine 2,3 Meter Verteilung. Du bekommst konzentrierte Last über wenige Fuß. Die beworbene “¼-Zoll Kapazität” ging von einer bestimmten Werkzeugbreite und einer freundlichen Baustahlqualität aus. Ändere eines davon, und dein Sicherheitsrand verschwindet.
Es ist wie einen LKW nach Radstand zu kaufen, weil er in deine Einfahrt passt, und die Anhängelast zu ignorieren. Der Radstand sagt dir, wo er parkt. Die Anhängelast sagt dir, was er übersteht.
Warnung für die Schrottkiste: Dem Satz “Werkstatt bereit für 3 mm” zu vertrauen, ohne zu fragen, welches V‑Gesenk und welche Güte angenommen wurden, wird Sie verbogene Flansche und halbgeschlossene Biegungen kosten, die weiter zurückfedern, als Ihre Zeichnung vorsieht.
Wenn die Abkantpresse stehen bleibt, werfen Sie sie nicht weg. Sie passen sich an – meist auf die schlechteste mögliche Weise.

Ich habe gesehen, wie Anfänger mit dem „Bump Bending“ beginnen – mehrere flache Schläge ausführen, um eine tiefe Biegung vorzutäuschen – weil ihre Abkantpresse die erforderliche Kraft nicht in einem Hub liefern kann. Oder sie wechseln zu einem breiteren V‑Gesenk, nur um den Tonnagebedarf zu senken, und opfern dabei Innenradius und Maßhaltigkeit.
Breitere Gesenke senken die Tonnage, ja. Aber sie vergrößern auch den Biegeradius und verändern die Geometrie des Teils. Das hatten Sie nicht geplant. Die Maschine hat es erzwungen.
Andere versuchen zu “schummeln”, indem sie kürzere Abschnitte mit voller Leistung biegen. So werden Betten beschädigt – nahezu maximale Tonnage über zwei Fuß eines Zehn‑Fuß‑Rahmens abladen. Selbst große Maschinen können auf diese Weise ruiniert werden. Tonnagedichte wirkt in beide Richtungen.
Warnung für die Schrottkiste: Notlösungen wirken im engen Betrieb clever – bis die Teile nicht mehr passen, Toleranzen abdriften und Sie feststellen, dass Sie eine Maschine gekauft haben, die Ihre Konstruktionen diktiert, statt ihnen zu dienen.
Mittlerweile sollte die Frustration offensichtlich sein. Die Abkantpresse ist nicht gescheitert, weil sie klein war. Sie ist gescheitert, weil Sie sie nach Stellfläche statt nach Kraft pro Zoll beurteilt haben.
Also, was sagt die Mathematik tatsächlich, was Sie brauchen?
Ein Anfänger kommt in den engen Betrieb mit einer 20‑Tonnen‑, 4‑Fuß‑Abkantpresse und fragt mich: “Kann die 3 mm Baustahl über zwei Meter biegen?”
Lassen Sie uns rechnen, nicht raten.
Nehmen Sie 3 mm Baustahl (etwa 1/8″). Legen Sie ihn über ein 24 mm V‑Gesenk – das ist ungefähr das Achtfache der Materialstärke, ein übliches Luftbiege‑Setup. Über 2000 mm (etwa 6,5 Fuß) liegt die berechnete Biegekraft bei rund 50 Tonnen. Fügen Sie eine 20%‑Sicherheitsmarge hinzu, damit Sie die Hydraulik nicht am Limit fahren, und Sie liegen bei etwa 60 Tonnen.
Das ist keine Meinung. Das ist die Beziehung zwischen Materialstärke, Gesenköffnung, Zugfestigkeit und Biegelänge, die ihre Arbeit macht.
Jetzt wechseln Sie das Material zu Edelstahl gleicher Stärke. Gleiches Gesenk. Gleiche Länge. Sie sehen fast 90 Tonnen. Wechseln Sie zu Aluminium und Sie fallen in den niedrigen 30er‑Bereich. Nichts an Ihrer Garage hat sich geändert. Nur die Mathematik.
Deshalb spreche ich deutlich über Tonnagedichte. Tonnage ist keine Prahlzahl auf einem Datenblatt – es ist eine berechnete Anforderung, die von Stärke, Gesenköffnung, Materialfestigkeit und Länge bestimmt wird. Wenn Sie die Zahlen nicht durchrechnen, wird Ihnen die Maschine die harte Lektion erteilen.
Warnung für den Schrottbehälter: Der teuerste Anfängerfehler, den ich im engen Betrieb sehe, ist der Kauf einer 20‑ oder 30‑Tonnen‑Abkantpresse, weil “ich nichts Dickes biege”, und dann die Entdeckung, dass ihr typisches 6‑Fuß‑Paneel stillschweigend 50–70 Tonnen benötigt. Diese Maschine wird nicht mit Ihnen wachsen. Sie wird vor Kunden stehen bleiben.
Also, welcher Teil dieser Gleichung beißt am härtesten?
Biegen Sie 1/4″ A36 Baustahl über ein 2″ V‑Gesenk und Sie liegen bei etwa 19,7 Tonnen pro Fuß. Dehnen Sie das über 10 Fuß und Sie sind bei insgesamt 197 Tonnen.
Jetzt die Matrize auf 1,5″ festziehen. Gleicher Stahl. Gleiche Länge. Die erforderliche Kraft springt auf etwa 30 Tonnen pro Fuß – insgesamt 300 Tonnen.
Die Matrize auf 3″ öffnen? Sie sinken auf etwa 13,9 Tonnen pro Fuß – 139 Tonnen.
Eine Variable. Eine Schwankung von mehr als dem 2‑fachen.
Hier ist der Mechanismus: Eine schmalere V‑Matrize zwingt das Material, sich enger um die Spitze des Stempels zu legen, wodurch der Widerstand gegen plastische Verformung steigt. Dieser Widerstand zeigt sich direkt als erforderliche Tonnage. Eine breitere Matrize verteilt den Biegeradius und senkt die Kraft, die benötigt wird, um das Material zu verformen.
Stellen Sie sich das vor wie das Abschleppen mit einer Anhängerkupplung, die nahe an der Hinterachse montiert ist, im Gegensatz zu einer langen Verlängerungsstange. Der Motor des Lkw hat sich nicht geändert, aber der Hebel hat sich verändert – und der Hebel entscheidet, ob Sie die Last bewegen oder etwas kaputt machen.
Das Datenblatt sagt “¼‑Zoll Kapazität”. Was es nicht sagt, ist, welche Öffnung der Matrize angenommen wurde. Üblicherweise sind es etwa das 8‑fache der Dicke bei Weichstahl, Luftbiegen, volle Länge. Ändern Sie das, und die Bewertung verpufft.
Schrottkisten‑Warnung: Anfänger in der engen Werkstatt wählen oft eine schmalere Matrize, um “eine schärfere Ecke zu bekommen”, ohne die Tonnage neu zu berechnen. So wird eine Presse, die sicher für 200 Tonnen ausgelegt ist, plötzlich mit 300 Tonnen belastet – und der Stößel, das Bett oder die Hydraulik bekommen den Schlag ab.
Wenn die Matrizenbreite Ihre erforderliche Kraft verdoppeln kann, verändert die Biegemethode sie genauso stark?
Luftbiegen bedeutet, dass der Stempel das Material nie vollständig in den Boden der V‑Matrize zwingt. Der Winkel wird durch die Tiefe kontrolliert, nicht durch das vollständige Andrücken des Blechs. Deshalb benötigt es weniger Tonnage.
Setzbiegung – oder schlimmer noch, Prägen – treibt das Material in die Wände der Matrize, um den Winkel mechanisch zu setzen. Sie überwinden nicht mehr nur die Streckgrenze; Sie verformen eine größere Zone plastisch und bügeln die Biegung aus.
Der Kraftunterschied ist nicht subtil. Setzbiegung kann das 3‑ bis 5‑fache der Tonnage des Luftbiegens für dasselbe Material und dieselbe Dicke erfordern.
Also: Dieses 3‑mm‑Weichstahl‑Paneel, das beim Luftbiegen etwa 50 Tonnen benötigte? Setzbiegung könnte Sie je nach Matrizen‑Geometrie weit über 100 Tonnen treiben.
Und hier tappen Anfänger in die Falle: Sie beklagen sich über Rückfederung – das Material öffnet sich nach dem Schlag – und entscheiden, dass die Lösung “mehr Kraft” ist. Sie wechseln die Methode, ohne zu prüfen, ob die Maschine in der engen Werkstatt tatsächlich die Setzbiegungs‑Tonnage sicher liefern kann.
Es ist wie der Wechsel vom Ziehen eines frei rollenden Anhängers zum Schleppen eines mit blockierten Bremsen. Gleicher Lkw. Völlig anderer Leistungsbedarf.
Schrottkisten‑Warnung: Der Versuch, “ein perfektes 90” durch Setzbiegung auf einer für Luftbiegen ausgelegten Maschine zu erzwingen, ist die Art und Weise, wie Sie Stempelspitzen plattdrücken, Matrizen verkratzen und dauerhafte Bettverformungen einführen – selbst wenn Ihre Gesamttonnage technisch unter der Nennleistung liegt.
Wenn Methode und Matrize die Kraft stark schwanken lassen, was bringen Ihnen in der Praxis 10, 20, 30 oder 50 Tonnen wirklich?
| Thema | Details |
|---|---|
| Luftbiegen | Der Stempel zwingt das Material nicht vollständig in den Boden der V‑Matrize; der Winkel wird durch Eindringtiefe statt durch vollständigen Kontakt kontrolliert. Benötigt weniger Tonnage. |
| Bodenbiegen | Das Material wird in die Wände der Matrize gedrückt, um den Winkel mechanisch zu setzen. Umfasst plastische Verformung über eine größere Zone und das Ausbügeln der Biegung. |
| Prägen | Extremere Form der Setzbiegung; komprimiert das Material vollständig in die Form der Matrize, was noch höhere Kraft erfordert. |
| Tonnage-Unterschied | Beim Bottoming kann 3× bis 5× mehr Tonnage erforderlich sein als beim Luftbiegen für dasselbe Material und dieselbe Dicke. |
| Beispiel (3 mm Baustahl) | ~50 Tonnen für Luftbiegen; Bottoming kann je nach Matrizen-Geometrie über 100 Tonnen erfordern. |
| Häufiger Anfängerfehler | Die Kraft erhöhen, um den Rückfederungseffekt zu bekämpfen, ohne zu prüfen, ob die Maschine die Bottoming-Tonnage sicher bewältigen kann. |
| Praktischer Vergleich | Wie das Ziehen eines frei rollenden Anhängers (Luftbiegen) vs. das Ziehen eines mit blockierten Bremsen (Bottoming). Gleiche Maschine, drastisch unterschiedlicher Leistungsbedarf. |
| Warnung vor dem Schrottcontainer | Das Erzwingen eines perfekten 90°-Winkels durch Bottoming auf einer für Luftbiegen ausgelegten Maschine kann Stempelspitzen beschädigen, Matrizen verkratzen und dauerhafte Bettverformungen verursachen – selbst wenn unter der nominalen Tonnage-Bewertung. |
| Schlüsselfrage | Wenn Biegemethode und Matrizenwahl die Kraftanforderungen drastisch verändern, was bedeuten 10, 20, 30 oder 50 Tonnen wirklich in der praktischen Anwendung? |
Lassen Sie uns das in der harten Realität der Werkstatt verankern – gehen wir von Luftbiegen aus, etwa 8× Materialdicke Matrizenbreite, und Baustahl, sofern nicht anders angegeben. Dies sind Richtwerte, keine Marketingversprechen.
10 Tonnen
Edelstahl auf diesem Niveau? Sehr begrenzt. Aluminium? Angenehm in dünnen Blechstärken.
20 Tonnen
Volle 1,8 m lange 3 mm Paneele? Keine Chance. Edelstahl gleicher Stärke? Sie bewegen sich im Bereich eines möglichen Stillstands.
30 Tonnen
Hier befinden sich viele “Garagen”-Abkantpressen – leistungsfähig, aber nur, wenn die Länge kontrolliert wird.
50 Tonnen
Jetzt betreten Sie echtes Fertigungsgelände – aber immer noch begrenzt durch Tonnen‑pro‑Fuß‑Grenzen, besonders bei kurzen, dicken Biegungen.
Beachten Sie, was fehlt: Keiner dieser Werte steht für sich allein. Eine 50‑Tonnen‑Abkantpresse über 2,4 m verteilt im Durchschnitt etwas über 6 Tonnen pro Fuß, wenn gleichmäßig verteilt. Konzentrieren Sie diese Kraft auf eine 0,6 m‑Biegung, und Sie sind bei 25 Tonnen pro Fuß – genau im Vorsichtsbereich, den viele Bediener respektieren, um Bett und Stößel zu schützen.
Warnung Schrottbehälter: Anfänger nehmen an, eine 50‑Tonnen‑Presse bedeute “Ich kann überall 50 Tonnen einsetzen.” In Wirklichkeit konzentrieren kurze Biegungen die Kraft und können sichere Tonnen‑pro‑Fuß‑Grenzen überschreiten, selbst wenn die Gesamttonnage unproblematisch aussieht. So bekommen Maschinen in engen Werkstätten dauerhaft „Lächeln“ ins Bett.
Jetzt können Sie die insgesamt benötigte Kraft berechnen. Sie sehen, wie Matrizenbreite und Methode das Ergebnis beeinflussen. Aber eine Frage bleibt:
Wenn Ihre benötigte Tonnage auf dem Papier passt, was passiert, wenn diese Kraft nur auf wenige Zentimeter des Betts konzentriert wird?
Stellen Sie sich zwei Biegungen vor.
Erste: 20 Tonnen durch einen 300 mm‑Halter in der Mitte des Betts. Zweite: dieselben 20 Tonnen verteilt über ein ganzes 1500 mm‑Paneel.
Auf dem Papier sind beide “innerhalb der Kapazität”. Im Stahl sind es völlig unterschiedliche Ereignisse.
Pressenrahmen werden bewertet unter der Annahme, dass die Kraft über etwa 600 mm oder mehr der Auflage verteilt wird. So kommen die Hersteller auf die Nenn‑Tonnage auf dem Typenschild. Kurze Biegungen verletzen diese Annahme. Konzentrieren Sie 20 Tonnen auf 300 mm, und Ihre Tonnen‑pro‑Fuß‑Zahl schießt in die Höhe. Der Stempel und die Auflage fühlen nicht “20 Tonnen insgesamt”. Sie fühlen die Intensität der Belastung — Kraft geteilt durch aktive Länge — und das treibt die Durchbiegung.
Aber hier ist der Knackpunkt, den Anfänger in der engen Werkstatt übersehen: Das Bett zu verlängern, ohne die Gesamttonnage zu erhöhen, senkt Ihre verfügbare Tonnagedichte. Die Maschine sieht größer aus. Tatsächlich wird sie schwächer, wo es darauf ankommt.
Das ist das Paradox.
Es ist wie der Kauf eines Pickups mit demselben Motor, aber einem viel längeren Radstand und weicherem Rahmen. Die Broschüre listet immer noch die gleiche Pferdestärke, aber hängen Sie einen schweren Anhänger an, wird die Kontrolle schwammig, weil die Struktur diese Leistung über zu viel Länge verteilt. Die Pferdestärke hat sich nicht geändert. Die nutzbare Zugkraft schon.
Schrottkisten‑Warnung: Ich habe gesehen, wie Anfänger “längeres Bett = mehr Fähigkeit” hinterherjagen, dann scheitern, wenn sie versuchen, kurze, dicke Halterungen zu biegen, weil ihre 20 Tonnen über 1500 mm im Durchschnitt kaum 4 Tonnen pro Fuß ergeben. Dem Stahl ist egal, wie beeindruckend die Standfläche in der engen Werkstatt aussieht. Er gibt nur nach, wenn die lokale Kraft hoch genug ist.
Also, wo liegt die echte Trennlinie für eine Heimwerkstatt?
Stellen Sie sich eine 20‑Tonnen‑Presse in zwei Versionen vor: eine mit 300 mm Arbeitsbreite, eine auf 1500 mm verlängert. Gleiche Zylinder. Gleiche Pumpe. Gleiche 20‑Tonnen‑Bewertung.
Verarbeiten Sie 3 mm Baustahl, Luftbiegen, passendes Werkzeug. Über 300 mm benötigen Sie vielleicht nur einen Bruchteil der Gesamtkapazität. Die Maschine kann bedeutende Tonnen pro Fuß aufbringen. Über 1500 mm könnte dasselbe Material eine Kraft erfordern, die die Maschine einfach nicht gleichmäßig verteilen kann. Sie bleiben stecken, bevor Sie den Winkel erreichen.
Zwanzig Tonnen über 300 mm sind ein anderes Kaliber als zwanzig Tonnen über 1000 mm — dem Stahl ist nur die Kraft pro Millimeter wichtig.
Denken Sie nun an kurze Biegungen auf der langen Maschine. Angenommen, Sie laden eine 200 mm Halterung in die Mitte und drücken Richtung voller 20 Tonnen. Sie haben gerade ein Ereignis mit hoher lokaler Dichte erzeugt. Hersteller warnen, dass extreme Konzentrationen — denken Sie an 80 Tonnen über 200 mm bei größeren Industriepressen — ein Bett dauerhaft verformen können, selbst wenn die Gesamttonnage unter der Nennleistung liegt. Warum? Weil die Bewertungen von einer breiten Verteilung ausgehen, nicht von einem Schlag, der eine winzige Zone trifft.
In der engen Werkstatt bedeutet das, dass beide Extreme gefährlich sind:
Schrottkisten‑Warnung: Den Kauf der 1500 mm Version “für alle Fälle” ohne Erhöhung der Tonnage ist der Weg, wie Anfänger am Ende nicht in der Lage sind, 1/4″‑Halterungen zu biegen, die sie für einfach hielten — oder schlimmer, sie erhöhen den Druck bei kurzen Werkstücken und verziehen leise den Rahmen.
Also, was versagt eigentlich, wenn 20 Tonnen bei 300 mm funktionieren, aber bei 1000 mm versagen?
Lassen Sie uns das auf Zahlen reduzieren.
Angenommen, maximal 20 Tonnen. Über 1000 mm (etwa 3,3 Fuß) ergibt das im Durchschnitt etwa 6 Tonnen pro Fuß, wenn vollständig verteilt. Über 300 mm (etwa 1 Fuß) können Sie nahe an 20 Tonnen pro Fuß liefern — wenn die Struktur es unterstützt.
Das sind radikal unterschiedliche Belastungsbedingungen.
Das Datenblatt sagt “¼-Zoll Kapazität”. Aber erfahrene Bediener begrenzen es oft auf etwa 25 Tonnen pro Fuß in kurzen Abschnitten, um Schäden am Bett und am Stößel zu vermeiden. Diese Begrenzung ist kein Aberglaube; es ist Strukturmechanik. Der Stößel verhält sich wie ein Balken. Die Balkendurchbiegung nimmt mit Last und Spannweite zu. Verteilen Sie dieselbe Last über eine längere aktive Länge, senken Sie die lokale Biegespannung – aber Sie senken auch den pro Zoll verfügbaren Druck, um die Materialstreckgrenze zu überwinden.
In der Praxis konzentrieren kurze Biegungen die Kraft und können sichere Tonnen-pro-Fuß-Grenzen überschreiten, selbst wenn die Gesamttonnage unproblematisch erscheint.
Nun fügen Sie Material hinzu. Das Biegen von 3 mm Baustahl über 2000 mm kann etwa 50 Tonnen erfordern. Edelstahl gleicher Dicke kann dramatisch höher liegen, da die Zugfestigkeit steigt. Aluminium fällt niedriger aus. Die Dichte allein sagt keinen Erfolg voraus – sie wirkt zusammen mit Materialfestigkeit und Matrizenbreite – aber ohne ausreichende Tonnen pro Fuß gibt keines dieser Materialien sauber nach. Sie biegen entweder zu wenig oder bleiben stecken.
Stellen Sie es sich wie beim Abschleppen vor: 20 Tonnen sind Ihre Motorleistung. Die Biegelänge ist die Länge des Anhängers, die diesen Zug verteilt. Verlängern Sie den Anhänger zu sehr ohne mehr Motorleistung, und Sie können den Rollwiderstand an Steigungen nicht überwinden. Verkürzen Sie ihn und plötzlich wirkt derselbe Motor stark – bis Sie eine winzige, hochbelastbare Anhängerkupplung anhängen, die den Kupplungspunkt überlastet.
Schrottkisten-Warnung: Anfänger in der beengten Werkstatt berechnen oft die Gesamttonnage korrekt, ignorieren dann aber, ob ihre Maschine diese Kraft pro Fuß über die geplante Biegelänge liefern kann. Das Ergebnis ist nicht subtil – ungleichmäßige Winkel, hydraulische Belastung oder eine Presse, die einfach mitten im Hub stoppt.
Selbst wenn Sie Tonnage und Länge korrekt dimensionieren, wartet eine weitere Falle – passt Ihr Werkzeug überhaupt zu dieser Geometrie?
Verkleinern Sie das Bett, um höhere Dichte zu erreichen, und die Geometrie beginnt gegen Sie zu arbeiten.
Standard-Abkantwerkzeuge setzen bestimmte lichte Höhe (vertikale Öffnung), Ausladung und Spannbreite voraus. Eine Mikro-Bett-Maschine mit begrenzter lichter Höhe kann physisch verhindern, dass Sie höhere Stempel oder breitere V-Matrizen für dickeres Material installieren. Sie haben die Tonnagedichte gelöst. Jetzt passt das Werkzeug nicht.
Schlimmer noch, kürzere Betten bedeuten oft weniger Auflagepunkte. Werkzeugdurchbiegung nimmt zu, wenn das Spannsystem nicht steif ist. Das verändert die effektive Matrizenöffnung unter Last, was die benötigte Tonnage mitten im Hub verändert. Erinnern Sie sich daran, wie der Wechsel von einer 2″- zu einer 3″-V-Matrize die Kraft von 197 Tonnen auf 139 Tonnen über 10 Fuß senkte? Die Matrizen-Geometrie schreibt still und leise Ihre Kraftgleichung um. Wenn Ihre kompakte Maschine die Matrizenoptionen einschränkt, begrenzt sie die tatsächliche Kapazität unabhängig von den Schlagzeilen-Tonnen.
Schrottkisten-Warnung: Ich habe gesehen, wie Anfänger eine kurze, hochtonnige Presse für die beengte Werkstatt kauften, nur um festzustellen, dass ihr geplanter Schwanenhalsstempel nicht am Rahmen vorbeikommt – also wechseln sie zu einer schmaleren Matrize, um “es passend zu machen”, und verdoppeln dabei unbewusst ihren Tonnen-pro-Fuß-Bedarf.
Zusätzliche Kapazität in der Länge klingt nach Flexibilität. In der Praxis verwässert sie ohne passende Tonnage und strukturelle Steifigkeit die Kraft, die Stahl bewegt.
Und sobald Sie akzeptieren, dass Dichte – nicht nur Gesamttonnage oder Bettgröße – bestimmt, ob eine Presse biegt oder stehen bleibt, wird die nächste Frage offensichtlich:
Wie liefert und steuert das Antriebssystem der Maschine diese Kraft unter Last tatsächlich?
Stellen Sie sich eine 40-Tonnen-Hydraulikpresse in der beengten Werkstatt vor. Sie treten auf das Fußpedal. Der Motor springt mit einem harten elektrischen Schlag an, die Pumpe läuft hoch, Öl wird unter Druck gesetzt, und der Stößel fährt herunter. Diese Kraft kommt nicht von einer rotierenden Schraube oder einem Getriebe. Es ist Öl, das unter Druck eingeschlossen ist und den Motorinput über die Kolbenfläche multipliziert.
Nun stellen Sie sich eine 40-Tonnen-Servo-Elektro-Presse vor. Kein Öl. Kein Pumpenzyklus. Ein Servomotor dreht eine Kugelgewindespindel, die Rotation direkt in lineare Stößelkraft umsetzt. Drehmoment wird direkt durch mechanische Umwandlung in Schubkraft verwandelt.
Gleiche Nenn-Tonnage. Zwei völlig unterschiedliche Arten, Kraft zu erzeugen und zu steuern.
Hydraulik erzeugt Kraft durch Druck über Fläche. Erhöhen Sie den Druck, steigt die Tonnage. Dem Stößel ist egal, wie schnell die Pumpe den Druck aufgebaut hat – sobald der Druck da ist, kann er ihn halten, selbst am unteren Hubende. Das ist wichtig, wenn Sie Rückfederung in dickem Stahl bekämpfen. Servo-Elektrogeräte erzeugen Kraft aus Motordrehmoment. Das Drehmoment erreicht innerhalb definierter Grenzen seinen Höhepunkt. Wenn der Controller sagt, Sie sind am maximalen Drehmoment, war’s das. Es gibt kein “noch ein bisschen mehr drücken”.”
Hier trifft die Tonnagedichte auf die Realität. Sie wissen bereits, dass 20 Tonnen dünn verteilt nutzlos sind. Jetzt kommt noch hinzu: Wenn Ihr Antriebssystem die Spitzenkraft unter Last nicht halten kann – nicht nur sie anzeigt – bricht die Dichte in der Praxis zusammen.
Eine Bremse, die auf Ihrem Stromverteiler ihre Nennleistung nicht liefern kann, ist nur teures Werkstattmobiliar.
Also, welcher Antrieb überlebt tatsächlich in der beengten Werkstatt?
Eine typische 40‑Tonnen‑Hydraulikbremse könnte einen Motor mit 5 bis 7,5 PS verwenden. Bei 240 V Einphasenstrom – was die meisten Garagen haben – kann dieser Motor für einen kurzen Moment beim Start das 3–5‑fache seines Betriebsstroms ziehen. Wenn der Betriebsstrom etwa 20–30 Ampere beträgt, kann der Startwert deutlich höher ausfallen.
Wenn Ihr Verteiler insgesamt 60 Ampere für die Werkstatt hat, inklusive Beleuchtung, Kompressor und Heizung, ist dieser Startstromstoß entscheidend.
Hydraulische Systeme sind wie das Anfahren eines beladenen Abschleppwagens aus dem Stand. Der Motor braucht einen kräftigen Schluck Kraftstoff, um die Trägheit zu überwinden. Sobald er läuft, beruhigt er sich. Aber dieser anfängliche Schlag kann Sicherungen auslösen, wenn Ihre Verkabelung knapp bemessen oder gemeinsam genutzt wird.
Schrottkisten‑Warnung: Ich habe gesehen, wie Anfänger in der beengten Werkstatt eine gebrauchte Hydraulikbremse günstig kaufen, sie in einen unterdimensionierten Unterverteiler anschließen und sich dann wundern, warum die Sicherung bei jedem dritten Zyklus auslöst. Sie geben der Maschine die Schuld. Das Problem lag im elektrischen Fundament.
Hier ist die Wendung, die Anfänger übersehen. Sobald sie läuft, zieht eine Hydraulik nicht immer kontinuierlich volle Leistung. Die Pumpe taktet. Der Druck baut sich auf. Der Motor kann zwischen den Biegungen im Leerlauf oder entlastet laufen. Der tägliche Energieverbrauch kann insgesamt höher sein als bei elektrischen Systemen, aber die Spitzenlast pro gelieferter Tonne kann in manchen Konfigurationen tatsächlich zugunsten der Hydraulik ausfallen, weil die Kraft aus hydraulischer Multiplikation stammt und nicht aus konstant hohem Motordrehmoment.
Wenn Ihr Stromanschluss bescheiden, aber stabil ist, kann eine richtig dimensionierte Hydraulik mit Sanftanlauf oder Phasenumrichter problemlos laufen. Wenn Ihr Verteiler bereits ausgelastet ist, wird Sie kein Antriebssystem retten.
Heißt das also, dass Servo‑Elektrik das Problem des Startstromstoßes vollständig vermeidet?
Stehen Sie neben einer Servo‑Elektrik‑Bremse mitten im Zyklus. Sie ist leise. Kein Pumpengeheul. Der Stößel bewegt sich mit chirurgischer Präzision. Hersteller geben eine Positioniergenauigkeit im Mikrometerbereich an – etwa 1 Mikrometer gegenüber etwa 10 Mikrometer typisch für Hydraulik. Zykluszeiten können um 30 % schneller sein, da es keine Verzögerung durch Ölkompressibilität gibt.
In Produktionswerkstätten, die den ganzen Tag dünnen Edelstahl biegen, zahlt sich diese Präzision aus.
Aber betrachten Sie die Kraftkurven. Servo‑Elektrik hängt von den Drehmomentgrenzen des Motors ab. Wenn Sie die maximale Kapazität erreichen – insbesondere bei dickerem Baustahl – begrenzt der Controller die Leistung, um Motor und Spindel zu schützen. Sie erhalten nicht das hydraulische Äquivalent des “Druckkriechens”, das gegen widerspenstiges Material hält.
Einige Branchenvergleiche weisen darauf hin, dass elektrische Systeme insgesamt weniger Energie pro Tag verbrauchen können, jedoch eine höhere momentane elektrische Leistung im Verhältnis zur produzierten Tonnage benötigen, da die gesamte Kraft direkt durch den Motor fließt. In einer Garage bedeutet das, dass Ihre Verkabelung die Spitzenlast des Motors bei schweren Biegungen problemlos unterstützen muss – nicht nur den durchschnittlichen Verbrauch.
Und wenn die Elektronik ausfällt, reparieren Sie in der beengten Werkstatt nicht einfach eine Dichtung. Sie warten auf eine proprietäre Antriebsplatine.
Schrottkisten‑Warnung: Anfänger sehen “wartungsarm” und nehmen “geringes Risiko” an. Hydraulik braucht Öl und Dichtungen. Servo‑Elektrik benötigt spezialisierte elektronische Teile. In einer Heimwerkstatt schmerzt es mehr, wochenlang auf ein Steuerungsmodul zu warten, als etwas Hydrauliköl aufzuwischen.
Hier ist die eigentliche Umkehrung: Garagennutzer biegen oft gelegentlich dicke Halterungen, nicht tausende dünne Paneele pro Schicht. Hydraulik dominiert bei reiner Kraft und Haltbarkeit. Servo‑Elektrik glänzt bei wiederholter Präzision. Wenn Ihre Arbeit unregelmäßig, aber manchmal schwer ist, kauft Ihnen der “Aufpreis” Sauberkeit und Geschwindigkeit – nicht Überlebensfähigkeit.
Stellen Sie sich das wie Abschleppen mit einem hochdrehenden Sport‑SUV gegenüber einem Diesel‑Arbeitstruck vor. Der SUV fühlt sich kultiviert und schnell an. Der Diesel kümmert sich nicht um den Berg.
Welchen würden Sie lieber besitzen, wenn die Last nicht vorhersehbar ist?
Jetzt gehen wir runter zu manuellen Tischkantbänken. Kein Motor. Keine Pumpe. Nur mechanischer Hebel — oft über eine Schrauben- oder Blattmechanik.
Stellen Sie sich vor, Sie versuchen, 1/4‑Zoll Baustahl, 300 mm breit, per Hand zu biegen. Selbst wenn der Rahmen “20‑Tonnen-Äquivalent” behauptet, geht diese Bewertung von idealer Hebelwirkung und kurzen Abschnitten aus. Ihr Körper wird zum Motor. Menschliche Kraft ist begrenzt. Die Konsistenz ist schlechter.
Mit zunehmender Materialstärke steigt der benötigte Druck schnell an — nicht linear, sondern ungefähr proportional zum Quadrat der Stärke bei Luftbiegen. Verdoppeln Sie die Stärke, und die benötigte Kraft schießt dramatisch in die Höhe. Ihre Arme verdoppeln ihre Kraft nicht, um mitzuhalten.
Schrottkisten-Warnung: Ich habe Anfänger in einer beengten Werkstatt gesehen, die eine manuelle Kantbank mit “3 mm Kapazität” gekauft haben, nur um festzustellen, dass diese Bewertung von Baustahl, kurzer Länge und frischem Werkzeug ausgeht. Sie versuchen Edelstahl oder einen etwas längeren Biegevorgang, und der Hebel bewegt sich einfach nicht mehr. Das ist keine Technikfrage. Das ist Physik.
Manuelle Systeme können für dünnes Aluminium, leichten Stahl, kurze Flansche funktionieren. Darüber hinaus kämpfen Sie sowohl gegen die Streckgrenze des Materials als auch gegen Ihre eigene Biomechanik. Es gibt keine Reserven, um den Rückfederungseffekt bei dickeren Materialien zu überwinden. Wenn die Dichteanforderung steigt, bleibt die Maschine — oder Sie — stehen.
Hier ist die Hierarchie unter realen Garagenbedingungen:
Hydraulisch: beim Start elektrisch anspruchsvoll, mechanisch tolerant unter Spitzenbelastung. Servo-elektrisch: täglich elektrisch sauberer im Betrieb, elektronisch fragil am Kapazitätsrand. Manuell: elektrisch unsichtbar, physisch begrenzt.
Alle drei können die gleiche Tonnage bewerben. Nur ein oder zwei können diese Tonnagedichte tatsächlich in Ihrer beengten Werkstatt liefern, mit Ihrer Verkabelung, gegen die Materialien, die Sie irgendwann probieren werden, wenn Ihr Vertrauen wächst.
Und sobald Sie einen Antrieb wählen, der tatsächlich Kraft liefert, schleicht sich eine weitere Frage ein — selbst wenn die Maschine stark genug ist, lassen ihre physischen Abmessungen zu, dass Sie die Formen biegen, die Sie im Kopf haben?
Nehmen wir an, Sie haben es richtig gemacht. Sie haben ein Antriebssystem gewählt, das die Tonnage, die Ihr Rechenweg erfordert, tatsächlich liefern und halten kann, in der beengten Werkstatt.
Jetzt die unangenehme Frage: Passt das Teil überhaupt in die Maschine?
Das Datenblatt sagt “¼‑Zoll Kapazität”. Es prahlt mit 40 Tonnen, 60 Tonnen, vielleicht mehr. Aber nirgendwo im Verkaufsflyer steht in großen Lettern “Durchgangshöhe: 14 Zoll” oder “Hub: 4 Zoll” oder “Einstecktiefe: 8 Zoll”. Diese Zahlen wirken langweilig. Sind sie aber nicht.
Der Hub ist, wie weit der Stempel physisch fährt. Die Durchgangshöhe ist die maximale Öffnung zwischen dem Stempel und dem Tisch, wenn der Stempel ganz oben ist. Die Einstecktiefe ist, wie weit Sie ein Teil von vorne einschieben können, bevor es auf den Rahmen stößt. Wenn einer dieser Werte zu klein ist, wird Ihre nutzbare Tonnage theoretisch.
Es ist wie einen LKW zu besitzen, der für 12.000 Pfund Zuglast bewertet ist, aber mit kurzem Radstand ins Schlingern gerät, sobald Sie einen langen Anhänger anhängen — der Motor ist nicht die Grenze, die Geometrie ist es.
Schrottkisten-Warnung: Ich habe Anfänger in der beengten Werkstatt gesehen, die eine kompakte 50‑Tonnen-Kantbank gekauft haben, die ihre 3/16-Bügel absolut biegen konnte — dann aber festgestellt, dass ihre 10 Zoll hohe Box physisch nicht durch die Durchgangshöhe passte, sobald Stempel und Matrize installiert waren. Sie hatten Kraft. Sie hatten Stahl. Sie hatten keinen Platz.
Und Platz ist nicht optional.
Hier wird es hinterhältig.
Du brauchst nicht nur einen Lichtraum, der der fertigen Höhe deines Teils entspricht. Du brauchst Lichtraum für das Gesenk, den Stempel, die Materialstärke und den Bogen, durch den sich die Flansch bewegt, wenn sie gebogen wird.
Stell dir eine einfache, acht Zoll hohe Seitenwand eines Kastens vor. Klingt machbar. Nun füge ein drei Zoll V‑Gesenk, einen vier Zoll Stempelhalter hinzu und bedenke, dass während des Biegens diese acht Zoll Flansch sich in einem großen Bogen nach oben dreht, bevor sie sich bei 90 Grad einpendelt. Plötzlich ist die erforderliche offene Höhe nicht mehr acht Zoll. Sie könnte 14 oder 16 sein.
Wenn dein Hub kurz ist, kannst du den Teil zwischen den Biegungen nicht einmal hoch genug anheben, um ihn herauszunehmen. Wenn dein Lichtraum knapp ist, bist du gezwungen, kleinere Gesenke zu verwenden, nur damit der Werkzeugstapel hineinpasst. Und kleinere Gesenke lassen den Kraftbedarf stark ansteigen — gleiches Material, gleiche Länge, aber völlig unterschiedliche Kräfte.
Du hast dich selbst in die Enge getrieben.
Ausschusswarnung: Ein häufiger Anfängerfehler in der engen Werkstatt ist der Kauf einer kompakten Abkantpresse mit begrenztem Lichtraum, um dann durch die Wahl eines schmaleren V‑Gesenkes zu kompensieren, sodass alles “passt”. Das schmalere Gesenk treibt den erforderlichen Kraftbedarf stark in die Höhe. Die Maschine bleibt stehen oder schlimmer noch: Du überlastest einen Rahmen, der niemals für diese Dichte auf einem kurzen Abschnitt ausgelegt war. Das Teil wird dadurch nicht billiger. Der Fehler verzeiht dir nicht.
Die Einlasstiefe fügt eine weitere Ebene hinzu. Angenommen, du biegst ein 24‑Zoll‑Paneel, aber die Biegelinie liegt 10 Zoll von der Kante entfernt. Wenn deine Einlasstiefe 8 Zoll beträgt, blockiert der Rahmen die Arbeit. Du hast alle Kraft der Welt — aber keinen Platz, um das Blech hinzulegen.
Das ist der Teil, den Anfänger niemals skizzieren, bevor sie kaufen.
Nehmen wir an, das Teil passt. Gerade so.
Nun arbeitest du nahe der maximalen Lichthöhe, nahe dem maximalen Hub, nahe der Nennkraftdichte — alles gleichzeitig. Auf dem Papier liegst du innerhalb der Grenzen. In der Realität konzentrieren kurze Biegungen die Kraft und können sichere Tonnen‑pro‑Fuß‑Grenzen überschreiten, selbst wenn die Gesamttonnage unbedenklich scheint.
Kompakte Rahmen biegen sich stärker. Das ist Physik, keine Meinung. Kürzere Seitenrahmen und leichtere Betten sind die Mittel, mit denen Hersteller Stellfläche und Preis für Garagenkäufer niedrig halten. Aber wenn du 70 oder 80 Tonnen in einen kurzen 8‑Zoll‑Abschnitt einleitest, wird die Durchbiegung nicht gleichmäßig über das Bett verteilt. Sie konzentriert sich lokal.
Der Stößel wölbt sich. Das Bett senkt sich. Dein 90 wird in der Mitte zu 88 und an den Rändern zu 92.
Und du jagst das Problem mit Unterlegscheiben und Vermutungen.
Ausschusswarnung: Ich habe Bediener in der engen Werkstatt gesehen, die einen inkonsistenten Winkel für “Materialschwankung” hielten, den Druck hochdrehten, um zu kompensieren, und dadurch das Bett einer kleinen Abkantpresse dauerhaft verformten. Die Maschine bewegt sich noch. Sie ist nur nie wieder rechtwinklig. Das ist eine teure Lektion in Rahmensteifigkeit.
Denk zurück ans Abschleppen. Pferdestärken bringen die Last in Bewegung. Radstand und Rahmensteifigkeit halten sie bei Autobahngeschwindigkeit gerade. Ein kurzer, leichter Truck kann den Anhänger technisch ziehen — einmal. Wiederholte Belastung zeigt die Wahrheit.
Hub, Lichtraum, Einlasstiefe — das sind keine Zusatzspezifikationen. Sie entscheiden darüber, ob deine hart erarbeitete Kraftdichte sauber, wiederholbar und ohne Verformung der Maschine selbst angewendet werden kann.
Jetzt jonglierst du also mit Kraft, Länge, Antriebszuverlässigkeit, Werkzeugwahl, offener Höhe und Rahmensteifigkeit.
Wie verwandelst du dieses Durcheinander in eine Kaufentscheidung, die deine enge Werkstatt in zwei Jahren nicht heimsucht?
Du hast ein Antriebssystem, das in der engen Werkstatt tatsächlich Kraft liefern kann. Gut.
Jetzt die eigentliche Frage: Wenn der Stahl auf dem Gesenk liegt, erlauben Ihnen Länge, Rahmen und Freiräume der Maschine, die Kraft dort anzuwenden, wo Sie sie brauchen – oder kämpfen Sie gegen die Geometrie?
Die meisten Anfänger scrollen durch Angebote, als würden sie einen Kühlschrank kaufen. Breite. Höhe. Stellfläche. “Passt er an die Wand?”
Das ist verkehrt herum.
Das Datenblatt sagt “¼-Zoll Kapazität”. Es könnte sogar 40 oder 60 Tonnen angeben. Aber erfahrene Bediener begrenzen es oft auf etwa 25 Tonnen pro Fuß in kurzen Abschnitten, um Bett und Stößel nicht zu beschädigen. In Wirklichkeit konzentrieren kurze Biegungen die Kraft und können sichere Tonnen-pro-Fuß-Grenzen überschreiten, selbst wenn die Gesamtkapazität unproblematisch aussieht.
Also beginnen Sie nicht mit Maschinen. Sie beginnen mit den Teilen.
Denn die Tonnagedichte – Kraft geteilt durch Biegelänge – entscheidet, ob Ihre Abkantpresse Stahl biegt oder einfach stehen bleibt. Und diese Zahl stammt von Ihrem dicksten Material und Ihrer längsten Biegung, nicht von der Stellfläche des Gehäuses.
Was ist die erste Zeile auf einem Datenblatt, die wirklich zählt?
Wählen Sie das dickste Material, das Sie realistisch in der engen Werkstatt biegen wollen. Nicht das Material, das Sie “eines Tages” ausprobieren möchten. Das Material, das dieses Jahr tatsächlich auf Ihrer Werkbank landet.
Schreiben Sie nun die längste gerade Biegung auf, die Sie in diesem Material benötigen.
Diese beiden Zahlen ergeben Ihre Basis-Tonnagedichte.
Hier ist der Grund, warum es Anfänger erwischt: Die Biegekraft skaliert mit dem Quadrat der Dicke. Verdoppeln Sie die Dicke, und Sie verdoppeln nicht die Tonnage – Sie vervierfachen sie ungefähr. Das ist in den Standard-Formeln für Luftbiegen enthalten. Das ist kein geheimes Wissen. Es steht in jedem seriösen Tonnagediagramm.
Hypothetisches Beispiel: Angenommen, 1/8-Zoll Baustahl über 36 Zoll benötigt X Tonnen. Wechseln Sie zu 1/4-Zoll über dieselbe Länge, und Sie sind nicht bei 2X. Sie sind nahe bei 4X. Das ist der Punkt, an dem kleine Garagen-Abkantpressen stehen bleiben und Besitzer anfangen, “schlechten Stahl” zu beschuldigen.”
Es war kein schlechter Stahl. Es war schlechte Mathematik.
Jetzt bringen Sie die Geometrie wieder ins Spiel. Wenn Ihre längste Biegung 40 Zoll beträgt, gibt Ihnen eine 48-Zoll-Presse Spielraum. Eine 60-Zoll-Presse verteilt die gleiche Tonnage über mehr Bettlänge, aber wenn der Rahmen leicht ist, kann diese zusätzliche Spannweite mehr Durchbiegung bedeuten, es sei denn, die Struktur wächst entsprechend mit. Kraft ohne Steifigkeit ist wie schweres Ziehen mit einem langen, schwachen Anhänger – der Motor mag ihn ziehen, aber der Rahmen sagt Ihnen die Wahrheit auf halber Strecke.
Warnung für den Schrottcontainer: In der engen Werkstatt habe ich gesehen, wie Leute eine längere Presse “für Flexibilität” kauften und dann versuchten, nahe der maximalen Tonnage in einem kurzen 8-Zoll-Abschnitt auf dickem Blech zu arbeiten. Sie haben die Gesamtkapazität nicht überschritten. Sie haben die sicheren Tonnen pro Fuß in dieser kurzen Zone überschritten und dem Bett ein dauerhaftes Lächeln verpasst. Die Maschine funktioniert noch. Sie biegt nur nie wieder gerade.
Ihr erster Filter ist nicht die Marke. Es ist dieser: Was ist die kürzeste Presse, die die erforderlichen Tonnen pro Fuß für mein dickstes Material über meine längste Biegung liefern kann – ohne mit ihrer Grenze zu flirten?
Sobald Sie diese Zahl kennen, schrumpft die Maschinenliste schnell.
Aber die Kraft auf dem Papier ist nicht die ganze Rechnung. Was ist mit dem Stahl, der tatsächlich den Stößel berührt?
Anfänger fixieren sich auf die Maschinen-Tonnage und behandeln das Werkzeug wie ein Zubehörteil.
Das ist auf den Kopf gestellt.
Die Matrizenbreite — die V-Öffnung — verändert direkt die benötigte Tonnage. Schmaleres V bedeutet höhere Kraft. Breiteres V senkt die Kraft, erhöht aber den Innenradius. Standardtabellen berücksichtigen dies bereits, und Multiplikatoren für Edelstahl sind überall veröffentlicht. Nichts davon ist geheim. Die Falle besteht darin, es zu ignorieren, wenn das Geld knapp wird.
In der knappen Werkstatt zwingt das Budget normalerweise zu einer Wahl: etwas mehr Maschine oder besseres Werkzeug.
Hier ist die harte Wahrheit: Eine starre 40-Tonnen-Abkantpresse mit dem richtigen Matrizensatz wird eine schlampige 60-Tonnen-Presse übertreffen, die mit irgendwelchen billigen Matrizen aus der Kiste läuft. Das Werkzeug steuert die Kontaktfläche. Die Kontaktfläche steuert die Tonnagedichte an der Spitze des Stempels.
Es ist wie beim Ziehen mit der richtigen Anhängerkupplungsklasse. Man kauft nicht einfach einen LKW mit großem Motor und schraubt eine Billigkupplung an, die für die Hälfte der Last ausgelegt ist. Der Verbindungspunkt bestimmt, wie die Kraft übertragen wird. Genauso hier. Stempelradius und Matrizenbreite entscheiden, wie brutal diese Kraft konzentriert wird.
Schrottkisten-Warnung: Ich habe gesehen, wie Anfänger in der knappen Werkstatt eine kompakte Presse mit begrenztem Tageslicht kauften und dann eine schmale V-Matrize wählten, nur damit der Werkzeugstapel unter die offene Höhe passt. Diese schmalere Matrize treibt den Tonnagebedarf in die Höhe. Die Maschine bleibt stehen, sie drehen den Druck hoch, und plötzlich liegen sie über den sicheren Tonnen-pro-Fuß-Werten in einem kurzen Abschnitt. Alles nur, weil sie beim richtigen Höhenwerkzeug sparen wollten.
Wenn Ihr Budget feststeht, kaufen Sie genug Maschine, um Ihre berechneten Tonnen pro Fuß zu erreichen — und investieren Sie dann richtiges Geld in die Matrizenbreiten, die zu Ihren Kernmaterialien passen. Werkzeug ist keine Garnitur. Es ist der Weg, wie die Kraft tatsächlich in den Stahl gelangt.
Also hier der Realitäts-Check.
Weicher Stahl ist verzeihend. Edelstahl ist es nicht.
Standardtabellen wenden einen Multiplikator für Edelstahl an, weil dessen Zugfestigkeit höher ist. Wiederum kein Geheimnis. Nur häufig ignoriert.
Nehmen Sie Ihr dickstes geplantes Material und den längsten Biegevorgang. Wenden Sie nun den Edelstahl-Multiplikator auf dasselbe Szenario an. Ändern Sie nicht die Länge. Verkleinern Sie das Teil nicht, um die Zahlen schöner aussehen zu lassen.
Liefert Ihre gewählte Presse immer noch die benötigten Tonnen pro Fuß, ohne an ihrer Belastungsgrenze zu arbeiten?
Wenn die Antwort lautet “nur wenn ich perfekt zentriert, perfekt bestückt und perfekt mit Strom versorgt bin”, ist diese Maschine bereits zu klein für die knappe Werkstatt. Denn echte Jobs sind chaotisch. Material variiert. Bediener sind keine Roboter. Kurze Biegungen passieren nahe am Rand. In der Realität konzentrieren kurze Biegungen die Kraft und können sichere Tonnen-pro-Fuß-Grenzen überschreiten, selbst wenn die Gesamttonnage gut aussieht.
Hier schleicht sich die Geometrie zurück. Erlaubt Ihr Tageslicht die höhere Matrize, die Sie für dickeren Edelstahl benötigen würden? Ermöglicht Ihre Ausladung, ein großes Paneel zu positionieren, ohne in den Rahmen zu stoßen? Wenn der Wechsel zu einer breiteren V-Matrize zur Steuerung der Tonnage bedeutet, dass Ihr Werkzeugstapel nicht mehr passt, verdampft Ihre theoretische Kapazität.
Schrottkisten-Warnung: Ich habe gesehen, wie Werkstätten eine Presse kauften, die “technisch” ihre Edelstahlspezifikation biegen konnte — aber nur mit einer Matrizenkombination, die die verfügbare offene Höhe überschritt. Sie haben entweder den Auftrag heruntergestuft oder die Maschine mit einer schmaleren Matrize überlastet. Beide Wege kosten Geld.
Hier ist das eine, das Sie mitnehmen: Leistungsfähigkeit ist nicht die größte Zahl auf dem Aufkleber. Es ist der Schnittpunkt von Dicke, Länge, Matrizenwahl und Rahmensteifigkeit, ausgedrückt als sichere Tonnen pro Fuß innerhalb realer Freiräume.
Die meisten Anfänger kaufen nach Stellfläche, weil Platz in der knappen Werkstatt knapp erscheint. Der nicht offensichtliche Schritt ist dieser: Definieren Sie zuerst Ihre schwierigste Biegung, und wählen Sie dann die kürzeste, steifste Presse, die dieses Tonnen-pro-Fuß-Ziel mit richtigem Werkzeug und komfortablem Tageslicht erreichen kann.
Sie kaufen keine Maschine. Sie kaufen Spielraum.
Und Spielraum ist das, was Stahl zum Biegen bringt – statt Ihre Abkantpresse zu beschädigen.


















