

Um soldador está encostado à mesa, viseira levantada, a olhar fixamente para o painel lateral de uma estrutura de 4 pés que não assenta como deve ser.
Está fora talvez um grau. Talvez um pouco mais. Não parece muito — até tentares fechar uma junta que te resiste ao longo de quatro pés de aço. Agora ele procura braçadeiras, puxa a peça para o lugar, sabendo perfeitamente que vai ter de rebarbar metade daquela soldadura.
Pagaste pela dobra à hora. Estás a pagar por isto ao minuto.
Já vi bons soldadores perderem meia jornada com peças que “deveriam encaixar”. Um painel dobrado a 89 graus em vez de 90 não fica apenas 1 grau errado na montagem. Transforma-se em folgas nos cantos, furos desalinhados, estruturas empenadas após a soldadura. Um pequeno erro angular multiplica-se em todas as superfícies de contacto.
Aqui está a tradução que ninguém coloca na proposta: Um grau adicional fora do ângulo num flange de 36 polegadas pode significar 1/8 de polegada de alinhamento forçado na extremidade oposta. Isso são braçadeiras. Isso é calor. Isso é controlo de distorção. Isso é rebarbar. Isso é um soldador à espera em vez de a soldar.
O teu fornecedor de prensa dobradora pensa em dobras por hora. A tua oficina vive e morre pelo encaixe por hora.
E quando essas duas coisas não coincidem, o departamento de soldadura torna-se o amortecedor da inconsistência de outra pessoa.
Realidade do Chão da Oficina: Se os teus soldadores estão a “fazer funcionar”, o teu parceiro de dobragem já te está a custar dinheiro.
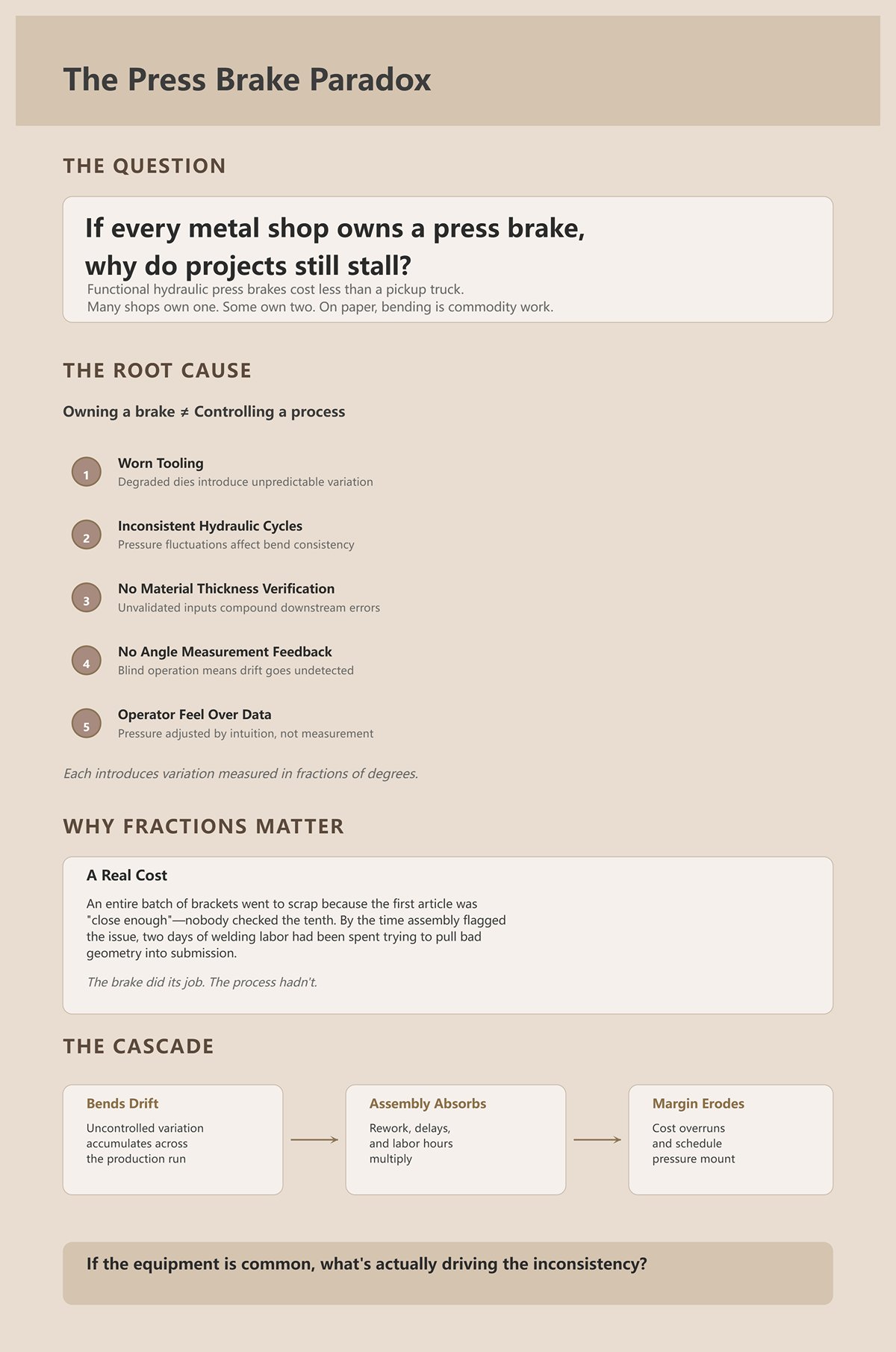
Podes comprar uma prensa dobradora hidráulica funcional por menos do que o preço de uma boa carrinha. Muitas oficinas têm uma. Algumas têm duas. No papel, a dobragem é trabalho de base, quase uma mercadoria.
Então por que é que os projetos continuam a emperrar?
Porque possuir uma prensa não é o mesmo que controlar um processo. Ferramentas gastas. Ciclos hidráulicos inconsistentes. Sem verificação da espessura do material. Sem retorno de medição de ângulos. Um operador a aumentar a pressão “pelo toque” em vez de pelo dados. Cada um introduz uma variação medida em frações de grau.
As frações importam.
Lembro-me de despejar um lote inteiro de suportes no contentor de sucata porque o primeiro artigo estava “quase certo”, e ninguém verificou o décimo. Quando a montagem sinalizou o problema, já tínhamos gasto dois dias de trabalho de soldadura a tentar forçar uma geometria errada a encaixar. A prensa fez o seu trabalho. O processo não.
Quando as dobras se desviam, a montagem absorve o desvio. O cronograma do projeto absorve o atraso. A tua margem absorve o custo.
Se o equipamento é comum, o que está realmente a causar a inconsistência?
Vamos fazer uma hipótese simples.
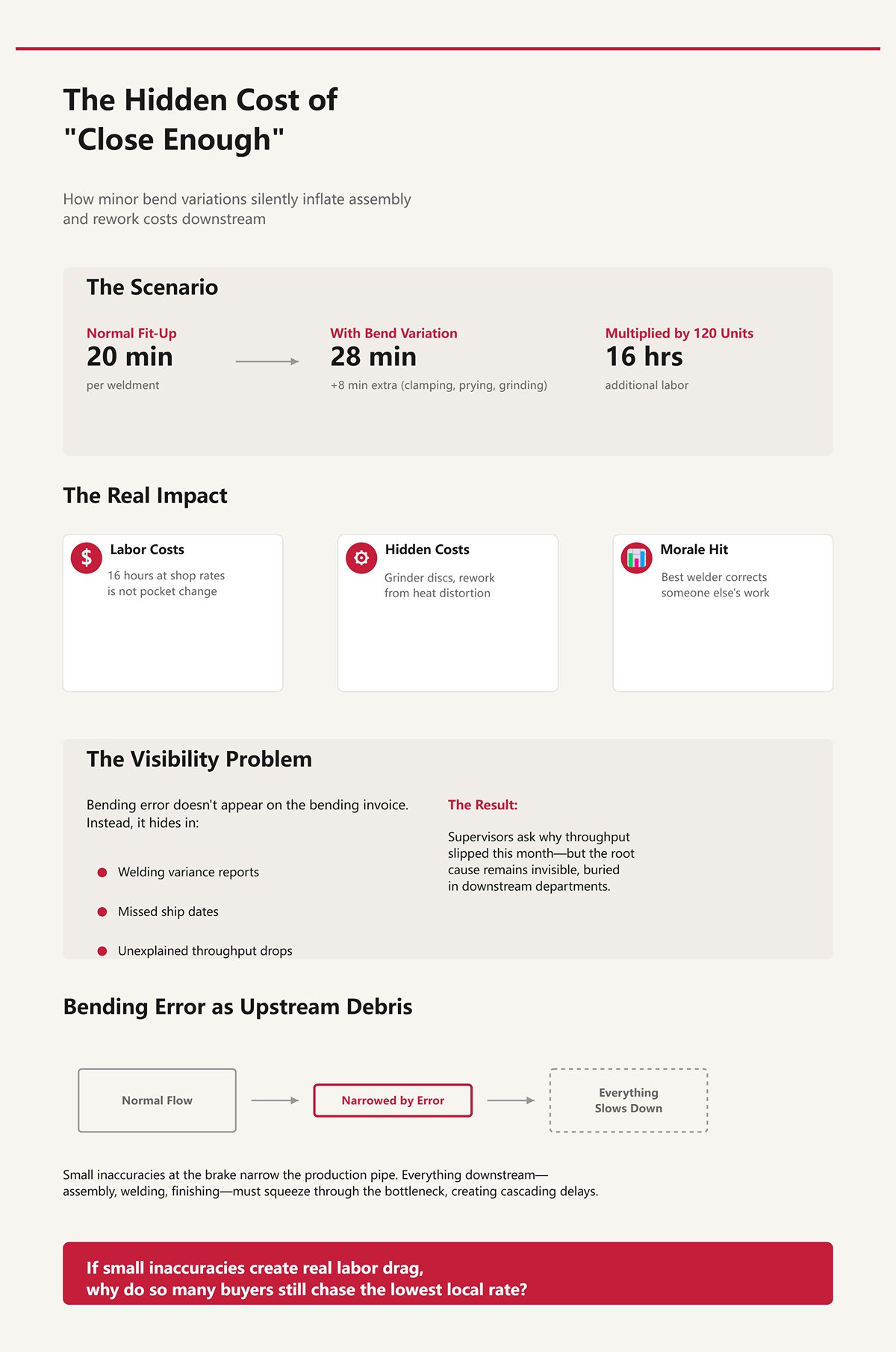
Imagina que uma estrutura soldada normalmente leva 20 minutos de preparação antes da primeira soldadura. Agora introduz uma variação leve na dobra que acrescenta apenas mais 8 minutos de esforço — braçar, forçar, rebarbar, voltar a verificar o esquadro.
Oito minutos não assustam ninguém.
Agora multiplica isso por 120 unidades. São mais 16 horas de trabalho adicionais. Aos preços reais de oficina, isso não é troco. E isso antes de contares os discos de rebarbadora, o retrabalho devido à distorção térmica, ou o impacto na moral quando o teu melhor soldador passa o dia a corrigir a falta de cuidado de outra pessoa.
“O suficiente” na prensa traduz-se em horas extra na montagem.
E aqui está o assassino silencioso: não o vês na fatura da quinagem. Vês-no escondido na variação da soldadura, nas datas de envio perdidas, nos supervisores a perguntar porque é que a produtividade caiu neste mês.
Erro de quinagem é lixo a montante. Estreita o tubo. Tudo a jusante abranda para conseguir passar.
Se pequenas imprecisões criam verdadeira sobrecarga de trabalho, porque é que tantos compradores continuam a perseguir a taxa horária local mais baixa?

Já vi empresas a conduzir 20 minutos estrada abaixo para poupar $15 por hora no tempo da prensa de quinagem.
Parece inteligente.
Mas essa oficina mais barata pode estar a usar equipamento hidráulico antigo com variação de ângulo entre ciclos. Podem não ter batentes CNC multieixo (sistemas de posicionamento controlados por computador que se repetem com precisão de milésimos). Podem não dispor de verificação de ângulo em processo. Assim, cada lote traz uma variação que só vais perceber quando as peças chegarem às tuas mesas de soldadura.
Agora as tuas “poupanças” transformam-se em:
A matemática inverte-se rapidamente.
Um parceiro de quinagem com repetibilidade apertada e inspeção integrada não te entrega apenas peças. Dá fluxo aos teus soldadores. Sem lutas. Sem forçar. Apenas ajustar, pontuar, continuar.
A taxa horária mais baixa mede o custo da quinagem.
O custo total do projeto mede o custo de tudo o que a quinagem afeta.
Realidade de chão de fábrica: Se escolhes uma oficina de quinagem apenas com base na distância e no preço por hora, estás a medir a parte mais barata do problema e a pagar pela parte mais cara mais tarde.
Portanto, a verdadeira questão não é quem possui uma quinadeira.
É porque é que algumas dobras se comportam bem — e outras sufocam silenciosamente toda a tua linha de produção.
Já sabes que é na mesa de soldadura que as más dobras se revelam.
A verdadeira questão é quais os controlos específicos que distinguem a oficina que te entrega peças que encaixam diretamente nos dispositivos daquela que te entrega “quase certo” e deixa os teus soldadores resolverem o resto.
Vamos percorrer a quinadeira em si.
Imagina o lado de um invólucro com 4 dobras. A primeira aba referencia no backgauge. A segunda dobra referencia na primeira aba. A terceira na segunda. À quarta, estás a acumular erro sobre erro.
Numa quinadeira manual ou NC básica, o backgauge é frequentemente de um só eixo. Define-se em X (entrada e saída), talvez com uma leitura digital. O operador posiciona manualmente os dedos, bloqueia-os, executa a dobra, verifica com um transferidor, ajusta a profundidade do êmbolo se necessário. O controlo de ângulo é tipicamente de ±1° a ±3°, dependendo da habilidade e paciência. Cada correção é tentativa e erro.
Agora compara isso com um sistema CNC multi-eixo: X e R (altura) acionados por servo, por vezes Z1/Z2 (posicionamento independente esquerda/direita), com precisão de posicionamento medida em milésimos. A profundidade do êmbolo no eixo Y é controlada automaticamente e o programa armazena valores de compensação por material e espessura. Dobras a peça número um e a número cem com a mesma geometria programada.
Isto não é marketing. É física mais retroação.
É aqui que os compradores se enganam: um operador talentoso num sistema manual consegue absolutamente dobrar um suporte simples de 90° o dia todo. Já vi veteranos fazê-lo pelo tato e com um esquadro. Numa peça com duas dobras, baixa tolerância, aço macio? Podes nunca notar a diferença.
Adiciona mais três dobras. Adiciona uma dimensão apertada de furo à aba. Adiciona uma peça que tem de encaixar numa soldadura sem margem para erro.
Agora, esse backgauge de um só eixo não consegue corrigir o desalinhamento esquerda-direita. Não consegue compensar automaticamente quando o lote de material vem 0,010 mais espesso. Não consegue ajustar a profundidade do êmbolo em tempo real. Os erros acumulam-se ao longo da sequência.
Uma vez descarreguei um palete de painéis de um camião porque a distância furo-à-borda estava a desviar 1/16 de polegada à quarta dobra. Nada “parecia” errado na quinadeira. Na montagem, cada aba de encaixe tinha de ser forçada. Perdemos dois soldadores durante um turno inteiro a alargar furos e rasgos só para pôr a estrutura a prumo. Isso não foi custo de quinagem. Foi desperdício de horas de soldador ao custo total.
A repetibilidade não vem da confiança. Vem de controlo em malha fechada e de programas armazenados.
Realidade de Oficina: Se a geometria da tua peça depende do tato do operador em vez de posicionamento por servos multi-eixo, as tuas tolerâncias estão a ser jogadas uma dobra de cada vez.
| Secção | Conteúdo |
|---|---|
| Título | Backgauges manuais vs. CNC multi-eixo: De onde vem realmente a repetibilidade? |
| Exemplo de Acumulação de Erros | Imagina o lado de um invólucro com 4 dobras. A primeira aba referencia no backgauge. A segunda dobra referencia na primeira aba. A terceira na segunda. À quarta, estás a acumular erro sobre erro. |
| Quinadeira Manual / NC Básica | O backgauge é frequentemente de um só eixo (X dentro e fora), às vezes com leitura digital. O operador posiciona manualmente os dedos, bloqueia-os, executa a dobra, verifica com um transferidor e ajusta a profundidade do êmbolo se necessário. O controlo de ângulo varia tipicamente de ±1° a ±3°, dependendo da habilidade e paciência. As correções são por tentativa e erro. |
| Sistema CNC de Eixos Múltiplos | Movimento servoassistido nos eixos X e R (altura), por vezes Z1/Z2 (posicionamento independente esquerda/direita). A precisão de posicionamento é medida em milésimos. A profundidade do martelo (eixo Y) é controlada automaticamente. Os programas armazenam valores de compensação por material e espessura. A peça número um e a peça número cem seguem a mesma geometria programada. |
| Princípio Central | A repetibilidade não é marketing — é física mais retroalimentação. |
| Onde os Compradores se Enganam | Um operador experiente num ajuste manual pode produzir de forma consistente um simples suporte de 90°, especialmente numa peça de aço macio com duas dobras e baixa tolerância. Nesses casos, as diferenças podem não ser perceptíveis. |
| Complexidade Acrescida | Adicione mais dobras, dimensões apertadas entre furos e abas ou peças que precisem encaixar-se com precisão em soldaduras. Os erros começam a acumular-se ao longo da sequência. |
| Limitações do Batente Traseiro de Eixo Único | Não consegue corrigir inclinações da esquerda para a direita. Não compensa automaticamente variações na espessura do material (por exemplo, mais 0,010). Não ajusta a profundidade do martelo em tempo real. Os erros acumulam-se progressivamente. |
| Exemplo no Mundo Real | Um palete de painéis apresentou um desvio de 1/16 de polegada entre furo e borda após a quarta dobra. Nenhum problema visível na prensa, mas a montagem exigiu forçar as linguetas de encaixe. Dois soldadores passaram um turno inteiro a alargar furos e a cortar linguetas para alinhar a estrutura — resultando em desperdício de mão de obra. |
| Perceção Fundamental | A repetibilidade resulta do controlo em malha fechada e dos programas armazenados — não da confiança do operador. |
| Realidade do Chão de Fábrica | Se a geometria da peça depende da sensibilidade do operador em vez do posicionamento servoem vários eixos, as tolerâncias estão, na prática, a ser jogadas dobra a dobra. |
Configure uma prensa de 10 pés. Coloque uma chapa de 3/16 de polegada sobre a mesa. Aplique a carga no centro.
O martelo flete. A mesa flete. O aço dobra o aço.
Sem compensação, verá imediatamente: 90° nas extremidades, 88,5° no meio. O operador verifica um lado, ajusta a pressão, depois persegue o outro. Acaba por dividir a diferença e considerar que está bom.
Essa diferença transforma-se numa folga ao soldar uma junta longa. O soldador aperta o centro, as extremidades levantam, o calor deforma ainda mais. Agora está a corrigir uma distorção causada por ângulos de dobra desiguais que começaram com a deflexão da máquina.
As prensas modernas utilizam sistemas de compensação — ajustes mecânicos ou hidráulicos que curvam intencionalmente a mesa em sentido oposto à deflexão esperada. A compensação dinâmica ajusta-se ao longo do comprimento com base na carga e na geometria da peça. Não é opcional nas peças compridas; é a única forma de obter um ângulo consistente de um lado ao outro.
Oficinas baratas que usam equipamentos hidráulicos antigos geralmente dependem de compensação fixa ou manual, ajustada uma vez e deixada. Altere a espessura do material, altere o comprimento da dobra, e essa compensação “definida e esquecida” torna-se incorreta.
Não vai ver isto no orçamento. Vai vê-lo quando o seu painel de 8 pés balançar na mesa e o soldador começar a calçar um dos lados antes de fazer o ponto de solda.
E cada minuto que ele passa a calçar é um minuto sem soldar.
Dobre uma peça de aço de alto limite elástico a 90° sob carga. Solte o êmbolo. Ela abre até aos 92°.
Essa recuperação elástica é o retorno elástico. O aço macio pode recuperar cerca de 1°. O material de alta resistência pode ser de 2° a 4°. O alumínio comporta-se de forma diferente novamente. A espessura, a direção do grão e o raio da ferramenta alteram todos o valor.
Numa configuração manual, o retorno elástico é controlado através da sobremodulação com base na experiência. “Este lote parece rígido — acrescenta um grau.” Isto funciona até que a fábrica altere ligeiramente a composição química ou se mude de A36 para uma classe de maior limite elástico sem atualizar a estimativa.
Os sistemas CNC armazenam tolerâncias de dobra e compensações de retorno elástico por tipo e espessura de material. Alguns usam até sistemas de medição de ângulo para verificar a primeira dobra e corrigir automaticamente o resto da série. Essa é a diferença entre ajustar uma peça e controlar um lote de produção.
Já vi um trabalho com aço de alto limite elástico em que as primeiras cinco peças foram “afinadas” por sensibilidade, e depois o operador foi almoçar. O segundo turno executou o mesmo programa sem ajustar para um lote de material ligeiramente diferente. De manhã, tínhamos um carrinho de peças todas abertas 1,5°. A montagem tentou forçá-las nas gabarits. Isso resultou em pontos de solda rachados e retrabalho em cada unidade.
O retorno elástico não é um mistério. É matemática mais verificação.
Quando ninguém o está a calcular com precisão, são os seus soldadores que compensam com grampos e calor.
Cada prensa dobradeira tem uma classificação de tonelagem por pé. Se a exceder, corre o risco de deflexão, dano nas ferramentas ou pior.
Mas há um problema mais silencioso: operar perto do limite superior sem ferramentas adequadas ou suporte da mesa aumenta a variação, mesmo que não ultrapasse a classificação. A máquina força-se. A deflexão aumenta. A consistência dos ângulos diminui ao longo do comprimento.
Uma oficina que normalmente trabalha com aço macio de calibre 11 aceita o seu trabalho com chapa mais grossa porque “cabe na mesa.” Pode não ter a abertura de V-die correta, pode não ter ferramentas segmentadas para suportar abas mais curtas, pode não ter margem de tonelagem suficiente para manter ângulos consistentes sem forçar demasiado a máquina.
Por isso, abrandam o ciclo. Ajustam a pressão manualmente. Aceitam alguma variação porque “é material pesado mesmo.”
Essa variação aparece como encaixe forçado na montagem, folgas maiores na soldadura, mais metal de enchimento, mais entrada de calor. Mais calor significa mais controlo de distorção. Mais controlo de distorção significa mais tempo.
E é assim que o canal se entope novamente — uma dobra grossa de cada vez.
Se uma oficina não lhe consegue dizer a sua tonelagem por pé, o seu método de compensação, os eixos do batente traseiro e como lida com o retorno elástico em material de alto limite elástico, não está a comprar capacidade de dobra.
Está a comprar incerteza.
A próxima questão é ainda mais desconfortável: o que acontece quando essa mesma oficina também está a cortar e a soldar as suas peças em silos separados sem dados ou feedback partilhados?
Vi um lote de suportes cortados a laser de 3/16 a ser descarregado às 9:00 da manhã, dobrado do outro lado da cidade ao meio-dia e de volta às nossas células de soldadura dois dias depois porque uma aba estava “talvez um grau fora.” A oficina de dobragem jurava que os ângulos estavam dentro da tolerância. O nosso dispositivo de montagem dizia o contrário. Perdemos meio dia a provar quem tinha razão antes que alguém sequer acendesse o arco.
Essa é a diferença prática entre um parceiro fiável e uma fábrica de retrabalho: não se trata apenas de batentes servo-controlados ou compensação dinâmica, mas sim de saber se corte, dobragem e soldadura partilham uma única base de dados e um único ciclo de feedback. Quando o programador do laser, o operador da prensa dobradeira e o supervisor de soldadura estão no mesmo piso, a primeira peça defeituosa não percorre 60 quilómetros e duas cadeias de e-mails antes de alguém ajustar a dedução da dobra. Corrige-se antes do almoço.
Já sabe que a variação na dobragem aumenta o custo. Agora estamos a falar do que acontece quando multiplica essa variação entre vários fornecedores.
Realidade do Chão de Fábrica: Sempre que as suas peças atravessam um cais de carga, as suas tolerâncias regressam a zero confiança.
Imagine um trabalho de 200 peças para uma caixa. Corte a laser na segunda-feira. Dobragem na terça. Soldadura na quarta. Não é conversa de marketing; é o que acontece quando os aninhamentos do laser, os programas de dobragem e os dispositivos de soldadura são criados a partir do mesmo ficheiro CAD e armazenados no mesmo sistema.
Aqui está o mecanismo.
As prensas dobradeiras CNC modernas podem importar padrões planos diretamente do CAD, simular a sequência de dobra offline e armazenar a compensação de retorno elástico por material e espessura. Se a primeira peça sair 0,5° aberta, o operador atualiza o programa. Essa correção fica associada ao trabalho. Quando a soldadura começa e o supervisor nota um canto apertado no dispositivo, ele anda 15 metros, não 80 quilómetros, e ajustam o comprimento ou o ângulo da aba antes que o resto do lote seja processado.
Sem transporte. Sem nova cotação. Sem “abriremos os furos do nosso lado.”
Ganhos de automação até 40 % em séries de alto volume só importam se os processos a montante e a jusante estiverem sincronizados. Uma única prensa dobradeira avançada pode, de facto, reduzir o seu próprio tempo de ciclo. Mas se estiver a alimentar o departamento de soldadura de outra empresa, sem dispositivos ou feedback partilhados, essa velocidade apenas empurra as peças mais depressa para o gargalo seguinte.
Certa vez vi 120 painéis empilhados no nosso contentor de sucata porque o padrão plano assumia um fator K genérico. A oficina de dobragem executou conforme o desenho. O dispositivo de soldadura — projetado internamente — não compensava o acumular de tolerâncias ao longo de quatro abas. Três dias de trabalho do laser, dois dias de dobragem, e depois pagámos a soldadores para separar, calçar e deitar fora. Não foi um problema de dobragem. Foi um pipeline avariado.
Quando uma única oficina detém todo o pipeline, ela assume o erro. E corrige-o na origem, não na montagem final.
Portanto, a questão não é se a integração parece conveniente. É saber se o seu cronograma consegue sobreviver a ilhas independentes de “não é o meu departamento”.”
Sejamos justos. Nem todas as oficinas de dobragem independentes são uma confusão. Algumas operam equipamentos CNC de topo, com programação offline e operadores disciplinados. Mas aquela oficina mais barata pode estar a trabalhar com máquinas hidráulicas antigas, com desvio de ângulo entre ciclos, compensação manual e folhas de configuração coladas à parede.
Eis como isso se manifesta na prática.
As suas peças cortadas chegam. Eles desmontam o trabalho anterior, trocam ferramentas, fazem algumas dobras de teste, medem, ajustam, voltam a testar. Numa prensa dobradeira servoelétrica moderna, com programas armazenados, isso pode demorar 10–15 minutos. Numa máquina hidráulica antiga, pode ser 45 minutos de pequenos ajustes até acertar no ângulo. Multiplique isso por cinco códigos de peça diferentes numa única encomenda.
Agora entra outro cliente com um trabalho urgente.
Para “acelerar” o seu, eles não o colocam simplesmente à frente na fila. Desmontam e voltam a configurar tudo. Esse é tempo de preparação perdido, e cobram-lhe por isso como taxa de urgência. Nem sempre é abuso. Às vezes é o custo inevitável de equipamento limitado e poucos operadores experientes.
As séries pequenas e os protótipos sofrem mais. A pesquisa mostra que a automação aumenta a velocidade principalmente em volumes altos. Em lotes pequenos, repetibilidade e recuperação de programas são tudo. Se a oficina não armazena dados de dobra verificados — ou não confia neles porque os lotes de material variam e ninguém faz o registo — cada execução começa do zero.
E cada início de risco adiciona um dia aqui, meio dia ali. Vês isso escondido nas variações de soldadura, nas datas de envio falhadas, nos supervisores a perguntar porque é que a produtividade caiu este mês.
Já tive de autorizar horas extra para os soldadores numa sexta-feira porque as peças dobradas chegaram tarde na quinta após um “urgente” aumento na fila da prensa dobradeira. Oito horas a tempo e meio por quatro soldadores anula qualquer poupança na taxa horária que achavas ter negociado.
Dobrar barato não é barato quando começas a pagar taxas de urgência no departamento de outra pessoa.
Toma uma montagem simples: base cortada a laser, quatro lados dobrados, soldados numa caixa. Cada fornecedor atinge ±0,010 nas características de corte, ±1° nas dobras. No papel, tudo dentro da especificação.
Agora empilha isso.
Se o padrão plano assume uma dedução de dobra e o operador da prensa ajusta “a olho”, o comprimento da aba muda alguns milésimos. Faz isso quatro vezes à volta da caixa, e a diagonal cresce. O calor da soldadura puxa ainda mais. A tampa não assenta plana. Assim, o soldador aperta mais, adiciona material de enchimento, lixa até ficar nivelado. Acabaste de pagar pelo controlo de distorção que começou como um desacordo matemático entre duas empresas.
Quando o corte, a dobra e a soldadura vivem sob o mesmo teto com dados CAD/CAM partilhados, não há “tolerância deles” e “tolerância nossa”. Há um modelo, uma revisão, uma fonte única de verdade sobre o abatimento de dobra. Se o rendimento do material muda, a correção atualiza-se em todo o lado. É assim que paras o desvio de tolerância antes que se multiplique.
E é aqui que o argumento de uma única prensa avançada falha. Sim, melhorar uma máquina pode aumentar a consistência do ângulo e reduzir retrabalho dentro dessa oficina. Mas se essa oficina não for também responsável por como essas dobras interagem com o corte a laser, a estratégia de referência do dispositivo e a sequência de soldadura, ainda tens três interpretações independentes do mesmo desenho.
Três interpretações equivalem a três oportunidades de acumulação de erros.
Já tirei peças de retrabalho onde todas as dimensões estavam tecnicamente “dentro da tolerância”, mas a montagem exigia retificar cada canto com rebarbadora para passar na inspeção final. Nenhum fornecedor estava errado. Era o sistema que estava.
Menos transferências significam menos interpretações. Menos interpretações significam menos surpresas na soldadura.
Porque, no fim, o teu departamento de soldadura não é um amortecedor para desalinhamentos de fornecedores. É o lugar mais caro para os descobrires.
Se a integração é a cura, como distinguir quem está realmente integrado e quem apenas comprou um folheto brilhante?
Deixas de perguntar pela taxa horária e começas a perguntar pelo nível.
Nem todos os fornecedores de prensas dobradeiras são feitos para o mesmo tipo de trabalho. Alguns são células fortemente automatizadas concebidas para repetibilidade. Outros são especialistas de força bruta, baseados em tonelagem e altura útil. Outros ainda são oficinas de protótipos rápidos que executam programação inteligente em equipamento modesto. No papel, todos “dobram metal”. Na produção, comportam-se de forma muito diferente quando a tolerância da tua montagem aperta e os volumes aumentam.
Já vi engenheiros aprovar um protótipo perfeito de uma oficina ágil e, depois, enviar uma encomenda de 500 peças pelo mesmo processo e perguntar por que razão o tempo de ajuste de soldadura duplicou. O protótipo passou porque a atenção humana cobriu as deficiências que o equipamento não podia. A produção em série expôs essas falhas.
Escolher o nível errado não é um erro técnico. É uma fuga de margem.
Realidade do Chão de Fábrica: Se não combinares o nível do fornecedor com a complexidade e o volume da peça, o teu departamento de soldadura torna-se o laboratório de testes das limitações dos outros.
Toda a gente assume que os robôs só fazem sentido em escala automóvel.
Essa suposição está a tornar-se cara.
Vi uma oficina reduzir o tempo de preparação da prensa dobradora de 30 para 15 minutos ao investir em ferramentas mais inteligentes e disciplina de programação. Quarenta e oito horas de trabalho por mês voltaram a estar disponíveis. O retorno não levou anos. Foram meses. Agora adiciona-se uma célula robótica que armazena bibliotecas de ferramentas, recorda sequências de dobra e compensa de forma consistente o retorno elástico. De repente, o “custo de configuração” já não é o monstro que as pessoas imaginam.
Mas aqui está o problema que nenhum vendedor menciona primeiro: as células robóticas exigem estabilidade. Fluxo de material consistente. Padrões planos precisos. Operadores que compreendam calibração, não apenas pressionar botões. Sem esse ecossistema, obtém-se uma máquina muito cara que ainda requer supervisão constante em lotes pequenos.
E os lotes pequenos importam.
As células robóticas modernas podem lidar com execuções mistas com mudanças rápidas de ferramentas e programação offline. A velha história — automatização significa apenas alto volume — está a desaparecer. Se o seu conjunto de produtos se repete com pequenas revisões, uma prensa dobradora robótica bem integrada pode executar 20 peças hoje e 200 no próximo mês com os mesmos dados de dobra, a mesma lógica de batente traseiro, a mesma repetibilidade. É assim que se protege o tempo de soldadura da variação crescente.
Uma vez visitei uma fábrica onde uma prensa dobradora robótica brilhante alimentava peças em carrinhos que eram classificados manualmente porque as revisões a montante do laser não estavam sincronizadas. O robô era perfeito. A cadeia não. As peças ainda deitavam em retrabalho porque o modelo que comandava a prensa não era o mesmo que comandava o dispositivo de fixação.
Os robôs não resolvem a fragmentação.
Realidade no chão de fábrica: A dobragem robótica vale a pena quando a oficina controla toda a cadeia de dados de ponta a ponta; caso contrário, está a pagar por precisão que morre na próxima transferência.
Agora estamos noutra liga.
Uma polegada de AR400 não é tolerante. Alta dureza. Retorno elástico sério. Exigências de tonelagem que separam o marketing da maquinaria. Não se dobra isso numa prensa cansada de 175 toneladas e se espera o melhor. É preciso capacidade — tonelagem real, profundidade real de garganta, controlo real de compensação.
Um especialista em trabalho pesado com uma prensa dobradora de mais de 1.000 toneladas pode trazer para casa trabalho grosso que outros subcontratam. Não se trata apenas de força. Trata-se de controlo. Quando não têm de transportar a sua chapa pela cidade para dobragem, controlam a correção de ângulo, a sequência, o tempo. Os prazos apertam porque não há fila externa a negociar.
Mas tamanho sozinho não é competência.
Vi um monstro de 1.200 toneladas produzir ângulos inconsistentes porque o manuseamento do material não estava afinado e a programação não considerava a variação de lote para lote. Ferro grande sem processo disciplinado apenas comete grandes erros mais depressa. E os erros em chapa espessa não são estéticos — significam cortes com maçarico, ressoldagem e horas de trabalho de soldadores a tentar alinhar secções pesadas.
Lembro-me de ter descartado uma produção de suportes pesados onde cada dobra estava ligeiramente fora, obrigando a uma luta de 20 minutos na gabarito. Vinte minutos vezes 60 peças são 20 horas de soldador perdidas numa semana. A taxas de trabalho carregadas, isso anulou qualquer poupança que pensávamos ter ao escolher a oficina regional mais barata com tonelagem “adequada”.
O trabalho pesado amplifica pequenos erros.
Realidade no chão de fábrica: Se uma oficina não conseguir demonstrar compensação controlada do retorno elástico e manuseamento integrado para chapa espessa, os seus soldadores pagarão por cada grau que falhem.
É aqui que a maioria dos compradores é enganada.
As oficinas de protótipos são rápidas porque são atentas. Fila curta. Operadores competentes. Talvez um moderno travão CNC com bom armazenamento de programas. O teu primeiro artigo regressa impecável. Ângulos perfeitos. Flanges limpas.
Respiras de alívio.
Depois, o departamento de vendas consegue uma encomenda maior.
Aqui está a dúvida que importa: essa mesma oficina consegue produzir 300 peças sem desmontar entre cada referência, sem desvio de ângulo entre turnos, sem empurrar o teu trabalho para segundo plano quando um cliente maior liga? Ou estão a usar equipamento hidráulico mais antigo com desvio de ângulo entre ciclos, confiando em conhecimento empírico em vez de programas fixos?
“Mas essa oficina mais barata pode estar a usar equipamento hidráulico antigo com desvio de ângulo entre ciclos.”
Num protótipo, o operador ajusta até ficar perfeito. Numa produção, esse ajuste gradual transforma-se em variação entre lotes. Os teus dispositivos de soldadura não se importam que o desenho diga “dentro da tolerância”. Importam-se é com a repetibilidade.
Vi uma produção piloto de 25 peças passar na inspeção e depois vi o seguimento de 400 peças gerar um carrinho de retrabalho porque a oficina não tinha precisão de referência traseira nem profundidade de ferramenta para manter a consistência em séries longas. O protótipo mascarou a lacuna de capacidade.
Escalar não é sobre velocidade. É sobre repetibilidade sustentada.
Realidade no chão de fábrica: Se uma oficina de protótipos não te conseguir mostrar como mantém a consistência de ângulos ao longo do volume e dos turnos, a tua execução de produção vai revelar o limite de que nunca te falaram.
Não escolhes uma categoria de travão de prensa pela tabela de preços. Escolhes fazendo, logo no início, uma pergunta incómoda: Se esta curvatura sair mal, quem paga?
Se a resposta for “os meus soldadores”, já estás em desvantagem.
Esta lista de verificação não serve para encontrar a oficina mais avançada do país. Serve para combinar capacidade da máquina, disciplina de programação e controlo de medição com a geometria e o volume da tua peça, de forma que a variação morra no travão em vez de se multiplicar nos dispositivos. Cada item abaixo é um filtro. Falha um, e estarás a aprovar retrabalho futuro que pagarás tu mesmo com mão de obra, atrasos no cronograma e credibilidade.
Queres algo prático? Aqui está.
Começa pela física, não pelo marketing.
A tonelagem não é uma sensação. É matemática. A força necessária aumenta com o quadrado da espessura do material e escala com o comprimento da curvatura. Se a tua peça precisa de material de 3/8 de polegada curvado ao longo de 3 metros, e o maior travão da oficina é marginal em força ou comprimento da cama, já estás a obrigá-los a fazer compromissos — golpes segmentados, reposicionamentos ou operar próximo da capacidade máxima, onde surgem deflexão e desvio angular.
E é aqui que os compradores se tornam preguiçosos: param em “tonelagem adequada”.”
Adequado não é estável.
Máquinas hidráulicas antigas podem tecnicamente atingir a força, mas sem compensação de curvatura precisa (compensação pela deflexão da bancada) e controlo de paralelismo do êmbolo, as dobras longas ficam com uma ligeira variação de ângulo de ponta a ponta. Fica fora talvez um grau. Numa flange curta, ninguém nota. Num painel de invólucro longo, esse grau transforma-se em luz nos cantos e 10 minutos extra de ajuste de fixações por unidade.
Dez minutos vezes 150 unidades equivalem a 25 horas de soldador perdidas. Isso não é teórico. É uma semana de trabalho de alguém que não foi orçamentada.
Certa vez vi um lote de painéis longos de inox ser dobrado numa prensa de travão que era “grande o suficiente”. As primeiras cinco peças pareciam boas. A meio da produção, o calor e a variação hidráulica começaram a surgir. Passámos dois dias em retrabalho a alinhar as flanges antes da soldadura. O contentor de sucata encheu-se de painéis que empenaram além de recuperação porque a máquina estava a trabalhar no limite.
Não se verifica apenas a tonelagem. Verifica-se se a máquina tem margem e deflexão controlada ao longo de todo o comprimento da dobra.
Realidade no Piso de Produção: Se a prensa deles estiver a operar perto dos limites na tua dobra mais longa, o teu departamento de soldadura torna-se o mecanismo de ajuste.
Agora assume que o ferro é adequado.
O próximo filtro é o controlo de dados.
Pergunta como geram os programas de dobra. Se a resposta for “o operador introduz os dados no controlo e ajusta a partir daí”, estás a apostar as tuas margens no conhecimento empírico. Isso funciona para protótipos. Desmorona-se em escala.
Prensas modernas CNC multi-eixo controlam a profundidade do êmbolo, a posição do encosto traseiro (eixos X, R, Z), a compensação de curvatura e às vezes até a medição do ângulo em tempo real. A programação offline significa que estão a importar o teu modelo, simular a sequência de dobra, verificar colisões e definir parâmetros repetíveis antes que o material toque na matriz.
Porque é que isso importa?
Porque repetibilidade não se trata de acertar o ângulo uma vez. Trata-se de acertá-lo na peça 1 e na peça 400, em diferentes turnos, com operadores diferentes.
Já entrei em oficinas onde os programas viviam num caderno de alguém. Quando ele estava de férias, a variação de ângulo aparecia. Vê-se isso escondido na variação da soldadura, em prazos de envio falhados, em supervisores a perguntar por que razão a produtividade caiu este mês.
E se estás em indústrias reguladas — automóvel, equipamentos pesados, qualquer uma auditada — pergunta se conseguem registar curvas de força e posições do êmbolo por peça. Se não conseguirem apresentar dados digitais de dobra, não estão a operar no nível que a tua equipa de conformidade pensa que estão.
“Mas essa oficina mais barata pode estar a usar equipamento hidráulico antigo com desvio de ângulo entre ciclos.”
Essa frase deve fazer-te parar antes de enviares o pedido de cotação (RFQ).
Realidade no Piso de Produção: Sem programação offline e sem controlo multi-eixo significa que estás a comprar heroísmo de operadores em vez de repetibilidade engenheira.
Agora chegamos ao assassino silencioso: precisão do padrão plano.
O fator K é a razão que prevê onde se situa o eixo neutro durante a dobra. Determina quanto material se estica e, portanto, quão longo deve ser o teu plano para atingir as dimensões finais. Não é universal. Depende do material, da espessura, do raio da ferramenta e do método.
Se o teu CAD assumir um fator K genérico e as ferramentas deles usarem um raio de punção e uma abertura em V diferentes, a tua peça ficará dimensionalmente incorreta mesmo que todos os ângulos estejam perfeitos.
É assim que acabas com furos que não alinham depois da quinagem. Não porque a prensa falhou, mas porque os cálculos a montante não corresponderam às ferramentas a jusante.
Já vi 120 painéis irem para o lixo numa semana porque o projetista modelou com um fator K predefinido e a oficina usou uma matriz mais larga por segurança de tonagem. Cada comprimento de aba ficou curto alguns milímetros. Não o suficiente para se notar à primeira vista. Suficiente para falhar fixações e obrigar a fazer rasgos. Foram dois programadores a reescrever desenvolvimentos, um operador de laser a refazer chapas e soldadores parados à espera das peças corrigidas.
Antes da libertação, pergunta à oficina:
Se não conseguirem responder claramente, estás prestes a financiar uma lição.
Realidade no Piso de Produção: Se o teu desenvolvimento não estiver baseado nas ferramentas reais deles, as tuas dobras “dentro de tolerância” falharão na montagem.
É aqui que proteges a margem.
Não medindo apenas os ângulos.
No primeiro artigo, verifica:
Coloca a peça no gabarito real. Aperta-a. Se precisar de “convencimento”, não assinas a aprovação.
Num programa automóvel, mudar para travões CNC elétricos reduziu a divergência dimensional de forma massiva e diminuiu drasticamente o refugo. A vitória visível foi ter menos peças defeituosas. A verdadeira vitória foi ter células de soldadura robotizadas que deixaram de fazer pausas para ajustar o posicionamento. É isso que se testa no primeiro artigo: não “passa na inspeção?”, mas “flui através da montagem sem atrito?”
Um primeiro artigo que “mal cumpre as tolerâncias” é um aviso, não um sinal verde. A variação aumenta com o volume.
Autorize a produção completa apenas quando a peça encaixar na fixação sem alavancas, sem malhos, sem linguagem que não utilizaria numa reunião.
Porque, uma vez que liberte 500 chapas para o laser e 500 horas para a prensa, fica bloqueado com qualquer erro sistémico que tenha tolerado na primeira peça.
A verdade menos óbvia é esta: não está a qualificar uma máquina. Está a qualificar um ecossistema de produção em relação aos seus objetivos de margem. O nível certo não é a oficina mais avançada. É o nível mais baixo que consiga provar — através de margem de capacidade, programação controlada, padrões planos alinhados com as ferramentas e validação implacável do primeiro artigo — que os seus soldadores nunca terão de compensar a dobragem.
Todo o resto é apenas matemática de tarifa horária barata a esconder retrabalho futuro.


















