

Ein Schweißer lehnt an seinem Tisch, hebt die Haube, starrt auf eine 4-Fuß-Seitenwand eines Gehäuses, die nicht bündig sitzt.
Sie ist vielleicht um ein Grad daneben. Vielleicht ein bisschen mehr. Klingt nicht nach viel – bis man versucht, eine Naht zu schließen, die sich über vier Fuß Stahl gegen einen sträubt. Jetzt sucht er nach Klemmen, zieht sie in Position und weiß ganz genau, dass er die Hälfte der Schweißnaht wieder wegschleifen wird.
Sie haben nach Stunden bezahlt fürs Biegen. Jetzt bezahlen Sie nach Minuten für dies.
Ich habe gute Schweißer gesehen, die eine halbe Schicht durch Teile verlieren, die “hätten passen sollen”. Eine Platte, die auf 89 Grad statt auf 90 gebogen ist, bleibt bei der Montage nicht nur um 1 Grad falsch. Sie verwandelt sich in Lücken an den Ecken, fehl ausgerichtete Bohrungen, verzogene Rahmen nach dem Schweißen. Ein kleiner Winkelabweichungsfehler vervielfacht sich über jede Passfläche.
Hier ist die Übersetzung, die niemand in den Kostenvoranschlag schreibt: Ein zusätzliches Grad Abweichung an einem 36-Zoll-Flansch kann am gegenüberliegenden Rand 1/8 Zoll erzwungene Ausrichtung bedeuten. Das heißt: Klemmen. Das heißt: Hitze. Das heißt: Verzugskontrolle. Das heißt: Schleifen. Das heißt: Ein Schweißer wartet anstatt zu schweißen.
Ihr Abkantpressen-Lieferant denkt in Biegungen pro Stunde. Ihre Werkstatt lebt und stirbt nach Passgenauigkeit pro Stunde.
Und wenn diese beiden nicht übereinstimmen, wird die Schweißabteilung zum Stoßdämpfer für die Unbeständigkeit eines anderen.
Werkstatt-Realität: Wenn Ihre Schweißer “es irgendwie hinbekommen”, kostet Ihr Biegepartner Sie bereits Geld.
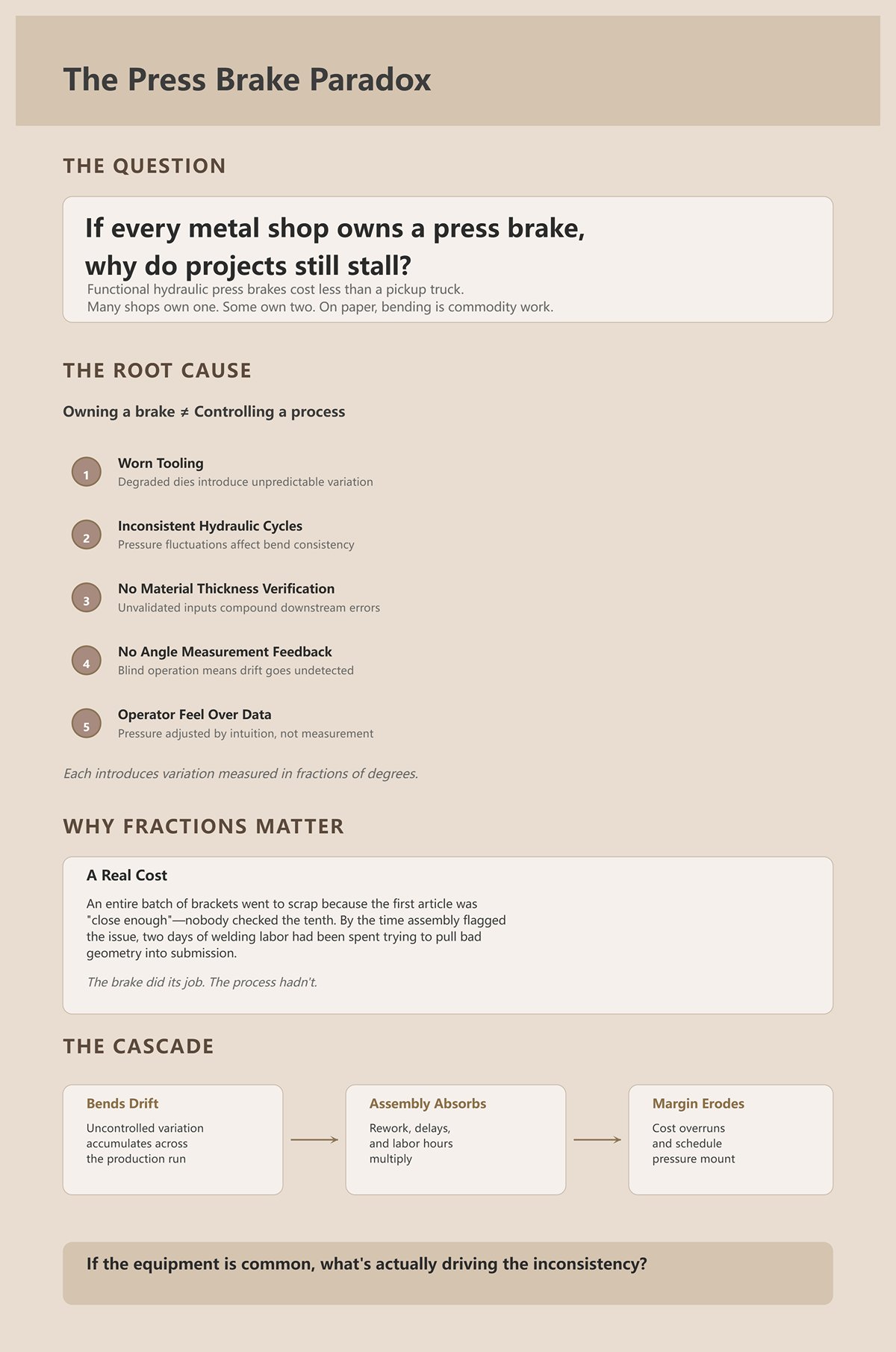
Sie können eine funktionsfähige hydraulische Abkantpresse für weniger als den Preis eines ordentlichen Pickups kaufen. Viele Werkstätten haben eine. Einige haben zwei. Auf dem Papier ist Biegen eine Standardarbeit.
Warum also haken Projekte trotzdem?
Weil der Besitz einer Presse nicht dasselbe ist wie die Kontrolle über einen Prozess. Abgenutzte Werkzeuge. Unbeständige Hydraulikzyklen. Keine Materialdickenprüfung. Kein Winkelmess-Feedback. Ein Bediener, der den Druck nach Gefühl statt nach Daten erhöht. Jede davon führt zu Abweichungen, gemessen in Bruchteilen von Grad.
Bruchteile zählen.
Ich erinnere mich, wie ich eine ganze Charge Halterungen in den Schrottcontainer geworfen habe, weil das erste Teil “nahe genug dran” war und niemand das zehnte geprüft hat. Als die Montage den Fehler bemerkte, hatten wir zwei Tage Schweißarbeit verbrannt, um schlechte Geometrie mit Gewalt zu korrigieren. Die Presse hatte ihren Job gemacht. Der Prozess nicht.
Wenn sich die Biegungen verschieben, fängt die Montage die Abweichung auf. Der Projektplan fängt die Verzögerung auf. Ihre Marge fängt die Kosten auf.
Wenn die Ausrüstung üblich ist, was verursacht dann tatsächlich die Unbeständigkeit?
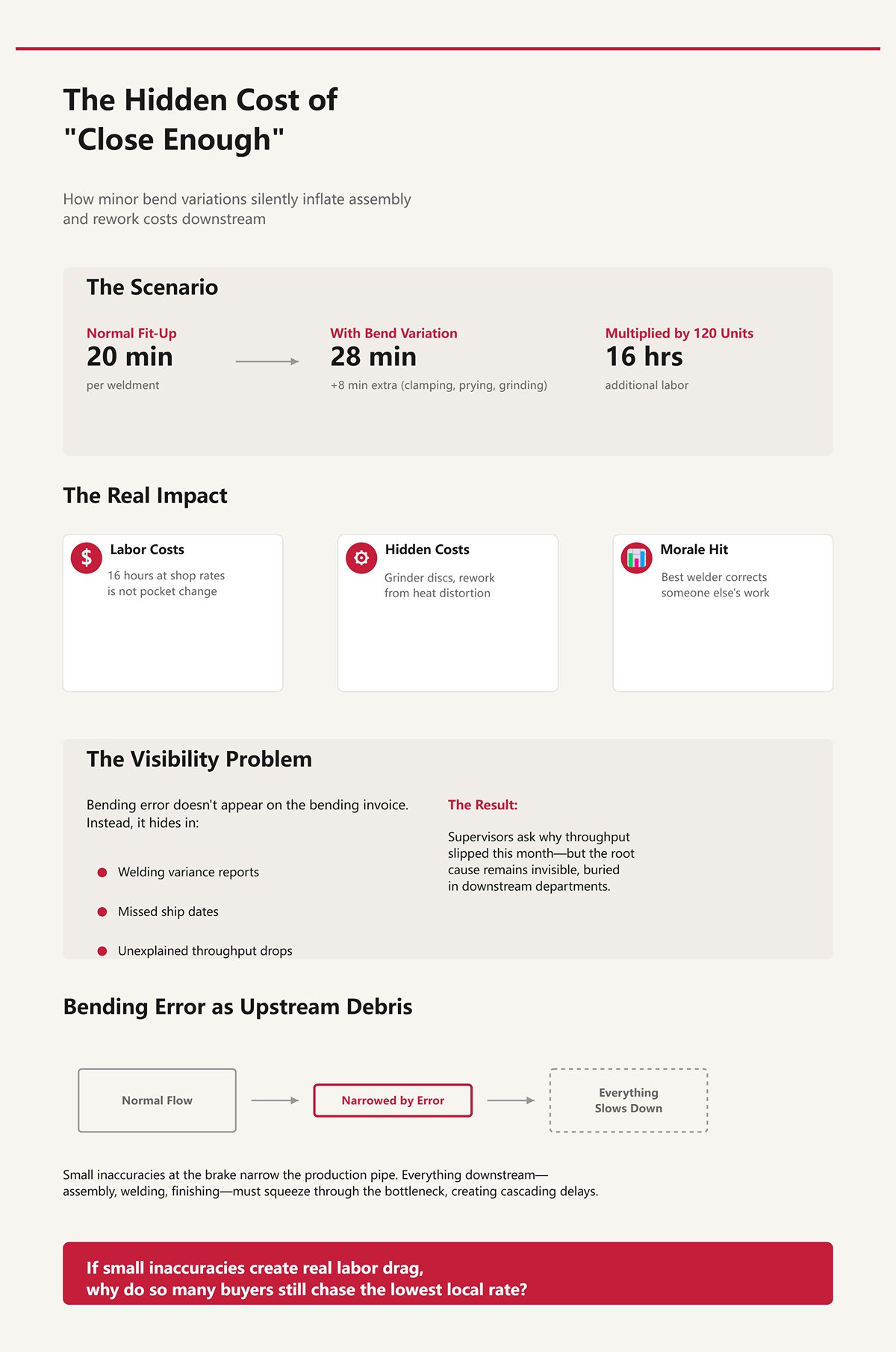
Lassen Sie uns ein sauberes hypothetisches Szenario durchspielen.
Sagen wir, ein Schweißbau benötigt normalerweise 20 Minuten für das Anpassen vor dem ersten Heftpunktschweißung. Jetzt führen Sie eine kleine Biegeabweichung ein, die nur 8 zusätzliche Minuten Überzeugungsarbeit hinzufügt – Klemmen, Hebeln, Schleifen, Quadratnachprüfung.
Acht Minuten schrecken niemanden.
Multipliziere das jetzt mit 120 Einheiten. Das sind 16 zusätzliche Arbeitsstunden. Zu echten Werkstattpreisen ist das kein Taschengeld. Und das, bevor du die Schleifscheiben, Nacharbeiten aufgrund von Wärmedehnung oder den Stimmungseinbruch berücksichtigst, wenn dein bester Schweißer den Tag damit verbringen muss, die Nachlässigkeit eines anderen zu korrigieren.
“Nah genug dran” an der Abkantpresse zeigt sich als Überstunden in der Montage.
Und hier ist der stille Killer: Du siehst ihn nicht auf der Biege-Rechnung. Du siehst ihn versteckt in Schweißabweichungen, in verpassten Lieferterminen, in Vorgesetzten, die fragen, warum der Durchsatz diesen Monat gesunken ist.
Ein Biegefehler ist Abfall an der Quelle. Er verengt das Rohr. Alles nachgelagerte verlangsamt sich, um hindurchgepresst zu werden.
Wenn kleine Ungenauigkeiten echten Arbeitsaufwand verursachen, warum jagen so viele Einkäufer immer noch dem niedrigsten lokalen Satz hinterher?

Ich habe gesehen, wie Unternehmen 20 Minuten weiterfahren, um $15 pro Stunde bei der Abkantpressenzeit zu sparen.
Klingt clever.
Aber diese günstigere Werkstatt verwendet möglicherweise ältere hydraulische Anlagen mit Winkeldrift zwischen den Zyklen. Sie haben eventuell keine mehrachsigen CNC-Hinteranschläge (computergesteuerte Positionierungssysteme mit Wiederholgenauigkeit im Tausendstelbereich). Es fehlt möglicherweise an der Winkelprüfung während des Prozesses. Dadurch trägt jede Charge Abweichungen, die du erst bemerkst, wenn die Teile deine Schweißtische erreichen.
Jetzt verwandeln sich deine “Ersparnisse” in:
Die Rechnung kippt schnell.
Ein Biegepartner mit hoher Wiederholgenauigkeit und integrierter Prüfung liefert dir nicht nur Teile. Er verschafft deinen Schweißern Fluss. Kein Kämpfen. Kein Erzwingen. Nur Passung, Heften, Weiterarbeiten.
Ein niedriger Stundensatz misst die Kosten des Biegens.
Die Gesamtkosten des Projekts messen die Kosten von allem, was das Biegen berührt.
Realität auf dem Werkstattboden: Wenn du eine Abkantwerkstatt nur nach Entfernung und Stundensatz auswählst, misst du den günstigsten Teil des Problems und bezahlst später für den teuersten Teil.
Die eigentliche Frage ist nicht, wem eine Abkantpresse gehört.
Es ist, warum sich manche Biegungen korrekt verhalten – und andere still die gesamte Produktionslinie ersticken.
Sie wissen bereits, dass der Schweißtisch der Ort ist, an dem schlechte Biegungen ans Licht kommen.
Die eigentliche Frage ist, welche spezifischen Steuerungen den Betrieb unterscheiden, der Ihnen passgenaue Teile liefert, die direkt in Vorrichtungen fallen, von dem, der Ihnen “nahe genug dran” übergibt und Ihre Schweißer es ausgleichen lässt.
Gehen wir die Presse selbst durch.
Stellen Sie sich eine Seitenwand eines Gehäuses mit vier Biegungen vor. Der erste Flansch bezieht sich auf den Hinteranschlag. Die zweite Biegung bezieht sich auf den ersten Flansch. Die dritte auf die zweite. Bei der vierten stapeln Sie Fehler auf Fehler.
Bei einer manuellen oder einfachen NC-Presse ist der Hinteranschlag oft einachsig. Sie stellen ihn in X (vor und zurück) ein, eventuell mit einer Digitalanzeige. Der Bediener positioniert die Anschlagfinger, verriegelt sie, führt die Biegung aus, prüft mit einem Winkelmesser und korrigiert gegebenenfalls die Stempeltiefe. Die Winkelgenauigkeit liegt typischerweise bei ±1° bis ±3°, abhängig von Können und Geduld. Jede Korrektur erfolgt nach dem Prinzip Versuch und Irrtum.
Vergleichen Sie das nun mit einem Mehr-Achsen-CNC-System: Servogesteuertes X und R (Höhe), manchmal Z1/Z2 (links/rechts unabhängige Positionierung), mit einer Positioniergenauigkeit im Tausendstelbereich. Die Stempeltiefe der Y-Achse wird automatisch geregelt, und das Programm speichert Kompensationswerte für jedes Material und jede Dicke. Sie biegen Teil eins und Teil hundert mit derselben programmierten Geometrie.
Das ist kein Marketing. Das ist Physik plus Rückmeldung.
Hier werden Käufer getäuscht: Ein talentierter Bediener auf einer manuellen Anlage kann absolut den ganzen Tag über einfache 90°-Winkel herstellen. Ich habe alte Hasen das mit Gefühl und einem Winkel getan sehen. Bei einem Teil mit zwei Biegungen, geringer Toleranz, Weichstahl? Sie würden nie den Unterschied bemerken.
Fügen Sie drei weitere Biegungen hinzu. Fügen Sie eine enge Loch-zu-Flansch-Abmessung hinzu. Fügen Sie ein Teil hinzu, das sich ohne Spiel in eine Schweißbaugruppe einfügen muss.
Jetzt kann der einachsige Hinteranschlag die Links-rechts-Schieflage nicht korrigieren. Er kann nicht automatisch kompensieren, wenn die Materialcharge um 0,010 Zoll dicker ausfällt. Er kann die Stempeltiefe nicht in Echtzeit anpassen. Fehler summieren sich über die Abfolge.
Ich habe einmal eine Palette mit Paneelen vom Lkw geholt, weil der Abstand Loch-zu-Kante bis zur vierten Biegung um 1/16 Zoll driftete. An der Presse sah “nichts” falsch aus. In der Montage musste jede Passlasche erzwungen werden. Wir haben zwei Schweißer für eine volle Schicht beschäftigt, um Löcher aufzubohrern und Laschen nachzuarbeiten, nur um den Rahmen rechtwinklig zu bekommen. Das waren keine Biegekosten. Das waren verschwendete Schweißerstunden mit voller Belastung.
Wiederholbarkeit entsteht nicht durch Vertrauen. Sie entsteht durch Regelkreise und gespeicherte Programme.
Realität auf dem Werkboden: Wenn Ihre Teilegeometrie auf dem Gefühl des Bedieners statt auf Mehr-Achsen-Servopositionierung beruht, werden Ihre Toleranzen bei jeder Biegung aufs Neue aufs Spiel gesetzt.
| Abschnitt | Inhalt |
|---|---|
| Titel | Manuelle Hinteranschläge vs. Mehr-Achsen-CNC: Woher kommt die Wiederholgenauigkeit wirklich? |
| Beispiel für Fehleraufsummierung | Stellen Sie sich eine Seitenwand eines Gehäuses mit vier Biegungen vor. Der erste Flansch bezieht sich auf den Hinteranschlag. Die zweite Biegung bezieht sich auf den ersten Flansch. Die dritte auf die zweite. Bei der vierten stapeln Sie Fehler auf Fehler. |
| Manuelle / einfache NC-Presse | Der Hinteranschlag ist oft einachsig (X vor und zurück), manchmal mit Digitalanzeige. Der Bediener positioniert die Anschlagfinger manuell, verriegelt sie, führt die Biegung aus, überprüft mit einem Winkelmesser und passt die Stempeltiefe nach Bedarf an. Die Winkelsteuerung liegt typischerweise im Bereich von ±1° bis ±3°, abhängig von Können und Geduld. Korrekturen erfolgen nach dem Prinzip Versuch und Irrtum. |
| Mehr-Achsen-CNC-System | Servogesteuerte X- und R-Achsen (Höhe), manchmal Z1/Z2 (unabhängige Positionierung links/rechts). Positioniergenauigkeit wird in Tausendstel gemessen. Die Stempeltiefe (Y-Achse) wird automatisch gesteuert. Programme speichern Kompensationswerte für jedes Material und jede Dicke. Teil eins und Teil hundert folgen derselben vorgegebenen Geometrie. |
| Grundprinzip | Wiederholgenauigkeit ist kein Marketing – sie ist Physik plus Rückkopplung. |
| Wo Käufer getäuscht werden | Ein erfahrener Bediener mit einer manuellen Einrichtung kann durchgängig einen einfachen 90°-Winkel herstellen, insbesondere bei einem zweiteiligen, toleranzarmen Teil aus weichem Stahl. In solchen Fällen sind Unterschiede möglicherweise nicht bemerkbar. |
| Erhöhte Komplexität | Fügen Sie mehr Biegungen, enge Loch-zu-Flansch-Abstände oder Teile hinzu, die genau in Schweißbaugruppen passen müssen. Fehler beginnen sich über die Abfolge hinweg zu vervielfachen. |
| Begrenzungen eines Ein-Achsen-Hinteranschlags | Kann keine Schrägstellung von links nach rechts korrigieren. Kann Materialdickenabweichungen (z. B. .010 dicker) nicht automatisch kompensieren. Kann die Stempeltiefe nicht in Echtzeit anpassen. Fehler häufen sich fortlaufend. |
| Praxisbeispiel | Ein Stapel von Paneelen hatte nach der vierten Biegung eine Loch-zu-Kanten-Abweichung von 1/16 Zoll. Kein sichtbares Problem an der Abkantpresse, aber beim Zusammenbau mussten die Passlaschen erzwungen werden. Zwei Schweißer verbrachten eine ganze Schicht damit, Löcher aufzubohren und Laschen zu schlitzen, um den Rahmen zu richten – was zu verschwendeten Arbeitskosten führte. |
| Zentrale Erkenntnis | Wiederholgenauigkeit entsteht durch Regelkreise mit Rückmeldung und gespeicherte Programme – nicht durch das Selbstvertrauen des Bedieners. |
| Realität auf dem Werkboden | Wenn die Geometrie eines Teils vom Gefühl des Bedieners statt von der Servopositionierung über mehrere Achsen abhängt, werden die Toleranzen faktisch bei jeder Biegung aufs Neue riskiert. |
Richten Sie eine 10-Fuß-Abkantpresse ein. Legen Sie ein 3/16-Zoll-Blech auf das Bett. Üben Sie die Tonnage in der Mitte aus.
Der Stempel biegt sich. Das Bett biegt sich. Stahl verbiegt Stahl.
Ohne Kompensation sehen Sie es sofort: 90° an den Enden, 88,5° in der Mitte. Der Bediener prüft eine Seite, verändert den Druck, jagt die andere. Am Ende teilen Sie die Differenz und nennen es gut.
Diese Differenz wird zu einem Spalt, wenn Sie eine lange Naht schweißen. Ihr Schweißer klemmt die Mitte fest, die Enden heben sich, die Hitze zieht es noch schlimmer. Jetzt verfolgen Sie Verzug, verursacht durch ungleichmäßige Biegewinkel, die mit der Maschinenverformung begannen.
Moderne Abkantpressen verwenden Bombiersysteme – mechanische oder hydraulische Einstellungen, die das Bett absichtlich entgegen der erwarteten Durchbiegung krümmen. Dynamische Bombierung passt sich entlang der Länge auf Basis von Tonnage und Teilegeometrie an. Sie ist bei langen Teilen nicht optional; sie ist die einzige Möglichkeit, einen gleichmäßigen Winkel von links nach rechts zu erzielen.
Billige Werkstätten mit älteren hydraulischen Anlagen verlassen sich oft auf feste oder manuelle Bombierungen, einmal eingestellt und dann nicht mehr verändert. Ändert sich die Materialdicke oder die Biegelänge, ist diese “Einstellung und vergessen”-Bombierung falsch.
Das wirst du nicht im Angebot sehen. Du merkst es, wenn dein 8-Fuß-Blech auf dem Tisch wackelt und dein Schweißer anfängt, eine Seite auszukeilen, bevor er heftet.
Und jede Minute, die er mit Auskeilen verbringt, ist eine Minute, in der er nicht schweißt.
Biege ein Stück hochfesten Stahl unter Last auf 90°. Lasse den Pressenstößel los. Es öffnet sich auf 92°.
Diese elastische Rückstellung ist die Rückfederung. Baustahl federt vielleicht etwa 1° zurück. Hochfeste Materialien können 2°–4° zurückfedern. Aluminium verhält sich wiederum anders. Dicke, Faserrichtung und Werkzeugradius verändern die Zahl.
Bei einer manuellen Einrichtung wird Rückfederung durch Überbiegen auf Grundlage von Erfahrung kompensiert. “Diese Charge fühlt sich steif an – gib einen Grad dazu.” Das funktioniert, bis das Walzwerk die Zusammensetzung leicht ändert oder man von A36 auf eine höherfeste Güte wechselt, ohne die Schätzung anzupassen.
CNC-Systeme speichern Biegezuschläge und Rückfederungskompensationen nach Materialart und Dicke. Einige verwenden sogar Winkelmesssysteme, um den ersten Biegewinkel zu prüfen und den Rest des Durchlaufs automatisch zu korrigieren. Das ist der Unterschied zwischen dem Einstellen eines Teils und der Kontrolle einer ganzen Produktionscharge.
Ich habe einen Auftrag mit hochfestem Stahl gesehen, bei dem die ersten fünf Teile “nach Gefühl” eingestellt wurden, dann ging der Bediener in die Mittagspause. Die zweite Schicht lief dasselbe Programm, ohne es an eine leicht andere Materialcharge anzupassen. Am Morgen hatten wir einen Wagen voller Teile, alle 1,5° zu weit geöffnet. Die Montage versuchte, sie mit Kraft in die Vorrichtungen zu drücken. Das führte zu gerissenen Heftpunkten und Nacharbeit an jeder Einheit.
Rückfederung ist kein Rätsel. Es ist Mathematik plus Überprüfung.
Wenn niemand sie präzise berechnet, sind es deine Schweißer, die mit Klemmen und Wärme kompensieren.
Jede Abkantpresse hat eine Tonnagebewertung pro Fuß. Wird sie überschritten, riskierst du Durchbiegung, Werkzeugschäden oder Schlimmeres.
Doch es gibt ein leiseres Problem: Arbeiten nahe der oberen Grenze ohne geeignetes Werkzeug oder Bettunterstützung erhöht die Abweichungen, selbst wenn man die Grenze nicht überschreitet. Die Maschine wird stärker beansprucht. Die Durchbiegung nimmt zu. Die Winkelkonstanz nimmt über die Länge hinweg ab.
Eine Werkstatt, die normalerweise 11-Gauge-Baustahl verarbeitet, übernimmt deinen Auftrag mit dickerer Platte, weil “es aufs Bett passt”. Sie hat möglicherweise keine passende V-Matrizenöffnung, kein segmentiertes Werkzeug zur Unterstützung kürzerer Flansche, keinen Tonnage-Spielraum, um konsistente Winkel zu halten, ohne die Maschine stark zu belasten.
Also verlangsamen sie den Zyklus. Sie stellen den Druck manuell ein. Sie akzeptieren ein wenig Abweichung, weil “es sowieso schweres Material ist.”
Diese Abweichung zeigt sich dann in der Montage als erzwungene Passung, größere Schweißlücken, mehr Zusatzwerkstoff, mehr Wärmeeintrag. Mehr Wärme bedeutet mehr Verzugskontrolle. Mehr Verzugskontrolle bedeutet mehr Zeit.
Und das verstopft die Fertigungskette wieder – eine dicke Biegung nach der anderen.
Wenn eine Werkstatt dir ihre Tonnage pro Fuß, ihre Bombierungsmethode, ihre Hinteranschlagachsen und ihren Umgang mit Rückfederung bei hochfestem Material nicht nennen kann, kaufst du keine Biegeleistung.
Du kaufst Unsicherheit.
Die nächste Frage ist noch unangenehmer: Was passiert, wenn dieselbe Werkstatt Ihre Teile auch in separaten Silos schneidet und schweißt – ohne gemeinsame Daten oder Rückmeldungen?
Ich sah, wie eine lasergeschnittene Charge von 3/16-Zoll-Halterungen um 9:00 Uhr entladen, mittags quer durch die Stadt gebogen und zwei Tage später wieder in unseren Schweißzellen war, weil ein Flansch “vielleicht um ein Grad daneben” lag. Die Biegewergstatt schwor, ihre Winkel seien innerhalb der Toleranz. Unsere Vorrichtung sagte etwas anderes. Wir verloren einen halben Tag, um zu beweisen, wer recht hatte, bevor überhaupt der erste Lichtbogen gezogen wurde.
Das ist der praktische Unterschied zwischen einem zuverlässigen Partner und einer Nacharbeitsfabrik: nicht nur servogesteuerte Hinteranschläge oder dynamische Bombierungen, sondern ob Schneiden, Biegen und Schweißen über ein gemeinsames Datengerüst und eine gemeinsame Rückkopplung laufen. Wenn Laserprogrammierer, Abkantbediener und Schweißaufsicht auf demselben Hallenboden sind, reist das erste fehlerhafte Teil nicht 40 Meilen und durch zwei E-Mail-Ketten, bevor jemand die Biegekorrektur anpasst. Es wird vor dem Mittagessen korrigiert.
Sie wissen bereits, dass Biegeabweichungen die Kosten erhöhen. Jetzt sprechen wir darüber, was passiert, wenn Sie diese Abweichungen über mehrere Anbieter vervielfachen.
Realität auf dem Werkstattboden: Jedes Mal, wenn Ihre Teile ein Verladetor überqueren, setzen sich Ihre Toleranzen auf „null Vertrauen“ zurück.
Stellen Sie sich einen Auftrag für ein Gehäuse mit 200 Teilen vor. Lasergeschnitten am Montag. Gebogen am Dienstag. Geschweißt am Mittwoch. Das ist kein Marketing-Gerede; das passiert, wenn Laser-Nestings, Biegeprogramme und Schweißvorrichtungen aus derselben CAD-Datei erstellt und im selben System gespeichert werden.
Hier ist der Mechanismus.
Moderne CNC-Abkantpressen können Flachmuster direkt aus CAD importieren, die Biegesequenz offline simulieren und Federungs-Kompensation nach Material und Dicke speichern. Wenn das Erstmuster um 0,5° zu offen herauskommt, aktualisiert der Bediener das Programm. Diese Korrektur bleibt beim Auftrag hinterlegt. Wenn das Schweißen beginnt und der Aufseher eine enge Ecke in der Vorrichtung bemerkt, geht er 15 Meter, nicht 80 Kilometer, und sie passen die Flanschlänge oder den Winkel an, bevor der Rest der Charge läuft.
Keine Transporte. Keine Nachkalkulationen. Kein “wir verlängern die Löcher bei uns”.”
Automatisierungsgewinne von bis zu 40% bei Großserien spielen nur dann eine Rolle, wenn die vor- und nachgelagerten Prozesse synchronisiert sind. Eine einzelne fortschrittliche Abkantpresse kann durchaus ihre eigene Zykluszeit verkürzen. Aber wenn sie eine Schweißabteilung eines anderen Unternehmens ohne gemeinsame Vorrichtungen oder Rückmeldungen beliefert, schiebt diese Geschwindigkeit die Teile nur schneller in den nächsten Engpass.
Ich sah einmal 120 Paneele in unserer Ausschusskiste gestapelt, weil das Flachmuster einen generischen K-Faktor annahm. Die Biegewergstatt hielt ihre Zeichnung ein. Die Schweißvorrichtung – intern entworfen – verzieh den Aufbau über vier Flansche nicht. Drei Tage Laserzeit, zwei Tage Biegen, und dann bezahlten wir Schweißer, um zu sortieren, unterlegen und verschrotten. Das war kein Biegeproblem. Es war eine unterbrochene Pipeline.
Wenn eine Werkstatt die gesamte Pipeline besitzt, besitzt sie auch den Fehler. Und sie behebt ihn an der Quelle, nicht bei der Endmontage.
Die Frage ist also nicht, ob Integration bequem klingt. Sondern ob Ihr Zeitplan unabhängige Inseln des “nicht mein Bereich” überlebt.”
Seien wir fair. Nicht jede eigenständige Abkantwerkstatt ist ein Chaos. Einige betreiben erstklassige CNC-Ausrüstung mit Offline-Programmierung und disziplinierten Bedienern. Aber die günstigere Werkstatt verwendet vielleicht ältere Hydraulikgeräte mit Winkeldrift zwischen den Zyklen, manueller Bombierung und auf die Wand geklebten Einrichteblättern.
So sieht das in der Praxis aus.
Ihre geschnittenen Teile treffen ein. Sie bauen den vorherigen Auftrag ab, wechseln das Werkzeug, fahren einige Testbiegungen, messen, justieren, fahren erneut. Bei einer modernen servoelektrischen Abkantpresse mit gespeicherten Programmen dauert das vielleicht 10–15 Minuten. Bei einer älteren Hydraulikmaschine können es 45 Minuten sein, um sich schrittweise dem Winkel anzunähern. Multiplizieren Sie das mit fünf verschiedenen Teilenummern in einer gemischten Bestellung.
Nun kommt ein anderer Kunde mit einem Eilauftrag herein.
Um Ihren Auftrag zu “beschleunigen”, schieben sie ihn nicht einfach in der Warteschlange nach vorne. Sie reißen den Aufbau auseinander und richten alles neu ein. Das ist verlorene Einrichtezeit, und sie berechnen Ihnen das als Eilgebühr. Es ist nicht immer Abzocke. Manchmal ist es die Abgabe für begrenzte Ausrüstung und knappen Bedienerbestand.
Kleinserien und Prototypenläufe leiden am meisten. Die Forschung sagt, dass Automatisierung die Geschwindigkeit vor allem bei höheren Stückzahlen steigert. In kleinen Serien sind Wiederholbarkeit und Programmspeicherung alles. Wenn der Betrieb keine verifizierten Biegedaten speichert – oder ihnen nicht traut, weil Chargen schwanken und niemand das nachverfolgt – beginnt jeder Lauf bei null.
Und jeder Neustart von Grund auf kostet hier einen Tag, dort einen halben. Man sieht es versteckt in Schweißabweichungen, in verpassten Lieferterminen, in Vorgesetzten, die fragen, warum der Durchsatz diesen Monat gesunken ist.
Ich musste am Freitag Überstunden für Schweißer genehmigen, weil gebogene Teile erst spät am Donnerstag nach einem “dringenden” Einschub in der Abkantfolge eintrafen. Acht Stunden zum Anderthalbfachen Stundenlohn für vier Schweißer macht jede Ersparnis beim Stundensatz zunichte, die man glaubte ausgehandelt zu haben.
Billiges Biegen ist nicht billig, sobald man Eilgebühren in einer anderen Abteilung zahlen muss.
Nehmen wir eine einfache Baugruppe: lasergeschnittene Basis, vier gebogene Seiten, zu einer Box verschweißt. Jeder Lieferant erreicht ±0,010 bei Schnittmerkmalen, ±1° bei Biegungen. Auf dem Papier alles innerhalb der Spezifikation.
Jetzt stapeln Sie es.
Wenn das Abwicklungsblech einen bestimmten Biegelängenabzug annimmt und der Bediener an der Abkantpresse „nach Gefühl“ justiert, verschiebt sich die Flanschlänge um ein paar Tausendstel. Tut man das viermal um eine Box herum, wächst die Diagonale. Die Schweißhitze zieht sie weiter. Der Deckel liegt nicht plan auf. Also spannt der Schweißer stärker, fügt Zusatzwerkstoff hinzu, schleift bündig. Man hat gerade für Verzugskontrolle bezahlt, die als mathematische Uneinigkeit zwischen zwei Firmen begann.
Wenn Schneiden, Biegen und Schweißen unter einem Dach mit gemeinsamen CAD/CAM-Daten stattfinden, gibt es kein “deren Toleranz” und “unsere Toleranz”. Es gibt ein Modell, eine Revision, eine Quelle der Biegezugabewahrheit. Wenn sich der Materialertrag ändert, wird die Korrektur überall aktualisiert. So stoppt man Toleranzabweichungen, bevor sie sich multiplizieren.
Und hier scheitert das Argument der einzelnen hochentwickelten Abkantpresse. Ja, die Aufrüstung einer Maschine kann die Winkelkonstanz verbessern und Nacharbeit innerhalb dieser Werkstatt reduzieren. Aber wenn diese Werkstatt nicht auch dafür verantwortlich ist, wie diese Biegungen mit Laserschnitt, Vorrichtungsstrategie und Schweißfolge zusammenspielen, hat man weiterhin drei unabhängige Interpretationen derselben Zeichnung.
Drei Interpretationen bedeuten drei Gelegenheiten für Maßaufsummierung.
Ich habe Teile aus der Nacharbeit gezogen, bei denen jedes Maß technisch “in der Toleranz” lag – und doch musste die Baugruppe an jeder Ecke ausgeschliffen werden, um die Endabnahme zu bestehen. Kein einzelner Lieferant lag falsch. Das System war es.
Weniger Übergaben bedeuten weniger Interpretationen. Weniger Interpretationen bedeuten weniger Überraschungen beim Schweißen.
Denn letztlich ist Ihre Schweißabteilung kein Stoßdämpfer für Lieferantenfehlanpassungen. Sie ist der teuerste Ort, um sie zu entdecken.
Wenn Integration das Heilmittel ist – wie erkennt man, wer wirklich integriert ist und wer nur eine glänzende Broschüre gekauft hat?
Man hört auf, nach dem Stundensatz zu fragen und beginnt, nach der Stufe zu fragen.
Nicht alle Abkantpressenanbieter sind für denselben Einsatz gebaut. Einige sind automatisierungsstarke Zellen, die auf Wiederholbarkeit optimiert sind. Einige sind Kraftspezialisten, ausgelegt auf Presskraft und Öffnungshöhe. Einige sind Schnellprototypenschmieden, die clevere Programmierung auf bescheidener Ausrüstung laufen lassen. Auf dem Papier “biegen” sie alle Metall. In der Produktion verhalten sie sich sehr unterschiedlich, wenn Ihre Montagetoleranzen eng und Ihre Stückzahlen hoch werden.
Ich habe erlebt, wie Ingenieure einen sauberen Prototypen aus einer wendigen Werkstatt absegnen und dann denselben Ablauf für 500 Stücke nutzen – und sich wundern, warum sich die Schweißpasszeit verdoppelt hat. Der Prototyp bestand, weil menschliche Aufmerksamkeit die Mängel der Ausrüstung verdeckte. Die Serienfertigung deckte sie auf.
Die falsche Stufe zu wählen, ist kein technischer Fehler. Es ist ein Margenleck.
Realität auf dem Werkstattboden: Wenn du die Lieferantenstufe nicht mit der Teilekomplexität und dem Volumen abstimmst, wird deine Schweißabteilung zum Testlabor für die Einschränkungen anderer.
Jeder geht davon aus, dass Roboter nur im Automobilmaßstab sinnvoll sind.
Diese Annahme wird teuer.
Ich habe gesehen, wie ein Werk die Einrichtung der Abkantpresse von 30 auf 15 Minuten verkürzte, indem es in intelligentere Werkzeuge und disziplinierte Programmierung investierte. Achtundvierzig Arbeitsstunden pro Monat kamen wieder ins Umlauf. Die Amortisation dauerte keine Jahre. Es waren Monate. Füge nun eine robotisierte Zelle hinzu, die Werkzeugbibliotheken speichert, Biegesequenzen abruft und konstant die Rückfederung kompensiert. Plötzlich ist der “Einrichtungsaufwand” kein Monster mehr, für das ihn viele halten.
Aber hier ist der Haken, mit dem kein Verkäufer beginnt: Robotisierte Zellen verlangen Stabilität. Gleichmäßigen Materialfluss. Präzise Flachteile. Bediener, die Kalibrierung verstehen und nicht nur Knöpfe drücken. Ohne dieses Ökosystem erhältst du eine sehr teure Maschine, die bei Kleinserien dennoch beaufsichtigt werden muss.
Und Kleinserien sind wichtig.
Moderne robotisierte Zellen können Mischserien mit schnellen Werkzeugwechseln und Offline-Programmierung bewältigen. Die alte Geschichte – Automatisierung bedeutet nur hohe Stückzahlen – verschwindet. Wenn sich dein Produktmix mit geringfügigen Änderungen wiederholt, kann eine gut integrierte robotisierte Abkantpresse heute 20 Stück und nächsten Monat 200 mit denselben Biegedaten, derselben Hinteranschlaglogik und derselben Wiederholgenauigkeit fertigen. So schützt du die Schweißzeit vor schleichenden Abweichungen.
Ich habe einmal eine Anlage besichtigt, in der eine glänzende robotisierte Abkantpresse Teile in Wagen ablegte, die manuell sortiert wurden, weil die Laseränderungen stromaufwärts nicht synchronisiert waren. Der Roboter war perfekt. Die Prozesskette nicht. Teile mussten dennoch nachgearbeitet werden, weil das Modell, das die Presse steuerte, nicht dasselbe war, das die Vorrichtung steuerte.
Roboter beheben keine Fragmentierung.
Realität auf dem Werkstattboden: Robotisiertes Biegen lohnt sich dann, wenn der Betrieb die Datenkette von Anfang bis Ende kontrolliert; andernfalls bezahlst du für Präzision, die beim nächsten Übergabeschritt verloren geht.
Jetzt sind wir in einer anderen Liga.
Ein Zoll AR400 ist nicht nachsichtig. Hohe Härte. Starke Rückfederung. Tonnageanforderungen, die Marketing von Maschinenbau trennen. Das presst du nicht auf einer müden 175-Tonnen-Presse und hoffst auf das Beste. Du brauchst Kapazität – echte Tonnage, echte Einlegetiefe, echte Bombierungskontrolle.
Ein Schwerarbeitsspezialist mit einer Abkantpresse von über 1.000 Tonnen kann dicke Arbeiten im eigenen Haus durchführen, die andere auslagern. Das geht nicht nur um Stärke. Es geht um Kontrolle. Wenn sie deine Platte nicht zum Biegen quer durch die Stadt fahren müssen, besitzen sie die Winkelkorrektur, die Sequenzierung, das Timing. Durchlaufzeiten verkürzen sich, weil keine externe Warteschlange verhandelt werden muss.
Aber Größe allein ist keine Kompetenz.
Ich habe gesehen, wie ein 1.200-Tonnen-Monster ungleichmäßige Winkel erzeugte, weil die Materialhandhabung nicht abgestimmt war und die Programmierung die Chargenunterschiede nicht berücksichtigte. Großes Eisen ohne disziplinierten Prozess macht nur größere Fehler schneller. Und Fehler bei dicken Platten sind nicht kosmetisch – sie bedeuten Brennschneiden, Nachschweißen und Stunden an Schweißerarbeit, um schwere Sektionen wieder rechtwinklig zu ziehen.
Ich erinnere mich daran, wie wir eine Serie schwerer Halterungen verschrotten mussten, bei der jede Biegung gerade so viel danebenlag, dass man im Vorrichtungsaufbau zwanzig Minuten kämpfen musste. Zwanzig Minuten mal 60 Teile sind 20 verlorene Schweißerstunden in einer Woche. Bei den kalkulierten Lohnkosten wurde damit jede Ersparnis zunichte gemacht, die wir durch die Wahl der günstigeren regionalen Werkstatt mit “ausreichender” Tonnage zu erzielen glaubten.
Schwere Arbeiten vergrößern kleine Fehler.
Realität auf dem Werkstattboden: Wenn eine Werkstatt keine kontrollierte Rückfederungskompensation und integrierte Handhabung für dicke Platten nachweisen kann, zahlen deine Schweißer für jedes Grad, das sie verfehlen.
Das ist der Punkt, an dem die meisten Käufer getäuscht werden.
Prototypenwerkstätten sind schnell, weil sie aufmerksam sind. Kurze Warteschlange. Qualifizierte Bediener. Vielleicht eine moderne CNC-Abkantpresse mit guter Programmspeicherung. Ihr erstes Musterstück kommt wunderschön zurück. Winkel exakt. Flansche sauber.
Sie atmen auf.
Dann landet der Vertrieb einen größeren Auftrag.
Hier ist die entscheidende Frage: Kann diese Werkstatt 300 Stück laufen lassen, ohne zwischen jeder Teilenummer neu einzurichten, ohne Winkeldrift über Schichten hinweg, ohne Ihren Auftrag zu verschieben, wenn ein größerer Kunde anruft? Oder arbeiten sie mit älteren hydraulischen Maschinen, die zwischen den Zyklen Winkeldrift aufweisen und sich auf Erfahrungswissen statt auf fest gespeicherte Programme verlassen?
“Aber diese günstigere Werkstatt arbeitet vielleicht mit älteren hydraulischen Maschinen, die zwischen den Zyklen Winkeldrift haben.”
Bei einem Prototyp wird der Bediener so lange nachjustieren, bis es perfekt ist. Bei einer Serienproduktion führt diese ständige Nachjustierung zu Schwankungen zwischen Chargen. Ihre Schweißvorrichtungen interessiert es nicht, dass auf der Zeichnung “innerhalb der Toleranz” steht. Sie interessiert nur Wiederholgenauigkeit.
Ich habe gesehen, wie ein Pilotlauf mit 25 Stück die Prüfung bestand, und dann, wie der Folgeauftrag mit 400 Stück einen Wagen voller Nacharbeit erzeugte, weil die Werkstatt weder die Rückanschlagpräzision noch die Werkzeugsicherheit hatte, um die Gleichmäßigkeit über lange Serien zu halten. Der Prototyp verdeckte die Kapazitätslücke.
Skalierung hat nichts mit Geschwindigkeit zu tun. Es geht um dauerhafte Wiederholgenauigkeit.
Realität auf dem Werkstattboden: Wenn eine Prototypenwerkstatt Ihnen nicht zeigen kann, wie sie Winkeltreue über Volumen und Schichten hinweg sicherstellt, wird Ihre Serienproduktion die Grenze aufdecken, von der sie Ihnen nie erzählt haben.
Sie wählen die Abkantpressenklasse nicht nach der Preisliste aus. Sie wählen sie, indem Sie zu Beginn eine unbequeme Frage stellen: Wenn dieser Biegewinkel nicht stimmt, wer bezahlt dafür?
Wenn die Antwort lautet “meine Schweißer”, sind Sie bereits im Nachteil.
Diese Checkliste dient nicht dazu, die modernste Werkstatt im Bundesstaat zu finden. Sie dient dazu, Maschinenfähigkeit, Programmierdisziplin und Messkontrolle an Ihre Bauteilgeometrie und Ihr Volumen anzupassen, damit Abweichungen an der Abkantpresse enden, statt sich in Vorrichtungen zu vervielfachen. Jeder der folgenden Punkte ist ein Filter. Wenn einer durchfällt, genehmigen Sie zukünftige Nacharbeit, die Sie persönlich in Form von Arbeitszeit, Terminverzug und Glaubwürdigkeit bezahlen werden.
Sie wollen etwas Praktisches? Hier ist es.
Beginnen Sie mit Physik, nicht mit Marketing.
Presskraft ist kein Gefühl. Es ist Mathematik. Die erforderliche Kraft steigt quadratisch mit der Materialdicke und skaliert mit der Biegelänge. Wenn Ihr Teil 3/8 Zoll Material erfordert, das über 10 Fuß gebogen wird, und die größte Abkantpresse der Werkstatt nur knapp ausreichende Kraft oder Bettlänge hat, zwingen Sie sie bereits zu Kompromissen – geteilte Hübe, Umpositionieren oder Betrieb nahe der Maximalbelastung, wo Durchbiegung und Winkeldrift auftreten.
Und hier werden Käufer träge: Sie bleiben bei “ausreichender Tonnage” stehen.”
Ausreichend ist nicht stabil.
Ältere hydraulische Maschinen können die Kraft technisch gesehen erreichen, aber ohne präzises Wölben (Kompensation der Bettverformung) und Steuerung der Parallelität des Stößels entstehen bei langen Biegungen leichte Winkelabweichungen von Ende zu Ende. Es fehlt vielleicht ein Grad. Bei einem kurzen Flansch merkt es niemand. Bei einer langen Gehäuseplatte wird dieser Grad an den Ecken zu Lichtspalten und zu 10 zusätzlichen Minuten Vorrichtungsarbeit pro Einheit.
Zehn Minuten mal 150 Einheiten ergeben 25 verlorene Schweißerstunden. Das ist nicht theoretisch. Das sind eine Woche Arbeitszeit, die Sie nicht eingeplant haben.
Ich habe einmal gesehen, wie eine Charge langer Edelstahlplatten auf einer Abkantpresse gebogen wurde, die “groß genug” war. Die ersten fünf Teile sahen gut aus. Mitten im Durchlauf schlichen sich Wärme und hydraulische Schwankungen ein. Wir verbrachten zwei Tage mit Nacharbeit, um die Flansche vor dem Schweißen wieder in die Ebene zu bringen. Der Schrottbehälter füllte sich mit Platten, die sich über die Wiederherstellungsgrenze hinaus verzogen hatten, weil die Maschine an ihrer Leistungsgrenze arbeitete.
Sie überprüfen nicht nur die Tonnage. Sie überprüfen, ob die Maschine Spielraum und kontrollierte Durchbiegung über die gesamte Biegelänge hat.
Realität auf dem Werkstattboden: Wenn ihre Presse im Bereich Ihrer längsten Biegung nahe ihren Grenzen arbeitet, wird Ihre Schweißabteilung zum Anpassungsmechanismus.
Nehmen wir nun an, das Eisen ist ausreichend.
Der nächste Filter ist Datenkontrolle.
Fragen Sie, wie sie Biegeprogramme erstellen. Wenn die Antwort lautet “Der Bediener gibt es an der Steuerung ein und passt es dann an”, setzen Sie Ihre Margen auf Stammeswissen. Das funktioniert bei Prototypen. Bei Serienarbeit fällt es auseinander.
Moderne Mehrachsen-CNC-Abkantpressen steuern die Tiefe des Stößels, die Position des Hinteranschlags (X-, R-, Z-Achsen), das Wölben und manchmal sogar die Winkelmessung in Echtzeit. Offline-Programmierung bedeutet, dass sie Ihr Modell importieren, die Biegesequenz simulieren, Kollisionen überprüfen und wiederholbare Parameter festlegen, bevor das Material überhaupt das Werkzeug berührt.
Warum ist das wichtig?
Weil Wiederholgenauigkeit nicht bedeutet, den Winkel einmal zu treffen. Es bedeutet, ihn bei Teil 1 und Teil 400 zu treffen, über Schichten hinweg, mit einem anderen Bediener.
Ich bin in Werkstätten gekommen, in denen Programme in einem Notizbuch standen. Wenn er Urlaub hatte, schlich sich Winkelabweichung ein. Man sieht es versteckt in Schweißabweichungen, in verpassten Lieferterminen, in Vorgesetzten, die fragen, warum die Durchsatzrate diesen Monat gesunken ist.
Und wenn Sie in regulierten Branchen tätig sind – Automobil, Schwermaschinenbau, alles, was geprüft wird – fragen Sie, ob sie Kraftkurven und Stößelpositionen pro Teil protokollieren können. Wenn sie keine digitalen Biegedaten liefern können, arbeiten sie nicht auf dem Niveau, das Ihr Compliance-Team erwartet.
“Aber diese günstigere Werkstatt arbeitet vielleicht mit älteren hydraulischen Maschinen, die zwischen den Zyklen Winkeldrift haben.”
Dieser Satz sollte Sie innehalten lassen, bevor Sie die Anfrage zur Angebotsabgabe versenden.
Realität auf dem Werkstattboden: Keine Offline-Programmierung und keine Mehrachsensteuerung bedeuten, dass Sie Bedienerheldentaten kaufen statt ingenieurmäßige Wiederholgenauigkeit.
Jetzt kommen wir zum stillen Killer: Genauigkeit des Flachteils.
Der K-Faktor ist das Verhältnis, das vorhersagt, wo die neutrale Achse beim Biegen liegt. Er bestimmt, wie stark sich das Material dehnt und daher wie lang dein Flachzuschnitt sein muss, um die Endmaße zu erreichen. Er ist nicht universell. Er hängt vom Material, der Dicke, dem Werkzeugradius und der Methode ab.
Wenn dein CAD einen generischen K-Faktor annimmt und deren Werkzeuge einen anderen Stempelradius und eine andere V-Matrizenöffnung verwenden, wird dein Teil maßlich abweichen, selbst wenn jeder Winkel perfekt ist.
So kommt es dazu, dass sich Löcher nach dem Biegen nicht ausrichten. Nicht, weil die Abkantpresse falsch gearbeitet hat. Sondern weil die Berechnung im Vorfeld nicht mit den Werkzeugen in der Fertigung übereinstimmte.
Ich habe gesehen, wie in einer Woche 120 Paneele verschrottet wurden, weil der Konstrukteur mit einem Standard-K-Faktor modellierte und die Werkstatt eine breitere Matrize zur Sicherung der Presskraft verwendete. Jede Flanschlänge war um einige Millimeter zu kurz. Nicht genug, um es auf den ersten Blick zu sehen. Aber genug, um Befestigungspunkte zu verfehlen und Langlöcher erzwingen zu müssen. Das bedeutete zwei Programmierer, die die Zuschnitte neu erstellten, einen Laserbediener, der die Bleche erneut schnitt, und Schweißer, die untätig auf korrigierte Teile warteten.
Vor der Freigabe, frage die Werkstatt:
Wenn sie keine klare Antwort geben können, finanzierst du gerade eine Ausbildung.
Realität auf dem Werkstattboden: Wenn dein Flachmuster nicht auf ihrem tatsächlichen Werkzeug basiert, werden deine “toleranzgerechten” Biegungen trotzdem bei der Montage nicht passen.
Hier schützt du deine Marge.
Nicht durch das Messen der Winkel allein.
Beim Erstmuster überprüfst du:
Setzen Sie das Teil in die echte Vorrichtung. Spannen Sie es. Wenn es Überredung braucht, geben Sie keine Freigabe.
In einem Automobilprogramm führte der Wechsel zu elektrischen CNC-Bremsen zu einer massiven Reduzierung der Maßabweichungen und senkte den Ausschuss drastisch. Der sichtbare Gewinn war: weniger fehlerhafte Teile. Der eigentliche Gewinn war: Roboter-Schweißzellen hörten auf, Pausen für Nachjustierungen in der Vorrichtung einzulegen. Genau das testen Sie beim Erstmuster: nicht “besteht es die Prüfung”, sondern “läuft es ohne Reibung durch die Montage?”
Ein Erstmuster, das “gerade noch innerhalb der Toleranz liegt”, ist eine Warnung, kein grünes Licht. Abweichungen vergrößern sich mit der Stückzahl.
Erteilen Sie die Freigabe für die Serienproduktion nur, wenn das Teil ohne Brechstangen, Hämmer oder Sprache, die Sie in einer Besprechung nicht verwenden würden, in die Vorrichtung fällt.
Denn sobald Sie 500 Rohlinge zum Laser und 500 Stunden zur Abkantpresse freigeben, haben Sie jeden systemischen Fehler, den Sie beim ersten Teil toleriert haben, festgeschrieben.
Die nicht offensichtliche Wahrheit ist diese: Sie qualifizieren keine Maschine. Sie qualifizieren ein Produktionsökosystem im Hinblick auf Ihre Margenziele. Die richtige Lieferstufe ist nicht die fortschrittlichste Werkstatt. Es ist die niedrigste Stufe, die nachweisen kann – durch Kapazitätsreserven, kontrollierte Programmierung, werkzeugalignede Flachmuster und kompromisslose Erstmusterprüfung –, dass Ihre Schweißer niemals die Biegung kompensieren müssen.
Alles andere ist nur billige Stundenlohnberechnung, die zukünftige Nacharbeit versteckt.


















