

Bir kaynakçı, başlığını kaldırmış, dört ayaklık bir muhafaza yan paneline bakarken masasına yaslanıyor; panel düzgün oturmuyor.
Belki bir derece kadar hatalı. Belki biraz daha fazla. Çok önemli görünmüyor—ta ki dört ayaklık çelik boyunca seninle savaşan bir dikişi kapatmaya çalışana kadar. Şimdi kelepçeler arıyor, paneli yerine çekiyor, kaynağın yarısını geri taşlaması gerekeceğini bile bile.
Bükme işlemi için saatlik ücret ödedin. Şu anda dakikasına para ödüyorsun.
İyi kaynakçıların “olması gerektiği gibi uyması gereken” parçalar yüzünden vardiyanın yarısını kaybettiğini gördüm. 90 derece yerine 89 dereceye bükülen bir panel montajda yalnızca 1 derecelik bir hata olarak kalmaz. Köşelerde boşluklara, hizalanmamış deliklere, kaynak sonrası eğrilmiş çerçevelere dönüşür. Küçük bir açısal hata, her birleşme yüzeyinde katlanarak büyür.
Fiyat teklifinde kimsenin yazmadığı çeviri şudur: 36 inçlik bir flanşta fazladan bir derece sapma, uzak kenarda 1/8 inçlik zorunlu hizalama anlamına gelebilir. Bu kelepçedir. Bu ısıdır. Bu deformasyon kontrolüdür. Bu taşlamadır. Bu, kaynağa değil beklemeye harcanan kaynakçı zamanıdır.
Pres freni tedarikçiniz saatte yapılan bükme sayısını düşünür. Atölyeniz ise saatte yapılan uygun montajla yaşar ya da ölür.
Ve bu ikisi örtüşmediğinde, kaynak bölümü başkasının tutarsızlığının amortisörü haline gelir.
Atölye Gerçeği: Kaynakçılarınız “durumu idare ediyorsa,” bükme ortağınız size zaten para kaybettiriyor demektir.
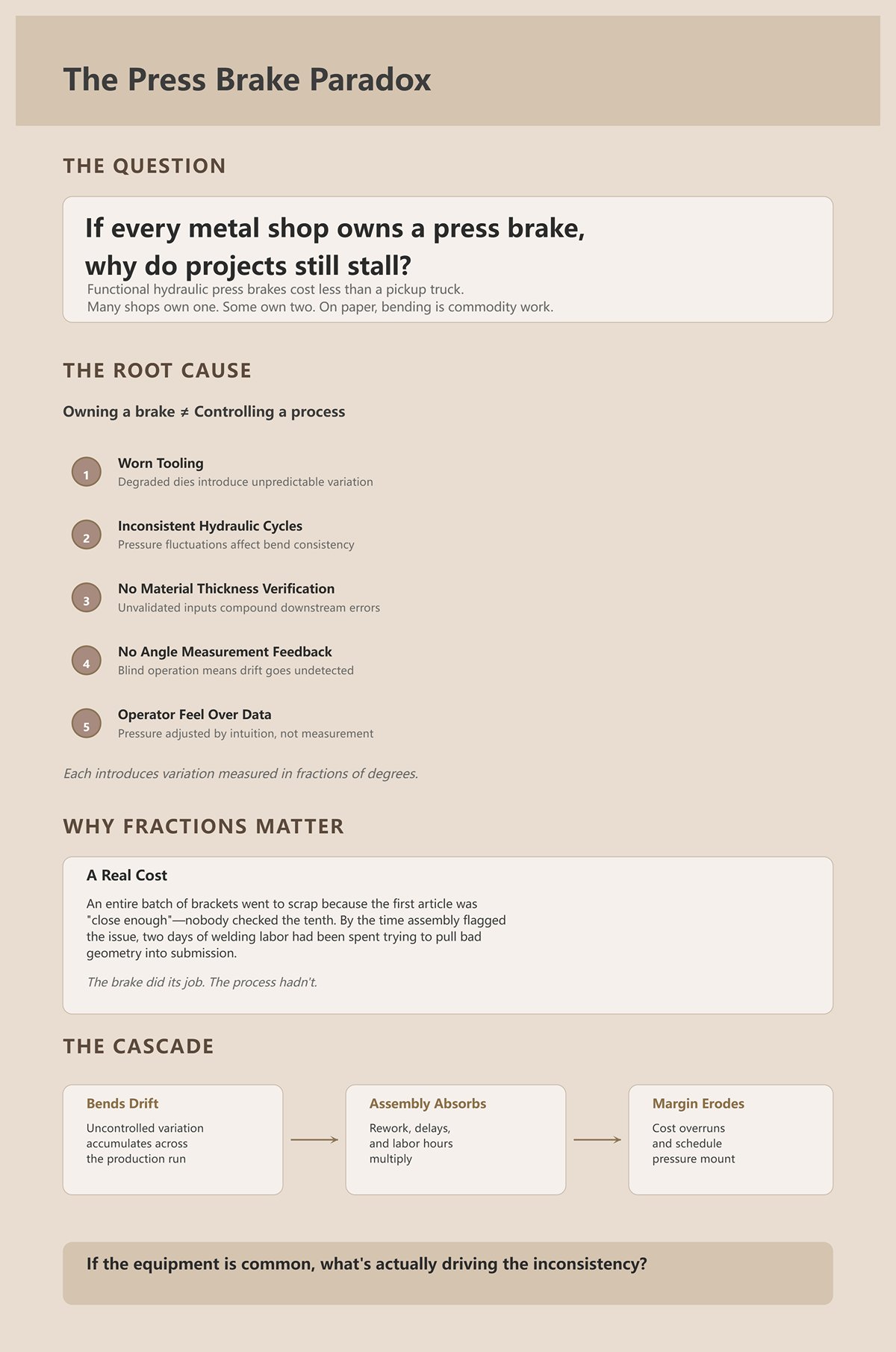
Makul fiyatlı bir kamyonet parasından daha ucuza işlevsel bir hidrolik pres freni alabilirsiniz. Birçok atölyede var. Bazılarında iki tane bile. Kâğıt üzerinde, bükme sıradan bir iştir.
Peki projeler neden hâlâ aksıyor?
Çünkü frene sahip olmak, sürece hâkim olmak değildir. Aşınmış kalıplar. Tutarsız hidrolik çevrimler. Malzeme kalınlık kontrolünün olmaması. Açı ölçüm geri bildiriminin olmaması. Operatörün veriye değil, hisse göre basıncı artırması. Bunların her biri derece kesirleriyle ölçülen varyasyonlar yaratır.
Kesirler önemlidir.
İlk numune “yeterince yakın” olduğu için kontrol edilmeden tüm parça grubunu hurda kutusuna atmayı hatırlıyorum. Montaj ekibi sorunu fark ettiğinde, kötü geometrileri düzeltmeye çalışırken iki günlük kaynak iş gücünü yakmıştık bile. Pres freni işini yapmıştı. Süreç yapmamıştı.
Bükmeler kayarsa, montaj bu kaymayı emer. Proje takvimi gecikmeyi emer. Kâr marjınız maliyeti emer.
Ekipman bu kadar yaygınken, tutarsızlığı gerçekten ne tetikliyor?
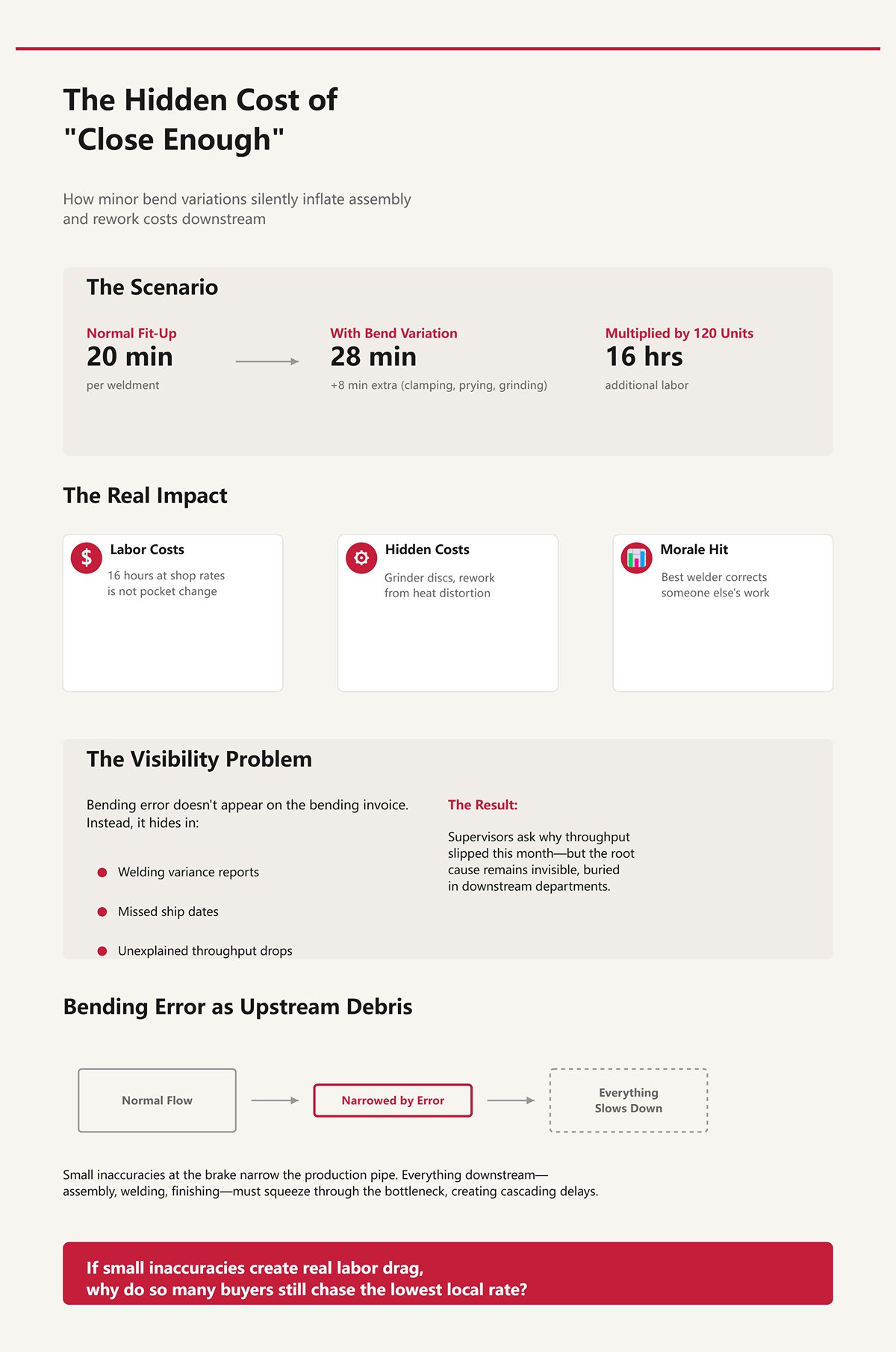
Hadi temiz bir varsayımsal durum üzerinden ilerleyelim.
Diyelim ki bir kaynatma işi, ilk puntodan önce normalde 20 dakika ayar gerektiriyor. Şimdi küçük bir bükme farklılığı ekleyerek 8 dakikalık fazladan uğraş getirin—kelepçeleme, kaldıraçla hizalama, taşlama, kareliği yeniden kontrol etme.
Sekiz dakika kimseyi korkutmaz.
Şimdi bunu 120 birimle çarp. Bu, 16 ek işçilik saati eder. Gerçek atölye ücretlerinde bu, önemsiz bir miktar değildir. Ve bu, taşlama disklerini, ısı nedeniyle oluşan deformasyondan yapılan yeniden çalışmaları veya en iyi kaynakçının gününü başkasının dikkatsizliğini düzeltmeye harcadığında yaşadığı moral kaybını saymadan önceki durumdur.
“Bükümdeki ”yeterince yakın” yaklaşımı, montajda fazla mesaiden olarak karşına çıkar.
Ve işte sessiz katil: bunu büküm faturasının üzerinde göremezsin. Bunu kaynak sapmalarında, kaçırılan sevkiyat tarihlerinde, bu ay neden üretim hızının düştüğünü soran şeflerde görürsün.
Büküm hatası yukarı akıştaki kalıntıdır. Borunun içini daraltır. Aşağı akıştaki her şey, sıkışarak geçmek zorunda kalır.
Küçük hatalar gerçek iş gücü kayıplarına neden oluyorsa, neden hâlâ bu kadar çok alıcı en düşük yerel fiyatın peşinden gidiyor?

Şirketlerin, pres büküm süresinde saatte $15 tasarruf etmek için yoldan 20 dakika aşağıya gittiklerini gördüm.
Kulağa akıllıca geliyor.
Ama o daha ucuz atölye, çevrimler arasında açı kayması olan eski hidrolik ekipmanlarla çalışıyor olabilir. Milimetrenin binde biri hassasiyetinde tekrarlanabilen çok eksenli CNC arka dayama sistemleri (bilgisayar kontrollü konumlandırma sistemleri) olmayabilir. Süreç içi açı doğrulama sisteminden yoksun olabilirler. Bu nedenle, her parti senin farkına varmayacağın varyasyonları, parçalar kaynak masalarına gelene kadar taşır.
Şimdi “tasarrufun” şuna dönüşüyor:
Matematik hızlıca tersine döner.
Sıkı tekrarlanabilirliğe ve entegre denetime sahip bir büküm ortağı sana sadece parçalar vermez. Kaynakçılarına akış verir. Mücadele yok. Zorlama yok. Sadece otur, puntala, devam et.
Daha düşük saatlik ücret, bükümün maliyetini ölçer.
Toplam proje maliyeti, bükümün dokunduğu her şeyin maliyetini ölçer.
Atölye Gerçeği: Eğer büküm atölyesini yalnızca mesafeye ve saatlik ücrete göre seçiyorsan, sorunun en ucuz kısmını ölçüp en pahalı kısmını sonra ödüyorsun.
Yani asıl soru, bir abkant presin kime ait olduğu değil.
Mesele şu: Bazı bükümler neden düzgün çalışırken, diğerleri sessizce tüm üretim hattınızı neden kilitliyor?.
Kötü bükümlerin açığa çıktığı yerin kaynak masası olduğunu zaten biliyorsunuz.
Gerçek soru şu: Hangi özel kontroller, size fikstürlere tam oturan parçalar teslim eden atölyeyi, “yaklaşık” ölçülerle yetinip kaynakçılara düzeltme işini bırakan atölyeden ayırıyor?.
Hadi abkant presin kendisini adım adım inceleyelim.
Dört bükümlü bir muhafaza kenarı hayal edin. İlk flanş arka dayama üzerinden referans alıyor. İkinci büküm birinci flanşa, üçüncü ikinciye göre referanslanıyor. Dördüncüye geldiğinizde, hatalar üst üste birikiyor.
Manuel veya temel NC (Numerik Kontrollü) bir pres frende, arka dayama genellikle tek eksenlidir. X (ileri–geri) ekseninde ayarlarsınız, bazen dijital göstergelidir. Operatör dayama parmaklarını konuma getirir, kilitler, bükümü yapar, açı ölçerle kontrol eder, gerekirse koç derinliğini ayarlar. Açı kontrolü genellikle beceri ve sabra bağlı olarak ±1° ila ±3° aralığındadır. Her düzeltme bir deneme-yanılma işlemidir.
Şimdi bunu çok eksenli bir CNC sistemiyle karşılaştırın: servo kontrollü X, R (yükseklik), bazen Z1/Z2 (bağımsız sağ/sol konumlama) eksenleriyle, konumlama hassasiyeti binde bir ölçüsünde. Y eksenindeki koç derinliği otomatik olarak kontrol edilir ve program her malzeme ve kalınlık için telafi değerlerini saklar. Parça 1’i nasıl büküyorsanız, parça 100’ü de aynı komutlu geometrikle bükersiniz.
Bu pazarlama değil. Bu fizik ve geri bildirim meselesi.
Alıcıların yanıldığı nokta şu: yetenekli bir operatör, manuel bir kurulumla basit bir 90° braketini bütün gün boyunca kusursuz yapabilir. Ustaların hisle ve gönye ile yaptığını gördüm. İki bükümlü, düşük toleranslı, yumuşak çelik bir parça mı? Farkı asla göremeyebilirsiniz.
Üç büküm daha ekleyin. Sıkı bir delikten flanşa mesafe ekleyin. Hata payı sıfır olan bir kaynak montajına oturacak bir parça ekleyin.
Artık o tek eksenli arka dayama, soldan sağa sapmayı düzeltemez. Malzeme partisi 0.010 inç daha kalın geldiğinde otomatik olarak telafi yapamaz. Ram derinliğini anlık ayarlayamaz. Hatalar işlem dizisi boyunca birikir.
Bir seferinde bir kamyondan bir palet paneli indirmek zorunda kaldım, çünkü dördüncü bükümde delikten kenara ölçü 1/16 inç sapma gösteriyordu. Abkantta “gözle” hiçbir şey yanlış görünmüyordu. Montajda her bağlantı kulağı zorla yerine oturuyordu. Çerçeveyi karelemek için iki kaynakçımızı tam vardiya boyunca delik büyütmeye ve yuva açmaya ayırmak zorunda kaldık. Bu büküm maliyeti değildi. Bu, tam yükte boşa giden kaynakçı saatleriydi.
Tekrarlanabilirlik güvenle değil, kapalı çevrim kontrol ve kayıtlı programlarla sağlanır.
Atölye Gerçeği: Parça geometriniz çok eksenli servo konumlama yerine operatör hissine bağlıysa, toleranslarınız her bükümde kumar oynamak gibidir.
| Bölüm | İçerik |
|---|---|
| Başlık | Manuel arka dayama sistemleri ve çok eksenli CNC: Tekrarlanabilirlik gerçekte nereden geliyor? |
| Hata Birikimi Örneği | Dört bükümlü bir muhafaza kenarı hayal edin. İlk flanş arka dayama üzerinden referans alıyor. İkinci büküm birinci flanşa, üçüncü ikinciye göre referanslanıyor. Dördüncüye geldiğinizde, hatalar üst üste birikiyor. |
| Manuel / Temel NC Abkant Pres | Arka dayama genellikle tek eksenli (X ileri–geri), bazen dijital göstergelidir. Operatör dayama parmaklarını elle konumlandırır, kilitler, bükümü yapar, açı ölçerle kontrol eder ve gerekirse koç derinliğini ayarlar. Açı kontrolü genellikle beceri ve sabra bağlı olarak ±1° ila ±3° aralığında olur. Düzeltmeler deneme-yanılma yoluyla yapılır. |
| Çok Eksenli CNC Sistemi | Servo tahrikli X ve R (yükseklik), bazen Z1/Z2 (bağımsız sol/sağ konumlandırma). Konumlandırma hassasiyeti binde birimler içinde ölçülür. Ram derinliği (Y ekseni) otomatik olarak kontrol edilir. Programlar, malzeme ve kalınlık başına telafi değerlerini depolar. Birinci parça ile yüzüncü parça aynı komutlanan geometrinin aynısını takip eder. |
| Temel İlke | Tekrarlanabilirlik pazarlama değildir—fizik ve geri beslemedir. |
| Alıcıların Yanıldığı Nokta | Deneyimli bir operatör, manuel kurulumda basit bir 90° köşe parçasını tutarlı şekilde üretebilir, özellikle düşük toleranslı, iki bükümlü yumuşak çelik parçalarda. Bu gibi durumlarda farklar fark edilmez olabilir. |
| Artan Karmaşıklık | Daha fazla büküm, dar delik-flanş ölçüleri veya kaynak yapılarına tam oturması gereken parçalar ekleyin. Hatalar işlem sırası boyunca bileşmeye başlar. |
| Tek Eksenli Geri Mesafe Ölçümünün Sınırlamaları | Soldan sağa kaymayı düzeltemez. Malzeme kalınlığı değişimlerini (.010 daha kalın gibi) otomatik olarak telafi edemez. Ram derinliğini gerçek zamanlı ayarlayamaz. Hatalar kademeli olarak birikir. |
| Gerçek Dünya Örneği | Bir palet panel, dördüncü bükümde kenardan deliğe 1/16 inç kayma gösterdi. Frene baktığınızda görünür bir sorun yoktu, ancak montajda eşleşen çıkıntıları zorlamak gerekti. İki kaynakçı tüm vardiya boyunca delikleri genişletip çıkıntıları dikleştirmek için yuvaladı—sonuç: boşa harcanan işçilik maliyeti. |
| Temel İçgörü | Tekrarlanabilirlik, kapalı çevrim kontrolünden ve kayıtlı programlardan gelir—operatör güveninden değil. |
| Atölye Gerçekliği | Parça geometrisi operatör hissine değil de çok eksenli servo konumlandırmaya bağlı değilse, toleranslar her bükümde kumar oynanıyor demektir. |
10 ayaklık bir abkant pres kurun. Yatağın üzerine 3/16 inçlik bir sac koyun. Ortaya tonaj uygulayın.
Ram eğilir. Yatak eğilir. Çelik, çeliği büker.
Telafi olmadan bunu hemen görürsünüz: uçlarda 90°, ortada 88.5°. Operatör bir tarafı kontrol eder, basıncı ayarlar, diğerini kovalar. Sonunda farkı bölüp “iyi” dersiniz.
Bu fark, uzun bir kaynak dikişi yaptığınızda bir boşluk haline gelir. Kaynakçı merkeze sıkıca kelepçeler, uçlar kalkar, ısı daha da çeker. Şimdi, makine eğilmesinden kaynaklanan düzensiz büküm açıları nedeniyle oluşan deformasyonu takip ediyorsunuz.
Modern abkant presler taçlama sistemleri kullanır—beklenen eğilmeye zıt yönde yatağı kasıtlı olarak büken mekanik veya hidrolik ayarlamalar. Dinamik taçlama, tonaja ve parça geometrisine göre uzunluk boyunca ayar yapar. Uzun parçalarda isteğe bağlı değildir; soldan sağa tutarlı açı elde etmenin tek yoludur.
Ucuz atölyeler, eski hidrolik ekipman kullananlar, genellikle sabit veya manuel bombelere güvenir, bir kez ayarlayıp öyle bırakırlar. Malzeme kalınlığını değiştirin, bükme uzunluğunu değiştirin, o “ayarla ve unut” bombesi artık yanlıştır.
Bunu teklif formunda görmezsiniz. Bunu, 8 fitlik panelinizin masanın üzerinde sallandığında ve kaynakçınız tespit öncesi bir tarafı takozlamaya başladığında görürsünüz.
Ve o takozlama için harcadığı her dakika, kaynatmadığı bir dakikadır.
Yük altında bir parça yüksek akma dayanımlı çeliği 90°'ye bükün. Koçu serbest bırakın. 92°'ye açılır.
Bu elastik geri kazanım, geri yaylanmadır. Yumuşak çelik yaklaşık 1° kadar geri yaylanabilir. Yüksek mukavemetli malzeme 2°–4° olabilir. Alüminyum ise yine farklı davranır. Kalınlık, tane yönü ve takım yarıçapı sayıyı değiştirir.
Manuel kurulumda, geri yaylanma deneyime dayalı fazla bükmeyle telafi edilir. “Bu parti sert görünüyor—bir derece ekle.” Bu, değirmen kimyayı biraz değiştirmediği veya siz A36’dan daha yüksek akma sınıfına geçip tahmini güncellemediğiniz sürece işe yarar.
CNC sistemleri, malzeme türü ve kalınlığa göre bükme toleranslarını ve geri yaylanma telafisini depolar. Bazıları, ilk bükmeyi doğrulamak ve geri kalan üretimi otomatik düzeltmek için açı ölçüm sistemleri kullanır. İşte bu, tek bir parçayı ayarlamakla üretim partisinin tamamını kontrol etmek arasındaki farktır.
Yüksek akma dayanımlı çelikten bir iş gördüm; ilk beş parça hisle “ayarlanmıştı”, sonra operatör öğle yemeğine gitti. İkinci vardiya, biraz farklı malzeme partisinde aynı programı hiçbir ayarlama yapmadan çalıştırdı. Sabah olduğunda, 1.5° açık bir dolu parça arabamız vardı. Montaj bunları fikstürlere zorlayarak oturtmaya çalıştı. Bu her ünitede çatlamış punta ve yeniden işleme demek oldu.
Geri yaylanma bir gizem değil. Bu, matematik ve doğrulamanın birleşimidir.
Kimse bunu tam olarak hesaplamıyorsa, kaynakçılarınız kelepçe ve ısıyla telafi ediyor demektir.
Her abkant presin ayak başına bir tonaj sınırı vardır. Bu sınırı aşarsanız esneme, takım hasarı veya daha kötüsünü risk edersiniz.
Ama daha sessiz bir sorun var: Sınırın hemen altında uygun takım veya yatak desteği olmadan çalışmak, sınırı aşmasanız bile değişkenliği artırır. Makine zorlanır. Esneme artar. Açı tutarlılığı uzunluk boyunca düşer.
Normalde 11-gauge yumuşak çelik işleyen bir atölye, “yatağa sığıyor” diye sizin daha kalın sac işinizi üstlenir. Doğru V-kavite açıklığına sahip olmayabilir, daha kısa flanşları desteklemek için bölünmüş takımları olmayabilir, makineyi zorlamadan tutarlı açılar sağlamak için yeterli tonaj payına sahip olmayabilir.
Bu yüzden çevrim yavaşlar. Basıncı elle ayarlarlar. “Zaten ağır malzeme” diyerek biraz değişkenliği kabul ederler.”
Bu değişkenlik, montajda zorlanarak oturan parçalar, daha geniş kaynak aralıkları, daha fazla dolgu metali, daha fazla ısı girdisi olarak kendini gösterir. Daha fazla ısı daha fazla deformasyon kontrolü demek. Daha fazla deformasyon kontrolü daha fazla zaman demek.
Ve bu, boru hattının yeniden tıkanması anlamına gelir—bir kalın bükme seferinde.
Bir atölye size ayak başına tonajını, bombe yöntemini, arka dayama eksenlerini ve yüksek akma dayanımlı malzemede geri yaylanmayı nasıl yönettiklerini söyleyemiyorsa, siz bükme kapasitesi satın almıyorsunuz.
Belirsizlik satın alıyorsunuz.
Bir sonraki soru daha da rahatsız edici: aynı atölye verilerin veya geri bildirimin paylaşılmadığı ayrı silolarda parçalarınızı kesip kaynak yaptığında ne olur?
Saat 9:00“da lazer kesimli 3/16”lık braket partisinin boşaltıldığını gördüm; öğlene kadar şehir karşısında bükülmüş, iki gün sonra kaynak hücrelerimize geri gelmişti çünkü bir flanş “belki bir derece kadar” kayıktı. Büküm atölyesi açıların tolerans içinde olduğuna yemin etti. Fikstürümüz aksi yönde söylüyordu. Kim haklıydı kanıtlamak için kimse kaynak yapmaya başlamadan önce yarım günümüz gitti.
Bu, güvenilir bir iş ortağıyla yeniden işleme fabrikası arasındaki pratik farktır: sadece servo kontrollü arka dayamalar veya dinamik taçlama değil, kesim, büküm ve kaynağın tek bir veri omurgası ve tek bir geri bildirim döngüsünü paylaşıp paylaşmadığıdır. Lazer programcısı, büküm operatörü ve kaynak süpervizörü aynı zeminde olduğunda, ilk hatalı parça kimse büküm indirimi ayarlamadan önce 40 mil ve iki e-posta zinciri dolaşmaz. Öğle yemeğinden önce düzeltilir.
Büküm değişkenliğinin maliyeti artırdığını zaten biliyorsunuz. Şimdi bu değişkenliği tedarikçiler arasında çarptığınızda ne olduğunu konuşuyoruz.
Atölye Gerçeği: Parçalarınız her yükleme iskelesini geçtiğinde, toleranslarınız sıfır güvene yeniden ayarlanır.
200 parçalık bir muhafaza işi hayal edin. Pazartesi lazer kesim. Salı büküm. Çarşamba kaynak. Bu, pazarlama lafı değil; lazer yerleşimleri, büküm programları ve kaynak fikstürleri aynı CAD dosyasından oluşturulup aynı sistemde saklandığında olan şeydir.
Mekanizma şöyle.
Modern CNC pres frenler, düz desenleri doğrudan CAD’den içe aktarabilir, büküm sırasını çevrimdışı simüle edebilir ve malzeme ile kalınlığa göre yaylanma telafisini hafızada tutabilir. İlk numune 0.5° açık çıkarsa, operatör programı günceller. Bu düzeltme işe ait olarak kalır. Kaynak başladığında ve süpervizör fikstürde dar bir köşe fark ettiğinde, 50 mil değil, 50 adım yürür ve partinin kalan kısmı çalışmadan önce flanş uzunluğu veya açısını birlikte ayarlarlar.
Kamyon taşıması yok. Yeniden fiyat verme yok. “Delikleri bizim tarafta açarız” yok.”
Yüksek hacimli işlerde %’ye varan otomasyon kazançları ancak yukarı akış ve aşağı akış süreçleri senkronize olduğunda anlamlıdır. Tek bir gelişmiş pres fren kesinlikle kendi çevrim süresini sıkılaştırabilir. Ancak paylaşılmış fikstürleri veya geri bildirimi olmayan başka bir şirketin kaynak departmanına parça sağlıyorsa, o hız sadece parçaları bir sonraki darboğaza daha hızlı iter.
Bir keresinde 120 panelin hurda kutumuza istiflendiğini gördüm çünkü düz desen genel bir K-faktörü varsaymıştı. Büküm atölyesi çizimini tutturdu. Evde tasarlanan kaynak fikstürü ise dört flanş boyunca birikmeyi tolere etmedi. Üç gün lazer süresi, iki gün büküm ve sonra kaynakçılara ayıklama, takozlama ve hurdaya ayırma işi için ödeme yaptık. Bu bir büküm sorunu değildi. Bu bir kopuk hat sorunuydu.
Bir atölye tam hattın sahibi olduğunda, hatanın da sahibi olur. Ve hatayı kaynağında düzeltir, nihai montajda değil.
Dolayısıyla soru entegrasyonun kullanışlı görünüp görünmediği değil. Takviminizin “benim departmanım değil” diyen bağımsız adacıklardan sağ çıkıp çıkamayacağıdır.”
Gerçekçi olalım. Her bağımsız pres fren atölyesi karmaşa değildir. Bazıları çevrimdışı programlamaya ve disiplinli operatörlere sahip üst düzey CNC ekipmanlarıyla çalışır. Ancak o daha ucuz atölye, çevrimler arasında açı kayması olan daha eski hidrolik ekipman, manuel taçlama ve duvara yapıştırılmış kurulum sayfalarıyla çalışıyor olabilir.
Bunun uygulamada nasıl göründüğünü görelim.
Kesilmiş parçalarınız gelir. Önceki işi sökerler, takımı değiştirirler, birkaç deneme bükümü yaparlar, ölçerler, ayarlarlar, tekrar denerler. Modern servo-elektrik frenlerde saklanan programlarla bu 10–15 dakika olabilir. Daha eski hidrolik bir makinede, açıya yavaş yavaş yaklaşarak 45 dakika sürebilir. Karışık bir siparişte beş farklı parça numarasına bunu çarpın.
Şimdi başka bir müşteri acil bir işle gelir.
Sizin işinizi “hızlandırmak” için, sadece sırada öne almazlar. Yeniden söker ve ayarlarlar. Bu kaybolan kurulum süresidir, ve bunu size hızlandırma ücreti olarak fatura ederler. Her zaman fırsatçılık değildir. Bazen bu, sınırlı ekipman ve az operatör kadrosunun vergisidir.
Düşük hacimli ve prototip üretimler en çok zarar görenlerdir. Araştırmalar, otomasyonun hızı esas olarak yüksek hacimlerde artırdığını söylüyor. Küçük partilerde, tekrarlanabilirlik ve program hatırlama her şeydir. Atölye doğrulanmış bükme verilerini saklamıyorsa — veya malzeme partileri değiştiği ve kimse bunları takip etmediği için güvenmiyorsa — her üretim sıfırdan başlar.
Ve her sıfırdan başlama, buradan bir gün, oradan yarım gün ekler. Bu farkı kaynak değişkenliğinde, kaçırılmış sevkiyat tarihlerinde, bu ay verim neden düştü diye soran süpervizörlerde görürsünüz.
Bükülmüş parçalar “acil” bir fren kuyruğu artışının ardından Perşembe günü geç geldiği için, Cuma günü kaynakçılara fazla mesai yetkisi vermek zorunda kaldım. Dört kaynakçı için bir buçuk maaş üzerinden sekiz saat çalışmak, müzakere ettiğinizi sandığınız saatlik ücret tasarrufunu tamamen yok eder.
Ucuz bükme, başka bir departmanda hızlandırma ücretleri ödemeye başladığınız anda ucuz olmaktan çıkar.
Basit bir montaj düşünün: lazerle kesilmiş taban, dört bükülmüş kenar, bir kutuya kaynaklanmış. Her tedarikçi kesim özelliklerinde ±0,010, bükmelerde ±1° hassasiyet yakalar. Kağıt üzerinde hepsi tolerans içindedir.
Şimdi üst üste koyun.
Eğer düz model bir bükme indirimi varsayıyorsa ve fren operatörü hisse göre ayarlama yapıyorsa, flanş uzunluğunuz birkaç binde değişir. Bunu kutunun dört kenarında yaparsanız, diyagonal büyür. Kaynak ısısı onu daha da çeker. Kapak düz oturmaz. Böylece kaynakçı daha fazla sıkıştırır, dolgu ekler, yüzeyi taşlar. İki şirket arasındaki bir matematik anlaşmazlığıyla başlayan şekil bozulma kontrolü için para ödemiş olursunuz.
Kesme, bükme ve kaynağın aynı çatı altında, paylaşılan CAD/CAM verileriyle yapıldığı durumda “onların toleransı” ve “bizim toleransımız” yoktur. Tek bir model, tek bir revizyon, tek bir bükme payı gerçeği kaynağı vardır. Malzeme verimi değişirse, düzeltme her yerde güncellenir. Tolerans kaymasının birleşmeden önce nasıl durdurulduğu budur.
Ve işte burada tek bir gelişmiş fren makinesine yapılan yatırımın yetersiz kaldığı nokta. Evet, bir makineyi yükseltmek açı tutarlılığını artırabilir ve o atölyede yeniden işleme ihtiyacını azaltabilir. Ancak o atölye, bu bükmelerin lazer kesim aralığıyla, fikstür referans stratejisiyle ve kaynak sırasıyla nasıl etkileşime girdiğinden de sorumlu değilse, yine aynı çizimin üç bağımsız yorumuna sahip olursunuz.
Üç yorum, üç yığılma fırsatı demektir.
Her boyutu teknik olarak “tolerans içinde” olan, ancak nihai kontrolden geçmek için her köşede taşlama gerektiren yeniden işleme parçaları gördüm. Hiçbir tedarikçi hatalı değildi. Hatalı olan sistemdi.
Daha az aktarım, daha az yorumlama demektir. Daha az yorumlama, kaynak aşamasında daha az sürpriz anlamına gelir.
Çünkü sonunda, kaynak departmanınız tedarikçi uyumsuzluğu için bir darbe emici değildir. Aksine, bunu keşfetmenin en pahalı yeridir.
Eğer entegrasyon çareyse, gerçekten entegre olanlarla sadece parlak bir broşür satın alanları nasıl ayırt edersiniz?
Saatlik ücret hakkında sormayı bırakıp kademe hakkında sormaya başlarsınız.
Tüm pres fren sağlayıcıları aynı mücadele için üretilmemiştir. Kimi tekrarlanabilirliğe göre ayarlanmış otomasyon ağırlıklı hücrelerdir. Kimi tonaj ve açıklık etrafında inşa edilmiş kuvvet uygulamada uzmanlardır. Kimi ise mütevazı ekipmanlarla akıllıca programlama yapan hızlı prototip atölyeleridir. Kağıt üzerinde hepsi “metal büker.” Üretimde ise, montaj toleransınız sıkılaşıp hacimleriniz arttığında çok farklı davranırlar.
Mühendislerin çevik bir atölyeden gelen tertemiz bir prototipi onayladığını, ardından aynı hat üzerinden 500 parçalık bir sipariş geçirdiklerini ve kaynak montaj süresinin neden iki katına çıktığını şaşkınlıkla izledim. Prototip geçti çünkü insan dikkati ekipmanın kapatamadığı eksikleri örttü. Üretim serisi bunları ortaya çıkardı.
Yanlış kademeyi seçmek teknik bir hata değildir. Kâr marjı sızıntısıdır.
Atölye Gerçeği: Sağlayıcı kademesini parça karmaşıklığı ve hacimle eşleştirmezseniz, kaynak departmanınız başkalarının sınırlamalarını test eden bir laboratuvara dönüşür.
Herkes robotların yalnızca otomotiv ölçeğinde mantıklı olduğunu varsayıyor.
Bu varsayım artık pahalıya mal oluyor.
Bir atölyenin daha akıllı kalıp sistemlerine ve programlama disiplinine yatırım yaparak pres freni kurulum süresini 30 dakikadan 15 dakikaya düşürdüğünü gördüm. Ayda kırk sekiz işçilik saati geri kazandırıldı. Geri ödeme yıllar değil, aylardı. Şimdi kalıp kütüphanelerini depolayan, büküm dizilerini hatırlayan ve geri esnemeyi tutarlı şekilde telafi eden bir robotik hücre ekleyin. Bir anda “kurulum maliyeti” insanların sandığı canavar olmaktan çıkıyor.
Ancak satış temsilcisinin genelde başta söylemediği bir nokta var: robotik hücreler istikrar ister. Tutarlı malzeme akışı. Doğru düzleştirilmiş kalıplar. Sadece düğmeye basmayı değil, kalibrasyonu anlayan operatörler. Bu ekosistem olmadan, küçük partilerde hâlâ ilgi isteyen çok pahalı bir makine elde edersiniz.
Ve küçük partiler önemlidir.
Modern robotik hücreler, hızlı kalıp değişimleri ve çevrimdışı programlama ile karışık üretim serilerini yönetebilir. “Otomasyon sadece yüksek hacim içindir” hikâyesi artık kayboluyor. Ürün kombinasyonunuz küçük revizyonlarla tekrar ediyorsa, iyi entegre edilmiş bir robotik pres freni bugün 20 parça, gelecek ay ise aynı büküm verileri, aynı arka dayama mantığı ve aynı tekrarlanabilirlikle 200 parça çalıştırabilir. İşte bu, kaynak süresini değişkenlikten korumanın yoludur.
Bir keresinde, parlak bir robotik pres freninin parça arabalarına parça beslediği bir tesisi gezmiştim; ama yukarı akıştaki lazer revizyonları senkronize olmadığı için parçalar elle ayrılıyordu. Robot mükemmeldi. Süreç hattı değildi. Parçalar hâlâ yeniden işleme gidiyordu çünkü pres frenini yönlendiren model, fikstürü yönlendiren modelle aynı değildi.
Robotlar parçalanmış süreçleri onarmaz.
Atölye Gerçeği: Robotik büküm, atölye veri zincirini uçtan uca kontrol ettiğinde buna değer; aksi takdirde bir sonraki el değişiminde kaybolacak hassasiyet için para ödüyorsunuzdur.
Şimdi başka bir lige geçiyoruz.
Bir inçlik AR400 affetmez. Yüksek sertlik. Ciddi geri esneme. Tonaj, pazarlamayı makinadan ayıran bir gerekliliktir. Bunu yorgun bir 175 tonluk pres frenle sıkıştırıp en iyisini umamazsınız. Kapasite gerekir—gerçek tonaj, gerçek boğaz derinliği, gerçek bombe kontrolü.
1.000 tondan fazla pres fren kapasitesine sahip bir ağır hizmet uzmanı, başkalarının dışarıya yaptırdığı kalın işleri kendi bünyesinde gerçekleştirebilir. Bu sadece güçle ilgili değildir. Kontrolle ilgilidir. Levhanızı büküm için şehrin bir ucuna taşımak zorunda olmadıklarında, açı düzeltmesini, sıralamayı ve zamanlamayı kendileri yönetirler. Bekleme listesi ortadan kalktığı için teslim süreleri kısalır.
Ama sadece boyut yetkinlik anlamına gelmez.
1.200 tonluk dev bir makinenin, malzeme taşıması doğru ayarlanmadığı ve programlama parti farklarını hesaba katmadığı için tutarsız açılar ürettiğini gördüm. Disiplinli süreç olmadan büyük makine sadece büyük hataları daha hızlı yapar. Ve kalın levha hataları kozmetik değildir—şaloma ile kesme, yeniden kaynak yapma ve ağır parçaları kare hale getirmek için saatlerce kaynakçı emeği anlamına gelir.
Bir seferinde her büküm tam tutmadığı için fikstürde 20 dakikalık bir uğraş gerektiren ağır braket üretimini hurdaya çıkarmak zorunda kalmıştım. Yirmi dakika çarpı 60 parça, bir haftada 20 saat kayıp kaynakçı süresi demekti. Doluluk oranlı işçilik ücretleri dikkate alındığında, “yeterli” tonaja sahip daha ucuz bölgesel atölyeyi seçerek elde ettiğimizi sandığımız tüm tasarruflar silinip gitti.
Ağır iş, küçük hataları büyütür.
Atölye Gerçeği: Bir atölye, kalın levhalar için kontrol edilmiş geri esneme telafisini ve entegre taşıma sistemini gösteremiyorsa, kaynakçılarınız kaçırılan her derece için bedel ödeyecek demektir.
Çoğu alıcının kandırıldığı yer burası.
Prototip atölyeleri hızlıdır çünkü dikkatlidirler. Kısa sıra. Yetkin operatörler. Belki de iyi program depolamaya sahip modern bir CNC pres freni. İlk numuneniz harika gelir. Açıları tamdır. Flanşlar temizdir.
Rahat bir nefes alırsınız.
Sonra satış ekibi daha büyük bir sipariş alır.
Önemli soru şu: Aynı atölye, her parça numarası arasında tezgâhı sökmeden, vardiyalar boyunca açı sapması olmadan, daha büyük bir müşteri aradığında sizin işinizi ertelemeden 300 parçayı çalıştırabilir mi? Yoksa her çevrim arasında açı sapması yapan eski hidrolik ekipmanlarla mı çalışıyorlar ve sabitlenmiş programlar yerine ustadan ustaya aktarılan bilgiye mi güveniyorlar?
“Ancak o daha ucuz atölye, çevrimler arasında açı sapması yapan eski hidrolik ekipmanlarla çalışıyor olabilir.”
Bir prototipte, operatör mükemmel olana kadar ayarlama yapar. Seri üretimde ise bu sürekli ayar partiler arasında farklılıklara dönüşür. Kaynak fikstürleriniz çizimde “tolerans içinde” yazıyor diye umursamaz. Onlar tekrarlanabilirliğe önem verir.
25 parçalık bir pilot üretimin denetimden geçtiğini, ardından 400 parçalık devam siparişinin yeniden işleme arabası oluşturduğunu gördüm; çünkü atölye uzun üretimlerde tutarlılığı korumak için yeterli geri dayama hassasiyetine veya takım derinliğine sahip değildi. Prototip, kapasite farkını gizlemişti.
Ölçeklenebilirlik hız değildir. Sürekli tekrarlanabilirliktir.
Atölye Gerçeği: Bir prototip atölyesi size hacimler ve vardiyalar arasında açı tutarlılığını nasıl koruduklarını gösteremiyorsa, seri üretiminiz onların size hiç bahsetmediği sınırı ortaya çıkaracaktır.
Bir pres freni seviyesini fiyat listesine göre seçmezsiniz. En başta şu zor soruyu sorarak seçersiniz: Eğer bu büküm hatalıysa, kim öder?
Cevap “kaynakçılarım” ise, zaten ters durumdasınız.
Bu kontrol listesi, eyaletteki en gelişmiş atölyeyi bulmakla ilgili değil. Makine kapasitesini, programlama disiplinini ve ölçüm kontrolünü parça geometriniz ve hacminizle eşleştirerek, değişkenliği fikstürlerde çoğalmadan pres freninde öldürmekle ilgilidir. Aşağıdaki her madde bir filtredir. Biri başarısız olursa, ileride iş gücü, takvim kayması ve itibar olarak bizzat ödeyeceğiniz yeniden işleme onayını vermiş olursunuz.
Uygun olanı mı istiyorsunuz? İşte burada.
Pazarlamayla değil, fizikle başlayın.
Tonaj bir his değildir. Matematiğin konusudur. Gerekli kuvvet, malzeme kalınlığının karesiyle artar ve büküm uzunluğuyla doğru orantılıdır. Parçanızın 3/8 inç kalınlığındaki sacın 10 feet boyunca bükülmesini gerektirdiğini ve atölyenin en büyük pres freninin kuvvet veya tabla uzunluğu açısından sınırda olduğunu düşünün; onları çoktan taviz vermeye zorluyorsunuz — bölünmüş darbeler, yeniden konumlama ya da sapma ve açı kaymasının ortaya çıktığı maksimum kapasiteye yakın çalışma.
Ve işte alıcıların tembelleştiği yer: “yeterli tonaja” ulaştıklarında dururlar.”
Yeterli olmak istikrarlı olmak değildir.
Eski hidrolik makineler teknik olarak kuvveti yakalayabilir, ancak hassas taçlama (yatak sapmasına karşı dengeleme) ve ram paralelliği kontrolü olmadan, uzun bükümler uçtan uca hafif açı farklılıklarıyla sonuçlanır. Belki bir derece kadar sapma olur. Kısa bir flanşta kimse fark etmez. Uzun bir muhafaza panelinde, o bir derece köşelerde ışık sızıntısına dönüşür ve her parça için 10 ekstra dakika fikstür ayarı uğraşına neden olur.
On dakika × 150 parça = 25 kaybedilmiş kaynakçı saati. Bu teorik değil. Bütçelemediğiniz bir haftalık iş gücüdür.
Bir seferinde “yeterince büyük” olduğu düşünülen bir pres freniyle uzun paslanmaz çelik panellerin bir partisini bükülürken izlemiştim. İlk beş parça iyi görünüyordu. Ortalara gelindiğinde, ısı ve hidrolik değişkenlik devreye girdi. Kaynak öncesinde flanşları yeniden düzlemine çekmek için iki gün yeniden işlem harcadık. Makine sınırlarında çalıştığı için geri kazanımı imkânsız şekilde eğrilmiş panellerle hurda kutusu doldu.
Sadece tonajı doğrulamazsınız. Makinenin, tam büküm uzunluğunuz boyunca kontrollü sapmaya sahip ve yeterli paya sahip olduğunu doğrularsınız.
Atölye Gerçeği: Eğer onların pres freni sizin en uzun bükümünüzde sınırlarında çalışıyorsa, kaynak departmanınız ayarlama mekanizmasına dönüşür.
Şimdi demirin yeterli olduğunu varsayalım.
Bir sonraki filtre veri kontrolüdür.
Büküm programlarını nasıl oluşturduklarını sorun. Cevap “operatör bunu kontrol paneline girer ve oradan ayarlar” ise, kâr marjınızı kültürel bilgiye bahse giriyorsunuz demektir. Bu prototipler için işe yarar. Ölçek büyüdüğünde dağılır.
Modern çok eksenli CNC frenler ram derinliğini, arkalık konumunu (X, R, Z eksenleri), taçlamayı ve bazen gerçek zamanlı olarak açı ölçümünü kontrol eder. Çevrimdışı programlama, modelinizin içe aktarılması, büküm sırasının simülasyonu, çarpışmaların kontrolü ve malzeme kalıba girmeden önce tekrarlanabilir parametrelerin sabitlenmesi anlamına gelir.
Peki bu neden önemli?
Çünkü tekrarlanabilirlik bir kez açıyı tutturmak demek değildir. 1. parçadan 400. parçaya, vardiyalar arasında ve farklı operatörlerle aynı açıyı tutturmaktır.
Programların birinin defterinde yaşadığı atölyelere girdim. O tatildeyken açı değişkenliği ortaya çıktı. Bunu kaynak değişkenliğinde, kaçırılmış sevkiyat tarihlerinde ve üretim neden bu ay düştü diye soran amirlerde gizli şekilde görürsünüz.
Ve eğer denetimli sektörlerdeyseniz — otomotiv, ağır ekipman, denetim gerektiren herhangi bir alan — parça başına kuvvet eğrilerini ve ram konumlarını kayıt altına alıp alamadıklarını sorun. Dijital büküm verisi üretemiyorlarsa, uyum ekibinizin düşündüğü seviyede çalışmıyorlar demektir.
“Ancak o daha ucuz atölye, çevrimler arasında açı sapması yapan eski hidrolik ekipmanlarla çalışıyor olabilir.”
Bu cümle RFQ’yu göndermeden önce sizi duraksatmalı.
Atölye Gerçeği: Çevrimdışı programlama olmaması ve çok eksenli kontrol bulunmaması, mühendislik ile tekrarlanabilirlik yerine operatör kahramanlıkları satın aldığınız anlamına gelir.
Şimdi sessiz katile geliyoruz: düz desen doğruluğu.
K-faktör, bükme sırasında nötr eksenin nerede yer aldığını tahmin eden orandır. Malzemenin ne kadar uzayacağını ve son boyutları yakalamak için düz boşluğun ne kadar uzun olması gerektiğini belirler. Evrensel değildir. Malzeme, kalınlık, takım yarıçapı ve yönteme bağlıdır.
Eğer CAD’iniz genel bir K-faktörü varsayıyor ve onların kalıp ekipmanı farklı bir zımba yarıçapı ile V-yuva açıklığı kullanıyorsa, her açı mükemmel olsa bile parçanız boyutsal olarak hatalı olur.
Bu şekilde, bükümden sonra hizalanmayan deliklerle karşılaşırsınız. Bunun nedeni presin hata yapması değildir. Yukarı akıştaki hesaplamaların aşağı akıştaki kalıpla uyuşmamasıdır.
Bir tasarımcının varsayılan K-faktörüyle modellediği, ancak atölyenin tonaj güvenliği için daha geniş bir kalıp kullandığı bir durumda bir haftada 120 panelin hurdaya çıktığını gördüm. Her flanş uzunluğu birkaç milimetre kısaydı. İlk bakışta fark edilmeyecek kadar küçük, ama bağlantı elemanlarını kaçıracak ve yuva açmayı gerektirecek kadar büyüktü. Sonuçta iki programcı düzlemleri yeniden yazdı, bir lazer operatörü sacları yeniden kesti ve kaynakçılar düzeltilmiş parçaları beklerken boşta kaldı.
Üretimden önce atölyeye şunları sorun:
Eğer açık bir şekilde cevap veremiyorlarsa, biraz eğitim masrafını siz karşılayacaksınız demektir.
Atölye Gerçeği: Eğer düz kalıbınız onların gerçek ekipmanına göre oluşturulmadıysa, “tolerans içinde” bükümleriniz bile montajda denk gelmeyecektir.
Burada kâr marjınızı korursunuz.
Yalnızca açıları ölçerek değil.
İlk numunede şunları doğrulayın:
Parçayı gerçek fikstüre yerleştirin. Sıkıştırın. Zorlamaya ihtiyaç duyuyorsa, onaylamayın.
Bir otomotiv programında, elektrikli CNC frenlere geçiş boyutsal sapmayı büyük ölçüde azalttı ve hurda miktarını dramatik biçimde düşürdü. Görünür kazanç, daha az hatalı parçaydı. Asıl kazanç ise, yeniden sabitleme ayarlamaları için durmayı bırakan robot kaynak hücreleriydi. İlk numune testinde ölçtüğünüz şey “muayeneden geçiyor mu?” değil; “montaj hattında sürtünmesiz akıyor mu?”dur.”
“Zorla toleransa giren” bir ilk numune, yeşil ışık değil uyarıdır. Hacim arttıkça varyasyon da genişler.
Tam üretime ancak parça kalıba hiçbir levye, çekiç veya toplantıda kullanmayacağınız bir dil gerektirmeden oturduğunda izin verin.
Çünkü bir kez 500 sacı lazere ve 500 saati frene serbest bıraktığınızda, ilk parçada tolere ettiğiniz sistematik hatayı kilitlemiş olursunuz.
Görünmeyen gerçek şudur: siz bir makineyi nitelendirmiyorsunuz. Kâr marjı hedeflerinize karşı bir üretim ekosistemini nitelendiriyorsunuz. Doğru seviye, en ileri atölye değildir. Kapasite fazlası, kontrol altında tutulan programlama, takım hizalı düz desenler ve acımasız ilk numune doğrulamasıyla kanıtlayabilen en düşük seviyedir—böylece kaynakçılarınız hiçbir zaman büküm hatasını telafi etmek zorunda kalmaz.
Geri kalan her şey, gelecekteki yeniden işleme maliyetini gizleyen ucuz saatlik ücret hesabıdır.


















