

Сварщик опирается на свой стол, подняв маску, и смотрит на боковую панель кожуха длиной четыре фута, которая никак не хочет сесть заподлицо.
Отклонение, может, один градус. Может, чуть больше. Кажется, ерунда — пока не попробуешь замкнуть шов, который сопротивляется тебе по всей длине четырёх футов стали. Теперь он ищет струбцины, тянет деталь на место, прекрасно понимая, что потом половину этого шва придётся снова вытачивать.
Ты заплатил за гибку почасово. За это платишь поминутно.
Я видел, как хорошие сварщики теряли полсмены из-за деталей, которые “должны были подойти”. Панель, согнутая под 89 градусов вместо 90, не остаётся ошибкой в один градус при сборке. Это превращается в зазоры на углах, несовпадающие отверстия, перекошенные рамы после сварки. Малейшая угловая ошибка накапливается на каждой сопрягаемой поверхности.
Вот расчёт, который никто не пишет в смете: один лишний градус ошибки на фланце длиной 36 дюймов может дать 1/8 дюйма принудительного совмещения на противоположной кромке. Это — струбцины. Это — нагрев. Это — контроль деформации. Это — зачистка. Это — сварщик, который ждёт, вместо того чтобы варить.
Твой поставщик листогибочного пресса думает в изгибах в час. А твой цех живёт и умирает по числу подгонок в час.
И когда эти два показателя не совпадают, сварочный участок превращается в амортизатор чужих несоответствий.
Реальность цеха: если твои сварщики “как-то справляются”, твой партнёр по гибке уже отнимает у тебя деньги.
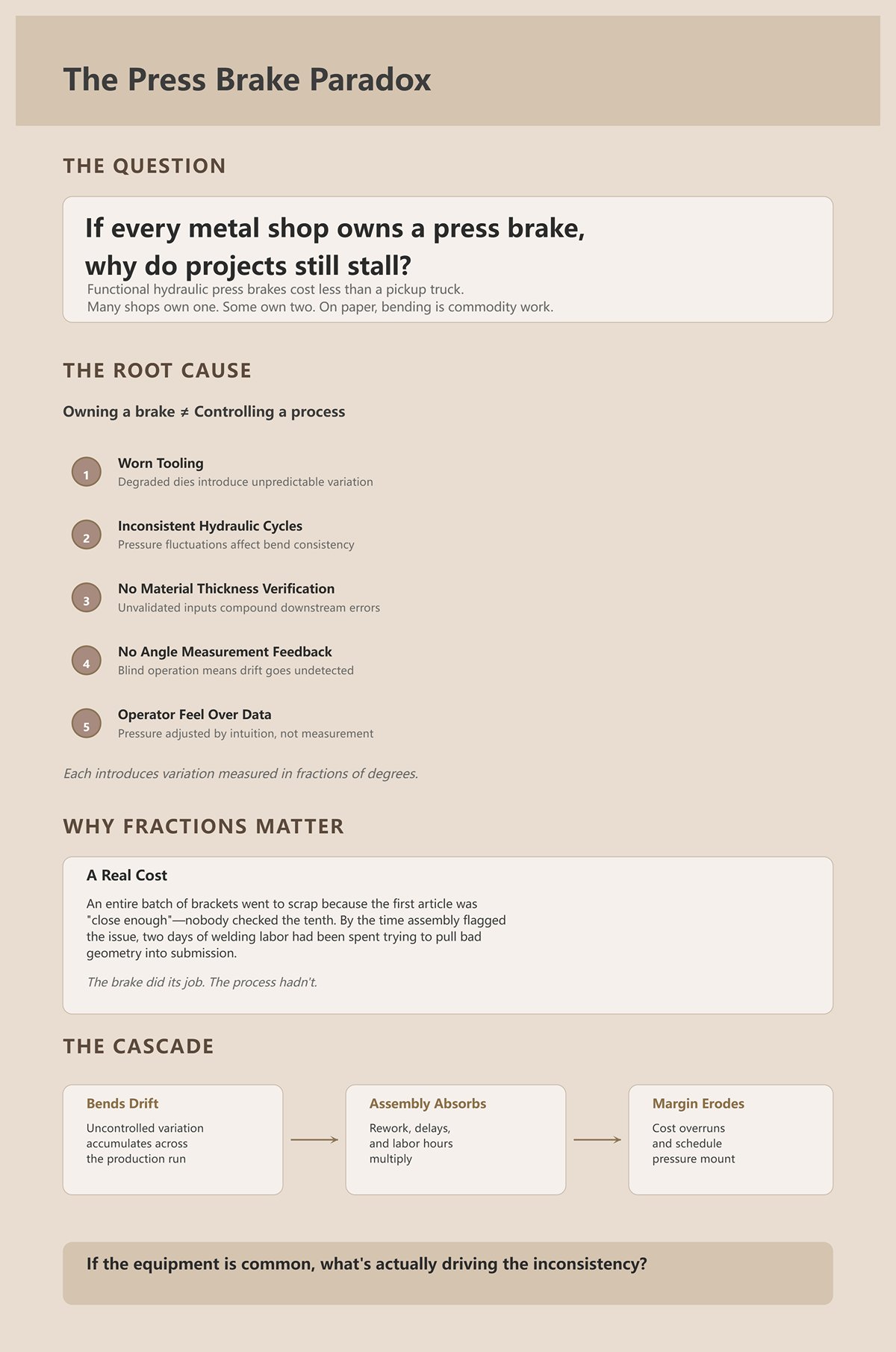
Можно купить функциональный гидравлический листогиб дешевле, чем приличный пикап. У многих цехов он есть. У некоторых — даже два. На бумаге гибка — это простая услуга.
Так почему проекты всё равно застревают?
Потому что владение прессом — это не то же самое, что контроль над процессом. Изношенный инструмент. Нестабильные гидроциклы. Отсутствие проверки толщины материала. Нет обратной связи по углу. Оператор, который увеличивает давление «на глаз», а не по данным. Каждая из этих вещей вносит погрешности, измеряемые долями градуса.
Доли имеют значение.
Я помню, как вывалил целую партию кронштейнов в мусорный контейнер, потому что первый образец был “почти что нормальный”, и никто не проверил десятую деталь. Когда сборка выявила проблему, мы уже потратили два дня сварочных работ, пытаясь силой заставить плохую геометрию подогнаться. Пресс выполнил свою работу. Процесс — нет.
Когда углы уходят, сборка принимает этот уход на себя. График проекта принимает задержку. Твоя маржа принимает убыток.
Если оборудование у всех одинаковое, что же на самом деле вызывает непостоянство?
Давайте рассмотрим чистую гипотетическую ситуацию.
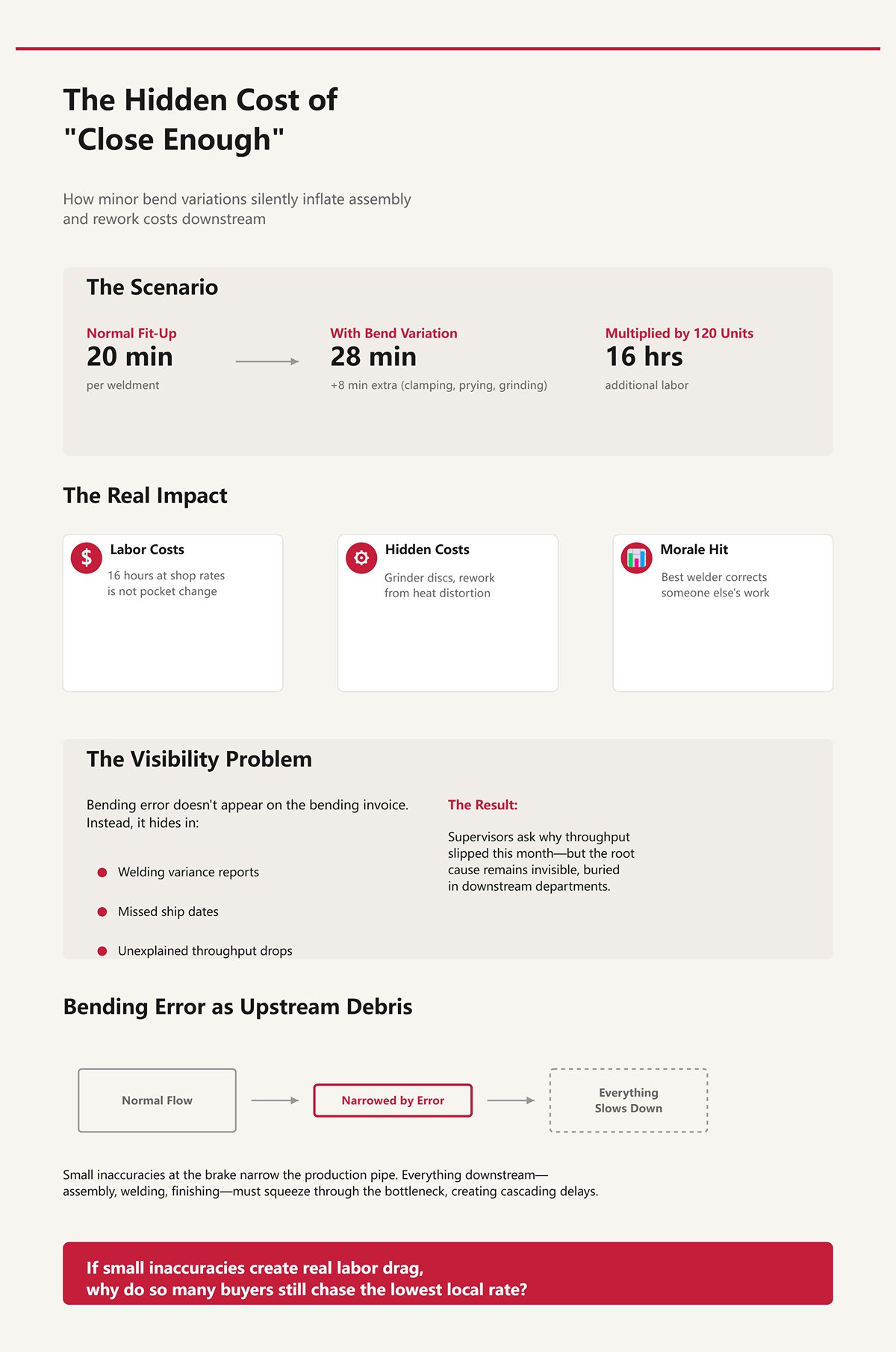
Допустим, на подгонку сварной конструкции до первой прихватки обычно уходит 20 минут. Теперь добавь небольшие отклонения при гибке, которые прибавляют всего 8 дополнительных минут на «уговоры» — струбцины, поддевание, шлифовку, повторную проверку углов.
Восемь минут никого не пугают.
Теперь умножьте это на 120 единиц. Это дополнительно 16 часов труда. При реальных ставках в мастерской это вовсе не мелочь. И это ещё до того, как вы учтёте шлифовальные диски, переделки из-за тепловых деформаций или падение морального духа, когда ваш лучший сварщик тратит день на исправление чужой небрежности.
“Достаточно близко” на гибочном прессе превращается в сверхурочные при сборке.
А вот тихий убийца: вы не видите этого в счёте за гибку. Вы видите это, зарытым в отклонениях по сварке, в сорванных датах отгрузки, в вопросах начальства, почему снизилась производительность в этом месяце.
Ошибка при гибке — это мусор на верхнем участке потока. Она сужает трубу. Всё, что ниже по потоку, замедляется, чтобы протиснуться.
Если небольшие неточности вызывают реальные потери рабочего времени, почему так много покупателей всё ещё гоняются за самой низкой местной ставкой?

Я видел, как компании ездили на 20 минут дальше по дороге, чтобы сэкономить $15 в час на времени работы гибочного пресса.
Звучит разумно.
Но в той более дешёвой мастерской могут использовать старое гидравлическое оборудование с изменением угла между циклами. У них может не быть многоосевых ЧПУ-задних упоров (систем позиционирования с компьютерным управлением, повторяющих до тысячных долей). Может отсутствовать проверка угла в процессе. Поэтому каждая партия несёт вариации, которые вы не заметите, пока детали не попадут на сварочные столы.
Теперь ваши “сбережения” превращаются в:
Расчёт быстро меняется.
Партнёр по гибке с высокой повторяемостью и встроенным контролем не просто поставляет вам детали. Он обеспечивает поток для ваших сварщиков. Без борьбы. Без подгонки. Просто собрал, прихватил, пошёл дальше.
Более низкая почасовая ставка измеряет стоимость процесса гибки.
Общая стоимость проекта измеряет стоимость всего, чего касается процесс гибки.
Реальность производственного цеха: если вы выбираете мастерскую для гибки только по расстоянию и почасовой ставке, вы измеряете самую дешёвую часть проблемы и платите за самую дорогую часть позже.
Так что настоящий вопрос не в том, кто владеет гибочным прессом.
А в том, почему одни сгибы ведут себя правильно, а другие тихо душат всю вашу производственную линию.
Вы уже знаете, что сварочный стол — это то место, где выявляются плохие сгибы.
Настоящий вопрос — какие именно элементы управления отличают цех, который выдает вам детали, идеально вставляющиеся в приспособления, от того, который отдает вам “почти подходит” и позволяет вашим сварщикам разбираться самим.
Разберём сам пресс.
Представьте боковую стенку корпуса с четырьмя сгибами. Первый фланец ориентируется по заднему упору. Второй сгиб — по первому фланцу. Третий — по второму. На четвёртом вы уже складываете ошибку на ошибку.
В ручном или базовом NC-прессе задний упор часто одноосевой. Вы выставляете его по оси X (вперёд-назад), возможно, с цифровой индикацией. Оператор вручную ставит упоры, фиксирует, делает гиб, проверяет угломером, при необходимости корректирует глубину хода ползуна. Контроль угла обычно в пределах ±1°–±3° в зависимости от навыков и терпения. Каждая корректировка выполняется методом проб и ошибок.
Теперь сравните это с многоосевой системой ЧПУ: серводвигатели управляют осями X и R (высота), иногда Z1/Z2 (независимое позиционирование слева и справа), с точностью позиционирования до тысячных долей. Глубина хода по оси Y контролируется автоматически, а программа сохраняет значения компенсации для каждого материала и толщины. Вы гнёте первую и сотую деталь с одной и той же заданной геометрией.
Это не маркетинг. Это физика плюс обратная связь.
Вот где покупатели ошибаются: опытный оператор на ручной установке вполне может весь день точно гнуть простые скобы под 90°. Я видел, как ветераны делали это «на ощупь» и по угольнику. Для простой детали с двумя гибами, невысокими допусками и мягкой сталью? Вы, возможно, никогда не заметите разницы.
Добавьте ещё три гиба. Добавьте точное расстояние от отверстия до фланца. Добавьте деталь, которая должна идеально войти в сварную сборку без допусков на подгонку.
Теперь этот одноосевой задний упор не может исправить перекос слева направо. Он не способен автоматически компенсировать, если партия материала стала на 0,010 дюйма толще. Он не может регулировать глубину хода ползуна в реальном времени. Ошибки накапливаются по мере последовательности.
Однажды я снял с грузовика целый поддон панелей, потому что расстояние от отверстия до края сместилось на 1/16 дюйма к четвёртому гибу. На прессе визуально всё выглядело нормально. А в сборке каждый соединительный язычок приходилось вдавливать. Мы потратили двух сварщиков на целую смену, рассверливая отверстия и прорезая пазы, чтобы выровнять раму. Это были не затраты на гибку — это было впустую потраченное сварочное время на полной ставке.
Повторяемость рождается не из уверенности. Она рождается из замкнутого управления и сохранённых программ.
Реальность цеха: если геометрия вашей детали зависит от ощущений оператора, а не от многоосевого сервоуправления, ваши допуски подвергаются риску — один гиб за другим.
| Раздел | Содержание |
|---|---|
| Заголовок | Ручные упоры против многоосевых систем с ЧПУ: откуда действительно берётся повторяемость? |
| Пример накопления ошибок | Представьте боковую стенку корпуса с четырьмя сгибами. Первый фланец ориентируется по заднему упору. Второй сгиб — по первому фланцу. Третий — по второму. На четвёртом вы уже складываете ошибку на ошибку. |
| Ручной / Базовый NC-пресс | Задний упор часто одноосевой (X — вперёд-назад), иногда с цифровой индикацией. Оператор вручную устанавливает пальцы, фиксирует их, делает гиб, проверяет угломером и при необходимости корректирует глубину хода ползуна. Контроль угла обычно находится в диапазоне ±1°–±3° в зависимости от уровня навыков и терпения. Коррекции выполняются методом проб и ошибок. |
| Многоосевая система с ЧПУ | Сервоприводные оси X и R (высота), иногда Z1/Z2 (независимое позиционирование левой/правой стороны). Точность позиционирования измеряется в тысячных долях дюйма. Глубина хода ползуна (ось Y) регулируется автоматически. Программы хранят значения компенсации для каждого материала и толщины. Деталь первая и деталь сотая следуют одной и той же заданной геометрии. |
| Основной принцип | Повторяемость — это не маркетинг, а физика плюс обратная связь. |
| Где покупатели обманываются | Опытный оператор на ручной настройке может стабильно изготавливать простой уголок 90°, особенно для низкоточных деталей из мягкой стали с двумя гибами. В таких случаях различия могут быть незаметны. |
| Возрастающая сложность | Добавьте больше гибов, жесткие размеры между отверстиями и кромками или детали, которые должны точно подходить к сварным узлам. Ошибки начинают накапливаться по всей последовательности. |
| Ограничения одноосевого упора | Не может исправлять перекос слева направо. Не может автоматически компенсировать изменения толщины материала (например, на .010 толще). Не может регулировать глубину хода ползуна в реальном времени. Ошибки накапливаются постепенно. |
| Пример из практики | Партия панелей имела смещение отверстий относительно кромки на 1/16 дюйма к четвёртому гибу. На прессе проблема визуально незаметна, но при сборке приходилось силой совмещать соединительные язычки. Два сварщика потратили целую смену, рассверливая отверстия и прорезая пазы, чтобы выровнять раму — в результате потеря трудозатрат. |
| Ключевой вывод | Повторяемость обеспечивается замкнутым контуром управления и сохранёнными программами, а не уверенностью оператора. |
| Реалии производственного цеха | Если геометрия детали зависит от ощущений оператора, а не от позиционирования по сервоприводам с несколькими осями, точность фактически становится ставкой на каждом гибе. |
Настройте 10-футовый листогибочный пресс. Положите лист толщиной 3/16 дюйма на станину. Приложите давление в центре.
Ползун прогибается. Станина прогибается. Сталь гнёт сталь.
Без компенсации вы увидите это сразу: 90° на концах, 88,5° посередине. Оператор проверяет одну сторону, корректирует давление, догоняет другую. В итоге разницу делят пополам и считают результат приемлемым.
Эта разница превращается в зазор при сварке длинного шва. Сварщик зажимает центр, концы поднимаются, тепло усиливает деформацию. Теперь вы боретесь с искривлением, вызванным неравномерными углами гиба, начавшимися с прогиба станка.
Современные прессы используют системы компенсации прогиба — механические или гидравлические регулировки, которые специально изгибают станину в противоположную сторону предполагаемого прогиба. Динамическая компенсация корректирует изгиб по длине в зависимости от давления и геометрии детали. Для длинных деталей это не опция, а единственный способ получить одинаковый угол от левой до правой стороны.
Дешевые мастерские, работающие на старом гидравлическом оборудовании, часто полагаются на фиксированную или ручную компенсацию, установленную один раз и не меняемую. Измените толщину материала, измените длину гиба — и этот принцип “настроил и забыл” становится неверным.
Вы этого не увидите в смете. Вы увидите это, когда ваша панель длиной восемь футов качается на столе, и сварщик начинает подкладывать прокладки под одну сторону перед прихваткой.
И каждая минута, которую он тратит на подгонку, — это минута, когда он не варит.
Согните кусок стали с высоким пределом текучести под нагрузкой на 90°. Освободите пуансон. Он раскроется до 92°.
Эта упругая отдача и есть возврат (springback). Мягкая сталь может «вернуться» примерно на 1°. Высокопрочные материалы — на 2°–4°. Алюминий снова ведёт себя иначе. Толщина, направление волокон и радиус инструмента всё влияют на величину.
При ручной настройке возврат компенсируют чрезмерным изгибом, опираясь на опыт. “Эта партия кажется жёсткой — добавь градус”. Это работает, пока завод слегка не изменит химию или вы не перейдёте с A36 на более прочную марку, не скорректировав предположение.
Системы с ЧПУ хранят таблицы припусков на гиб и компенсации возврата в зависимости от материала и толщины. Некоторые даже используют системы измерения угла, чтобы проверить первый изгиб и автоматически скорректировать остальную партию. В этом и заключается разница между настройкой одной детали и контролем всей серии.
Я видел работу с высокопрочной сталью, где первые пять деталей “настраивали на ощупь”, а потом оператор ушёл на обед. Вторая смена запустила ту же программу, не скорректировав её под слегка другой прокат. К утру у нас была тележка деталей, раскрытых на 1,5° больше нормы. Сборщики пытались силой втиснуть их в приспособления. Это закончилось треснувшими прихватками и переделкой каждой единицы.
Возврат — не загадка. Это математика плюс проверка.
Когда никто не рассчитывает его точно, ваши сварщики компенсируют это струбцинами и нагревом.
Каждый гибочный пресс имеет расчётную нагрузку на фут длины. Превысите её — и рискуете прогибом, повреждением инструмента или чем-то похуже.
Но есть и более тихая проблема: работа вблизи верхнего предела без надлежащего инструмента или поддержки станины увеличивает разброс, даже если вы формально не превышаете лимит. Машина напрягается. Прогиб растёт. Постоянство угла по длине падает.
Цех, который обычно гнёт мягкую сталь толщиной 11 gauge, берётся за вашу более толстую деталь, потому что “она помещается на станок”. Но у них может не быть правильного раскрытия V-матрицы, не быть сегментированного инструмента для коротких полок, и может не хватать запаса по усилию, чтобы удерживать стабильный угол, не перегружая машину.
Поэтому они замедляют цикл. Регулируют давление вручную. Смиряются с небольшими отклонениями, потому что “всё равно деталь тяжёлая”.”
Эти отклонения проявляются при сборке: подгонка с усилием, большие зазоры под сварку, больше присадочного металла, больше тепла. Больше тепла — больше контроля деформаций. Больше контроля деформаций — больше времени.
И вот снова засор管вейера — одно толстое ребро за другим.
Если цех не может назвать вам своё усилие на фут, метод компенсации прогиба, оси заднего упора и способ учёта возврата для высокопрочных материалов — вы покупаете не возможности гиба.
Вы покупаете неопределённость.
И следующий вопрос ещё менее приятный: что происходит, когда этот же цех режет и сваривает ваши детали по отдельности, без общих данных и обратной связи?
Я наблюдал, как партия лазерной резки кронштейнов толщиной 3/16 выгружается в 9 утра, к полудню их гнут на другом конце города, а через два дня они возвращаются на наши сварочные посты, потому что один из фланцев “отклонялся, может быть, на градус”. Цех гибки клялся, что их углы в пределах допуска. Наш кондуктор утверждал обратное. Мы потеряли полдня, доказывая, кто прав, прежде чем кто-то вообще начал сварку.
Вот практическая разница между надёжным партнёром и фабрикой доработок: не просто сервоприводные упоры или динамическая компенсация прогиба, а то, делят ли резка, гибка и сварка единую информационную базу и контур обратной связи. Когда программист лазера, оператор пресса и начальник сварки находятся под одной крышей, первая бракованная деталь не проезжает 40 миль и две цепочки писем, прежде чем кто-то скорректирует припуск на гиб. Ошибка исправляется до обеда.
Вы уже знаете, что вариации при гибке увеличивают стоимость. Теперь речь о том, что происходит, когда вы умножаете эту вариацию на количество поставщиков.
Реальность цеха: каждый раз, когда ваши детали пересекают погрузочную рампу, ваши допуски обнуляются до уровня нулевого доверия.
Представьте заказ на корпус из 200 деталей. Лазерная резка — понедельник. Гибка — вторник. Сварка — среда. Это не маркетинговый трюк; так и бывает, когда лазерные карты раскроя, программы гибки и сварочные приспособления созданы из одного CAD‑файла и хранятся в одной системе.
Вот механизм.
Современные станки с ЧПУ для гибки могут импортировать плоские развертки напрямую из CAD, моделировать последовательность гибов офлайн и сохранять компенсацию упругого возврата по материалу и толщине. Если первый образец выходит на 0,5° больше нормы, оператор обновляет программу. Это исправление остаётся в составе задания. Когда начинается сварка и начальник замечает тугой угол в приспособлении, он проходит 15 метров, а не 80 километров, и вместе с гибщиком они корректируют длину или угол фланца до выпуска остальной партии.
Без перевозок. Без пересчёта сметы. Без “мы прорежем отверстия у себя”.”
Прирост производительности до 40 % в серийных партиях имеет значение только тогда, когда смежные процессы синхронизированы. Один современный пресс‑гиб способен сократить собственное время цикла. Но если он работает на чужой сварочный участок без общих приспособлений и обратной связи, то эта скорость лишь быстрее загоняет детали в следующее узкое место.
Однажды я видел, как 120 панелей оказались в контейнере для лома, потому что в плоской развертке использовался типовой K‑фактор. Цех гибки сделал всё по чертежу. А наше сварочное приспособление, спроектированное внутри компании, не прощало накопленных погрешностей через четыре фланца. Три дня лазерной резки, два дня гибки — а потом мы заплатили сварщикам за сортировку, подгонку и утилизацию. Это была не проблема гибки. Это был разрыв в производственной цепочке.
Когда один цех владеет всей цепочкой, он владеет и ошибкой. И исправляет её в источнике, а не на финальной сборке.
Так что вопрос не в том, удобно ли звучит интеграция. Вопрос в том, выдержит ли ваш график независимые “островки” с культурой «это не мой отдел».”
Будем честными. Не каждый отдельный цех гибки — хаос. Некоторые оснащены первоклассным оборудованием с ЧПУ, офлайн‑программированием и дисциплинированными операторами. Но удешевлённый подрядчик может работать на старых гидравлических прессах с плывущим углом между циклами, ручной компенсацией прогиба и технологическими картами, приклеенными к стене.
Вот как это выглядит на практике.
Ваши вырезанные детали прибывают. Они заканчивают предыдущий заказ, меняют инструмент, делают несколько пробных гибов, измеряют, корректируют, снова гнут. На современном сервопресс‑гибе с сохранёнными программами это займёт 10–15 минут. На старом гидравлическом — 45 минут постепенного «подползания» к нужному углу. Умножьте это на пять разных позиций в одном заказе.
И тут заходит другой заказчик с «горящим» заказом.
Чтобы “ускорить” ваш, они не просто ставят его в очередь ранее. Им приходится снова переоснаститься. Это потерянное время наладки, и вам выставляют его как плату за срочность. Это не всегда обман. Иногда это просто налог за ограниченные мощности и нехватку квалифицированных операторов.
Больше всего страдают малые партии и прототипы. Исследования показывают, что автоматизация ускоряет процесс в основном при больших объёмах. В малых партиях всё решает повторяемость и возможность вызова программы. Если цех не хранит проверенные данные по гибке — или не доверяет им из‑за различий партий материала и отсутствия учёта — каждая серия начинается с нуля.
И каждое новое начало царапины добавляет день здесь, полдня там. Вы видите это скрытым в отклонениях при сварке, в пропущенных сроках отгрузки, в вопросах руководителей, почему в этом месяце снизилась производительность.
Мне приходилось разрешать переработку сварщикам в пятницу, потому что погнутые детали прибыли поздно вечером в четверг после “срочного” приоритета в очереди гибочного пресса. Восемь часов по ставке полуторного времени для четырёх сварщиков сводят на нет любые сэкономленные деньги на почасовой ставке, которые вы, как вам казалось, выбили на переговорах.
Дешёвая гибка перестаёт быть дешёвой, как только вы начинаете платить за срочную доставку в чьём-то другом отделе.
Возьмём простую сборку: лазерная резка основания, четыре изогнутые стенки, сваренные в короб. Каждый поставщик выдерживает ±0,010 на вырезанных элементах и ±1° на изгибах. На бумаге всё в пределах допуска.
А теперь сложите.
Если плоская выкройка рассчитана с одним припуском на изгиб, а оператор пресса корректирует «по ощущениям», длина фланца смещается на несколько тысячных. Сделайте это четыре раза по периметру коробки — и диагональ вырастет. Тепло от сварки потянет ещё сильнее. Крышка не ложится ровно. Тогда сварщик сильнее зажимает, добавляет присадку, шлифует заподлицо. Вы только что заплатили за устранение искажений, начавшихся с расхождения в расчётах двух компаний.
Когда резка, гибка и сварка происходят под одной крышей и используют общие данные CAD/CAM, нет понятий “их допуск” и “наш допуск”. Есть одна модель, одна ревизия, один источник истины по припуску на изгиб. Если изменяется выход материала, корректировка автоматически обновляется везде. Так вы предотвращаете накопление отклонений до того, как они усугубятся.
И вот где аргумент о единственном передовом гибочном прессе не срабатывает. Да, модернизация одного станка может повысить стабильность углов и сократить переделку внутри этого цеха. Но если этот цех не несёт ответственность за то, как эти изгибы взаимодействуют с шириной пропила лазера, стратегией базовых точек и последовательностью сварки, у вас всё ещё есть три независимые интерпретации одного и того же чертежа.
Три интерпретации — это три возможности накопления погрешностей.
Я вытаскивал детали из переделки, где каждая размерная характеристика формально “в допуске”, но сборка требовала подточки каждого угла, чтобы пройти финальную проверку. Ни один поставщик не ошибся. Ошиблась система.
Меньше передач — меньше интерпретаций. Меньше интерпретаций — меньше сюрпризов при сварке.
Потому что в конце концов сварочный участок — это не амортизатор для несогласованности поставщиков. Это самое дорогое место, где можно её обнаружить.
Если интеграция — это лекарство, как отличить тех, кто действительно интегрирован, от тех, кто просто купил глянцевый буклет?
Перестаньте спрашивать о почасовой ставке и начните спрашивать об уровне.
Не все поставщики услуг гибки рассчитаны на одну и ту же задачу. Некоторые — это автоматизированные ячейки, настроенные на повторяемость. Некоторые — мастера грубой силы, сосредоточенные на тоннаже и рабочем зазоре. Некоторые — прототипные цеха быстрого отклика, использующие умное программирование на скромном оборудовании. На бумаге они все “гнут металл”. На производстве же они ведут себя совершенно по-разному, когда ваши требования к допускам ужесточаются, а объёмы растут.
Я видел, как инженеры утверждают идеальный прототип от гибкого цеха, а потом запускают заказ на 500 деталей через ту же цепочку и удивляются, почему время свариваемости удвоилось. Прототип прошёл, потому что человеческое внимание компенсировало то, чего оборудование не могло. Серийный выпуск это вскрыл.
Выбор неправильного уровня — это не техническая ошибка. Это утечка маржи.
Реальность производственного цеха: если вы не сопоставляете уровень поставщика со сложностью и объёмом деталей, ваш сварочный участок превращается в испытательную лабораторию для чужих ограничений.
Все считают, что роботы имеют смысл только при автомобильных объёмах.
Это предположение становится дорогим.
Я видел цех, где настройку листогиба сократили с 30 минут до 15, инвестировав в более умную оснастку и дисциплину в программировании. Сорок восемь трудочасов в месяц вернулись в оборот. Окупаемость измерялась не годами, а месяцами. Теперь добавьте роботизированную ячейку, которая хранит библиотеки инструментов, запоминает последовательности гибов и стабильно компенсирует возврат упругости. Вдруг “стоимость наладки” перестаёт быть страшным чудовищем, каким её привыкли считать.
Но есть одно «но», о котором ни один продавец не говорит первым: роботизированные ячейки требуют стабильности. Стабильного потока материала. Точных разверток. Операторов, которые понимают калибровку, а не просто нажимают кнопки. Без этой экосистемы вы получаете очень дорогую машину, которая всё равно нуждается в присмотре при малых партиях.
А малые партии важны.
Современные роботизированные ячейки способны работать с разными сериями, обеспечивая быструю смену инструмента и офлайн-программирование. Старая история — автоматизация равна только большому объёму — уходит в прошлое. Если ваша линейка продукции повторяется с незначительными изменениями, хорошо интегрированный роботизированный листогиб может выполнить сегодня 20 деталей, а в следующем месяце 200, используя те же данные по гибу, ту же логику заднего упора и ту же повторяемость. Так вы защищаете время сварки от накапливающихся отклонений.
Однажды я был на заводе, где блестящий роботизированный листогиб складывал детали в тележки, которые потом вручную сортировали, потому что обновления лазерных разверток не были синхронизированы. Робот работал идеально. А вот конвейер — нет. Детали всё равно шли на переработку, потому что модель, управлявшая листогибом, не совпадала с моделью, управлявшей приспособлением.
Роботы не устраняют фрагментацию.
Реальность производственного цеха: роботизированная гибка оправдана, когда цех контролирует всю цепочку данных от начала до конца; иначе вы платите за точность, которая теряется при следующей передаче.
Теперь мы выходим в другую лигу.
Дюймовый AR400 не прощает ошибок. Высокая твёрдость. Серьёзный возврат упругости. Требуемые усилия отделяют маркетинг от реальных машин. Вы не выжмете это на изношенном листогибе на 175 тонн, надеясь на лучшее. Вам нужна мощность — реальная тоннажность, реальная глубина зева, реальный контроль прогиба балки.
Специалист по тяжёлым операциям с листогибом мощностью более 1000 тонн может выполнять толстые детали у себя, тогда как другие отдают это на сторону. Дело не только в силе. Дело в контроле. Когда им не нужно возить вашу плиту через весь город для гибки, они контролируют корректировку углов, последовательность и сроки. Сроки сокращаются, потому что нет внешней очереди, которую нужно согласовывать.
Но размер сам по себе не равен компетентности.
Я видел «монстра» на 1200 тонн, который выдавал непостоянные углы, потому что система подачи материала была неправильно настроена, а программирование не учитывало различия между партиями. Большое железо без выстроенного процесса лишь быстрее делает большие ошибки. А ошибки с толстыми листами — это не косметика: они означают резку горелкой, повторную сварку и часы работы сварщика, который пытается вытянуть тяжёлые секции в прямоугольность.
Помню, как пришлось утилизировать серию тяжёлых кронштейнов, где каждый изгиб был достаточно неточен, чтобы потребовать двадцатиминутной возни в приспособлении. Двадцать минут на 60 деталей — это 20 потерянных часов сварщика за неделю. При текущих ставках труда это уничтожило любую экономию, которую мы думали получить, выбрав более дешёвую региональную мастерскую с “достаточной” мощностью.
Тяжёлая работа усиливает мелкие ошибки.
Реальность производственного цеха: если цех не может продемонстрировать контролируемую компенсацию возврата упругости и интегрированное обращение с толстыми листами, ваши сварщики заплатят за каждый недостающий градус.
Вот где большинство покупателей ошибаются.
Прототипные мастерские работают быстро, потому что они внимательны. Небольшая очередь. Опытные операторы. Возможно, современный ЧПУ-гибочный пресс с хорошим хранилищем программ. Ваш первый образец возвращается безупречным. Углы точны до градуса. Отгибы чистые.
Вы облегчённо вздыхаете.
Затем отдел продаж получает крупный заказ.
Вот вопрос, который действительно важен: сможет ли та же мастерская произвести 300 деталей без полной переналадки между каждой позицией, без ухода углов между сменами, без того, чтобы отложить ваш заказ, когда позвонит более крупный клиент? Или они работают на старом гидравлическом оборудовании, где угол «плавает» между циклами, полагаясь на опыт рабочих вместо зафиксированных программ?
“Но та более дешёвая мастерская может работать на старом гидравлическом оборудовании, где угол ”плавает” между циклами».”
На прототипе оператор будет подстраивать до идеала. На серийном выпуске эти постоянные подправки превращаются в разброс между партиями. Ваши сварочные приспособлениям всё равно, что на чертеже написано “в допуске”. Им важна повторяемость.
Я видел, как пилотная партия из 25 штук проходила инспекцию, а затем партия из 400 штук превращалась в тележку доработок, потому что мастерской не хватало точности заднего упора или глубины оснастки для поддержания стабильности на длинных сериях. Прототип скрыл разрыв в производственных возможностях.
Масштабирование — это не про скорость. Это про устойчивую повторяемость.
Реальность цеха: если прототипная мастерская не может показать, как она поддерживает стабильность угла при больших объёмах и в разных сменах, ваш серийный заказ вскроет потолок, о котором вам никогда не рассказывали.
Выбирают уровень гибочного пресса не по прайс-листу. Его выбирают, задав один неприятный вопрос заранее: Если этот изгиб получится неверным, кто за это заплатит?
Если ответ — “мои сварщики”, вы уже в проигрыше.
Этот чеклист не о том, чтобы найти самую передовую мастерскую в штате. Он о том, чтобы сопоставить возможности оборудования, дисциплину программирования и контроль измерений с геометрией и объёмом вашей детали — чтобы устранить вариации на гибочном этапе, а не множить их в приспособлениях. Каждый пункт ниже — это фильтр. Не пройден хоть один — значит, вы одобряете будущие переделки, которые заплатите своим трудом, сроками и репутацией.
Хотите практику? Вот она.
Начинайте с физики, а не с маркетинга.
Тоннаж — это не ощущение, а расчёт. Необходимое усилие растёт пропорционально квадрату толщины материала и масштабируется по длине изгиба. Если ваша деталь из материала 3/8 дюйма длиной 10 футов, а самый крупный пресс в мастерской едва хватает по усилию или длине стола, вы уже вынуждаете их идти на компромиссы — сегментированные изгибы, перестановки или работу на пределе мощности, где появляются прогиб и уход угла.
И вот где заказчики становятся ленивыми: они останавливаются на “достаточном тоннаже”.”
Достаточно — не значит стабильно.
Старые гидравлические машины технически могут достичь нужного усилия, но без точной компенсации прогиба станины (crowning) и контроля параллельности траверсы длинные изгибы получаются с небольшим отклонением угла от конца до конца. Разница — примерно один градус. На коротком фланце это незаметно. На длинной панели корпуса этот градус превращается в щель на углах и лишние 10 минут возни с приспособлениями на каждое изделие.
Десять минут на 150 изделий — это 25 потерянных часов сварщика. Это не теория. Это неделя труда, которую вы не заложили в бюджет.
Как‑то я наблюдал, как партию длинных нержавеющих панелей гнули на прессе, который вроде бы был “достаточно большим”. Первые пять деталей выглядели нормально. К середине серии начали проявляться тепловые и гидравлические отклонения. Мы потратили два дня на доработку, выравнивая фланцы в одну плоскость перед сваркой. Контейнер для брака заполнился панелями, которые покоробило без возможности восстановления, потому что машина работала на пределе возможностей.
Вы проверяете не только усилие. Вы проверяете, есть ли у машины запас мощности и контролируемый прогиб по всей длине изгиба.
Реальность цеха: Если их пресс работает почти на пределе при вашем самом длинном изгибе, вашим отделом регулировки становится сварочный участок.
Предположим, что с оборудованием всё в порядке.
Следующий фильтр — управление данными.
Спросите, как они создают программы гибки. Если ответ — “оператор вводит её вручную на пульте и подгоняет по месту”, вы ставите свою маржу на «производственное чутьё». Это срабатывает для прототипов. В массовом производстве всё разваливается.
Современные многоосевые ЧПУ-прессы управляют глубиной хода траверсы, положением заднего упора (оси X, R, Z), компенсацией прогиба и иногда даже измерением угла в реальном времени. Офлайн-программирование означает, что они импортируют вашу 3D‑модель, моделируют последовательность гибки, проверяют столкновения и фиксируют воспроизводимые параметры ещё до того, как материал коснётся пуансона.
Почему это важно?
Потому что повторяемость — это не попасть в угол один раз. Это попасть в него на детали №1 и №400, в разных сменах, при разных операторах.
Я бывал в цехах, где программы хранились в чьей-то тетради. Когда этот человек уходил в отпуск, разброс по углам рос. Потом это проявлялось в разбросе при сварке, в срывах сроков поставки, в вопросах начальников, почему в этом месяце упала производительность.
А если вы работаете в регулируемых отраслях — автомобилестроение, тяжёлое машиностроение, любая сфера под аудитом — спросите, могут ли они записывать кривые усилия и положения траверсы для каждой детали. Если они не могут предоставить цифровые данные гибки, они работают не на том уровне, на который рассчитывает ваша служба соответствия.
“Но та более дешёвая мастерская может работать на старом гидравлическом оборудовании, где угол ”плавает” между циклами».”
Эта фраза должна заставить вас задуматься, прежде чем отправлять запрос на предложение (RFQ).
Реальность цеха: Отсутствие офлайн-программирования и многоосевого управления означает, что вы покупаете не инженерную воспроизводимость, а «героизм оператора».
Теперь мы переходим к тихому убийце — точности развертки.
K‑фактор — это коэффициент, который показывает, где проходит нейтральная ось во время гибки. Он определяет, насколько растянется материал и, следовательно, какой длины должна быть заготовка, чтобы получить нужные финальные размеры. Он не универсален. Он зависит от материала, толщины, радиуса инструмента и метода гибки.
Если ваша CAD‑модель использует усреднённый K‑фактор, а их оснастка имеет другой радиус пуансона и раскрытие V‑матрицы, то ваша деталь будет иметь отклонение по размерам, даже если углы выполнены идеально.
Вот почему отверстия не совпадают после гибки. Не потому, что гибочный пресс ошибся. А потому что расчёты «выше по течению» не соответствовали оснастке «ниже по течению».
Я видел, как за неделю отправляли в утиль 120 панелей, потому что конструктор смоделировал их с коэффициентом К по умолчанию, а цех использовал более широкую матрицу для безопасности по усилию. Каждый отгиб был короче на несколько миллиметров. Недостаточно, чтобы заметить с первого взгляда, но достаточно, чтобы не попасть в отверстия под крепёж и заставить делать прорези. В итоге два программиста переписывали развертки, оператор лазера запускал листы заново, а сварщики стояли без дела, ожидая исправленных деталей.
Перед выпуском спросите цех:
Если они не могут ответить однозначно, готовьтесь финансировать обучение.
Реальность цеха: Если ваша развертка не создана под их фактическую оснастку, ваши “в допуске” гибы всё равно не соберутся.
Здесь вы защищаете маржу.
Не просто измеряя углы.
На первой детали вы проверяете:
Поместите деталь в реальное приспособление. Зажмите. Если нужна «помощь кувалдой», не подписывайте.
В одной автомобильной программе переход на электрические ЧПУ‑прессы резко сократил отклонения размеров и существенно уменьшил количество брака. Видимый результат — меньше плохих деталей. Настоящая победа — роботизированные сварочные ячейки перестали останавливаться для перенастройки. Именно это вы и проверяете на первой детали: не “проходит ли она контроль”, а “проходит ли она сборку без трения”.”
Первая деталь, которая “едва соответствует допускам”, — это предупреждение, а не зелёный свет. Варьирование растёт с объёмом.
Разрешайте серийное производство только тогда, когда деталь садится в приспособление без монтировок, без молотков и без выражений, которые вы не стали бы использовать на совещании.
Потому что как только вы отпускаете 500 заготовок на лазер и 500 часов на гибку, вы закрепляете любую системную ошибку, которую допустили в первой детали.
Неочевидная истина такова: вы оцениваете не станок. Вы оцениваете производственную экосистему относительно ваших целевых показателей маржи. Правильный уровень — это не самая продвинутая мастерская, а самый низкий уровень, который может доказать — через резерв мощности, управляемое программирование, согласованные с инструментом развёртки и беспощадную проверку первой детали — что вашим сварщикам никогда не придётся компенсировать их гибку.
Всё остальное — это просто дешевая математика почасовых ставок, скрывающая будущие переделки.


















