

Tens uma quinadeira de 4 pés encostada ordenadamente à parede da oficina apertada. A folha de especificações diz “capacidade de ¼ de polegada”. Introduzes uma tira de aço macio de 3 mm, puxas a alavanca, e a meio caminho o êmbolo simplesmente… pára. O motor geme. O aço não quer saber.
Esse momento não é azar. É matemática que nunca te mostraram.
Numa oficina apertada, o espaço no chão parece caro. Por isso os principiantes compram assim: “Qual é a maior quinadeira que consigo encaixar?” Em vez de “Quanta força por polegada esta estrutura realmente consegue fornecer?”
Já vi uma quinadeira de 200 toneladas e 10 pés anunciada como tendo “capacidade de ¼ de polegada”. É verdade — sobre uma matriz em V de 2 polegadas, precisa de cerca de 197 toneladas para dobrar esse aço macio. Troca para uma matriz em V mais apertada de 1,5 polegada para uma dobra mais acentuada e o mesmo aço passa a exigir cerca de 300 toneladas. Mesma máquina. Mesma chapa. Matriz diferente. Resultado completamente diferente.
Isso é densidade de tonagem — força distribuída ao longo do comprimento da dobra. É a diferença entre um camião classificado para rebocar 10 000 libras e outro a tentar arrastar esse peso com a barra de reboque presa a uma extensão de 20 pés. A classificação não mudou. A alavanca sim.
Aviso do Contentor de Sucata: Comprar uma quinadeira porque “cabe na garagem” em vez de verificar toneladas por pé significa que o teu primeiro projeto real se tornará material de treino. O aço não dobra com otimismo.
Então porque é que tanta gente assume que “uns milímetros” é território seguro?
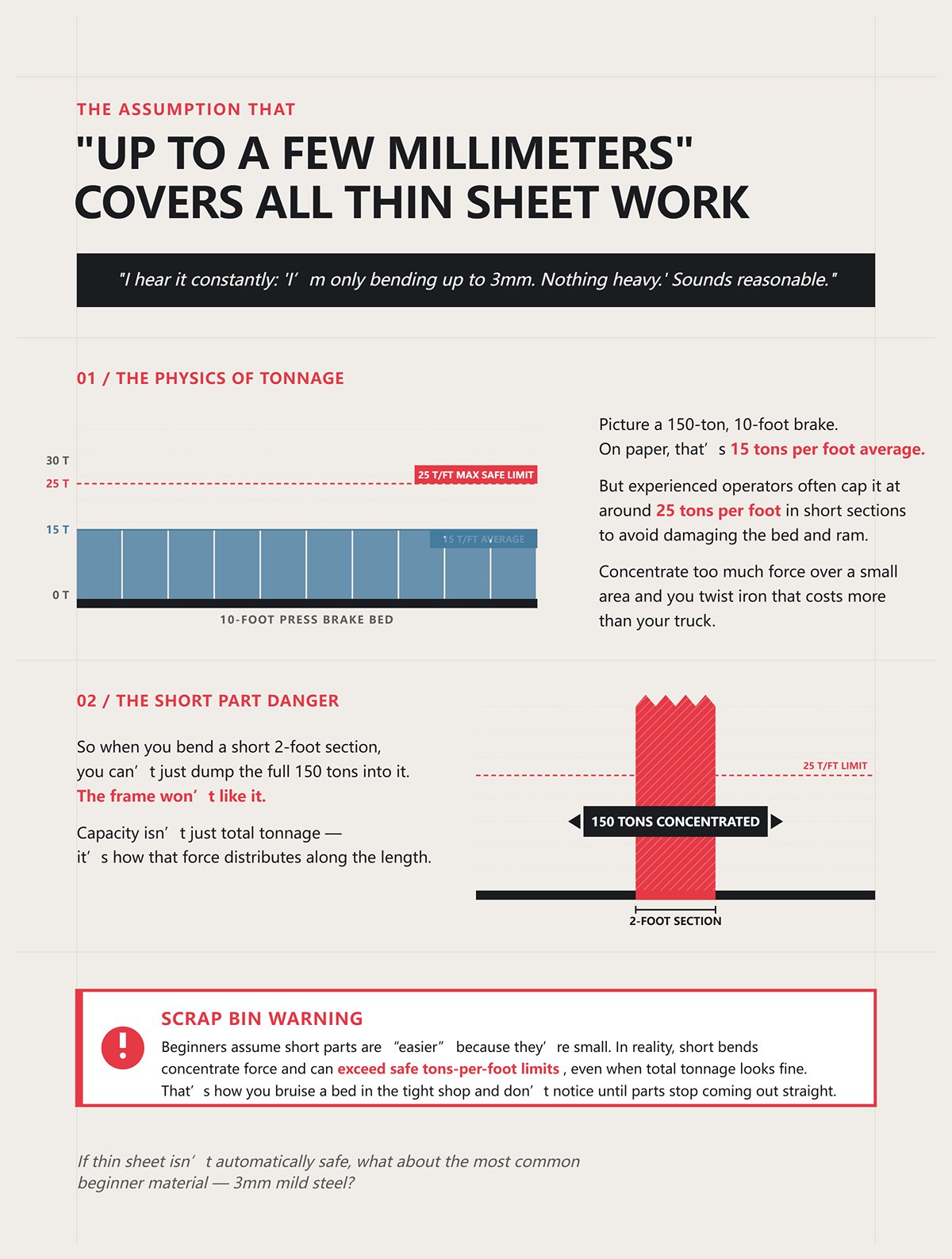
Oiço isto constantemente: “Só vou dobrar até 3 mm. Nada de pesado.” Parece razoável.
Agora imagina uma quinadeira de 150 toneladas e 10 pés. No papel, isso dá uma média de 15 toneladas por pé. Mas operadores experientes costumam limitá-la a cerca de 25 toneladas por pé em secções curtas para evitar danificar a mesa e o êmbolo. Concentrar demasiada força numa pequena área torce ferro que custa mais do que o teu camião.
Por isso, quando dobras uma secção curta de 2 pés, não podes simplesmente despejar as 150 toneladas completas. A estrutura não vai gostar. A capacidade não é apenas tonagem total — é como essa força se distribui ao longo do comprimento.
Aviso do Contentor de Sucata: Os principiantes assumem que peças curtas são “mais fáceis” porque são pequenas. Na realidade, dobras curtas concentram força e podem exceder limites seguros de toneladas por pé, mesmo quando a tonagem total parece aceitável. É assim que marcas uma mesa na oficina apertada sem perceberes até que as peças deixam de sair direitas.
Se a chapa fina não é automaticamente segura, e quanto ao material mais comum para principiantes — aço macio de 3 mm?
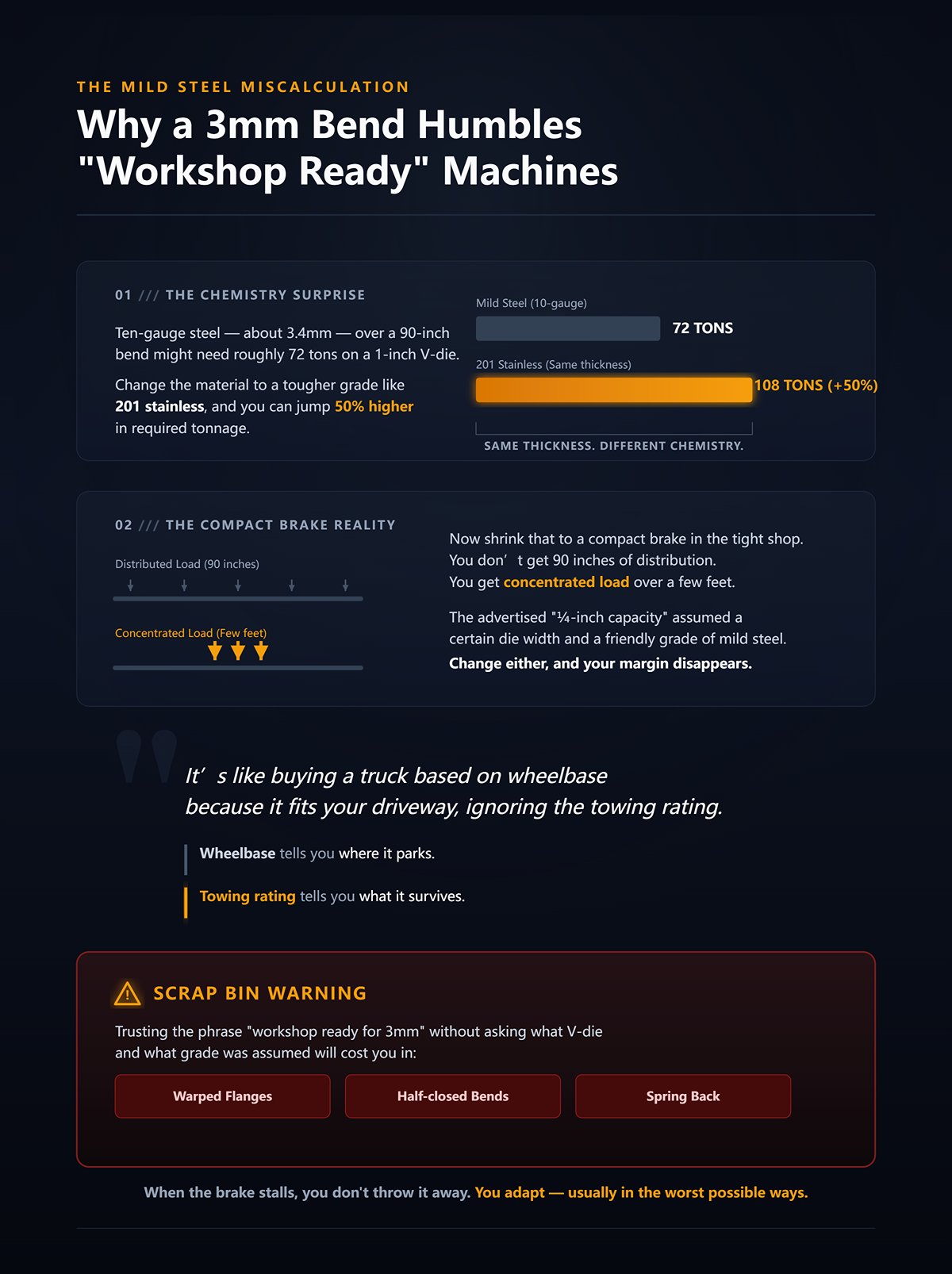
Vamos ser concretos. Aço de calibre dez — cerca de 3,4 mm — numa dobra de 90 polegadas pode necessitar de aproximadamente 72 toneladas numa matriz em V de 1 polegada em aço macio. Muda o material para um grau mais resistente como o inoxidável 201 e podes subir mais de 50 % nas toneladas exigidas. Mesma espessura. Química diferente. Grande surpresa.
Agora reduz isso a uma quinadeira compacta na oficina apertada. Não tens 90 polegadas de distribuição. Tens carga concentrada em poucos pés. A “capacidade de ¼ de polegada” anunciada assumia uma certa largura de matriz e um tipo simpático de aço macio. Muda qualquer um deles e a tua margem desaparece.
É como comprar um camião com base na distância entre eixos porque cabe na tua garagem, ignorando a classificação de reboque. A distância entre eixos diz-te onde estaciona. A classificação de reboque diz-te o que aguenta.
Aviso do Contentor de Sucata: Confiar na frase “pronto para oficina para 3 mm” sem perguntar que matriz em V e que grau foram assumidos vai custar-te em abas empenadas e dobras semi‑fechadas que recuperam mais largas do que o desenho.
Quando a prensa encrava, não a deitas fora. Adaptas-te — normalmente das piores maneiras possíveis.

Já vi principiantes começarem a fazer “bump bending” — múltiplos golpes superficiais para simular uma dobra profunda — porque a sua prensa não consegue fornecer a força necessária numa única pancada. Ou então mudam para uma matriz em V mais larga apenas para reduzir a exigência de tonelagem, sacrificando o raio interno e o controlo dimensional.
Matrizes mais largas reduzem a tonelagem, sim. Mas também aumentam o raio de dobra e alteram a geometria da peça. Não tinhas planeado isso. A máquina obrigou-te.
Outros tentam “batotar” dobrando secções mais curtas à potência máxima. É assim que as bancadas se danificam — a descarregar quase a tonelagem máxima em dois pés de uma estrutura de dez pés. Mesmo as grandes máquinas podem ser destruídas desta forma. A densidade de tonelagem corta nos dois sentidos.
Aviso do Contentor de Sucata: As soluções improvisadas parecem engenhosas na oficina apertada — até as peças deixarem de coincidir, as tolerâncias se desviarem e perceberes que compraste uma máquina que dita os teus designs em vez de os servir.
Nesta altura, a frustração devia ser óbvia. A prensa não falhou por ser pequena. Falhou porque a julgaste pela pegada e não pela força por polegada.
Então, o que é que a matemática realmente diz que precisas?
Um principiante entra na oficina apertada com uma prensa de 20 toneladas e 4 pés e pergunta-me: “Isto consegue dobrar aço macio de 3mm em dois metros?”
Vamos calcular, não adivinhar.
Pega em aço macio de 3mm (cerca de 1/8″). Coloca-o sobre uma matriz em V de 24mm — aproximadamente 8× a espessura do material, uma configuração comum de dobra ao ar. Em 2000mm (cerca de 6,5 pés), a força de dobra calculada fica por volta das 50 toneladas. Adiciona uma margem de segurança de 20% para não levares a hidráulica ao limite e ficas com cerca de 60 toneladas.
Isso não é opinião. É a relação entre espessura do material, abertura da matriz, resistência à tração e comprimento da dobra a funcionar como deve ser.
Agora troca o material por inox da mesma espessura. Mesma matriz. Mesmo comprimento. Vais precisar de quase 90 toneladas. Muda para alumínio e desces para valores baixos na casa das 30 toneladas. Nada mudou na tua garagem. Só a matemática.
É por isso que sou direto quanto à densidade de tonelagem. A tonelagem não é um número de vaidade numa ficha técnica — é um requisito calculado, definido pela espessura, abertura da matriz, resistência do material e comprimento. Se não fizeres as contas, a máquina vai ensinar-te da maneira mais difícil.
Aviso do Contentor de Sucata: O erro mais caro que vejo os principiantes cometerem na oficina apertada é comprar uma prensa de 20 ou 30 toneladas porque “nunca dobro nada grosso”, e depois descobrirem que o seu painel típico de 6 pés precisa silenciosamente de 50–70 toneladas. Essa máquina não vai crescer contigo. Vai parar à frente dos clientes.
Então, que parte dessa equação dói mais?
Dobra aço macio A36 de 1/4″ sobre uma matriz em V de 2″ e terás cerca de 19,7 toneladas por pé. Estende isso por 10 pés e chegas a um total de 197 toneladas.
Agora aperta a matriz para 1,5″. Mesmo aço. Mesmo comprimento. A força necessária salta para cerca de 30 toneladas por pé — 300 toneladas no total.
Abra o molde para 3″? Desce para cerca de 13,9 toneladas por pé — 139 toneladas.
Uma variável. Uma oscilação de mais de 2×.
Eis o mecanismo: um V‑molde mais estreito obriga o material a enrolar-se mais apertado em torno da ponta do punção, aumentando a resistência à deformação plástica. Essa resistência reflete-se diretamente na tonelagem necessária. Um molde mais largo distribui o raio da dobra, reduzindo a força necessária para ceder o material.
Pense nisso como rebocar com o engate montado perto do eixo traseiro versus pendurá-lo numa barra de extensão longa. O motor do camião não mudou, mas a alavanca mudou — e a alavanca decide se move a carga ou parte alguma coisa.
A folha de especificações indica “capacidade de ¼ de polegada.” O que não diz é qual abertura de molde foi assumida. Normalmente é cerca de 8× a espessura em aço macio, dobra a ar, comprimento total. Mude isso e a classificação desaparece.
Aviso de Caixote de Sucata: Os iniciantes na oficina apertada costumam escolher um molde mais estreito para “obter um canto mais afiado” sem recalcular a tonelagem. É assim que uma prensa classificada de forma segura para 200 toneladas de repente precisa de 300 — e o êmbolo, a mesa ou os hidráulicos sofrem o impacto.
Portanto, se a largura do molde pode duplicar a força necessária, o método de dobra muda-a na mesma proporção?
Dobra a ar significa que o punção nunca força o material totalmente até ao fundo do V. O ângulo é controlado pela profundidade, não por esmagar a chapa em contacto total. Por isso requer menos tonelagem.
A dobra por apoio — ou pior, cunhagem — empurra o material contra as paredes do molde para definir o ângulo mecanicamente. Já não está apenas a vencer o limite de escoamento; está a deformar plasticamente uma zona maior e a alisar a dobra.
A diferença de força não é subtil. A dobra por apoio pode exigir de 3× a 5× a tonelagem da dobra a ar para o mesmo material e espessura.
Portanto, aquele painel de aço macio de 3 mm que precisava de cerca de 50 toneladas em dobra a ar? Ao dobrar por apoio pode ultrapassar facilmente as 100 toneladas, dependendo da geometria do molde.
E é aqui que os iniciantes ficam presos: queixam-se do retorno elástico — o material abrir-se após o golpe — e decidem que a solução é “mais força.” Mudam de método sem verificar se a máquina na oficina apertada pode realmente fornecer a tonelagem de apoio em segurança.
É como mudar de rebocar um atrelado que rola livremente para arrastar um com os travões bloqueados. O mesmo camião. Exigência de carga completamente diferente.
Aviso de Caixote de Sucata: Tentar “forçar um 90 perfeito” dobrando por apoio numa máquina dimensionada para dobra a ar é como deformar as pontas dos punções, riscar os moldes e introduzir uma deflexão permanente da mesa — mesmo que a tonelagem total esteja tecnicamente abaixo da classificação nominal.
Se o método e o molde fazem a força oscilar tanto, o que compram na prática 10, 20, 30 ou 50 toneladas?
| Tópico | Detalhes |
|---|---|
| Dobragem a Ar | O punção não força o material totalmente até ao fundo do V-molde; o ângulo é controlado pela profundidade de penetração em vez de contacto total. Requer menos tonelagem. |
| Encosto | O material é empurrado contra as paredes do molde para definir mecanicamente o ângulo. Envolve deformação plástica numa zona maior e alisamento da dobra. |
| Moedura | Forma mais extrema de dobra por apoio; comprime totalmente o material na forma do molde, exigindo ainda mais força. |
| Diferença de Tonelagem | O encosto pode requerer entre 3× e 5× mais tonelagem do que a curvatura por ar para o mesmo material e espessura. |
| Exemplo (Aço Macio de 3 mm) | ~50 toneladas para curvatura por ar; o encosto pode ultrapassar 100 toneladas dependendo da geometria da matriz. |
| Erro Comum de Principiante | Aumentar a força para combater o retorno elástico sem verificar se a máquina pode lidar com segurança com a tonelagem de encosto. |
| Analogia Prática | Como rebocar um atrelado que rola livremente (curvatura por ar) vs. arrastar um com os travões bloqueados (encosto). Mesma máquina, exigência de carga drasticamente diferente. |
| Aviso de Caixote de Sucata | Forçar um perfeito 90° com encosto numa máquina destinada a curvatura por ar pode danificar as pontas do punção, marcar as matrizes e causar deflexão permanente da bancada — mesmo que esteja abaixo da classificação nominal de tonelagem. |
| Pergunta Chave | Se o método de curvatura e a seleção da matriz alteram drasticamente os requisitos de força, o que significam realmente 10, 20, 30 ou 50 toneladas na aplicação prática? |
Vamos basear isto na realidade apertada da oficina — assumindo curvatura por ar, largura de matriz igual a aproximadamente 8× a espessura, e aço macio salvo indicação contrária. São valores aproximados, não garantias de marketing.
10 toneladas
Aço inoxidável neste nível? Muito limitado. Alumínio? Confortável em bitolas finas.
20 toneladas
Painéis completos de 6 pés e 3 mm? Não vai acontecer. Inox da mesma espessura? Está a flertar com território de paragem.
30 toneladas
É aqui que muitos travões de “garagem” se encontram — capazes, mas apenas se o comprimento for controlado.
50 toneladas
Agora está a entrar no território da verdadeira fabricação — mas ainda limitado por toneladas por pé, especialmente em dobras curtas e espessas.
Note o que falta: nenhum destes números está sozinho. Um travão de 50 toneladas em 8 pés tem uma média pouco acima de 6 toneladas por pé se totalmente distribuídas. Concentrar essa força numa dobra de 2 pés e está nas 25 toneladas por pé — exatamente na zona de cautela que muitos operadores respeitam para proteger a mesa e o êmbolo.
Aviso de contentor de sucata: principiantes assumem que um travão de 50 toneladas significa “posso colocar 50 toneladas em qualquer lugar.” Na realidade, dobras curtas concentram a força e podem exceder limites seguros de toneladas por pé, mesmo quando a tonelagem total parece aceitável. É assim que máquinas em oficinas apertadas ficam com sorrisos permanentes na mesa.
Agora já pode calcular a força total necessária. Consegue ver como a largura da matriz e o método influenciam. Mas ainda fica uma pergunta:
Se a tonelagem necessária estiver correta no papel, o que acontece quando essa força é concentrada em apenas alguns centímetros da mesa?
Imagine duas dobras.
Primeira: 20 toneladas aplicadas através de um suporte de 300 mm no centro da mesa. Segunda: as mesmas 20 toneladas distribuídas por um painel completo de 1500 mm.
No papel, ambas estão “dentro da capacidade.” No aço, são eventos completamente diferentes.
As estruturas de travões de prensa têm classificação assumindo que a força está distribuída por cerca de 60% ou mais da mesa. É assim que os fabricantes chegam à tonelagem nominal. Dobras curtas violam essa suposição. Concentrar 20 toneladas em 300 mm e o seu número de toneladas por pé dispara. O êmbolo e a mesa não sentem “20 toneladas no total”. Sentem intensidade de tensão — força dividida pelo comprimento ativo — e isso provoca deflexão.
Mas aqui está o detalhe que os principiantes ignoram na oficina apertada: esticar a cama sem aumentar a tonelagem total reduz a densidade de tonelagem disponível. A máquina parece maior. Na verdade, fica mais fraca onde importa.
Esse é o paradoxo.
É como comprar uma carrinha com o mesmo motor, mas com uma distância entre eixos muito maior e uma estrutura mais macia. A brochura continua a indicar a mesma potência, mas ao engatar um atrelado pesado o controlo fica instável porque a estrutura distribui essa potência por comprimento em excesso. A potência não mudou. A capacidade real de reboque é que diminuiu.
Aviso do Caixote de Sucata: Já vi principiantes perseguirem a ideia “cama mais longa significa mais capacidade” e depois ficarem bloqueados ao tentar dobrar suportes curtos e grossos porque as suas 20 toneladas sobre 1500 mm dão uma média de apenas cerca de 4 toneladas por pé. O aço não se importa quão impressionante parece a área ocupada na oficina apertada. Apenas cede quando a força local é suficiente.
Então onde é que a verdadeira linha divisória se encontra num setup caseiro?
Imagine um travão de 20 toneladas disponível em duas versões: uma com largura de trabalho de 300 mm, outra esticada até 1500 mm. Mesmos cilindros. Mesma bomba. Mesma classificação de 20 toneladas.
Trabalhe aço macio de 3 mm, dobra por ar, matriz adequada. Com 300 mm, pode precisar de apenas uma fração da capacidade total. A máquina pode aplicar toneladas significativas por pé. Com 1500 mm, esse mesmo material pode exigir força que a máquina simplesmente não consegue distribuir de forma uniforme. Fica bloqueado antes de atingir o ângulo.
Vinte toneladas sobre 300 mm é um animal diferente de vinte toneladas sobre 1000 mm — o aço só se importa com a força por milímetro.
Agora pense em dobras curtas na máquina longa. Suponha que carrega um suporte de 200 mm no centro e aplica perto das 20 toneladas máximas. Acabou de criar um evento de alta densidade local. Os fabricantes avisam que concentrações extremas — imagine 80 toneladas sobre 200 mm em travões industriais maiores — podem deformar permanentemente uma cama mesmo que a tonelagem total esteja abaixo da indicada na placa. Porquê? Porque as classificações assumem distribuição alargada, não um impacto tipo martelo numa zona minúscula.
Na oficina apertada, isso significa que ambos os extremos são perigosos:
Aviso do Caixote de Sucata: Comprar a versão de 1500 mm “por precaução” sem aumentar a tonelagem é como os principiantes acabam incapazes de dobrar suportes de 1/4″ que pensavam serem fáceis — ou pior, aumentam a pressão em peças curtas e deformam silenciosamente a estrutura.
Então, o que é que realmente falha quando 20 toneladas funcionam a 300 mm mas bloqueiam a 1000 mm?
Vamos reduzir isto a números.
Assuma um máximo de 20 toneladas. Sobre 1000 mm (cerca de 3,3 pés), isso dá uma média de aproximadamente 6 toneladas por pé se completamente distribuídas. Sobre 300 mm (cerca de 1 pé), pode fornecer perto de 20 toneladas por pé — se a estrutura suportar.
Estas são condições de tensão radicalmente diferentes.
A ficha técnica diz “capacidade de ¼ de polegada”. Mas operadores experientes costumam limitar a cerca de 25 toneladas por pé em secções curtas para evitar danificar a cama e o pistão. Esse limite não é superstição; é mecânica estrutural. O pistão comporta‑se como uma viga. A deflexão de viga aumenta com a carga e o vão. Distribua a mesma carga por um comprimento ativo maior e reduz a tensão de flexão local — mas também reduz a pressão disponível por polegada para superar a resistência à cedência do material.
Na realidade, curvas curtas concentram força e podem ultrapassar os limites seguros de toneladas por pé, mesmo quando a tonelagem total parece adequada.
Agora dobre o material. Curvar aço macio de 3 mm sobre 2000 mm pode exigir cerca de 50 toneladas. O aço inoxidável da mesma espessura pode aumentar dramaticamente porque a resistência à tração sobe. O alumínio baixa. A densidade por si só não prevê o sucesso — interage com a resistência do material e a largura da matriz — mas sem toneladas suficientes por pé, nenhum desses materiais dobra de forma limpa. Ou subdobra ou bloqueia.
Pense nisso como rebocar: 20 toneladas é a potência do seu motor. O comprimento da dobra é o comprimento do atrelado que distribui essa força. Alongue demasiado o atrelado sem mais motor, e não consegue vencer a resistência de rolamento nas subidas. Encurte e, de repente, o mesmo motor parece forte — até ligar uma lança de atrelado pesada e pequena que sobrecarrega o ponto de engate.
Aviso do Contentor de Sucata: Principiantes na oficina apertada muitas vezes calculam corretamente a tonelagem total, e depois ignoram se a sua máquina pode fornecer essa força por pé ao longo do comprimento pretendido da dobra. O resultado não é subtil — ângulos inconsistentes, tensão hidráulica ou uma prensa que simplesmente pára a meio do curso.
Então, mesmo que dimensione corretamente tonelagem e comprimento, há outra armadilha à espera — será que o seu equipamento sequer combina com essa geometria?
Encolha o banco para perseguir maior densidade, e a geometria começa a lutar contra si.
O equipamento padrão de prensa dobradeira pressupõe certa distância de luz (abertura vertical), profundidade de garganta e largura de fixação. Uma máquina micro‑banco com luz limitada pode impedir fisicamente a instalação de punções mais altos ou matrizes em V mais largas necessárias para material mais espesso. Resolveu a densidade de tonelagem. Agora o equipamento não encaixa.
Pior ainda, bancos mais curtos muitas vezes significam menos pontos de apoio. A deflexão do equipamento aumenta se o sistema de fixação não for rígido. Isso altera a abertura efetiva da matriz sob carga, o que muda a tonelagem necessária a meio do curso. Lembra‑se de como passar de uma matriz em V de 2″ para 3″ reduziu a força de 197 toneladas para 139 toneladas em 10 pés? A geometria da matriz altera silenciosamente a sua equação de força. Se a sua máquina compacta limitar as opções de matriz, limita a capacidade real independentemente das toneladas anunciadas.
Aviso do Contentor de Sucata: Já vi principiantes comprar uma prensa curta e de alta tonelagem para a oficina apertada, apenas para descobrir que a punção de pescoço de ganso prevista não passa pelo quadro — então trocam por uma matriz mais estreita para “dar certo” e, sem saber, duplicam a sua exigência de toneladas por pé.
Mais capacidade em comprimento parece flexibilidade. Na prática, sem combinar tonelagem e rigidez estrutural, dilui a própria força que faz o aço dobrar.
E uma vez que aceita que a densidade — não apenas a tonelagem total ou tamanho do banco — governa se uma prensa dobra ou bloqueia, a próxima questão torna‑se óbvia:
Como é que o sistema de acionamento da máquina realmente fornece e controla essa força sob carga?
Imagine uma prensa hidráulica de 40 toneladas na oficina apertada. Carrega no pedal. O motor arranca com um forte impacto elétrico, a bomba começa a rodar, o óleo pressuriza e o êmbolo começa a descer. Essa força não vem de um parafuso giratório ou de uma caixa de engrenagens. É óleo preso sob pressão, multiplicando a entrada do motor através da área do pistão.
Agora imagine uma servo‑elétrica de 40 toneladas. Sem óleo. Sem ciclo de bomba. Um motor servo gira um parafuso de esferas, traduzindo a rotação em força linear no êmbolo. O binário torna‑se impulso diretamente através da conversão mecânica.
Mesma tonelagem de placa de identificação. Duas formas completamente diferentes de gerar e controlar força.
Os hidráulicos criam força através da pressão sobre a área. Aumente a pressão, aumente a tonelagem. O êmbolo não se importa com a velocidade a que a bomba chegou à pressão — uma vez que a pressão é construída, pode mantê‑la constante, mesmo no fundo do curso. Isso importa quando luta contra o retorno elástico no aço mais espesso. As servo‑elétricas geram força a partir do binário do motor. O binário atinge o pico dentro de limites definidos. Quando o controlador diz que atingiu o binário máximo, é isso. Não há “insistir um pouco mais”.”
É aqui que a densidade de tonelagem encontra a realidade. Já sabe que 20 toneladas distribuídas de forma dispersa são inúteis. Agora acrescente isto: se o seu sistema de acionamento não conseguir sustentar a força máxima sob carga — não apenas anunciá‑la — a densidade colapsa na prática.
Uma prensa que não consegue fornecer a tonelagem nominal no seu quadro elétrico é apenas um mobiliário caro para a oficina.
Então, que sistema de acionamento realmente sobrevive na oficina apertada?
Uma prensa hidráulica típica de 40 toneladas pode usar um motor de 5 a 7,5 cavalos de potência. Em 240V monofásico — o que a maioria das garagens tem — esse motor pode puxar 3 a 5 vezes a sua amperagem nominal por uma fração de segundo no arranque. Se a corrente nominal for cerca de 20–30 amperes, o arranque pode disparar muito mais alto.
Se o seu quadro tiver um total de 60 amperes para a oficina, incluindo luzes, compressor e aquecedor, esse pico de arranque é relevante.
Os sistemas hidráulicos são como arrancar um camião de reboque carregado a partir do repouso total. O motor precisa de uma dose extra de combustível para vencer a inércia. Uma vez em movimento, estabiliza. Mas esse impacto inicial pode desligar disjuntores se a instalação elétrica for marginal ou partilhada.
Aviso do caixote de sucata: Já vi principiantes na oficina apertada comprar uma prensa hidráulica usada barata, ligá-la a um quadro secundário subdimensionado e depois perguntar-se porque é que o disjuntor desarma a cada terceiro ciclo. Culpam a máquina. O problema era a base elétrica.
Agora vem o detalhe que os principiantes ignoram. Uma vez em funcionamento, os hidráulicos nem sempre consomem potência total de forma contínua. A bomba cicla. A pressão aumenta. O motor pode ficar em vazio ou descarregar entre dobras. O consumo diário de energia pode ser globalmente mais alto do que nos sistemas elétricos, mas o consumo máximo sustentado por tonelada fornecida pode, em algumas configurações, favorecer os hidráulicos porque a força vem da multiplicação hidráulica, não de um torque constante alto do motor.
Se a sua instalação elétrica for modesta mas estável, um hidráulico devidamente dimensionado com arranque suave ou conversor de fase pode funcionar bem. Se o seu quadro já estiver no limite, nenhum sistema de acionamento o vai salvar.
Então isso significa que o servoelétrico evita totalmente o problema do pico de arranque?
Fique ao lado de uma prensa servoelétrica em meio ciclo. É silenciosa. Sem uivo de bomba. O êmbolo move-se com controlo cirúrgico. Os fabricantes citam precisão de posicionamento ao nível do mícron — cerca de 1 mícron em comparação com cerca de 10 mícrons típicos dos hidráulicos. Os tempos de ciclo podem ser até 30% mais rápidos porque não há atraso de compressibilidade do óleo.
Em oficinas de produção que dobram aço inoxidável fino o dia todo, essa precisão compensa.
Mas olhe para as curvas de força. Os servoelétricos dependem dos limites de torque do motor. Quando se aproxima da capacidade máxima — especialmente em aço macio mais espesso — o controlador limita a saída para proteger o motor e o fuso. Não se obtém o equivalente hidráulico de “aumento de pressão” sustentado contra material resistente.
Algumas comparações na indústria referem que os sistemas elétricos podem usar menos energia total por dia, mas requerem uma demanda elétrica instantânea mais alta em relação à tonelagem que estão a produzir porque toda a força passa diretamente pelo motor. Numa garagem, isso significa que a instalação elétrica tem de suportar confortavelmente a carga máxima do motor durante dobras pesadas — não apenas o consumo médio.
E quando a eletrónica falha, não se está a reconstruir uma vedação na oficina apertada. Está-se à espera de uma placa de comando proprietária.
Aviso do caixote de sucata: Os principiantes veem “baixa manutenção” e assumem “baixo risco”. Os hidráulicos precisam de óleo e vedações. Os servoelétricos precisam de peças eletrónicas especializadas. Numa oficina doméstica, esperar semanas por um módulo de controlo dói mais do que limpar o óleo hidráulico.
Aqui está a verdadeira inversão: utilizadores de garagem dobram muitas vezes ocasionalmente suportes grossos, não milhares de painéis finos por turno. Os hidráulicos dominam na durabilidade da força bruta. Os servoelétricos brilham na precisão repetitiva. Se o seu trabalho é intermitente mas por vezes pesado, o “prémio” pode proporcionar-lhe limpeza e rapidez — não sobrevivência.
Pense nisso como rebocar com um SUV desportivo de alta rotação versus um camião diesel de trabalho. O SUV parece refinado e rápido. O diesel não se importa com a subida.
Qual deles preferiria possuir quando a carga não é previsível?
Agora passemos para as quinadoras manuais de bancada. Sem motor. Sem bomba. Apenas alavancagem mecânica — geralmente através de um fuso ou mecanismo de lâmina.
Imagina tentar dobrar aço macio de 1/4 de polegada, 300 mm de largura, à mão. Mesmo que a estrutura afirme “equivalente a 20 toneladas”, essa classificação assume alavancagem ideal e secções curtas. O teu corpo torna-se o motor. O esforço humano é limitado. A consistência é pior.
À medida que a espessura aumenta, a tonelagem necessária cresce rapidamente — não de forma linear, mas aproximadamente com o quadrado da espessura no dobramento ao ar. Duplica a espessura e a força necessária salta dramaticamente. Os teus braços não duplicam de força para compensar.
Aviso do Caixote de Sucata: Já vi principiantes em oficinas pequenas comprarem uma quinadora manual classificada para “capacidade de 3 mm” e depois descobrirem que essa classificação assume aço macio, comprimentos curtos e ferramentas novas. Tentam inox ou uma dobra ligeiramente mais longa e a manivela simplesmente deixa de se mover. Isso não é técnica. É física.
Os sistemas manuais podem funcionar para alumínio fino, aço de calibre leve, abas curtas. Para além disso, estás a lutar contra a resistência do material e contra a tua própria biomecânica. Não há capacidade de reserva para compensar o retorno elástico em material mais espesso. Quando a exigência de densidade dispara, a máquina — ou tu — param.
Aqui está a hierarquia sob as restrições reais de uma garagem:
Hidráulico: exige energia elétrica elevada no arranque, é mecanicamente tolerante sob carga máxima. Servoelétrico: eletricamente mais limpo no funcionamento diário, eletronicamente frágil perto do limite de capacidade. Manual: eletricamente invisível, fisicamente limitado.
Os três podem anunciar a mesma tonelagem. Só um ou dois poderão realmente fornecer essa densidade de tonelagem na tua pequena oficina, com a tua instalação elétrica, contra os materiais que acabarás por tentar quando ganhares confiança.
E assim que escolhes um sistema de acionamento que realmente fornece força, surge outra questão — mesmo que a máquina consiga empurrar com força suficiente, as suas folgas físicas permitirão dobrar as formas que tens em mente?
Vamos supor que fizeste tudo certo. Escolheste um sistema de acionamento que realmente consegue fornecer e manter a tonelagem que os teus cálculos exigem na pequena oficina.
Agora a pergunta desconfortável: a peça cabe sequer dentro da máquina?
A ficha técnica diz “capacidade de ¼ de polegada”. Gaba-se de 40 toneladas, 60 toneladas, talvez mais. Mas em lado nenhum do folheto de vendas grita “Altura de abertura: 14 polegadas”, ou “Curso: 4 polegadas”, ou “Profundidade da garganta: 8 polegadas”. Esses números parecem aborrecidos. Não são.
O curso é a distância que o êmbolo percorre fisicamente. A abertura é a distância máxima entre o punção e a mesa quando o êmbolo está totalmente levantado. A profundidade da garganta é o quanto podes deslizar uma peça a partir da frente antes de tocar na estrutura. Se qualquer um desses parâmetros for demasiado pequeno, a tua tonelagem útil torna-se teórica.
É como ter uma carrinha avaliada para rebocar 12.000 libras mas com uma distância entre eixos curta que perde estabilidade no momento em que engatas um reboque comprido — o motor não é o limite, é a geometria.
Aviso do Caixote de Sucata: Já vi principiantes em oficinas pequenas comprarem uma quinadora compacta de 50 toneladas que conseguia dobrar perfeitamente os seus suportes de 3/16 — e depois descobrirem que a sua caixa de 10 polegadas de altura fisicamente não conseguia passar a abertura depois de instalado o punção e a matriz. Tinham força. Tinham aço. Não tinham espaço.
E espaço não é opcional.
É aqui que a coisa se torna traiçoeira.
Não precisas apenas de uma abertura igual à altura final da tua peça. Precisas de abertura suficiente para a matriz, o punção, a espessura do material e o arco que a aba descreve ao dobrar.
Imagine um lado simples de uma caixa com 8 polegadas de altura. Parece fácil de gerir. Agora adicione uma matriz em V de 3 polegadas, um suporte de punção de 4 polegadas, e o facto de que durante a dobra, essa aba de 8 polegadas roda para cima numa grande curva antes de se fixar a 90 graus. De repente, a altura aberta necessária já não é de 8 polegadas. Pode ser 14 ou 16.
Se o curso for curto, nem sequer consegue levantar alto o suficiente para extrair a peça entre dobras. Se a abertura (daylight) for limitada, é forçado a usar matrizes mais pequenas apenas para encaixar o conjunto de ferramentas. E matrizes mais pequenas aumentam rapidamente a exigência de tonelagem — mesmo material, mesmo comprimento, força totalmente diferente.
Acabou por se encurralar.
Aviso de Caixote de Sucata: Um erro comum de principiantes na oficina apertada é comprar uma prensa compacta com abertura limitada e depois compensar escolhendo uma matriz em V mais estreita para que tudo “encaixe”. A matriz mais estreita aumenta drasticamente a tonelagem requerida. A máquina bloqueia, ou pior, sobrecarrega uma estrutura que nunca foi concebida para essa densidade numa secção curta. A peça não fica mais barata. O erro não se desculpa.
A profundidade da garganta acrescenta outra camada. Imagine que está a dobrar um painel de 24 polegadas mas a linha de dobra fica a 10 polegadas da margem. Se a profundidade da garganta for 8 polegadas, a estrutura bloqueia o trabalho. Tem toda a tonelagem do mundo — e nenhum lugar para colocar o aço.
Esta é a parte que os principiantes nunca desenham antes de comprar.
Vamos supor que a peça encaixa. Por pouco.
Agora está a trabalhar perto da abertura máxima, perto do curso máximo, perto da densidade de tonelagem nominal — tudo ao mesmo tempo. No papel, está dentro dos limites. Na realidade, dobras curtas concentram a força e podem exceder os limites seguros de toneladas por pé, mesmo quando a tonelagem total parece aceitável.
Estruturas compactas flexionam mais. Isso é física, não opinião. Estruturas laterais mais curtas e camas mais leves são a forma como os fabricantes mantêm a pegada e o preço baixos para compradores de garagem. Mas quando coloca 70 ou 80 toneladas numa curta secção de 8 polegadas, a deflexão não é distribuída uniformemente ao longo da cama. Fica localizada.
O martelo arqueia. A cama afunda. O seu ângulo de 90 torna-se 88 no centro e 92 nas extremidades.
E tenta corrigir com calços e palpites.
Aviso de Caixote de Sucata: Já vi operadores na oficina apertada assumirem que a inconsistência de ângulo era “variação do material”, aumentarem a pressão para compensar, e deformarem permanentemente a cama numa pequena prensa. A máquina continua a mover-se. Simplesmente nunca mais fica direita. É uma lição cara sobre a rigidez da estrutura.
Pense novamente sobre reboque. Potência põe a carga em movimento. Distância entre eixos e rigidez da estrutura mantêm-na direita a velocidade de auto-estrada. Um camião curto e leve pode, tecnicamente, puxar o atrelado — uma vez. O stress repetido revela a verdade.
Curso, abertura, profundidade da garganta — estes não são especificações acessórias. Decidem se a sua densidade de tonelagem arduamente conquistada pode ser aplicada de forma limpa, repetida e sem distorcer a própria máquina.
Então agora está a equilibrar força, comprimento, fiabilidade de acionamento, escolha de matriz, altura aberta e rigidez da estrutura.
Como transformar essa confusão numa decisão de compra que não vá assombrar a sua oficina apertada daqui a dois anos?
Tem um sistema de acionamento que realmente consegue fornecer força na oficina apertada. Ótimo.
Agora a verdadeira questão: quando o aço estiver sobre a matriz, o comprimento, a estrutura e as folgas da máquina vão permitir aplicar essa força onde precisa — ou vai estar a lutar contra a geometria?
A maioria dos principiantes percorre as listagens como se estivessem a comprar um frigorífico. Largura. Altura. Pegada. “Vai caber contra a parede?”
Isso é ao contrário.
A ficha técnica diz “capacidade de ¼ de polegada”. Pode até indicar 40 ou 60 toneladas. Mas os operadores experientes costumam limitar-se a cerca de 25 toneladas por pé em secções curtas para evitar danificar a mesa e o aríete. Na realidade, as dobras curtas concentram a força e podem exceder os limites seguros de toneladas por pé, mesmo quando a tonelagem total parece adequada.
Portanto, não se começa pelas máquinas. Começa-se pelas peças.
Porque a densidade de tonelagem — força dividida pelo comprimento da dobra — é o que decide se a sua prensa dobra aço ou simplesmente bloqueia. E esse número nasce do seu material mais espesso e da sua dobra mais longa, não da pegada do armário.
Qual é a primeira linha numa ficha técnica que realmente importa?
Escolha o material mais espesso que planeia realisticamente dobrar na oficina apertada. Não o material que espera tentar “um dia”. O material que realmente vai chegar à sua bancada este ano.
Agora escreva a dobra reta mais longa que precisa nesse material.
Esses dois números criam a sua densidade de tonelagem de base.
Aqui está porque isto apanha os principiantes: a força de dobra escala com o quadrado da espessura. Duplicar a espessura, e não duplica a tonelagem — aumenta-a aproximadamente quatro vezes. Isso está incluído nas fórmulas padrão de dobragem por ar. Não é matemática secreta. Está impresso em todos os gráficos sérios de tonelagem.
Exemplo hipotético: digamos que 1/8 de polegada de aço macio sobre 36 polegadas precisa de X toneladas. Saltar para 1/4 de polegada sobre o mesmo comprimento, e não está em 2X. Está perto de 4X. É aí que as prensas pequenas de garagem bloqueiam e os proprietários começam a culpar “o mau aço”.”
Não era mau aço. Era má matemática.
Agora volte a introduzir a geometria. Se a sua dobra mais longa é de 40 polegadas, uma prensa de 48 polegadas dá-lhe margem. Uma prensa de 60 polegadas distribui a mesma tonelagem por mais comprimento de mesa, mas se a estrutura for leve, essa extensão extra pode significar mais deflexão, a menos que a estrutura seja dimensionada proporcionalmente. Força sem rigidez é como rebocar pesado com um reboque longo e frágil — o motor pode puxar, mas a estrutura mostra a verdade a meio do caminho.
Aviso de Caixote de Sucata: Na oficina apertada, já vi pessoas comprarem uma prensa mais longa “para flexibilidade” e depois tentarem operar perto da tonelagem máxima numa secção curta de 8 polegadas em chapa grossa. Não excederam a classificação total. Excederam toneladas por pé seguras nessa zona curta e deixaram um sorriso permanente na mesa. A máquina ainda funciona. Só que nunca mais volta a dobrar direito.
O seu primeiro filtro não é a marca. É este: qual é a prensa mais curta que pode fornecer as toneladas por pé necessárias para o meu material mais espesso na minha dobra mais longa — sem chegar perto do seu limite?
Quando souber esse número, a lista de máquinas encolhe rapidamente.
Mas a força no papel não é toda a conta. E quanto ao aço que realmente toca no aríete?
Os principiantes fixam-se na tonelagem da máquina e tratam as ferramentas como um acessório.
Isso está ao contrário.
A largura da matriz — a abertura em V — altera diretamente a tonelagem necessária. Um V mais estreito significa força mais elevada. Um V mais largo reduz a força mas aumenta o raio interior. Os gráficos padrão já têm isso em conta, e os multiplicadores para aço inoxidável são publicados em todo o lado. Nada disto é oculto. A armadilha é ignorá-lo quando o dinheiro começa a apertar.
Na oficina apertada, o orçamento normalmente obriga a escolher: um pouco mais de máquina ou melhor ferramental.
Eis a verdade difícil: uma prensa de 40 toneladas rígida com o conjunto de matrizes correto superará uma prensa de 60 toneladas frouxa a funcionar com qualquer matriz barata que veio na caixa. O ferramental controla a área de contacto. A área de contacto controla a densidade de tonelagem na ponta do punção.
É como rebocar com a classe certa de engate. Não se compra apenas um camião com um motor grande e se instala um engate barato classificado para metade da carga. O ponto de conexão dita como a força é transferida. Aqui é igual. O raio do punção e a largura da matriz determinam quão brutalmente essa força é concentrada.
Aviso do Contentor de Sucata: já vi principiantes na oficina apertada comprar uma prensa compacta com altura de abertura limitada, e depois escolher uma matriz em V estreita só para o conjunto de ferramental caber na altura de abertura. Essa matriz mais estreita dispara a exigência de tonelagem. A máquina encrava, aumentam a pressão e de repente estão acima dos tons por pé seguros numa secção curta. Tudo porque tentaram poupar dinheiro em ferramental com a altura correta.
Se o seu orçamento está fixo, compre máquina suficiente para cumprir os tons por pé calculados — e depois invista seriamente nas larguras de matriz que correspondem aos seus materiais principais. Ferramental não é enfeite. É a forma como a força entra realmente no aço.
Então aqui está o teste de introspeção.
O aço macio é tolerante. O aço inoxidável não.
Os gráficos padrão aplicam um multiplicador para inox porque a sua resistência à tração é maior. Novamente, não é segredo. Só que é normalmente ignorado.
Pegue no seu material mais espesso planeado e na dobra mais longa. Agora aplique o multiplicador de inox ao mesmo cenário. Não altere o comprimento. Não reduza a peça para que os números pareçam melhores.
A sua prensa escolhida ainda fornece os tons por pé necessários sem operar no limite extremo?
Se a resposta for “apenas se estiver perfeitamente centrada, com ferramental perfeito e potência perfeita”, essa máquina já é demasiado pequena para a oficina apertada. Porque os trabalhos reais são desordenados. O material varia. Os operadores não são robôs. As dobras curtas acontecem perto da borda. Na realidade, as dobras curtas concentram força e podem exceder os limites seguros de tons por pé, mesmo quando a tonelagem total parece adequada.
É aqui que a geometria volta a aparecer. A sua altura de abertura permite a matriz mais alta que precisaria para inox mais espesso? A profundidade da garganta permite-lhe posicionar um painel grande sem bater na estrutura? Se trocar para uma matriz em V mais larga para controlar a tonelagem significa que o conjunto de ferramental já não cabe, a sua capacidade teórica evapora.
Aviso do Contentor de Sucata: já vi oficinas comprar uma prensa que “tecnicamente” poderia dobrar o inox especificado — mas apenas com uma combinação de matrizes que excedia a altura de abertura disponível. Ou reduziram o trabalho ou sobrecarregaram a máquina com uma matriz mais estreita. Ambos os caminhos custam dinheiro.
Eis a única coisa que deve levar consigo: a capacidade não é o número maior no autocolante. É a interseção de espessura, comprimento, escolha da matriz e rigidez da estrutura expressos como tons por pé seguros dentro das folgas reais.
A maioria dos principiantes compra pela pegada porque o espaço parece escasso na oficina apertada. A jogada não óbvia é esta: defina primeiro a sua dobra mais difícil e depois escolha a prensa mais curta e rígida que consiga atingir esse alvo de tons por pé com ferramental adequado e altura de abertura confortável.
Não está a comprar uma máquina. Está a comprar margem.
E a margem é o que mantém o aço a dobrar — em vez da sua prensa.


















