

Un saldatore è appoggiato al suo tavolo, maschera sollevata, fissando il pannello laterale di un involucro da quattro piedi che non vuole stare a filo.
È fuori forse di un grado. Forse un pelo di più. Non sembra molto—finché non cerchi di chiudere una giuntura che ti resiste lungo quattro piedi di acciaio. Ora sta cercando delle morse, tirandolo in posizione, sapendo bene che dovrà molare via metà di quella saldatura.
Hai pagato la piegatura a ore. Stai pagando questo al minuto.
Ho visto bravi saldatori perdere metà turno per pezzi che “avrebbero dovuto combaciare.” Un pannello piegato a 89 gradi invece di 90 non rimane solo un grado fuori in assemblaggio. Si trasforma in spazi agli angoli, fori disallineati, telai deformati dopo la saldatura. Un piccolo errore angolare si amplifica su ogni superficie di accoppiamento.
Ecco la traduzione che nessuno mette sul preventivo: Un grado extra di fuori angolo su una flangia da 36 pollici può significare 1/8 di pollice di allineamento forzato all’estremità opposta. Quelle sono morse. Quello è calore. Quello è controllo della distorsione. Quello è molatura. Quello è un saldatore che aspetta invece di saldare.
Il tuo fornitore di presse piegatrici pensa in pieghe all’ora. La tua officina vive e muore in base agli assemblaggi all’ora.
E quando questi due non si allineano, il reparto saldatura diventa l’ammortizzatore dell’incoerenza di qualcun altro.
Realtà dell’Officina: Se i tuoi saldatori stanno “facendo funzionare le cose,” il tuo partner per la piegatura ti sta già facendo perdere soldi.
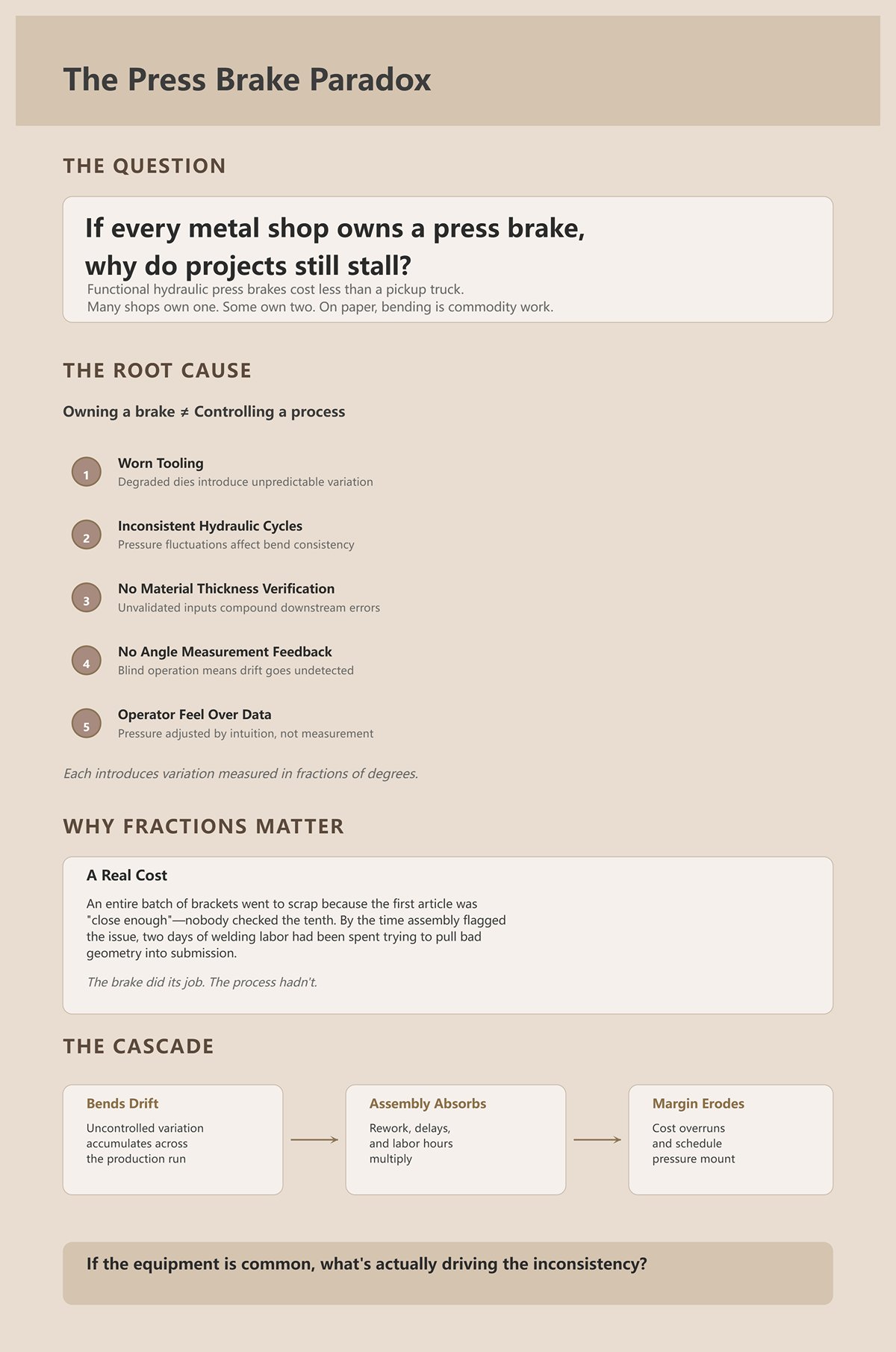
Puoi acquistare una pressa piegatrice idraulica funzionale per meno del prezzo di un buon pick-up. Molte officine ne hanno una. Alcune ne hanno due. Sulla carta, la piegatura è lavoro da commodità.
Allora perché i progetti si bloccano ancora?
Perché possedere una pressa non è la stessa cosa che controllare un processo. Utensili usurati. Cicli idraulici incoerenti. Nessuna verifica dello spessore del materiale. Nessun feedback di misurazione dell’angolo. Un operatore che aumenta la pressione a sensazione invece che in base ai dati. Ognuna di queste variabili introduce variazioni misurate in frazioni di grado.
Le frazioni contano.
Ricordo di aver buttato un intero lotto di staffe nel bidone degli scarti perché il primo pezzo era “abbastanza vicino” e nessuno ha controllato il decimo. Quando l’assemblaggio ha segnalato il problema, avevamo già consumato due giorni di lavoro di saldatura cercando di forzare la geometria errata alla sottomissione. La pressa aveva fatto il suo lavoro. Il processo no.
Quando le pieghe si spostano, l’assemblaggio assorbe lo spostamento. Il programma del progetto assorbe il ritardo. Il tuo margine assorbe il costo.
Se l’attrezzatura è comune, cosa sta realmente generando l’incoerenza?
Facciamo un’ipotesi pulita.
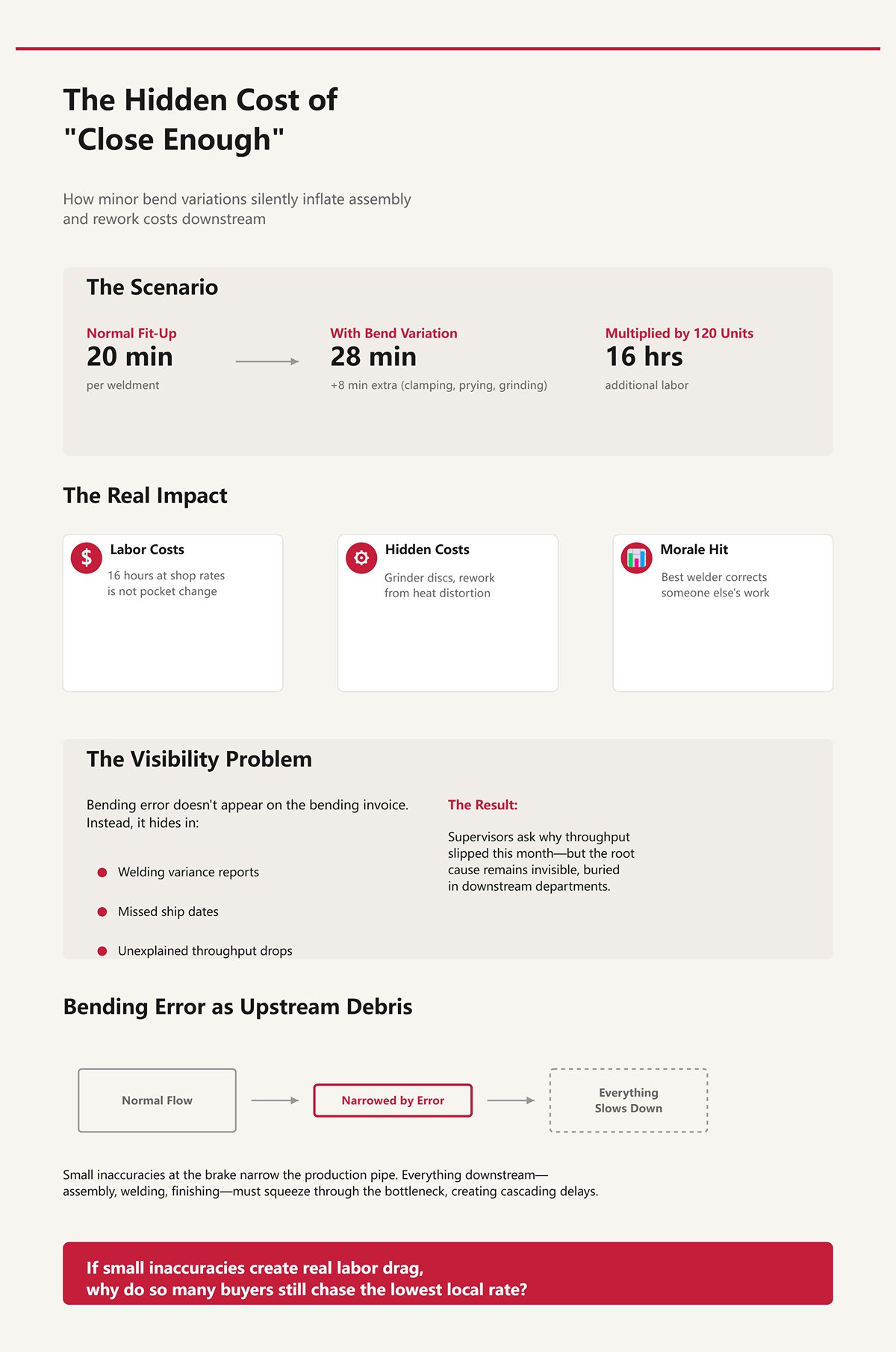
Supponi che un gruppo saldato normalmente richieda 20 minuti di adattamento prima della prima saldatura a punti. Ora introduci una leggera variazione di piegatura che aggiunge solo 8 minuti extra di persuasione—bloccaggio, leva, molatura, ricontrollo della squadratura.
Otto minuti non spaventano nessuno.
Ora moltiplicalo per 120 unità. Sono 16 ore di lavoro aggiuntive. Ai tassi reali di officina, non è spiccioli. E questo prima di conteggiare i dischi di smerigliatrice, le rilavorazioni dovute alla distorsione da calore o il calo di morale quando il tuo miglior saldatore passa la giornata a correggere la sciatteria di qualcun altro.
“Abbastanza vicino” alla pressa piegatrice si traduce in straordinari in fase di assemblaggio.
Ed ecco il killer silenzioso: non lo vedi nella fattura di piegatura. Lo trovi nascosto nelle variazioni di saldatura, nelle date di spedizione mancate, nei capisquadra che si chiedono perché la produttività sia calata questo mese.
L’errore di piegatura è detrito a monte. Restringe il tubo. Tutto ciò che è a valle rallenta per passare attraverso.
Se le piccole imprecisioni creano un vero rallentamento del lavoro, perché così tanti acquirenti continuano a rincorrere la tariffa locale più bassa?

Ho visto aziende percorrere 20 minuti di strada per risparmiare $15 all’ora sul tempo della pressa piegatrice.
Sembra intelligente.
Ma quell’officina più economica potrebbe utilizzare apparecchiature idrauliche più vecchie con variazioni d’angolo tra i cicli. Potrebbe non avere riscontri CNC multi-asse (sistemi di posizionamento computerizzati che si ripetono entro millesimi). Potrebbe mancare la verifica dell’angolo in processo. Quindi ogni lotto porta con sé variazioni che non vedrai fino a quando i pezzi non arrivano ai tavoli di saldatura.
Ora i tuoi “risparmi” si trasformano in:
Il calcolo cambia rapidamente.
Un partner di piegatura con alta ripetibilità e ispezione integrata non ti fornisce solo i pezzi. Offre flusso ai tuoi saldatori. Nessuna lotta. Nessuna forzatura. Solo adattamento, puntatura, avanti.
La tariffa oraria più bassa misura il costo della piegatura.
Il costo totale del progetto misura il costo di tutto ciò che la piegatura tocca.
Realtà del pavimento di produzione: se stai scegliendo un’officina per piegatura basandoti solo su distanza e prezzo orario, stai misurando la parte più economica del problema e pagando la parte più costosa in seguito.
Quindi la vera domanda non è chi possiede una pressa piegatrice.
È perché alcune pieghe si comportano come dovrebbero—e altre soffocano silenziosamente l’intera linea di produzione.
Sai già che il banco di saldatura è il punto in cui le pieghe sbagliate vengono messe a nudo.
La vera domanda è quali controlli specifici distinguono l’officina che ti consegna pezzi che si inseriscono perfettamente nei fissaggi da quella che ti dà un “abbastanza vicino” e lascia che i tuoi saldatori se la cavino.
Camminiamo lungo la pressa piegatrice stessa.
Immagina un lato di un involucro con 4 pieghe. La prima flangia si riferisce al backgauge. La seconda piega si riferisce alla prima flangia. La terza alla seconda. Alla quarta, stai accumulando errore su errore.
In una pressa manuale o NC di base, il backgauge è spesso monoasse. Lo imposti in X (avanti e indietro), forse con un display digitale. L’operatore sposta le dita in posizione, le blocca, esegue la piega, controlla con un goniometro, corregge la profondità del punzone se necessario. Il controllo dell’angolo è solitamente ±1° a ±3° a seconda dell’abilità e della pazienza. Ogni correzione è per tentativi ed errori.
Ora confrontalo con un sistema CNC multi-asse: X e R (altezza) azionati da servo, talvolta Z1/Z2 (posizionamento indipendente sinistra/destra), con accuratezza di posizionamento misurata in millesimi. La profondità del punzone sull’asse Y è controllata automaticamente, e il programma memorizza valori di compensazione per materiale e spessore. Pieghi il pezzo uno e il pezzo cento con la stessa geometria comandata.
Non è marketing. È fisica più feedback.
Ecco dove gli acquirenti vengono ingannati: un operatore talentuoso con una configurazione manuale può assolutamente realizzare un semplice staffaggio a 90° tutto il giorno. Ho visto vecchi esperti farlo a occhio e squadra. Su un pezzo con due pieghe, bassa tolleranza, acciaio dolce? Potresti non vedere mai la differenza.
Aggiungi tre pieghe in più. Aggiungi una dimensione stretta foro-flangia. Aggiungi un pezzo che si inserisce in una saldatura senza alcuna tolleranza di errore.
Ora quel backgauge monoasse non può correggere l’inclinazione sinistra-destra. Non può compensare automaticamente quando il lotto di materiale risulta .010 più spesso. Non può regolare la profondità del punzone in tempo reale. Gli errori si accumulano lungo la sequenza.
Una volta ho tirato giù da un camion una pedana di pannelli perché la distanza foro-bordo stava deviando di 1/16 di pollice alla quarta piega. Nulla “sembrava” sbagliato sulla pressa. In assemblaggio, ogni linguetta di accoppiamento doveva essere forzata. Abbiamo impegnato due saldatori per un turno intero a alesare fori e allungare linguette solo per ottenere il telaio in squadro. Quello non era costo di piegatura. Erano ore di saldatore sprecate a pieno carico.
La ripetibilità non deriva dalla fiducia. Deriva dal controllo ad anello chiuso e dai programmi memorizzati.
Realtà del piano di produzione: se la geometria del tuo pezzo dipende dalla sensibilità dell’operatore invece che dal posizionamento servo multi-asse, le tue tolleranze vengono rischiate una piega alla volta.
| Sezione | Contenuto |
|---|---|
| Titolo | Backgauge manuali vs. CNC multi-asse: da dove viene realmente la ripetibilità? |
| Esempio di accumulo di errori | Immagina un lato di un involucro con 4 pieghe. La prima flangia si riferisce al backgauge. La seconda piega si riferisce alla prima flangia. La terza alla seconda. Alla quarta, stai accumulando errore su errore. |
| Pressa piegatrice manuale / NC di base | Il backgauge è spesso monoasse (X avanti e indietro), talvolta con display digitale. L’operatore posiziona manualmente le dita, le blocca, esegue la piega, controlla con un goniometro e regola la profondità del punzone se necessario. Il controllo dell’angolo varia tipicamente da ±1° a ±3°, a seconda dell’abilità e della pazienza. Le correzioni sono per tentativi ed errori. |
| Sistema CNC Multiasse | Azionamento a servo sugli assi X e R (altezza), talvolta Z1/Z2 (posizionamento indipendente sinistra/destra). Precisione di posizionamento misurata in millesimi di pollice. Profondità del pistone (asse Y) controllata automaticamente. I programmi memorizzano i valori di compensazione per materiale e spessore. Il pezzo numero uno e il pezzo numero cento seguono la stessa geometria impostata. |
| Principio fondamentale | La ripetibilità non è marketing—è fisica più feedback. |
| Dove gli acquirenti si lasciano ingannare | Un operatore esperto su un’impostazione manuale può produrre costantemente una semplice staffa a 90°, specialmente su un pezzo in acciaio dolce con due pieghe e basse tolleranze. In questi casi, le differenze potrebbero non essere percepibili. |
| Aumento della complessità | Aggiungi più pieghe, dimensioni strette tra fori e flange, o pezzi che devono adattarsi con precisione in saldature. Gli errori cominciano a sommarsi lungo la sequenza. |
| Limitazioni del riscontro a un solo asse | Non può correggere la distorsione da sinistra a destra. Non può compensare automaticamente variazioni di spessore del materiale (ad esempio 0,010 più spesso). Non può regolare in tempo reale la profondità del pistone. Gli errori si accumulano progressivamente. |
| Esempio reale | Un bancale di pannelli presentava una deriva foro-bordo di 1/16 di pollice alla quarta piega. Nessun problema visibile alla pressa, ma l’assemblaggio ha richiesto forzature dei linguetti di accoppiamento. Due saldatori hanno trascorso un intero turno ad allargare fori e asolare linguette per raddrizzare il telaio—risultando in un costo di manodopera sprecato. |
| Intuizione chiave | La ripetibilità deriva dal controllo ad anello chiuso e dai programmi memorizzati—non dalla fiducia dell’operatore. |
| La realtà in officina | Se la geometria del pezzo dipende dal “tocco” dell’operatore invece che dal posizionamento servo multiasse, le tolleranze vengono di fatto giocate una piega alla volta. |
Imposta una pressa piegatrice da 10 piedi. Posiziona una lamiera da 3/16 di pollice lungo il banco. Applica la pressione al centro.
Il pistone si flette. Il banco si flette. L’acciaio piega l’acciaio.
Senza compensazione, lo noterai subito: 90° alle estremità, 88,5° al centro. L’operatore controlla un lato, regola la pressione, rincorre l’altro. Finisci per dividere la differenza e dichiararti soddisfatto.
Quella differenza diventa un’apertura quando saldi una lunga giunzione. Il saldatore serra bene il centro, le estremità si sollevano, il calore peggiora la cosa. Adesso stai inseguendo deformazioni causate da angoli di piega non uniformi iniziati con la flessione della macchina.
Le presse piegatrici moderne utilizzano sistemi di bombatura—regolazioni meccaniche o idrauliche che incurvano intenzionalmente il banco in direzione opposta alla deflessione prevista. La bombatura dinamica si regola lungo la lunghezza in base alla pressione e alla geometria del pezzo. Non è opzionale sui pezzi lunghi; è l’unico modo per ottenere un angolo coerente da sinistra a destra.
Le officine economiche che utilizzano vecchie attrezzature idrauliche spesso si affidano a bombature fisse o manuali, impostate una volta e poi dimenticate. Cambia lo spessore del materiale, cambia la lunghezza della piega, e quella “imposta e dimentica” non sarà più corretta.
Non lo vedrai sul preventivo. Lo vedrai quando il tuo pannello da otto piedi oscilla sul tavolo e il saldatore inizia a spessorare un lato prima di puntare.
E ogni minuto che passa a spessorare è un minuto in cui non sta saldando.
Piega un pezzo di acciaio ad alto limite di snervamento a 90° sotto carico. Rilascia il punzone. Si apre fino a 92°.
Quel recupero elastico è il ritorno elastico. L’acciaio dolce potrebbe tornare indietro di circa 1°. Il materiale ad alta resistenza può essere tra 2° e 4°. L’alluminio si comporta ancora diversamente. Spessore, direzione della grana e raggio dell’utensile cambiano tutti il valore.
In un setup manuale, il ritorno elastico viene gestito con una sovrapiegatura basata sull’esperienza. “Questo lotto sembra rigido—aggiungi un grado.” Funziona finché il laminatoio non cambia leggermente la composizione o si passa da A36 a una qualità con snervamento più alto senza aggiornare la stima.
I sistemi CNC memorizzano le tolleranze di piega e la compensazione del ritorno elastico in base al tipo di materiale e allo spessore. Alcuni utilizzano persino sistemi di misurazione dell’angolo per verificare la prima piega e correggere automaticamente il resto della produzione. È la differenza tra regolare un pezzo e controllare un lotto di produzione.
Ho visto un lavoro in acciaio ad alto limite di snervamento in cui i primi cinque pezzi sono stati “regolati” a intuito, poi l’operatore è andato a pranzo. Il secondo turno ha eseguito lo stesso programma senza adattarsi a un lotto di materiale leggermente diverso. Al mattino, avevamo un carrello di pezzi tutti aperti di 1,5°. L’assemblaggio ha cercato di forzarli nei fissaggi. Questo ha portato a saldature incrinate e rilavorazioni su ogni unità.
Il ritorno elastico non è un mistero. È matematica più verifica.
Quando nessuno lo calcola con precisione, sono i tuoi saldatori che compensano con morsetti e calore.
Ogni piegatrice ha una portata di tonnellaggio per piede. Superarla significa rischiare flessione, danno agli utensili o peggio.
Ma c’è un problema più silenzioso: lavorare vicino al limite superiore senza utensili adeguati o supporto del letto aumenta la variazione anche se non si supera la portata. La macchina si sforza. La flessione aumenta. La consistenza dell’angolo diminuisce lungo la lunghezza.
Un’officina che normalmente lavora acciaio dolce da 11 gauge accetta il tuo lavoro su lamiera più spessa perché “sta sul banco.” Potrebbero non avere l’apertura V-die corretta, potrebbero non avere utensili segmentati per supportare flange più corte, potrebbero non avere il margine di tonnellaggio per mantenere angoli costanti senza spingere troppo la macchina.
Quindi rallentano il ciclo. Regolano manualmente la pressione. Accettano una certa variazione perché “è materiale pesante comunque.”
Quella variazione si manifesta come accoppiamento forzato in assemblaggio, giunti di saldatura più ampi, più materiale d’apporto, maggiore ingresso di calore. Più calore significa maggiore controllo della distorsione. Più controllo della distorsione significa più tempo.
Ed ecco di nuovo l’intasamento della linea—una piega spessa alla volta.
Se un’officina non sa dirti il suo tonnellaggio per piede, il metodo di compensazione, gli assi del backgauge e come gestisce il ritorno elastico del materiale ad alto snervamento, non stai comprando capacità di piegatura.
Stai comprando incertezza.
La domanda successiva è ancora più scomoda: cosa succede quando quella stessa officina sta anche tagliando e saldando i tuoi pezzi in reparti separati senza dati condivisi o feedback?
Ho visto un lotto di staffe tagliate al laser da 3/16“ essere scaricato alle 9:00 del mattino, piegato dall’altra parte della città a mezzogiorno e tornare nelle nostre celle di saldatura due giorni dopo perché una flangia era ”fuori di forse un grado". L’officina di piegatura giurava che i loro angoli fossero entro tolleranza. Il nostro fissaggio diceva il contrario. Abbiamo perso mezza giornata a dimostrare chi avesse ragione prima che qualcuno iniziasse a saldare.
Questa è la differenza pratica tra un partner affidabile e una fabbrica di rilavorazioni: non solo retrobanchi servo-controllati o compensazione dinamica, ma il fatto che taglio, piega e saldatura condividano un unico sistema dati e un unico ciclo di feedback. Quando il programmatore del laser, l’operatore della piegatrice e il supervisore della saldatura si trovano nello stesso stabilimento, il primo pezzo difettoso non percorre 60 chilometri e due catene di email prima che qualcuno regoli la deduzione di piega. Si corregge prima di pranzo.
Sai già che la variazione nella piegatura fa aumentare i costi. Ora stiamo parlando di cosa succede quando moltiplichi quella variazione su più fornitori.
Realtà della produzione: ogni volta che i tuoi pezzi attraversano un molo di carico, le tue tolleranze si azzerano a fiducia zero.
Immagina un lavoro da 200 pezzi per un contenitore. Taglio laser lunedì. Piegatura martedì. Saldatura mercoledì. Non è marketing: è ciò che accade quando le nidificazioni laser, i programmi di piegatura e le dime di saldatura sono costruiti dallo stesso file CAD e archiviati nello stesso sistema.
Ecco il meccanismo.
Le moderne presse piegatrici CNC possono importare modelli piatti direttamente da CAD, simulare la sequenza di piegatura offline e memorizzare la compensazione di ritorno elastico per materiale e spessore. Se il primo articolo risulta aperto di 0,5°, l’operatore aggiorna il programma. Quella correzione rimane associata al lavoro. Quando la saldatura inizia e il supervisore nota un angolo stretto nella dima, percorre 15 metri, non 80 chilometri, e insieme regolano la lunghezza o l’angolo della flangia prima che il resto del lotto venga lavorato.
Nessun trasporto. Nessun nuovo preventivo. Nessun “slotteremo i fori da parte nostra”.”
I guadagni di automazione fino al 40% nelle produzioni ad alto volume contano solo se i processi a monte e a valle sono sincronizzati. Una singola pressa piegatrice avanzata può certamente ridurre il proprio tempo di ciclo. Ma se alimenta il reparto saldatura di un’altra azienda senza fissaggi o feedback condivisi, quella velocità spinge semplicemente i pezzi più velocemente nel collo di bottiglia successivo.
Una volta ho visto 120 pannelli impilati nel nostro contenitore degli scarti perché il modello piatto presupponeva un fattore K generico. L’officina di piegatura ha rispettato il disegno. La dima di saldatura — progettata internamente — non ha perdonato l’accumulo su quattro flange. Tre giorni di taglio laser, due di piegatura, e poi abbiamo pagato i saldatori per ordinare, spessorare e scartare. Non era un problema di piegatura. Era un flusso produttivo interrotto.
Quando un’unica officina controlla l’intero flusso, controlla anche l’errore. E lo corregge alla fonte, non in fase di assemblaggio finale.
Perciò la domanda non è se l’integrazione sembri conveniente. È se il tuo programma possa sopravvivere a isole indipendenti di “non è il mio reparto”.”
Per essere equi. Non tutte le officine di piegatura indipendenti sono disordinate. Alcune utilizzano apparecchiature CNC di alto livello con programmazione offline e operatori disciplinati. Ma l’officina più economica potrebbe utilizzare macchinari idraulici più vecchi con deriva angolare tra i cicli, compensazione manuale e schede di impostazione attaccate alla parete.
Ecco come si presenta nella pratica.
I tuoi pezzi tagliati arrivano. Smontano il lavoro precedente, cambiano gli utensili, eseguono alcune pieghe di prova, misurano, regolano, ripetono. Su una moderna piegatrice servo-elettrica con programmi memorizzati, possono essere 10–15 minuti. Su una vecchia macchina idraulica, può richiedere 45 minuti di prove graduali sull’angolo. Moltiplica questo per cinque diversi codici di parte in un ordine misto.
Poi arriva un altro cliente con un lavoro urgente.
Per “accelerare” il tuo, non lo spostano solo avanti nella coda. Smontano e reimpostano tutto di nuovo. È tempo di setup perso, e te lo fatturano come tariffa di urgenza. Non è sempre speculazione. A volte è il costo di un’attrezzatura limitata e di pochi operatori esperti.
I lotti a basso volume e i prototipi soffrono di più. Le ricerche dicono che l’automazione aumenta la velocità principalmente nei volumi elevati. Nei piccoli lotti, ripetibilità e richiamo dei programmi sono tutto. Se l’officina non memorizza dati di piegatura verificati — o non li considera affidabili perché le partite di materiale variano e nessuno le traccia — ogni commessa ricomincia da zero.
E ogni nuovo graffio aggiunge un giorno qui, mezzo giorno là. Lo vedi sepolto nella variazione della saldatura, nelle date di spedizione mancate, nei supervisori che chiedono perché il throughput è calato questo mese.
Ho dovuto autorizzare straordinari per i saldatori di venerdì perché le parti piegate sono arrivate tardi giovedì dopo un’urgenza improvvisa nella coda della pressa piegatrice. Otto ore e mezza di straordinario per quattro saldatori annullano qualsiasi risparmio sulla tariffa oraria che pensavi di aver negoziato.
La piegatura economica non è economica quando inizi a pagare costi di urgenza nel reparto di qualcun altro.
Prendiamo un semplice assemblaggio: base tagliata al laser, quattro lati piegati, saldati in una scatola. Ogni fornitore rispetta ±0,010 sulle caratteristiche tagliate, ±1° sulle piegature. Sulla carta, tutto entro le specifiche.
Ora assemblala.
Se il modello piano presume una deduzione di piegatura e l’operatore del freno la regola a sensazione, la lunghezza della flangia si sposta di qualche millesimo. Fallo quattro volte attorno a una scatola, e la diagonale cresce. Il calore della saldatura la tira ancora di più. Il coperchio non si posa piatto. Così il saldatore serra di più, aggiunge materiale d’apporto, leviga. Hai appena pagato per il controllo della distorsione che è iniziata come un disaccordo matematico tra due aziende.
Quando taglio, piegatura e saldatura convivono sotto lo stesso tetto con dati CAD/CAM condivisi, non esistono “le loro tolleranze” e “le nostre tolleranze”. Esiste un solo modello, una sola revisione, un’unica fonte di verità per la compensazione di piegatura. Se il rendimento del materiale cambia, la correzione si aggiorna ovunque. È così che impedisci alla deriva di tolleranza di accumularsi.
Ed è qui che l’argomento del singolo freno di pressa avanzato perde forza. Sì, aggiornare una macchina può migliorare la consistenza degli angoli e ridurre il rifacimento all’interno di quel reparto. Ma se quel reparto non è anche responsabile di come quelle pieghe interagiscono con il taglio laser, con la strategia del punto di riferimento del fissaggio e con la sequenza di saldatura, hai comunque tre interpretazioni indipendenti dello stesso disegno.
Tre interpretazioni equivalgono a tre opportunità di accumulo di tolleranze.
Ho recuperato pezzi dal rifacimento in cui ogni dimensione era tecnicamente “entro tolleranza”, eppure l’assemblaggio richiedeva la rettifica ad ogni angolo per superare l’ispezione finale. Nessun fornitore aveva torto individualmente. Era il sistema ad esserlo.
Meno passaggi di mano significano meno interpretazioni. Meno interpretazioni significano meno sorprese in saldatura.
Perché alla fine, il tuo reparto di saldatura non è un ammortizzatore per l’allineamento errato dei fornitori. È il posto più costoso dove scoprirlo.
Se l’integrazione è la cura, come fai a distinguere chi è davvero integrato e chi ha solo comprato una brochure lucida?
Smetti di chiedere della tariffa oraria e comincia a chiedere del livello.
Non tutti i fornitori di presse piegatrici sono costruiti per la stessa sfida. Alcuni sono celle pesantemente automatizzate progettate per la ripetibilità. Alcuni sono specialisti della forza bruta basati su tonnellaggio e luce utile. Alcuni sono officine prototipo a consegna rapida che utilizzano una programmazione intelligente su apparecchiature modeste. Sulla carta, tutti “piegano il metallo.” In produzione, si comportano in modo molto diverso quando la tolleranza dell’assemblaggio si stringe e i volumi aumentano.
Ho visto ingegneri approvare un prototipo pulito da un’officina agile, poi far passare un ordine da 500 pezzi attraverso la stessa linea e chiedersi perché il tempo di adattamento in saldatura è raddoppiato. Il prototipo è passato perché l’attenzione umana ha coperto i difetti che l’attrezzatura non poteva. La produzione in serie li ha esposti.
Scegliere il livello sbagliato non è un errore tecnico. È una perdita di margine.
Realtà del piano di produzione: se non adatti il livello del fornitore alla complessità e al volume del pezzo, il tuo reparto di saldatura diventa il laboratorio di prova per le limitazioni di qualcun altro.
Tutti presumono che i robot abbiano senso solo su scala automobilistica.
Quell’assunzione sta diventando costosa.
Ho visto un’officina ridurre il tempo di setup di una pressa piegatrice da 30 a 15 minuti investendo in utensili più intelligenti e in una disciplina di programmazione. Quarantotto ore di lavoro al mese sono tornate in circolazione. Il ritorno sull’investimento non è stato di anni. È stato di mesi. Poi si aggiunge una cella robotizzata che archivia librerie di utensili, richiama sequenze di piega e compensa costantemente il ritorno elastico. Improvvisamente il “costo di setup” non è più il mostro che la gente immagina.
Ma ecco il punto che nessun venditore anticipa: le celle robotizzate richiedono stabilità. Flusso di materiale costante. Sviluppi accurati. Operatori che comprendano la calibrazione, non solo la pressione di pulsanti. Senza quell’ecosistema, ti ritrovi con una macchina molto costosa che ha comunque bisogno di supervisione per piccoli lotti.
E i piccoli lotti contano.
Le celle robotizzate moderne possono gestire produzioni miste con cambi utensile rapidi e programmazione offline. La vecchia storia—automazione uguale solo alto volume—sta svanendo. Se il tuo mix di prodotti si ripete con revisioni minori, una pressa piegatrice robotizzata ben integrata può lavorare 20 pezzi oggi e 200 il mese prossimo con gli stessi dati di piega, la stessa logica di posizionamento, la stessa ripetibilità. È così che si protegge il tempo di saldatura dalla variabilità crescente.
Una volta ho visitato un impianto dove una brillante pressa piegatrice robotizzata alimentava carrelli in cui i pezzi venivano ordinati manualmente perché le revisioni del laser a monte non erano sincronizzate. Il robot era perfetto. La pipeline no. I pezzi finivano comunque in rilavorazione perché il modello che guidava la piegatrice non era quello che guidava la maschera.
I robot non risolvono la frammentazione.
Realtà del piano di produzione: la piegatura robotizzata vale la pena quando l’officina controlla la catena dei dati da cima a fondo; altrimenti stai pagando per una precisione che muore al passaggio successivo.
Ora siamo in un’altra categoria.
L’AR400 da un pollice non perdona. Elevata durezza. Ritorno elastico importante. Richieste di tonnellaggio che separano il marketing dalla macchina. Non puoi sperare di schiacciare quella lamiera su una pressa piegatrice da 175 ton stanca e sperare per il meglio. Serve capacità—tonnellaggio reale, profondità della gola reale, controllo del bombamento reale.
Uno specialista per lavori pesanti con una pressa piegatrice da oltre 1.000 ton può portare in interno lavorazioni spesse che altri appaltano all’esterno. Non si tratta solo di forza. Si tratta di controllo. Quando non devono trasportare la tua lamiera dall’altra parte della città per la piegatura, possiedono la correzione dell’angolo, la sequenza, i tempi. I tempi di consegna si riducono perché non c’è una coda esterna da gestire.
Ma la dimensione da sola non è competenza.
Ho visto un mostro da 1.200 ton produrre angoli incoerenti perché la movimentazione del materiale non era messa a punto e la programmazione non teneva conto della variazione da lotto a lotto. Ferro grande senza processo disciplinato significa solo errori grandi più veloci. E gli errori su lamiera spessa non sono estetici—significano cavità da torcia, risaldature e ore di saldatore che cerca di riportare sezioni pesanti in squadra.
Ricordo di aver rottamato una produzione di staffe pesanti in cui ogni piega era fuori di poco, costringendo a una lotta di 20 minuti nella maschera. Venti minuti per 60 pezzi equivalgono a 20 ore di saldatore perse in una settimana. Ai tassi di manodopera effettiva, questo ha cancellato qualsiasi risparmio ottenuto scegliendo l’officina regionale più economica con tonnellaggio “adeguato”.
Il lavoro pesante amplifica i piccoli errori.
Realtà del piano di produzione: se un’officina non può dimostrare compensazione controllata del ritorno elastico e movimentazione integrata per lamiera spessa, i tuoi saldatori pagheranno ogni grado di errore.
È qui che la maggior parte degli acquirenti si fa ingannare.
I laboratori di prototipazione sono veloci perché sono attenti. Coda breve. Operatori qualificati. Magari una pressa piegatrice CNC moderna con una buona memoria programmi. Il tuo primo pezzo torna perfetto. Angoli precisi. Flange pulite.
Tiri un sospiro di sollievo.
Poi il reparto vendite ottiene un ordine più grande.
Ecco la domanda che conta: quel laboratorio è in grado di produrre 300 pezzi senza dover smontare tutto tra un codice e l’altro, senza deriva degli angoli tra i turni, senza posticipare il tuo lavoro quando chiama un cliente più importante? Oppure stanno utilizzando attrezzature idrauliche più vecchie con deriva dell’angolo tra un ciclo e l’altro, facendo affidamento su conoscenze empiriche invece che su programmi bloccati?
“Ma quel laboratorio più economico potrebbe utilizzare attrezzature idrauliche più vecchie con deriva dell’angolo tra un ciclo e l’altro.”
Su un prototipo, un operatore correggerà finché non sarà perfetto. Su una produzione in serie, quell’aggiustamento progressivo si trasforma in variazioni tra i lotti. I tuoi dispositivi di saldatura non si preoccupano se il disegno indica “entro tolleranza.” Si preoccupano della ripetibilità.
Ho visto un lotto pilota da 25 pezzi superare l’ispezione, poi ho visto la produzione di 400 pezzi generare un carrello di rilavorazioni perché il laboratorio non aveva la precisione del riscontro posteriore o la profondità degli utensili per mantenere la coerenza su produzioni lunghe. Il prototipo ha mascherato il divario di capacità.
La scalabilità non riguarda la velocità. Riguarda la ripetibilità sostenibile.
Realtà del reparto di produzione: se un laboratorio di prototipazione non può mostrarti come mantiene la coerenza dell’angolo su volumi e turni, la tua produzione ne rivelerà il limite che non ti avevano mai detto.
Non scegli una pressa piegatrice in base al listino prezzi. La scegli facendo subito una domanda scomoda: Se questa piega è sbagliata, chi paga?
Se la risposta è “i miei saldatori”, sei già in perdita.
Questa checklist non serve a trovare il laboratorio più avanzato dello stato. Serve a far corrispondere la capacità della macchina, la disciplina di programmazione e il controllo della misurazione alla geometria e al volume del tuo pezzo, così che la variazione muoia alla piegatrice invece di moltiplicarsi nei dispositivi di fissaggio. Ogni voce qui sotto è un filtro. Se ne fallisci una, stai approvando future rilavorazioni che pagherai personalmente in manodopera, ritardi e credibilità.
Vuoi la praticità? Eccola.
Inizia con la fisica, non con il marketing.
La potenza non è una percezione. È matematica. La forza necessaria cresce con il quadrato dello spessore del materiale e si scala con la lunghezza della piega. Se il tuo pezzo richiede materiale da 3/8 di pollice piegato su 10 piedi, e la pressa più grande del laboratorio è al limite per forza o lunghezza del banco, stai già costringendoli a compromessi — colpi segmentati, riposizionamenti o lavoro vicino alla capacità massima dove compaiono deflessione e deriva degli angoli.
Ed è qui che gli acquirenti diventano pigri: si fermano a “potenza adeguata.”
Adeguato non significa stabile.
Le macchine idrauliche tradizionali possono tecnicamente raggiungere la forza richiesta, ma senza una curvatura precisa (compensazione per la flessione del banco) e controllo del parallelismo del pistone, le piegature lunghe presentano una leggera variazione dell’angolo da un’estremità all’altra. È fuori di circa un grado. Su una flangia corta, nessuno se ne accorge. Su un pannello lungo di un involucro, quel grado si trasforma in luce agli angoli e in 10 minuti extra di lotta con il posaggio per ogni unità.
Dieci minuti per 150 unità equivalgono a 25 ore di saldatore perse. Non è teorico. È una settimana di lavoro di qualcuno che non hai previsto nel budget.
Una volta ho visto una partita di pannelli lunghi in acciaio inox piegati su una pressa che era “abbastanza grande”. I primi cinque pezzi sembravano a posto. A metà lavorazione, si sono insinuate variazioni dovute al calore e al sistema idraulico. Abbiamo passato due giorni di rilavorazione per riportare le flange in piano prima della saldatura. Il contenitore degli scarti si è riempito di pannelli deformati oltre il recupero perché la macchina stava operando al suo limite massimo.
Non si verifica solo la tonnellata di pressione. Si verifica che la macchina abbia margine e controllo della flessione sull’intera lunghezza di piegatura.
Realtà di officina: Se la loro pressa lavora vicino ai propri limiti sulla tua piegatura più lunga, il tuo reparto di saldatura diventa il meccanismo di correzione.
Ora supponiamo che la macchina sia adeguata.
Il prossimo filtro è il controllo dei dati.
Chiedi come generano i programmi di piegatura. Se la risposta è “l’operatore lo inserisce manualmente al controllo e poi lo aggiusta”, stai puntando i tuoi margini sulla conoscenza tribale. Funziona per i prototipi. Si disgrega nella produzione in serie.
Le moderne presse piegatrici CNC multi-asse controllano la profondità del pistone, la posizione del riscontro posteriore (assi X, R, Z), la curvatura e talvolta anche la misurazione dell’angolo in tempo reale. La programmazione offline significa che stanno importando il tuo modello, simulando la sequenza di piegatura, verificando le collisioni e bloccando parametri ripetibili prima che il materiale tocchi la matrice.
Perché è importante?
Perché la ripetibilità non consiste nel raggiungere l’angolo una volta. Consiste nel raggiungerlo sul pezzo 1 e sul pezzo 400, tra i turni, con un operatore diverso.
Sono entrato in officine dove i programmi erano conservati nel quaderno di qualcuno. Quando lui era in vacanza, la variazione dell’angolo aumentava. La si vede nascosta nelle variazioni di saldatura, nelle date di spedizione mancate, nei supervisori che chiedono perché la produttività è calata questo mese.
E se lavori in settori regolamentati—automotive, macchinari pesanti, qualsiasi ambito soggetto ad audit—chiedi se possono registrare le curve di forza e le posizioni del pistone per ogni pezzo. Se non possono produrre dati digitali di piegatura, non operano al livello che il tuo team di conformità pensa siano.
“Ma quel laboratorio più economico potrebbe utilizzare attrezzature idrauliche più vecchie con deriva dell’angolo tra un ciclo e l’altro.”
Questa frase dovrebbe farti riflettere prima di inviare la richiesta di offerta.
Realtà di officina: Nessuna programmazione offline e nessun controllo multi-asse significa che stai comprando atti eroici dell’operatore invece di una ripetibilità ingegnerizzata.
Ora arriviamo al killer silenzioso: l’accuratezza del modello in piano.
Il K-factor è il rapporto che predice dove si trova l’asse neutro durante la piegatura. Determina quanto si allunga il materiale e quindi quanto deve essere lungo il tuo piano grezzo per raggiungere le dimensioni finali. Non è universale. Dipende dal materiale, dallo spessore, dal raggio dell’attrezzatura e dal metodo.
Se il tuo CAD presume un fattore K generico e il loro utensile utilizza un diverso raggio di punzone e apertura della matrice a V, il tuo pezzo sarà fuori tolleranza dimensionale anche se ogni angolo è perfetto.
È così che ti ritrovi con fori che non si allineano dopo la piegatura. Non perché la pressa abbia sbagliato, ma perché i calcoli a monte non corrispondevano agli utensili a valle.
Ho visto 120 pannelli scartati in una settimana perché il progettista ha modellato con un fattore K predefinito e l’officina ha usato una matrice più larga per sicurezza di tonnellaggio. Ogni lunghezza di flangia era corta di pochi millimetri. Non abbastanza da notare a prima vista, ma sufficiente per far mancare i fissaggi e costringere a praticare asole. Ciò ha significato due programmatori a riscrivere le distese, un operatore laser a rifare i grezzi e saldatori inattivi in attesa dei pezzi corretti.
Prima del rilascio, chiedi all’officina:
Se non sanno rispondere chiaramente, stai per finanziare una lezione.
Realtà di officina: Se il tuo modello disteso non è basato sul loro utensile reale, le tue pieghe “entro tolleranza” mancheranno comunque l’assemblaggio.
È qui che proteggi il margine.
Non misurando solo gli angoli.
Sul primo articolo, verifica:
Metti il pezzo nel fissaggio reale. Bloccalo. Se serve “persuasione”, non firmare l’approvazione.
In un programma automobilistico, il passaggio ai freni CNC elettrici ha ridotto la deviazione dimensionale in modo enorme e diminuito drasticamente gli scarti. Il vantaggio visibile era la riduzione dei pezzi difettosi. Il vero vantaggio era che le celle di saldatura robotizzate smettevano di fermarsi per regolazioni di rifissaggio. È questo che stai testando nel primo articolo: non “supera l'ispezione”, ma “scorre attraverso l'assemblaggio senza attrito?”
Un primo articolo che “appena rientra nelle tolleranze” è un segnale d’allarme, non un semaforo verde. La variazione si amplifica con il volume.
Autorizza la produzione completa solo quando il pezzo si inserisce nel fissaggio senza leve, senza martelli, senza parole che non useresti in una riunione.
Perché una volta che rilasci 500 semilavorati al laser e 500 ore alla piegatrice, hai fissato qualunque errore sistemico che hai tollerato sul primo pezzo.
La verità non ovvia è questa: non stai qualificando una macchina. Stai qualificando un ecosistema di produzione rispetto ai tuoi obiettivi di margine. Il livello giusto non è l’officina più avanzata. È il livello più basso che può dimostrare—attraverso margini di capacità, programmazione controllata, schemi piani allineati agli utensili e una convalida spietata del primo articolo—che i tuoi saldatori non dovranno mai compensare le loro piegature.
Tutto il resto è solo matematica del costo orario “a buon mercato” che nasconde rilavorazioni future.


















