

Hai un freno da 4 piedi sistemato ordinatamente contro la parete del laboratorio angusto. La scheda tecnica dice “capacità di ¼ di pollice”. Inserisci una striscia di acciaio dolce da 3 mm, tiri la leva e a metà corsa il martinetto semplicemente… si ferma. Il motore geme. L’acciaio non si interessa.
Quel momento non è sfortuna. È matematica che non ti è mai stata insegnata.
Nel laboratorio angusto, lo spazio a terra sembra costoso. Così i principianti fanno acquisti così: “Qual è il freno più grande che posso far entrare?” Non, “Quanta forza per pollice può realmente fornire questo telaio?”
Ho visto un freno da 200 tonnellate e 10 piedi pubblicizzato come “capacità di ¼ di pollice”. Vero — su una V-die da 2 pollici servono circa 197 tonnellate per piegare quell’acciaio dolce. Passa a una V-die più stretta da 1,5 pollici per una piegatura più netta e lo stesso acciaio improvvisamente richiede circa 300 tonnellate. Stessa macchina. Stessa lamiera. Utensile diverso. Risultato completamente differente.
Questa è densità di tonnellaggio — forza distribuita lungo la lunghezza di piegatura. È la differenza tra un camion valutato per trainare 10.000 libbre e uno che cerca di trascinare quel peso con il gancio fissato a un’estensione di 20 piedi. La valutazione non è cambiata. La leva sì.
Avviso del bidone degli scarti: Comprare un freno perché “sta in garage” invece di controllare le tonnellate per piede significa che il tuo primo vero progetto diventa materiale di pratica. L’acciaio non si piega con l’ottimismo.
Allora perché tante persone presumono che “pochi millimetri” siano un territorio sicuro?
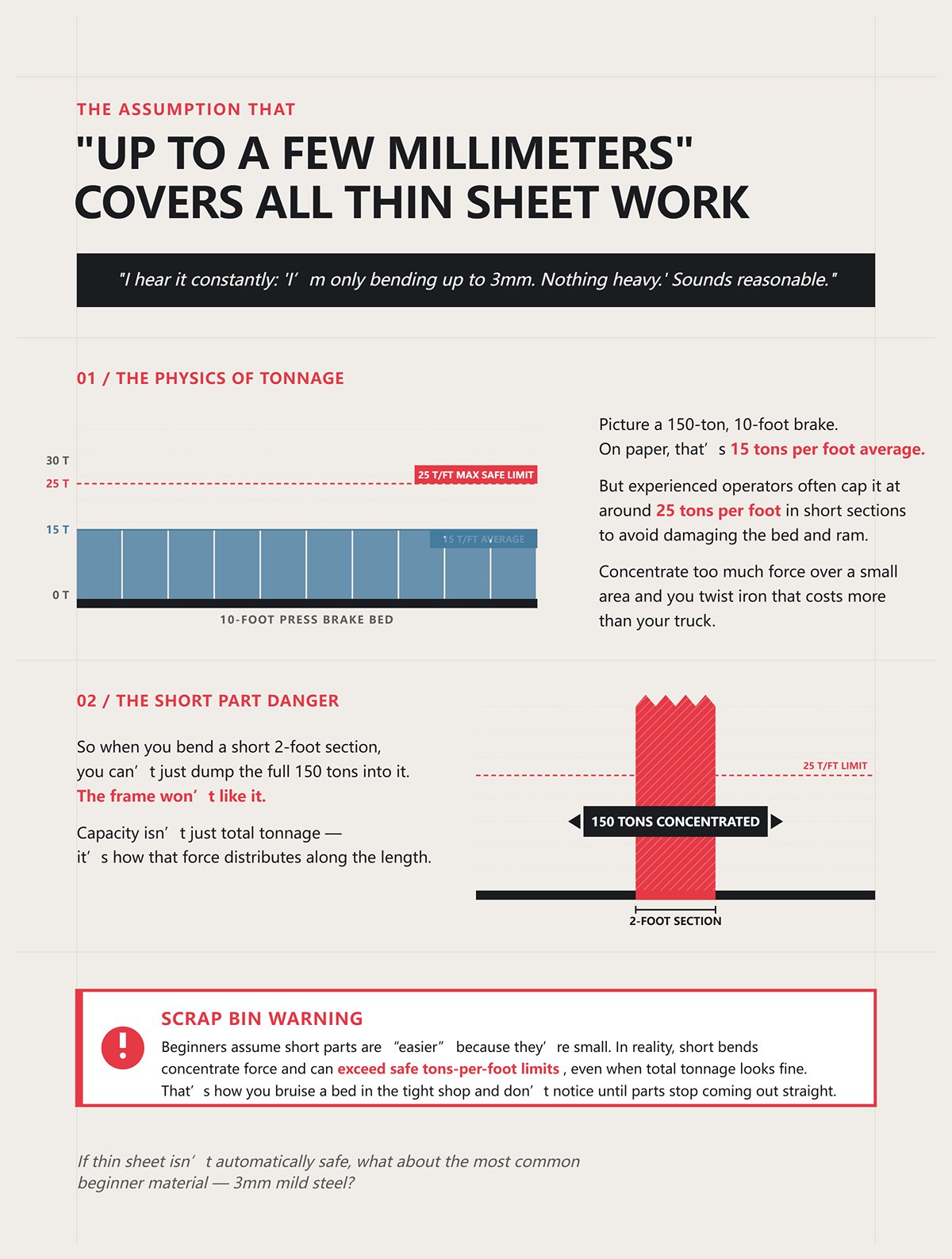
Lo sento costantemente: “Piego solo fino a 3 mm. Niente di pesante.” Sembra ragionevole.
Ora immagina un freno da 150 tonnellate e 10 piedi. Sulla carta, sono in media 15 tonnellate per piede. Ma gli operatori esperti spesso lo limitano a circa 25 tonnellate per piede in sezioni corte per evitare di danneggiare il banco e il martinetto. Concentrando troppa forza su un’area piccola si piega ferro che costa più del tuo camion.
Quindi quando pieghi una sezione corta da 2 piedi, non puoi semplicemente scaricare tutte le 150 tonnellate su di essa. Il telaio non gradisce. La capacità non è solo tonnellaggio totale — è come quella forza si distribuisce lungo la lunghezza.
Avviso del bidone degli scarti: I principianti presumono che i pezzi corti siano “più facili” perché piccoli. In realtà, le piegature corte concentrano la forza e possono superare i limiti di tonnellaggio per piede sicuri, anche quando il tonnellaggio totale sembra adeguato. Così si ammacca un banco nel laboratorio angusto e non ci si accorge fino a quando i pezzi smettono di uscire diritti.
Se la lamiera sottile non è automaticamente sicura, che dire del materiale più comune per i principianti — acciaio dolce da 3 mm?
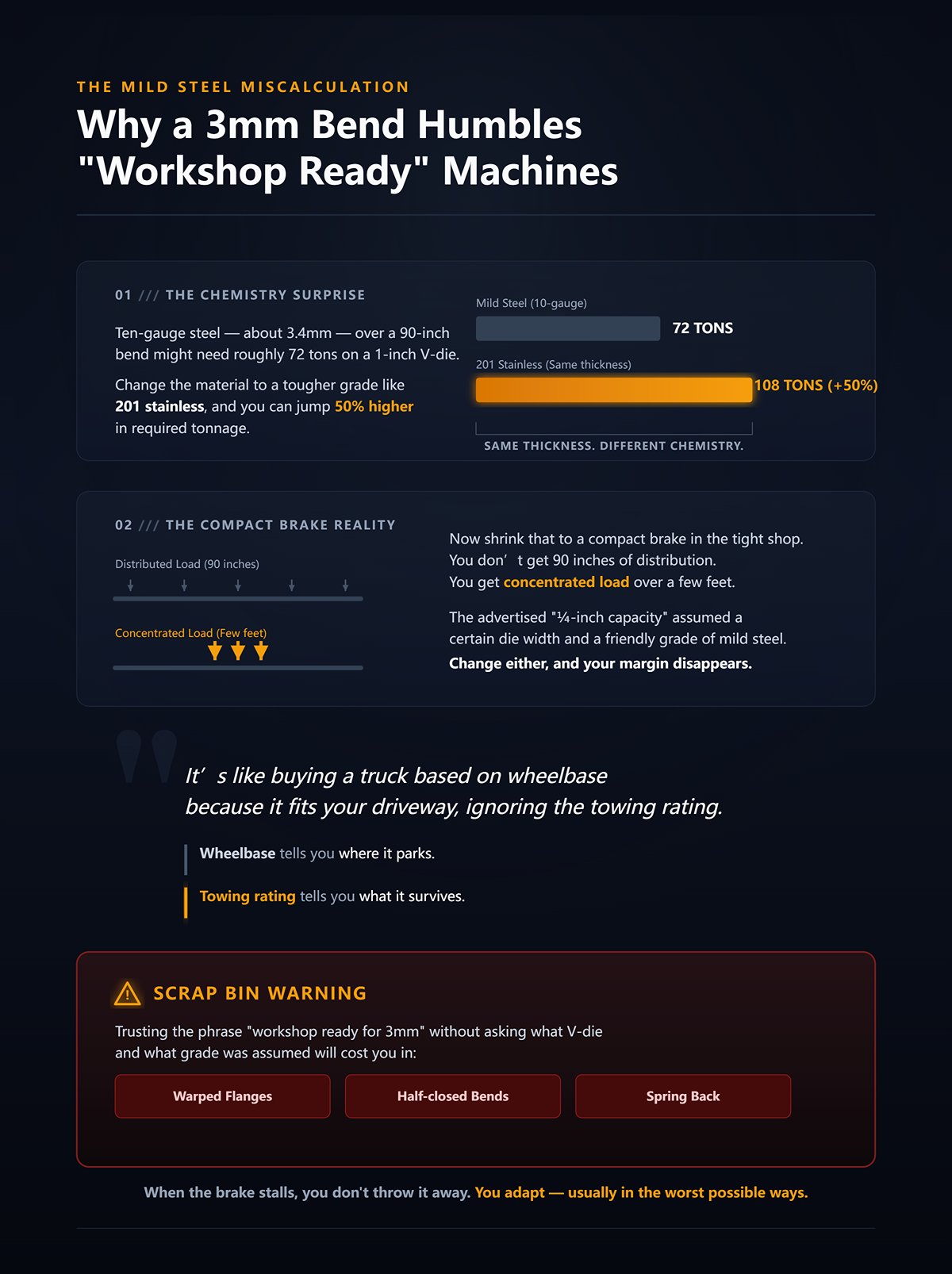
Restiamo concreti. Acciaio da dieci gauge — circa 3,4 mm — su una piegatura da 90 pollici potrebbe richiedere circa 72 tonnellate su una V-die da 1 pollice in acciaio dolce. Cambia il materiale con una qualità più dura come l’acciaio inox 201 e puoi saltare di 50% nel tonnellaggio richiesto. Stesso spessore. Chimica diversa. Grande sorpresa.
Ora riduci il tutto a un freno compatto nel laboratorio angusto. Non hai 90 pollici di distribuzione. Hai carico concentrato su pochi piedi. La “capacità di ¼ di pollice” pubblicizzata presupponeva una certa larghezza della V-die e una qualità amichevole di acciaio dolce. Cambia uno dei due, e il tuo margine scompare.
È come comprare un camion basandosi sul passo perché si adatta al tuo vialetto, ignorando la valutazione di traino. Il passo ti dice dove parcheggia. La valutazione di traino ti dice cosa può sopportare.
Avviso del bidone degli scarti: Fidarsi della frase “officina pronta per 3 mm” senza chiedere quale V‑die e quale grado sia stato assunto ti costerà in flange deformate e piegature semichiuse che rimbalzano più larghe di quanto previsto nel disegno.
Quando la pressa si blocca, non la butti via. Ti adatti — di solito nel modo peggiore possibile.

Ho visto principianti iniziare a fare piegatura a colpi multipli — realizzando più colpi superficiali per simulare una piega profonda — perché la loro pressa non può fornire la forza necessaria in un solo colpo. Oppure passano a un V‑die più largo solo per ridurre la richiesta di tonnellaggio, sacrificando il raggio interno e il controllo dimensionale.
I dies più larghi riducono il tonnellaggio, sì. Ma aumentano anche il raggio di piega e modificano la geometria del pezzo. Non l’avevi previsto. La macchina te l’ha imposto.
Altri cercano di “imbrogliare” piegando sezioni più corte alla massima potenza. È così che si danneggiano i letti — scaricando un tonnellaggio quasi massimo su due piedi di un telaio lungo dieci piedi. Anche le macchine grandi possono essere rovinate in questo modo. La densità di tonnellaggio funziona in entrambe le direzioni.
Avviso del bidone degli scarti: Le soluzioni improvvisate sembrano intelligenti in officina — finché i pezzi smettono di combaciare, le tolleranze si spostano e ti rendi conto che hai comprato una macchina che detta i tuoi progetti invece di servirli.
A questo punto la frustrazione dovrebbe essere ovvia. La pressa non è fallita perché era piccola. È fallita perché l’hai giudicata in base all’ingombro invece che alla forza per pollice.
Quindi cosa dice davvero la matematica che ti serve?
Un principiante entra in officina con una pressa da 20 tonnellate e 4 piedi e mi chiede: “Può piegare acciaio dolce da 3 mm su due metri?”
Facciamolo, non indoviniamo.
Prendi acciaio dolce da 3 mm (circa 1/8″). Mettilo su un V‑die da 24 mm — circa 8× lo spessore del materiale, un assetto comune per la piegatura in aria. Su 2000 mm (circa 6,5 piedi), la forza di piega calcolata si aggira intorno alle 50 tonnellate. Aggiungi un margine di sicurezza 20% così da non portare idraulica al limite e arrivi a circa 60 tonnellate.
Non è opinione. È la relazione tra spessore del materiale, apertura del die, resistenza alla trazione e lunghezza di piega che fa il suo lavoro.
Ora cambia il materiale in acciaio inox dello stesso spessore. Stesso die. Stessa lunghezza. Ti trovi davanti a quasi 90 tonnellate. Passa all’alluminio e scendi sui bassi 30. Nulla è cambiato nel tuo garage. Solo la matematica.
Questo è il motivo per cui sono diretto sulla densità di tonnellaggio. Il tonnellaggio non è un numero di vantarsi sulla scheda tecnica — è un requisito calcolato determinato da spessore, apertura del die, resistenza del materiale e lunghezza. Se non fai i calcoli, la macchina te li insegnerà nel modo più duro.
Avviso cestino scarti: L’errore da principiante più costoso che vedo in officina è comprare una pressa da 20 o 30 tonnellate perché “non piego nulla di spesso”, per poi scoprire che il loro pannello tipico da 6 piedi richiede silenziosamente 50–70 tonnellate. Quella macchina non crescerà con te. Si bloccherà davanti ai clienti.
Allora quale parte di quell’equazione morde di più?
Piega acciaio dolce A36 da 1/4″ su un V‑die da 2″ e sei intorno a 19,7 tonnellate per piede. Estendilo su 10 piedi e sei a 197 tonnellate totali.
Ora stringi la matrice a 1,5″. Stesso acciaio. Stessa lunghezza. La forza richiesta salta a circa 30 tonnellate per piede — 300 tonnellate totali.
Apri la matrice a 3″? Scendi a circa 13,9 tonnellate per piede — 139 tonnellate.
Una variabile. Una variazione di oltre 2×.
Ecco il meccanismo: una matrice a V più stretta costringe il materiale ad avvolgersi più strettamente attorno alla punta del punzone, aumentando la resistenza alla deformazione plastica. Quella resistenza si manifesta direttamente come tonnellaggio richiesto. Una matrice più ampia distribuisce il raggio di piega, riducendo la forza necessaria a far snervare il materiale.
Pensala come trainare con il gancio montato vicino all’assale posteriore rispetto a tenerlo su un lungo braccio di estensione. Il motore del camion non è cambiato, ma la leva sì — e la leva decide se muovi il carico o rompi qualcosa.
La scheda tecnica indica “capacità da ¼ di pollice”. Quello che non dice è quale apertura della matrice è stata presupposta. Di solito è circa 8× lo spessore nell’acciaio dolce, piegatura in aria, a lunghezza totale. Cambialo e la classificazione evapora.
Avviso del cestino degli scarti: i principianti nel laboratorio stretto spesso scelgono una matrice più stretta per “ottenere un angolo più netto” senza ricalcolare il tonnellaggio. È così che una pressa classificata in sicurezza per 200 tonnellate improvvisamente ne richiede 300 — e il punzone, il piano o l’impianto idraulico ne subiscono le conseguenze.
Quindi, se la larghezza della matrice può raddoppiare la forza richiesta, il metodo di piegatura la cambia altrettanto?
La piegatura in aria significa che il punzone non forza mai completamente il materiale sul fondo della V. L’angolo è controllato dalla profondità, non dal far schiacciare completamente il foglio. Ecco perché richiede meno tonnellaggio.
L’imbutitura — o peggio, la coniatura — spinge il materiale contro le pareti della matrice per impostare l’angolo meccanicamente. Non stai più solo superando il limite di snervamento; stai deformando plasticamente una zona più ampia e stirando la piega.
La differenza di forza non è sottile. L’imbutitura può richiedere da 3× a 5× il tonnellaggio della piegatura in aria per lo stesso materiale e spessore.
Così quel pannello in acciaio dolce da 3 mm che richiedeva circa 50 tonnellate nella piegatura in aria? Imbutirlo potrebbe spingerti ben oltre le 100 tonnellate a seconda della geometria della matrice.
Ed ecco dove i principianti si trovano intrappolati: si lamentano del “ritorno elastico” — il materiale che si apre dopo il colpo — e decidono che la soluzione è “più forza”. Cambiano metodo senza verificare se la macchina nel laboratorio stretto possa effettivamente fornire in sicurezza il tonnellaggio dell’imbutitura.
È come passare dal trainare un rimorchio che scorre liberamente al trascinarne uno con i freni bloccati. Stesso camion. Domanda di carico completamente diversa.
Avviso del cestino degli scarti: cercare di “forzare un perfetto 90” facendo imbutitura su una macchina dimensionata per la piegatura in aria è il modo in cui si schiacciano le punte dei punzoni, si graffiano le matrici e si introducono deformazioni permanenti del piano — anche se il tonnellaggio totale è tecnicamente sotto la potenza nominale.
Se il metodo e la matrice fanno oscillare notevolmente la forza, cosa ti comprano in pratica 10, 20, 30 o 50 tonnellate?
| Argomento | Dettagli |
|---|---|
| Piegatura in Aria | Il punzone non forza completamente il materiale sul fondo della matrice a V; l’angolo è controllato dalla profondità di penetrazione piuttosto che dal contatto completo. Richiede meno tonnellaggio. |
| Appoggio completo | Il materiale viene spinto contro le pareti della matrice per impostare meccanicamente l’angolo. Coinvolge deformazione plastica su una zona più ampia e la stiratura della piega. |
| Imbutitura (Coining) | Forma più estrema di fondo: comprime completamente il materiale nella forma della matrice, richiedendo una forza ancora maggiore. |
| Differenza di tonnellaggio | Il fondo può richiedere da 3× a 5× più tonnellaggio rispetto alla piega in aria per lo stesso materiale e spessore. |
| Esempio (Acciaio dolce da 3 mm) | ~50 tonnellate per la piega in aria; il fondo può superare le 100 tonnellate a seconda della geometria della matrice. |
| Errore comune dei principianti | Aumentare la forza per contrastare il ritorno elastico senza verificare se la macchina può gestire in sicurezza il tonnellaggio del fondo. |
| Analogia pratica | Come trainare un rimorchio a ruote libere (piega in aria) vs. trascinarne uno con i freni bloccati (fondo). Stessa macchina, richiesta di carico drasticamente diversa. |
| Avvertimento sul contenitore degli scarti | Forzare un perfetto 90° tramite fondo su una macchina progettata per piega in aria può danneggiare le punte del punzone, segnare le matrici e causare una deformazione permanente del banco—anche se al di sotto del tonnellaggio nominale. |
| Domanda chiave | Se il metodo di piegatura e la scelta della matrice cambiano drasticamente i requisiti di forza, cosa significano davvero 10, 20, 30 o 50 tonnellate in applicazioni reali? |
Ancoriamo questo alla stretta realtà di officina—supponiamo piega in aria, larghezza della matrice circa 8× lo spessore, e acciaio dolce salvo diversa indicazione. Sono valori indicativi, non promesse di marketing.
10 tonnellate
Acciaio inox a questo livello? Molto limitato. Alluminio? Comodo su spessori sottili.
20 tonnellate
Pannelli completi da 3 mm lunghi 6 piedi? Non succede. Acciaio inox dello stesso spessore? Stai flirtando con il territorio di stallo.
30 tonnellate
Questa è la fascia dove si trovano molti freni da “garage” — capaci, ma solo se la lunghezza è controllata.
50 tonnellate
Ora entri nel vero territorio della fabbricazione — ma sei ancora vincolato ai limiti di tonnellate per piede, soprattutto su pieghe corte e spesse.
Nota cosa manca: nessuno di questi numeri sta da solo. Un freno da 50 tonnellate su 8 piedi ha in media poco più di 6 tonnellate per piede se distribuito completamente. Concentrando quella forza in una piega di 2 piedi si arriva a 25 tonnellate per piede — proprio nella zona di cautela che molti operatori rispettano per proteggere il banco e il martinetto.
Avviso “Cestino degli scarti”: I principianti assumono che un freno da 50 tonnellate significhi “posso mettere 50 tonnellate ovunque”. In realtà, le pieghe corte concentrano la forza e possono superare i limiti di sicurezza in tonnellate per piede, anche quando il tonnellaggio totale sembra a posto. È così che le macchine in officine anguste guadagnano un sorriso permanente sul banco.
Ora puoi calcolare la forza totale richiesta. Puoi vedere come la larghezza della matrice e il metodo la influenzano. Ma una domanda resta lì:
Se il tonnellaggio richiesto sembra corretto sulla carta, cosa succede quando quella forza è concentrata in pochi pollici del banco?
Immagina due pieghe.
Primo: 20 tonnellate che spingono attraverso una staffa da 300 mm al centro del banco. Secondo: le stesse 20 tonnellate distribuite su un pannello intero da 1500 mm.
Sulla carta, entrambe sono “entro la capacità”. In acciaio, sono eventi completamente diversi.
I telai delle presse piegatrici sono valutati assumendo che la forza sia distribuita su circa 60% o più del banco. È così che i produttori arrivano alla tonnellatura indicata sulla targhetta. Le piegature corte violano questa assunzione. Concentrando 20 tonnellate in 300 mm, il numero di tonnellate per piede aumenta in modo significativo. Il pistone e il banco non percepiscono “20 tonnellate totali”. Sentono l’intensità dello sforzo — forza divisa per la lunghezza attiva — che provoca la deflessione.
Ma ecco il colpo di scena che i principianti nel laboratorio stretto trascurano: allungare il banco senza aumentare la tonnellatura totale riduce la densità di tonnellatura disponibile. La macchina sembra più grande. In realtà diventa più debole dove conta.
Questo è il paradosso.
È come comprare un pickup con lo stesso motore ma un passo molto più lungo e un telaio più morbido. Il dépliant indica ancora la stessa potenza, ma quando agganci un rimorchio pesante il controllo diventa impreciso perché la struttura distribuisce quella potenza su troppa lunghezza. La potenza non è cambiata. L’autorità di traino utilizzabile sì.
Avviso “Bidone degli scarti”: Ho visto principianti inseguire “banco più lungo = più capacità”, per poi arenarsi cercando di piegare staffe corte e spesse perché le loro 20 tonnellate su 1500 mm ammontano a malapena a 4 tonnellate per piede. L’acciaio non si cura di quanto sia impressionante l’impronta nel laboratorio stretto. Cede solo quando la forza locale è abbastanza alta.
Quindi, dove cade la vera linea di demarcazione per un allestimento casalingo?
Immagina una pressa piegatrice da 20 tonnellate offerta in due versioni: una con una larghezza di lavoro di 300 mm, l’altra allungata fino a 1500 mm. Stessi cilindri. Stessa pompa. Stessa valutazione di 20 tonnellate.
Lavora acciaio dolce da 3 mm, piegatura in aria, matrice appropriata. Su 300 mm, potresti aver bisogno solo di una frazione della capacità totale. La macchina può applicare tonnellate per piede significative. Su 1500 mm, quello stesso materiale potrebbe richiedere una forza che la macchina semplicemente non può distribuire uniformemente. Ti blocchi prima di raggiungere l’angolo.
Venti tonnellate su 300 mm sono un animale diverso rispetto a venti tonnellate su 1000 mm — l’acciaio si preoccupa solo della forza per millimetro.
Ora pensa alle piegature corte sulla macchina lunga. Supponiamo che carichi una staffa da 200 mm al centro e spingi verso tutte le 20 tonnellate. Hai appena creato un evento ad alta densità locale. I produttori avvertono che concentrazioni estreme — pensa a 80 tonnellate su 200 mm su piegatrici industriali più grandi — possono deformare permanentemente un banco anche se la tonnellatura totale è sotto la targhetta. Perché? Perché le valutazioni presuppongono una distribuzione ampia, non un punzone che colpisce una zona minuscola.
Nel laboratorio stretto, questo significa che entrambi gli estremi sono pericolosi:
Avviso “Bidone degli scarti”: Comprare la versione da 1500 mm “per sicurezza” senza aumentare la tonnellatura è il modo in cui i principianti finiscono per non riuscire a piegare staffe da 1/4″ che pensavano fossero facili — o peggio, aumentano la pressione su pezzi corti e deformano silenziosamente il telaio.
Quindi cosa sta effettivamente cedendo quando 20 tonnellate funzionano a 300 mm ma si bloccano a 1000 mm?
Riduciamolo a numeri.
Supponiamo un massimo di 20 tonnellate. Su oltre 1000 mm (circa 3,3 piedi), ciò equivale in media a circa 6 tonnellate per piede se completamente distribuite. Su 300 mm (circa 1 piede), puoi arrivare vicino a 20 tonnellate per piede — se la struttura lo supporta.
Queste sono condizioni di sollecitazione radicalmente diverse.
La scheda tecnica dice “capacità di ¼ di pollice.” Ma gli operatori esperti spesso la limitano a circa 25 tonnellate per piede in sezioni corte per evitare di danneggiare il banco e il pistone. Quella limitazione non è superstizione; è meccanica strutturale. Il pistone si comporta come una trave. La deflessione di una trave aumenta con il carico e la campata. Distribuisci lo stesso carico su una lunghezza attiva maggiore e abbassi la sollecitazione di flessione locale — ma abbassi anche la pressione disponibile per pollice per superare la resistenza a snervamento del materiale.
In pratica, le piegature corte concentrano la forza e possono superare i limiti di tonnellate per piede sicure, anche quando il tonnellaggio totale sembra corretto.
Ora inserisci il materiale. Piegare acciaio dolce da 3 mm su 2000 mm potrebbe richiedere circa 50 tonnellate. L’acciaio inox dello stesso spessore può aumentare drasticamente perché la resistenza a trazione cresce. L’alluminio scende più in basso. La densità da sola non predice il successo — interagisce con la resistenza del materiale e la larghezza della matrice — ma senza sufficienti tonnellate per piede, nessuno di questi materiali piega in modo pulito. O si piega meno del previsto o ci si blocca.
Pensalo come trainare: 20 tonnellate è la potenza del tuo motore. La lunghezza di piega è la lunghezza del rimorchio che distribuisce quella trazione. Allunga troppo il rimorchio senza più motore e non puoi superare la resistenza al rotolamento in salita. Accorcialo e improvvisamente lo stesso motore sembra potente — finché non agganci un piccolo timone di rimorchio heavy‑duty che sovraccarica il punto di attacco.
Avviso Cestino Scarti: I principianti nelle officine strette spesso calcolano correttamente il tonnellaggio totale, poi ignorano se la loro macchina può fornire quella forza per piede sulla lunghezza di piega prevista. Il risultato non è sottile — angoli incoerenti, stress idraulico, o una pressa che semplicemente si ferma a metà corsa.
Quindi, anche se dimensioni correttamente tonnellaggio e lunghezza, c’è un’altra trappola in agguato — la tua attrezzatura si adatterà davvero a questa geometria?
Riduci il banco per inseguire una maggiore densità, e la geometria comincia a contrastarti.
L’attrezzatura standard per pressa piegatrice assume una certa luce libera (apertura verticale), profondità gola e larghezza di serraggio. Una macchina micro‑banco con luce libera limitata può fisicamente impedire di installare puntoni più alti o matrici a V più larghe necessarie per materiale più spesso. Hai risolto la densità di tonnellaggio. Ora l’attrezzatura non si inserisce.
Peggio ancora, banchi più corti spesso significano meno punti di supporto. La deflessione dell’attrezzatura aumenta se il sistema di serraggio non è rigido. Questo cambia l’apertura effettiva della matrice sotto carico, il che cambia il tonnellaggio richiesto a metà corsa. Ricorda come passando da una matrice a V da 2″ a una da 3″ la forza è passata da 197 tonnellate a 139 tonnellate su 10 piedi? La geometria della matrice riscrive silenziosamente la tua equazione di forza. Se la tua macchina compatta limita le opzioni di matrici, limita la capacità reale indipendentemente dalle tonnellate dichiarate.
Avviso Cestino Scarti: Ho visto principianti comprare una pressa piegatrice corta e ad alto tonnellaggio per l’officina stretta, solo per scoprire che il loro puntone a collo d’oca previsto non passa la struttura — così passano a una matrice più stretta per “farlo funzionare” e senza volerlo raddoppiano la richiesta di tonnellate per piede.
Maggiore capacità in lunghezza sembra flessibilità. In pratica, senza abbinare tonnellaggio e rigidità strutturale, diluisce la forza stessa che fa muovere l’acciaio.
E una volta che accetti che sia la densità — non solo il tonnellaggio totale o la dimensione del banco — a determinare se una pressa piegatrice piega o si blocca, la domanda successiva diventa ovvia:
Come il sistema di trasmissione della macchina fornisce e controlla quella forza sotto carico?
Immagina una pressa piegatrice idraulica da 40 tonnellate in un’officina stretta. Premi il pedale. Il motore si avvia con un colpo elettrico forte, la pompa sale di giri, l’olio si pressurizza e il pistone inizia a scendere. Quella forza non proviene da una vite rotante o da un riduttore. È olio intrappolato sotto pressione, che moltiplica l’input del motore attraverso l’area del pistone.
Ora immagina un servo‑elettrico da 40 tonnellate. Nessun olio. Nessuna pompa che cicla. Un motore servo fa girare una vite a ricircolo di sfere, traducendo la rotazione in forza lineare del pistone. La coppia diventa spinta direttamente tramite conversione meccanica.
Stesso tonnellaggio nominale. Due modi completamente diversi di generare e controllare la forza.
L'idraulica crea forza grazie alla pressione su un'area. Aumenta la pressione, aumenta il tonnellaggio. Il pistone non si preoccupa di quanto velocemente la pompa ci sia arrivata — una volta che la pressione è aumentata, può mantenerla costante, anche alla fine della corsa. Questo è importante quando si combatte il ritorno elastico nell'acciaio più spesso. I servo‑elettrici generano forza dalla coppia del motore. La coppia raggiunge un picco entro limiti definiti. Quando il controllore dice che sei alla coppia massima, è così. Non c’è un “premere un po” di più”.”
È qui che la densità di tonnellaggio incontra la realtà. Sai già che 20 tonnellate distribuite sottilmente sono inutili. Ora aggiungi questo: se il tuo sistema di trasmissione non può sostenere la forza di picco sotto carico — non solo pubblicizzarla — la densità crolla nella pratica.
Una pressa che non può fornire il tonnellaggio nominale sul tuo quadro elettrico è solo un costoso pezzo di arredamento per officina.
Quindi quale trasmissione sopravvive davvero nella officina stretta?
Una pressa piegatrice idraulica tipica da 40 tonnellate può utilizzare un motore da 5 a 7,5 cavalli. A 240V monofase — ciò che la maggior parte dei garage possiede — quel motore può assorbire 3–5× la corrente di esercizio per una frazione di secondo all'avviamento. Se la corrente di esercizio è circa 20–30 ampere, l'avviamento può avere picchi molto più elevati.
Se il tuo quadro elettrico è di 60 ampere totali per l’officina, luci, compressore e riscaldatore inclusi, quel picco di avviamento è importante.
I sistemi idraulici sono come avviare un camion da traino carico da fermo. Il motore ha bisogno di una boccata di carburante per superare l’inerzia. Una volta in movimento, si stabilizza. Ma quel colpo iniziale può far scattare i breaker se il cablaggio è marginale o condiviso.
Avviso del cestino degli scarti: Ho visto principianti in officine strette comprare una piegatrice idraulica usata a buon prezzo, collegarla a un sottopannello sottodimensionato, e poi chiedersi perché il breaker salta ogni tre cicli. Incolpano la macchina. Il problema era la base elettrica.
Ecco il colpo di scena che i principianti si perdono. Una volta in funzione, gli idraulici non sempre assorbono potenza completa continuamente. La pompa cicla. La pressione aumenta. Il motore può andare al minimo o essere scaricato tra le piegature. Il consumo energetico giornaliero può essere complessivamente più alto rispetto ai sistemi elettrici, ma l’assorbimento sostenuto di picco per tonnellaggio prodotto può favorire gli idraulici in alcune configurazioni perché la forza proviene dalla moltiplicazione idraulica, non da una coppia motore costante elevata.
Se il tuo servizio elettrico è modesto ma stabile, un idraulico correttamente dimensionato con avviamento dolce o convertitore di fase può funzionare felicemente. Se il tuo quadro è già al limite, nessun sistema di trasmissione ti salverà.
Quindi significa che il servo‑elettrico evita completamente il problema del picco?
Stai accanto a una piegatrice servo‑elettrica a metà ciclo. È silenziosa. Nessun ululato della pompa. Il pistone si muove con controllo chirurgico. I produttori comunicano un'accuratezza di posizionamento a livello micron — circa 1 micron contro circa 10 micron tipici per gli idraulici. I tempi di ciclo possono essere fino al 30% più rapidi perché non c’è il ritardo dovuto alla comprimibilità dell’olio.
Nelle officine di produzione che piegano acciaio inox sottile tutto il giorno, quella precisione paga.
Ma guarda le curve di forza. I servo‑elettrici si affidano a limiti di coppia del motore. Quando ti avvicini alla capacità massima — specialmente nell’acciaio dolce più spesso — il controllore limita la produzione per proteggere il motore e la vite. Non ottieni l’equivalente idraulico di “incremento di pressione” che mantiene la forza contro materiale ostinato.
Alcuni confronti nel settore notano che i sistemi elettrici possono usare meno energia totale al giorno, ma richiedono una domanda elettrica istantanea più alta rispetto al tonnellaggio che stanno producendo perché tutta la forza passa direttamente attraverso il motore. In un garage, ciò significa che il tuo cablaggio deve supportare comodamente il carico massimo del motore durante le piegature pesanti — non solo il consumo medio.
E quando l’elettronica fallisce, non stai ricostruendo una guarnizione nell'officina stretta. Stai aspettando una scheda di comando proprietaria.
Avviso del cestino degli scarti: I principianti vedono “bassa manutenzione” e presumono “basso rischio”. Gli idraulici hanno bisogno di olio e guarnizioni. I servo‑elettrici hanno bisogno di parti elettroniche specializzate. In un'officina domestica, aspettare settimane per un modulo di controllo fa più male che pulire il fluido idraulico.
Ecco la vera inversione: gli utenti da garage spesso piegano occasionalmente staffe spesse, non migliaia di pannelli sottili per turno. Gli idraulici dominano per la durabilità della forza grezza. I servo‑elettrici brillano nella precisione ripetuta. Se il tuo lavoro è intermittente ma talvolta pesante, il “premium” può portarti pulizia e velocità — non sopravvivenza.
Pensala come se trainassi con un SUV sportivo ad alti giri rispetto a un camion da lavoro diesel. Il SUV sembra raffinato e reattivo. Al diesel non importa della salita.
Quale preferiresti possedere quando il carico non è prevedibile?
Ora passa alle piegatrici da banco manuali. Niente motore. Niente pompa. Solo leva meccanica — spesso tramite una vite o un meccanismo a foglia.
Immagina di provare a piegare a mano acciaio dolce da 1/4 di pollice, largo 300 mm. Anche se il telaio dichiara “equivalente a 20 tonnellate”, quella valutazione presuppone leva ideale e sezioni corte. Il tuo corpo diventa il motore. L’input umano è limitato. La coerenza è peggiore.
Con l’aumentare dello spessore, la tonnellatura richiesta cresce rapidamente — non linearmente, ma approssimativamente con il quadrato dello spessore nella piegatura in aria. Raddoppia lo spessore e la forza richiesta aumenta in modo drastico. Le tue braccia non raddoppiano la forza di conseguenza.
Avviso Cestino di Scarti: Ho visto principianti in un piccolo laboratorio acquistare una piegatrice manuale classificata per “3 mm di capacità”, per poi scoprire che quella valutazione presuppone acciaio dolce, lunghezza ridotta e utensili in buone condizioni. Provano con l’inox o con una piega leggermente più lunga e la leva semplicemente smette di muoversi. Non è una questione di tecnica. È fisica.
I sistemi manuali possono funzionare per alluminio sottile, acciaio leggero, flange corte. Oltre a ciò, combatti sia la resistenza del materiale che la tua stessa biomeccanica. Non c’è capacità di riserva per compensare il ritorno elastico su materiale più spesso. Quando la richiesta di densità aumenta, la macchina — o tu — vi fermate.
Ecco quindi la gerarchia sotto i vincoli di un vero garage:
Idraulico: richiede molta elettricità all’avvio, meccanicamente tollerante sotto carico di picco. Servo‑elettrico: elettricamente più pulito nell’uso quotidiano, elettronicamente fragile ai limiti di capacità. Manuale: invisibile elettricamente, limitato fisicamente.
Tutti e tre possono pubblicizzare la stessa tonnellatura. Solo uno o due possono effettivamente erogare quella densità di tonnellaggio nel tuo piccolo laboratorio, con il tuo impianto elettrico, contro i materiali che prima o poi proverai quando la fiducia crescerà.
E una volta scelto un sistema di azionamento che fornisce davvero la forza, sorge un’altra domanda — anche se la macchina può spingere abbastanza, le sue misure fisiche permetteranno di piegare le forme che hai in mente?
Supponiamo che tu abbia fatto tutto correttamente. Hai scelto un sistema di azionamento che può effettivamente fornire e mantenere la tonnellatura richiesta dai tuoi calcoli nel piccolo laboratorio.
Ora la domanda scomoda: il pezzo può davvero entrare nella macchina?
La scheda tecnica dice “capacità da ¼ di pollice”. Si vanta di 40 tonnellate, 60 tonnellate, forse di più. Ma da nessuna parte sul volantino di vendita si legge, “Altezza aperta: 14 pollici,” o “Corsa: 4 pollici,” o “Profondità gola: 8 pollici.” Quei numeri sembrano noiosi. Non lo sono.
La corsa è quanto si muove fisicamente il pistone. La luce libera è l’apertura massima tra il punzone e il banco quando il pistone è completamente sollevato. La profondità della gola è quanto puoi far scorrere un pezzo da davanti prima che tocchi il telaio. Se anche solo una di queste misure è troppo piccola, la tua tonnellatura utilizzabile diventa teorica.
È come possedere un camion con capacità di traino di 12.000 libbre ma con passo corto che sbandiera appena agganci un rimorchio lungo — non è il motore il limite, è la geometria.
Avviso Cestino di Scarti: Ho visto principianti in un piccolo laboratorio acquistare una piegatrice compatta da 50 tonnellate che poteva assolutamente piegare le loro staffe da 3/16 — per poi scoprire che la loro scatola alta 10 pollici non riusciva fisicamente a superare l’altezza aperta una volta installati punzone e matrice. Avevano la forza. Avevano l’acciaio. Non avevano lo spazio.
E lo spazio non è opzionale.
Ecco dove diventa subdolo.
Non ti serve solo una luce aperta uguale all’altezza finale del tuo pezzo. Ti serve luce aperta per la matrice, il punzone, lo spessore del materiale e l’arco che l’aletta percorre mentre si piega.
Immagina un lato di scatola alto 8 pollici. Sembra gestibile. Ora aggiungi una matrice a V da 3 pollici, un portapunzone da 4 pollici e il fatto che durante la piegatura quell’aletta da 8 pollici ruota verso l’alto in un grande arco prima di fermarsi a 90 gradi. Improvvisamente, la tua altezza aperta richiesta non è più 8 pollici. Potrebbe essere 14 o 16.
Se la tua corsa è corta, non puoi nemmeno sollevare abbastanza per estrarre il pezzo tra le pieghe. Se la luce aperta è ridotta, sei costretto a usare matrici più piccole solo per far entrare l’insieme degli utensili. E le matrici più piccole fanno salire rapidamente la richiesta di tonnellaggio — stesso materiale, stessa lunghezza, forza enormemente diversa.
Ti sei messo in trappola da solo.
Avviso del Cestino dei Rottami: Un errore comune dei principianti nei piccoli laboratori è acquistare una pressa piegatrice compatta con luce aperta limitata, poi compensare scegliendo una matrice a V più stretta così che tutto “ci stia.” La matrice più stretta fa aumentare bruscamente il tonnellaggio richiesto. La macchina si blocca, o peggio, sovraccarichi un telaio che non è mai stato progettato per quella densità in una sezione corta. Il pezzo non diventa più economico. L’errore non ti perdona.
La profondità della gola aggiunge un altro livello. Diciamo che stai piegando un pannello da 24 pollici ma la linea di piega si trova a 10 pollici dal bordo. Se la tua profondità di gola è di 8 pollici, il telaio blocca il lavoro. Hai tutto il tonnellaggio del mondo — e nessun posto dove mettere l’acciaio.
Questa è la parte che i principianti non disegnano mai prima di acquistare.
Diciamo che il pezzo ci sta. A malapena.
Ora stai lavorando vicino alla massima luce aperta, alla massima corsa, alla massima densità di tonnellaggio nominale — tutto contemporaneamente. Sulla carta, sei dentro i limiti. In realtà, le pieghe corte concentrano la forza e possono superare i limiti di tonnellaggio per piede sicuri, anche quando il tonnellaggio totale sembra accettabile.
I telai compatti flettono di più. È fisica, non opinione. Telai laterali più corti e bancali più leggeri sono il modo in cui i produttori riducono l’ingombro e il prezzo per gli acquirenti con garage. Ma quando carichi 70 o 80 tonnellate in una sezione corta da 8 pollici, la deflessione non si distribuisce uniformemente lungo il bancale. Si localizza.
Il pistone si incurva. Il bancale si abbassa. Il tuo 90 diventa 88 al centro e 92 ai bordi.
E lo insegui con spessori e tentativi.
Avviso del Cestino dei Rottami: Ho visto operatori in piccoli laboratori supporre che l’inconsistenza dell’angolo fosse una “variazione del materiale”, aumentare la pressione per compensare e deformare permanentemente il bancale di una piccola pressa piegatrice. La macchina si muove ancora. Solo che non sarà mai più a squadra. È una lezione costosa sulla rigidità del telaio.
Pensa al traino. La potenza motrice muove il carico. Il passo e la rigidità del telaio lo mantengono dritto a velocità autostradale. Un camion corto e leggero può tecnicamente trainare il rimorchio — una volta. Lo stress ripetuto rivela la verità.
Corsa, luce aperta, profondità della gola — non sono specifiche accessorie. Decidono se la tua densità di tonnellaggio faticosamente guadagnata può essere applicata in modo pulito, ripetuto e senza deformare la macchina stessa.
Quindi ora stai giostrando forza, lunghezza, affidabilità della trasmissione, scelta degli utensili, altezza aperta e rigidità del telaio.
Come trasformi quel caos in una decisione d’acquisto che non perseguiterà il tuo piccolo laboratorio tra due anni?
Hai un sistema di trasmissione che può effettivamente fornire forza nel laboratorio ristretto. Bene.
Ora la vera domanda: quando l’acciaio è appoggiato sulla matrice, la lunghezza, il telaio e le distanze della macchina ti permetteranno di applicare quella forza dove serve — o ti ritroverai a combattere con la geometria?
La maggior parte dei principianti scorre gli annunci come se stesse comprando un frigorifero. Larghezza. Altezza. Ingombro. “Ci starà contro la parete?”
È al contrario.
La scheda tecnica dice “capacità ¼ di pollice.” Potrebbe persino indicare 40 o 60 tonnellate. Ma gli operatori esperti spesso limitano a circa 25 tonnellate per piede su sezioni corte per evitare di danneggiare banco e slitta. In realtà, le piegature corte concentrano la forza e possono superare i limiti sicuri di tonnellate per piede, anche quando il tonnellaggio totale sembra a posto.
Quindi non si parte dalle macchine. Si parte dai pezzi.
Perché la densità di tonnellaggio — forza divisa per lunghezza di piegatura — è ciò che decide se la pressa piegatrice piega l’acciaio o si ferma. E quel numero nasce dal materiale più spesso e dalla piega più lunga, non dall’ingombro del telaio.
Qual è la prima riga su una scheda tecnica che conta davvero?
Scegli il materiale più spesso che prevedi realisticamente di piegare nel laboratorio ristretto. Non quello che speri di provare “un giorno”. Quello che effettivamente arriverà sul tuo banco quest’anno.
Ora annota la piega diritta più lunga necessaria in quel materiale.
Questi due numeri creano la tua densità di tonnellaggio di base.
Ecco perché inganna i principianti: la forza di piegatura aumenta con il quadrato dello spessore. Raddoppia lo spessore e non raddoppi il tonnellaggio — lo quadruplici circa. Questo è integrato nelle formule standard di piegatura in aria. Non è matematica segreta. È stampata in ogni serio grafico di tonnellaggio.
Esempio ipotetico: diciamo che acciaio dolce da 1/8 di pollice su 36 pollici richiede X tonnellate. Passando a 1/4 di pollice sulla stessa lunghezza, non si arriva a 2X. Si è vicini a 4X. È lì che le piccole presse da garage si fermano e i proprietari iniziano a incolpare “acciaio scadente”.”
Non era acciaio scadente. Era matematica sbagliata.
Ora rimetti la geometria in gioco. Se la tua piega più lunga è 40 pollici, una pressa piegatrice da 48 pollici ti dà margine. Una da 60 pollici distribuisce lo stesso tonnellaggio su una lunghezza maggiore del banco, ma se il telaio è leggero, quell’extra apertura può significare più flessione, a meno che la struttura non sia dimensionata di conseguenza. Forza senza rigidità è come trainare un carico pesante con un rimorchio lungo e flimsy — il motore può tirarlo, ma il telaio racconta la verità a metà strada.
Avviso bidone degli scarti: nel laboratorio ristretto, ho visto ragazzi comprare una pressa più lunga “per flessibilità”, poi provare a lavorare quasi al tonnellaggio massimo in una sezione di 8 pollici su lastra spessa. Non hanno superato il valore totale. Hanno superato il limite sicuro di tonnellate per piede in quella zona corta e hanno messo un sorriso permanente nel banco. La macchina funziona ancora. Solo che non piega più dritto.
Il tuo primo filtro non è la marca. È questo: qual è la pressa più corta che può fornire le tonnellate per piede richieste per il mio materiale più spesso sulla mia piega più lunga — senza avvicinarsi al suo limite?
Una volta che conosci quel numero, la lista delle macchine si riduce rapidamente.
Ma la forza sulla carta non è l’intero conto. E l’acciaio che effettivamente tocca il punzone?
I principianti si ossessionano con il tonnellaggio della macchina e trattano gli utensili come un accessorio.
È il mondo alla rovescia.
La larghezza della matrice — l’apertura a V — cambia direttamente il tonnellaggio richiesto. Una V più stretta significa maggiore forza. Una V più ampia riduce la forza ma aumenta il raggio interno. I grafici standard già tengono conto di questo, e i moltiplicatori per l’acciaio inox sono pubblicati ovunque. Nulla di tutto ciò è nascosto. La trappola sta nell’ignorarlo quando il budget si stringe.
In un’officina con budget ristretto, solitamente si deve scegliere: una macchina leggermente più potente, o utensili migliori.
Ecco la dura verità: una pressa piegatrice rigida da 40 tonnellate con il giusto set di matrici supererà una pressa piegatrice scadente da 60 tonnellate che usa qualsiasi matrice economica arrivata insieme alla macchina. Gli utensili controllano l’area di contatto. L’area di contatto controlla la densità di tonnellaggio sulla punta del punzone.
È come trainare con la giusta classe di gancio. Non si compra semplicemente un camion con un motore potente e si monta un gancio economico certificato per metà del carico. Il punto di connessione determina come la forza si trasferisce. Lo stesso vale qui. Il raggio del punzone e la larghezza della matrice decidono quanto brutalmente quella forza viene concentrata.
Avviso “Bidone degli scarti”: ho visto principianti in officine ristrette comprare una pressa piegatrice compatta con altezza limitata, poi scegliere una matrice a V stretta solo per far entrare il pacco di utensili sotto l’altezza massima aperta. Quella matrice più stretta aumenta bruscamente il tonnellaggio richiesto. La macchina si blocca, aumentano la pressione e, improvvisamente, si trovano oltre i tonnellaggi sicuri per piede in una sezione corta. Tutto perché hanno cercato di risparmiare sull’attrezzatura dell’altezza corretta.
Se il tuo budget è fisso, compra abbastanza macchina per soddisfare i tonnellaggi calcolati per piede — poi investi seriamente nelle larghezze delle matrici che corrispondono ai tuoi materiali principali. Gli utensili non sono un ornamento. Sono il modo in cui la forza entra realmente nell’acciaio.
Ecco il momento di verifica.
L’acciaio dolce è indulgente. L’acciaio inox no.
I grafici standard applicano un moltiplicatore per l’acciaio inox perché la sua resistenza alla trazione è più alta. Anche in questo caso, niente di segreto. Solo comunemente ignorato.
Prendi il materiale più spesso che hai pianificato e la piega più lunga. Ora applica il moltiplicatore per l’acciaio inox allo stesso scenario. Non cambiare la lunghezza. Non ridurre il pezzo per far sembrare migliori i numeri.
La pressa piegatrice scelta fornisce ancora i tonnellaggi richiesti per piede senza lavorare al limite?
Se la risposta è “solo se sono perfettamente centrato, perfettamente attrezzato e perfettamente alimentato”, allora quella macchina è già troppo piccola per un’officina ristretta. Perché i lavori reali sono disordinati. Il materiale varia. Gli operatori non sono robot. Le pieghe corte avvengono vicino al bordo. In realtà, le pieghe corte concentrano forza e possono superare i limiti di tonnellaggio sicuro per piede, anche quando il tonnellaggio totale sembra a posto.
È qui che la geometria torna a farsi sentire. La tua altezza utile permette la matrice più alta necessaria per acciaio inox più spesso? La profondità della gola ti consente di posizionare un pannello grande senza urtare il telaio? Se passare a una matrice a V più ampia per controllare il tonnellaggio significa che il pacco di utensili non entra più, la capacità teorica evapora.
Avviso “Bidone degli scarti”: ho visto officine comprare una pressa piegatrice che poteva “tecnicamente” piegare secondo le specifiche dell’acciaio inox — ma solo con una combinazione di matrici che superava l’altezza disponibile. Hanno quindi ridotto il lavoro o sovraccaricato la macchina con una matrice più stretta. Entrambe le strade costano denaro.
Ecco l’unica cosa da ricordare: la capacità non è il numero più grande sull’etichetta. È l’intersezione tra spessore, lunghezza, scelta della matrice e rigidità del telaio espressa come tonnellaggio sicuro per piede all’interno delle reali aperture disponibili.
La maggior parte dei principianti sceglie in base all’ingombro, perché lo spazio sembra scarso in un’officina ristretta. La mossa non ovvia è questa: definisci prima la tua piega più impegnativa, poi scegli la pressa piegatrice più corta e rigida che possa raggiungere quel valore di tonnellate-per-piede con l’attrezzatura adeguata e un’apertura di lavoro comoda.
Non stai comprando una macchina. Stai comprando margine.
Ed è il margine che continua a piegare l’acciaio — invece della tua piegatrice.


















