

Tienes una prensa plegadora de 4 pies cuidadosamente colocada contra la pared del taller estrecho. La hoja de especificaciones dice “capacidad de ¼ de pulgada”. Deslizas una tira de acero dulce de 3 mm, tiras de la palanca y, a mitad de camino, el pisador simplemente… se detiene. El motor gime. El acero ni se inmuta.
Ese momento no es mala suerte. Es matemática que nunca te enseñaron.
En el taller estrecho, el espacio en el suelo parece caro. Así que los principiantes compran así: “¿Cuál es la plegadora más grande que puedo encajar?” No, “¿Cuánta fuerza por pulgada puede realmente entregar este bastidor?”
He visto una plegadora de 200 toneladas y 10 pies anunciada como “capacidad de ¼ de pulgada”. Cierto: sobre una matriz en V de 2 pulgadas necesita unas 197 toneladas para doblar ese acero dulce. Cambia a una matriz en V más estrecha de 1,5 pulgadas para un pliegue más agudo y el mismo acero de repente exige alrededor de 300 toneladas. Misma máquina. Misma chapa. Diferente matriz. Resultado completamente distinto.
Eso es densidad de tonelaje — fuerza distribuida sobre la longitud de plegado. Es la diferencia entre un camión clasificado para remolcar 10 000 libras y uno que intenta arrastrar ese peso con el enganche atornillado a una extensión de 20 pies. La clasificación no cambió. La palanca sí.
Advertencia de la papelera de chatarra: Comprar una plegadora porque “cabe en el garaje” en lugar de verificar las toneladas por pie significa que tu primer proyecto real se convierte en material de práctica. El acero no se dobla con optimismo.
Entonces, ¿por qué tanta gente asume que “unos pocos milímetros” es territorio seguro?
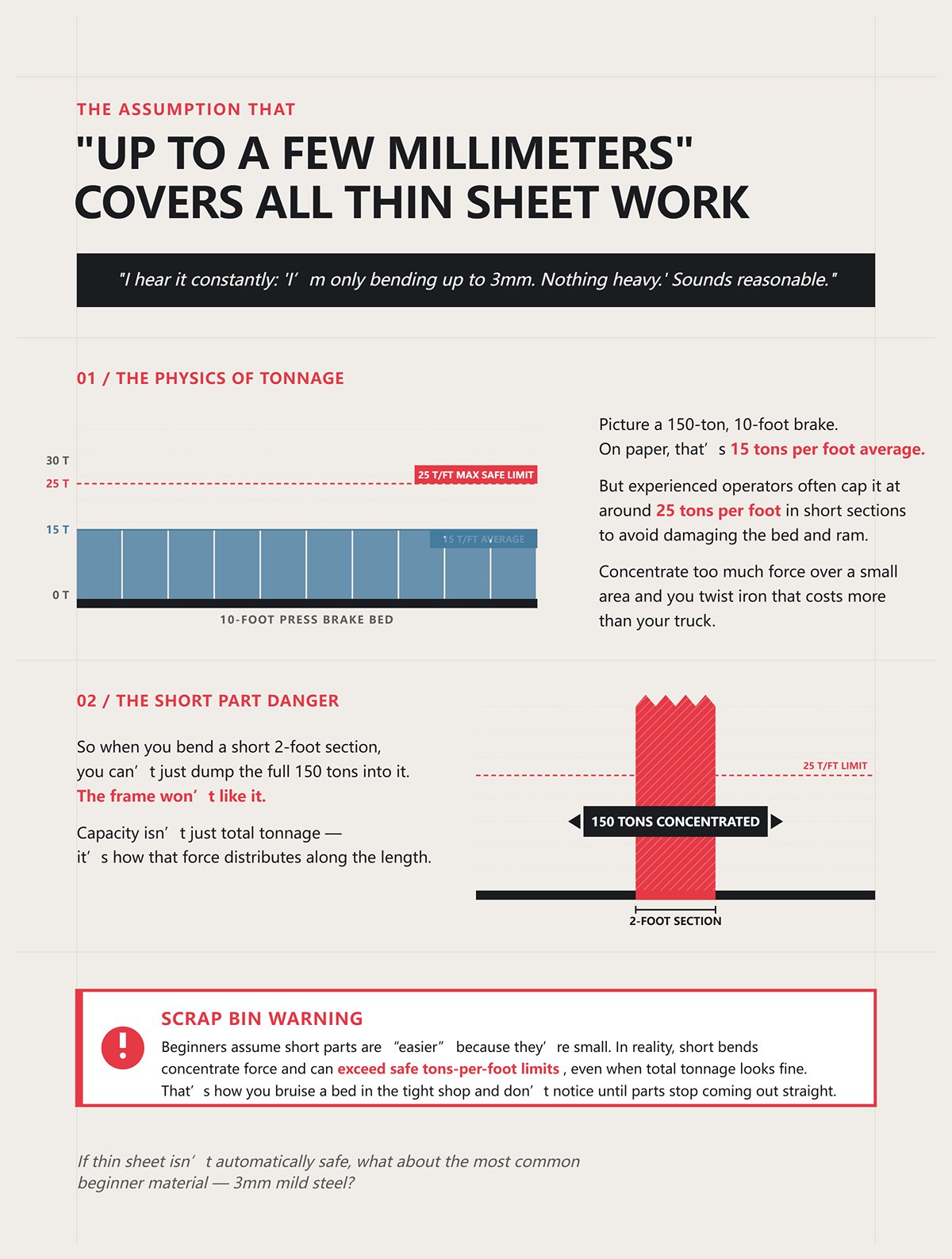
Lo escucho constantemente: “Solo estoy doblando hasta 3 mm. Nada pesado.” Suena razonable.
Ahora imagina una plegadora de 150 toneladas y 10 pies. Sobre el papel, eso es un promedio de 15 toneladas por pie. Pero los operadores experimentados suelen limitarlo a alrededor de 25 toneladas por pie en secciones cortas para evitar dañar la cama y el pisador. Concentrar demasiada fuerza sobre un área pequeña tuerce hierro que cuesta más que tu camión.
Así que cuando doblas una sección corta de 2 pies, no puedes simplemente volcar las 150 toneladas completas en ella. El bastidor no lo soportará. La capacidad no es solo tonelaje total — es cómo se distribuye esa fuerza a lo largo de la longitud.
Advertencia de la papelera de chatarra: Los principiantes asumen que las piezas cortas son “más fáciles” porque son pequeñas. En realidad, los pliegues cortos concentran fuerza y pueden superar los límites seguros de toneladas por pie, incluso cuando el tonelaje total parece correcto. Así es como se magulla una cama en el taller estrecho y no lo notas hasta que las piezas dejan de salir rectas.
Si la chapa fina no es automáticamente segura, ¿qué pasa con el material más común para principiantes — acero dulce de 3 mm?
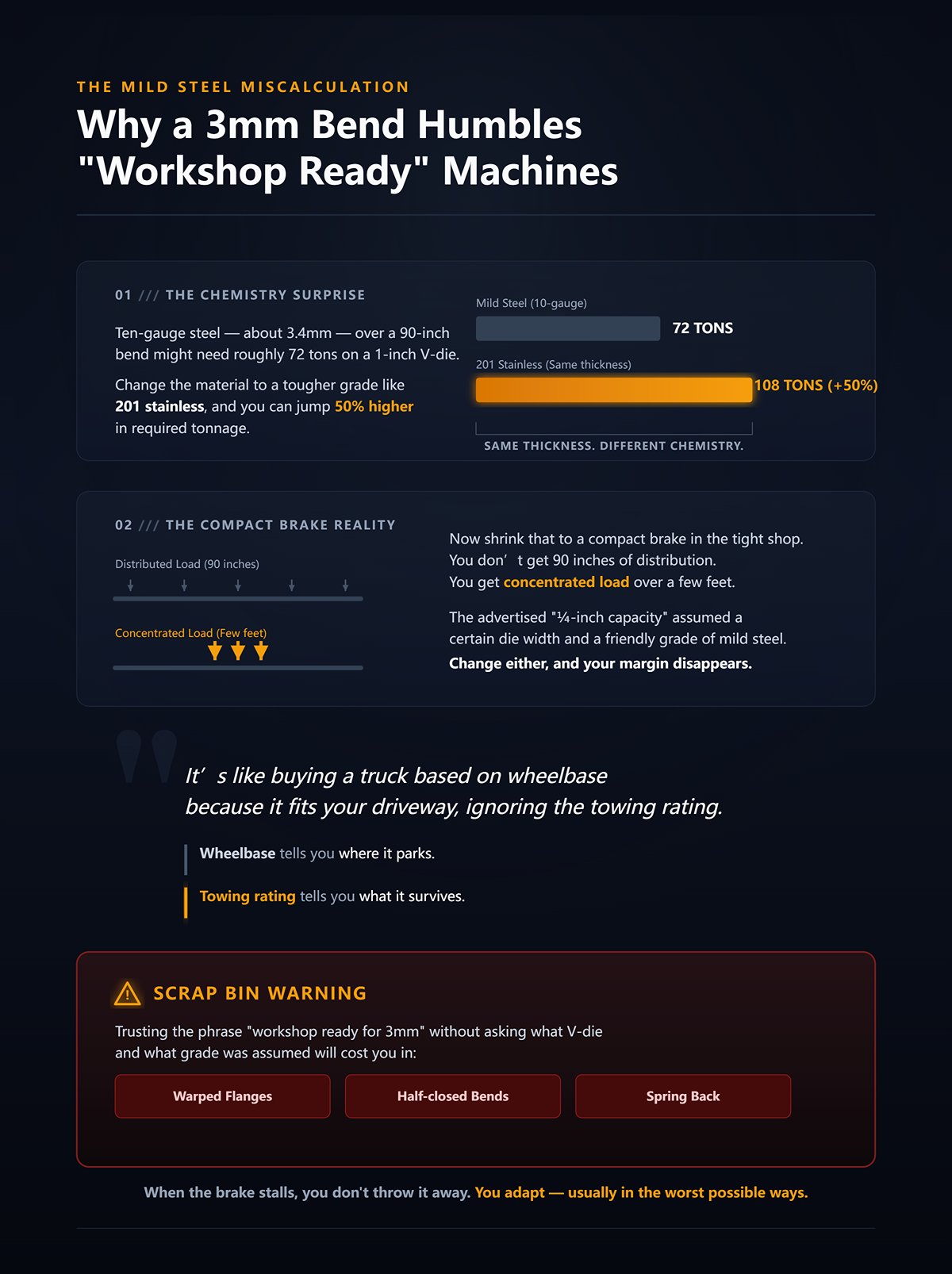
Mantengamos lo concreto. Acero calibre diez — unos 3,4 mm — sobre un pliegue de 90 pulgadas podría necesitar aproximadamente 72 toneladas en una matriz en V de 1 pulgada en acero dulce. Cambia el material a un grado más duro como acero inoxidable 201 y puedes saltar 50% más en tonelaje requerido. Misma espesor. Diferente química. Gran sorpresa.
Ahora reduce eso a una plegadora compacta en el taller estrecho. No obtienes 90 pulgadas de distribución. Obtienes carga concentrada sobre unos pocos pies. La “capacidad de ¼ de pulgada” anunciada asumía cierta anchura de matriz y un grado amigable de acero dulce. Cambia cualquiera de los dos y tu margen desaparece.
Es como comprar un camión basándote en la distancia entre ejes porque cabe en tu entrada, ignorando la clasificación de remolque. La distancia entre ejes te dice dónde aparca. La clasificación de remolque te dice qué sobrevive.
Advertencia de la papelera de chatarra: Confiar en la frase “listo para taller de 3 mm” sin preguntar qué matriz en V y qué grado se asumió te costará en bridas deformadas y pliegues medio cerrados que recuperan más apertura que tu plano.
Cuando la plegadora se atasca, no la tiras. Te adaptas — normalmente de la peor manera posible.

He visto a principiantes empezar a hacer “bump bending” — realizando múltiples golpes poco profundos para simular una curva profunda — porque su prensa no puede entregar la fuerza requerida en un solo golpe. O cambian a una matriz en V más ancha solo para reducir la demanda de tonelaje, sacrificando el radio interior y el control dimensional.
Las matrices más anchas reducen el tonelaje, sí. Pero también aumentan el radio de la curva y cambian la geometría de la pieza. No planeaste eso. La máquina te obligó.
Otros intentan “hacer trampa” doblando secciones más cortas a plena potencia. Así es como se dañan las camas — descargando casi el tonelaje máximo sobre dos pies de un bastidor de diez pies. Incluso las máquinas grandes pueden arruinarse de esta manera. La densidad de tonelaje funciona en ambos sentidos.
Advertencia de la papelera de chatarra: Las soluciones improvisadas parecen ingeniosas en el taller estrecho — hasta que las piezas dejan de coincidir, las tolerancias se desvían y te das cuenta de que compraste una máquina que dicta tus diseños en lugar de servirlos.
A estas alturas la frustración debería ser evidente. La prensa no falló porque fuera pequeña. Falló porque la evaluaste por su tamaño en planta en lugar de por la fuerza por pulgada.
Entonces, ¿qué dice realmente la matemática que necesitas?
Un principiante entra al taller estrecho con una prensa de 20 toneladas y 4 pies y me pregunta: “¿Puede esto doblar acero dulce de 3 mm sobre dos metros?”
Vamos a calcularlo, no a adivinarlo.
Toma acero dulce de 3 mm (aproximadamente 1/8″). Ponlo sobre una matriz en V de 24 mm — eso es aproximadamente 8× el espesor del material, una configuración común de doblado al aire. Sobre 2000 mm (aproximadamente 6,5 pies), la fuerza de doblado calculada está justo alrededor de 50 toneladas. Añade un margen de seguridad 20% para no llevar la hidráulica al límite y estás en aproximadamente 60 toneladas.
Eso no es opinión. Es la relación entre el espesor del material, la apertura de la matriz, la resistencia a la tracción y la longitud de la curva haciendo su trabajo.
Ahora cambia el material a acero inoxidable del mismo espesor. Misma matriz. Misma longitud. Estás mirando casi 90 toneladas. Cambia a aluminio y bajas a poco más de 30. Nada en tu garaje cambió. Solo lo hizo la matemática.
Por eso soy directo sobre la densidad de tonelaje. El tonelaje no es un número para presumir en una hoja de especificaciones — es un requisito calculado impulsado por el espesor, la apertura de la matriz, la resistencia del material y la longitud. Si no haces los cálculos, la máquina te enseñará por las malas.
Advertencia del contenedor de chatarra: el error más costoso que veo en el taller estrecho es comprar una prensa de 20 o 30 toneladas porque “no doblo nada grueso”, y luego descubrir que su panel típico de 6 pies necesita silenciosamente entre 50 y 70 toneladas. Esa máquina no crecerá contigo. Se quedará atascada frente a los clientes.
Entonces, ¿qué parte de esa ecuación muerde más fuerte?
Dobla acero A36 de 1/4″ sobre una matriz en V de 2″ y estás alrededor de 19,7 toneladas por pie. Extiende eso a lo largo de 10 pies y estás en 197 toneladas en total.
Ahora ajusta la matriz a 1,5″. Mismo acero. Misma longitud. La fuerza requerida salta a aproximadamente 30 toneladas por pie — 300 toneladas en total.
Abre la matriz a 3″? Bajas a alrededor de 13,9 toneladas por pie — 139 toneladas.
Una variable. Una variación de más de 2×.
Aquí está el mecanismo: una matriz en V más estrecha obliga al material a envolverse más ajustadamente alrededor de la punta del punzón, aumentando la resistencia a la deformación plástica. Esa resistencia se refleja directamente en el tonelaje requerido. Una matriz más ancha distribuye el radio de doblado, reduciendo la fuerza necesaria para ceder el material.
Piénsalo como remolcar con el enganche montado cerca del eje trasero versus colgarlo de una barra de extensión larga. El motor del camión no cambió, pero la palanca sí — y la palanca decide si mueves la carga o rompes algo.
La hoja de especificaciones dice “capacidad de ¼ de pulgada”. Lo que no dice es qué apertura de matriz asumieron. Normalmente es alrededor de 8× el espesor en acero dulce, doblado al aire, a lo largo completo. Cambia eso y la clasificación se evapora.
Advertencia del contenedor de chatarra: Los principiantes en el taller estrecho a menudo eligen una matriz más estrecha para “obtener una esquina más afilada” sin recalcular el tonelaje. Así es como una prensa plegadora clasificada de forma segura para 200 toneladas de repente necesita 300 — y el ariete, la cama o la hidráulica reciben el golpe.
Entonces, si el ancho de la matriz puede duplicar la fuerza requerida, ¿el método de doblado la cambia igual de mucho?
El doblado al aire significa que el punzón nunca obliga al material a entrar completamente en el fondo de la V. El ángulo se controla por la profundidad, no por aplastar la lámina hasta el contacto completo. Por eso usa menos tonelaje.
El asentado — o peor, el acuñado — empuja el material contra las paredes de la matriz para fijar el ángulo mecánicamente. Ya no solo estás superando la resistencia a la fluencia; estás deformando plásticamente una zona más grande y planchando el doblez.
La diferencia de fuerza no es sutil. El asentado puede requerir de 3× a 5× el tonelaje del doblado al aire para el mismo material y espesor.
Así que ese panel de acero dulce de 3 mm que necesitaba unas 50 toneladas en doblado al aire, al asentarlo podría llevarte muy por encima de las 100 toneladas dependiendo de la geometría de la matriz.
Y aquí es donde los principiantes quedan atrapados: se quejan del retroceso elástico — el material que se abre después del golpe — y deciden que la solución es “más fuerza”. Cambian de método sin comprobar si la máquina en el taller estrecho puede realmente entregar el tonelaje de asentado de forma segura.
Es como pasar de remolcar un tráiler que rueda libremente a arrastrar uno con los frenos bloqueados. Mismo camión. Demanda de carga completamente diferente.
Advertencia del contenedor de chatarra: Intentar “forzar un 90 perfecto” asentando en una máquina diseñada para doblado al aire es cómo se aplastan las puntas de los punzones, se marcan las matrices y se introduce una deflexión permanente en la cama — incluso si tu tonelaje total está técnicamente por debajo de la capacidad nominal.
Si el método y la matriz ambos hacen variar la fuerza de forma drástica, ¿qué te compran realmente 10, 20, 30 o 50 toneladas en la práctica?
| Tema | Detalles |
|---|---|
| Doblado al Aire | El punzón no obliga al material a entrar completamente en el fondo de la matriz en V; el ángulo se controla por la profundidad de penetración en lugar de por el contacto completo. Requiere menos tonelaje. |
| Apoyo Total (Bottoming) | El material se empuja contra las paredes de la matriz para fijar el ángulo mecánicamente. Implica deformación plástica sobre una zona más grande y planchado del doblez. |
| Coinado | Forma más extrema de asentado; comprime completamente el material en la forma de la matriz, requiriendo aún más fuerza. |
| Diferencia de tonelaje | El conformado por fondo puede requerir de 3× a 5× más tonelaje que el doblado al aire para el mismo material y espesor. |
| Ejemplo (Acero dulce de 3 mm) | ~50 toneladas para doblado al aire; el conformado por fondo puede superar las 100 toneladas dependiendo de la geometría de la matriz. |
| Error común de principiantes | Aumentar la fuerza para combatir el retroceso elástico sin verificar si la máquina puede manejar de forma segura el tonelaje de conformado por fondo. |
| Analogía práctica | Como remolcar un tráiler que rueda libremente (doblado al aire) frente a arrastrar uno con los frenos bloqueados (conformado por fondo). Misma máquina, demanda de carga drásticamente diferente. |
| Advertencia sobre el contenedor de chatarra | Forzar un perfecto 90° mediante conformado por fondo en una máquina diseñada para doblado al aire puede dañar las puntas del punzón, marcar las matrices y causar una deflexión permanente de la cama, incluso si está dentro del tonelaje nominal. |
| Pregunta clave | Si el método de doblado y la selección de la matriz cambian drásticamente los requisitos de fuerza, ¿qué significan realmente 10, 20, 30 o 50 toneladas en la aplicación real? |
Anclémoslo en la realidad estricta del taller — asumamos doblado al aire, ancho de matriz de aproximadamente 8× el espesor, y acero dulce a menos que se indique lo contrario. Son estimaciones aproximadas, no promesas de marketing.
10 toneladas
¿Acero inoxidable a este nivel? Muy limitado. ¿Aluminio? Cómodo en calibres delgados.
20 toneladas
Paneles completos de 6 pies y 3 mm? No va a suceder. Acero inoxidable del mismo grosor? Estás coqueteando con el territorio de paro.
30 toneladas
Aquí es donde se encuentran muchos frenos de “garaje” — capaces, pero solo si la longitud está controlada.
50 toneladas
Ahora estás entrando en territorio de fabricación real — pero aún limitado por toneladas por pie, especialmente en doblados cortos y gruesos.
Observa lo que falta: ninguno de estos números está solo. Un freno de 50 toneladas en 8 pies promedia poco más de 6 toneladas por pie si se distribuye completamente. Concentrar esa fuerza en un doblado de 2 pies y estás en 25 toneladas por pie — justo en la zona de precaución que muchos operadores respetan para proteger la cama y el ariete.
Advertencia del contenedor de chatarra: Los principiantes asumen que un freno de 50 toneladas significa “puedo aplicar 50 toneladas en cualquier lugar.” En realidad, los doblados cortos concentran la fuerza y pueden exceder los límites seguros de toneladas por pie, incluso cuando el tonelaje total parece correcto. Así es como las máquinas en el taller estrecho obtienen sonrisas permanentes en la cama.
Así que ahora puedes calcular la fuerza total requerida. Puedes ver cómo el ancho de la matriz y el método lo afectan. Pero todavía queda una pregunta:
Si tu tonelaje requerido se verifica en el papel, ¿qué sucede cuando esa fuerza se concentra en solo unas pocas pulgadas de la cama?
Imagina dos doblados.
Primero: 20 toneladas aplicadas a través de un soporte de 300 mm en el centro de la cama. Segundo: las mismas 20 toneladas distribuidas en un panel completo de 1500 mm.
En el papel, ambos están “dentro de la capacidad.” En acero, son eventos completamente diferentes.
Los marcos de frenos de prensa están clasificados suponiendo que la fuerza se distribuye en aproximadamente 60% o más de la cama. Así es como los fabricantes llegan al tonelaje nominal. Los doblados cortos violan esa suposición. Concentrar 20 toneladas en 300 mm y tu número de toneladas por pie se dispara. El ariete y la cama no sienten “20 toneladas en total.” Sienten intensidad de tensión — fuerza dividida por la longitud activa — y eso provoca la deflexión.
Pero aquí está el giro que los principiantes pasan por alto en el taller reducido: estirar la cama sin aumentar el tonelaje total reduce la densidad de tonelaje disponible. La máquina parece más grande. En realidad se debilita donde importa.
Ese es el paradoja.
Es como comprar una camioneta con el mismo motor pero una distancia entre ejes mucho más larga y un chasis más blando. El folleto todavía indica la misma potencia, pero engancha un remolque pesado y el control se vuelve impreciso porque la estructura reparte esa potencia sobre demasiada longitud. La potencia no cambió. La capacidad de remolque utilizable sí.
Advertencia de la papelera de chatarra: He visto principiantes perseguir “cama más larga igual a más capacidad”, y luego quedarse atascados intentando doblar soportes cortos y gruesos porque sus 20 toneladas sobre 1500 mm promedian apenas 4 toneladas por pie. Al acero no le importa lo impresionante que se vea la huella en el taller reducido. Solo cede cuando la fuerza local es lo suficientemente alta.
Entonces, ¿dónde está la verdadera línea divisoria para un montaje en casa?
Imagina una prensa de 20 toneladas ofrecida en dos versiones: una con un ancho de trabajo de 300 mm, otra extendida a 1500 mm. Mismos cilindros. Misma bomba. Misma clasificación de 20 toneladas.
Trabaja acero dulce de 3 mm, doblado al aire, matriz adecuada. En 300 mm, podrías necesitar solo una fracción de la capacidad total. La máquina puede aplicar toneladas significativas por pie. En 1500 mm, ese mismo material podría requerir una fuerza que la máquina simplemente no puede distribuir de manera uniforme. Te quedas atascado antes de alcanzar el ángulo.
Veinte toneladas sobre 300 mm es un animal diferente que veinte toneladas sobre 1000 mm — al acero solo le importa la fuerza por milímetro.
Ahora piensa en doblados cortos en la máquina larga. Supón que cargas un soporte de 200 mm en el centro y empujas hacia las 20 toneladas completas. Acabas de crear un evento de alta densidad local. Los fabricantes advierten que concentraciones extremas — piensa en 80 toneladas sobre 200 mm en prensas industriales más grandes — pueden deformar permanentemente una cama incluso si el tonelaje total está por debajo de la placa de identificación. ¿Por qué? Porque las clasificaciones suponen distribución amplia, no un golpe concentrado en una zona diminuta.
En el taller reducido, eso significa que ambos extremos son peligrosos:
Advertencia de la papelera de chatarra: Comprar la versión de 1500 mm “por si acaso” sin aumentar el tonelaje es como los principiantes terminan sin poder doblar soportes de 1/4″ que asumían fáciles — o peor, aumentan la presión en piezas cortas y deforman silenciosamente el marco.
Entonces, ¿qué está fallando realmente cuando 20 toneladas funcionan en 300 mm pero se ahogan en 1000 mm?
Vamos a reducirlo a números.
Supón un máximo de 20 toneladas. En 1000 mm (unos 3,3 pies), eso promedia aproximadamente 6 toneladas por pie si se distribuye completamente. En 300 mm (unos 1 pie), puedes entregar cerca de 20 toneladas por pie — si la estructura lo soporta.
Esas son condiciones de tensión radicalmente diferentes.
La hoja de especificaciones dice “capacidad de ¼ de pulgada”. Pero los operadores experimentados a menudo la limitan a alrededor de 25 toneladas por pie en secciones cortas para evitar dañar la cama y el pisón. Ese límite no es superstición; es mecánica estructural. El pisón se comporta como una viga. La deflexión de la viga aumenta con la carga y el vano. Distribuye la misma carga a lo largo de una longitud activa más larga y reduces la tensión de flexión local — pero también reduces la presión disponible por pulgada para superar la resistencia a la tracción del material.
En realidad, las curvas cortas concentran la fuerza y pueden superar los límites seguros de toneladas por pie, incluso cuando el tonelaje total parece correcto.
Ahora pliega el material en él. Doblar acero dulce de 3 mm sobre 2000 mm podría requerir alrededor de 50 toneladas. El acero inoxidable del mismo espesor puede aumentar dramáticamente porque la resistencia a la tracción sube. El aluminio baja más. La densidad por sí sola no predice el éxito — interactúa con la resistencia del material y el ancho de la matriz — pero sin suficientes toneladas por pie, ninguno de esos materiales se dobla limpiamente. O bien subdoblas o te quedas atascado.
Piensa en ello como remolcar: 20 toneladas es la potencia de tu motor. La longitud de doblado es la longitud del remolque que distribuye esa fuerza. Si alargas demasiado el remolque sin más motor, no puedes superar la resistencia al rodaje en las colinas. Acórtalo y de repente el mismo motor parece fuerte — hasta que enganchas una pequeña y pesada lanza de remolque que sobrecarga el punto de enganche.
Advertencia del contenedor de chatarra: Los principiantes en el taller reducido a menudo calculan correctamente el tonelaje total, luego ignoran si su máquina puede entregar esa fuerza por pie a lo largo de la longitud de doblado prevista. El resultado no es sutil — ángulos inconsistentes, tensión hidráulica o una prensa que simplemente se detiene a mitad de carrera.
Así que incluso si dimensionas correctamente el tonelaje y la longitud, hay otra trampa esperando — ¿tu utillaje siquiera coincide con esta geometría?
Reduce la cama para perseguir mayor densidad, y la geometría empieza a luchar contra ti.
El utillaje estándar de prensa plegadora asume cierta luz (apertura vertical), profundidad de garganta y ancho de sujeción. Una máquina de micro‑cama con luz limitada puede impedir físicamente que instales punzonas más altas o matrices en V más anchas necesarias para material más grueso. Has resuelto la densidad de tonelaje. Ahora el utillaje no encaja.
Peor aún, las camas más cortas a menudo significan menos puntos de soporte. La deflexión del utillaje aumenta si el sistema de sujeción no es rígido. Eso cambia la apertura efectiva de la matriz bajo carga, lo que cambia el tonelaje requerido a mitad de carrera. ¿Recuerdas cómo pasar de una matriz en V de 2″ a una de 3″ hizo que la fuerza pasara de 197 toneladas a 139 toneladas en 10 pies? La geometría de la matriz reescribe silenciosamente tu ecuación de fuerza. Si tu máquina compacta limita las opciones de matrices, limita la capacidad real independientemente de las toneladas anunciadas.
Advertencia del contenedor de chatarra: He visto principiantes comprar una prensa corta de alto tonelaje para el taller reducido, solo para descubrir que su punzón de cuello de ganso previsto no despeja el marco — así que cambian a una matriz más estrecha para “hacer que funcione” y sin saberlo duplican su demanda de toneladas por pie.
La capacidad extra en longitud suena como flexibilidad. En la práctica, sin igualar tonelaje y rigidez estructural, diluye la fuerza misma que hace que el acero se mueva.
Y una vez que aceptas que la densidad — no solo el tonelaje total o el tamaño de la cama — gobierna si una prensa dobla o se detiene, la siguiente pregunta se vuelve obvia:
¿Cómo entrega y controla realmente el sistema de accionamiento de la máquina esa fuerza bajo carga?
Imagina una prensa hidráulica de 40 toneladas en el taller reducido. Pisas el pedal. El motor arranca con un golpe eléctrico fuerte, la bomba se pone en marcha, el aceite se presuriza y el carro empieza a bajar. Esa fuerza no proviene de un tornillo giratorio ni de una caja de engranajes. Es aceite atrapado bajo presión, multiplicando la entrada del motor a través del área del pistón.
Ahora imagina una servo‑eléctrica de 40 toneladas. Sin aceite. Sin ciclo de bomba. Un motor servo gira un husillo de bolas, traduciendo la rotación en fuerza lineal del carro. El par se convierte en empuje directamente mediante conversión mecánica.
Mismo tonelaje nominal. Dos formas completamente diferentes de generar y controlar la fuerza.
Los sistemas hidráulicos crean fuerza por presión sobre el área. Aumenta la presión, aumenta el tonelaje. Al carro no le importa lo rápido que la bomba llegó allí — una vez que la presión se acumula, puede mantenerse constante, incluso al final de la carrera. Eso importa cuando luchas contra el retroceso elástico en acero más grueso. Los servo‑eléctricos generan fuerza a partir del par del motor. El par alcanza su pico dentro de límites definidos. Cuando el controlador dice que estás en el par máximo, eso es todo. No hay “apretar un poco más”.”
Aquí es donde la densidad de tonelaje se encuentra con la realidad. Ya sabes que 20 toneladas distribuidas de forma delgada son inútiles. Ahora añade esto: si tu sistema de accionamiento no puede mantener la fuerza máxima bajo carga — no solo anunciarla — la densidad colapsa en la práctica.
Una prensa que no puede entregar su tonelaje nominal con tu panel eléctrico es solo un mueble caro para el taller.
Entonces, ¿qué accionamiento realmente sobrevive en el taller estrecho?
Un freno hidráulico típico de 40 toneladas podría usar un motor de 5 a 7,5 caballos de fuerza. En 240V monofásico — lo que la mayoría de los garajes tienen — ese motor puede consumir de 3 a 5 veces su amperaje de funcionamiento durante una fracción de segundo al arrancar. Si la corriente de funcionamiento está alrededor de 20–30 amperios, el arranque puede dispararse mucho más alto.
Si su panel es de 60 amperios en total para el taller, incluyendo luces, compresor y calefactor, ese pico de arranque importa.
Los sistemas hidráulicos son como arrancar una grúa cargada desde cero. El motor necesita un sorbo de combustible para superar la inercia. Una vez en marcha, se estabiliza. Pero ese golpe inicial puede disparar los interruptores si su cableado es marginal o compartido.
Advertencia del contenedor de chatarra: He visto principiantes en el taller estrecho comprar un freno hidráulico usado barato, conectarlo a un subpanel de tamaño insuficiente, y luego preguntarse por qué el interruptor salta cada tercer ciclo. Culpan a la máquina. El problema era la base eléctrica.
Ahora aquí está el giro que los principiantes pasan por alto. Una vez en funcionamiento, los hidráulicos no siempre consumen potencia máxima de forma continua. La bomba cicla. La presión aumenta. El motor puede estar en ralentí o descargarse entre dobleces. El consumo diario de energía puede ser mayor en general que en los sistemas eléctricos, pero el consumo máximo sostenido por tonelada entregada puede favorecer a los hidráulicos en algunas configuraciones porque la fuerza proviene de la multiplicación hidráulica, no de un par motor constante alto.
Si su servicio eléctrico es modesto pero estable, un hidráulico correctamente dimensionado con arranque suave o convertidor de fase puede funcionar felizmente. Si su panel ya está al máximo, ningún sistema de accionamiento lo salvará.
¿Entonces eso significa que el servoeléctrico evita completamente el problema del pico de arranque?
Párese junto a un freno servoeléctrico en medio del ciclo. Es silencioso. No hay aullido de bomba. El ariete se mueve con control quirúrgico. Los fabricantes citan precisión de posicionamiento a nivel de micras — aproximadamente 1 micra frente a aproximadamente 10 micras típico en hidráulicos. Los tiempos de ciclo pueden ser un 30 % más rápidos porque no hay retraso por compresibilidad del aceite.
En talleres de producción que doblan acero inoxidable delgado todo el día, esa precisión compensa.
Pero mire las curvas de fuerza. Los servoeléctricos dependen de los límites de par del motor. Cuando se acerca a la capacidad máxima — especialmente en acero dulce más grueso — el controlador limita la salida para proteger el motor y el husillo. No obtiene el equivalente hidráulico de “creep de presión” manteniéndose contra material obstinado.
Algunas comparaciones de la industria señalan que los sistemas eléctricos pueden usar menos energía total por día, pero requieren mayor demanda eléctrica instantánea en relación con la tonelada que están produciendo porque toda la fuerza fluye directamente a través del motor. En un garaje, eso significa que su cableado debe soportar cómodamente la carga máxima del motor durante dobleces pesados — no solo el consumo promedio.
Y cuando fallan los componentes electrónicos, no está reconstruyendo un sello en el taller estrecho. Está esperando una placa de accionamiento propietaria.
Advertencia del contenedor de chatarra: Los principiantes ven “bajo mantenimiento” y asumen “bajo riesgo”. Los hidráulicos necesitan aceite y sellos. Los servoeléctricos necesitan piezas electrónicas especializadas. En un taller doméstico, esperar semanas por un módulo de control duele más que limpiar el fluido hidráulico.
Aquí está la verdadera inversión: los usuarios de garaje suelen doblar ocasionalmente soportes gruesos, no miles de paneles delgados por turno. Los hidráulicos dominan en durabilidad de fuerza bruta. Los servoeléctricos brillan en precisión repetitiva. Si su trabajo es intermitente pero a veces pesado, la “prima” puede darle limpieza y velocidad — no supervivencia.
Piense en ello como remolcar con un SUV deportivo de altas revoluciones frente a un camión diésel de trabajo. El SUV se siente refinado y rápido. El diésel no se preocupa por la cuesta.
¿Cuál preferiría tener cuando la carga no es predecible?
Ahora pasemos a las plegadoras de banco manuales. Sin motor. Sin bomba. Solo palanca mecánica, a menudo a través de un mecanismo de tornillo o de hojas.
Imagina intentar doblar acero dulce de 1/4 de pulgada, 300 mm de ancho, a mano. Incluso si el bastidor afirma “equivalente a 20 toneladas”, esa cifra supone una palanca ideal y secciones cortas. Tu cuerpo se convierte en el motor. La fuerza humana es limitada. La consistencia es peor.
A medida que aumenta el espesor, la tonelada requerida sube rápidamente, no de forma lineal, sino aproximadamente con el cuadrado del espesor en el doblado al aire. Si duplicas el espesor, la fuerza necesaria se dispara dramáticamente. Tus brazos no duplican su fuerza para igualarlo.
Advertencia de contenedor de chatarra: He visto a principiantes en el taller reducido comprar una plegadora manual clasificada para “capacidad de 3 mm”, y luego descubrir que esa clasificación supone acero dulce, longitud corta y herramientas nuevas. Intentan acero inoxidable o un pliegue ligeramente más largo y la palanca simplemente deja de moverse. No es técnica. Es física.
Los sistemas manuales pueden funcionar para aluminio delgado, acero de calibre ligero, pestañas cortas. Más allá de eso, estás luchando tanto contra el límite elástico del material como contra tu propia biomecánica. No hay capacidad de reserva para superar el retroceso elástico en material más grueso. Cuando la demanda de densidad se dispara, la máquina —o tú— se detienen.
Así que aquí está la jerarquía bajo las limitaciones reales de un garaje:
Hidráulica: exigente eléctricamente en el arranque, mecánicamente tolerante bajo carga máxima. Servoeléctrica: más limpia eléctricamente en el uso diario, electrónicamente frágil al borde de su capacidad. Manual: invisible eléctricamente, limitada físicamente.
Las tres pueden anunciar la misma tonelada. Solo una o dos podrán realmente entregar esa densidad de tonelada en tu taller reducido, con tu instalación eléctrica, contra los materiales que eventualmente intentarás cuando tengas más confianza.
Y una vez que elijas un accionamiento que realmente entregue la fuerza, surge otra pregunta: incluso si la máquina puede empujar con la fuerza suficiente, ¿sus holguras físicas permitirán doblar las formas que tienes en mente?
Supongamos que lo has hecho bien. Elegiste un sistema de accionamiento que realmente puede entregar y mantener la tonelada que tus cálculos exigen en el taller reducido.
Ahora la pregunta incómoda: ¿la pieza siquiera cabe dentro de la máquina?
La hoja de especificaciones dice “capacidad de ¼ de pulgada”. Presume de 40 toneladas, 60 toneladas, tal vez más. Pero en ninguna parte del folleto de ventas grita: “Altura abierta: 14 pulgadas”, o “Carrera: 4 pulgadas”, o “Profundidad de garganta: 8 pulgadas”. Esos números parecen aburridos. No lo son.
La carrera es la distancia que el pisón recorre físicamente. La luz libre es la apertura máxima entre el punzón y la cama cuando el pisón está completamente arriba. La profundidad de garganta es hasta dónde puedes deslizar una pieza desde el frente antes de que toque el bastidor. Si cualquiera de esas medidas es demasiado pequeña, tu tonelada utilizable se vuelve teórica.
Es como tener una camioneta clasificada para remolcar 12 000 libras pero con una distancia entre ejes corta que se bambolea en cuanto enganchas un remolque largo: el motor no es el límite, la geometría sí lo es.
Advertencia de contenedor de chatarra: He visto a principiantes en el taller reducido comprar una compacta de 50 toneladas que podía doblar absolutamente sus soportes de 3/16 —para luego descubrir que su caja de 10 pulgadas de alto físicamente no podía pasar la altura abierta una vez que el punzón y la matriz estaban instalados. Tenían fuerza. Tenían acero. No tenían espacio.
Y el espacio no es opcional.
Aquí es donde se vuelve engañoso.
No solo necesitas una luz libre igual a la altura final de tu pieza. Necesitas luz libre para la matriz, el punzón, el espesor del material y el arco que la pestaña recorre al doblarse.
Imagina un lado de caja simple de 8 pulgadas de altura. Suena manejable. Ahora añade una matriz en V de 3 pulgadas, un soporte de punzón de 4 pulgadas, y el hecho de que durante el doblado, ese ala de 8 pulgadas gira hacia arriba en un gran arco antes de asentarse a 90 grados. De repente, tu altura abierta requerida ya no es de 8 pulgadas. Podría ser de 14 o 16.
Si tu carrera es corta, ni siquiera puedes levantar lo suficiente para extraer la pieza entre dobleces. Si tu luz libre es ajustada, te ves obligado a usar matrices más pequeñas solo para que encaje el conjunto de herramientas. Y las matrices más pequeñas disparan la demanda de tonelaje rápidamente — mismo material, misma longitud, fuerza completamente diferente.
Te encerraste a ti mismo.
Advertencia del Contenedor de Chatarra: Un error común de principiante en el taller reducido es comprar una prensa compacta con luz libre limitada, y luego compensar eligiendo una matriz en V más estrecha para que todo “encaje.” La matriz más estrecha aumenta bruscamente el tonelaje requerido. La máquina se detiene, o peor, sobrecargas un bastidor que nunca estuvo diseñado para esa densidad en una sección corta. La pieza no se abarata. El error no te perdona.
La profundidad de garganta añade otra capa. Supongamos que estás doblando un panel de 24 pulgadas pero la línea de doblado está a 10 pulgadas del borde. Si tu profundidad de garganta es de 8 pulgadas, el bastidor bloquea el trabajo. Tienes todo el tonelaje del mundo — y ningún lugar donde poner el acero.
Esta es la parte que los principiantes nunca dibujan antes de comprar.
Digamos que la pieza encaja. Apenas.
Ahora estás trabajando cerca de la luz libre máxima, cerca de la carrera máxima, cerca de la densidad de tonelaje nominal — todo a la vez. En el papel, estás dentro de los límites. En la realidad, los dobleces cortos concentran la fuerza y pueden exceder los límites seguros de toneladas por pie, incluso cuando el tonelaje total parece correcto.
Los bastidores compactos flexionan más. Eso es física, no opinión. Bastidores laterales más cortos y camas más ligeras son la forma en que los fabricantes mantienen el tamaño y el precio bajos para compradores de garaje. Pero cuando cargas 70 u 80 toneladas en una sección corta de 8 pulgadas, la deflexión no se distribuye uniformemente a lo largo de la cama. Se localiza.
El pisador se arquea. La cama se hunde. Tu 90 se convierte en 88 en el centro y 92 en los bordes.
Y lo persigues con calzas y suposiciones.
Advertencia del Contenedor de Chatarra: He visto operadores en el taller reducido asumir que la inconsistencia del ángulo era “variación del material”, aumentar la presión para compensar, y deformar permanentemente la cama en una prensa pequeña. La máquina aún se mueve. Simplemente nunca vuelve a estar cuadrada. Esa es una lección cara sobre la rigidez del bastidor.
Piensa en remolcar. La potencia mueve la carga. La distancia entre ejes y la rigidez del bastidor la mantienen recta a velocidad de autopista. Un camión corto y ligero puede técnicamente tirar del remolque — una vez. El estrés repetido dice la verdad.
Carrera, luz libre, profundidad de garganta — no son especificaciones accesorias. Deciden si tu densidad de tonelaje ganada con esfuerzo puede aplicarse de forma limpia, repetida, y sin distorsionar la propia máquina.
Así que ahora estás equilibrando fuerza, longitud, fiabilidad de accionamiento, elección de matriz, altura abierta y rigidez del bastidor.
¿Cómo conviertes ese lío en una decisión de compra que no atormente tu taller reducido dentro de dos años?
Tienes un sistema de accionamiento que realmente puede entregar fuerza en el taller reducido. Bien.
Ahora la verdadera pregunta: cuando el acero está sobre la matriz, ¿la longitud, el bastidor y las holguras de la máquina te permitirán aplicar esa fuerza donde la necesitas — o estarás luchando contra la geometría?
La mayoría de los principiantes revisan los listados como si estuvieran comprando un refrigerador. Ancho. Alto. Huella. “¿Encajará contra la pared?”
Eso está al revés.
La hoja de especificaciones dice “capacidad de ¼ de pulgada”. Incluso podría indicar 40 o 60 toneladas. Pero los operadores experimentados suelen limitarlo a alrededor de 25 toneladas por pie en secciones cortas para evitar dañar la cama y el ariete. En realidad, las curvas cortas concentran la fuerza y pueden superar los límites seguros de toneladas por pie, incluso cuando el tonelaje total parece correcto.
Así que no empiezas con las máquinas. Empiezas con las piezas.
Porque la densidad de tonelaje — fuerza dividida por la longitud de la curva — es lo que decide si tu prensa doblará el acero o simplemente se quedará atascada. Y ese número nace de tu material más grueso y tu curva más larga, no de la huella del gabinete.
¿Cuál es la primera línea en una hoja de especificaciones que realmente importa?
Elige el material más grueso que planeas doblar de manera realista en el taller reducido. No el material que esperas probar “algún día”. El material que realmente llegará a tu banco este año.
Ahora escribe la curva recta más larga que necesitas en ese material.
Esos dos números crean tu densidad de tonelaje base.
Aquí está la razón por la que esto atrapa a los principiantes: la fuerza de doblado escala con el cuadrado del grosor. Si duplicas el grosor, no duplicas el tonelaje — lo aproximadamente cuadruplas. Eso está incorporado en las fórmulas estándar de doblado al aire. No es matemática secreta. Está impreso en cada tabla de tonelaje seria.
Ejemplo hipotético: digamos que acero dulce de 1/8 de pulgada sobre 36 pulgadas necesita X toneladas. Salta a 1/4 de pulgada sobre la misma longitud, y no estás en 2X. Estás cerca de 4X. Ahí es donde las prensas pequeñas de garaje se detienen y los dueños empiezan a culpar al “acero malo”.”
No era acero malo. Era matemática mala.
Ahora vuelve a incorporar la geometría. Si tu curva más larga es de 40 pulgadas, una prensa de 48 pulgadas te da margen. Una prensa de 60 pulgadas distribuye el mismo tonelaje sobre más longitud de cama, pero si el marco es liviano, ese tramo extra puede significar más deflexión a menos que la estructura escale con él. Fuerza sin rigidez es como remolcar algo pesado con un remolque largo y endeble — el motor puede tirar, pero el marco dice la verdad a mitad del camino.
Advertencia de la caja de chatarra: en el taller reducido, he visto a tipos comprar una prensa más larga “por flexibilidad”, y luego intentar trabajar cerca del tonelaje máximo en una sección corta de 8 pulgadas en placa gruesa. No excedieron la calificación total. Excedieron las toneladas seguras por pie en esa zona corta y dejaron una sonrisa permanente en la cama. La máquina todavía funciona. Simplemente nunca vuelve a doblar recto.
Tu primer filtro no es la marca. Es esto: ¿cuál es la prensa más corta que puede entregar las toneladas por pie requeridas para mi material más grueso sobre mi curva más larga — sin coquetear con su límite?
Una vez que conoces ese número, la lista de máquinas se reduce rápido.
Pero la fuerza en el papel no es toda la cuenta. ¿Qué pasa con el acero que realmente toca el ariete?
Los principiantes se obsesionan con el tonelaje de la máquina y tratan las herramientas como un accesorio.
Eso está al revés.
El ancho de la matriz — la apertura en V — cambia directamente la tonelada requerida. Una V más estrecha significa mayor fuerza. Una V más ancha reduce la fuerza pero aumenta el radio interior. Las tablas estándar ya tienen esto en cuenta, y los multiplicadores para acero inoxidable se publican en todas partes. Nada de esto está oculto. La trampa es ignorarlo cuando el dinero se pone escaso.
En el taller ajustado, el presupuesto normalmente obliga a elegir: un poco más de máquina, o mejor herramental.
Aquí está la dura verdad: una prensa de 40 toneladas rígida con el juego de matrices correcto superará a una prensa de 60 toneladas floja usando cualquier matriz barata que vino en la caja. El herramental controla el área de contacto. El área de contacto controla la densidad de tonelaje en la punta del punzón.
Es como remolcar con la clase de enganche correcta. No compras simplemente un camión con un motor grande y le atornillas un enganche barato clasificado para la mitad de la carga. El punto de conexión dicta cómo se transfiere la fuerza. Lo mismo aquí. El radio del punzón y el ancho de la matriz deciden cuán brutalmente se concentra esa fuerza.
Advertencia de la papelera de chatarra: he visto principiantes en el taller ajustado comprar una prensa compacta con altura limitada, y luego elegir una matriz en V estrecha solo para que el conjunto de herramientas encaje bajo la altura abierta. Esa matriz más estrecha dispara la demanda de tonelaje. La máquina se detiene, aumentan la presión, y de repente están más allá de las toneladas seguras por pie en una sección corta. Todo porque intentaron ahorrar dinero en herramientas de altura adecuada.
Si tu presupuesto es fijo, compra suficiente máquina para cumplir con tus toneladas calculadas por pie — luego invierte dinero real en los anchos de matriz que coincidan con tus materiales principales. El herramental no es adorno. Es la forma en que la fuerza realmente entra en el acero.
Así que aquí está la prueba de fuego.
El acero dulce es tolerante. El inoxidable no lo es.
Las tablas estándar aplican un multiplicador para el inoxidable porque su resistencia a la tracción es mayor. De nuevo, no es secreto. Solo comúnmente ignorado.
Toma tu material más grueso planificado y el doblado más largo. Ahora aplica el multiplicador para inoxidable a ese mismo escenario. No cambies la longitud. No reduzcas la pieza para que los números se vean mejor.
¿Tu prensa elegida aún entrega las toneladas por pie requeridas sin trabajar al límite?
Si la respuesta es “solo si estoy perfectamente centrado, perfectamente equipado y perfectamente alimentado”, esa máquina ya es demasiado pequeña para el taller ajustado. Porque los trabajos reales son desordenados. El material varía. Los operadores no son robots. Los doblados cortos ocurren cerca del borde. En realidad, los doblados cortos concentran la fuerza y pueden superar los límites seguros de toneladas por pie, incluso cuando el tonelaje total parece correcto.
Aquí es donde la geometría vuelve a aparecer. ¿Tu altura libre permite la matriz más alta que necesitarías para inoxidable más grueso? ¿Tu profundidad de garganta te permite posicionar un panel grande sin chocar contra el marco? Si cambiar a una matriz en V más ancha para controlar el tonelaje significa que tu conjunto de herramientas ya no encaja, tu capacidad teórica se evapora.
Advertencia de la papelera de chatarra: he visto talleres comprar una prensa que “técnicamente” podía doblar su especificación de inoxidable — pero solo con una combinación de matrices que excedía la altura abierta disponible. O bien degradaban el trabajo o sobrecargaban la máquina con una matriz más estrecha. Ambos caminos cuestan dinero.
Aquí está la única cosa que debes llevar contigo: la capacidad no es el número más grande en la etiqueta. Es la intersección de grosor, longitud, elección de matriz y rigidez del marco expresada como toneladas seguras por pie dentro de las holguras del mundo real.
La mayoría de los principiantes compran por tamaño porque el espacio parece escaso en el taller ajustado. El movimiento no obvio es este: define primero tu doblado más difícil, luego elige la prensa más corta y rígida que pueda alcanzar ese objetivo de toneladas por pie con el herramental adecuado y una altura libre cómoda.
No estás comprando una máquina. Estás comprando margen.
Y el margen es lo que mantiene el acero doblándose — en lugar de tu prensa.


















