

Bạn có một máy uốn 4 feet được đặt gọn gàng sát tường trong xưởng chật hẹp. Bảng thông số kỹ thuật ghi “khả năng uốn ¼ inch”. Bạn đưa vào một dải thép mềm dày 3mm, kéo cần, và giữa chừng hành trình, cùm ép… dừng lại. Động cơ rên rỉ. Thép thì chẳng quan tâm.
Khoảnh khắc đó không phải là xui rủi. Đó là bài toán bạn chưa từng được học.
Trong một xưởng chật, diện tích sàn rất đắt đỏ. Vì thế người mới thường mua theo cách này: “Tôi có thể đặt được máy uốn lớn nhất nào?” chứ không phải “Khung này thực sự có thể tạo ra bao nhiêu lực trên mỗi inch?”
Tôi đã thấy một máy uốn 200 tấn, dài 10 feet được quảng cáo là “khả năng uốn ¼ inch.” Đúng — với khuôn V rộng 2 inch, cần khoảng 197 tấn để uốn miếng thép mềm đó. Nhưng đổi sang khuôn V chặt hơn, cỡ 1.5 inch để tạo góc uốn sắc hơn, thì cùng tấm thép ấy bỗng đòi khoảng 300 tấn. Cùng máy. Cùng tấm. Khuôn khác. Kết quả hoàn toàn khác.
Đó chính là mật độ lực — lực phân bố trên chiều dài uốn. Nó giống như sự khác biệt giữa một chiếc xe tải có thể kéo 10.000 pound và một chiếc cố kéo khối lượng đó bằng thanh nối dài 20 foot. Mức tải không đổi. Đòn bẩy thì thay đổi.
Cảnh báo từ thùng phế liệu: Mua máy uốn vì “vừa trong gara” mà không kiểm tra số tấn trên mỗi foot có nghĩa là dự án thật đầu tiên của bạn sẽ biến thành bài tập thực hành. Thép không uốn bằng sự lạc quan.
Vậy tại sao nhiều người lại cho rằng “vài milimét” là vùng an toàn?
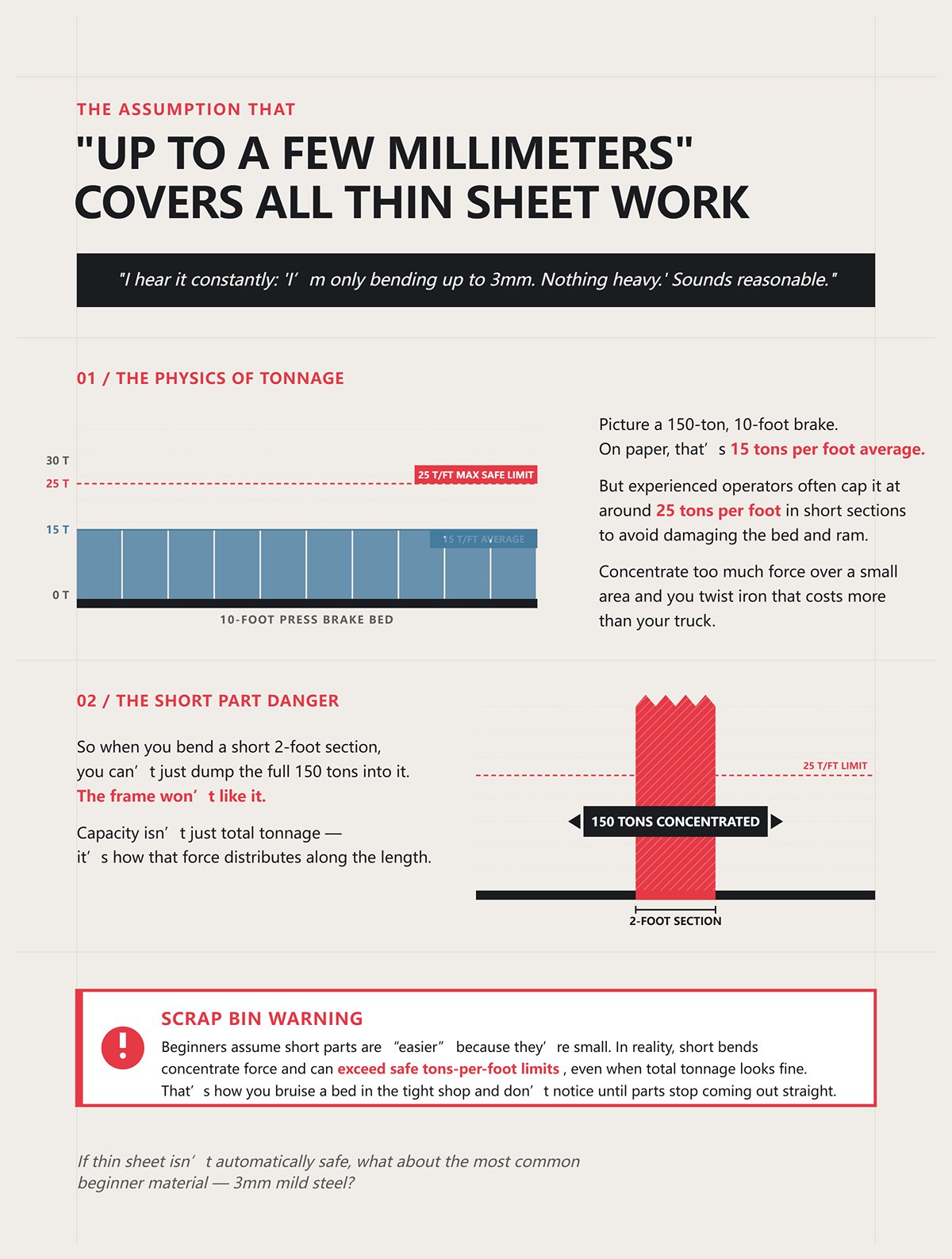
Tôi nghe câu này suốt: “Tôi chỉ uốn tới 3mm thôi. Không có gì nặng cả.” Nghe có vẻ hợp lý.
Giờ hãy hình dung một máy uốn 150 tấn, dài 10 foot. Trên lý thuyết, đó là trung bình 15 tấn mỗi foot. Nhưng thợ vận hành có kinh nghiệm thường giới hạn khoảng 25 tấn mỗi foot ở các đoạn ngắn để tránh làm hư mặt giường và trục ép. Tập trung quá nhiều lực trên một vùng nhỏ, bạn sẽ vặn cong khối sắt trị giá hơn cả chiếc xe tải của mình.
Vì vậy, khi bạn uốn một đoạn ngắn 2 foot, bạn không thể dồn cả 150 tấn vào đó. Khung máy sẽ không chịu nổi. Khả năng tải không chỉ là tổng số tấn — mà là cách lực đó được phân bổ dọc theo chiều dài.
Cảnh báo từ thùng phế liệu: Người mới thường nghĩ rằng chi tiết ngắn “dễ hơn” vì nhỏ. Thực tế, các đoạn uốn ngắn tập trung lực và có thể vượt quá giới hạn tấn mỗi foot an toàn, ngay cả khi tổng số tấn có vẻ ổn. Đó là cách bạn làm hằn mặt giường của máy trong xưởng chật mà không nhận ra cho đến khi các chi tiết bắt đầu cong vênh lệch.
Nếu tôn mỏng không tự động an toàn, vậy còn vật liệu phổ biến nhất cho người mới — thép mềm 3mm — thì sao?
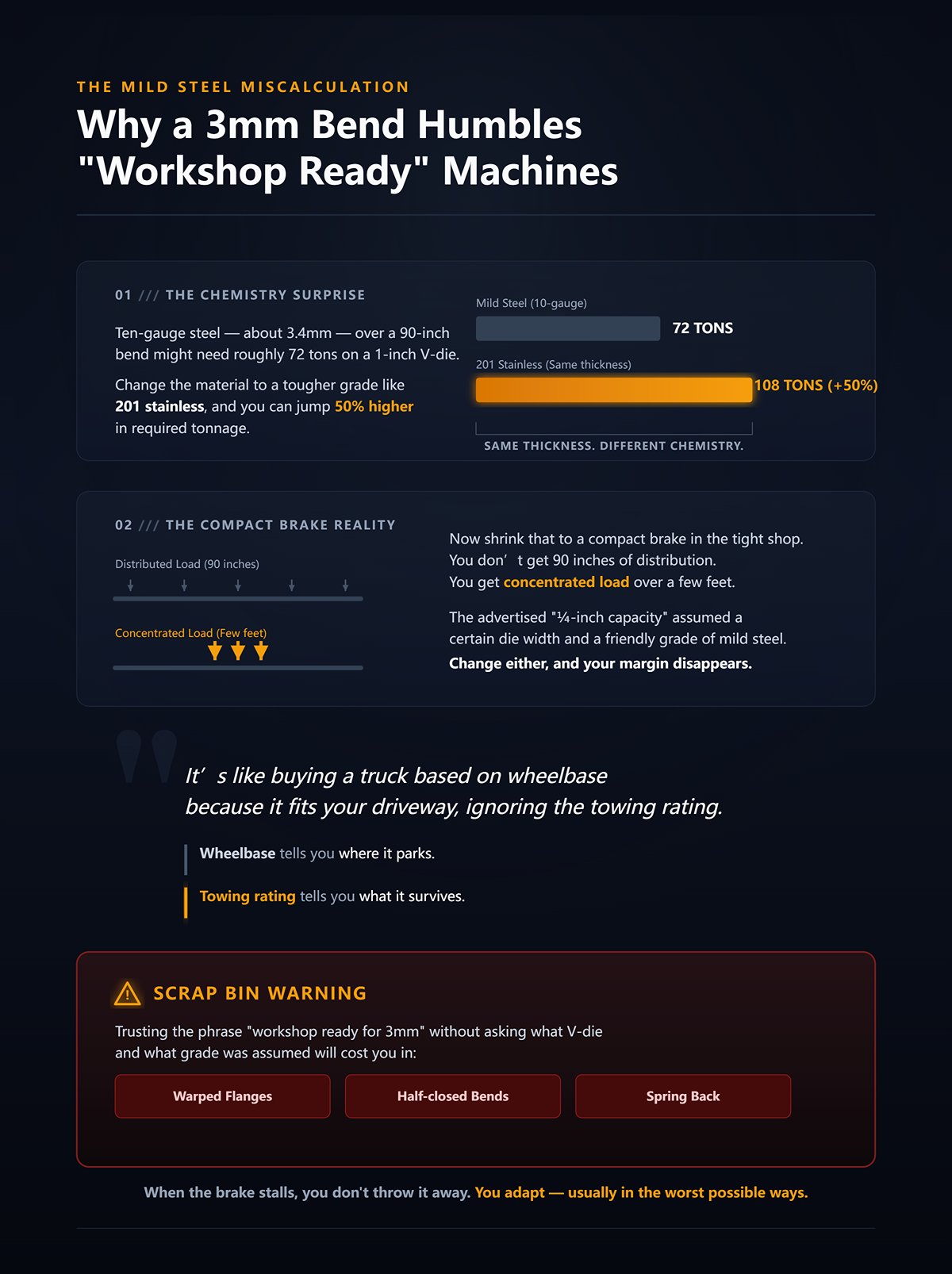
Hãy nói cụ thể. Thép cỡ 10 gauge — khoảng 3,4mm — khi uốn 90 inch trên khuôn V 1 inch có thể cần khoảng 72 tấn với thép mềm. Thay vật liệu thành loại cứng hơn như thép không gỉ 201 và bạn có thể tăng yêu cầu lực thêm khoảng 50‑100%. Cùng độ dày. Hóa học khác. Kết quả khác biệt lớn.
Giờ thu nhỏ lại cho máy uốn nhỏ trong xưởng chật. Bạn không có 90 inch để phân bổ lực. Bạn có tải tập trung chỉ trên vài foot. Cái gọi là “khả năng ¼ inch” trong quảng cáo được tính dựa trên chiều rộng khuôn nhất định và loại thép mềm dễ uốn. Thay đổi một trong hai, và biên độ an toàn biến mất.
Nó giống như mua xe tải chỉ dựa vào chiều dài cơ sở vì phù hợp chỗ đỗ, mà bỏ qua khả năng kéo thực tế. Chiều dài cơ sở cho biết xe đỗ ở đâu. Khả năng kéo cho biết nó sống sót thế nào.
Cảnh báo từ thùng phế liệu: Tin vào cụm từ “sẵn sàng cho xưởng, uốn 3mm” mà không hỏi khuôn V loại nào và loại thép nào được giả định sẽ khiến bạn phải trả giá bằng mép bị cong vênh và các đường uốn đóng không khít, bật ngược rộng hơn bản vẽ.
Khi máy chấn bị kẹt, bạn không vứt nó đi. Bạn thích nghi — thường là theo những cách tệ nhất có thể.

Tôi đã thấy những người mới bắt đầu làm “bump bending” — thực hiện nhiều nhát chấn nông để giả một nhát chấn sâu — bởi vì máy chấn của họ không thể cung cấp lực cần thiết trong một lần. Hoặc họ chuyển sang sử dụng khuôn V rộng hơn chỉ để giảm yêu cầu công suất, chấp nhận hy sinh bán kính bên trong và khả năng kiểm soát kích thước.
Khuôn rộng hơn đúng là làm giảm công suất. Nhưng chúng cũng làm tăng bán kính uốn và thay đổi hình dạng chi tiết. Bạn đã không dự tính điều đó. Máy ép đã ép buộc bạn.
Những người khác cố “ăn gian” bằng cách uốn các đoạn ngắn hơn với công suất tối đa. Đó là cách giường máy bị hỏng — dồn gần mức công suất tối đa lên hai feet của một khung mười feet. Ngay cả máy lớn cũng có thể bị hỏng theo cách này. Mật độ công suất tác động cả hai chiều.
Cảnh báo từ thùng phế liệu: Những giải pháp tạm bợ tưởng chừng khéo léo trong xưởng chật — cho đến khi các chi tiết không còn khớp nhau, dung sai lệch dần, và bạn nhận ra mình đã mua một cái máy quyết định thiết kế của bạn thay vì phục vụ chúng.
Đến giờ sự bực bội đã rõ ràng. Máy chấn không thất bại vì nó nhỏ. Nó thất bại vì bạn đánh giá nó dựa trên diện tích chiếm chỗ thay vì lực trên mỗi inch.
Vậy tính toán thực sự nói bạn cần gì?
Một người mới bước vào xưởng chật với máy chấn 20 tấn, dài 4 feet và hỏi tôi: “Cái này có thể uốn thép mềm 3mm trên hai mét không?”
Hãy tính thử, đừng đoán.
Lấy thép mềm 3mm (khoảng 1/8″). Đặt lên khuôn V 24mm — khoảng 8× độ dày vật liệu, một cấu hình uốn không chạm phổ biến. Trên chiều dài 2000mm (khoảng 6,5 feet), lực uốn tính toán vào khoảng 50 tấn. Thêm khoảng an toàn 20% để không chạy sát giới hạn thủy lực, bạn sẽ cần khoảng 60 tấn.
Đó không phải ý kiến. Đó là mối quan hệ giữa độ dày vật liệu, khe mở khuôn, độ bền kéo và chiều dài uốn đang phát huy tác dụng.
Giờ đổi vật liệu sang inox cùng độ dày. Cùng khuôn. Cùng chiều dài. Bạn sẽ thấy gần 90 tấn. Chuyển sang nhôm thì giảm xuống khoảng trên 30 tấn. Không có gì ở gara của bạn thay đổi. Chỉ có phép tính thay đổi.
Đây là lý do tôi thẳng thắn về mật độ công suất. Công suất không phải là con số khoe mẽ trên bảng thông số — nó là yêu cầu được tính toán dựa trên độ dày, khe mở khuôn, độ bền vật liệu và chiều dài. Nếu bạn không chạy tính toán, máy sẽ dạy bạn theo cách khó chịu.
Cảnh báo thùng phế liệu: Sai lầm đắt nhất mà tôi thấy ở xưởng chật là mua máy chấn 20 hoặc 30 tấn vì “Tôi không uốn gì dày cả,” rồi phát hiện tấm 6 feet điển hình của họ âm thầm cần 50–70 tấn. Chiếc máy đó sẽ không lớn lên cùng bạn. Nó sẽ kẹt ngay trước khách hàng.
Vậy phần nào của phương trình này gây cắn mạnh nhất?
Uốn thép A36 dày 1/4″ trên khuôn V 2″, bạn sẽ cần khoảng 19,7 tấn mỗi foot. Kéo dài ra 10 feet thì tổng cộng là 197 tấn.
Giờ siết khuôn xuống 1,5″. Cùng loại thép. Cùng chiều dài. Lực yêu cầu nhảy lên khoảng 30 tấn mỗi foot — tổng cộng 300 tấn.
Mở khuôn chữ V ra 3″? Bạn sẽ giảm xuống còn khoảng 13,9 tấn mỗi foot — tức 139 tấn.
Một biến số. Biên độ dao động hơn 2×.
Cơ chế như sau: khuôn V hẹp hơn buộc vật liệu phải ôm chặt hơn quanh đầu chày, làm tăng sức cản biến dạng dẻo. Sức cản đó thể hiện trực tiếp thành lực ép cần thiết. Khuôn rộng hơn sẽ làm tăng bán kính uốn, giảm lực cần để làm vật liệu chảy.
Hãy nghĩ đến việc kéo rơ-moóc bằng móc kéo gắn gần trục sau so với gắn ra xa bằng thanh nối dài. Động cơ xe tải không thay đổi, nhưng “đòn bẩy” thì khác — và chính đòn bẩy quyết định bạn có di chuyển được tải hay làm hỏng thứ gì đó.
Bảng thông số ghi “khả năng ¼ inch.” Nhưng không nói là họ giả định mở khuôn bao nhiêu. Thông thường là khoảng 8× độ dày đối với thép mềm, uốn không chạm đáy, toàn chiều dài. Thay đổi điều đó và mức xếp hạng xem như biến mất.
Cảnh báo Thùng Phế Liệu: Người mới trong xưởng chật thường chọn khuôn hẹp hơn để “được góc sắc hơn” mà không tính lại lực ép. Và đó là lý do một máy ép phanh an toàn ở mức 200 tấn bỗng cần đến 300 — và phần trượt, bàn ép hoặc hệ thống thủy lực chịu hậu quả.
Vậy nếu độ rộng khuôn có thể khiến lực cần thiết tăng gấp đôi, thì phương pháp uốn có thay đổi nhiều đến thế không?
Uốn không chạm đáy nghĩa là chày không ép vật liệu hoàn toàn vào đáy chữ V. Góc uốn được kiểm soát bằng độ sâu, không phải bằng việc ép tấm xuống tiếp xúc hoàn toàn. Đó là lý do nó yêu cầu ít lực ép hơn.
Uốn chạm đáy — hoặc nặng hơn là dập coining — ép vật liệu vào thành khuôn để cố định góc bằng cơ học. Lúc này bạn không chỉ thắng sức chảy dẻo; bạn còn làm biến dạng dẻo vùng rộng hơn và “là phẳng” chỗ uốn.
Sự khác biệt về lực không hề nhỏ. Uốn chạm đáy có thể đòi hỏi lực ép gấp 3 đến 5 lần uốn không chạm đáy cho cùng loại vật liệu và độ dày.
Vì thế, tấm thép mềm 3 mm cần khoảng 50 tấn khi uốn không chạm đáy? Nếu uốn chạm đáy, lực ép có thể vượt xa 100 tấn, tùy hình học khuôn.
Và đây là chỗ người mới thường mắc bẫy: họ than phiền về “độ đàn hồi ngược” — vật liệu mở ra sau khi ép — rồi cho rằng giải pháp là “dùng lực mạnh hơn.” Họ đổi phương pháp mà không kiểm tra xem máy trong xưởng chật có thực sự chịu được lực uốn chạm đáy an toàn không.
Giống như đổi từ việc kéo rơ-moóc lăn trơn sang kéo cái bị kẹt phanh. Cùng một chiếc xe tải. Nhưng nhu cầu tải hoàn toàn khác.
Cảnh báo Thùng Phế Liệu: Cố “ép đủ góc 90” bằng cách uốn chạm đáy trên máy chỉ dành cho uốn không chạm đáy là cách khiến đầu chày bị bẹt, khuôn bị xước, và bàn ép bị biến dạng vĩnh viễn — ngay cả khi tổng lực ép vẫn nằm trong giới hạn danh định.
Nếu phương pháp và khuôn đều làm lực biến thiên mạnh như vậy, thì 10, 20, 30 hay 50 tấn thực sự có ý nghĩa gì trong thực tế?
| Chủ đề | Chi tiết |
|---|---|
| Uốn Không Chạm (Air Bending) | Chày không ép vật liệu hoàn toàn vào đáy khuôn chữ V; góc được kiểm soát bởi độ xuyên xuống thay vì tiếp xúc đầy đủ. Cần ít lực hơn. |
| Phương pháp uốn ép chặt | Vật liệu bị ép vào thành khuôn để cố định góc bằng cơ học. Bao gồm biến dạng dẻo trên vùng rộng hơn và làm phẳng chỗ uốn. |
| Dập Ép Sát Khuôn (Coining) | Dạng cực đoan hơn của bottoming; nén hoàn toàn vật liệu vào hình dạng khuôn, đòi hỏi lực cao hơn nữa. |
| Sự khác biệt về lực ép (Tonnage Difference) | Bottoming có thể cần lực ép gấp 3 đến 5 lần so với air bending cho cùng loại vật liệu và độ dày. |
| Ví dụ (Thép mềm 3mm) | ~50 tấn cho air bending; bottoming có thể vượt quá 100 tấn tùy thuộc vào hình dạng khuôn. |
| Sai lầm phổ biến của người mới bắt đầu | Tăng lực để chống lại độ đàn hồi (springback) mà không kiểm tra xem máy có thể chịu được lực ép của bottoming một cách an toàn hay không. |
| So sánh thực tế | Giống như kéo một rơ-moóc có bánh xe tự do lăn (air bending) so với kéo một rơ-moóc bị khóa phanh (bottoming). Cùng một máy, nhưng nhu cầu tải khác biệt đáng kể. |
| Cảnh báo thùng phế liệu | Cố ép góc 90° hoàn hảo bằng bottoming trên máy chỉ được thiết kế cho air bending có thể làm hư đầu đột, trầy khuôn, và gây cong vĩnh viễn cho bàn máy — ngay cả khi lực ép vẫn nằm trong mức danh nghĩa. |
| Câu hỏi then chốt | Nếu phương pháp uốn và lựa chọn khuôn thay đổi đáng kể yêu cầu lực, thì 10, 20, 30 hoặc 50 tấn thực sự có nghĩa gì trong ứng dụng thực tế? |
Hãy đặt vấn đề này trong thực tế xưởng — giả định là air bending, chiều rộng khuôn khoảng gấp 8 lần độ dày, và dùng thép mềm trừ khi có ghi chú khác. Đây chỉ là con số ước lượng, không phải cam kết quảng cáo.
10 tấn
Thép không gỉ ở mức này? Rất hạn chế. Nhôm? Dễ dàng với các cỡ mỏng.
20 tấn
Tấm thép dày 3mm dài 6 foot đầy đủ? Không thể. Thép không gỉ cùng độ dày? Bạn đang tiến gần đến vùng quá tải.
30 tấn
Đây là mức mà nhiều máy uốn “garage” đạt được — có thể thực hiện, nhưng chỉ khi chiều dài được kiểm soát.
50 tấn
Giờ bạn đang bước vào lĩnh vực chế tạo thực thụ — nhưng vẫn bị giới hạn bởi tấn trên mỗi foot, đặc biệt với các đoạn ngắn và uốn dày.
Hãy chú ý điều còn thiếu: không con số nào đứng riêng lẻ. Một máy uốn 50 tấn dài 8 foot chỉ trung bình hơn 6 tấn mỗi foot nếu lực được phân bố đều. Tập trung lực đó vào đoạn uốn 2 foot, bạn sẽ đạt 25 tấn mỗi foot — ngay tại vùng cảnh báo mà nhiều người vận hành tôn trọng để bảo vệ bàn và xi lanh.
Cảnh báo thùng phế liệu: Người mới thường cho rằng máy uốn 50 tấn nghĩa là “tôi có thể dùng 50 tấn ở bất kỳ đâu.” Thực tế, các đoạn uốn ngắn tập trung lực và có thể vượt quá giới hạn tấn‑mỗi‑foot an toàn, dù tổng lực có vẻ ổn. Đó là lý do máy trong xưởng nhỏ lại có những vết “cười vĩnh viễn” trên mặt bàn.
Giờ bạn có thể tính toán tổng lực cần thiết. Bạn sẽ thấy độ rộng khuôn và phương pháp ảnh hưởng như thế nào. Nhưng vẫn còn một câu hỏi chưa được giải đáp:
Nếu lực uốn yêu cầu của bạn đạt chuẩn trên giấy tờ, điều gì xảy ra khi lực đó tập trung chỉ vào vài inch của bàn máy?
Hãy tưởng tượng hai lần uốn.
Thứ nhất: 20 tấn tác dụng lên một giá đỡ 300mm ở giữa bàn. Thứ hai: cùng 20 tấn đó được phân bố trên toàn tấm 1500mm.
Trên lý thuyết, cả hai đều “trong khả năng tải.” Nhưng trong thép, chúng là những tình huống hoàn toàn khác nhau.
Khung máy chấn thủy lực được định mức dựa trên giả định lực được phân bố trên khoảng 60% hoặc hơn của bệ. Đó là cách các nhà sản xuất đưa ra con số tải trên bảng tên. Các uốn ngắn phá vỡ giả định đó. Tập trung 20 tấn vào 300mm và chỉ số tấn trên mỗi foot sẽ tăng vọt. Cột và bệ không cảm thấy “20 tấn tổng cộng.” Chúng cảm nhận cường độ ứng suất — lực chia cho chiều dài hoạt động — và đó là yếu tố gây ra biến dạng.
Nhưng đây là điểm xoắn mà người mới thường bỏ lỡ trong xưởng chật: kéo dài bệ mà không tăng tổng tải làm giảm mật độ tải khả dụng. Máy nhìn có vẻ lớn hơn, nhưng thực tế lại yếu hơn ở nơi quan trọng.
Đó chính là nghịch lý.
Nó giống như mua một chiếc bán tải với cùng động cơ nhưng trục cơ sở dài hơn nhiều và khung mềm hơn. Bảng quảng cáo vẫn ghi cùng mã lực, nhưng khi nối một rơ‑moóc nặng thì khả năng kiểm soát trở nên lỏng lẻo vì kết cấu phân tán sức mạnh đó trên quá nhiều chiều dài. Mã lực không thay đổi. Khả năng kéo thực tế thì giảm.
Cảnh báo thùng phế liệu: Tôi đã thấy người mới chạy theo ý tưởng “bệ dài hơn đồng nghĩa khả năng lớn hơn”, rồi bế tắc khi cố uốn các giá đỡ ngắn, dày vì 20 tấn trên 1500mm chỉ trung bình khoảng 4 tấn mỗi foot. Thép không quan tâm đến việc dấu chân máy trông ấn tượng thế nào trong xưởng chật. Nó chỉ chấp nhận uốn khi lực cục bộ đủ cao.
Vậy ranh giới thực sự cho một thiết lập tại nhà nằm ở đâu?
Hãy tưởng tượng một máy chấn 20 tấn được bán với hai phiên bản: một có bề rộng làm việc 300mm, một kéo dài đến 1500mm. Cùng xi lanh. Cùng bơm. Cùng xếp hạng 20 tấn.
Chạy thép mềm 3mm, uốn trên không, dùng khuôn phù hợp. Trên 300mm, bạn có thể chỉ cần một phần công suất tổng cộng. Máy có thể tạo ra mật độ tấn trên mỗi foot đáng kể. Trên 1500mm, cùng loại vật liệu đó có thể yêu cầu lực mà máy đơn giản không thể phân phối đều. Bạn bị kẹt trước khi đạt được góc.
Hai mươi tấn trên 300mm là một câu chuyện khác hoàn toàn so với hai mươi tấn trên 1000mm — thép chỉ quan tâm đến lực trên mỗi milimét.
Giờ hãy nghĩ về các uốn ngắn trên máy dài. Giả sử bạn đặt một giá đỡ 200mm ở giữa và ép gần hết 20 tấn. Bạn vừa tạo ra một sự kiện mật độ cục bộ cao. Các nhà sản xuất cảnh báo rằng các tập trung cực đoan — như 80 tấn trên 200mm ở các máy chấn công nghiệp lớn hơn — có thể làm biến dạng vĩnh viễn bệ ngay cả khi tổng tải dưới mức ghi trên bảng tên. Vì sao? Bởi vì các mức tải giả định sự phân bố rộng, không phải một cú đấm búa vào một vùng nhỏ.
Trong xưởng chật, điều đó có nghĩa là cả hai cực đều nguy hiểm:
Cảnh báo thùng phế liệu: Mua phiên bản 1500mm “để phòng” mà không tăng tải là cách người mới trở nên không thể uốn giá đỡ 1/4″ mà họ nghĩ là dễ — hoặc tệ hơn, họ tăng áp lực lên các mảnh ngắn và âm thầm làm cong khung.
Vậy điều gì thực sự hỏng khi 20 tấn hoạt động ở 300mm nhưng nghẹt ở 1000mm?
Hãy giản lược nó thành con số.
Giả sử tối đa 20 tấn. Trên 1000mm (khoảng 3,3 foot), điều đó trung bình khoảng 6 tấn mỗi foot nếu phân bố đều. Trên 300mm (khoảng 1 foot), bạn có thể tạo gần 20 tấn mỗi foot — nếu kết cấu chịu được.
Đó là những điều kiện ứng suất hoàn toàn khác nhau.
Bảng thông số ghi “khả năng ¼ inch”. Nhưng những người vận hành giàu kinh nghiệm thường giới hạn khoảng 25 tấn mỗi foot ở các đoạn ngắn để tránh làm hỏng bàn và thanh trượt. Giới hạn đó không phải mê tín; nó là cơ học kết cấu. Thanh trượt hoạt động như một dầm. Độ võng của dầm tăng lên khi tải và chiều dài nhịp tăng. Phân tán cùng một tải trên một chiều dài hoạt động dài hơn sẽ giảm ứng suất uốn cục bộ — nhưng cũng giảm áp lực khả dụng trên mỗi inch để vượt qua giới hạn chảy của vật liệu.
Trong thực tế, các đoạn uốn ngắn tập trung lực và có thể vượt quá giới hạn tấn mỗi foot an toàn, ngay cả khi tổng số tấn có vẻ ổn.
Giờ thêm vật liệu vào đó. Uốn thép nhẹ dày 3mm trên chiều dài 2000mm có thể cần khoảng 50 tấn. Thép không gỉ với cùng độ dày có thể tăng vọt vì giới hạn kéo cao hơn. Nhôm thì giảm thấp hơn. Chỉ dựa vào mật độ không dự đoán được kết quả — nó tương tác với độ bền vật liệu và độ rộng khuôn — nhưng nếu không đủ tấn mỗi foot, không vật liệu nào uốn gọn gàng. Bạn sẽ uốn thiếu hoặc bị dừng.
Hãy hình dung giống như kéo hàng: 20 tấn là công suất động cơ của bạn. Chiều dài uốn là chiều dài xe moóc phân phối lực kéo đó. Kéo xe moóc quá dài mà không tăng thêm công suất động cơ thì bạn không thể vượt qua lực cản lăn khi lên dốc. Rút ngắn lại thì cùng động cơ lại thấy mạnh — cho đến khi bạn móc một đầu moóc nhỏ nhưng siêu nặng khiến điểm nối bị quá tải.
Cảnh báo Thùng Phế Liệu: Người mới trong xưởng hẹp thường tính toán đúng tổng số tấn, sau đó bỏ qua việc máy của họ có thể cung cấp lực đó mỗi foot trên chiều dài uốn dự kiến hay không. Kết quả thì không tinh tế — góc uốn không đều, thủy lực căng, hoặc máy ép dừng giữa chừng.
Vì vậy, ngay cả khi bạn tính đúng tấn và chiều dài, vẫn còn một cái bẫy khác — dụng cụ của bạn có phù hợp với hình dạng này không?
Thu nhỏ bàn để chạy theo mật độ cao hơn, và hình học bắt đầu chống lại bạn.
Dụng cụ máy ép tiêu chuẩn giả định khoảng sáng (khoảng mở đứng), độ sâu họng và chiều rộng kẹp nhất định. Máy bàn siêu ngắn với khoảng sáng hạn chế có thể ngăn bạn lắp các đột tiêu cao hơn hoặc khuôn V rộng hơn cần cho vật liệu dày. Bạn đã giải quyết mật độ tấn. Giờ dụng cụ lại không vào được.
Tệ hơn, bàn ngắn hơn thường có ít điểm hỗ trợ hơn. Độ võng của dụng cụ tăng lên nếu hệ thống kẹp không cứng. Điều đó thay đổi kích thước mở của khuôn dưới tải, và thay đổi lượng tấn cần giữa hành trình. Nhớ khi chuyển từ khuôn V 2″ sang 3″ đã làm lực từ 197 tấn xuống còn 139 tấn trên 10 feet? Hình học khuôn âm thầm viết lại phương trình lực của bạn. Nếu máy nhỏ gọn giới hạn lựa chọn khuôn, nó giới hạn công suất thực bất kể thông số tấn chính.
Cảnh báo Thùng Phế Liệu: Tôi đã thấy người mới mua máy ép ngắn, tấn cao cho xưởng hẹp, rồi mới biết đột tiêu gooseneck họ định dùng không lọt khung — nên họ đổi sang khuôn hẹp hơn để “cho vừa” và vô tình tăng gấp đôi nhu cầu tấn mỗi foot.
Dung lượng chiều dài lớn hơn nghe có vẻ linh hoạt. Trong thực tế, nếu không khớp tấn và độ cứng kết cấu, nó làm loãng lực vốn khiến thép di chuyển.
Và khi bạn chấp nhận rằng mật độ — không chỉ tổng tấn hay kích thước bàn — quyết định liệu máy ép có uốn được hay sẽ bị kẹt, câu hỏi tiếp theo trở nên rõ ràng:
Hệ thống truyền động của máy thực sự tạo và kiểm soát lực dưới tải như thế nào?
Hãy hình dung một máy ép thủy lực 40 tấn trong xưởng hẹp. Bạn nhấn bàn đạp chân. Động cơ khởi động với cú giật điện mạnh, bơm quay lên, dầu được nén áp lực, và thanh trượt bắt đầu đi xuống. Lực đó không đến từ trục vít quay hay hộp số. Nó là dầu bị kẹt dưới áp suất, nhân đầu vào của động cơ qua diện tích piston.
Giờ hình dung một máy ép servo-điện 40 tấn. Không dầu. Không bơm tuần hoàn. Một động cơ servo quay trục vít bi, chuyển động quay thành lực thẳng của thanh trượt. Mô-men xoắn trở thành lực đẩy trực tiếp qua chuyển đổi cơ học.
Cùng thông số tấn trên nhãn. Hai cách hoàn toàn khác nhau để tạo và kiểm soát lực.
Hệ thủy lực tạo lực bằng áp suất trên diện tích. Tăng áp suất, tăng tấn. Thanh trượt không quan tâm bơm đạt áp suất nhanh hay chậm — một khi áp suất đã tạo, nó có thể giữ ổn định, ngay cả ở cuối hành trình. Điều đó quan trọng khi bạn chống lại hiện tượng đàn hồi ngược trong thép dày. Servo-điện tạo lực từ mô-men xoắn của động cơ. Mô-men xoắn đạt đỉnh trong giới hạn xác định. Khi bộ điều khiển báo bạn ở mức mô-men tối đa, đó là hết. Không có chuyện “ấn thêm chút nữa.”
Đây là nơi mật độ tải trọng gặp thực tế. Bạn đã biết rằng 20 tấn trải mỏng thì vô dụng. Giờ thêm điều này: nếu hệ thống dẫn động của bạn không thể duy trì lực đỉnh khi chịu tải — không chỉ quảng cáo — thì mật độ sẽ sụp đổ trong thực tế.
Một chiếc phanh không thể cung cấp tải trọng định mức trên bảng điện của bạn chỉ là món nội thất xưởng đắt đỏ.
Vậy hệ dẫn động nào thực sự sống sót trong xưởng chật hẹp?
Một chiếc phanh thủy lực 40 tấn điển hình có thể sử dụng động cơ 5 đến 7,5 mã lực. Ở 240V pha đơn — thứ mà hầu hết các gara có — động cơ đó có thể hút lượng dòng điện gấp 3–5 lần dòng chạy bình thường trong chốc lát khi khởi động. Nếu dòng chạy khoảng 20–30 ampe, dòng khởi động có thể tăng vọt cao hơn nhiều.
Nếu bảng điện của bạn chỉ 60 ampe tổng cho cả xưởng, bao gồm đèn, máy nén khí và máy sưởi, thì cú tăng dòng khởi động sẽ quan trọng.
Hệ thống thủy lực giống như khởi động một xe kéo nặng từ trạng thái đứng yên. Động cơ cần một ngụm nhiên liệu để vượt qua quán tính. Khi đã lăn bánh, nó ổn định. Nhưng cú đánh ban đầu có thể làm nảy cầu dao nếu hệ thống dây của bạn yếu hoặc dùng chung.
Cảnh báo Thùng Phế Liệu: Tôi đã từng thấy người mới trong xưởng chật hẹp mua một chiếc phanh thủy lực cũ giá rẻ, nối vào bảng điện phụ quá nhỏ, rồi thắc mắc vì sao cầu dao nhảy mỗi ba chu kỳ. Họ đổ lỗi cho máy móc. Vấn đề nằm ở nền tảng điện.
Đây là điểm xoắn mà người mới hay bỏ qua. Khi đã chạy, thủy lực không phải lúc nào cũng tiêu thụ toàn bộ công suất liên tục. Bơm chu kỳ. Áp suất tăng. Động cơ có thể chạy không tải hoặc giảm tải giữa các lần uốn. Mức tiêu thụ năng lượng hàng ngày có thể cao hơn tổng thể so với hệ thống điện, nhưng mức tiêu thụ điện liên tục tối đa trên mỗi tấn lực cung cấp có thể lại ưu tiên cho thủy lực trong một số cấu hình vì lực đến từ sự nhân lực của thủy lực, không phải mô-men động cơ cao liên tục.
Nếu dịch vụ điện của bạn vừa phải nhưng ổn định, một bộ thủy lực được kích thước đúng cách kèm khởi động mềm hoặc bộ chuyển pha có thể hoạt động tốt. Nếu bảng điện của bạn đã đầy tải, không hệ dẫn động nào cứu được bạn.
Vậy điều đó có nghĩa là servo‑điện tránh hoàn toàn vấn đề tăng dòng không?
Đứng bên cạnh một chiếc phanh servo‑điện khi đang chu kỳ. Nó yên tĩnh. Không tiếng hú bơm. Chày di chuyển với độ kiểm soát tinh vi. Các nhà sản xuất báo cáo độ chính xác định vị ở mức micron — khoảng 1 micron so với khoảng 10 micron điển hình của thủy lực. Thời gian chu kỳ có thể nhanh hơn 30% vì không có độ trễ do nén dầu.
Trong các xưởng sản xuất uốn inox mỏng cả ngày, độ chính xác đó đem lại lợi ích.
Nhưng hãy xem đường cong lực. Servo‑điện phụ thuộc vào giới hạn mô-men của động cơ. Khi bạn tiến gần công suất tối đa — đặc biệt với thép mềm dày — bộ điều khiển sẽ giới hạn đầu ra để bảo vệ động cơ và trục vít. Bạn không có được “tăng áp suất” kiểu thủy lực để giữ chống lại vật liệu cứng đầu.
Một số so sánh trong ngành ghi nhận rằng hệ thống điện có thể tiêu thụ ít năng lượng tổng mỗi ngày hơn, nhưng lại cần nhu cầu điện tức thời cao hơn so với tải trọng mà chúng tạo ra vì toàn bộ lực đi trực tiếp qua động cơ. Trong gara, điều đó nghĩa là hệ thống dây của bạn phải hỗ trợ thoải mái tải động cơ đỉnh trong các lần uốn nặng — không chỉ mức tiêu thụ trung bình.
Và khi điện tử hỏng, bạn sẽ không sửa được phớt trong xưởng chật hẹp. Bạn phải chờ một bảng điều khiển độc quyền.
Cảnh báo Thùng Phế Liệu: Người mới thấy “bảo trì thấp” và nghĩ “rủi ro thấp”. Thủy lực cần dầu và phớt. Servo‑điện cần linh kiện điện tử chuyên dụng. Trong xưởng tại nhà, việc chờ vài tuần cho một module điều khiển gây khó chịu hơn nhiều so với việc lau dầu thủy lực.
Đây là sự đảo ngược thực sự: người dùng gara thường uốn những giá đỡ dày thỉnh thoảng, không phải hàng nghìn tấm mỏng mỗi ca. Thủy lực vượt trội về độ bền lực thô. Servo‑điện tỏa sáng ở độ chính xác lặp lại. Nếu công việc của bạn không liên tục nhưng đôi khi nặng, “cao cấp” có thể mang lại sự sạch sẽ và tốc độ — không phải khả năng sống sót.
Hãy nghĩ nó như việc kéo bằng một chiếc SUV thể thao tua cao so với một chiếc xe tải diesel làm việc. SUV cảm giác tinh tế và nhanh. Diesel thì không quan tâm đến ngọn đồi.
Bạn muốn sở hữu loại nào khi tải không thể dự đoán trước?
Giờ hãy chuyển xuống các máy bẻ thủ công để bàn. Không động cơ. Không bơm. Chỉ có đòn bẩy cơ học — thường thông qua cơ chế vít hoặc lá.
Hãy tưởng tượng cố gắng uốn thép mềm dày 1/4 inch, rộng 300mm, bằng tay. Ngay cả khi khung máy tuyên bố “tương đương 20 tấn,” mức đánh giá đó giả định đòn bẩy lý tưởng và các đoạn ngắn. Cơ thể bạn trở thành động cơ. Đầu vào của con người bị giới hạn. Độ nhất quán kém hơn.
Khi độ dày tăng, lượng lực cần thiết tăng nhanh — không tuyến tính, mà gần như theo bình phương độ dày trong uốn không khí. Gấp đôi độ dày thì lực yêu cầu tăng vọt. Cánh tay của bạn không tăng gấp đôi sức mạnh để đáp ứng.
Cảnh báo thùng phế liệu: Tôi đã thấy người mới trong xưởng chật mua một máy bẻ thủ công được đánh giá “công suất 3mm,” rồi phát hiện đánh giá đó giả định thép mềm, chiều dài ngắn, và dụng cụ mới. Họ thử uốn thép không gỉ hoặc uốn dài hơn một chút và tay cầm đơn giản là ngừng di chuyển. Đó không phải kỹ thuật. Đó là vật lý.
Hệ thống thủ công có thể hoạt động cho nhôm mỏng, thép nhẹ, gờ ngắn. Ngoài ra, bạn phải chống lại cả độ bền chảy của vật liệu lẫn giới hạn sinh học của chính bạn. Không có năng lực dự phòng để vượt qua độ hồi đàn của vật liệu dày hơn. Khi nhu cầu về mật độ lực tăng đột biến, máy — hoặc bạn — sẽ bị kẹt.
Vậy đây là thứ tự ưu tiên trong điều kiện thực tế của gara:
Thủy lực: tiêu tốn điện nhiều khi khởi động, chịu tải cơ học tốt ở mức tải cao nhất. Servo‑điện: tiêu thụ điện sạch hơn trong vận hành hàng ngày, dễ bị hỏng điện tử khi đạt giới hạn công suất. Thủ công: không tiêu thụ điện, giới hạn về sức lực.
Cả ba có thể quảng cáo cùng lực nén. Chỉ một hoặc hai thực sự có thể đạt mật độ lực đó trong xưởng chật của bạn, với hệ thống điện của bạn, đối với những vật liệu mà bạn sẽ thử khi tự tin hơn.
Và một khi bạn chọn được cơ chế truyền động thật sự cung cấp lực, một câu hỏi khác xuất hiện — ngay cả khi máy có thể đẩy đủ mạnh, liệu khoảng cách vật lý có cho phép bạn uốn được những hình dạng bạn mong muốn?
Giả sử bạn đã làm đúng. Bạn đã chọn hệ thống truyền động có thể thực sự cung cấp và giữ lực nén mà tính toán của bạn yêu cầu trong xưởng chật.
Giờ là câu hỏi khó chịu: liệu chi tiết có thể đặt vừa bên trong máy?
Bảng thông số ghi “công suất 1/4 inch.” Quảng cáo 40 tấn, 60 tấn, thậm chí hơn. Nhưng không chỗ nào trên tờ bán hàng ghi rõ, “Chiều cao mở: 14 inch,” hoặc “Hành trình: 4 inch,” hoặc “Chiều sâu họng: 8 inch.” Những con số này trông có vẻ nhàm chán. Nhưng chúng không hề.
Hành trình là khoảng ram di chuyển thực tế. Độ mở là khoảng tối đa giữa chày và bàn khi ram ở vị trí cao nhất. Chiều sâu họng là khoảng bạn có thể trượt chi tiết vào từ phía trước trước khi chạm khung. Nếu bất kỳ thông số nào quá nhỏ, lực nén của bạn chỉ còn là lý thuyết.
Nó giống như sở hữu một chiếc xe tải được đánh giá có thể kéo 12,000 pound nhưng với chiều dài cơ sở ngắn dễ bị lắc khi kéo rơ-moóc dài — động cơ không phải là giới hạn, mà là hình học.
Cảnh báo thùng phế liệu: Tôi đã thấy người mới trong xưởng chật mua một máy bẻ 50 tấn nhỏ gọn hoàn toàn có thể uốn các giá đỡ dày 3/16 — rồi phát hiện chiếc hộp cao 10 inch của họ không thể lọt qua chiều cao mở sau khi chày và cối được lắp. Họ có lực. Họ có thép. Họ không có không gian.
Và không gian là điều không thể thiếu.
Đây là lúc mọi thứ trở nên tinh vi hơn.
Bạn không chỉ cần khoảng sáng bằng với chiều cao hoàn thiện của chi tiết. Bạn cần khoảng sáng cho khuôn, cho chày, cho độ dày vật liệu, và cho cung tròn mà mép vát xoay qua khi uốn.
Hãy tưởng tượng một vách hộp cao 8 inch đơn giản. Nghe có vẻ dễ xử lý. Giờ thêm vào một khuôn V cao 3 inch, một giá đỡ chày cao 4 inch, và thực tế là trong quá trình uốn, mép vát 8 inch đó xoay lên thành một cung lớn trước khi dừng lại ở góc 90 độ. Đột nhiên chiều cao mở yêu cầu của bạn không còn là 8 inch nữa. Nó có thể là 14 hoặc 16.
Nếu hành trình quá ngắn, bạn thậm chí không thể nâng đủ cao để lấy chi tiết ra giữa các lần uốn. Nếu khoảng sáng quá chật, bạn bị buộc phải dùng khuôn nhỏ hơn chỉ để vừa với bộ dụng cụ. Và các khuôn nhỏ hơn khiến nhu cầu lực tăng vọt — cùng vật liệu, cùng chiều dài, nhưng lực tác động lại khác biệt lớn.
Bạn đã tự giam mình vào một cái hộp.
Cảnh báo Thùng Phế Liệu: Một sai lầm phổ biến của người mới trong xưởng chật là mua một máy ép nhỏ gọn với khoảng sáng hạn chế, rồi bù bằng cách chọn khuôn V hẹp hơn để “mọi thứ vừa vặn”. Khuôn hẹp hơn khiến lực yêu cầu tăng mạnh. Máy bị dừng, hoặc tệ hơn, bạn quá tải khung máy vốn không thiết kế cho mật độ lực đó trên một đoạn ngắn. Chi tiết không vì thế mà rẻ hơn. Sai lầm đó thì không tha thứ cho bạn.
Độ sâu họng máy thêm một yếu tố khác. Giả sử bạn đang uốn một tấm dài 24 inch nhưng đường uốn cách mép 10 inch. Nếu độ sâu họng là 8 inch, khung máy sẽ cản trở công việc. Bạn có đủ lực nén trên lý thuyết — nhưng chẳng có chỗ để đặt tấm thép.
Đây là phần mà người mới không bao giờ phác thảo trước khi mua máy.
Giả sử chi tiết vừa khít. Hầu như không dư.
Lúc này bạn đang hoạt động gần mức tối đa về khoảng sáng, hành trình, và mật độ lực danh định — tất cả cùng một lúc. Trên giấy tờ, bạn vẫn nằm trong giới hạn. Nhưng thực tế, các đoạn uốn ngắn tập trung lực và có thể vượt quá giới hạn an toàn về tấn lực trên mỗi feet, ngay cả khi tổng lực tổng thể vẫn hợp lý.
Khung nhỏ gọn biến dạng nhiều hơn. Đó là vật lý, không phải ý kiến. Các khung bên ngắn hơn và bàn máy nhẹ hơn là cách mà nhà sản xuất giảm kích thước và giá cho người mua sử dụng trong gara. Nhưng khi bạn nạp 70 hoặc 80 tấn vào một đoạn chỉ dài 8 inch, biến dạng không phân bố đều dọc theo bàn. Nó tập trung cục bộ.
Thanh trượt bị đội lên. Bàn máy lõm xuống. Góc 90 của bạn trở thành 88 ở giữa và 92 ở mép.
Và bạn phải đuổi theo nó bằng miếng căn và phán đoán.
Cảnh báo Thùng Phế Liệu: Tôi từng thấy các thợ vận hành trong xưởng chật cho rằng sự sai lệch góc là do “biến động vật liệu”, tăng áp lực để bù, và vô tình làm biến dạng vĩnh viễn bàn máy của một máy ép nhỏ. Máy vẫn chạy. Chỉ là nó không còn vuông góc nữa. Đó là bài học đắt giá về độ cứng khung.
Hãy nhớ lại việc kéo moóc. Mã lực giúp tải di chuyển. Chiều dài cơ sở và độ cứng khung giữ nó ổn định khi chạy ở tốc độ cao. Một chiếc xe tải ngắn và nhẹ về lý thuyết có thể kéo moóc — một lần. Căng thẳng lặp lại sẽ cho thấy sự thật.
Hành trình, khoảng sáng, độ sâu họng — những thông số này không phải là phụ kiện. Chúng quyết định xem mật độ lực bạn khó khăn đạt được có thể được truyền đi ổn định, lặp lại, và không làm biến dạng chính chiếc máy hay không.
Vậy giờ bạn đang phải cân bằng giữa lực, chiều dài, độ tin cậy của truyền động, lựa chọn khuôn, chiều cao mở, và độ cứng khung.
Làm sao bạn biến mớ hỗn độn đó thành một quyết định mua hàng mà sẽ không ám ảnh xưởng chật của bạn hai năm sau?
Bạn có một hệ thống truyền động có thể thực sự tạo ra lực trong xưởng chật hẹp. Tốt.
Giờ câu hỏi thực sự: khi thép nằm trên khuôn, liệu chiều dài, khung và khe hở của máy có cho phép bạn áp dụng lực tại đúng vị trí cần — hay bạn sẽ phải vật lộn với hình học?
Hầu hết người mới bắt đầu cuộn xem danh sách sản phẩm như thể họ đang mua tủ lạnh. Chiều rộng. Chiều cao. Diện tích chiếm chỗ. “Nó có vừa sát tường không?”
Đó là cách nghĩ ngược.
Bảng thông số ghi “khả năng ¼ inch.” Thậm chí có thể liệt kê 40 hay 60 tấn. Nhưng những người vận hành có kinh nghiệm thường giới hạn ở khoảng 25 tấn mỗi foot cho các đoạn ngắn để tránh làm hỏng bàn và cần ép. Trên thực tế, các đường uốn ngắn tập trung lực và có thể vượt quá giới hạn tấn trên mỗi foot an toàn, ngay cả khi tổng số tấn nhìn có vẻ ổn.
Vì vậy, bạn không bắt đầu với máy móc. Bạn bắt đầu với các chi tiết.
Bởi vì mật độ tấn — lực chia cho chiều dài uốn — mới là thứ quyết định liệu máy ép của bạn uốn được thép hay chỉ đứng yên. Và con số đó được sinh ra từ vật liệu dày nhất và đường uốn dài nhất của bạn, chứ không phải từ diện tích chiếm chỗ của tủ máy.
Dòng đầu tiên trên bảng thông số thực sự quan trọng là gì?
Chọn vật liệu dày nhất mà bạn thực tế dự định uốn trong xưởng chật hẹp. Không phải thứ bạn hy vọng thử “một ngày nào đó.” Mà là thứ sẽ thực sự được đặt lên bàn làm việc của bạn trong năm nay.
Giờ hãy ghi lại đường uốn thẳng dài nhất bạn cần trên vật liệu đó.
Hai con số đó tạo nên mật độ tấn cơ bản của bạn.
Đây là lý do điều này làm khó người mới: lực uốn tăng theo bình phương độ dày. Gấp đôi độ dày, bạn không gấp đôi tấn — mà tăng gần gấp bốn lần. Điều này đã được nêu trong công thức uốn khí tiêu chuẩn. Đây không phải toán bí mật. Nó được in trong mọi bảng tra tấn nghiêm túc.
Ví dụ giả định: 1/8 inch thép mềm dài 36 inch cần X tấn. Chuyển sang 1/4 inch cùng chiều dài, bạn không ở mức 2X. Bạn gần 4X. Đó là lúc các máy ép nhỏ trong gara bị đứng máy và chủ bắt đầu đổ lỗi cho “thép kém chất lượng.”
Không phải thép kém. Mà là toán sai.
Giờ thêm yếu tố hình học trở lại. Nếu đường uốn dài nhất của bạn là 40 inch, máy ép 48 inch cho bạn một chút dự phòng. Máy ép 60 inch phân bổ cùng số tấn trên nhiều chiều dài bàn hơn, nhưng nếu khung nhẹ, chiều dài thêm đó có thể gây ra nhiều biến dạng hơn trừ khi cấu trúc cũng được gia tăng theo. Lực mà thiếu độ cứng thì giống kéo nặng với một rơ-moóc dài, yếu — động cơ có thể kéo, nhưng khung sẽ nói thật nửa chừng đường.
Cảnh báo Thùng Phế Liệu: Trong xưởng chật hẹp, tôi đã thấy người ta mua máy ép dài hơn “để linh hoạt,” rồi cố chạy gần mức tấn tối đa trên đoạn ngắn 8 inch với tấm dày. Họ không vượt quá tổng công suất định mức. Họ vượt quá giới hạn an toàn tấn mỗi foot tại vùng ngắn đó và tạo một “nụ cười” vĩnh viễn trên bàn. Máy vẫn hoạt động. Chỉ là nó không bao giờ uốn thẳng nữa.
Bộ lọc đầu tiên của bạn không phải thương hiệu. Mà là thế này: máy ép ngắn nhất nào có thể cung cấp số tấn mỗi foot cần thiết cho vật liệu dày nhất của tôi trên đường uốn dài nhất — mà không chạm sát giới hạn?
Một khi bạn biết con số đó, danh sách máy sẽ thu hẹp nhanh chóng.
Nhưng lực trên giấy chưa phải toàn bộ. Còn thép thực sự chạm vào cần ép thì sao?
Người mới thường ám ảnh về tấn lực của máy và coi dụng cụ như phụ kiện.
Đó là cách nghĩ ngược.
Chiều rộng khuôn — khoảng mở chữ V — ảnh hưởng trực tiếp đến tấn lực cần thiết. V hẹp nghĩa là lực cao hơn. V rộng giảm lực nhưng tăng bán kính bên trong. Các bảng chuẩn đã tính đến điều này, và hệ số nhân cho thép không gỉ được công bố khắp nơi. Không có gì bị che giấu. Cái bẫy là bỏ qua nó khi ngân sách eo hẹp.
Trong xưởng chật hẹp, ngân sách thường buộc phải chọn: thêm một chút máy hoặc dụng cụ tốt hơn.
Sự thật khó chấp nhận: một máy chấn 40 tấn cứng cáp với bộ khuôn phù hợp sẽ vượt trội hơn máy chấn 60 tấn kém chất lượng dùng khuôn rẻ tiền đi kèm. Dụng cụ kiểm soát diện tích tiếp xúc. Diện tích tiếp xúc kiểm soát mật độ tấn lực ở mũi chày.
Nó giống như kéo hàng với loại móc đúng chuẩn. Bạn không chỉ mua xe tải với động cơ lớn rồi gắn một móc rẻ chỉ chịu được nửa tải. Điểm kết nối quyết định cách lực truyền đi. Tương tự ở đây. Bán kính chày và chiều rộng khuôn quyết định mức độ tập trung của lực.
Cảnh báo thùng phế liệu: Tôi từng thấy người mới trong xưởng chật mua máy chấn nhỏ với chiều cao mở hạn chế, sau đó chọn khuôn chữ V hẹp chỉ để chồng dụng cụ vừa dưới chiều cao mở. Khuôn hẹp đó làm tăng mạnh yêu cầu tấn lực. Máy bị dừng, họ tăng áp suất, và đột nhiên vượt quá số tấn an toàn mỗi foot ở một đoạn ngắn. Tất cả vì cố tiết kiệm cho khuôn có chiều cao phù hợp.
Nếu ngân sách cố định, hãy mua máy đủ đáp ứng số tấn mỗi foot đã tính — rồi chi tiền thật cho chiều rộng khuôn phù hợp với vật liệu chính của bạn. Dụng cụ không phải phần trang trí. Nó chính là cách lực đi vào thép.
Vậy đây là lúc kiểm tra thực tế.
Thép thường dễ chịu. Thép không gỉ thì không.
Các bảng chuẩn áp dụng hệ số nhân cho thép không gỉ vì độ bền kéo của nó cao hơn. Lại một lần nữa, không phải bí mật. Chỉ là hay bị bỏ qua.
Hãy lấy vật liệu dày nhất bạn dự định dùng và chiều dài uốn dài nhất. Sau đó áp dụng hệ số nhân cho thép không gỉ vào cùng tình huống đó. Đừng thay đổi chiều dài. Đừng thu nhỏ chi tiết để làm đẹp con số.
Máy chấn bạn chọn vẫn đáp ứng được tấn lực mỗi foot cần thiết mà không hoạt động ở mức giới hạn?
Nếu câu trả lời là “chỉ khi tôi đặt đúng tâm, đúng dụng cụ, và đúng nguồn điện”, thì máy đó đã quá nhỏ cho xưởng chật. Vì công việc thực tế rất lộn xộn. Vật liệu thay đổi. Người vận hành không phải robot. Các đoạn uốn ngắn thường nằm gần mép. Thực tế, uốn ngắn tập trung lực và có thể vượt quá giới hạn tấn lực mỗi foot an toàn, ngay cả khi tổng tấn lực nhìn có vẻ ổn.
Đây là lúc hình học quay lại. Chiều cao mở của bạn có cho phép khuôn cao hơn cần thiết để chấn thép không gỉ dày không? Độ sâu họng có cho phép đặt tấm lớn mà không va khung không? Nếu chuyển sang khuôn chữ V rộng để kiểm soát tấn lực khiến chồng dụng cụ không còn vừa, thì khả năng lý thuyết của bạn biến mất.
Cảnh báo thùng phế liệu: Tôi đã thấy các xưởng mua máy chấn “về lý thuyết” có thể chấn thép không gỉ theo tiêu chuẩn — nhưng chỉ với tổ hợp khuôn vượt quá chiều cao mở hiện có. Họ hoặc hạ tiêu chuẩn công việc hoặc quá tải máy với khuôn hẹp hơn. Cả hai hướng đều tốn tiền.
Điều duy nhất bạn nên ghi nhớ: khả năng không nằm ở con số lớn nhất trên nhãn. Nó là sự giao nhau của độ dày, chiều dài, lựa chọn khuôn, và độ cứng khung được thể hiện bằng tấn lực an toàn mỗi foot trong phạm vi khoảng trống thực tế.
Hầu hết người mới chọn máy theo diện tích đặt vì không gian trong xưởng chật cảm thấy quý. Bước đi không hiển nhiên là: xác định lần uốn khó nhất trước, rồi chọn máy chấn ngắn nhất, cứng nhất có thể đạt mục tiêu tấn lực mỗi foot với dụng cụ chuẩn và chiều cao mở thoải mái.
Bạn không mua một chiếc máy. Bạn đang mua biên lợi nhuận.
Và chính biên lợi nhuận là thứ giữ cho thép uốn cong — thay vì làm hỏng phanh của bạn.


















