

У вас есть 4-футовый пресс, аккуратно прижатый к стене тесной мастерской. В спецификации написано “возможность работы с толщиной ¼ дюйма”. Вы вставляете полосу мягкой стали толщиной 3 мм, тянете за рычаг, и на полпути вниз ползун просто… останавливается. Мотор стонет. Сталь не реагирует.
Этот момент — не неудача. Это математика, которую вам никогда не показывали.
В тесной мастерской площадь пола кажется дорогой. Поэтому новички думают так: “Какой самый большой пресс я смогу разместить?” вместо “Сколько силы на дюйм эта рама реально может выдать?”
Я видел 200-тонный, 10-футовый пресс, рекламируемый как “возможность работы с толщиной ¼ дюйма”. Верно — при V-матрице шириной 2 дюйма для гиба мягкой стали требуется примерно 197 тонн. Поменяйте на более узкую V-матрицу шириной 1,5 дюйма для более острого гиба — и та же сталь внезапно потребует около 300 тонн. Та же машина. Та же заготовка. Другая матрица. Совершенно иной результат.
Это и есть плотность тоннажа — сила, распределённая по длине гиба. Это как разница между грузовиком, рассчитанным на буксировку 10 000 фунтов, и тем, который пытается тащить этот вес с фаркопом, прикрученным к 20-футовому удлинителю. Рейтинг не изменился. Изменилась рычажная сила.
Предупреждение: корзина для брака Покупка пресса только потому, что он “влезает в гараж”, без проверки тоннажа на фут, означает, что ваш первый реальный проект станет учебным материалом. Сталь не гнётся на оптимизме.
Так почему же многие думают, что “несколько миллиметров” — это безопасная зона?
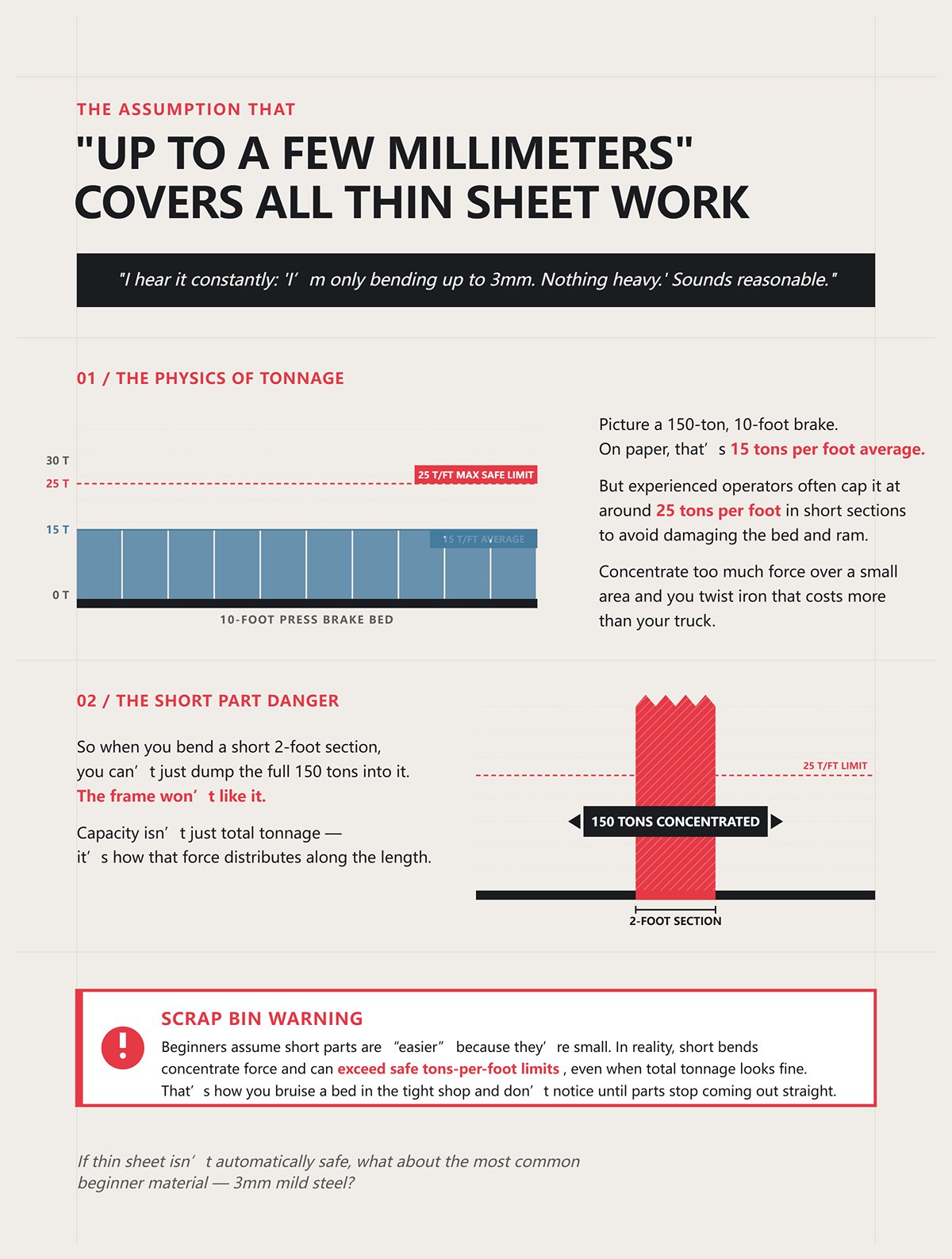
Я слышу это постоянно: “Я гну только до 3 мм. Ничего тяжёлого”. Звучит разумно.
Теперь представьте 150-тонный, 10-футовый пресс. На бумаге это среднее 15 тонн на фут. Но опытные операторы часто ограничивают нагрузку примерно 25 тонн на фут на коротких участках, чтобы избежать повреждения станины и ползуна. Сконцентрируйте слишком много силы на небольшой площади — и вы деформируете железо, которое стоит дороже вашего грузовика.
Так что при гибе короткого 2-футового участка вы не можете просто выдать в него все 150 тонн. Рама этого не выдержит. Вместимость — это не только общий тоннаж, но и то, как эта сила распределяется по длине.
Предупреждение: корзина для брака Новички думают, что короткие детали “проще”, потому что они маленькие. На деле короткие гибы концентрируют силу и могут превысить безопасный тоннаж на фут, даже если общий тоннаж выглядит допустимым. Так вы повреждаете станину в тесной мастерской и не замечаете этого, пока детали перестают выходить ровными.
Если тонкий лист не автоматически безопасен, то что насчёт самого распространённого материала новичков — мягкой стали толщиной 3 мм?
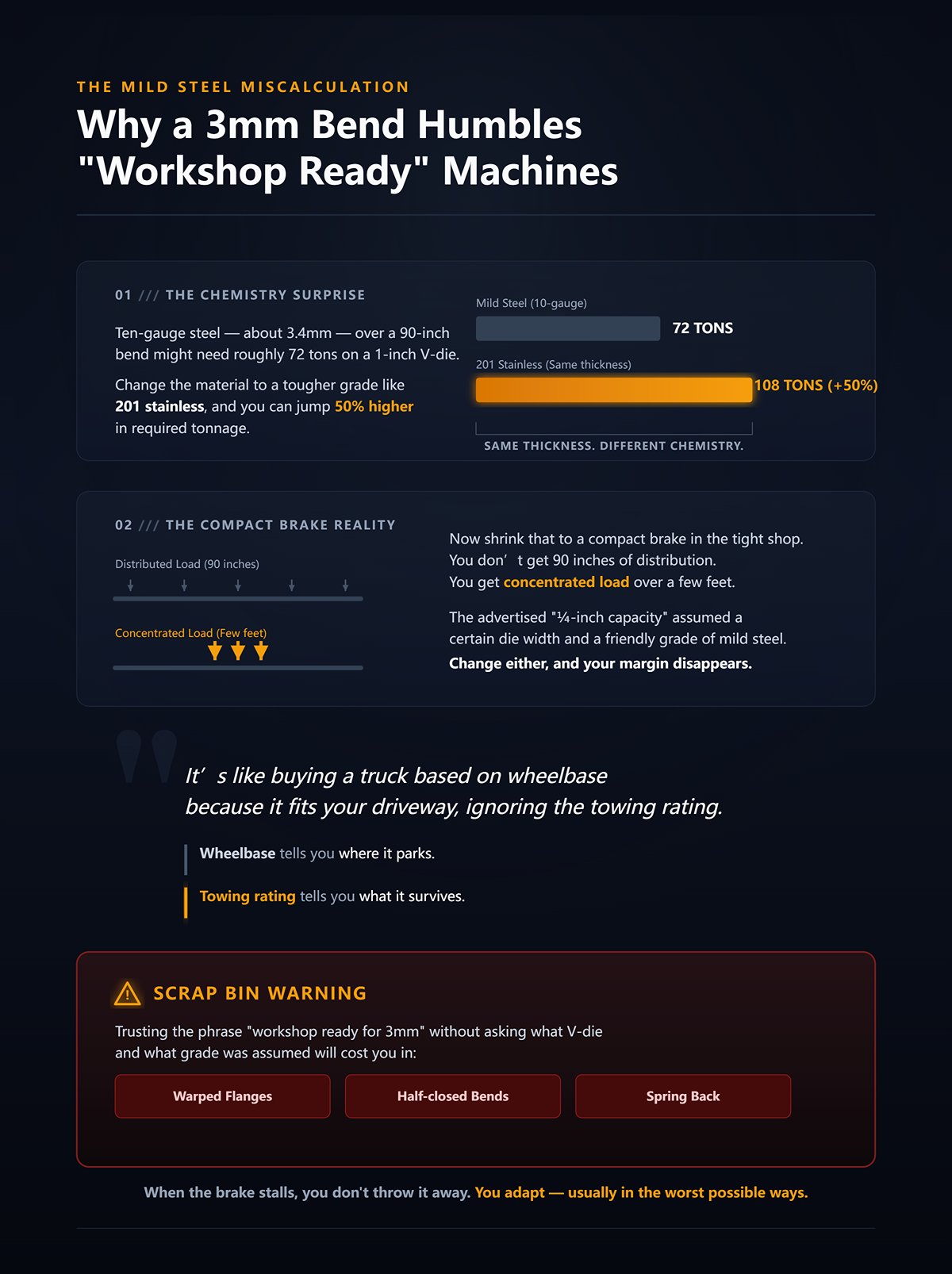
Давайте конкретно. Сталь толщиной 10 калибра — примерно 3,4 мм — при гибе на 90 дюймов может потребовать около 72 тонн на V-матрице шириной 1 дюйм в случае мягкой стали. Измените материал на более прочный, например, нержавеющую сталь 201, и требуемый тоннаж может вырасти примерно на 50 %. Та же толщина. Другая химия. Большой сюрприз.
Теперь перенесём это на компактный пресс в тесной мастерской. У вас нет распределения нагрузки на 90 дюймов. У вас концентрированная нагрузка на несколько футов. Рекламируемая “возможность работы с толщиной ¼ дюйма” предполагала определённую ширину матрицы и благоприятный сорт мягкой стали. Измените любой из этих факторов — и ваш запас прочности исчезнет.
Это как покупать грузовик, ориентируясь на колёсную базу, потому что он помещается в вашем дворе, игнорируя рейтинг буксировки. Колёсная база говорит, где он паркуется. Рейтинг буксировки говорит, что он выдержит.
Предупреждение: корзина для брака Доверие к фразе “станок готов к 3 мм” без уточнения, какой V-штамп и какой класс материала предполагается, обойдётся вам деформированными фланцами и наполовину закрытыми изгибами, которые распрямляются шире, чем в вашем чертеже.
Когда пресс-тормоз останавливается, вы его не выбрасываете. Вы адаптируетесь — обычно самым худшим образом.

Я видел, как новички начинают делать ступенчатый изгиб — нанося несколько неглубоких ударов, чтобы имитировать один глубокий — потому что их пресс-тормоз не может выдать нужное усилие за один ход. Или они переходят на более широкий V-штамп, чтобы снизить требуемую тоннажность, жертвуя внутренним радиусом и точностью размеров.
Более широкие штампы действительно снижают тоннажность. Но они также увеличивают радиус изгиба и изменяют геометрию детали. Вы этого не планировали. Машина заставила.
Другие пытаются “хитрить”, изгибая короткие участки на полной мощности. Так повреждаются столы — сбрасывая почти максимальную тоннажность на двух футах десятифутовой рамы. Даже большие машины можно так испортить. Плотность тоннажности работает в обе стороны.
Предупреждение: корзина для брака Обходные решения кажутся умными в тесной мастерской — пока детали перестают совпадать, допуски уплывают, и вы понимаете, что купили машину, которая диктует ваши конструкции, вместо того чтобы обслуживать их.
К этому моменту раздражение должно быть очевидным. Пресс-тормоз не подвёл потому, что он маленький. Он подвёл, потому что вы оценили его по габаритам, а не по усилию на дюйм.
Так что же на самом деле говорит математика, что вам нужно?
Новичок заходит в тесную мастерскую с 20‑тонным, 4‑футовым пресс-тормозом и спрашивает меня: “Сможет ли он согнуть 3 мм мягкую сталь на двух метрах?”
Давайте посчитаем, а не гадать.
Берём 3 мм мягкую сталь (примерно 1/8″). Кладём её на 24 мм V‑штамп — это примерно 8× толщины материала, обычная установка для воздушного изгиба. На длине 2000 мм (примерно 6,5 фута) расчётная сила изгиба получается около 50 тонн. Добавьте запас безопасности 20%, чтобы не работать на пределе гидравлики, и вы получите примерно 60 тонн.
Это не мнение. Это работа взаимосвязи между толщиной материала, раскрытием штампа, прочностью на растяжение и длиной изгиба.
Теперь замените материал на нержавеющую сталь той же толщины. Тот же штамп. Та же длина. Вы получите почти 90 тонн. Переключитесь на алюминий — и упадёте в низкие 30 тонн. Ничего в вашем гараже не изменилось. Изменилась только математика.
Вот почему я говорю прямо о плотности тоннажности. Тоннажность — это не число для хвастовства в спецификации, а рассчитанное требование, определяемое толщиной, раскрытием штампа, прочностью материала и длиной. Если вы не проведёте расчёты, машина научит вас этому тяжёлым способом.
Предупреждение о корзине для брака: самая дорогая ошибка новичков, которую я вижу в тесной мастерской — покупка 20‑ или 30‑тонного пресс-тормоза, потому что “я не гну ничего толстого”, а потом выясняется, что их обычная 6‑футовая панель тихо требует 50–70 тонн. Эта машина не будет расти вместе с вами. Она будет останавливаться перед клиентами.
Так что же в этом уравнении кусает сильнее всего?
Согните 1/4″ A36 мягкую сталь на 2″ V‑штампе — и получите около 19,7 тонн на фут. Растяните это на 10 футов — и получите 197 тонн всего.
Теперь затяните матрицу до 1,5″. Та же сталь. Та же длина. Требуемое усилие прыгает примерно до 30 тонн на фут — всего 300 тонн.
Откроем матрицу до 3″? Вы падаете примерно до 13,9 тонн на фут — 139 тонн.
Одна переменная. Колебание более чем в 2 раза.
Вот механизм: более узкая V‑матрица заставляет материал плотнее оборачиваться вокруг кончика пуансона, увеличивая сопротивление пластической деформации. Это сопротивление напрямую проявляется как требуемое усилие. Более широкая матрица распределяет радиус изгиба, снижая силу, необходимую для текучести материала.
Представьте, что это как буксировка с фаркопом, установленным близко к задней оси, по сравнению с подвешенным на длинный удлинитель. Двигатель грузовика не изменился, но изменилась рычажная сила — а рычаг решает, двинете ли вы груз или что-то сломаете.
В спецификации указано “возможность работы с ¼-дюймом”. Но не указано, какую ширину матрицы предполагали. Обычно это около 8× толщины для мягкой стали, воздушный изгиб, полная длина. Измените это — и рейтинг исчезнет.
Предупреждение “Корзина для брака”: Новички в тесной мастерской часто выбирают более узкую матрицу, чтобы «получить более острый угол», не пересчитав усилие. Так пресс, безопасно рассчитанный на 200 тонн, внезапно требует 300 — и удар приходится на ползун, стол или гидравлику.
Так если ширина матрицы может удвоить требуемое усилие, изменяет ли метод изгиба его так же сильно?
Воздушный изгиб означает, что пуансон никогда не заставляет материал полностью лечь на дно V‑матрицы. Угол контролируется глубиной, а не вдавливанием листа в полный контакт. Поэтому он использует меньше усилия.
Осадка — или, что хуже, чеканка — вдавливает материал в стенки матрицы, чтобы механически задать угол. Вы больше не просто преодолеваете предел текучести; вы пластически деформируете большую зону и разглаживаете изгиб.
Разница в усилии не тонкая. Осадка может требовать в 3×–5× больше усилия, чем воздушный изгиб для того же материала и толщины.
Так что та панель из мягкой стали толщиной 3 мм, которая требовала около 50 тонн при воздушном изгибе? Осадка может поднять вас далеко за 100 тонн в зависимости от геометрии матрицы.
И вот где новички попадают в ловушку: они жалуются на упругий возврат — материал раскрывается после удара — и решают, что решение — “больше силы”. Они меняют метод, не проверив, может ли станок в тесной мастерской безопасно обеспечить усилие для осадки.
Это как перейти от буксировки прицепа, который свободно катится, к волочению прицепа с заблокированными тормозами. Тот же грузовик. Совершенно другая нагрузка.
Предупреждение “Корзина для брака”: Попытка «выжать идеальные 90» методом осадки на станке, рассчитанном на воздушный изгиб, — это способ расколоть кончики пуансонов, поцарапать матрицы и вызвать постоянный прогиб стола — даже если ваше общее усилие технически ниже номинала.
Если метод и матрица оба сильно меняют усилие, что на практике дают 10, 20, 30 или 50 тонн?
| Тема | Подробности |
|---|---|
| Гибка в воздухе | Пуансон не заставляет материал полностью лечь на дно V‑матрицы; угол контролируется глубиной проникновения, а не полным контактом. Требует меньше усилия. |
| Осадка (bottoming) | Материал вдавливается в стенки матрицы для механической установки угла. Вовлекает пластическую деформацию на большей зоне и разглаживание изгиба. |
| Канавка (койнинг) | Более экстремальная форма осадки; полностью сжимает материал в форму матрицы, требуя ещё большего усилия. |
| Разница в тоннаже | Осадка может требовать в 3×–5× больше тоннажа, чем воздушный изгиб, для одного и того же материала и толщины. |
| Пример (3 мм мягкая сталь) | ~50 тонн для воздушного изгиба; при осадке тоннаж может превышать 100 тонн в зависимости от геометрии матрицы. |
| Распространённая ошибка новичков | Увеличение усилия для борьбы с упругим возвратом без проверки, может ли станок безопасно выдержать тоннаж осадки. |
| Практическая аналогия | Как буксировка свободно катящегося прицепа (воздушный изгиб) против волочения прицепа с заблокированными тормозами (осадка). Один и тот же станок, но резко различная потребность в нагрузке. |
| Предупреждение о мусорном ящике | Принудительное выполнение идеального 90° при осадке на станке, рассчитанном на воздушный изгиб, может повредить кончики пуансона, оставить зазубрины на матрицах и вызвать постоянное прогибание стола — даже если тоннаж ниже номинального. |
| Ключевой вопрос | Если метод гибки и выбор матрицы резко меняют требования к усилию, что на самом деле означают 10, 20, 30 или 50 тонн в реальном применении? |
Закрепим это в жёсткой реальности цеха — предположим воздушный изгиб, примерно 8× ширина матрицы от толщины, и мягкая сталь, если не указано иначе. Это приблизительные значения, а не маркетинговые обещания.
10 тонн
Нержавейка на этом уровне? Очень ограничено. Алюминий? Комфортно в тонких калибрах.
20 тонн
Полные панели 3 мм длиной 6 футов? Не получится. Нержавейка той же толщины? Вы балансируете на грани остановки.
30 тонн
Здесь находятся многие “гаражные” листогибы — способные, но только если длина контролируется.
50 тонн
Теперь вы входите в настоящую зону производства — но всё ещё ограничены пределами тонн на фут, особенно при коротких, толстых изгибах.
Обратите внимание на то, чего нет: ни одно из этих чисел не существует само по себе. Листогиб на 50 тонн длиной 8 футов в среднем даёт чуть более 6 тонн на фут при равномерном распределении. Сосредоточьте это усилие на изгибе длиной 2 фута — и получите 25 тонн на фут, что находится прямо в зоне осторожности, которую многие операторы соблюдают, чтобы защитить станину и ползун.
Предупреждение о ящике для отходов: Новички предполагают, что листогиб на 50 тонн значит “я могу приложить 50 тонн куда угодно”. На самом деле короткие изгибы концентрируют усилие и могут превышать безопасные пределы тонн на фут, даже если общая тоннажность выглядит нормально. Так машины в тесных мастерских получают постоянные «улыбки» на станине.
Теперь вы можете рассчитать общее требуемое усилие. Вы видите, как ширина матрицы и метод его изменяют. Но один вопрос всё ещё остаётся:
Если ваш требуемый тоннаж на бумаге в порядке, что произойдёт, когда это усилие сосредоточено всего на нескольких дюймах станины?
Представьте два изгиба.
Первый: 20 тонн, проходящие через кронштейн 300 мм в центре станины. Второй: те же 20 тонн, распределённые по всей панели 1500 мм.
На бумаге оба “в пределах мощности”. В стали это совершенно разные события.
Рамы листогибов рассчитываются исходя из того, что усилие распределено примерно на 60% или более по длине стола. Так производители получают паспортную тоннажность. Короткие гибы нарушают это предположение. Сконцентрируйте 20 тонн на 300 мм — и ваш показатель тонн на фут резко возрастёт. Пуансон и стол не ощущают “всего 20 тонн”. Они ощущают интенсивность напряжения — силу, делённую на активную длину — и именно это вызывает прогиб.
Но вот нюанс, который новички упускают в тесной мастерской: растягивание стола без увеличения общей тоннажности снижает доступную плотность тоннажности. Машина выглядит больше. На самом деле она становится слабее там, где это важно.
Это парадокс.
Это как купить пикап с тем же двигателем, но гораздо более длинной базой и мягкой рамой. В брошюре всё ещё указана та же мощность, но прицепите тяжёлый трейлер — и управление становится вялым, потому что конструкция распределяет эту мощность на слишком большую длину. Мощность не изменилась. Изменилась полезная способность к буксировке.
Предупреждение “Корзина для металлолома”: Я видел, как новички гонятся за «длинный стол = больше возможностей», а потом застревают, пытаясь согнуть короткие толстые кронштейны, потому что их 20 тонн на 1500 мм дают в среднем едва 4 тонны на фут. Сталь не заботится о том, насколько впечатляюще выглядит площадь в тесной мастерской. Она поддаётся только тогда, когда местная сила достаточно высока.
Так где же проходит реальная граница для домашней установки?
Представьте листогиб на 20 тонн в двух версиях: одна с рабочей шириной 300 мм, другая растянута до 1500 мм. Те же цилиндры. Тот же насос. Та же тоннажность в 20 тонн.
Гнём 3‑мм мягкую сталь, воздушный гиб, подходящая матрица. На 300 мм вам может понадобиться лишь часть общей мощности. Машина может приложить значимые тонны на фут. На 1500 мм тот же материал может потребовать усилия, которое машина просто не сможет равномерно распределить. Вы остановитесь, не достигнув угла.
Двадцать тонн на 300 мм — это совсем другое, чем двадцать тонн на 1000 мм — сталь интересует только сила на миллиметр.
Теперь подумайте о коротких гибах на длинной машине. Предположим, вы загружаете кронштейн 200 мм по центру и давите почти на полные 20 тонн. Вы только что создали событие высокой локальной плотности. Производители предупреждают, что экстремальные концентрации — например, 80 тонн на 200 мм на крупных промышленных листогибах — могут навсегда деформировать стол, даже если общая тоннажность ниже паспортной. Почему? Потому что расчёты предполагают широкое распределение, а не удар пуансона по крошечной зоне.
В тесной мастерской это значит, что оба крайних случая опасны:
Предупреждение “Корзина для металлолома”: Покупка версии на 1500 мм «на всякий случай» без увеличения тоннажности — это способ для новичков оказаться неспособными согнуть кронштейны 1/4″, которые они считали лёгкими — или, что хуже, они повышают давление на коротких деталях и тихо деформируют раму.
Так что же на самом деле выходит из строя, когда 20 тонн работают на 300 мм, но «задыхаются» на 1000 мм?
Давайте сведём это к цифрам.
Предположим максимум 20 тонн. На 1000 мм (примерно 3,3 фута) это в среднем около 6 тонн на фут при полном распределении. На 300 мм (примерно 1 фут) вы можете приложить почти 20 тонн на фут — если конструкция это выдержит.
Это радикально разные условия напряжения.
В спецификации указано “возможность обработки ¼ дюйма”. Но опытные операторы часто ограничивают нагрузку примерно до 25 тонн на фут на коротких участках, чтобы избежать повреждения станины и ползуна. Это ограничение — не суеверие, а законы структурной механики. Ползун ведёт себя как балка. Прогиб балки увеличивается с нагрузкой и пролётом. Распределите ту же нагрузку на большую активную длину — и вы снизите локальное напряжение изгиба, но также уменьшите давление на дюйм, необходимое для преодоления предела прочности материала.
На практике короткие изгибы концентрируют усилие и могут превышать безопасные пределы тонн на фут, даже если общая тоннажность выглядит допустимой.
Теперь добавим материал. Гибка мягкой стали толщиной 3 мм на длине 2000 мм может потребовать около 50 тонн. Нержавейка той же толщины может резко увеличить потребность в силе, так как прочность на растяжение выше. Алюминий — наоборот, снизит её. Одна плотность не предсказывает успех — она взаимодействует с прочностью материала и шириной матрицы — но без достаточных тонн на фут ни один из этих материалов не прогнётся чисто. Вы либо недогнёте, либо застрянете.
Представьте это как буксировку: 20 тонн — это мощность вашего двигателя. Длина гибки — это длина прицепа, распределяющая тягу. Удлините прицеп без увеличения мощности — и вы не сможете преодолеть сопротивление на подъёмах. Укоротите — и тот же двигатель кажется мощным, пока вы не прицепите маленькое, но тяжёлое дышло, перегружающее точку сцепки.
Предупреждение «Корзина для брака»: новички в тесных цехах часто правильно рассчитывают общую тоннажность, но игнорируют, может ли их машина обеспечить эту силу на фут по всей длине предполагаемого изгиба. Результат очевиден — нестабильные углы, гидравлическое напряжение или пресс, который просто останавливается в середине хода.
Так что даже если вы правильно рассчитали тоннаж и длину, вас ждёт ещё одна ловушка — совпадёт ли ваш инструмент с этой геометрией?
Уменьшите станину ради большей плотности — и геометрия начнёт мешать вам.
Стандартный инструмент для листогибов предполагает определённый просвет (вертикальное отверстие), глубину зева и ширину зажима. Машина с микро-станиной и ограниченным просветом может физически не позволить установить более высокие пуансоны или более широкие V-матрицы, необходимые для толстого материала. Вы решили проблему плотности тоннажа. Теперь инструмент не встаёт.
Хуже того, короткие станины часто означают меньше точек опоры. Прогиб инструмента увеличивается, если система зажима недостаточно жёсткая. Это изменяет фактическое отверстие матрицы под нагрузкой, что меняет требуемую тоннажность в середине хода. Помните, как переход от V-матрицы 2″ к 3″ изменил силу с 197 тонн до 139 тонн на 10 футов? Геометрия матрицы тихо переписывает ваше уравнение силы. Если ваша компактная машина ограничивает выбор матриц, она ограничивает реальную мощность, независимо от заявленных тонн.
Предупреждение “Корзина для брака”: я видел, как новички покупали короткий, высокотоннажный листогиб для тесного цеха, а потом обнаруживали, что их задуманный пуансон с гусиной шеей не проходит в раму — и они переходили на более узкую матрицу, чтобы «заставить работать», при этом неосознанно удваивая потребность в тоннах на фут.
Дополнительная длина кажется гибкостью. На практике, без соответствия тоннажа и структурной жёсткости, она размывает саму силу, которая заставляет сталь двигаться.
И как только вы принимаете, что плотность — а не просто общая тоннажность или размер станины — определяет, согнёт ли пресс или застопорится, следующий вопрос становится очевидным:
Как система привода машины фактически создаёт и контролирует эту силу под нагрузкой?
Представьте 40-тонный гидравлический листогиб в тесном цеху. Вы нажимаете педаль. Двигатель включается с жёстким электрическим ударом, насос раскручивается, масло нагнетается, и ползун начинает опускаться. Эта сила идёт не от вращающегося винта или редуктора. Это масло, удерживаемое под давлением, умножающее входную мощность двигателя через площадь поршня.
Теперь представьте 40-тонную сервоэлектрическую машину. Без масла. Без циклов насоса. Серводвигатель вращает шариковый винт, превращая вращение в линейную силу ползуна. Крутящий момент напрямую превращается в тягу через механическую передачу.
Одинаковая паспортная тоннажность. Два совершенно разных способа создания и контроля силы.
Гидравлика создаёт силу через давление на площадь. Увеличьте давление — увеличите тоннаж. Ползун не заботится, как быстро насос достиг давления — как только оно набрано, он может удерживать его, даже в нижней точке хода. Это важно, когда вы боретесь с упругим возвратом в толстой стали. Сервоэлектрика создаёт силу из крутящего момента двигателя. Крутящий момент достигает пика в пределах заданных лимитов. Когда контроллер сообщает, что вы на максимальном моменте — это всё. Нет возможности “нажать чуть сильнее”.”
Здесь плотность тоннажа встречается с реальностью. Вы уже знаете, что 20 тонн, распределённые тонко, бесполезны. Теперь добавьте это: если ваша система привода не может удерживать пиковую силу под нагрузкой — а не просто заявлять её — плотность на практике рушится.
Тормоз, который не может выдать свою номинальную тоннажность на вашем электрическом щите, — это просто дорогая мебель для мастерской.
Так какой привод действительно выдерживает тесную мастерскую?
Типичный 40‑тонный гидравлический тормоз может использовать двигатель мощностью 5–7,5 л.с. На 240 В однофазного питания — что есть у большинства гаражей — этот двигатель может на долю секунды при запуске потреблять в 3–5 раз больше рабочего тока. Если рабочий ток около 20–30 ампер, то при запуске он может подскочить значительно выше.
Если ваш щит рассчитан всего на 60 ампер на всю мастерскую, включая свет, компрессор и обогреватель, то этот пусковой ток имеет значение.
Гидравлические системы похожи на запуск гружёного эвакуатора с места. Двигателю нужен глоток топлива, чтобы преодолеть инерцию. Когда он тронется, потребление стабилизируется. Но этот начальный удар может выбить автоматы, если проводка слабая или общая.
Предупреждение «Корзина для металлолома»: Я видел, как новички в тесной мастерской покупали дешёвый подержанный гидравлический тормоз, подключали его к заниженному субщитку, а потом удивлялись, почему автомат выбивает каждые три цикла. Они обвиняли станок. Проблема была в электрической основе.
А вот поворот, который новички упускают. После запуска гидравлика не всегда потребляет полную мощность постоянно. Насос циклирует. Давление нарастает. Двигатель может работать вхолостую или разгружаться между гибами. Суточное энергопотребление может быть выше, чем у электрических систем, но пиковая постоянная нагрузка на тонну может в некоторых конфигурациях быть в пользу гидравлики, потому что сила создаётся гидравлическим множителем, а не постоянным высоким крутящим моментом двигателя.
Если ваше электроснабжение скромное, но стабильное, правильно подобранная гидравлика с плавным пуском или фазным преобразователем может работать без проблем. Если ваш щит уже на пределе, никакая система привода вас не спасёт.
Так значит, сервопривод полностью избегает проблемы пускового тока?
Встаньте рядом с сервоприводным тормозом в середине цикла. Он тихий. Нет воя насоса. Ползун движется с хирургической точностью. Производители заявляют точность позиционирования на уровне микрон — примерно 1 микрон против примерно 10 микрон у гидравлики. Время цикла может быть на 30 % быстрее, потому что нет задержки от сжимаемости масла.
В производственных мастерских, гнущих тонкий нержавеющий лист весь день, эта точность окупается.
Но взгляните на кривые силы. Сервоприводы зависят от пределов крутящего момента двигателя. Когда вы приближаетесь к максимальной мощности — особенно на более толстой мягкой стали — контроллер ограничивает выход, чтобы защитить двигатель и винт. Вы не получаете гидравлический эквивалент “ползучего давления”, удерживающего упор на упрямый материал.
Некоторые отраслевые сравнения отмечают, что электрические системы могут потреблять меньше энергии в день, но требуют более высокой мгновенной электрической нагрузки относительно производимой тоннажности, потому что вся сила проходит напрямую через двигатель. В гараже это означает, что ваша проводка должна легко выдерживать пиковую нагрузку двигателя при тяжёлых гибах — а не только среднее потребление.
А когда электроника выходит из строя, вы не будете в тесной мастерской перебирать уплотнение. Вы будете ждать фирменную плату привода.
Предупреждение “Корзина для металлолома”: новички видят “низкое обслуживание” и думают «низкий риск». Гидравлика требует масла и уплотнений. Сервоприводы требуют специализированных электронных деталей. В домашней мастерской ожидание несколько недель для модуля управления бьёт больнее, чем вытирание гидравлической жидкости.
Вот настоящий переворот: пользователи гаражей часто гнут время от времени толстые кронштейны, а не тысячи тонких панелей за смену. Гидравлика доминирует в долговечности грубой силы. Сервоприводы блестят в повторяющейся точности. Если ваша работа нерегулярная, но иногда тяжёлая, “премиум” может дать вам чистоту и скорость — но не выживаемость.
Подумайте об этом как о буксировке на высокооборотистом спортивном SUV против дизельного рабочего грузовика. SUV ощущается утончённым и быстрым. Дизель не замечает подъёма.
Какой бы вы предпочли, когда нагрузка непредсказуема?
Теперь перейдём к ручным настольным гибочным станкам. Без мотора. Без насоса. Только механический рычаг — часто через винтовой или листовой механизм.
Представьте, что вы пытаетесь согнуть 1/4‑дюймовую мягкую сталь шириной 300 мм вручную. Даже если рама заявляет “эквивалент 20 тонн”, этот рейтинг предполагает идеальный рычаг и короткие участки. Ваше тело становится мотором. Человеческий ресурс ограничен. Стабильность хуже.
По мере увеличения толщины требуемая тоннажность растёт быстро — не линейно, а примерно пропорционально квадрату толщины при воздушном гибе. Удвоите толщину — и требуемая сила резко возрастёт. Ваши руки не удваивают силу, чтобы соответствовать.
Предупреждение о корзине для металлолома: Я видел новичков в тесной мастерской, которые покупали ручной гибочный станок с заявленной “возможностью 3 мм”, а потом обнаруживали, что этот рейтинг предполагает мягкую сталь, короткую длину и свежий инструмент. Они пытаются согнуть нержавейку или чуть более длинный изгиб — и ручка просто перестаёт двигаться. Это не техника. Это физика.
Ручные системы могут работать с тонким алюминием, лёгкой сталью, короткими отбортовками. За пределами этого вы боретесь и с пределом текучести материала, и с собственной биомеханикой. Нет резервной мощности, чтобы преодолеть упругий возврат на более толстом материале. Когда потребность в плотности усилия возрастает, машина — или вы — останавливаетесь.
Итак, вот иерархия в условиях реального гаража:
Гидравлический: электрически требовательный при запуске, механически терпимый при пиковых нагрузках. Сервоэлектрический: электрически чище в ежедневной работе, электронно хрупкий на границе возможностей. Ручной: электрически незаметный, физически ограниченный.
Все три могут рекламировать одинаковую тоннажность. Только один или два реально смогут обеспечить эту плотность тоннажа в вашей тесной мастерской, на вашей проводке, с материалами, которые вы в итоге попробуете, когда появится уверенность.
И как только вы выберете привод, который действительно выдаёт силу, возникает ещё один вопрос — даже если машина может достаточно сильно давить, позволят ли её физические зазоры согнуть формы, которые вы задумали?
Предположим, вы сделали всё правильно. Вы выбрали приводную систему, которая реально может выдавать и удерживать тоннаж, который требует ваш расчёт в тесной мастерской.
Теперь неприятный вопрос: сможет ли деталь вообще поместиться в машину?
В спецификациях указано “возможность ¼ дюйма”. Хвастается 40 тоннами, 60 тоннами, может быть больше. Но нигде в рекламном буклете не написано крупно: “Высота открытия: 14 дюймов” или “Ход: 4 дюйма” или “Глубина зева: 8 дюймов”. Эти цифры выглядят скучно. Но это не так.
Ход — это насколько физически перемещается ползун. Просвет — это максимальное открытие между пуансоном и столом, когда ползун полностью поднят. Глубина зева — это насколько можно протолкнуть деталь спереди, прежде чем она упрётся в раму. Если хотя бы один из этих параметров слишком мал, ваша тоннажность становится теоретической.
Это как иметь грузовик, рассчитанный на буксировку 12 000 фунтов, но с короткой базой, который начинает вилять, как только вы прицепите длинный прицеп — двигатель не является ограничением, ограничивает геометрия.
Предупреждение о корзине для металлолома: Я видел, как новички в тесной мастерской покупали компактный 50‑тонный гибочный станок, который вполне мог согнуть их кронштейны толщиной 3/16 — а потом обнаруживали, что их коробка высотой 10 дюймов физически не проходила по высоте открытия после установки пуансона и матрицы. У них была сила. У них была сталь. У них не было пространства.
А пространство — не опция.
Вот тут начинается хитрость.
Вам нужна не просто высота просвета, равная готовой высоте вашей детали. Вам нужен просвет для матрицы, пуансона, толщины материала и дуги, по которой отгиб перемещается при изгибе.
Представьте простую боковую стенку коробки высотой 8 дюймов. Звучит просто. Теперь добавьте V‑образную матрицу высотой 3 дюйма, держатель пуансона высотой 4 дюйма и учтите, что при изгибе этот 8‑дюймовый отгиб вращается вверх по большой дуге, прежде чем остановиться на 90 градусах. Внезапно требуемая открытая высота — это уже не 8 дюймов. Она может быть 14 или 16.
Если ваш ход короткий, вы даже не сможете поднять достаточно высоко, чтобы извлечь деталь между изгибами. Если просвет ограничен, вас вынуждают использовать меньшие матрицы, чтобы уместить весь комплект инструмента. А меньшие матрицы резко увеличивают потребность в тоннаже — тот же материал, та же длина, но совершенно разные усилия.
Вы загнали себя в угол.
Предупреждение “Корзина брака”: распространённая ошибка новичков в тесной мастерской — покупка компактного пресса с ограниченным просветом, а затем компенсация за счёт выбора более узкой V‑образной матрицы, чтобы всё «влезло». Более узкая матрица резко повышает требуемый тоннаж. Машина останавливается или, что хуже, вы перегружаете раму, которая никогда не была рассчитана на такую плотность усилия на коротком участке. Деталь не становится дешевле. Ошибка не прощает.
Глубина зева добавляет ещё один слой. Допустим, вы гнёте панель длиной 24 дюйма, но линия изгиба находится в 10 дюймах от края. Если глубина зева — 8 дюймов, рама блокирует работу. У вас есть весь тоннаж в мире — и никуда поставить сталь.
Это та часть, которую новички никогда не прорисовывают перед покупкой.
Допустим, деталь помещается. Едва.
Теперь вы работаете почти на максимальном просвете, почти на максимальном ходе, почти на предельной плотности тоннажа — всё одновременно. На бумаге вы в пределах допустимого. На практике короткие изгибы концентрируют усилие и могут превышать безопасные пределы тонн на фут, даже если общий тоннаж выглядит приемлемо.
Компактные рамы прогибаются сильнее. Это физика, а не мнение. Более короткие боковые стойки и более лёгкие столы — способ производителей уменьшить габариты и цену для покупателей в гараже. Но когда вы загружаете 70 или 80 тонн в короткий 8‑дюймовый участок, прогиб распределяется неравномерно по столу. Он локализуется.
Ползун выгибается. Стол прогибается. Ваши 90 градусов превращаются в 88 в центре и 92 на краях.
И вы пытаетесь исправить это прокладками и догадками.
Предупреждение “Корзина брака”: я видел, как операторы в тесной мастерской считали, что несоответствие углов — это «вариация материала», увеличивали давление для компенсации и навсегда деформировали стол на небольшом прессе. Машина всё ещё движется. Она просто никогда больше не будет ровной. Это дорогостоящий урок о жёсткости рамы.
Вспомните буксировку. Мощность двигателя заставляет груз двигаться. Колёсная база и жёсткость рамы удерживают его прямо на скорости. Короткий, лёгкий грузовик технически может потянуть прицеп — один раз. Повторяющееся напряжение раскрывает правду.
Ход, просвет, глубина зева — это не дополнительные характеристики. Они определяют, сможете ли вы применять свою труднодобытую плотность тоннажа чисто, повторяемо и без деформации самой машины.
И вот вы уже жонглируете усилием, длиной, надёжностью привода, выбором матрицы, открытой высотой и жёсткостью рамы.
Как превратить этот хаос в решение о покупке, которое не будет преследовать вашу тесную мастерскую через два года?
У вас есть приводная система, которая действительно может обеспечить усилие в тесной мастерской. Отлично.
А вот настоящий вопрос: когда сталь лежит на штампе, позволят ли длина, рама и зазоры станка приложить усилие там, где это нужно — или вы будете бороться с геометрией?
Большинство новичков листают объявления так, словно покупают холодильник. Ширина. Высота. Габариты. “Влезет ли он к стене?”
Это неправильно.
В спецификации написано “толщина ¼ дюйма”. Может даже быть указано 40 или 60 тонн. Но опытные операторы часто ограничивают нагрузку примерно 25 тоннами на фут при коротких участках, чтобы не повредить стол и ползун. На практике короткие гибы концентрируют усилие и могут превысить безопасные пределы тонн-на-фут, даже если общая тоннажность выглядит допустимой.
Так что начинать нужно не со станков. Начинать нужно с деталей.
Потому что плотность тоннажа — усилие, делённое на длину гиба — определяет, согнёт ли ваш пресс-тормоз сталь или просто остановится. И эта величина зависит от самой толстой детали и самой длинной линии гиба, а не от габаритов корпуса.
Какая первая строка в спецификации на самом деле важна?
Выберите максимальную толщину материала, которую реально планируете гнуть в своей мастерской. Не тот материал, с которым хотели бы поэкспериментировать “когда-нибудь”. А тот, что действительно окажется у вас на верстаке в этом году.
Теперь запишите самую длинную прямую линию гиба, которую нужно выполнить с этим материалом.
Эти две цифры и создают вашу исходную плотность тоннажа.
Вот почему это сбивает новичков: усилие гиба растёт пропорционально квадрату толщины. Удвоили толщину — тоннаж увеличивается не вдвое, а примерно вчетверо. Это заложено в стандартные формулы воздушной гибки. Это не секретная математика. Она напечатана в каждой серьёзной таблице тоннажа.
Гипотетический пример: пусть для мягкой стали толщиной 1/8 дюйма и длиной 36 дюймов нужно X тонн. Увеличиваем толщину до 1/4 дюйма при той же длине — и это уже не 2X, а почти 4X. Именно на этом небольшие гаражные прессы-тормоза “захлёбываются”, а владельцы начинают винить «плохую сталь».”
Проблема была не в плохой стали. Проблема была в неверных расчётах.
Теперь вернём фактор геометрии. Если ваш самый длинный гиб — 40 дюймов, то тормоз на 48 дюймов даёт запас. Тормоз на 60 дюймов распределяет тот же тоннаж на большую длину стола, но если рама лёгкая, дополнительный пролёт может означать больше прогиба, если конструкция не масштабирована. Усилие без жёсткости — как буксировать тяжёлый груз длинным, но хлипким прицепом: двигатель, может, и потянет, но рама «расскажет правду» на полпути.
Предупреждение о мусорном баке: в тесной мастерской я видел, как ребята покупали длиннее пресс-тормоз “для универсальности”, а потом пытались гнуть почти максимальный тоннаж на коротком участке в 8 дюймов из толстой плиты. Они не превысили общую заявленную нагрузку. Они превысили безопасные тонны на фут в этом коротком участке и сделали в столе постоянную «улыбку». Станок вроде бы работает. Только уже никогда не гнёт прямо.
Ваш первый фильтр — не марка. А вопрос: какой самый короткий тормоз сможет обеспечить требуемые тонны на фут для моего самого толстого материала и моей самой длинной линии гиба — без приближения к пределу?
Когда знаете эту цифру, список подходящих станков сокращается очень быстро.
Но усилие на бумаге — это не весь счёт. А что насчёт стали, которая фактически касается ползуна?
Новички зацикливаются на тоннаже машины и относятся к оснастке как к аксессуару.
Это наоборот.
Ширина матрицы — V-открытие — напрямую изменяет требуемый тоннаж. Более узкий V означает большую силу. Более широкий V снижает силу, но увеличивает внутренний радиус. Стандартные таблицы уже учитывают это, а коэффициенты для нержавейки публикуются повсюду. Ничего из этого не скрыто. Ловушка — игнорировать это, когда бюджет становится ограниченным.
В условиях ограниченного бюджета обычно приходится выбирать: немного более мощная машина или лучшая оснастка.
Вот суровая правда: жёсткий 40-тонный пресс с правильным комплектом матриц превзойдёт расхлябанный 60-тонный пресс, работающий с дешёвыми матрицами из комплекта. Оснастка контролирует площадь контакта. Площадь контакта контролирует плотность тоннажа на носу пуансона.
Это как буксировка с правильным классом сцепного устройства. Вы же не покупаете грузовик с большим двигателем и не прикручиваете дешёвое сцепное устройство, рассчитанное на половину нагрузки. Точка соединения определяет, как передаётся сила. Здесь то же самое. Радиус пуансона и ширина матрицы определяют, насколько жестко концентрируется эта сила.
Предупреждение «Корзина для брака»: я видел, как новички в условиях ограниченного бюджета покупали компактный пресс с ограниченным просветом, а затем выбирали узкую V-матрицу только для того, чтобы комплект оснастки помещался под открытой высотой. Эта более узкая матрица резко увеличивает потребность в тоннаже. Машина останавливается, они повышают давление — и внезапно оказываются за пределами безопасных тонн на фут на коротком участке. Всё потому, что они пытались сэкономить на оснастке правильной высоты.
Если ваш бюджет фиксирован, купите машину, которая сможет обеспечить рассчитанные тонны на фут — а затем потратьте реальные деньги на ширину матриц, соответствующую вашим основным материалам. Оснастка — это не украшение. Это способ, которым сила действительно входит в сталь.
Итак, вот проверка на прочность.
Мягкая сталь прощает ошибки. Нержавейка — нет.
Стандартные таблицы применяют коэффициент для нержавейки, потому что её предел прочности выше. Опять же, это не секрет. Просто часто игнорируется.
Возьмите самый толстый планируемый материал и самый длинный изгиб. Теперь примените коэффициент для нержавейки к той же ситуации. Не меняйте длину. Не уменьшайте деталь, чтобы цифры выглядели лучше.
Сможет ли выбранный пресс всё ещё обеспечить требуемые тонны на фут, не работая на пределе?
Если ответ — “только если я идеально центрирован, идеально оснащён и идеально подключён”, то эта машина уже слишком мала для условий ограниченного бюджета. Потому что реальные работы — грязные. Материал меняется. Операторы — не роботы. Короткие изгибы происходят возле края. В реальности короткие изгибы концентрируют силу и могут превышать безопасные пределы тонн на фут, даже если общий тоннаж выглядит нормально.
Вот где снова появляется геометрия. Позволяет ли ваш просвет использовать более высокую матрицу, необходимую для толстой нержавейки? Достаточна ли глубина горловины, чтобы разместить большой лист, не ударяясь о раму? Если переход на более широкий V для контроля тоннажа означает, что комплект оснастки больше не помещается, ваша теоретическая мощность исчезает.
Предупреждение “Корзина для брака”: я видел, как мастерские покупали пресс, который «технически» мог гнуть их спецификацию по нержавейке — но только с комбинацией матриц, превышающей доступную открытую высоту. Они либо снижали требования к работе, либо перегружали машину более узкой матрицей. Оба пути стоили денег.
Вот что нужно запомнить: способность — это не самая большая цифра на наклейке. Это пересечение толщины, длины, выбора матрицы и жёсткости рамы, выраженное в безопасных тоннах на фут в условиях реальных зазоров.
Большинство новичков выбирают машину по габаритам, потому что в условиях ограниченного бюджета место кажется дефицитным. Неочевидный ход — определить сначала самый сложный изгиб, а затем выбрать самый короткий и жёсткий пресс, который сможет достичь цели по тоннам на фут с правильной оснасткой и комфортным просветом.
Вы покупаете не машину. Вы покупаете запас прочности.
А запас прочности — это то, что заставляет сталь гнуться, а не ваш пресс.


















