

عامل لحام يستند إلى طاولته، خوذته مرفوعة، يحدق في لوح جانبي لحاوية يبلغ طوله أربعة أقدام لا يجلس بمحاذاة صحيحة.
الانحراف ربما درجة واحدة، وربما أكثر بقليل. لا يبدو ذلك كثيرًا — حتى تحاول إغلاق وصلة تقاومك عبر أربعة أقدام من الفولاذ. الآن هو يبحث عن المشابك، ويسحبها إلى مكانها، وهو يعلم تمامًا أنه سيضطر لطحن نصف اللحام لاحقًا.
لقد دفعت مقابل الانحناء بالساعة. الآن تدفع مقابل هذا بالدقيقة.
لقد شاهدت عمّال لحام مهرة يخسرون نصف نوبة بسبب قطع كان من المفترض أن “تتوافق.” لوح منحني بزاوية 89 درجة بدلًا من 90 لا يبقى خطأه بدرجة واحدة أثناء التجميع. يتحول إلى فجوات في الزوايا، وثقوب غير متطابقة، وهياكل مشوهة بعد اللحام. خطأ زاوي صغير يتضاعف عبر كل سطح متلامس.
إليك الترجمة التي لا أحد يضعها في عرض السعر: درجة واحدة إضافية من الانحراف في حافة بطول 36 بوصة قد تعني 1/8 بوصة من المحاذاة القسرية عند الحافة البعيدة. هذه مشابك. هذه حرارة. هذا تحكم في التشوه. هذا طحن. وهذا عامل لحام ينتظر بدلًا من أن يلحم.
مورد مكبس الانحناء لديك يفكر بعدد الانحناءات في الساعة. أما ورشتك فتعتمد حياتها على عدد التركيبات المتقنة في الساعة.
وعندما لا يتطابق الاثنان، يصبح قسم اللحام ممتصًّا للصدمات لأخطاء غيره.
حقيقة أرضية الورشة: إذا كان عمّالك في اللحام “يجعلونه يعمل”، فشريكك في الانحناء يكلفك المال بالفعل.
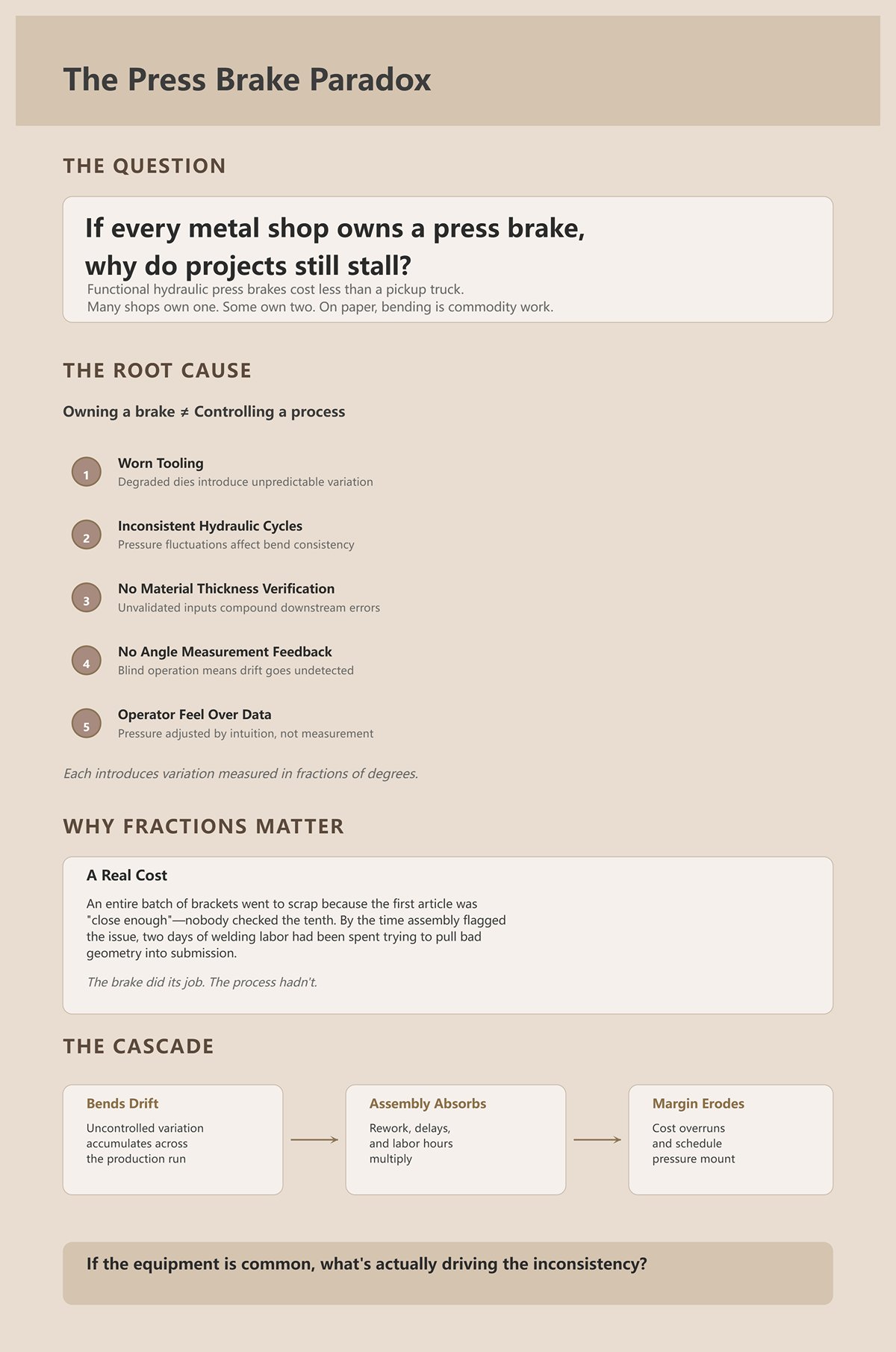
يمكنك شراء مكبس انحناء هيدروليكي عملي بسعر أقل من شاحنة بيك أب متوسطة. العديد من الورش لديها واحد. وبعضها لديه اثنان. على الورق، يعتبر الانحناء عملًا سلعيًا.
فلماذا لا تزال المشاريع تتعطل؟
لأن امتلاك مكبس لا يعني التحكم في العملية. أدوات بالية. دورات هيدروليكية غير متناسقة. لا تحقق من سماكة المادة. لا تغذية راجعة لقياس الزاوية. مشغل يزيد الضغط “بالإحساس” بدلًا من البيانات. كل واحدة منها تضيف انحرافًا يُقاس بجزء من الدرجة.
الكسور الصغيرة مهمة.
أتذكر أنني رميت دفعة كاملة من الحوامل في سلة الخردة لأن العينة الأولى كانت “قريبة بما يكفي”، ولم يتحقق أحد من القطعة العاشرة. وبحلول الوقت الذي نبه فيه قسم التجميع إلى المشكلة، كنا قد أهدرنا يومين من عمل اللحام نحاول إجبار هندسة سيئة على الخضوع. مكبس الانحناء أدى عمله. أما العملية، فلم تفعل.
عندما تنحرف الانحناءات، يمتص قسم التجميع الانحراف. ويتحمل جدول المشروع التأخير. ويمتص هامشك التكلفة.
إذا كان المعدّ شائعًا، فما الذي يسبب عدم الاتساق فعليًا؟
لنجري افتراضًا نظريًا نظيفًا.
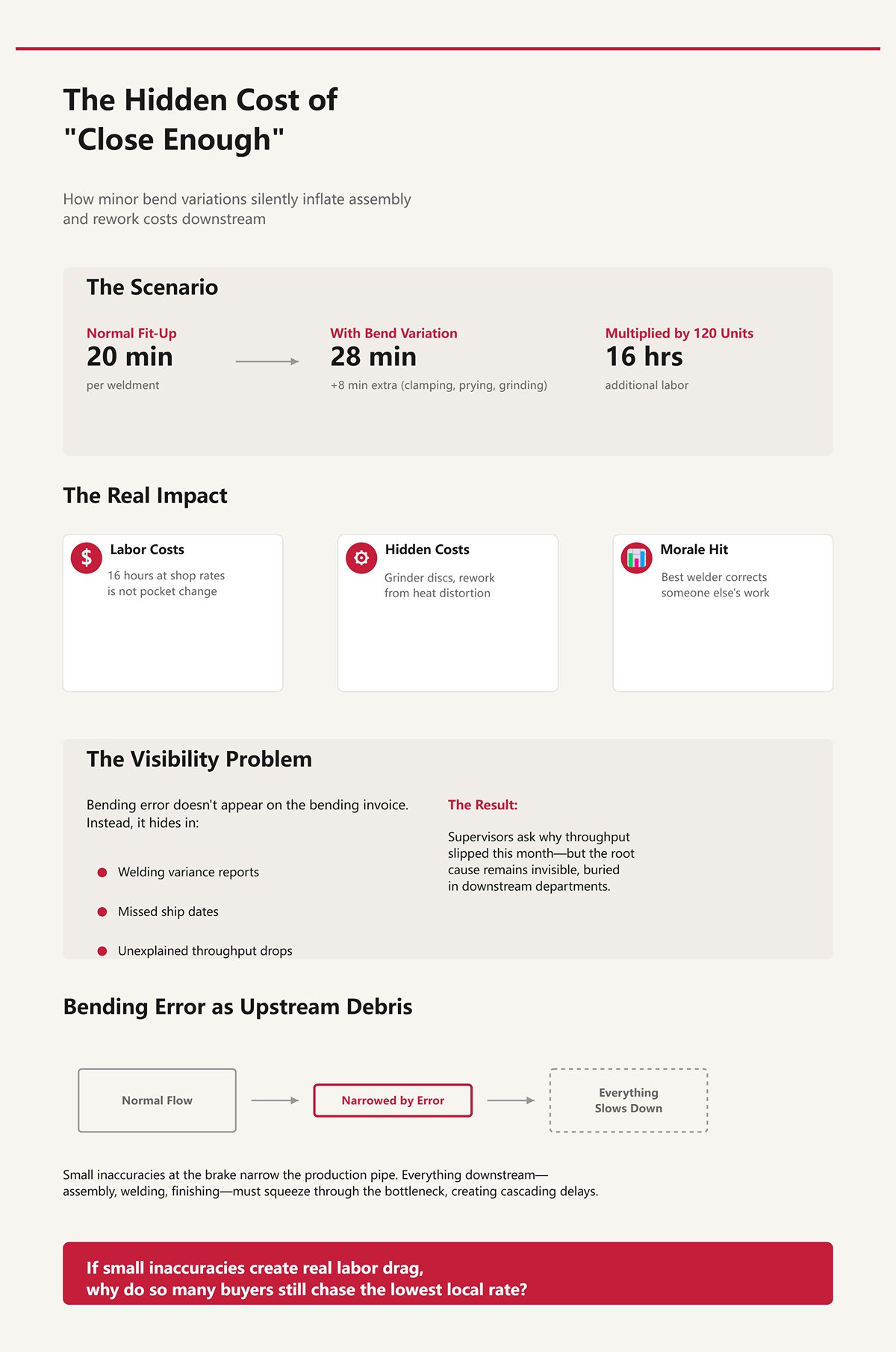
لنقل إن قطعة اللحام عادة تستغرق 20 دقيقة من التحضير قبل أول نقطة لحام. والآن أضف انحرافًا طفيفًا في الانحناء يزيد فقط 8 دقائق إضافية من الإقناع — تثبيت، تحريك بالقوة، طحن، إعادة فحص الزاوية.
ثماني دقائق لا تُخيف أحدًا.
الآن اضرب ذلك في 120 وحدة. هذا يعني 16 ساعة عمل إضافية. وبأسعار الورش الفعلية، هذا ليس مبلغًا بسيطًا. وذلك قبل أن تحسب أقراص الجلخ، أو إعادة العمل الناتجة عن تشوه الحرارة، أو التأثير المعنوي عندما يقضي أفضل عامل لحام لديك يومه يصحح أخطاء شخص آخر.
“عبارة ”قريب بما فيه الكفاية" عند آلة الثني تظهر على شكل ساعات عمل إضافية في مرحلة التجميع.
وهنا يأتي القاتل الصامت: أنت لا تراه في فاتورة الثني. بل تراه مدفونًا ضمن تباين اللحام، في مواعيد الشحن الفائتة، وفي تساؤلات المشرفين عن سبب انخفاض الإنتاجية هذا الشهر.
خطأ الثني هو شوائب في المنبع. إنه يضيق الأنبوب. وكل ما يأتي بعده يتباطأ ليتمكن من العبور.
إذا كانت الانحرافات الصغيرة تسبب عبئًا حقيقيًا في العمل، فلماذا لا يزال العديد من المشترين يطاردون أقل الأسعار المحلية؟

لقد رأيت شركات تقود سياراتها لعشرين دقيقة على الطريق لتوفير $15 في الساعة من وقت مكبس الثني.
يبدو ذلك ذكيًا.
لكن تلك الورشة الأرخص قد تستخدم معدات هيدروليكية أقدم يحدث فيها انحراف في الزاوية بين الدورات. قد لا تمتلك أدوات تحديد موقف متعددة المحاور تعمل بتحكم رقمي (أنظمة تموضع محوسبة دقيقة حتى أجزاء من الألف). وربما تفتقر إلى التحقق من الزاوية أثناء التشغيل. لذا كل دفعة تحمل تفاوتًا لن تلاحظه حتى تصل القطع إلى طاولات اللحام.
الآن تتحول “مدخراتك” إلى:
الرياضيات تنقلب بسرعة.
شريك الثني الذي يمتلك دقة تكرارية عالية وفحصًا مدمجًا لا يمنحك مجرد قطع. بل يمنح عمال اللحام لديك انسيابية في العمل. لا صراع. لا إجبار. فقط تركيب، تثبيت، والانتقال إلى الخطوة التالية.
السعر المنخفض بالساعة يقيس تكلفة الثني.
تكلفة المشروع الإجمالية تقيس تكلفة كل ما يمسّه الثني.
واقع أرض الورشة: إذا كنت تختار ورشة الثني بناءً على القرب والسعر بالساعة فقط، فأنت تقيس الجزء الأرخص من المشكلة وتدفع ثمن الجزء الأغلى لاحقًا.
إذن السؤال الحقيقي ليس من يملك مكبس الثني.
بل لماذا تتصرف بعض الثنيات كما ينبغي — بينما تخنق أخرى بهدوء خط الإنتاج بأكمله.
أنت تعلم بالفعل أن طاولة اللحام هي المكان الذي تنكشف فيه الثنيات السيئة.
السؤال الحقيقي هو ما الضوابط المحددة التي تميز الورشة التي تسلمك أجزاءً تُركب بسهولة في القوالب عن تلك التي تسلمك أجزاء “قريبة بما يكفي” وتترك لملحِميك مهمة إصلاحها.
دعنا نستعرض مكبس الثني نفسه.
تخيل جانب هيكل به أربع ثنيات. الحافة الأولى تُستند إلى مقياس الخلفية. الثانية تُستند إلى الأولى. الثالثة إلى الثانية. وبحلول الرابعة، تكون قد راكمت الخطأ فوق الخطأ.
في مكبس الثني اليدوي أو بنظام NC الأساسي، يكون مقياس الخلفية عادةً أحادي المحور. يتم ضبطه على محور X (إدخال وإخراج)، وربما مع شاشة رقمية. يقوم المشغل بتحريك الأصابع إلى الوضع المطلوب، ويقفِلها، ويجري الثني، ويتحقق بمنقلة، ويُعدل عمق الكباس إذا لزم الأمر. التحكم في الزاوية عادة ±1° إلى ±3° حسب المهارة والصبر. كل تصحيح يتم عبر المحاولة والخطأ.
قارن ذلك الآن بنظام CNC متعدد المحاور: محركات مؤازرة لمحاور X وR (الارتفاع)، وأحيانًا Z1/Z2 (تحديد موضع مستقل يسار/يمين)، مع دقة تحديد تُقاس بأجزاء الألف من البوصة. عمق الكباس على المحور Y يتم التحكم به تلقائيًا، والبرنامج يخزن قيم التعويض لكل مادة وسماكة. تقوم بثني الجزء الأول والجزء رقم مئة بنفس الشكل المبرمج.
هذا ليس تسويقًا. إنها فيزياء مع تغذية راجعة.
هنا يُخدع المشترون: يمكن للمشغل الماهر على إعداد يدوي أن يُنجز حاملة بسيطة بزاوية 90° طوال اليوم. رأيت قدامى الحرفيين يفعلون ذلك بالإحساس والمربع فقط. في جزء من ثنيتين، تسامح واسع، فولاذ معتدل؟ قد لا تلاحظ الفرق.
أضِف ثلاث ثنيات أخرى. أضِف بُعد فتحة إلى حافة ضيقًا. أضِف جزءًا يجب أن يدخل ضمن تجميع لحام بلا أي مجال للخطأ.
الآن ذلك المقياس ذو المحور الواحد لا يمكنه تصحيح الانحراف من اليسار إلى اليمين. ولا يمكنه التعويض تلقائيًا عند اختلاف دفعة المادة بمقدار 0.010 بوصة. ولا يمكنه تعديل عمق الكباس في الزمن الفعلي. الأخطاء تتراكم عبر التسلسل.
لقد سحبت مرة منصة من الألواح من شاحنة لأن بُعد الفتحة إلى الحافة انحرف بمقدار 1/16 بوصة بحلول الثنية الرابعة. لم “يبدو” أي شيء خاطئ عند مكبس الثني. لكن في التجميع، كان لا بد من إجبار كل لسان تزاوج على مكانه. أضعنا عاملَي لحام في وردية كاملة لإعادة توسيع الفتحات وتوسيع الألسنة فقط لجعل الإطار مستويًا. لم يكن ذلك تكلفة الثني، بل ساعات لحام ضائعة بتكلفة كاملة.
القابلية للتكرار لا تأتي من الثقة. بل من نظام تحكم مغلق الحلقة وبرامج مخزّنة.
واقع أرض الورشة: إذا كانت هندسة الجزء لديك تعتمد على إحساس العامل بدلًا من تحديد المواقع بمحركات مؤازرة متعددة المحاور، فإن تسامحاتك تُقامر بها ثنية تلو الأخرى.
| القسم | المحتوى |
|---|---|
| العنوان | المؤخرة اليدوية مقابل التحكم الرقمي متعدد المحاور CNC: من أين تأتي القابلية الفعلية للتكرار؟ |
| مثال على تراكم الأخطاء | تخيل جانب هيكل به أربع ثنيات. الحافة الأولى تُستند إلى مقياس الخلفية. الثانية تُستند إلى الأولى. الثالثة إلى الثانية. وبحلول الرابعة، تكون قد راكمت الخطأ فوق الخطأ. |
| مكبس ثني يدوي / بنظام NC أساسي | يكون مقياس الخلفية غالبًا أحادي المحور (X للداخل والخارج)، وأحيانًا مزود بعرض رقمي. يقوم المشغل بوضع الأصابع يدويًا، ويغلقها، ويجري الثني، ويتحقق بمنقلة، ويُعدل عمق الكباس إذا لزم الأمر. يتراوح التحكم في الزاوية عادة من ±1° إلى ±3° حسب المهارة والصبر. التصحيحات تعتمد على أسلوب المحاولة والخطأ. |
| نظام CNC متعدد المحاور | محركات مؤازرة لمحوري X وR (الارتفاع)، وأحيانًا Z1/Z2 (للوضع المستقل يمينًا ويسارًا). دقة التمركز تُقاس بالألف من البوصة. يتم التحكم بعمق الكبس (محور Y) تلقائيًا. البرامج تخزن قيم التعويض لكل مادة وسماكة. الجزء الأول والجزء رقم مئة يتبعان نفس الأوامر الهندسية. |
| المبدأ الأساسي | قابلية التكرار ليست دعاية تسويقية — إنها مزيج من الفيزياء ونظام التغذية الراجعة. |
| أين يُخدع المشترون | يمكن لمشغّل ماهر في إعداد يدوي أن ينتج باستمرار زاوية بسيطة مقدارها 90°، خاصة في قطع فولاذية ذات انحناءين وتحمل تسامح منخفض. في مثل هذه الحالات، قد لا تكون الفروقات ملحوظة. |
| زيادة التعقيد | أضف مزيدًا من الانحناءات، أو أبعادًا ضيقة بين الثقب والحافة، أو قطعًا يجب أن تتطابق بدقة مع لحامات التجميع. تبدأ الأخطاء بالتضاعف عبر تسلسل العمليات. |
| قيود مقياس الارتداد أحادي المحور | لا يمكنه تصحيح الانحراف من اليسار إلى اليمين. لا يمكنه التعويض تلقائيًا عن فروقات سماكة المادة (على سبيل المثال، سماكة أكبر بـ .010). لا يمكنه ضبط عمق الكبس في الوقت الفعلي. الأخطاء تتراكم تدريجيًا. |
| مثال واقعي | مجموعة من الألواح كانت بها انحراف من الحافة إلى الثقب بمقدار 1/16 بوصة عند الانحناء الرابع. لم يُلاحظ أي خلل عند المكبس، لكن التجميع تطلب إجبار الألسنة المتطابقة على الدخول. قضى عاملان في اللحام وردية كاملة في توسيع الفتحات وشق الألسنة لتسوية الإطار — ما أدى إلى تكلفة عمل مهدورة. |
| رؤية أساسية | قابلية التكرار تأتي من نظام تحكم مغلق الحلقة وبرامج مخزنة — وليس من ثقة المشغّل. |
| واقع أرض المصنع | إذا كانت هندسة القطعة تعتمد على إحساس المشغّل بدلاً من تمركز مؤازر متعدد المحاور، فإن التسامحات تصبح مقامرة تُخاض مع كل انحناءة على حدة. |
أعد ضبط مكبس بطول 10 أقدام. ضع صفيحة بسمك 3/16 بوصة عبر السرير. طبّق الحمولة في المنتصف.
يتشوّه الكبّاس. ويتشوّه السرير. الفولاذ يثني الفولاذ.
بدون تعويض، سترى النتيجة فورًا: 90° عند الأطراف، و88.5° في المنتصف. يفحص المشغل جانبًا، يضبط الضغط، فيطارد الجانب الآخر. في النهاية توازن بين الجانبين وتعتبرها جيدة بما يكفي.
يصبح هذا الفارق فجوة عند لحام وصلة طويلة. يشد اللحّام المنتصف، فترتفع الأطراف، ويزيد السخونة الأمر سوءًا. والآن تطارد تشوّهًا ناتجًا عن زوايا انحناء غير متساوية بدأت بانحناء الآلة نفسها.
تستخدم المكابح الحديثة أنظمة تتويج — تعديلات ميكانيكية أو هيدروليكية تُقوِّس السرير عمدًا بعكس الانحناء المتوقع. التتويج الديناميكي يضبط الانحناء على طول السرير بناءً على الحمولة الهندسية للقطعة. هذا ليس خيارًا في القطع الطويلة؛ إنه الطريقة الوحيدة للحصول على زاوية متّسقة من اليسار إلى اليمين.
الورش منخفضة التكلفة التي تعمل بمعدات هيدروليكية قديمة غالبًا ما تعتمد على تتويج ثابت أو يدوي، يُضبط مرة واحدة ويُترك كما هو. عند تغيير سماكة المادة أو طول الانحناء، يصبح ذلك التتويج “اضبطه وانسَه” غير صحيح.
لن ترى هذا في عرض السعر. ستراه عندما يتمايل لوحك الذي يبلغ طوله 8 أقدام على الطاولة ويبدأ اللحام بضبط جانب واحد قبل التثبيت الأولي.
وكل دقيقة يقضيها في الضبط هي دقيقة لا يقضيها في اللحام.
اثنِ قطعة من الفولاذ عالي المقاومة إلى زاوية 90° تحت الحمل. حرر الكبّاس. ستنفتح إلى 92°.
ذلك الاسترجاع المرن هو الارتداد. الفولاذ الطري قد يرتد بنحو 1° تقريباً. أما المواد عالية المقاومة فقد ترتد من 2° إلى 4°. ويتصرف الألمنيوم بشكل مختلف مرة أخرى. السماكة، واتجاه الحبيبات، ونصف قطر الأدوات كلها تغيّر القيمة.
في الإعداد اليدوي، يتم التعامل مع الارتداد المَرِن عن طريق زيادة الثني بالاستناد إلى الخبرة. “هذه الدفعة تبدو صلبة—أضف درجة.” ينجح ذلك إلى أن يغيّر المصنع التركيبة الكيميائية قليلًا أو تنتقل من نوع A36 إلى فئة أعلى مقاومة دون تحديث التقديرات.
تخزن أنظمة CNC تعويضات الثني والارتداد بحسب نوع المادة وسماكتها. وبعضها يستخدم أنظمة لقياس الزوايا للتحقق من أول ثني وتصحيح باقي التشغيل تلقائيًا. هذا هو الفرق بين ضبط قطعة واحدة والتحكم بدفعة إنتاجية كاملة.
لقد رأيت عملاً باستخدام فولاذ عالي المقاومة حيث تم “ضبط” أول خمس قطع بالإحساس، ثم ذهب المشغّل للاستراحة. جاء الوردية الثانية وشغّلت نفس البرنامج دون تعديل لاختلاف بسيط في دفعة المادة. بحلول الصباح، كان لدينا عربة من القطع مفتوحة بزاوية 1.5°. حاول قسم التجميع إجبارها على الدخول في القوالب. وانتهى الأمر بتشققات في نقاط اللحام وإعادة عمل لكل وحدة.
الارتداد ليس لغزًا. إنه ناتج عن الرياضيات والتحقق.
عندما لا يحسبه أحد بدقة، فإن عمّالك هم من يعوضون ذلك بالملاقط والحرارة.
كل مكبس ثني له تصنيف حمولة لكل قدم. تجاوز هذا الحد وتخاطر بانحناء الماكينة أو تلف الأدوات أو ما هو أسوأ.
لكن هناك مشكلة أكثر هدوءًا: التشغيل قرب الحد الأعلى من دون أدوات أو دعم كافٍ يزيد التفاوت حتى لو لم تتجاوز الحد المعلن. الماكينة تتعرض للإجهاد. يزداد الانحناء. وتقل ثبات الزاوية على طول القطعة.
ورشة تعمل عادة على فولاذ طري بسماكة 11 مقياسًا تتولى تنفيذ عمل بصفائح أكثر سماكة لأنها “تناسب السرير.” قد لا تمتلك فتحات V-die المناسبة، وقد لا تملك أدوات مقسّمة لدعم الحواف القصيرة، وقد لا تملك هامش الحمولة الكافي للحفاظ على زوايا متسقة دون إجهاد الماكينة بشدة.
لذا يبطئون الدورة. ويعدّلون الضغط يدويًا. ويتقبلون بعض التفاوت لأن “القطعة ثقيلة على أي حال”.”
يظهر هذا التفاوت على شكل تركيب قسري في التجميع، وفجوات لحام أكبر، ومعدن حشو أكثر، ومدخل حراري أعلى. المزيد من الحرارة يعني مزيدًا من التحكم في التشوه. والمزيد من التحكم في التشوه يعني مزيدًا من الوقت.
وهكذا، يتكدس خط الإنتاج مرة أخرى—انحناءة سميكة تلو الأخرى.
إذا لم تستطع الورشة أن تخبرك بقدرتها بالطن لكل قدم، وطريقتها في تعويض الانحناء (التاج)، ومحاور جهاز القياس الخلفي، وكيف تتعامل مع الارتداد في المواد عالية المقاومة، فأنت لا تشتري سعة ثني.
أنت تشتري درجة من عدم اليقين.
والسؤال التالي أكثر إزعاجًا: ماذا يحدث عندما تكون الورشة نفسها مسؤولة أيضًا عن القطع واللحام لأجزائك في أقسام منفصلة دون بيانات أو تغذية راجعة مشتركة؟
رأيت دفعة من الحوامل بسمك 3/16 تُقص بالليزر ويتم تفريغها في الساعة التاسعة صباحًا، ثم تُثنى في الطرف الآخر من المدينة قبل الظهر، وتعود إلى خلايا اللحام لدينا بعد يومين لأن أحد الحواف كان “منحرفًا بمقدار درجة تقريبًا”. ورشة الثني أقسمت بأن الزوايا ضمن حدود التسامح. لكن أداة التثبيت لدينا قالت خلاف ذلك. خسرنا نصف يوم لإثبات من كان على حق قبل أن يشعل أحدهم القوس.
ذلك هو الفرق العملي بين شريك موثوق ومصنع إعادة العمل: ليس فقط أنظمة القياس الخلفية المؤازرة أو التعويض الديناميكي للتاج، بل أن القص والثني واللحام يجب أن تشترك في قاعدة بيانات واحدة وحلقة تغذية راجعة واحدة. عندما يكون مبرمج الليزر، ومشغل المكبس، ومشرف اللحام في نفس الطابق، فإن أول قطعة خاطئة لا تسافر 40 ميلاً وسلسلتين من الرسائل الإلكترونية قبل أن يقوم أحدهم بضبط خصم الثني. بل تُصحح قبل الغداء.
أنت تعلم بالفعل أن تباين الثني يزيد التكلفة. الآن نحن نتحدث عما يحدث عندما تضاعف ذلك التباين عبر موردين متعددين.
واقع أرضية المصنع: في كل مرة تعبر فيها أجزاؤك منصة التحميل، تعود حدود التفاوت الخاصة بك إلى حالة انعدام الثقة.
تخيل مهمة تصنيع غلاف مكوّن من 200 قطعة. يُقطع بالليزر يوم الإثنين. يُثنى يوم الثلاثاء. يُلحم يوم الأربعاء. هذا ليس دعاية تسويقية؛ بل ما يحدث فعلاً عندما تُبنى برامج الليزر والثني وتجهيزات اللحام من نفس ملف CAD وتُحفظ في نفس النظام.
إليك الآلية.
مكابس الثني الحديثة التي تعمل بتحكم رقمي يمكنها استيراد الأنماط المسطحة مباشرة من CAD، ومحاكاة تسلسل الثني خارج الخط، وتخزين تعويض الارتداد حسب المادة والسماكة. إذا خرجت القطعة الأولى بزاوية مفتوحة 0.5°، يقوم المشغل بتحديث البرنامج. يبقى ذلك التصحيح مرتبطًا بالمهمة. عندما يبدأ اللحام ويلاحظ المشرف زاوية ضيقة في الأداة، يمشي 50 قدمًا، لا 50 ميلاً، ويقومون معًا بتعديل طول أو زاوية الحافة قبل تشغيل باقي الدفعة.
دون شحن. دون إعادة تسعير. دون عبارة “سنقص الفتحات من جانبنا”.”
مكاسب الأتمتة التي تصل إلى 40% في التشغيل عالي الحجم لا قيمة لها إلا إذا كانت العمليات السابقة واللاحقة متزامنة. يمكن لمكبس ثني متطور واحد بالفعل أن يقلل زمن دورته. ولكن إن كانت أجزاؤه تُرسل إلى قسم لحام في شركة مختلفة لا تشارك أدوات التثبيت أو التغذية الراجعة، فإن السرعة فقط تدفع الأجزاء أسرع إلى عنق الزجاجة التالي.
رأيت مرة 120 لوحة مكدسة في سلة الخردة لدينا لأن النمط المسطح اعتمد على معامل K عام. نفذت ورشة الثني ما هو موضح في الرسم. أداة التثبيت للحام، المُصممة داخليًا، لم تسامح تراكم الخطأ عبر أربع حواف. ثلاثة أيام من وقت الليزر، ويومان من الثني، ثم دفعنا أجور الحدادين للفرز والوسادة والإتلاف. لم تكن مشكلة الثني. كانت مشكلة في خط الإنتاج المكسور.
عندما تمتلك ورشة واحدة خط الإنتاج الكامل، فإنها تمتلك الخطأ أيضًا. وتقوم بإصلاحه عند المصدر، لا في التجميع النهائي.
لذا فالسؤال ليس ما إذا كانت التكامل تبدو مريحة، بل ما إذا كان جدولك الزمني قادرًا على الصمود أمام جزر مستقلة من شعار “ليس قسمي”.”
لنكن منصفين. ليست كل ورشة ثني مستقلة فوضوية. فبعضها يعمل بمعدات تحكم رقمي من الطراز الأول مع برمجة خارجية ومشغلين منضبطين. لكن الورشة الأرخص ربما تستخدم معدات هيدروليكية أقدم مع انحراف زاوية بين الدورات، وتاج يدوي، وأوراق إعداد مثبتة على الحائط.
إليك كيف يبدو ذلك عمليًا.
تصل الأجزاء المقطوعة. يفككون المهمة السابقة، ويبدلون الأدوات، ويشغلون بضع اختبارات، يقيسون، يضبطون، ثم يعيدون التشغيل. في مكبس ثني كهربائي حديث مزود ببرامج مخزنة، قد يستغرق ذلك من 10 إلى 15 دقيقة. في آلة هيدروليكية أقدم، قد يستغرق الأمر 45 دقيقة للوصول التدريجي إلى الزاوية الصحيحة. اضرب ذلك في خمسة أرقام أجزاء مختلفة في أمر شراء واحد مختلط.
ثم يدخل زبون آخر ومعه مهمة عاجلة.
لكي “يسرعوا” عملك، لا يكتفون بدفعه للأمام في الطابور. بل يفكون الإعداد ويعيدون الضبط مجددًا. هذا هو وقت الإعداد المفقود، وهم يفرضون عليك رسوم استعجال مقابله. ليست دائمًا عملية ابتزاز. أحيانًا تكون ضريبة على المعدات المحدودة وندرة المشغلين.
تعاني التشغيلات الصغيرة والنماذج الأولية أكثر من غيرها. تشير الأبحاث إلى أن الأتمتة تعزز السرعة أساسًا في الأحجام الكبيرة. في الدُفعات الصغيرة، القابلية للتكرار واستدعاء البرامج هما كل شيء. إذا لم تحتفظ الورشة ببيانات الثني المعتمدة، أو لم تثق بها لأن دفعات المواد تختلف ولا أحد يتابعها، فكل تشغيل يبدأ من الصفر.
وكل بداية خدش تضيف يومًا هنا، ونصف يوم هناك. تراها مدفونة في تباين اللحام، في مواعيد الشحن الفائتة، في مشرفين يتساءلون لماذا انخفض معدل الإنتاج هذا الشهر.
اضطررت إلى الموافقة على العمل الإضافي للحامين يوم الجمعة لأن الأجزاء المنحنية وصلت متأخرة مساء الخميس بعد زيادة “عاجلة” في قائمة الانتظار عند آلة الكبح. ثماني ساعات بأجر ونصف لأربعة لحامين تُبدد أي وفورات في معدل الساعة كنت تظن أنك تفاوضت عليها.
الثني الرخيص لا يكون رخيصًا عندما تبدأ في دفع رسوم التعجيل في قسم شخص آخر.
خذ تجميعًا بسيطًا: قاعدة مقطوعة بالليزر، أربع جوانب مثنية، ولُحمت لتشكل صندوقًا. كل مورد يحقق ±0.010 في ميزات القطع، و ±1° في الانحناءات. على الورق، جميعها ضمن المواصفات.
الآن اجمعها.
إذا افترض النموذج المسطح خصمًا واحدًا للثني وقام مشغل آلة الكبح بالتعديل بالإحساس، فإن طول الحافة ينزاح بضعة آلاف من البوصة. افعل ذلك أربع مرات حول الصندوق، ويزداد القطر القطري. حرارة اللحام تشده أكثر. الغطاء لا يجلس بشكل مستوٍ. لذلك يقوم الحام بالشد أكثر، ويضيف مادة ملء، ويصقل السطح. لقد دفعت للتو مقابل التحكم في التشويه الذي بدأ كخلاف رياضي بين شركتين.
عندما تكون عمليات القطع والثني واللحام تحت سقف واحد مع بيانات CAD/CAM مشتركة، لا يوجد “تسامحهم” و“تسامحنا”. هناك نموذج واحد، إصدار واحد، ومصدر واحد لحقيقة بدل الانحناء. إذا تغير معدل إنتاج المادة، يتم تحديث التصحيح في كل مكان. هكذا توقف انجراف التسامح قبل أن يتفاقم.
وهنا يفشل منطق الاعتماد على مكبح مفرد متطور. نعم، ترقية آلة واحدة يمكن أن تحسن اتساق الزوايا وتقلل من إعادة العمل داخل تلك الورشة. ولكن إذا لم تكن تلك الورشة مسؤولة أيضًا عن كيفية تفاعل تلك الانحناءات مع عرض القطع بالليزر واستراتيجية نقاط التثبيت وتسلسل اللحام، فما زلت تمتلك ثلاث تفسيرات مستقلة لنفس الرسم.
ثلاث تفسيرات تساوي ثلاث فرص لتراكم الأخطاء.
لقد سحبت أجزاء من إعادة العمل حيث كان كل بُعد من الناحية الفنية “ضمن التسامح”، ومع ذلك احتاج التجميع إلى صنفرة بالقالب على كل زاوية لتجاوز الفحص النهائي. لم يخطئ أي مورد بمفرده. الخطأ كان في النظام.
عمليات تسليم أقل تعني تفسيرات أقل. وتفسيرات أقل تعني مفاجآت أقل عند اللحام.
لأن في النهاية، قسم اللحام لديك ليس ممتص صدمات لعدم توافق الموردين. إنه أغلى مكان لاكتشاف ذلك.
إذا كان التكامل هو العلاج، فكيف تميز من هو فعلاً متكامل ومن اشترى فقط كتيبًا لامعًا؟
تتوقف عن السؤال حول معدل الساعة وتبدأ في السؤال عن المستوى.
ليست جميع مزودي مكابس الثني مهيئين لنفس المهمة. فبعضهم خلايا تعتمد على الأتمتة مصممة لتحقيق التكرار والدقة. وبعضهم متخصصون في القوة الخشنة يعتمدون على الحمولة العالية والمسافة المفتوحة. وبعضهم ورش النماذج السريعة التي تشغل برمجة ذكية على معدات متوسطة. على الورق، جميعهم “يثنون المعدن”. لكن في الإنتاج، يتصرفون بطريقة مختلفة جدًا عندما تصبح التسامحات في التجميع ضيقة وتزداد الكميات.
لقد شاهدت مهندسين يوافقون على نموذج أولي نظيف من ورشة رشيقة، ثم يمررون طلبًا من 500 قطعة عبر نفس القناة ويتساءلون لماذا تضاعف وقت ملاءمة اللحام. نجح النموذج الأولي لأن الانتباه البشري غطى على العيوب التي لم تتمكن المعدات من معالجتها. أما الإنتاج الكمي فكشفها.
اختيار مستوى غير مناسب ليس خطأً تقنيًا، بل تسرب في الهامش الربحي.
واقع أرضية المصنع: إذا لم تطابق مستوى المزود مع تعقيد الجزء وحجمه، يصبح قسم اللحام لديك مختبر اختبار لقيود الآخرين.
يفترض الجميع أن الروبوتات لا تكون منطقية إلا على نطاق صناعة السيارات.
هذا الافتراض أصبح مكلفًا.
لقد رأيت ورشة تقلّص إعداد مكبس الثني من 30 دقيقة إلى 15 دقيقة من خلال الاستثمار في أدوات أكثر ذكاءً وانضباط في البرمجة. تمت استعادة ثمانيٍ وأربعين ساعة عمل شهريًا إلى دورة الإنتاج. الاسترداد لم يستغرق سنوات، بل شهورًا. أضف الآن خلية روبوتية تخزّن مكتبات الأدوات، وتستدعي تسلسلات الثني، وتعوّض باستمرار عن ارتداد الزنبرك. فجأة لم يعد “تكلفة الإعداد” الوحش الذي يتخيله الناس.
لكن إليك الفخ الذي لا يبدأ به أي مندوب مبيعات: الخلايا الروبوتية تتطلب الاستقرار. تدفق مواد ثابت. أنماط فردية دقيقة. مشغلون يفهمون المعايرة، وليس مجرد الضغط على الأزرار. بدون هذا النظام البيئي، ستحصل على آلة باهظة الثمن ما زالت تحتاج مراقبة في الدفعات الصغيرة.
والدفعات الصغيرة مهمة.
يمكن للخلايا الروبوتية الحديثة التعامل مع تشغيلات مختلطة بفضل تبديل الأدوات السريع والبرمجة غير المتصلة. القصة القديمة – الأتمتة تساوي حجمًا كبيرًا فقط – آخذة بالزوال. إذا كان مزيج منتجاتك يتكرر مع تعديلات طفيفة، فإن مكبس الثني الروبوتي المتكامل جيدًا يمكنه تشغيل 20 قطعة اليوم و200 الشهر القادم بنفس بيانات الثني، ونفس منطق محدد الارتداد، ونفس القابلية للتكرار. هكذا تحمي وقت اللحام من الانحراف المتزايد.
لقد زرت مصنعًا حيث مكبس ثني روبوتي لامع يغذي الأجزاء في عربات تُفرز يدويًا لأن تعديلات الليزر السابقة لم تكن متزامنة. كان الروبوت مثاليًا. أما خط الإنتاج فلم يكن كذلك. لا تزال الأجزاء تُعاد إلى الإصلاح لأن النموذج الذي يشغّل مكبس الثني لم يكن هو نفسه الذي يشغّل القالب.
الروبوتات لا تصلح التجزئة.
واقع أرض المصنع: الثني الروبوتي يستحق الاستثمار عندما تتحكم الورشة في سلسلة البيانات من البداية إلى النهاية؛ وإلا فأنت تدفع مقابل دقة ستضيع عند أول تسليم لاحق.
الآن نحن في مستوى آخر.
صفيحة AR400 بسماكة بوصة واحدة ليست متسامحة. صلابة عالية. ارتداد زنبركي كبير. متطلبات ضغط تفصل بين التسويق والآلات الحقيقية. لا يمكنك ضغطها على مكبس ثني متعب بقوة 175 طن وتتمنى الأفضل. أنت بحاجة إلى سعة – ضغط حقيقي، عمق فم فعلي، وتحكم دقيق في التاج.
يمكن لمتخصص الأعمال الثقيلة يمتلك مكبس ثني بقوة تفوق 1000 طن أن ينجز أعمال الألواح السميكة داخليًا بدلًا من الاستعانة بمصادر خارجية. وهذا ليس مجرد قوة، بل تحكم. عندما لا يضطرون لنقل صفائحك عبر المدينة للثني، فإنهم يمتلكون تصحيح الزاوية، وتسلسل العمل، والتوقيت. تقل أزمنة التنفيذ لأن لا طابور خارجي للتفاوض معه.
لكن الحجم وحده لا يعني الكفاءة.
لقد رأيت وحشًا بقوة 1200 طن ينتج زوايا غير متسقة لأن مناولة المواد لم تكن مضبوطة، والبرمجة لم تأخذ في الاعتبار اختلاف الدفعات. الحديد الكبير بدون عملية منضبطة يصنع أخطاء كبيرة أسرع فقط. وأخطاء الصفائح السميكة ليست شكلية – إنها تعني قطعًا بالنار، وإعادة لحام، وساعات من عمل اللحّامين لمحاولة تسوية القطع الثقيلة.
أتذكر إتلاف دفعة من الحوامل الثقيلة حيث كان كل انحناء غير دقيق قليلًا بما أجبر على صراع مدته 20 دقيقة داخل القالب. عشرون دقيقة مضروبة في 60 قطعة تساوي 20 ساعة لحّام ضائعة في أسبوع. وبمعدلات العمل المحملة، ذلك محا أي وفورات كنا نظن أننا حصلنا عليها باختيار الورشة الإقليمية الأرخص ذات “القوة الكافية”.
العمل الثقيل يضخم الأخطاء الصغيرة.
واقع أرض المصنع: إذا لم تتمكن الورشة من إثبات تعويض ارتداد زنبركي مضبوط ومناولة متكاملة للصفائح السميكة، فسيدفع لحّاموك ثمن كل درجة يتم تفويتها.
هذا هو المكان الذي يُخدع فيه معظم المشترين.
ورش النماذج الأولية سريعة لأنها منتبهة. صف انتظار منخفض. مشغّلون مهرة. ربما يوجد مكبس ثني CNC حديث مزود بتخزين جيد للبرامج. تعود قطعتك الأولى جميلة. الزوايا دقيقة تمامًا. الحواف نظيفة.
تتنفس بسهولة.
ثم يحصل قسم المبيعات على طلب أكبر.
إليك السؤال المهم: هل يمكن لتلك الورشة نفسها أن تنتج 300 قطعة دون الحاجة إلى إعادة الإعداد بين كل رقم جزء، ودون انحراف في الزوايا عبر الوردية، ودون تأجيل عملك عندما يتصل عميل أكبر؟ أم أنهم يستخدمون معدات هيدروليكية قديمة بها انحراف في الزوايا بين الدورات، ويعتمدون على المعرفة التقليدية بدلاً من البرامج المضبوطة؟
“لكن تلك الورشة الأرخص قد تستخدم معدات هيدروليكية قديمة بانحراف في الزوايا بين الدورات.”
في النموذج الأولي، سيجري المشغّل تعديلات حتى تصبح النتيجة مثالية. أما في التشغيل الإنتاجي، فإن هذا التعديل المستمر يتحول إلى تباين بين الدفعات. أدوات تثبيت اللحام لا تهتم بأن المخطط يقول “ضمن السماحية”، بل تهتم بالتكرار والدقة المستمرة.
لقد شاهدت تشغيلًا تجريبيًا من 25 قطعة ينجح في الفحص، ثم التشغيل الفعلي من 400 قطعة يتسبب بعربة من الأعمال المعاد تنفيذها لأن الورشة لم تكن تملك دقة كافية في مؤشر الرجوع الخلفي أو عمق أدوات التثبيت للحفاظ على الاتساق عبر التشغيل الطويل. النموذج الأولي أخفى فجوة القدرة الإنتاجية.
التوسع لا يتعلق بالسرعة، بل بالقدرة على التكرار المستمر.
واقع أرض المصنع: إذا لم تتمكن ورشة النماذج الأولية من أن تريك كيف تحافظ على ثبات الزوايا عبر الكميات الكبيرة والورديات المختلفة، فإن تشغيلك الإنتاجي سيكشف السقف الذي لم يخبرك أحد به.
لا تختار مستوى مكبس الثني بناءً على قائمة الأسعار. تختاره بطرح سؤال مزعج واحد مقدمًا: إذا كان هذا الثني غير دقيق، من سيدفع ثمنه؟
إذا كان الجواب “عمال اللحام لديّ”، فأنت في وضع خاسر منذ البداية.
هذه القائمة ليست للعثور على أكثر ورشة تطورًا في الولاية، بل لمطابقة قدرات الماكينة، وانضباط البرمجة، وضبط القياس، مع شكل الجزء والكميات المطلوبة بحيث يتم القضاء على التفاوت عند المكبس بدلاً من تضاعفه في أدوات التثبيت. كل بند أدناه يعدّ مرشح تقييم. إذا فشلت في أحدها، فأنت توافق ضمنيًا على أعمال إعادة تصحيح مستقبلية ستدفع ثمنها شخصيًا على شكل جهد، وتأخير في الجدول، وفقدان للمصداقية.
تريد شيئًا عمليًا؟ إليك ذلك.
ابدأ بالفيزياء، لا بالتسويق.
القوة المطلوبة (الطنّاج) ليست شعورًا، إنها حساب. القوة المطلوبة تزداد بمربع سماكة المادة وتتناسب مع طول الثني. إذا كان جزؤك مصنوعًا من مادة بسماكة 3/8 بوصة وطوله 10 أقدام، وأكبر مكبس في الورشة عند الحد الأقصى من القوة أو الطول، فأنت بالفعل تجبرهم على حلول وسط—ضربات مقطّعة، إعادة تموضع، أو تشغيل قريب من السعة القصوى حيث تظهر الانحرافات والانزياحات الزاوية.
وهنا حيث يتكاسل المشترون: يتوقفون عند “قوة كافية”.”
الكافي ليس مستقرًا.
يمكن للآلات الهيدروليكية القديمة من الناحية التقنية الوصول إلى القوة المطلوبة، ولكن من دون تتويج دقيق (تعويض انحناء السرير) والتحكم في توازي الكباس، ستخرج الانحناءات الطويلة باختلاف طفيف في الزاوية من طرف إلى آخر. قد يكون الفرق نحو درجة واحدة. في الحافة القصيرة لا يلاحظها أحد. أما في لوحة حاوية طويلة، فإن تلك الدرجة تتحول إلى فجوة ظاهرة في الزوايا وعشر دقائق إضافية من صراع مع التثبيت لكل وحدة.
عشر دقائق مضروبة في 150 وحدة تساوي 25 ساعة ملحّم مهدورة. هذا ليس نظرياً. إنه أسبوع من عمل شخص لم تُدرجه في الميزانية.
لقد شاهدتُ مرة دفعة من الألواح الفولاذية المقاومة للصدأ الطويلة تُثنى على مكبس كان “كبيراً بما فيه الكفاية”. بدت الأجزاء الخمسة الأولى جيدة. وبحلول منتصف التشغيل، بدأ تأثير الحرارة وتفاوت الضغط الهيدروليكي بالظهور. قضينا يومين في إعادة العمل لشد الحواف وإرجاعها إلى المستوى قبل اللحام. امتلأت سلة الخردة بالألواح التي تشوهت خارج إمكانية التصحيح لأن الآلة كانت تعمل عند أقصى طاقتها.
أنت لا تتحقق فقط من الحمولة. بل تتحقق من أن الآلة تمتلك هامش طاقة وتحكماً في الانحناء عبر كامل طول الانثناء.
واقع أرض المصنع: إذا كان مكبس الثني لديهم يعمل بالقرب من حدوده في أطول انثناء لديك، فإن قسم اللحام لديك سيصبح آلية التعديل.
لنفترض الآن أن الجهاز المعدني مناسب.
المرشح التالي هو التحكم في البيانات.
اسأل كيف يُنشئون برامج الثني. إذا كان الجواب هو “المشغل يُدخلها يدوياً في وحدة التحكم ويجري التعديلات من هناك”، فأنت تراهن على هوامش أرباحك بناءً على المعرفة المتناقلة. هذا يعمل في النماذج الأولية، لكنه ينهار عند التوسع في الإنتاج.
الفرامل الحديثة ذات التحكم الرقمي متعددة المحاور تتحكم في عمق الكباس، وموضع المؤخرة (محاور X وR وZ)، والتتويج، وأحياناً حتى قياس الزاوية في الوقت الحقيقي. البرمجة غير المتصلة تعني أنهم يستوردون نموذجك، يحاكون تسلسل الثني، يتحققون من الاصطدامات، ويثبتون المعلمات القابلة للتكرار قبل أن تلمس المادة القالب.
لماذا يهم ذلك؟
لأن القابلية للتكرار ليست مجرد تحقيق الزاوية مرة واحدة. بل تحقيقها في الجزء الأول والجزء رقم 400، عبر الورديات، ومع مشغل مختلف.
لقد دخلتُ ورشاً كانت البرامج فيها محفوظة في دفتر شخص ما. عندما كان في إجازة، ظهر تفاوت في الزوايا. تراه مختبئاً في تفاوت اللحام، وفي مواعيد الشحن الضائعة، وفي تساؤلات المشرفين عن سبب انخفاض الإنتاج هذا الشهر.
وإذا كنت تعمل في الصناعات الخاضعة للتنظيم—كالسيارات أو المعدات الثقيلة أو أي مجال يخضع للتدقيق—فاسأل إن كان بإمكانهم تسجيل منحنيات القوة ومواضع الكباس لكل جزء. إذا لم يتمكنوا من إنتاج بيانات ثني رقمية، فهم لا يعملون بالمستوى الذي يظن فريق الالتزام لديك أنهم فيه.
“لكن تلك الورشة الأرخص قد تستخدم معدات هيدروليكية قديمة بانحراف في الزوايا بين الدورات.”
هذه الجملة يجب أن تجعلك تتوقف قبل أن ترسل طلب عرض السعر.
واقع أرض المصنع: عدم وجود برمجة غير متصلة وعدم وجود تحكم متعدد المحاور يعني أنك تشتري بطولات المشغلين بدلاً من التكرارية الهندسية.
الآن نصل إلى القاتل الصامت: دقة النمط المسطح.
عامل K هو النسبة التي تتنبأ بموقع المحور المحايد أثناء الثني. وهو يحدد مقدار تمدد المادة وبالتالي طول الشريحة المسطحة اللازمة للوصول إلى الأبعاد النهائية. إنه ليس عاماً، إذ يعتمد على المادة والسماكة ونصف قطر الأداة وطريقة الثني.
إذا كان نموذج CAD الخاص بك يفترض عامل K عامًا وأدواتهم تستخدم نصف قطر مختلف لللكمة وفتحة V مختلفة، فسيكون الجزء غير دقيق الأبعاد حتى لو كانت كل الزوايا مثالية.
هكذا ينتهي بك الأمر بثقوب لا تصطف بعد الثني. ليس لأن المكبس أخطأ، بل لأن الحسابات في المراحل السابقة لم تتطابق مع الأدوات في المراحل اللاحقة.
لقد رأيت 120 لوحة تُهدر في أسبوع لأن المصمم استخدم عامل K افتراضي في النمذجة، بينما استخدم المصنع قالبًا أعرض لأسباب تتعلق بسلامة الضغط. كانت كل أطوال الثني أقصر ببضعة مليمترات. ليس بما يكفي ليُلاحظ من النظرة الأولى، لكن بما يكفي لتفويت نقاط التثبيت وإجبارهم على عمل شقوق. أدى ذلك إلى اثنين من المبرمجين يعيدان كتابة المسطحات، ومشغل ليزر يعيد تشغيل القطع، واللحامين يقفون بلا عمل بانتظار الأجزاء المصححة.
قبل الإطلاق، اسأل الورشة:
إذا لم يتمكنوا من الإجابة بوضوح، فأنت على وشك تمويل تجربة تعليمية.
واقع أرض المصنع: إذا لم يكن النمط المسطح لديك مبنيًا على أدواتهم الفعلية، فإن ثنياتك “ضمن التفاوت المسموح” ستفشل في التجميع على أي حال.
هنا تحمي هامش الربح.
ليس عن طريق قياس الزوايا فقط.
في العينة الأولى، تحقق من:
ضع القطعة في أداة التثبيت الحقيقية. ثبّتها. إذا احتاجت إلى "إقناع"، فلا توقّع بالموافقة.
في أحد برامج السيارات، أدى التحول إلى مكابح CNC كهربائية إلى تقليل الانحرافات البُعدية بهامش كبير وخفّض الهدر بشكل ملحوظ. الفوز الواضح كان في تقليل عدد الأجزاء المعيبة، لكن الفوز الحقيقي كان في خلايا اللحام الروبوتية التي توقفت عن التوقف المؤقت لإعادة ضبط التثبيت. هذا ما تختبره في العينة الأولى: ليس “هل تجتاز الفحص”، بل “هل تمر بعملية التجميع بسلاسة وبدون احتكاك؟”
المقالة الأولى التي “ بالكاد ضمن حدود التسامح ” هي إنذار، وليست إشارة انطلاق. فالتفاوت يتسع بالحجم.
اسمح بالإنتاج الكامل فقط عندما تنزلق القطعة في القالب دون الحاجة إلى عتلات، أو مطارق، أو كلمات لا تستخدمها في الاجتماع.
لأنه بمجرد أن تطلق 500 قطعة خام نحو الليزر و500 ساعة نحو المكبس، تكون قد ثبّتّ أي خطأ نظامي تسامحت معه في القطعة الأولى.
الحقيقة غير الواضحة هي هذه: أنت لا تؤهّل آلة. أنت تؤهّل نظام إنتاج كامل مقابل أهداف هوامشك الربحية. المستوى الصحيح ليس الورشة الأكثر تقدمًا، بل أدنى مستوى يمكنه أن يثبت — من خلال سعة احتياطية، وبرمجة مضبوطة، ونماذج مسطحة متوافقة مع أدوات القطع، وتحقق صارم من أول عينة — أن عمّالك لن يضطروا أبدًا إلى التعويض عن أخطاء الثني.
كل ما عدا ذلك مجرد حسابات أجر منخفض تخفي أعمال إعادة التصنيع المستقبلية.


















