

You’ve got a 4-foot brake tucked neatly against the wall of the tight shop. The spec sheet says “¼-inch capacity.” You slide in a strip of 3mm mild steel, pull the lever, and halfway down the ram just… stops. Motor groans. Steel doesn’t care.
That moment isn’t bad luck. It’s math you were never shown.
In the tight shop, floor space feels expensive. So beginners shop like this: “What’s the biggest brake I can fit?” Not, “How much force per inch can this frame actually deliver?”
I’ve seen a 200-ton, 10-foot brake advertised as “¼-inch capacity.” True — over a 2-inch V-die it needs about 197 tons to bend that mild steel. Swap to a tighter 1.5-inch V-die for a sharper bend and the same steel suddenly demands around 300 tons. Same machine. Same sheet. Different die. Completely different outcome.
That’s tonnage density — force spread over bending length. It’s the difference between a truck rated to tow 10,000 pounds and one trying to drag that weight with the hitch bolted to a 20-foot extension. The rating didn’t change. The leverage did.
Scrap Bin Warning: Buying a brake because it “fits the garage” instead of checking tons per foot means your first real project becomes practice material. Steel doesn’t bend on optimism.
So why do so many people assume “a few millimeters” is safe territory?
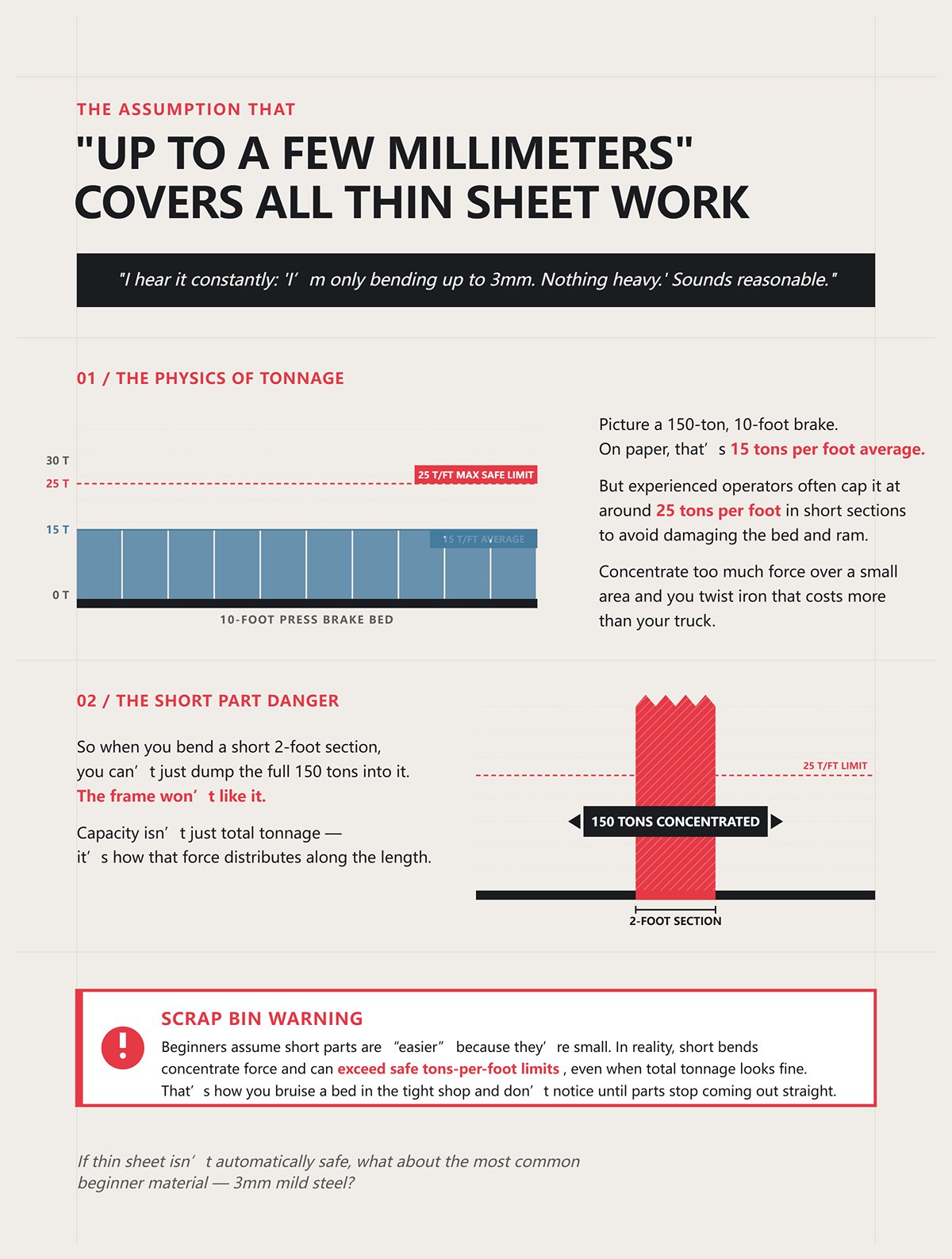
I hear it constantly: “I’m only bending up to 3mm. Nothing heavy.” Sounds reasonable.
Now picture a 150-ton, 10-foot brake. On paper, that’s 15 tons per foot average. But experienced operators often cap it at around 25 tons per foot in short sections to avoid damaging the bed and ram. Concentrate too much force over a small area and you twist iron that costs more than your truck.
So when you bend a short 2-foot section, you can’t just dump the full 150 tons into it. The frame won’t like it. Capacity isn’t just total tonnage — it’s how that force distributes along the length.
Scrap Bin Warning: Beginners assume short parts are “easier” because they’re small. In reality, short bends concentrate force and can exceed safe tons-per-foot limits, even when total tonnage looks fine. That’s how you bruise a bed in the tight shop and don’t notice until parts stop coming out straight.
If thin sheet isn’t automatically safe, what about the most common beginner material — 3mm mild steel?
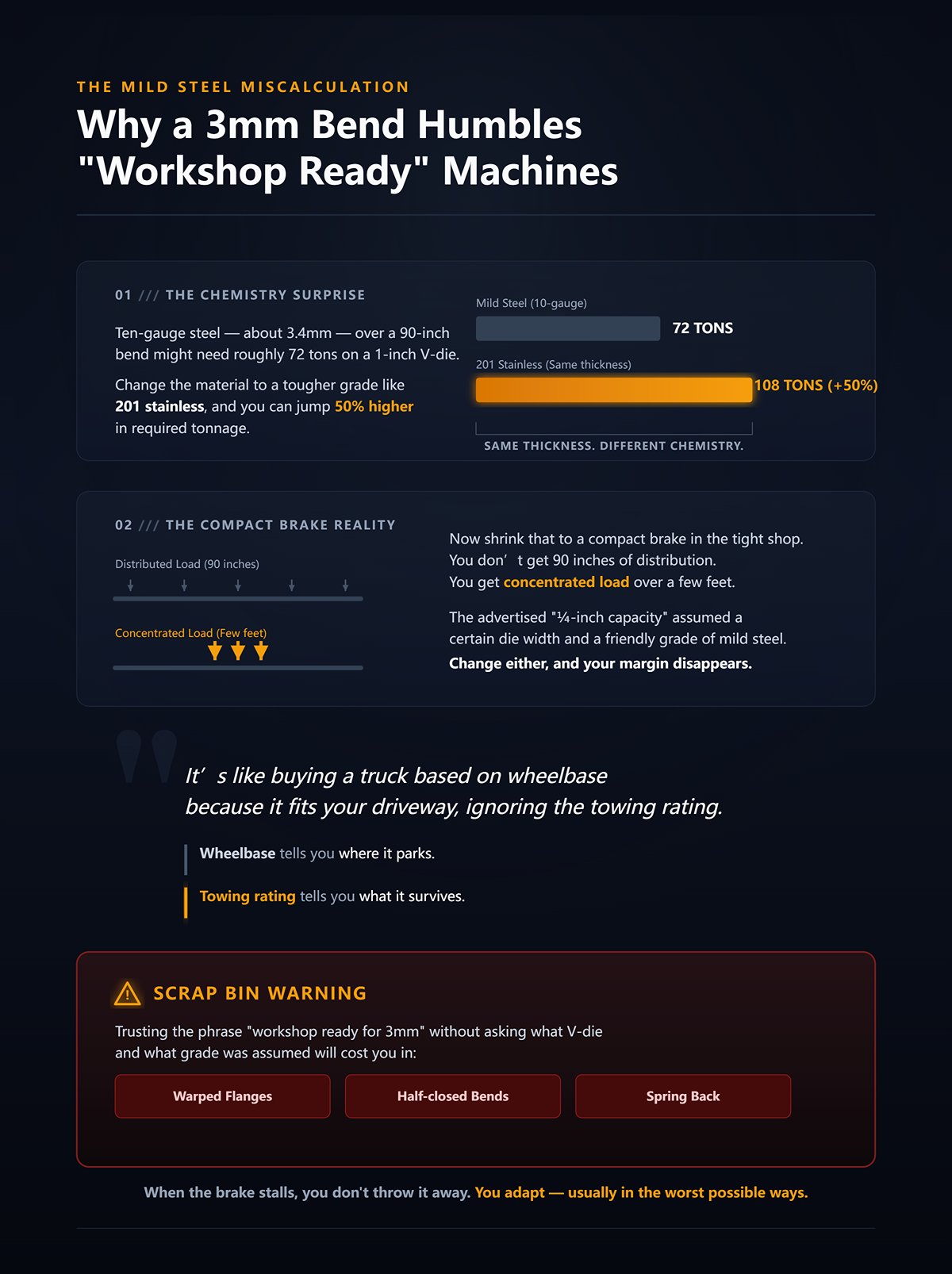
Let’s stay concrete. Ten-gauge steel — about 3.4mm — over a 90-inch bend might need roughly 72 tons on a 1-inch V-die in mild steel. Change the material to a tougher grade like 201 stainless and you can jump 50% higher in required tonnage. Same thickness. Different chemistry. Big surprise.
Now shrink that to a compact brake in the tight shop. You don’t get 90 inches of distribution. You get concentrated load over a few feet. The advertised “¼-inch capacity” assumed a certain die width and a friendly grade of mild steel. Change either, and your margin disappears.
It’s like buying a truck based on wheelbase because it fits your driveway, ignoring the towing rating. Wheelbase tells you where it parks. Towing rating tells you what it survives.
Scrap Bin Warning: Trusting the phrase “workshop ready for 3mm” without asking what V-die and what grade was assumed will cost you in warped flanges and half-closed bends that spring back wider than your drawing.
When the brake stalls, you don’t throw it away. You adapt — usually in the worst possible ways.

I’ve watched beginners start bump bending — making multiple shallow hits to fake one deep bend — because their brake can’t deliver the required force in one stroke. Or they switch to a wider V-die just to reduce tonnage demand, sacrificing inside radius and dimensional control.
Wider dies lower tonnage, yes. But they also increase bend radius and change part geometry. You didn’t plan that. The machine forced it.
Others try to “cheat” by bending shorter sections at full power. That’s how beds get damaged — dumping near-max tonnage over two feet of a ten-foot frame. Even big machines can be ruined this way. Tonnage density cuts both ways.
Scrap Bin Warning: Workarounds feel clever in the tight shop — until parts stop matching, tolerances drift, and you realize you bought a machine that dictates your designs instead of serving them.
By now the frustration should be obvious. The brake didn’t fail because it was small. It failed because you judged it by footprint instead of force per inch.
So what does the math actually say you need?
A beginner walks into the tight shop with a 20‑ton, 4‑foot brake and asks me, “Can this bend 3mm mild steel over two meters?”
Let’s run it, not guess it.
Take 3mm mild steel (about 1/8″). Put it over a 24mm V‑die — that’s roughly 8× material thickness, a common air‑bending setup. Over 2000mm (about 6.5 feet), the calculated bending force lands right around 50 tons. Add a 20% safety margin so you’re not red‑lining the hydraulics and you’re at roughly 60 tons.
That’s not opinion. That’s the relationship between material thickness, die opening, tensile strength, and bend length doing its job.
Now swap the material to stainless of the same thickness. Same die. Same length. You’re staring at nearly 90 tons. Switch to aluminum and you drop into the low 30s. Nothing about your garage changed. Only the math did.
This is why I get blunt about tonnage density. Tonnage isn’t a bragging number on a spec sheet — it’s a calculated requirement driven by thickness, die opening, material strength, and length. If you don’t run the numbers, the machine will teach you the hard way.
Scrap Bin Warning: The most expensive beginner mistake I see in the tight shop is buying a 20‑ or 30‑ton brake because “I don’t bend anything thick,” then discovering their typical 6‑foot panel quietly needs 50–70 tons. That machine won’t grow with you. It will stall in front of customers.
So what part of that equation bites hardest?
Bend 1/4″ A36 mild steel over a 2″ V‑die and you’re around 19.7 tons per foot. Stretch that across 10 feet and you’re at 197 tons total.
Now tighten the die to 1.5″. Same steel. Same length. Required force jumps to roughly 30 tons per foot — 300 tons total.
Open the die to 3″? You drop to about 13.9 tons per foot — 139 tons.
One variable. A swing of more than 2×.
Here’s the mechanism: a narrower V‑die forces the material to wrap tighter around the punch tip, increasing plastic deformation resistance. That resistance shows up directly as required tonnage. A wider die spreads the bend radius, lowering the force needed to yield the material.
Think of it like towing with the hitch mounted close to the rear axle versus hanging it off a long extension bar. The truck’s engine didn’t change, but the leverage did — and leverage decides whether you move the load or break something.
The spec sheet says “¼-inch capacity.” What it doesn’t say is which die opening they assumed. Usually it’s around 8× thickness in mild steel, air bending, full length. Change that and the rating evaporates.
Scrap Bin Warning: Beginners in the tight shop often choose a narrower die to “get a sharper corner” without recalculating tonnage. That’s how a brake rated safely for 200 tons suddenly needs 300 — and the ram, bed, or hydraulics take the hit.
So if die width can double your required force, does bending method change it just as much?
Air bending means the punch never forces the material fully into the bottom of the V. The angle is controlled by depth, not by smashing the sheet into full contact. That’s why it uses less tonnage.
Bottoming — or worse, coining — drives the material into the die walls to set the angle mechanically. You’re no longer just overcoming yield strength; you’re plastically deforming a larger zone and ironing the bend.
The force difference is not subtle. Bottoming can require 3× to 5× the tonnage of air bending for the same material and thickness.
So that 3mm mild steel panel that needed about 50 tons in air bending? Bottoming it could push you well beyond 100 tons depending on die geometry.
And here’s where beginners get trapped: they complain about springback — the material opening up after the hit — and decide the solution is “more force.” They switch methods without checking whether the machine in the tight shop can actually deliver bottoming tonnage safely.
It’s like switching from towing a trailer that rolls freely to dragging one with the brakes locked. Same truck. Completely different load demand.
Scrap Bin Warning: Trying to “force a perfect 90” by bottoming on an air‑bending‑sized machine is how you mushroom punch tips, scar dies, and introduce permanent bed deflection — even if your total tonnage is technically under the nameplate rating.
If method and die both swing force wildly, what do 10, 20, 30, or 50 tons really buy you in practice?
| Topic | Details |
|---|---|
| Air Bending | Punch does not force material fully into the bottom of the V-die; angle is controlled by penetration depth rather than full contact. Requires less tonnage. |
| Bottoming | Material is driven into die walls to mechanically set the angle. Involves plastic deformation over a larger zone and ironing the bend. |
| Coining | More extreme form of bottoming; fully compresses material into die shape, requiring even higher force. |
| Tonnage Difference | Bottoming can require 3× to 5× more tonnage than air bending for the same material and thickness. |
| Example (3mm Mild Steel) | ~50 tons for air bending; bottoming may exceed 100 tons depending on die geometry. |
| Common Beginner Mistake | Increasing force to fight springback without verifying whether the machine can safely handle bottoming tonnage. |
| Practical Analogy | Like towing a free-rolling trailer (air bending) vs. dragging one with locked brakes (bottoming). Same machine, drastically different load demand. |
| Scrap Bin Warning | Forcing a perfect 90° by bottoming on an air-bending-rated machine can damage punch tips, scar dies, and cause permanent bed deflection—even if under nominal tonnage rating. |
| Key Question | If bending method and die selection drastically change force requirements, what do 10, 20, 30, or 50 tons truly mean in real-world application? |
Let’s anchor this in the tight shop reality — assume air bending, roughly 8× thickness die width, and mild steel unless noted. These are ballpark, not marketing promises.
10 tons
Stainless at this level? Very limited. Aluminum? Comfortable in thin gauges.
20 tons
Full 6‑foot 3mm panels? Not happening. Stainless of same thickness? You’re flirting with stall territory.
30 tons
This is where many “garage” brakes sit — capable, but only if length is controlled.
50 tons
Now you’re entering real fabrication territory — but still bound by tons per foot limits, especially on short, thick bends.
Notice what’s missing: none of these numbers stand alone. A 50‑ton brake over 8 feet averages just over 6 tons per foot if fully distributed. Concentrate that force into a 2‑foot bend and you’re at 25 tons per foot — right at the caution zone many operators respect to protect the bed and ram.
Scrap Bin Warning: Beginners assume a 50‑ton brake means “I can throw 50 tons anywhere.” In reality, short bends concentrate force and can exceed safe tons‑per‑foot limits, even when total tonnage looks fine. That’s how machines in the tight shop get permanent smiles in the bed.
So now you can calculate total required force. You can see how die width and method swing it. But one question is still sitting there:
If your required tonnage checks out on paper, what happens when that force is concentrated into just a few inches of the bed?
Picture two bends.
First: 20 tons pushing through a 300mm bracket in the center of the bed. Second: the same 20 tons spread across a full 1500mm panel.
On paper, both are “within capacity.” In steel, they are completely different events.
Press brake frames are rated assuming force is distributed over roughly 60% or more of the bed. That’s how manufacturers arrive at the nameplate tonnage. Short bends violate that assumption. Concentrate 20 tons into 300mm and your tons‑per‑foot number spikes. The ram and bed don’t feel “20 tons total.” They feel stress intensity — force divided by active length — and that drives deflection.
But here’s the twist beginners miss in the tight shop: stretching the bed without increasing total tonnage lowers your available tonnage density. The machine looks bigger. It actually gets weaker where it matters.
That’s the paradox.
It’s like buying a pickup with the same engine but a much longer wheelbase and softer frame. The brochure still lists the same horsepower, but hitch a heavy trailer and control goes mushy because the structure spreads that power over too much length. Horsepower didn’t change. Usable towing authority did.
Scrap Bin Warning: I’ve seen beginners chase “longer bed equals more capability,” then stall out trying to bend short, thick brackets because their 20 tons over 1500mm averages barely 4 tons per foot. The steel doesn’t care how impressive the footprint looks in the tight shop. It only yields when local force is high enough.
So where does the real dividing line fall for a home setup?
Imagine a 20‑ton brake offered in two versions: one with a 300mm working width, one stretched to 1500mm. Same cylinders. Same pump. Same 20‑ton rating.
Run 3mm mild steel, air bending, proper die. Over 300mm, you might need only a fraction of total capacity. The machine can bring meaningful tons per foot to bear. Over 1500mm, that same material might demand force the machine simply cannot distribute evenly. You stall before you hit angle.
Twenty tons over 300mm is a different animal than twenty tons over 1000mm — the steel only cares about force per millimeter.
Now think about short bends on the long machine. Suppose you load a 200mm bracket in the center and push toward full 20 tons. You’ve just created a high local density event. Manufacturers warn that extreme concentrations — think 80 tons over 200mm on larger industrial brakes — can permanently deform a bed even if total tonnage is under the nameplate. Why? Because ratings assume broad distribution, not a punch hammering a tiny zone.
In the tight shop, that means both extremes are dangerous:
Scrap Bin Warning: Buying the 1500mm version “just in case” without increasing tonnage is how beginners end up unable to bend 1/4″ brackets they assumed were easy — or worse, they crank pressure on short pieces and quietly warp the frame.
So what’s actually failing when 20 tons works at 300mm but chokes at 1000mm?
Let’s reduce it to numbers.
Assume 20 tons maximum. Over 1000mm (about 3.3 feet), that averages roughly 6 tons per foot if fully distributed. Over 300mm (about 1 foot), you can deliver close to 20 tons per foot — if the structure supports it.
Those are radically different stress conditions.
The spec sheet says “¼-inch capacity.” But experienced operators often cap it at around 25 tons per foot in short sections to avoid damaging the bed and ram. That limit isn’t superstition; it’s structural mechanics. The ram behaves like a beam. Beam deflection increases with load and span. Spread the same load across a longer active length and you lower local bending stress — but you also lower the pressure available per inch to overcome material yield strength.
In reality, short bends concentrate force and can exceed safe tons-per-foot limits, even when total tonnage looks fine.
Now fold material into it. Bending 3mm mild steel over 2000mm might require around 50 tons. Stainless of the same thickness can jump dramatically higher because tensile strength rises. Aluminum drops lower. Density alone doesn’t predict success — it interacts with material strength and die width — but without sufficient tons per foot, none of those materials yield cleanly. You either under-bend or stall.
Think of it like towing: 20 tons is your engine output. Bending length is the trailer length distributing that pull. Stretch the trailer too long without more engine, and you can’t overcome rolling resistance on hills. Shorten it and suddenly the same engine feels strong — until you hook up a tiny, heavy-duty trailer tongue that overloads the hitch point.
Scrap Bin Warning: Beginners in the tight shop often calculate total tonnage correctly, then ignore whether their machine can deliver that force per foot across the intended bend length. The result isn’t subtle — inconsistent angles, hydraulic strain, or a brake that simply stops mid-stroke.
So even if you size tonnage and length correctly, there’s another trap waiting — will your tooling even match this geometry?
Shrink the bed to chase higher density, and geometry starts fighting you.
Standard press brake tooling assumes certain daylight (vertical opening), throat depth, and clamping width. A micro‑bed machine with limited daylight may physically prevent you from installing taller punches or wider V‑dies needed for thicker material. You solved tonnage density. Now the tooling won’t seat.
Worse, shorter beds often mean fewer support points. Tool deflection increases if the clamping system isn’t rigid. That changes effective die opening under load, which changes required tonnage mid‑stroke. Remember how moving from a 2″ to 3″ V‑die swung force from 197 tons to 139 tons over 10 feet? Die geometry quietly rewrites your force equation. If your compact machine limits die options, it limits real capacity regardless of headline tons.
Scrap Bin Warning: I’ve watched beginners buy a short, high‑tonnage brake for the tight shop, only to discover their intended gooseneck punch won’t clear the frame — so they swap to a narrower die to “make it work” and unknowingly double their tons‑per‑foot demand.
Extra capacity in length sounds like flexibility. In practice, without matching tonnage and structural stiffness, it dilutes the very force that makes steel move.
And once you accept that density — not just total tonnage or bed size — governs whether a brake bends or stalls, the next question becomes obvious:
How does the machine’s drive system actually deliver and control that force under load?
Picture a 40‑ton hydraulic brake in the tight shop. You hit the foot pedal. The motor kicks on with a hard electrical thud, the pump spools up, oil pressurizes, and the ram starts down. That force isn’t coming from a spinning screw or a gearbox. It’s oil trapped under pressure, multiplying motor input through piston area.
Now picture a 40‑ton servo‑electric. No oil. No pump cycling. A servo motor spins a ball screw, translating rotation into linear ram force. Torque becomes thrust directly through mechanical conversion.
Same nameplate tonnage. Two completely different ways of generating and controlling force.
Hydraulics create force by pressure over area. Increase pressure, increase tonnage. The ram doesn’t care how fast the pump got there — once pressure builds, it can hold steady, even at the bottom of stroke. That matters when you’re fighting springback in thicker steel. Servo‑electrics generate force from motor torque. Torque peaks within defined limits. When the controller says you’re at max torque, that’s it. There’s no “lean on it a little more.”
This is where tonnage density meets reality. You already know that 20 tons spread thin is useless. Now add this: if your drive system can’t sustain peak force under load — not just advertise it — density collapses in practice.
A brake that can’t deliver its rated tonnage on your electrical panel is just expensive shop furniture.
So which drive actually survives the tight shop?
A typical 40‑ton hydraulic brake might use a 5 to 7.5 horsepower motor. On 240V single‑phase — what most garages have — that motor can pull 3–5× its running amperage for a split second at startup. If running current is around 20–30 amps, startup can spike far higher.
If your panel is 60 amps total for the shop, lights, compressor, and heater included, that startup surge matters.
Hydraulic systems are like starting a loaded tow truck from a dead stop. The engine needs a gulp of fuel to overcome inertia. Once rolling, it settles. But that initial hit can trip breakers if your wiring is marginal or shared.
Scrap Bin Warning: I’ve watched beginners in the tight shop buy a used hydraulic brake cheap, wire it into an undersized subpanel, then wonder why the breaker pops every third cycle. They blame the machine. The problem was the electrical foundation.
Now here’s the twist beginners miss. Once running, hydraulics don’t always draw full power continuously. The pump cycles. Pressure builds. The motor may idle or unload between bends. Daily energy use can be higher overall than electric systems, but peak sustained draw per ton delivered can actually favor hydraulics in some configurations because the force comes from hydraulic multiplication, not constant high motor torque.
If your electrical service is modest but stable, a properly sized hydraulic with soft-start or phase converter can live happily. If your panel is already maxed out, no drive system will save you.
So does that mean servo‑electric avoids the surge problem entirely?
Stand next to a servo‑electric brake mid‑cycle. It’s quiet. No pump howl. The ram moves with surgical control. Manufacturers quote micron-level positioning accuracy — roughly 1 micron versus roughly 10 microns typical for hydraulics. Cycle times can be 30% faster because there’s no oil compressibility lag.
In production shops bending thin stainless all day, that precision pays.
But look at force curves. Servo‑electrics rely on motor torque limits. When you approach max capacity — especially in thicker mild steel — the controller caps output to protect the motor and screw. You don’t get the hydraulic equivalent of “pressure creep” holding against stubborn material.
Some industry comparisons note that electric systems can use less total energy per day, yet require higher instantaneous electrical demand relative to the tonnage they’re producing because all force flows directly through the motor. In a garage, that means your wiring must comfortably support peak motor load during heavy bends — not just average consumption.
And when electronics fail, you’re not rebuilding a seal in the tight shop. You’re waiting for a proprietary drive board.
Scrap Bin Warning: Beginners see “low maintenance” and assume “low risk.” Hydraulics need oil and seals. Servo‑electrics need specialized electronic parts. In a home shop, waiting weeks for a control module hurts more than wiping up hydraulic fluid.
Here’s the real inversion: garage users often bend occasional thick brackets, not thousands of thin panels per shift. Hydraulics dominate raw force durability. Servo‑electrics shine in repeat precision. If your work is intermittent but sometimes heavy, the “premium” may buy you cleanliness and speed — not survivability.
Think of it like towing with a high‑revving sports SUV versus a diesel work truck. The SUV feels refined and quick. The diesel doesn’t care about the hill.
Which one would you rather own when the load isn’t predictable?
Now step down to manual benchtop brakes. No motor. No pump. Just mechanical leverage — often through a screw or leaf mechanism.
Imagine trying to bend 1/4‑inch mild steel, 300mm wide, by hand. Even if the frame claims “20‑ton equivalent,” that rating assumes ideal leverage and short sections. Your body becomes the motor. Human input is limited. Consistency is worse.
As thickness increases, required tonnage rises fast — not linearly, but roughly with the square of thickness in air bending. Double thickness and required force jumps dramatically. Your arms don’t double in strength to match.
Scrap Bin Warning: I’ve seen beginners in the tight shop buy a manual brake rated for “3mm capacity,” then discover that rating assumes mild steel, short length, and fresh tooling. They attempt stainless or a slightly longer bend and the handle simply stops moving. That’s not technique. That’s physics.
Manual systems can work for thin aluminum, light gauge steel, short flanges. Beyond that, you’re fighting both material yield strength and your own biomechanics. There is no reserve capacity to overcome springback on thicker stock. When density demand spikes, the machine — or you — stall.
So here’s the hierarchy under real garage constraints:
Hydraulic: electrically demanding at startup, mechanically tolerant under peak load. Servo‑electric: electrically cleaner in daily operation, electronically fragile at the edge of capacity. Manual: electrically invisible, physically limited.
All three can advertise the same tonnage. Only one or two may actually deliver that tonnage density in your tight shop, on your wiring, against the materials you’ll eventually try when confidence grows.
And once you pick a drive that truly delivers force, another question creeps in — even if the machine can push hard enough, will its physical clearances let you bend the shapes you have in mind?
Let’s assume you’ve done it right. You picked a drive system that can actually deliver and hold the tonnage your math demands in the tight shop.
Now the uncomfortable question: can the part even fit inside the machine?
The spec sheet says “¼-inch capacity.” It brags about 40 tons, 60 tons, maybe more. But nowhere on the sales flyer does it scream, “Open height: 14 inches,” or “Stroke: 4 inches,” or “Throat depth: 8 inches.” Those numbers look boring. They’re not.
Stroke is how far the ram physically travels. Daylight is the maximum opening between the punch and the bed when the ram is all the way up. Throat depth is how far you can slide a part in from the front before it hits the frame. If any one of those is too small, your usable tonnage becomes theoretical.
It’s like owning a truck rated to tow 12,000 pounds but with a short wheelbase that fishtails the moment you hitch a long trailer — the engine isn’t the limit, the geometry is.
Scrap Bin Warning: I’ve watched beginners in the tight shop buy a compact 50‑ton brake that could absolutely bend their 3/16 brackets — then discover their 10‑inch-tall box physically couldn’t clear the open height once the punch and die were installed. They had force. They had steel. They did not have space.
And space is not optional.
Here’s where it gets sneaky.
You don’t just need daylight equal to your part’s finished height. You need daylight for the die, the punch, the material thickness, and the arc the flange swings through as it bends.
Picture a simple 8‑inch‑tall box side. Sounds manageable. Now add a 3‑inch V‑die, a 4‑inch punch holder, and the fact that during bending, that 8‑inch flange rotates upward in a big arc before settling at 90 degrees. Suddenly your required open height isn’t 8 inches. It might be 14 or 16.
If your stroke is short, you can’t even lift high enough to extract the part between bends. If your daylight is tight, you’re forced into smaller dies just to fit the tooling stack. And smaller dies spike tonnage demand fast — same material, same length, wildly different force.
You boxed yourself in.
Scrap Bin Warning: A common beginner move in the tight shop is buying a compact brake with limited daylight, then compensating by choosing a narrower V‑die so everything “fits.” The narrower die drives required tonnage up sharply. The machine stalls, or worse, you overload a frame that was never meant for that density in a short section. The part doesn’t get cheaper. The mistake does not forgive you.
Throat depth adds another layer. Say you’re bending a 24‑inch panel but the bend line sits 10 inches from the edge. If your throat depth is 8 inches, the frame blocks the work. You have all the tonnage in the world — and nowhere to put the steel.
This is the part beginners never sketch before buying.
Let’s say the part fits. Barely.
Now you’re running near maximum daylight, near maximum stroke, near rated tonnage density — all at once. On paper, you’re inside the limits. In reality, short bends concentrate force and can exceed safe tons-per-foot limits, even when total tonnage looks fine.
Compact frames flex more. That’s physics, not opinion. Shorter side frames and lighter beds are how manufacturers keep footprint and price down for garage buyers. But when you load 70 or 80 tons into a short 8‑inch section, the deflection isn’t evenly distributed along the bed. It localizes.
The ram crowns. The bed dips. Your 90 becomes 88 in the center and 92 at the edges.
And you chase it with shims and guesswork.
Scrap Bin Warning: I’ve seen operators in the tight shop assume angle inconsistency was “material variation,” crank the pressure up to compensate, and permanently deform the bed on a small brake. The machine still moves. It’s just never square again. That’s an expensive lesson in frame stiffness.
Think back to towing. Horsepower gets the load moving. Wheelbase and frame stiffness keep it straight at highway speed. A short, light truck can technically pull the trailer — once. Repeated stress tells the truth.
Stroke, daylight, throat depth — these aren’t accessory specs. They decide whether your hard‑won tonnage density can be applied cleanly, repeatedly, and without distorting the machine itself.
So now you’re juggling force, length, drive reliability, die choice, open height, and frame stiffness.
How do you turn that mess into a buying decision that won’t haunt your tight shop two years from now?
You’ve got a drive system that can actually deliver force in the tight shop. Good.
Now the real question: when steel is sitting on the die, will the machine’s length, frame, and clearances let you apply that force where you need it — or will you be fighting geometry?
Most beginners scroll listings like they’re buying a refrigerator. Width. Height. Footprint. “Will it fit against the wall?”
That’s backward.
The spec sheet says “¼-inch capacity.” It might even list 40 or 60 tons. But experienced operators often cap it at around 25 tons per foot in short sections to avoid damaging the bed and ram. In reality, short bends concentrate force and can exceed safe tons-per-foot limits, even when total tonnage looks fine.
So you don’t start with machines. You start with parts.
Because tonnage density — force divided by bending length — is what decides whether your brake bends steel or just stalls out. And that number is born from your thickest material and your longest bend, not the footprint of the cabinet.
What’s the first line on a spec sheet that actually matters?
Pick the thickest material you realistically plan to bend in the tight shop. Not the stuff you hope to try “one day.” The stuff that will actually hit your bench this year.
Now write down the longest straight bend you need in that material.
Those two numbers create your baseline tonnage density.
Here’s why it bites beginners: bending force scales with the square of thickness. Double the thickness, and you don’t double the tonnage — you roughly quadruple it. That’s baked into standard air-bending formulas. This isn’t secret math. It’s printed in every serious tonnage chart.
Hypothetical example: say 1/8-inch mild steel over 36 inches needs X tons. Jump to 1/4-inch over the same length, and you’re not at 2X. You’re near 4X. That’s where small garage brakes stall and owners start blaming “bad steel.”
It wasn’t bad steel. It was bad math.
Now layer geometry back in. If your longest bend is 40 inches, a 48-inch brake gives you margin. A 60-inch brake spreads the same tonnage over more bed length, but if the frame is light, that extra span can mean more deflection unless the structure scales with it. Force without stiffness is like towing heavy with a long, flimsy trailer — the engine might pull it, but the frame tells the truth halfway down the road.
Scrap Bin Warning: In the tight shop, I’ve watched guys buy a longer brake “for flexibility,” then try to run near-max tonnage in a short 8-inch section on thick plate. They didn’t exceed total rating. They exceeded safe tons per foot in that short zone and put a permanent smile in the bed. The machine still works. It just never bends straight again.
Your first filter isn’t brand. It’s this: what is the shortest brake that can deliver the required tons per foot for my thickest material over my longest bend — without flirting with its limit?
Once you know that number, the machine list shrinks fast.
But force on paper isn’t the whole bill. What about the steel that actually touches the ram?
Beginners obsess over machine tonnage and treat tooling like an accessory.
That’s upside down.
Die width — the V-opening — directly changes required tonnage. Narrower V means higher force. Wider V lowers force but increases inside radius. Standard charts already account for this, and stainless multipliers are published everywhere. None of this is hidden. The trap is ignoring it when money gets tight.
In the tight shop, budget usually forces a choice: slightly more machine, or better tooling.
Here’s the hard truth: a rigid 40-ton brake with the correct die set will outperform a sloppy 60-ton brake running whatever cheap dies came in the crate. Tooling controls contact area. Contact area controls tonnage density at the nose of the punch.
It’s like towing with the right hitch class. You don’t just buy a truck with a big engine and bolt on a bargain hitch rated for half the load. The connection point dictates how the force transfers. Same here. Punch radius and die width decide how brutally that force is concentrated.
Scrap Bin Warning: I’ve seen beginners in the tight shop buy a compact brake with limited daylight, then choose a narrow V-die just so the tooling stack fits under the open height. That narrower die spikes tonnage demand. The machine stalls, they crank pressure, and suddenly they’re beyond safe tons per foot in a short section. All because they tried to save money on proper-height tooling.
If your budget is fixed, buy enough machine to meet your calculated tons per foot — then spend real money on the die widths that match your core materials. Tooling is not garnish. It’s how the force actually enters the steel.
So here’s the gut check.
Mild steel is forgiving. Stainless is not.
Standard charts apply a multiplier for stainless because its tensile strength is higher. Again, not secret. Just commonly ignored.
Take your thickest planned material and longest bend. Now apply the stainless multiplier to that same scenario. Don’t change the length. Don’t shrink the part to make the numbers feel better.
Does your chosen brake still deliver the required tons per foot without running at its ragged edge?
If the answer is “only if I’m perfectly centered, perfectly tooled, and perfectly powered,” that machine is already too small for the tight shop. Because real jobs are messy. Material varies. Operators aren’t robots. Short bends happen near the edge. In reality, short bends concentrate force and can exceed safe tons-per-foot limits, even when total tonnage looks fine.
This is where geometry sneaks back in. Does your daylight allow the taller die you’d need for thicker stainless? Does your throat depth let you position a large panel without crashing into the frame? If switching to a wider V-die to control tonnage means your tooling stack no longer fits, your theoretical capacity evaporates.
Scrap Bin Warning: I’ve watched shops buy a brake that could “technically” bend their stainless spec — but only with a die combination that exceeded available open height. They either downgraded the job or overloaded the machine with a narrower die. Both paths cost money.
Here’s the one thing you carry forward: capability is not the biggest number on the sticker. It’s the intersection of thickness, length, die choice, and frame stiffness expressed as safe tons per foot inside real-world clearances.
Most beginners shop by footprint because space feels scarce in the tight shop. The non-obvious move is this: define your hardest bend first, then choose the shortest, stiffest brake that can hit that tons-per-foot target with proper tooling and comfortable daylight.
You’re not buying a machine. You’re buying margin.
And margin is what keeps steel bending — instead of your brake.


















