

Garajında 4 fitlik küçük bir sac bükme makinesi vardı. Hafta sonları HVAC kanalları bükerdi. Atölyemdeki ilk haftasında, 175 tonluk bir abkant presin önünde durdu, elini alt kalıp boyunca gezdirdi ve “Aynı şey, sadece daha büyüğü,” dedi.”
Makine kızgın görünmüyordu. Sadece çelikti. Sessiz. Bekliyordu.
Sizi işte böyle yakalar.
150 tonluk basınç altında 1/4 inçlik bir plakanın karton gibi katlandığını gördüm. Hiçbir dramatik yanı yoktu. Koç aşağı indi, çelik teslim oldu ve binanın iskeleti botlarınızda hissedebileceğiniz küçük bir titreme yaşadı.
Garaj tipi bir bükücü, kaldıraç ve vücut ağırlığınızla çalışır. Bir kolu çekersiniz; sıkıştırma çubuğu kalkar; sac bükülür çünkü ince metalden daha güçlüsünüzdür. Direncin değişimini avuçlarınızda hissedersiniz. Geri bildirim döngüsünün bir parçasısınızdır.
Bir abkant presin size ihtiyacı yoktur. Hidrolik veya volan sistemi aracılığıyla kuvveti, çelik boyun eğene kadar çoğaltır. Strok başladığında, biter. Parmaklarınızın hala zımba ile kalıp arasında olup olmadığını sormaz.
Eğer “büyük bir el aleti” kullandığınızı düşünürseniz, hareketleriniz de öyle olur. Ve kemiklerinize mal olan hata işte budur.
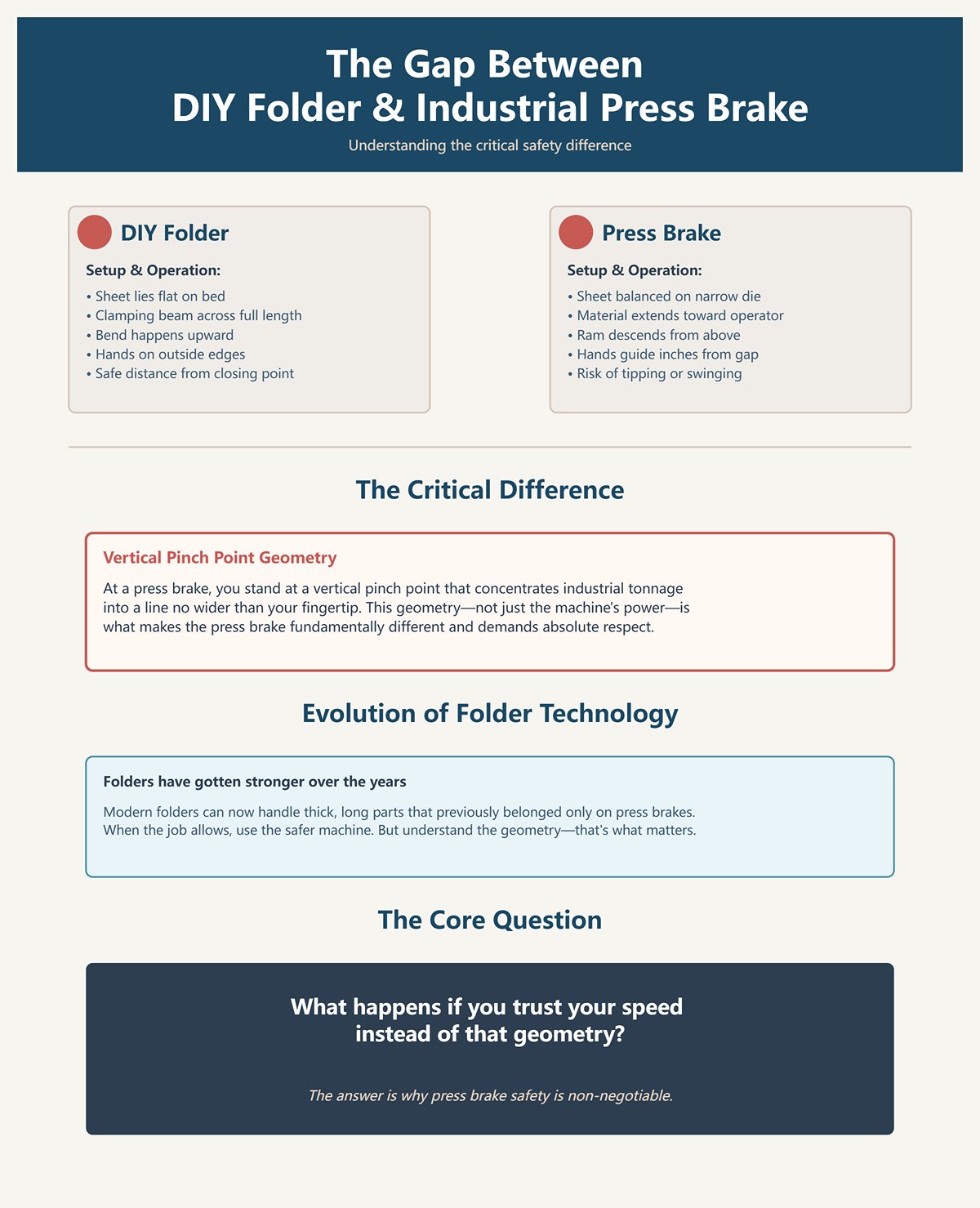
Modern bir bükücü üzerindeki 10 fitlik 14 ayar sacı hayal edin. Tezgahın üzerinde düz durur. Sıkıştırma kirişi tüm uzunluk boyunca aşağı iner. Bükülme yukarıya, gövdenizden uzağa doğru gerçekleşir. Elleriniz dış kenarlardadır, kapanan bir ağzın yakınında değildir.
Şimdi aynı sacı bir abkant preste hayal edin. Dar bir alt kalıbın üzerinde dengelenmiştir ve size doğru uzanır. Koç yukarıdan iner. Ağırlığı yanlış tahmin ederseniz malzeme devrilebilir, ters bükülebilir veya savrulabilir. Elleriniz, sıfıra inecek kapanan bir boşluğun santimlerce yakınında ona rehberlik eder.
Bükücüler yıllar içinde güçlendi. Bazıları eskiden sadece preslere ait olan kalın ve uzun parçaları işleyebiliyor. Güzel. İş izin verdiğinde daha güvenli olan makineyi kullanın.
Ancak bir abkant presin başında durduğunuzda, endüstriyel tonajı parmak ucunuzdan daha geniş olmayan bir hatta yoğunlaştıran dikey bir sıkıştırma noktasında duruyorsunuz demektir. O geometri, aradaki farktır.
Peki, o geometri yerine hızınıza güvenirseniz ne olur?
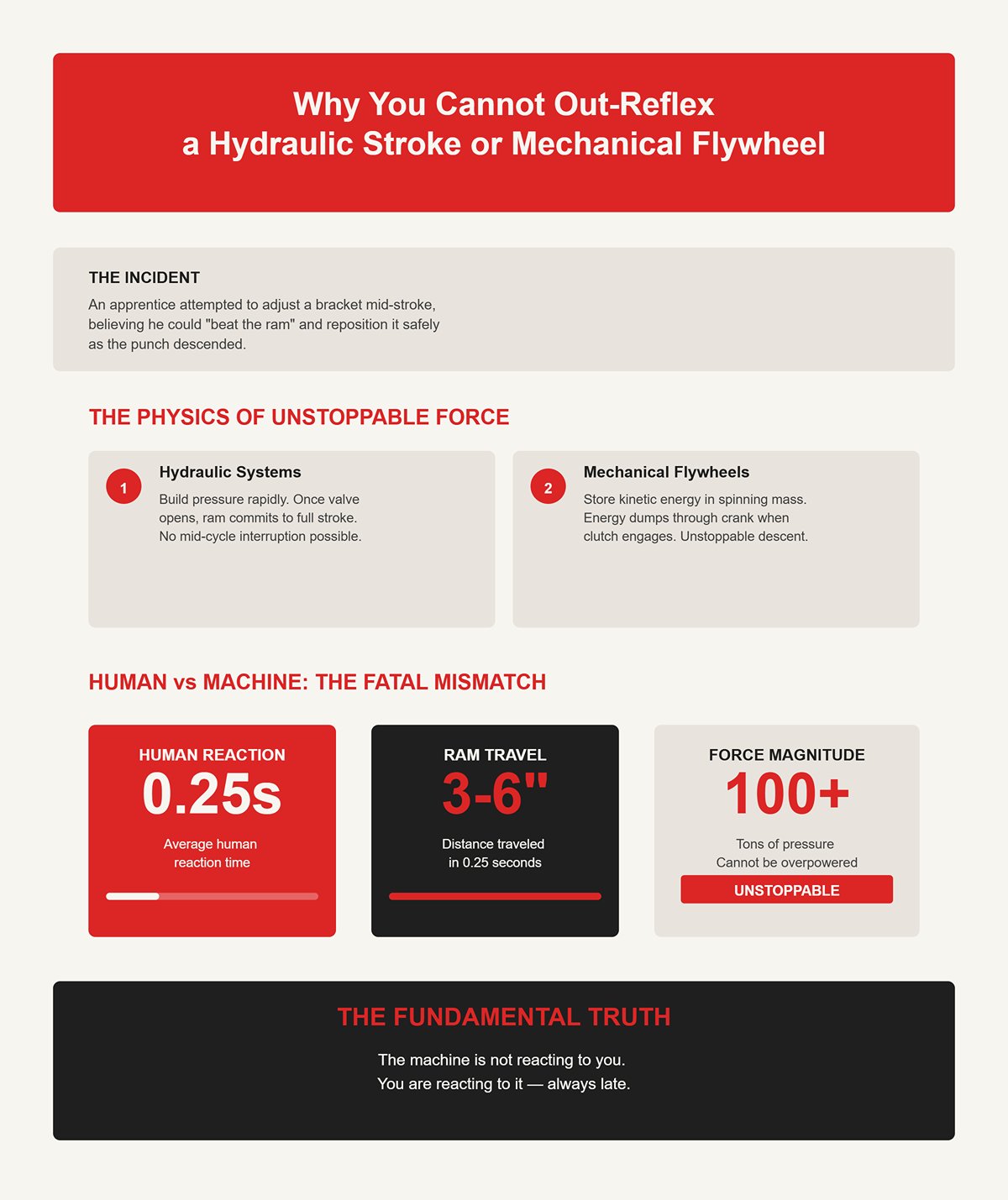
Bir keresinde bir çırağımın koçu “yenmeye” çalıştığını gördüm. Küçük bir braketi tutuyordu, tam oturmadığını fark etti ve zımba aşağı inmeye başladığında onu düzeltmek için itebileceğini düşündü.
Hidrolik sistemler basıncı hızla oluşturur. Mekanik volanlı presler enerjiyi dönen bir kütlede depolar ve krank aracılığıyla boşaltır. Her iki durumda da, debriyaj devreye girdiğinde veya valf açıldığında, koç strokun sonuna kadar gitmeye kararlıdır.
İnsan tepki süresi ortalama çeyrek saniyedir. Bu süre zarfında, orta hızda kapanan bir koç bile birkaç inç yol alabilir. “Güvenli boşluk”tan “ezilme” durumuna geçmek için fazlasıyla yeterli.”
Elinizi zamanında çekemezsiniz. Bir bilek hareketiyle 100 tonu alt edemezsiniz. Makine size tepki vermiyor; siz ona tepki veriyorsunuz ve her zaman geç kalıyorsunuz.
Ve bunlar, bir adımı atlamadan hemen önce kendinize söylediğiniz yalandan bahsetmeden önceki gerçekler.

Her zaman küçük parçadır. İki büküm. “Arka dayamaya gerek yok.” “Elimle tutarım.” “Ayak zaten pedalda.”
O cümle—sadece bir hızlı büküm—farkında olmadan ölüm bölgesine nasıl sürüklendiğinizdir.
Bu yüzden bir ritüel oluşturun ve onu asla bozmayın:
Her seferinde aynı şekilde yapın. Gerekirse sesli söyleyin.
Çünkü abkant pres yardımsever bir asistan değildir. Belirli bir vuruş aralığına sahip bir kuvvet çarpanıdır. Disiplin olmadan o aralığa girdiğinizde, sizi uyarmaz, sizinle tartışmaz veya sizi affetmez.
Kapanır.
Ve zımba ile kalıp arasında ne varsa, çelik, eldiven veya elinizdeki kemikler olsun, eskisinden daha düz hale gelir.
Yirmi yıllık bir emektarın dört kenarlı bir kutuyu büktüğünü izledim. Üçüncü flanş, dar boşluk. Koç aşağı inerken, parçanın önceden bükülmüş bacağı yukarı savruldu ve eldivenli elini koç yüzüne sıkıştırdı. Zımba ile kalıp arasında değil. Yukarıda. Ters flanş bölgesinde. Metal onu kesmedi. Eldiveni delip geçti ve elini fermuar gibi açtı.
Tüm parmaklarını korudu. Kıl payı.
Hükümet yaralanma raporları, abkant pres kazalarının neredeyse yarısının parmak veya el ampütasyonu ile sonuçlandığını gösteriyor. Çoğu acemi operatörün gözden kaçırdığı şey şudur: bu yaralanmaların çoğu dramatik aşağı doğru ezilme sırasında gerçekleşmez. Takım değişimleri, parça hizalama, kutu bükme gibi anlarda, yani ellerin standart korumaların kapsamadığı alanlara kaydığı anlarda gerçekleşir. Bir sektör incelemesi, yaralanmaların çoğunun bariz ön sıkışma noktasının dışındaki bölgelerde meydana geldiğini ortaya koymuştur.
Eğer bıçak boşluğu hikayenin tamamı değilse, ölüm bölgesi aslında nerede başlar ve nerede biter?
Koç üst ölü noktadayken bir presin önünde durun. Zımba ile kalıp arasında gün ışığı vardır. Hava. Güvenli görünen hava.
Şimdi pedala basın.
O açık alan daralan bir V şekline dönüşür. Zımba ucu kalıp açıklığına girer. Kuvvet, bir kalem ucundan daha geniş olmayan bir hat boyunca yoğunlaşır. Sac, akma dayanıklılığına ulaşana kadar direnir; yani geri yaylanmayı bırakıp kalıcı olarak deforme olmaya başladığı stres noktasına kadar. Bunun ötesinde, basınç hızla yükselir. 150 tonluk bir makinede, büküm boyunca doğrusal inç başına on binlerce poundluk bir kuvvet uyguluyor olabilirsiniz.
Hava artık bir mengene haline geldi.
Birincil sıkışma noktası bellidir: zımba ve kalıp arasındaki kapanan boşluk. Ancak iniş sırasında uzun bir sac levhayı izleyin. Ön kenar aşağı düşebilir. Arka kenar yukarı kalkabilir. Eğer kutu bükümü yapıyorsanız, daha önce bükülmüş flanşlar koç yüzüne doğru yukarı döner. Bu durum ikincil sıkışma noktaları yaratır: metalin koça, metalin gövdeye, metalin parçayı destekleyen elinize teması gibi.
Her iki durumda da, kavrama devreye girdiğinde veya valf açıldığında, koç strokun sonuna kadar hareketine devam eder.
Hareket halindeyken elinizin konumunu yeniden ayarlayamazsınız. Ve zımba ile kalıp arasında ne varsa; çelik, eldiven veya elinizdeki kemikler, eskisinden daha düz hale gelir.
Bu yüzden, makineyi çalıştırmadan önce tehlike haritasını çıkarırsınız:
Birini gözden kaçırırsanız, makine size anatomi dersini zor yoldan öğretir.
Ancak ezilme, bu makinenin verebileceği tek şiddet türü değil, değil mi?
2023 yılında bir atölyede 10 mm'lik yüksek mukavemetli bir plaka bükülüyordu; güçlü bir malzeme, hani şu karşı koyan cinsten. Strokun ortasında malzeme büküm hattı boyunca kırıldı. Düzgün bir şekilde şekillenmek yerine parçalandı. Yarısı yukarı ve dışarı doğru fırladı. Operatör bunun geleceğini hiç görmedi. Plaka başına çarptı ve onu öldürdü.
Bu bir sıkışma değildi. Bu bir mermiydi.
Mekanizma şöyledir: Bükme sırasında metalin dış yüzeyi gerilme altında uzarken iç yüzeyi sıkışır. Yüksek mukavemetli çeliklerin sünekliği daha düşüktür; çatlamadan önce fazla esnemezler. Büküm yarıçapı çok darsa veya tonaj çok yüksekse, gerilme tarafı malzemenin nihai çekme dayanımını aşabilir. Aniden kopar. Depolanan elastik enerji bir anda boşalır. Serbest uç kırbaç gibi savrulur.
Uzun parçalarda, kırılma olmasa bile sac bir manivela gibi davranır. Zımba dayanak noktasıdır. Büküm oluştukça, serbest bacak yukarı doğru döner. O bacak ne kadar uzun ve ağırsa, taşıdığı momentum da o kadar fazladır. “Çizgiyi izlemek” için eğiliyorsanız, yüzünüz yayın içindedir.
Bir büküme yön verdiğinizi sanırsınız. Makine ise bir yay kuruyordur.
Yani ölüm bölgesi sadece zımbanın altı değildir. Parçanın savrulma yarıçapı ve metalin esnemek yerine pes etmesi durumundaki potansiyel uçuş yoludur. Ve bunun için bir uyarı ışığınız da yoktur.
Eğer uçan çelik ihtimali varsa, çaylaklar neden hala keskin kenarlara odaklanıyor?
Evet, sac metal keser. Sayısını hatırlamak istemeyeceğim kadar çok ön kol diktim.
Ancak kesikler kanatır. Ezilmeler sakatlar.
Sektör raporları, abkant pres yaralanmalarının büyük bir kısmının standart ön koruyucularla korunmayan bölgelerde, yani bahsettiğim ters flanş bölgesi gibi yerlerde meydana geldiğini gösteriyor. Operatörler tehlikenin zımbanın keskin ucu olduğunu varsayar. Bu yüzden parmaklarını uçtan uzak tutarlar. Güzel. Bu sırada diğer elleri, arkasındaki hidrolik güçle sabit bir çelik duvara doğru savrulmak üzere olan bir yan flanşı sabitliyordur.
Keskin kenarlar temas yoluyla yaralar. Sıkışma noktaları ise kuvvet yoğunlaşmasıyla yaralar.
Parmakları koparan şey kuvvettir.
12 gauge (yaklaşık 2,6 mm) bir panel dönüp parmak eklemlerinizi koç yüzeyine sıkıştırdığında, keskin olması gerekmez. Sadece kütleye ve kapanan bir boşluğa sahip olması yeterlidir. Kemikler, birkaç bin poundluk baskı yükü altında dayanamaz. Bir abkant pres bunu zahmetsizce, defalarca ve yorulmadan gerçekleştirir.
Bu yüzden “bıçak” diye düşünmeyi bırakın. “Yük altındaki kapanan geometri” diye düşünmeye başlayın.”
Peki ya geometri ve yük, metalin kendisiyle uyuşmazsa ne olur?
Bir abkant presin zorlandığını gördüm; gövde esniyor, motor kasılıyordu çünkü birisi yumuşak çelik için tonaj ayarı yapmış ama yerine yüksek mukavemetli bir alaşım koymuştu. Büküm çizgisi zar zor hareket etti. Basınç yükseldi.
İşte basit bir dille matematik: Her malzemenin bir akma dayanımı (kalıcı olarak bükülmeye başladığı an) ve bir nihai çekme dayanımı (yırtıldığı an) vardır. Yüksek mukavemetli çelikler, aynı kalınlık ve radyus için önemli ölçüde daha fazla tonaj gerektirebilir. Eğer eksik hesaplarsanız, makine durabilir veya aşırı telafi yapabilir. Eğer “bükülmesini sağlamak” için kalıp açıklığını aşırı daraltırsanız, dış liflerdeki gerilimi zirveye taşırsınız.
Burada iki kötü sonuç ortaya çıkar.
Birincisi: Makine, parça akmaya başlamadan önce kapasitesine ulaşır. Bileşenler (takımlar, bağlantı elemanları, hatta gövde) tasarım sınırlarına yakın yükler görür. Bu seviyedeki arızalar şiddetlidir.
İkincisi: Metal şekillenmek yerine kırılır. İşte bu, yukarı doğru savrulan parçanın şarapnele dönüşmesidir.
Abkant pres bir kuvvet çarpanıdır, evet. Ancak kurulumdan daha akıllı değildir. Çelik veya başka bir şey teslim olana kadar komut verdiğiniz her şeyi uygular.
Pedala basmadan önce malzemenin dayanımını, kalıp genişliğini ve gereken tonajı bilmiyorsanız, etinizi fizik kurallarına karşı kumar masasına yatırıyorsunuz demektir.
Artık ölüm bölgesinin nerede olduğunu biliyorsunuz: zımbanın altı, kalıbın üstü, savrulma yayı boyunca, koç yüzeyine karşı ve depolanmış enerjinin boşalabileceği her yer. Makine, kafese kapatılmış endüstriyel bir yırtıcıdır; tetiklenene kadar taş gibi hareketsizdir, ancak vuruş menzili içinde durdurulamaz.
Geriye kalan tek soru, kendinizi hazırlıksız bir şekilde bu menzile girmekten nasıl koruyacağınızdır.
| Bölüm | İçerik |
|---|---|
| Konu | Tonaj ve Çekme Dayanımı: Metal kazandığında ne olur? |
| Gerçek Dünya Senaryosu | Tonaj yumuşak çelik için ayarlanmışken yüksek mukavemetli bir alaşım kullanıldığında pres zorlanır; gövde esner, motor kasılır. Basınç yükselirken büküm zar zor hareket eder. |
| Temel Malzeme Özellikleri | Akma Dayanımı: Metalın kalıcı olarak bükülmeye başladığı nokta. Nihai Çekme Dayanımı: Metalin yırtıldığı nokta. |
| Temel İlke | Yüksek mukavemetli çelikler, aynı kalınlık ve yarıçap için önemli ölçüde daha fazla tonaj gerektirir. |
| Eksik Hesaplama Riski | Makine durabilir veya aşırı telafi ederek bileşenleri tasarım sınırlarına yakın bir şekilde zorlayabilir. |
| Aşırı Telafi Riski | Bükümü zorlamak için kalıp açıklığını daraltmak, malzemenin dış lifleri üzerindeki stresi artırır. |
| Kötü Sonuç 1 | Makine, parça esnemeden kapasitesine ulaşır. Takımlar, bağlantı elemanları ve gövde aşırı yük altında şiddetli bir şekilde arızalanabilir. |
| Kötü Sonuç 2 | Metal şekillenmek yerine kırılır ve iş parçasını tehlikeli bir enkaz haline getirir. |
| Kritik Uyarı | Abkant pres kuvveti çoğaltır ancak yalnızca kurulum komutlarını takip eder; malzeme esneyene veya başka bir şey kırılana kadar kuvvet uygulamaya devam eder. |
| Operasyon Öncesi Gerekli Bilgi | Malzeme mukavemeti, kalıp genişliği ve gerekli tonaj, makine çalıştırılmadan önce hesaplanmalıdır. |
| Tespit Edilen Tehlike Bölgeleri | Zımbanın altı, kalıbın üstü, salınım yayı boyunca, koç yüzüne karşı ve depolanmış enerjinin boşalabileceği her yer. |
| Son İçgörü | Abkant pres endüstriyel bir yırtıcıdır; tetiklenene kadar hareketsizdir, vuruş menzili içinde ise durdurulamaz. Operatör, hazırlıksız bir şekilde bu menzile girmekten kaçınmalıdır. |
İki kış önce, ikinci vardiyadaki bir çocuk, omuz kısmından enlemesine geçen kılcal çatlağı olan bir kalıbı makineye yükledi. Yağı silip el fenerini alttan tutmadığınız sürece bunu göremezdiniz. O bunu yapmadı. 3/8 inçlik plakada ilk test bükümü, dört fit boyunca yaklaşık 120 ton. Strokun ortasında tüfek atışına benzer bir ses duyuldu. Kalıp yarıldı, yarısı yana fırladı ve bir parça on fit ötedeki kontrplak rafa saplandı; tam da otuz saniye önce boğazının olduğu yere.
Ölüm bölgesinden böyle uzak durursunuz: abkant presi kafesli bir endüstriyel yırtıcı gibi görürsünüz ve mandalı açmadan önce kafesin etrafında bir tur atarsınız.
Uçuş öncesi ritüeli evrak işi değildir. Makineye ellerinizi sunmadan önce kuvvetin, geometrinin ve depolanmış enerjinin tam olarak düşündüğünüz yerde olduğundan emin olma yönteminizdir.
Eğer bunu atlarsanız, “zaman kazanmıyorsunuz” demektir. Vuruş menziline körü körüne adım atıyorsunuz demektir.
Eskiden çıraklara zımbayı ve kalıbı her santiminde bir bezle kontrol ettirirdim. Temizlik için değil, hissetmek için. Gözünüzün üzerinden geçip gittiği yerde bez takılır. Bir çocuk, yükü bıçak ağzı gibi odaklayacak olan mantarlaşmış bir zımba ucunu böyle bulmuştu.
İşte bu on dakikanın aslında neleri kapsadığı:
Takım bütünlüğü; yontulmuş radyuslar, çatlak kalıp omuzları, aşınma (önceki bükümlerden metal sıvanması) ve düzensiz aşınma aramanız anlamına gelir. Kalıptaki bir çatlak, yükün içinden nasıl akacağını değiştirir. Çelik, kuvveti nazikçe dağıtmaz; en sert yolu izler. Hasarlı bir omuz, bir stres yükseltici haline gelir. Tonaj altında bu stres yoğunlaşır, çatlağı ilerletir ve aniden kırılmaya neden olur. Sertleştirilmiş takım çeliği bozulduğunda bükülmez. Parçalanır.
Sırada hizalama ve oturtma var. Yatağa tam oturmamış bir kalıp veya tutucusunda merkezlenmemiş bir zımba, uzunluk boyunca düzensiz yük oluşturur. Şunu unutmayın: 100 tonluk bir abkant pres nadiren her yerde 100 tondur. On fit boyunca 100 ton olarak derecelendirilmiş olabilir, yani fit başına on ton. Eğer üç fitlik bir parçayı tamamen sol tarafta çalıştırırsanız, çerçevenin bir bölümünden yoğunlaştırılmış yük taşımasını istiyorsunuz demektir. Bu da koçu büker. Bükülmüş geometri, düzensiz penetrasyon demektir. Düzensiz penetrasyon, bir tarafın önce tabana değmesi demektir. Artık “hava bükümünüz”, bir uçta kısmi bir tabana değme operasyonuna dönüştü ve tonaj uyarı vermeden yükseldi.
Makine durumu, çalıştırmadan önceki son adımdır. Hidrolik sızıntıları kontrol edin, pompa kavitasyonunu dinleyin, makinede manuel ayar varsa koç paralelliğini doğrulayın. Hava dolu bir hidrolik sistem, kuvvet oluşmadan önce hafifçe sıkışır. Bu gecikme, operatörleri parçanın “henüz bükülmediğini” düşünmeleri için kandırır, bu yüzden basıncı veya derinliği artırırlar. Sonra hava tamamen sıkışır, basınç dengelenir ve koç beklenenden daha sert hareket eder. Depolanan enerji bir anda büküme boşalır.
On dakika. Çünkü koç aşağı inmeye başladığında, içeri uzanıp hizalamayı düzeltme şansınız olmaz. Yanlış değerlendirdiğiniz her neyse, geometrinin onun üzerinde kapanışını izlemek zorunda kalırsınız.
Ve bu da bir sonraki soruyu doğurur: Takım mükemmel olsa bile, makinenin o takımın veya çerçevenin dayanabileceğinden fazlasını aşmak üzere olmadığını nasıl bilirsiniz?
Bir kalfa ustasının tonaj tablosunu duvardan sanki kutsal bir metinmiş gibi çektiğini izledim. Çeyrek inçlik yumuşak çelik, dört fitlik büküm, standart V-kalıp. Sayıyı doğrudan tablodan çevirdi. Neyi unuttu? Arabadaki malzeme 304 paslanmaz çelikti.
Çoğu tablodaki yumuşak çelik, yaklaşık 60.000 PSI çekme dayanımı varsayar. 304 paslanmaz çelik ise 84.000 PSI'ya daha yakındır. Bu, aynı kalınlık ve kalıp açıklığı için gereken tonajda kabaca 1,4'lük bir çarpan demektir. Aynı geometri. Farklı fizik.
Pedala bastı. Makine inledi. Büküm zar zor oluştu. Yeniden hesaplamak yerine, “yardımcı olması için” kalıp açıklığını daralttı. Daha dar V-kalıp, daha sıkı bir radyus elde etmeye zorladığınız için gereken tonajı artırır. Artık sadece oranında hafife almıyordu; hataları üst üste bindiriyordu. Basınç, makinenin sınırına doğru tırmandı.
Bunu yaptığınızda iki şey olur.
Birincisi, abkant presin nominal tonajına yaklaşırsınız; ancak unutmayın ki bu değer belirli bir çalışma uzunluğu için geçerlidir. Yükü tek bir alanda yoğunlaştırırsanız, gösterge henüz “0”ü göstermeden yerel limitleri aşarsınız. Gövdeler esner. Koçlar sapma yapar. Güvenlik donanımları hizasını kaybeder.
İkincisi, kalıplara aşırı yük bindirirsiniz. Tabana oturtma (bottoming) işlemleri, hava bükmenin beş katı tonaj gerektirebilir. Eğer tablo değeriniz hava bükme içinse (çarpan 1.0) ve derinliğiniz çok fazla olduğu için yanlışlıkla tabana oturtma yaparsanız, bir anda 30 tondan 150 tona çıkabilirsiniz.
Bu bir fikir değil, malzeme mekaniğidir. Gerilme, kuvvetin alana bölümüne eşittir. Daha güçlü bir malzeme veya daha küçük bir kalıp seçerek gerekli kuvveti artırırsanız, yük yolundaki her bileşen (koç, cıvatalar, kalıp omuzları) bu artışı hisseder.
Yük hesaplama ritüeliniz, pedala dokunmadan önce şu üç sayıya ihtiyaç duyar:
Sadece teknik resimdeki parça uzunluğunu değil, tam büküm uzunluğunu ölçün. Eğer iki aşamada büküm yapıyorsanız, her birini ayrı hesaplayın. Eğer merkez dışı çalışıyorsanız, gövdenin bir tarafına daha ağır yük bindirdiğinizi unutmayın.
Bunu görmezden gelirseniz, sadece hatalı bir büküm riskiyle kalmazsınız. Hidrolik basınç altındaki sertleştirilmiş çeliği parçalama ve yüz hizasına şarapnel parçaları fırlatma riskiyle karşı karşıya kalırsınız.
Artık kafesi incelediniz ve yırtıcının ısırma kuvvetini ölçtünüz. Peki ya ona yaklaştırdığınız ete, yani kendi vücudunuza ne demeli?
Hafta sonları bira parası çıkarmak için HVAC kanalı bükerdim. Kapüşonunun ipi sarkan bir adamın küçük bir abkant presin üzerine eğildiğini gördüm. Bir flanşı ayarlarken ip kalıp boşluğuna doğru kaydı. Koç yavaşça aşağı indi; ip takıldı, gerildi ve adam ne olduğunu anlamadan yüzünü zımbaya doğru çekti. Şanslıydı, kumaş yırtıldı.
Abkant presin yakınında bol kıyafet giymek “profesyonel görünmekle” ilgili değildir. Bu, kapanan geometrilere dolanmakla ilgilidir. Ters flanş bölgesi ve koç ile arka dayama arasındaki boşluk, yakalanan şeyin çelik mi yoksa pamuk mu olduğunu umursamaz. Sadece kapanırlar.
Eldivenler daha karmaşıktır. Keskin saclarda, malzemeyi strok alanının dışında taşırken kesilmeye dirençli eldivenler mantıklıdır. Ancak tehlike bölgesinin içinde, hantal eldivenler dokunsal geri bildirimi azaltır. Zımba ucunun parmak ucunuza göre nerede olduğuna dair hassas algınızı kaybedersiniz. Daha da kötüsü, bazı eldiven malzemeleri çeliği kavrar. Eğer parça kayarsa ve eldiven yapışırsa, eliniz de onunla birlikte hareket eder.
Bir işe başlamadan önce KKD kontrolünüz son derece basit olmalıdır:
Sonuncusu önemlidir çünkü bahsettiğimiz "kırbaç etkisi" (whip-up) yüzünden. Yüksek mukavemetli bir parça gerilim altında kırılırsa, elastik enerjiyi hızla serbest bırakır. Göz koruması bir plakayı durdurmaz ama kırık bir kalıptan veya çatlak bir kenardan fırlayan çapakları ve parçaları durdurur.
Kıyafet disiplinini görmezden gelirseniz kumaşınızı kaybetmezsiniz; elmacık kemiğinizden çenenize kadar derinizi kaybedersiniz.
Böylece çeliği, matematiği ve kendi vücudunuzu kontrol ettiniz. Hayvanı uyandırmadan önce geriye tek bir parça kaldı.
Bir keresinde, koruyucunun altına dolan metal talaşları yüzünden ayak pedalının takılı kaldığını görmüştüm. Operatör duruşunu düzeltmek için pedala hafifçe vurdu. Pres koçu aşağı inmeye başladı.
Güvenlik önlemleri, ancak bugün çalışıyorlarsa güvenlik önlemidir; geçen ay çalışmaları bir şey ifade etmez.
İlk çevrimden önce üç şeyi test edersiniz:
Makine çalışır durumdayken ancak boşta beklerken Acil durdurma düğmesine basın. Kontrol ünitesinin hidrolik basıncı gerçekten boşalttığını veya kavramayı ayırdığını doğrulayın. Sistemi sıfırlayın ve sistemin bilinçli bir yeniden başlatma gerektirdiğini onaylayın. Eğer bir Acil durdurma sadece hareketi durduruyor ancak sistemde basınç hapsolmuş halde bırakıyorsa, bunu bilmeniz gerekir.
Ayak pedalına malzeme olmadan basın ve bırakın. Pedal, takılma veya gecikme olmaksızın temiz bir şekilde geri dönmelidir. Pedal üzerindeki koruyucular, düşen parçalar veya kayan ayaklar nedeniyle kazara çalışmayı önler.
Koç yavaş yaklaşma modundayken, bir hurda parçasıyla ışık perdesi ışınını kesin. Koç durmalı veya çevrimi gerçekleştirmemelidir. Eğer durmazsa, parmaklarınızı emanet ettiğiniz o görünmez duvar hayal ürünüdür.
Her iki durumda da, kavrama devreye girdiğinde veya valf açıldığında, koç strokun sonuna kadar gitmeye kararlıdır. Güvenlik önlemleri, bu kararlılıktan önceki son müzakerenizdir.
Bu ritüeli atlarsanız; tendonlarınızı, eklemlerinizi ve parmaklarınızdaki yarım inçlik kemikleri, her şeyin tam olarak dün olduğu gibi çalıştığı umuduna bağlamış olursunuz.
Alvarez adında bir çocuk, 2 inçlik bir parça üzerinde koçu “yenmeye” çalıştı.
Kısa parça. İnce yumuşak çelik. İki parmağıyla tutabileceğini, zımbanın parçaya dokunmasına izin verip büküldüğü anda çekebileceğini düşündü. Koç yavaş yaklaşma modundaydı. Nazik görünüyordu. Hareketi belki çeyrek inç kadar yanlış hesapladı. Zımba parçayı sabitledi, parça döndü ve parmak ucu çelik ile kalıp omzu arasında kaldı.
Kemik parçalarını mıknatısla topladılar.
Kafesi incelediniz. Pedalı test ettiniz. Şimdi koç hareket ediyor. Sorun frenin güvenli olup olmadığı değil. Sorun, koç harekete geçtiğinde ellerinizin avcının saldırı menziline girip girmediğidir. Zımba ile kalıp arasında kalan her şey —çelik, eldiven veya elinizdeki kemikler— olduğundan daha düz hale gelir.
Mekanik güç presi yaralanmalarının neredeyse yarısı uzuv kaybıyla sonuçlanır. Bunun nedeni makinelerin öngörülemez olması değildir. Bunun nedeni, operatörlerin yönetebileceklerine kendilerini inandırdıkları görünmez bir çizginin üzerinden ellerin kayıp gitmesidir.
Bu yüzden çizgiyi görünür kılıyoruz.
“Sadece hızlı bir ayar gerektiren” bir işte sol işaret parmağımın yarısını kaybettim. O zamanlar koruyucular yoktu. Işık perdesi yoktu. Sadece ben, kısa bir flanş ve tecrübenin size zamanlama kazandırdığına dair inancım vardı.
Hayır, öyle değil.
Bir abkant presin önüne geçin ve alt kalıba bakın. V açıklığı bariz tehlikedir. Yeni başlayanlar oraya odaklanır. Ancak bildirilen yaralanmaların 'ü, koruyucuların korumak için tasarlandığı yerin dışında gerçekleşir; ters flanşlar sırasında, malzeme koçun içine doğru yukarı katlandığında, bariz olanın arkasında yeni bir sıkışma noktası oluşturur.
Ölüm bölgesi bir yuva değildir. Bir hacimdir.
İlk parçayı çalıştırmadan önce bunu fiziksel olarak tanımlayın. Alt kalıbın ön kenarıyla hizalanmış hayali bir dikey düzlem çizin. Parça arka dayamaya dayandığında ve çevrime hazırlanırken elleriniz asla o düzlemi geçmemelidir. “Hafifçe itmek” için değil. “Sabitlemek” için değil. “Sadece hizalamayı kontrol etmek” için değil.”
Kalıcı, kalıcı demektir.
El yerleştirme protokolünüz acımasızca basittir:
Başparmaklar üst yüzeyde, kenarları asla kavramadan Avuç içleri düz, parmaklar kalıp açıklığından uzağa uzatılmış Ayak pedala temas etmeden önce eller tamamen geri çekilmiş
Bu son hareket tartışmaya kapalıdır. Eller boşta. Duraklayın. Sonra pedala basın. Hareketleri birbirinden ayırın ki beyniniz onları birbirine karıştırmasın.
Varlık algılama cihazları yardımcı olur. Işık perdeleri yaklaşma sırasında koçu durdurur. Ancak sensörler olsa bile yaralanmalar hala meydana gelir; çünkü kavrama devreye girdiğinde veya valf açıldığında, koç strokun altına kadar gitmeye kararlıdır. Teknoloji milisaniyeler kazandırır. Disiplin ise parmakları kurtarır.
Eklem yerlerinizin o düzlemi geçmesine izin verirseniz, kalıp onları eklem yerinden koparacaktır.
Peki parça bu kurala uymak için çok küçük olduğunda ne olur?
20 yıllık bir ustanın küçük braketlerde Roto kalıp çalıştırdığını izledim; 1 inçlik dönüşler, çok sayıda tekrar. Binlercesini yapmıştı. Her parçayı işaret parmağı ile başparmağı arasında tutuyor, pedala hızlıca basıyor, mükemmel bükümü alıyordu.
Ta ki biri zımba ucuna yapışana kadar.
Orada asılı kaldığında, koç geri dönerken onu kurtarmak için içgüdüsel olarak uzandı. Parça aniden kurtulup düştü, parmağı onu ileri doğru takip etti ve eli kurtulmadan önce üst kalıp bir sonraki çevrimde aşağı indi.
Tecrübesi onu yarı yolda bırakmadı. Özgüveni bıraktı.
Küçük parçalar tehlikelidir çünkü parmak ucu kontrolünü davet ederler. Flanş ne kadar kısaysa, sabitlemek için parmaklarınız o kadar yakın olmalıdır; tabii ki bu önermeyi reddetmediğiniz sürece.
Eğer bir parça, elleriniz tamamen girilmez düzlemin dışındayken tutulamıyorsa, ellerinizi kullanmazsınız.
Şunları kullanırsınız:
Düz çeneli kilitli pense Manyetik veya mekanik baskı aparatları Tutma yüzeyini genişleten özel mastarlar
Kilitli penseler, 1 inçlik bir tırnağı 6 inçlik bir tutamağa dönüştürür. Geçici bir tutamak olarak punta kaynaklı basit bir bükülmüş şerit, eti çelikten uzak tutar. Mastarların “çok uzun sürdüğünü” söyleyen atölyeler, ciddi koruma ihlallerini oranında normalleştiren atölyelerle aynıdır.
Ve işte tuzağın içindeki tuzak: çoğu yaralanma ana pres döngüsü sırasında meydana gelmez. Operatörün makinenin işlemler “arasında” olduğunu düşündüğü, hizalama ve parça çıkarma sırasında gerçekleşir. Ram üst ölü noktada durakladığında içeri uzanırsınız. Ayak kayar. Pedal değer. Ve aşağı iner.
Her iki durumda da, kavrama devreye girdiğinde veya valf açıldığında, koç strokun sonuna kadar hareketine devam eder.
1 inçlik bir tırnağı kalıp boşluğunun içinde çıplak parmaklarla tutarsanız, uç kısımdaki küçük kemikler olan distal falankslarınızı ezilmeye sunuyorsunuz demektir.
Küçük parçalar elle tutulur. Eller hacmin dışında. Güzel.
Peki şimdi, büyük bir levhanın siz onun kelepçesi haline gelmeden gezmesini nasıl engellersiniz?
Hafta sonları bira parası için bükülen HVAC kanalı. 22 gauge sacın 5 fitlik büyük bölümleri. Hafif, esnek ve pedala basarken onları kalçanızla itip karelemek isteyeceğiniz kadar sinir bozucu.
Bir adamın tam olarak bunu yaptığını gördüm; sol eli flanşı aşağı bastırıyor, sağ ayağı pedalda, vücudu bükülmüş. Levha arka dayama parmağından yarım inç kaydı. Ram inerken onu yerine oturtmak için ileri itti. Boğumları zımbanın alt tarafına çarptı.
Arka dayamalar, ellerinizi karar verme sürecinden çıkarmak için vardır. Bunlar, bükme derinliğini hisle değil, konumla ayarlayan yatağın arkasındaki ayarlanabilir durduruculardır. Eğer döngü sırasında bir levhayı zorlayarak karelemeye çalışıyorsanız, mekanik bir referansı bileğinizle değiştiriyorsunuz demektir.
Dayamayı ayarlayın. Teması onaylayın. Sonra bırakın.
Malzeme bükülme sırasında kalkarsa (ters flanşlarda yaygındır), avucunuzu değil, baskı kelepçeleri veya kademeli bükümler kullanın. Yukarı doğru salınım yayı, ölüm bölgesinin bir parçasıdır. Abkant presin, tanımlanmış bir vuruş aralığına sahip bir kuvvet çarpanı olduğunu unutmayın. Çelik esnediğinde enerji depolar. Serbest kaldığında ise hızla hareket eder.
Kareleme rutininiz her zaman şunları içermelidir:
İlk parçadan önce arka dayamanın ayarlanması ve kilitlenmesi Eller vuruş ortasında düzeltme yapmadan konumu doğrulamak için test bükümü Büyük levhalar için kelepçeler veya destekler, asla vücut ağırlığı
Manuel sabitleme daha hızlı hissettirir. Öyle değildir. Sadece tonaja direnme işini sertleştirilmiş takımlardan parmaklarınızı hareket ettiren küçük tendonlara aktarır.
Elinizi yük altında bir mengene olarak kullanırsanız, çelik esnemeden önce parmak eklemlerinizin arkasındaki ekstansör tendonlarınız kopacaktır.
Büyük levhalar kontrol altında. Küçük parçalar uzatılmış. Eller disiplinli.
Şimdi başka bir insanı dahil edin.
Küçük atölyeler—özellikle de finansmanı yetersiz olanlar—uzun parçalarda iki kişilik büküm yapmayı severler. Biri besler. Biri pedalı çalıştırır. Kulağa verimli geliyor.
Yardımcının 10 fitlik bir kanalın uzak ucunu tuttuğu bir vakayı inceledim. Operatör “tamam” (clear) diye bağırdı. Yardımcı, bunun “ayarlamak için boş” anlamına geldiğini düşündü. Tam pedal aşağı indiği sırada tutuşunu kalıba daha yakın bir yere kaydırdı.
O tarafta ışık perdesi yok. İkinci bir pedal yok. Sadece varsayım var.
İki kişilik operasyonda, belirsizlik gerçek tehlikedir. Vuruşun sahibi kim? Ellerin boşta olduğunu kim onaylıyor? Eğer cevap “ikimiz de” ise, o zaman ikiniz de değilsinizdir.
Bunu açıkça belirleyin:
Pedalı tek bir operatör kontrol eder—her zaman aynı kişi Her vuruştan önce her ikisi tarafından onaylanan sözlü “tamam” komutu Pedal ayağı fiziksel olarak anahtarın üzerinde olmadığı sürece, girilmez bölge içinde el olmamalıdır
Ayağınızı çekin. Topuğunuzu yere koyun. Görünür kılın. Çünkü eğitimin yetersiz, üretim baskısının yoğun olduğu küçük işletmelerde, koordinasyon hataları nadir görülen uç durumlar değildir. Bunlar öngörülebilir durumlardır.
Ne kadar süredir birlikte çalıştığınız umurumda değil. Birbirinizin aklını okuyabiliyor olmanız umurumda değil. Çelik akıl okumaz. Kuvveti takip eder.
O komutu kaçırırsanız, abkant pres pazarlık yapmaz. Elinizdeki uzun kemikler olan metakarpalleri, röntgende göreceğiniz parçalara ayırır.
Ölüm bölgesinin bir parçası haline gelmeden, o bölgenin içinde nasıl çalışacağınızı bilmek istediniz.
Reflekse güvenmezsiniz. Deneyime güvenmezsiniz. Eti, makinenin sahip olduğu bir hacmin dışında tutan alışkanlıklar inşa edersiniz.
Çünkü abkant pres, aniden değişene kadar sakindir.
Ve bir sonraki soru şudur: o sakinlikle ilgili bir şeylerin, bir parmak ucundan fazlasını almadan önce değiştiğine dair ince işaretleri nasıl fark edersiniz?
Bir abkant pres, önce fısıldamadan “güvenli” durumdan “ölümcül” duruma geçmez.
Bunu, on beş yıl boyunca kullandığım bir hidrolik presin iniş hareketini hafif bir sarsıntıyla bitirmeye başlamasıyla zor yoldan öğrendim; dramatik bir şey değil, sadece kulaklarınızdan ziyade botlarınızda hissettiğiniz bir titremeydi. Yanımdaki çocuk, “Her zaman öyle yapar,” dedi. Yapmıyordu. Koç, bir valfin ısınma nedeniyle sıkışması yüzünden son yarım inçte tereddüt ediyordu. Makineyi kapattık. Ertesi sabah teknisyen manifoldu söktüğünde, o tereddüdü ani bir sarsıntıya dönüştürecek aşınmaları buldu.
Ve zımba ile kalıp arasında ne varsa, çelik, eldiven veya elinizdeki kemikler olsun, eskisinden daha düz hale gelir.
Ölüm bölgesinin alanla tanımlandığını zaten anlıyorsunuz. Şimdi onun davranışla da tanımlandığını anlamanız gerekiyor. Makineler arızalanmadan önce davranışlarını değiştirirler. Soru, sizi uyarıp uyarmadıkları değil; uyarıyı dinlemek yerine onunla tartışmak yerine onu duyacak şekilde kendinizi eğitip eğitmediğinizdir.
Hafta sonları bira parası çıkarmak için HVAC kanalları bükerdim ve oradaki eski bir mekanik preste her üç vuruşta bir fermuar sesi gibi bir ses gelirdi. Yüksek sesli değil. Dramatik değil. Sadece yanlış. Dükkan sahibi buna “karakter” derdi. İki hafta sonra, kalıp pabucu yuvada sallandığı için boydan boya çatladı.
Çelik, kırılmadan çok önce titreşim yoluyla konuşur.
Gıcırtı, olmaması gereken bir yerde sürtünme anlamına gelir; genellikle zımba ve kalıp arasındaki hizasızlık veya kızaklarda (koçu yönlendiren kayar yüzeyler) kirlenme. Takılma, koçun vuruşun ortasında daha fazla zorlandığını ve basınç yükseldikçe hafifçe yavaşladığını hissettirir. Gövdedeki sıra dışı titreşim, özellikle merkez dışı yüklerde, tabla üzerinde dengesiz tonaj anlamına gelebilir.
Tekrar çalıştırmadan önce kontrol etmeniz gerekenler şunlardır:
İyi durumdaki bir presin bir ritmi vardır. Aşağı. Temas. Şekillendirme. Yukarı. Bu ritim teklediğinde, bir şey eskiden rahatça üstesinden geldiği kuvvete direniyor demektir. Isı, bileşenleri genleştirebilir. Takımlar dengesiz oturabilir. Hidrolik sistemler, tıpkı bir kamyondaki arızalı fren pedalının pompaladığınızda sertleşmesi gibi (tamamen boşalana kadar), basıncı tamamen kaybetmeden önce yavaş yavaş yumuşayabilir.
Eğer o ilk tekleme anını görmezden gelirseniz, sürtünmenin kendi kendini düzelteceğine dair parmaklarınızı riske atıyorsunuz demektir.
Düzeltmez.
Bir keresinde bir çırağın, eğri bir bükümü “kurtarmak” için vuruşun ortasında elini içeri sokup paneli düzeltmeye çalıştığını gördüm. Koçtan daha hızlı olduğunu sanıyordu. Her iki durumda da, kavrama devreye girdiğinde veya valf açıldığında, koç vuruşun sonuna kadar gitmek zorundadır.
Bu politika değil, fiziktir.
Döngüyü iptal etmek panik meselesi değildir. Farkındalık meselesidir. Eğer parçanın kalıp omzundan kalktığını görürseniz, normal malzeme kırılma sesinden farklı keskin bir patlama duyarsanız, koç yüzlerce kez yaptığınız bir yük altında beklenmedik şekilde yavaşlarsa; işte o an, sizin anınızdır.
Modern hidrolik preslerde, kontrol panelindeki durdurma düğmesini kullanın veya makine bırakıldığında geri dönecek şekilde tasarlanmışsa ayak pedalını tamamen serbest bırakın. Mekanik volanlı makinelerde bu lükse sahip olmayabilirsiniz; devreye girdiklerinde vuruşu tamamlarlar. Reflekslerinize güvenmeden önce başında durduğunuz makinenin hangisi olduğunu bilin.
Ve iptal ettiğinizde, şu üç kurala uyun:
Hareket halindeki koçu asla kovalamayın. Bir bükümün tamamlanmasına asla “yardım etmeyin”.
Çünkü zamanlamayı yarım saniye yanlış hesaplarsanız, distal falanjlar yani parmak uçlarınızdaki küçük kemikler, beyniniz karar verme sürecini tamamlamadan ezilecektir.
Büyük plaka. Çeyrek inç. Merkez dışı yük. Zımba inerken sacın hafifçe döndüğünü izledim; arka dayama parmağının tam oturmadığını belli edecek kadar. Operatör avucuyla tutmaya çalıştı.
Makine o tartışmayı kazandı.
Bir iş parçası büküm sırasında döndüğünde veya kaydığında, size şu üç şeyden birini söylüyordur: arka dayama gönyede değildir, malzeme yüzeyi kirlidir (yağ sürtünmeyi azaltır) veya kalıp açıklığı boyunca tonaj dağılımı dengesizdir. Bazen daha ince bir sebep vardır; takım aşınması parçanın daha düşük basınçlı bir yol aramasına neden olur.
Dönmeyi kas gücüyle düzeltemezsiniz. Koşulları yeniden ayarlarsınız.
Aynı parçalarda kayma tekrarlanıyorsa, takım aşınmasından veya yük altında gövde esnemesinden şüphelenin. Bu bir “parça sorunu” değildir. Bu, kafesindeki yırtıcının yer değiştirmesidir.
İşte rahatsız edici gerçek: bazı arızalar sessizdir. Isı birikimi, bileşenleri gıcırtı veya sürtünme sesi olmadan genleştirebilir. Aşırı tonaj, hiçbir şey yanlış görünmeden önce bağlantı elemanlarını mikroskobik düzeyde esnetebilir. Bu yüzden sadece sese güvenmezsiniz. Modelleri takip edersiniz; basınç değerleri, parça tutarlılığı, gereken kuvvet. Eğer bugünkü büküm, aynı malzeme için dünden daha fazla pedal hareketi gerektiriyorsa, bu bir veridir.
Makineyi okumak mistik bir şey değildir. Disiplinli bir dikkattir.
Küçük değişikliklerle tartışmayı bırakırsınız. Onları kaydedersiniz. Risk altında olan tek şeyin hurda olduğu erken aşamada harekete geçersiniz.
Çünkü değişim dramatik hale geldiğinde, ölüm bölgesi yerinden oynamamıştır.
Siz oynamışsınızdır.
İkinci vardiyadaki bir çocuk bir keresinde abkant presi “sadece gece için” kapattı ve koçu kalıbın bir inç üzerinde asılı bıraktı. O uyurken hidrolik basıncı boşaldı. Sabah gelen adam yaklaştı, bir çapağı silmek için elini içeri uzattı ve koç, kapanan bir çene gibi o son bir inçlik mesafeyi kat etti.
Dramatik bir şey yok. Sadece basıncın başlattığını ağırlığın bitirmesi.
Makinenin davranışını, o sizi ısırmadan önce okumanız gerektiğini zaten biliyorsunuz. Bu farkındalıktır. Ancak yorgun, aceleci veya sıkılmış olduğunuzda farkındalık azalır. Bir çerçeve, dikkatiniz dağıldığında sizi yakalayan şeydir.
İşin bariz olmayan kısmı şu: Güvenliği daha iyi tepki vererek inşa etmezsiniz. Onu, makinenin her zaman sıfır enerjide olduğundan emin olarak inşa edersiniz; otuz saniyeliğine bile uzaklaşsanız, depolanmış basınç, asılı kütle veya yarım kalmış bir strok olmamalıdır.
Sıfır enerji üç şey anlamına gelir, sadece üç şey:
Eğer “sadece bir saniye sürecek” diyerek bu ritüeli bir kez atlarsanız, ellerinize ölüm bölgesinin bazen pazarlık yapılabilecek bir yer olduğunu öğretmiş olursunuz. Öyle değildir.
Atölyede durumun gerektirdiği seviyeye yükselmezsiniz. Alışkanlıklarınızın seviyesine düşersiniz.
Yani asıl sistem bir pano veya imza çizelgesi değildir. Şudur: Her büküm, makinenin, siz bayılsanız bile hiçbir şeyin hareket etmeyeceği bir durumda olmasıyla başlar ve biter.
Bu, yorgunluğun sekizinci saat yerine onuncu saatte vurduğunda ne olacağını kendinize sorana kadar aşırı görünebilir.
Bir adamın, tüy kadar küçük bir çapak yüzünden avucunu kestiğini gördüm. İrkildi. Dirseği pedala çarptı. Koç, o kendini toparlayana kadar iki inç aşağı indi.
O kesiğe pres neden olmadı. Bir önceki operatör neden oldu.
Büküm sonrası disiplin temizlik değildir. Dolaylı yoldan kuvvet kontrolüdür. Çapaklar depolanmış kaostur; refleksleri tetikleyen minik jiletler. Refleksler şiddetli ve hızlıdır. Ve zımba ile kalıp arasında ne varsa, çelik, eldiven veya elinizdeki kemikler, olduğundan daha düz hale gelir.
Her çalışmadan sonra üç şey yaparsınız:
Neyin eksik olduğunu fark ettiniz mi? “Hızlıca sileyim” yok. “Sonra alırım” yok. Döngüyü sıfıra kadar tamamlarsınız. Yırtıcıyı tam atılma anında değil, kafesine geri dönmüş şekilde bırakırsınız.
İşte çoğu atölyenin yanıldığı nokta burası: duraklıyorlar ama etkisiz hale getirmiyorlar. Cerrahide kısa bir mola, yalnızca karın içindeki basınç gerçekten tahliye edildiğinde hataları azaltır. Burada da aynı prensip geçerli. Riski azaltmadan verilen bir mola, bir sonraki hatadan önceki kısa bir nefesten ibarettir.
Yani durduğunuzda enerjiyi ortadan kaldırırsınız. Sadece hareketi değil. Enerjiyi.
Çünkü bir sonraki operatör yarın siz olabilirsiniz; daha az uyumuş ve refleksleri yavaşlamış bir halde.
Hafta sonları bira parası için HVAC kanalları bükerdim ve akşam 9:45 civarında kendim hakkında çirkin bir şey öğrendim. Parçalar istiflenmiş, kota dolmuştu ve beynim daha bugünkü işi bitirmeden yarının maaşını harcamaya başlamıştı.
İşte o zaman küçük sapmalar önemsiz görünmeye başlar.
Yorgunluk kendini esnemelerle belli etmez. Uzun endüstriyel vardiyalarda operatörler, farkında olmadan saniyelik mikro uykulara dalabilirler. Tepki süresi uzar. Muhakeme yeteneği zayıflar. Gece vardiyalarında bu durum daha erken gerçekleşir ve daha sert vurur çünkü sirkadiyen ritminiz, yani vücudun iç saati, size karşı savaşmaktadır.
Bu yüzden günün son bükümü, sonuncu olduğu için tehlikeli değildir.
Bittiğinizi düşündüğünüz için tehlikelidir.
Vardiya sonundaki sıfırlama protokolünüz isteğe bağlı değildir:
Bu sonuncusu aptalca hissettirebilir. İyi. Düşünen beyni tekrar devreye girmeye zorlar.
Otopilotu kesintiye uğratıyorsunuz. Hâlâ orada olduğunuzu kanıtlıyorsunuz.
Her iki durumda da, kavrama devreye girdiğinde veya valf açıldığında, koç başı vuruşun sonuna kadar gitmeye kararlıdır. Eğer beyniniz yarım saniye önce devreden çıktıysa, elinizdeki uzun kemikler olan metakarpaller bunun bedelini ödeyecektir.
Sıfırlama, özgüvenle ilgili değildir.
Kendi yorgunluğunuza olan güvensizliğinizle ilgilidir.
Bu da bir sonraki soruyu akla getiriyor: bu güvensizlik felce dönüşmeden, daha karmaşık işleri üstlenmeye hazır olduğunuzu nasıl anlarsınız?
Tüm gün boyunca basit braketleri hava bükümüyle (air-bend) yapabilen bir çırak gördüm. Pürüzsüz. Sakin. Sonra onu küçük paslanmaz parçalara geçirdik; hafif, tekrarlayan, 25 poundun (yaklaşık 11 kg) altında. Bir saat içinde bilekleri gevşedi, parçalar yanlış oturtuldu, arka dayama (backgauge) vuruşları aceleye getirildi.
Karmaşık olması her zaman ağır olduğu anlamına gelmez.
Bazen bu, yorgunluğun sessizce biriktiği ve kötü alışkanlıkların hızla yerleştiği, iş için gereğinden büyük bir makinede tekrarlayan işler yapmak anlamına gelir.
Üç şey gerçekleştiğinde mezun olursunuz:
Bu listede neyin olmadığına dikkat ettiniz mi? Hız. Parça sayısı. Özgüven.
Yetkinlik, ne yapmayı reddettiğinizle ölçülür.
Sıfır enerji zihniyeti, abkant presi “çalıştırdığınız” bir aletten, yönettiğiniz bir güç çarpanına dönüştürür. “Bu bükümü yapabilir miyim?” diye sormayı bırakıp, “Makine, beklenmedik hiçbir şeyin hareket edemeyeceği bir durumda mı?” diye sormaya başlarsınız.”
Bu soru, yaptığınız her hareketi yeniden şekillendirir; nerede durduğunuzu, ne zaman içeri adım attığınızı, parçaları nasıl temizlediğinizi, ne zaman bakım çağırdığınızı.
Bunu aklınızdan çıkarmayın: güvenlik, tehlikeye karşı bir tepki değildir. Her vuruştan önce, vuruş sırasında ve sonrasında yarattığınız kalıcı bir durumdur.
Ölüm bölgesi asla küçülmez.
Oraya girip girmeyeceğinize disiplininiz karar verir.


















