

A welder is leaning on his table, hood up, staring at a 4-foot enclosure side panel that won’t sit flush.
It’s off maybe a degree. Maybe a hair more. Doesn’t sound like much—until you try to close a seam that’s fighting you across four feet of steel. Now he’s hunting for clamps, pulling it into place, knowing full well he’ll grind half that weld back out.
You paid for bending by the hour. You’re paying for this by the minute.
I’ve watched good welders lose half a shift to parts that “should have fit.” A panel bent to 89 degrees instead of 90 doesn’t stay 1 degree wrong in assembly. It turns into gaps at the corners, misaligned holes, warped frames after weld-out. One small angular error compounds across every mating surface.
Here’s the translation nobody puts on the quote: One extra degree off-angle on a 36-inch flange can mean 1/8 inch of forced alignment at the far edge. That’s clamps. That’s heat. That’s distortion control. That’s grinding. That’s a welder waiting instead of welding.
Your press brake supplier thinks in bends per hour. Your shop lives and dies by fit-up per hour.
And when those two don’t line up, the weld department becomes the shock absorber for someone else’s inconsistency.
Shop Floor Reality: If your welders are “making it work,” your bending partner is already costing you money.
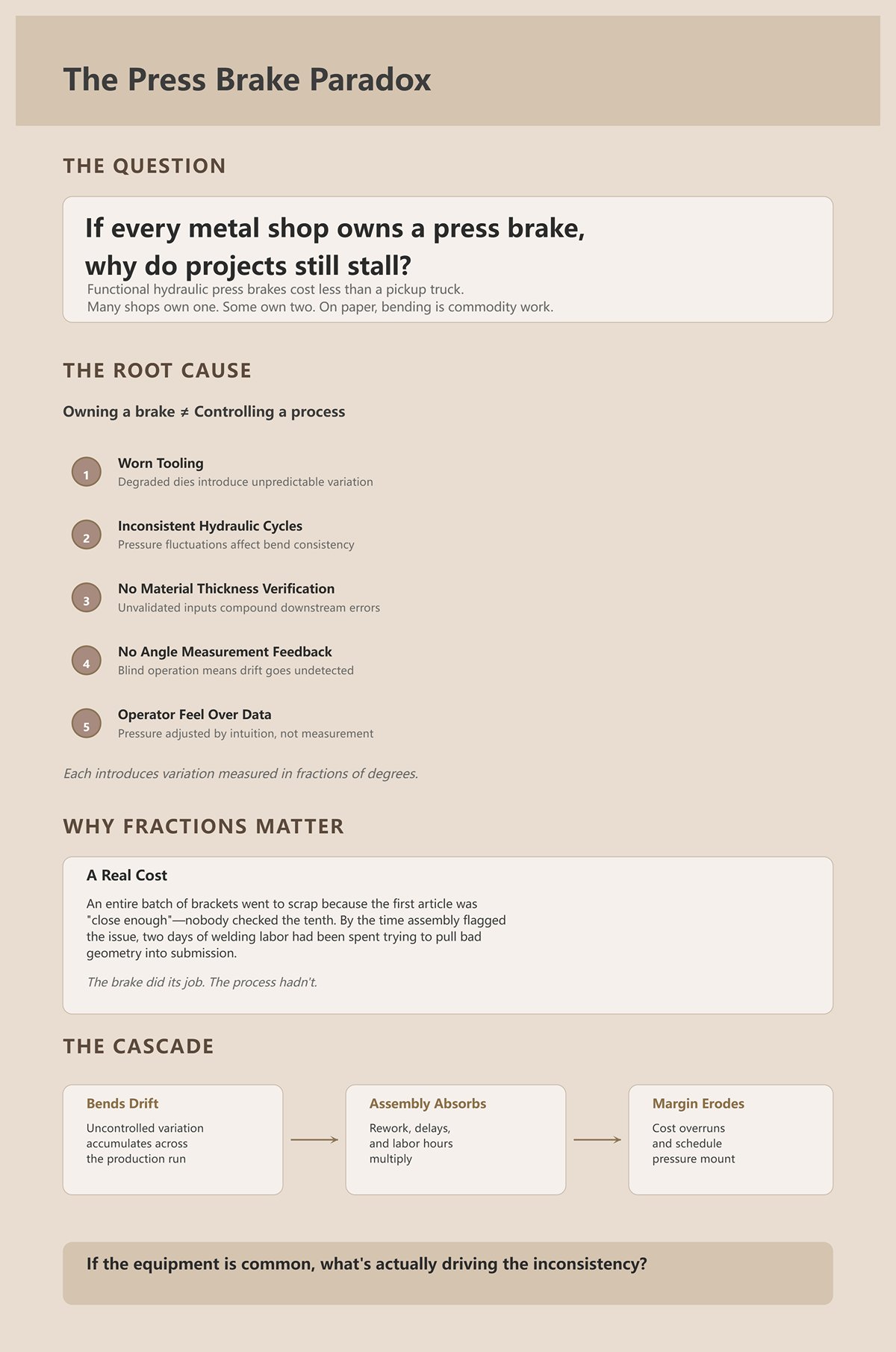
You can buy a functional hydraulic press brake for under the price of a decent pickup truck. Plenty of shops have one. Some have two. On paper, bending is commodity work.
So why do projects still jam up?
Because owning a brake isn’t the same as controlling a process. Worn tooling. Inconsistent hydraulic cycles. No material thickness verification. No angle measurement feedback. An operator bumping pressure by feel instead of data. Each one introduces variation measured in fractions of degrees.
Fractions matter.
I remember dumping an entire batch of brackets into the scrap bin because the first article was “close enough,” and nobody checked the tenth. By the time assembly flagged the issue, we’d burned through two days of welding labor trying to pull bad geometry into submission. The brake had done its job. The process hadn’t.
When bends drift, assembly absorbs the drift. The project schedule absorbs the delay. Your margin absorbs the cost.
If the equipment is common, what’s actually driving the inconsistency?
깨끗한 가상의 시나리오를 한 번 실행해 봅시다.
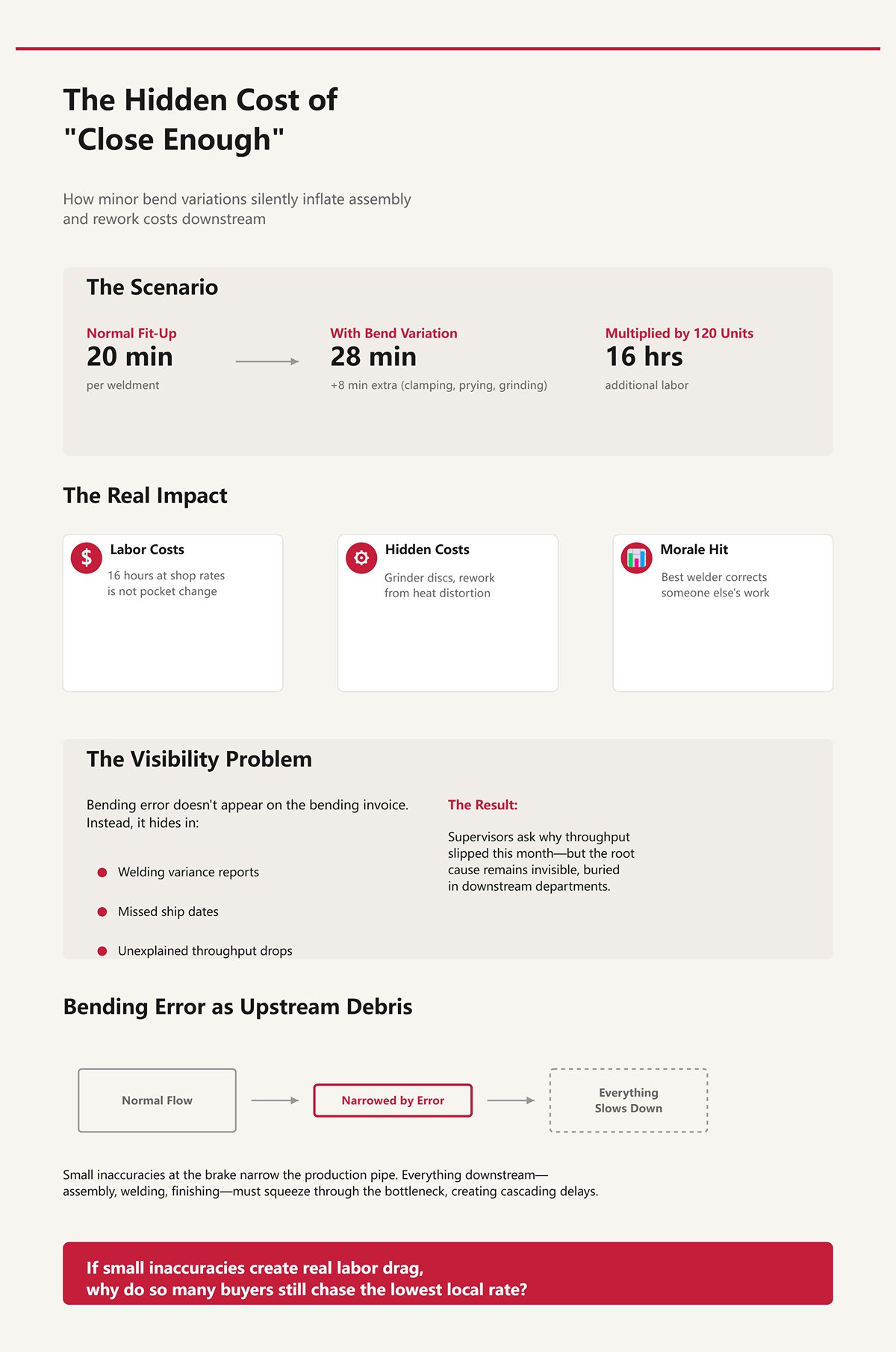
Say a weldment normally takes 20 minutes of fit-up before first tack. Now introduce minor bend variation that adds just 8 extra minutes of persuasion—clamping, prying, grinding, re-checking square.
Eight minutes doesn’t scare anyone.
이제 그걸 120개 단위로 곱해 보세요. 추가로 16시간의 인건비가 듭니다. 실제 공장 단가로 보면, 이건 사소한 돈이 아닙니다. 게다가 연삭용 디스크, 열 변형으로 인한 재작업, 그리고 최고의 용접공이 다른 사람의 부주의를 수정하느라 하루를 보내며 사기가 떨어지는 부분은 계산에 넣지도 않은 상태입니다.
“브레이크 작업에서의 ”대충 이 정도면 됐지”는 조립 공정에서 초과 근무로 나타납니다.
그리고 조용히 프로젝트를 좀먹는 진짜 문제는 여기 있습니다. 이건 절곡 청구서에서 보이지 않습니다. 용접 편차, 납기 미준수, 이번 달 처리량이 왜 떨어졌는지 묻는 관리자의 질문 속에 숨어 있습니다.
절곡 오류는 상류의 찌꺼기입니다. 파이프를 좁게 만듭니다. 하류의 모든 공정은 그것을 통과하기 위해 속도가 느려집니다.
작은 부정확성이 실제 인건비 손실을 만든다면, 왜 여전히 많은 구매자들이 가장 저렴한 지역 단가를 쫓을까요?

나는 기업들이 프레스 브레이크 시간당 비용을 $15 절약하겠다고 길을 따라 20분 거리의 업체로 옮기는 것을 봐왔습니다.
겉보기에는 현명해 보입니다.
하지만 그 저렴한 공장은 사이클 간 각도 편차가 있는 오래된 유압 장비를 사용하고 있을 수도 있습니다. 천분의 몇 단위 오차까지 반복 가능한 다축 CNC 백게이지(컴퓨터 제어 위치 결정 시스템)가 없을 수도 있습니다. 공정 중 각도 확인 장치가 없을 수도 있습니다. 그래서 각 배치마다의 변동은 용접 테이블에 부품이 올라갈 때까지 드러나지 않습니다.
이제 당신의 “절감액”은 다음과 같이 바뀝니다:
계산은 순식간에 뒤집힙니다.
반복 정밀도가 높고 검사 기능이 통합된 절곡 파트너는 단순히 부품만 제공하지 않습니다. 그들은 용접공에게 흐름을 제공합니다. 싸움도, 억지도 없습니다. 단지 맞추고, 점용접하고, 다음으로 넘어가는 일뿐입니다.
낮은 시간당 단가는 절곡의 비용을 측정합니다.
총 프로젝트 비용은 절곡이 영향을 미치는 모든 것의 비용을 측정합니다.
현장의 현실: 거리와 시간당 가격만 보고 절곡 공장을 선택한다면, 당신은 문제의 가장 저렴한 부분만 측정하고 결국 가장 비싼 부분에 비용을 지불하게 되는 것입니다.
그래서 진짜 질문은 누가 프레스 브레이크를 소유하고 있는가가 아닙니다.
진짜 중요한 것은 왜 어떤 절곡은 제대로 작동하는 반면, 다른 절곡은 조용히 전체 생산 라인을 막아버리는가입니다.
당신은 이미 용접 테이블이 잘못된 절곡이 드러나는 곳이라는 것을 알고 있습니다.
진짜 질문은, 고정구에 바로 들어맞는 부품을 넘겨주는 작업장과 “이 정도면 됐지”라며 용접공에게 맡겨버리는 작업장을 가르는 구체적인 제어 요소가 무엇인가입니다.
이제 프레스 브레이크 자체를 살펴봅시다.
4회 절곡되는 인클로저 측면을 상상해 보세요. 첫 번째 플랜지는 백게이지 기준으로 절곡됩니다. 두 번째 절곡은 첫 번째 플랜지를 기준으로, 세 번째는 두 번째를 기준으로 합니다. 네 번째에 이르면 오차 위에 오차가 누적됩니다.
수동 또는 기본 NC 브레이크의 경우, 백게이지는 종종 단일 축입니다. X축(앞뒤)으로 설정하며, 디지털 표시기가 있을 수도 있습니다. 작업자는 손가락 위치를 조정하고 고정한 후 절곡을 진행하며, 각도를 각도기로 확인하고 필요 시 램 깊이를 미세하게 조정합니다. 각도 제어 정밀도는 숙련도와 인내심에 따라 일반적으로 ±1°에서 ±3° 정도입니다. 모든 보정은 시행착오 방식입니다.
이제 이것을 다축 CNC 시스템과 비교해 봅시다. 서보 구동 X, R(높이), 때로는 Z1/Z2(좌우 독립 위치 제어), 그 위치 정밀도는 천분의 인치 단위입니다. Y축 램 깊이는 자동으로 제어되며, 프로그램은 재질과 두께별 보정 값을 저장합니다. 1번 부품을 절곡하나 100번 부품을 절곡하나 동일한 명령된 형상으로 가공됩니다.
그건 마케팅이 아닙니다. 물리학과 피드백의 결합입니다.
바이어들이 속는 지점이 바로 여기입니다. 수동 장비에서도 숙련된 작업자는 단순한 90° 브래킷을 하루 종일 정확히 생산할 수 있습니다. 경험 많은 장인은 감각과 자로도 가능합니다. 절곡이 두 번뿐이고, 허용 오차가 널널하며, 연강이라면? 차이를 거의 느끼지 못할 수도 있습니다.
하지만 절곡을 세 번 더 추가해 보세요. 플랜지와 구멍 사이의 치수를 빡빡하게 하세요. 용접체에 오차 없이 맞물려야 하는 부품이라면 어떨까요?.
이제 단일 축 백게이지는 좌우 기울어짐을 보정할 수 없습니다. 소재 배치가 0.010 두꺼워졌을 때 자동으로 보상할 수도 없습니다. 램 깊이를 실시간으로 조정하지도 못합니다. 이렇게 오류가 공정 전체에 누적됩니다.
한 번은 패널 한 팔레트를 트럭에서 내려야 했습니다. 네 번째 절곡 시 구멍에서 모서리까지 치수가 1/16인치씩 밀리고 있었거든요. 브레이크에서는 겉보기엔 아무 문제가 없었습니다. 하지만 조립 단계에서는 모든 맞닿는 탭을 억지로 끼워 넣어야 했습니다. 프레임을 바로잡기 위해 두 명의 용접공이 하루 교대 동안 구멍을 넓히고 탭을 갈아내야 했습니다. 그건 절곡 비용이 아니라, 전부 낭비된 용접 시간과 인건비였습니다.
반복 정밀도는 자신감에서 나오는 것이 아닙니다. 폐루프 제어와 저장된 프로그램에서 나옵니다.
작업 현장의 현실: 부품 형상이 다축 서보 위치 제어가 아니라 작업자의 감각에 의존한다면, 당신의 허용 오차는 절곡 한 번마다 도박에 걸려 있는 것입니다.
| 섹션 | 내용 |
|---|---|
| 제목 | 수동 백게이지 vs. 다축 CNC: 반복 정밀도는 실제로 어디서 오는가? |
| 오류 누적 예시 | 4회 절곡되는 인클로저 측면을 상상해 보세요. 첫 번째 플랜지는 백게이지 기준으로 절곡됩니다. 두 번째 절곡은 첫 번째 플랜지를 기준으로, 세 번째는 두 번째를 기준으로 합니다. 네 번째에 이르면 오차 위에 오차가 누적됩니다. |
| 수동 / 기본 NC 브레이크 | 백게이지는 종종 단일 축(X축 앞뒤 이동)이며, 때로는 디지털 표시기가 있습니다. 작업자는 손가락 위치를 수동으로 조정하고 잠근 뒤 절곡을 수행하고, 각도기로 확인하여 필요 시 램 깊이를 조정합니다. 각도 제어 정밀도는 숙련도와 인내심에 따라 ±1°~±3° 범위입니다. 모든 보정은 시행착오 방식입니다. |
| 다축 CNC 시스템 | 서보 구동식 X 및 R(높이) 축, 경우에 따라 Z1/Z2(좌/우 독립 위치 지정). 위치 정밀도는 천분의 단위로 측정됨. 램 깊이(Y축)는 자동 제어됨. 프로그램은 재료와 두께별 보정값을 저장함. 첫 번째 부품과 백 번째 부품 모두 동일한 명령된 형상을 따름. |
| 핵심 원칙 | 반복정밀도는 마케팅이 아니라 — 물리학과 피드백의 결합이다. |
| 구매자가 속는 부분 | 숙련된 작업자가 수동 설정에서 단순한 90° 브래킷을 꾸준히 생산할 수 있다. 특히 공차가 느슨한 두 번 절곡된 연강 부품의 경우, 차이가 눈에 띄지 않을 수도 있다. |
| 복잡성 증가 | 절곡이 늘어나거나, 홀-플랜지 간 치수가 타이트하거나, 용접 구조물에 정확히 맞아야 하는 부품을 추가하면, 오류가 공정 순서 전체에서 누적되기 시작한다. |
| 단일 축 백게이지의 한계 | 좌우 뒤틀림을 교정할 수 없음. 재료 두께 변동(예: 0.010 더 두꺼운 경우)에 자동 보정 불가. 램 깊이를 실시간으로 조정할 수 없음. 오류가 단계적으로 누적됨. |
| 현장 예시 | 한 팔레트의 패널은 네 번째 절곡 시 홀-엣지 편차가 1/16인치 발생했다. 프레스 브레이크에서는 눈에 띄는 문제가 없었지만, 조립 과정에서 탭을 억지로 맞춰야 했다. 용접공 두 명이 교대 시간 내내 구멍을 넓히고 탭을 갈아내며 프레임을 맞추는 데 시간을 낭비했으며, 그 결과 노동비가 낭비되었다. |
| 핵심 통찰 | 반복정밀도는 폐루프 제어와 저장된 프로그램에서 비롯되지, 작업자의 자신감에서 나오는 것이 아니다. |
| 현장 현실 | 부품 형상이 다축 서보 위치 제어가 아닌 작업자의 감각에 의존한다면, 공차는 사실상 한 번 절곡할 때마다 도박이 되는 셈이다. |
10피트 프레스 브레이크를 설치한다. 3/16인치 시트를 베드 위에 올려놓는다. 중앙에 하중을 가한다.
램이 휜다. 베드가 휜다. 강철이 강철을 휘게 한다.
보정이 없다면 즉시 확인할 수 있다: 끝부분은 90°, 가운데는 88.5°. 작업자가 한쪽을 확인하고, 압력을 조정하고, 다른 쪽을 맞추느라 쫓아다닌다. 결국 중간값을 타협하고 “괜찮다”고 결론 내린다.
그 차이는 긴 용접 이음에서 틈이 된다. 용접공이 중앙을 단단히 고정하면 끝부분이 들리고, 열이 더 심하게 당긴다. 결국 기계 휨으로 시작된 불균일한 절곡 각도로 인해 발생한 변형을 쫓게 된다.
최신 브레이크는 크라우닝 시스템을 사용한다 — 예상되는 휨에 반대 방향으로 의도적으로 베드를 굽히는 기계적 또는 유압식 조정 장치이다. 동적 크라우닝은 가해지는 하중과 부품 형상에 따라 길이 방향으로 조정된다. 긴 부품에서는 선택사항이 아니라, 좌우 일관된 각도를 얻기 위한 유일한 방법이다.
값싼 공장에서 오래된 유압 장비를 사용하는 경우, 한 번 설정해두고 그대로 두는 고정식 또는 수동 크라우닝에 의존하는 경우가 많다. 재료 두께가 바뀌거나 절곡 길이가 바뀌면, 그 “설정해두고 잊은” 크라운은 잘못된 값이 된다.
견적서에는 이런 내용이 표시되지 않는다. 8피트짜리 패널이 테이블 위에서 흔들리고 용접공이 용접 전에 한쪽면을 받쳐 맞추기 시작할 때 그 문제를 발견하게 된다.
그리고 그가 받침 조정에 쓰는 매분은 용접하지 못하는 시간이다.
고장력강 판을 하중 상태에서 90°로 절곡한다. 램을 해제하면 92°로 벌어진다.
그 탄성 복원이 바로 스프링백이다. 연강은 약 1° 정도 돌아올 수 있다. 고강도 재료는 2°~4°까지 가능하다. 알루미늄은 또 다르게 거동한다. 두께, 결정 방향, 공구의 반경이 모두 그 수치를 변화시킨다.
수동 설정에서는 경험에 기반하여 과도 절곡으로 스프링백을 보정한다. “이번 판재는 좀 뻣뻣하네—1도 더 넣자.” 이런 방식은 제철소가 화학 성분을 약간만 바꾸거나, A36에서 더 높은 항복강 재질로 바꿔도 그대로 기존 추정치를 썼을 때까지는 잘 통한다.
CNC 시스템은 재료 종류와 두께별로 절곡 보정치와 스프링백 보상값을 저장한다. 어떤 장비는 각도 측정 시스템을 사용해 첫 번째 절곡을 검증하고 나머지 작업을 자동으로 보정하기도 한다. 이는 하나의 부품을 조정하는 것과 생산 전체를 제어하는 것의 차이이다.
나는 고장력강 작업에서 처음 다섯 개 부품을 감각으로 “조정’한 뒤, 작업자가 점심을 먹으러 간 사례를 본 적이 있다. 2교대 근무자는 약간 다른 재료 배치를 감안하지 않고 같은 프로그램을 실행했다. 아침이 되자 1.5° 더 벌어진 부품들이 카트에 쌓여 있었다. 조립팀은 힘으로 고정구에 맞춰보려 했고, 결국 모든 유닛의 용접부가 갈라지고 재작업이 발생했다.
스프링백은 신비로운 게 아니다. 수학과 검증의 문제다.
정확히 계산하는 사람이 없으면, 용접공들이 클램프와 열로 대신 보정하게 된다.
모든 프레스 브레이크에는 피트(ft)당 허용 톤수가 있다. 이를 초과하면 처짐, 공구 손상, 혹은 더 심각한 문제를 초래할 수 있다.
하지만 더 조용한 문제도 있다. 허용 한도에 근접한 상태에서 적절한 공구나 베드 지지를 사용하지 않으면, 한도를 넘기지 않더라도 변동이 커진다. 기계가 무리하게 작동하면서 처짐이 증가하고, 길이 방향의 각도 일관성이 떨어진다.
보통 11게이지 연강을 다루는 공장이 “침대에 맞는다”며 더 두꺼운 판재 작업을 맡는 경우가 있다. 그들은 적절한 V자 다이 개구 폭이 없을 수도 있고, 짧은 플랜지를 지지할 분절 공구가 없을 수도 있으며, 기계를 무리하지 않고 일관된 각도를 유지할 만큼 충분한 톤수 여유가 없을 수도 있다.
그래서 사이클을 늦추고, 압력을 수동으로 조정하며, “어차피 두꺼운 건데 좀 틀려도 괜찮다”는 식으로 타협한다.”
그 편차는 조립 시 강제로 끼워 맞추는 형태로 나타나며, 더 큰 용접 간격, 더 많은 용접봉 사용, 더 많은 열 투입으로 이어진다. 열이 많을수록 뒤틀림 제어가 필요하고, 뒤틀림 제어가 늘수록 시간이 걸린다.
그렇게 또다시 생산 흐름이 막힌다—두꺼운 절곡 한 번에 하나씩.
공장이 피트당 톤수, 크라우닝 방식, 백게이지 축 종류, 고장력 재료의 스프링백 처리 방법을 설명하지 못한다면, 당신은 절곡 능력을 사는 것이 아니다.
당신이 사는 건 불확실성이다.
다음 질문은 훨씬 더 불편하다. 동일한 공장이 공유된 데이터나 피드백 없이, 각각의 사일로에서 여러분의 부품을 절단하고 용접하고 있다면 어떤 일이 벌어질까?
나는 3/16 브래킷의 레이저 절단 배치를 오전 9시에 하차하고, 정오까지 도시 반대편에서 절곡된 후, 이틀 뒤에 다시 용접 셀로 돌아오는 것을 봤다. 이유는 한쪽 플랜지가 “어쩌면 1도 정도 벗어났다”는 것이었다. 절곡 공장은 각도가 공차 내에 있다고 주장했다. 그러나 우리의 고정구는 달랐다. 용접을 시작하기 전에 누가 옳은지를 증명하느라 반나절을 잃었다.
그것이 신뢰할 수 있는 파트너와 재작업 공장의 실제 차이다. 단순히 서보 제어 백게이지나 동적 크라우닝의 문제가 아니라, 절단·절곡·용접이 하나의 데이터 중심과 피드백 루프를 공유하느냐의 문제다. 레이저 프로그래머, 프레스 브레이크 오퍼레이터, 용접 감독자가 같은 현장에 있다면, 첫 번째 불량품이 누군가 절곡 보정값을 바꾸기 전에 40마일과 이메일 두 통을 오가지 않는다. 점심시간 전에 수정된다.
절곡 변동이 비용을 증가시킨다는 것은 이미 알고 있다. 이제 그 변동이 여러 공급업체에 걸쳐 확대되면 어떤 일이 생기는지를 이야기하는 것이다.
현장 현실: 부품이 하역장을 통과할 때마다, 공차는 “신뢰 제로”로 초기화된다.
200개짜리 인클로저 작업을 상상해보라. 월요일 레이저 절단. 화요일 절곡. 수요일 용접. 이건 마케팅 문구가 아니다. 레이저 네스트, 절곡 프로그램, 용접 고정구가 동일한 CAD 파일에서 만들어지고 동일한 시스템에 저장되어 있을 때 실제로 일어나는 일이다.
이것이 그 메커니즘이다.
현대식 CNC 프레스 브레이크는 평면 패턴을 CAD에서 직접 가져와 오프라인으로 절곡 순서를 시뮬레이션하고, 소재와 두께별로 스프링백 보정을 저장할 수 있다. 첫 번째 시편이 0.5° 정도 열려 나오면, 오퍼레이터가 프로그램을 업데이트한다. 그 수정은 작업과 함께 저장된다. 용접을 시작한 감독자가 고정구에서 모서리가 너무 조여 보인다면, 그는 50마일이 아니라 50피트를 걸어가서 배치 나머지를 실행하기 전에 플랜지 길이나 각도를 조정한다.
운송 없음. 재견적 없음. “우리가 홈을 늘려줄게” 같은 말도 없다.”
대량 생산에서 최대 40%까지의 자동화 이점은 상류와 하류 공정이 동기화될 때만 의미가 있다. 단일 고급 프레스 브레이크는 자체 사이클 타임을 충분히 단축할 수 있다. 하지만 공용 고정구나 피드백 없이 다른 회사의 용접 부서로 납품한다면, 그 속도는 단지 부품을 다음 병목으로 더 빨리 밀어 넣을 뿐이다.
나는 한 번 120장의 패널이 스크랩 통에 쌓인 것을 본 적이 있다. 평면 패턴이 일반적인 K-팩터를 가정했기 때문이다. 절곡 공장은 도면대로 작업했다. 그러나 사내에서 설계한 용접 고정구는 네 개의 플랜지 누적 오차를 용서하지 않았다. 레이저 작업 3일, 절곡 2일, 그리고 우리는 용접공에게 분류하고, 맞추고, 폐기하는 비용을 지불했다. 그건 절곡 문제가 아니었다. 끊어진 파이프라인 문제였다.
한 공장이 전체 파이프라인을 소유하면, 그들은 실수도 함께 책임진다. 그리고 그들은 마지막 조립에서가 아니라, 근본 원인에서 문제를 해결한다.
따라서 질문은 “통합이 편리하게 들리느냐”가 아니다. 당신의 일정이 “내 부서 아님”이라는 독립된 섬들을 견딜 수 있느냐이다.”
공정하게 말하자. 모든 독립 절곡 공장이 엉망인 것은 아니다. 어떤 곳은 오프라인 프로그래밍과 철저한 운영자가 있는 최고급 CNC 장비로 운영된다. 그러나 더 저렴한 공장은 구식 유압 장비를 사용하며, 사이클 간 각도 변동, 수동 크라우닝, 벽에 테이프로 붙은 설정 시트를 가지고 있을 수 있다.
실제로는 이렇게 보인다.
절단된 부품이 도착한다. 그들은 이전 작업을 분해하고, 공구를 교체하고, 몇 번의 시험 절곡을 하고, 측정하고, 조정하고, 다시 시도한다. 저장된 프로그램이 있는 최신 서보 전기식 브레이크에서는 10~15분이면 끝난다. 그러나 오래된 유압 기계에서는 각도를 조금씩 맞추느라 45분이 걸릴 수 있다. 이 과정을 혼합 발주서의 다섯 가지 부품 번호마다 반복한다고 생각해보라.
이때 또 다른 고객이 긴급 작업을 들고 들어온다.
당신의 일을 “긴급 처리”하려면, 단순히 대기열에서 앞으로 옮기는 것이 아니다. 그들은 세팅을 해체하고 다시 세팅해야 한다. 그것이 설정 손실 시간이며, 그들은 그 비용을 긴급 처리 수수료로 청구한다. 항상 폭리가 아니다. 때로 그것은 제한된 장비와 부족한 기술자의 대가다.
소량 생산과 프로토타입 생산이 가장 큰 타격을 받는다. 연구에 따르면 자동화는 주로 대량 생산에서 속도를 높인다. 소량 배치에서는 반복성과 프로그램 호출이 전부다. 작업장이 검증된 절곡 데이터를 저장하지 않거나—자재 로트가 달라 신뢰하지 못하고 아무도 이를 추적하지 않는다면—매번 처음부터 다시 시작해야 한다.
그리고 이런 ‘처음부터 다시 시작’은 하루를 더하거나 반나절을 더한다. 용접 편차 속에, 선적 일정 미준수 속에, 이번 달 처리량이 왜 떨어졌는지 묻는 관리자 속에 그 영향이 숨어 있다.
나는 금요일에 용접공들의 초과 근무를 승인해야 했던 적이 있다. “긴급” 절곡 작업 때문에 목요일 늦게서야 절곡된 부품이 도착했기 때문이다. 네 명의 용접공이 1.5배 초과 근무 수당으로 8시간 일하면, 당신이 협상했다고 생각했던 시간당 단가 절감 효과는 모두 사라진다.
다른 부서의 긴급 처리 비용을 지불하기 시작하는 순간, 값싼 절곡은 더 이상 싸지 않다.
간단한 조립품을 생각해 보자. 레이저로 절단된 베이스, 네 개의 절곡된 측면, 그리고 용접되어 박스 형태가 완성된다. 각 공급업체가 절단 공정에서 ±0.010, 절곡에서 ±1°의 공차를 준수한다. 서류상으로는 모두 사양 내에 있다.
이제 그것들을 쌓아 보세요.
하지만 평판 전개도가 특정 절곡 감산 값을 기준으로 만들어졌는데, 절곡 작업자가 감으로 미세하게 조정한다면 플랜지 길이는 몇천 분의 1인치씩 달라질 수 있다. 박스의 네 면이 모두 그렇다면 대각선 길이가 늘어난다. 용접 열이 이를 더 끌어당긴다. 덮개가 평평하게 맞지 않는다. 그러면 용접공은 더 강하게 클램프를 조이고, 필러를 추가하며, 표면을 연마해야 한다. 두 회사 간의 수학적 오차 해석 차이로 인해 시작된 문제에 대해, 결국 당신은 변형 제어 비용을 지불하게 된 셈이다.
절단, 절곡, 용접이 동일한 CAD/CAM 데이터를 공유하며 한 지붕 아래서 이루어진다면, “그들의 공차”와 “우리의 공차”는 존재하지 않는다. 단 하나의 모델, 하나의 리비전, 하나의 절곡 보정 기준만 있을 뿐이다. 자재 항복이 달라지면, 수정 내용이 전 범위에 자동 반영된다. 그것이 공차 편차가 누적되기 전에 막는 방법이다.
여기서 단일 고급 절곡기를 도입하는 주장에는 한계가 있다. 물론 한 대의 장비를 업그레이드하면 각도 일관성이 좋아지고 재작업이 줄어들 수 있다. 하지만 그 작업장이 절곡이 레이저 커프, 지그 기준 전략, 용접 순서와 어떻게 상호작용하는지까지 책임지지 않는다면, 여전히 동일한 도면에 대한 세 가지 서로 다른 해석이 존재하는 것이다.
세 가지 해석은 곧 세 가지 적층오차 가능성을 의미한다.
나는 모든 치수가 기술적으로는 “공차 내”였지만, 최종 검사 통과를 위해 모든 모서리를 다이 그라인딩해야 했던 재작업 부품을 본 적이 있다. 잘못한 개별 공급업체는 없었다. 잘못된 것은 시스템이었다.
인계가 적을수록 해석이 적어진다. 해석이 적을수록 용접 단계에서의 놀라움도 줄어든다.
결국, 용접 부서는 공급업체 불일치의 완충 장치가 아니다. 그것은 문제를 발견하기에 가장 비용이 많이 드는 장소다.
통합이 해결책이라면, 누가 실제로 통합되어 있고 누가 화려한 브로셔만 산 것인지는 어떻게 알 수 있을까?
시간당 단가를 묻는 대신, 그들의 ‘단계(tier)’를 물어라.
모든 프레스 브레이크 공급업체가 같은 경쟁을 위해 만들어진 것은 아니다. 일부는 반복성에 최적화된 자동화 중심 셀이며, 일부는 강력한 톤수와 개방 거리를 중심으로 한 고출력 전문업체이고, 일부는 소규모 장비로 빠른 프로토타입 생산을 위한 스마트한 프로그래밍을 수행한다. 서류상으로 그들은 모두 “금속을 절곡”하지만, 생산 현장에서는 조립 공차가 엄격해지고 생산량이 늘어날 때 매우 다르게 반응한다.
나는 민첩한 작업장에서 깔끔한 프로토타입을 승인한 엔지니어가 동일한 루트로 500개 생산 주문을 진행한 후, 왜 용접 맞춤 시간이 두 배로 늘었는지 의아해하는 것을 본 적이 있다. 프로토타입은 장비가 해결하지 못한 문제를 인간의 세심함이 메워주었기 때문에 통과한 것이다. 그러나 양산에서는 그 약점이 드러난다.
잘못된 단계(tier)를 선택하는 것은 기술적인 실수가 아니다. 그것은 수익 누수다.
현장 현실: 공급업체의 단계가 부품의 복잡성과 생산량에 맞지 않으면, 당신의 용접 부서는 결국 다른 사람의 한계를 시험하는 실험실이 된다.
모두가 로봇은 자동차 산업 수준의 대량 생산에만 의미가 있다고 생각한다.
그 가정이 점점 비싸지고 있다.
나는 한 공장이 더 스마트한 금형과 프로그래밍 관리에 투자함으로써 프레스 브레이크 셋업 시간을 30분에서 15분으로 줄이는 것을 본 적이 있다. 한 달에 48시간의 인력이 다시 순환에 들어왔다. 투자 회수는 몇 년이 아니었다. 몇 달이었다. 이제 도구 라이브러리를 저장하고, 절곡 순서를 기억하며, 스프링백을 일관되게 보정하는 로봇 셀을 추가해보라. 갑자기 “셋업 비용”은 사람들이 생각하는 괴물이 아니다.
그러나 어떤 영업사원도 먼저 말하지 않는 문제가 있다. 로봇 셀은 안정성을 요구한다. 일관된 자재 흐름. 정확한 평면 패턴. 버튼만 누르는 것이 아니라 보정을 이해하는 작업자. 그런 생태계가 없으면, 결국 소량 배치에도 계속 손이 필요한 값비싼 기계를 갖게 된다.
그리고 소량 배치는 중요하다.
현대의 로봇 셀은 빠른 금형 교체와 오프라인 프로그래밍으로 다양한 작업을 처리할 수 있다. 옛날 이야기—자동화는 대량 생산만 해당된다는—는 사라지고 있다. 제품 구성이 사소한 개정과 함께 반복된다면, 잘 통합된 로봇 브레이크는 오늘 20개, 다음 달에 200개를 동일한 절곡 데이터, 동일한 백게이지 로직, 동일한 반복 정밀도로 처리할 수 있다. 이것이 용접 시간을 변동으로부터 보호하는 방법이다.
나는 한 공장을 방문했는데, 반짝이는 로봇 브레이크가 부품을 카트로 넘겨주고, 그 부품들이 수동으로 분류되고 있었다. 이유는 상류 공정의 레이저 수정이 동기화되지 않았기 때문이었다. 로봇은 완벽했다. 파이프라인은 아니었다. 브레이크를 구동하던 모델이 지그를 구동하던 모델과 달라서 부품은 여전히 재작업으로 넘어갔다.
로봇은 단절 문제를 해결하지 않는다.
현장 현실: 로봇 절곡은 공장이 데이터를 처음부터 끝까지 통제할 때만 가치가 있다. 그렇지 않으면, 그 정밀도는 다음 인계 지점에서 사라진다.
이제 우리는 완전히 다른 차원으로 들어선다.
1인치 AR400은 관대한 재료가 아니다. 높은 경도. 심한 스프링백. 마케팅과 진짜 기계를 구분하는 압력 요구. 낡은 175톤 브레이크로 억지로 눌러 운에 맡길 수는 없다. 진짜 용량—실제 톤수, 실제 목 두께, 실제 크라우닝 제어—가 필요하다.
1,000톤 이상의 프레스 브레이크를 갖춘 중후한 전문업체는 다른 이들이 외주로 맡기는 두꺼운 작업을 사내에서 처리할 수 있다. 이는 단지 힘의 문제가 아니다. 통제의 문제이다. 플레이트를 절곡하기 위해 시내를 오가는 트럭이 필요 없을 때, 그들은 각도 보정, 시퀀싱, 타이밍을 직접 관리한다. 외부 대기열을 협상할 필요가 없기에 납기가 단축된다.
그러나 크기만으로 역량이 증명되지는 않는다.
나는 1,200톤짜리 거대한 기계가 일관되지 않은 각도를 내는 것을 본 적이 있다. 자재 취급이 제대로 조정되지 않았고, 프로그램이 로트 간 차이를 고려하지 않았기 때문이다. 과정이 정립되지 않은 대형 장비는 단지 큰 실수를 더 빨리 만든다. 그리고 두꺼운 판재의 실수는 외관 문제가 아니다—토치 가공, 재용접, 무거운 부품을 억지로 맞추려는 수시간의 용접 작업을 의미한다.
한 번은 두꺼운 브래킷을 작업했는데, 절곡이 조금씩 빗나가서 지그 내에서 각 부품을 맞추려면 20분씩 낑겨야 했다. 20분 × 60개 부품 = 한 주에 20시간의 용접 인력 손실이었다. 인건비를 고려하면, 그것은 “충분한” 톤수를 가진 값싼 지역 공장을 선택하며 기대했던 절감 효과를 모두 없앴다.
중량 작업은 작은 오류를 확대시킨다.
현장 현실: 공장이 두꺼운 판재에 대한 제어된 스프링백 보상과 통합된 취급 시스템을 입증하지 못하면, 당신의 용접공들이 빗나간 각도마다 그 대가를 치르게 될 것이다.
여기서 대부분의 구매자들이 속습니다.
시제품 전문 공장은 빠릅니다. 이유는 세심하기 때문입니다. 대기열이 짧습니다. 숙련된 작업자들. 프로그램 저장이 잘된 최신 CNC 프레스 브레이크가 있을 수도 있습니다. 첫 번째 시제품이 멋지게 돌아옵니다. 각도는 완벽하고, 플랜지는 깨끗합니다.
당신은 안도의 한숨을 쉽니다.
그러고 나서 영업팀이 더 큰 주문을 따냅니다.
여기서 중요한 질문이 있습니다: 그 같은 공장이 부품 번호마다 분해하지 않고, 교대 근무 사이에서 각도 편차 없이, 더 큰 고객이 연락했을 때 당신의 작업을 밀어내지 않고 300개를 연속으로 생산할 수 있을까요? 아니면 그들은 사이클 간 각도 편차가 있는 오래된 유압 장비로 작업하면서, 고정된 프로그램 대신 경험에 의존하고 있나요?
“하지만 그 더 저렴한 공장은 사이클 간 각도 편차가 있는 오래된 유압 장비를 사용하고 있을 수도 있습니다.”
시제품의 경우, 작업자는 완벽할 때까지 미세 조정을 합니다. 하지만 양산에서는 그 계속되는 조정이 배치 간 변동으로 바뀝니다. 용접 치구는 도면에 “공차 내”라고 적혀 있다는 사실에는 신경 쓰지 않습니다. 그들은 반복 정밀도를 원합니다.
나는 25개 파일럿 런이 검사에서 통과한 후, 후속 400개 생산분이 재작업 카트를 만들어내는 것을 봤습니다. 공장이 장시간 생산에서 일관성을 유지할 백게이지 정밀도나 공구 깊이를 갖추지 못했기 때문이죠. 시제품은 그 용량 격차를 가려버렸습니다.
확장은 속도가 아니라 지속 가능한 반복성에 관한 것입니다.
현장 현실: 시제품 공장이 대량 생산 및 교대 간 각도 일관성을 어떻게 유지하는지 보여줄 수 없다면, 당신의 양산 과정은 그들이 말하지 않았던 한계를 폭로하게 될 것입니다.
프레스 브레이크 등급은 가격표로 선택하지 않습니다. 초반에 하나의 불편한 질문을 던져서 결정합니다: 이 굽힘이 빗나가면, 누가 비용을 부담합니까?
답이 “우리 용접공들”이라면, 이미 상황은 거꾸로 되어 있는 것입니다.
이 점검표의 목적은 주(state)에서 가장 발전된 공장을 찾는 것이 아닙니다. 공작 기계의 성능, 프로그램 관리 체계, 그리고 측정 관리 수준을 당신의 부품 형상과 생산량에 맞추어 변동이 치구에서 증폭되기 전에 브레이크에서 사라지게 하는 것입니다. 아래의 모든 항목은 하나의 필터입니다. 하나라도 불합격이면, 당신은 노동, 일정 지연, 그리고 신뢰도 손실로 직접 지불할 미래의 재작업을 승인하는 셈입니다.
실질적인 것을 원하십니까? 여기 있습니다.
마케팅이 아니라 물리학에서 시작하십시오.
압력 용량은 ‘감’이 아닙니다. 그것은 수학입니다. 필요한 힘은 재료 두께의 제곱에 비례하고, 굽힘 길이에 따라 증가합니다. 만약 귀하의 부품이 3/8인치 두께의 재료를 10피트 길이로 굽혀야 하는데, 공장의 가장 큰 브레이크가 힘이나 침대 길이 면에서 한계에 가깝다면, 이미 그들에게 타협을 강요하고 있는 것입니다 — 분할 가공, 재배치, 또는 처짐과 각도 편차가 나타나는 최대 용량 근처에서의 작업 같은 것들로 말입니다.
그리고 여기서 구매자들은 게을러집니다: “충분한 압력 용량” 선에서 멈추죠.”
충분하다는 것은 안정적이지 않다.
기존 유압식 기계들도 기술적으로는 힘을 낼 수 있지만, 정밀한 크라우닝(침상 처짐 보정)과 램 평행도 제어가 없으면 긴 절곡에서는 양 끝 각도가 조금씩 달라진다. 약 1도 정도 차이난다. 짧은 플랜지에서는 아무도 눈치채지 못한다. 하지만 긴 인클로저 패널에서는 그 1도가 모서리에서 틈을 만들고, 제품당 10분의 고정구 조정 시간이 추가된다.
10분 × 150개 단위는 25시간의 용접공 작업 손실이다. 이건 이론적인 게 아니다. 예산에 포함되지 않은 일주일치 인건비다.
나는 한 번 “충분히 큰” 절곡기로 긴 스테인리스 패널 배치를 절곡하는 걸 본 적이 있다. 처음 다섯 개 부품은 괜찮아 보였다. 그러나 중간쯤 가면서 열과 유압 변화가 서서히 발생했다. 우리는 용접 전에 플랜지를 평면으로 되돌리느라 재작업에 이틀을 쏟았다. 기계가 한계치에서 작동하다 보니 회복 불가능하게 휘어진 패널들이 폐기통을 가득 채웠다.
단순히 톤수만 확인하는 게 아니다. 전체 절곡 길이에 걸쳐 기계가 여유 용량과 제어된 처짐 보정 능력을 갖추었는지 확인해야 한다.
현장의 현실: 그들의 절곡기가 가장 긴 절곡 구간에서 한계에 가까운 상태라면, 결국 당신의 용접 부서가 보정 메커니즘이 된다.
이제 장비가 충분하다고 가정하자.
다음 검증 항목은 데이터 제어다.
그들이 절곡 프로그램을 어떻게 생성하는지 물어보라. 만약 대답이 “작업자가 컨트롤러에 직접 입력하고 수정한다”라면, 당신은 암묵적 노하우에 전적으로 의존하는 셈이다. 그건 시제품 단계에서는 괜찮지만, 대량 생산 단계에서는 무너진다.
현대의 다축 CNC 절곡기는 램 깊이, 백게이지 위치(X, R, Z 축), 크라우닝, 때로는 각도 측정까지 실시간으로 제어한다. 오프라인 프로그래밍이란 그들이 당신의 모델을 가져와 절곡 순서를 시뮬레이션하고, 간섭을 확인하고, 소재가 금형에 들어가기 전에 반복 가능한 매개변수를 고정한다는 뜻이다.
왜 중요한가?
반복성이란 한 번 각도를 맞추는 게 아니다. 교대가 바뀌고 작업자가 달라져도, 1번 부품부터 400번 부품까지 동일하게 각도를 유지하는 것이다.
나는 어떤 공장에서 프로그램이 누군가의 노트에만 기록돼 있는 걸 본 적이 있다. 그가 휴가라도 가면 각도 편차가 발생했다. 그 편차는 용접 편차, 출하 지연, 이번 달 생산성이 떨어진 이유를 묻는 관리자들의 질문 속에 숨어 있었다.
그리고 당신이 자동차, 중장비 등 규제 산업—감사를 받는 산업—에 종사한다면, 그들이 부품당 힘 곡선과 램 위치 데이터를 기록할 수 있는지 물어보라. 디지털 절곡 데이터를 제시하지 못한다면, 그들은 당신의 컴플라이언스 팀이 기대하는 수준에서 운영하는 것이 아니다.
“하지만 그 더 저렴한 공장은 사이클 간 각도 편차가 있는 오래된 유압 장비를 사용하고 있을 수도 있습니다.”
그 문장은 RFQ(견적 의뢰서)를 보내기 전에 잠시 멈춰 생각하게 해야 한다.
현장의 현실: 오프라인 프로그래밍과 다축 제어가 없다면, 당신은 설계된 반복성이 아닌, 작업자의 “영웅적 대응”을 구매하는 셈이다.
이제 조용한 문제의 핵심, 즉 전개도 정확성에 도달했다.
K-팩터는 절곡 중 중립축이 어디에 위치하는지를 예측하는 비율이다. 이는 소재가 얼마나 늘어나는지, 즉 최종 치수에 맞추기 위해 평판 소재가 얼마나 길어야 하는지를 결정한다. 이는 보편적인 값이 아니다. 소재, 두께, 공구 반경, 절곡 방식에 따라 달라진다.
당신의 CAD가 일반적인 K-계수를 가정하고, 작업장에서 사용하는 공구의 펀치 반경과 V-다이 개구가 다를 경우, 각도가 완벽하더라도 부품의 치수가 맞지 않게 됩니다.
이렇게 해서 절곡 후 구멍이 맞지 않게 되는 것입니다. 브레이크가 잘못된 것이 아니라, 상류의 계산이 하류의 공구 설정과 일치하지 않았기 때문입니다.
디자이너가 기본 K-계수로 모델링했고, 공장은 하중 안전을 위해 더 넓은 다이를 사용해서 일주일 만에 120개의 패널이 폐기되는 것을 본 적이 있습니다. 모든 플랜지 길이가 몇 밀리미터씩 짧았습니다. 처음에는 눈에 띄지 않지만, 체결 부품이 맞지 않고 슬롯 가공을 해야 할 정도로 충분히 컸습니다. 그 결과, 두 명의 프로그래머가 평판을 다시 작성하고, 한 명의 레이저 작업자가 블랭크를 다시 절단하고, 용접공들은 수정된 부품을 기다리며 손을 놓고 있게 되었습니다.
출도 전에, 작업장에 다음을 물어보세요:
명확히 답변하지 못한다면, 당신은 곧 학습비를 지불하게 될 것입니다.
현장의 현실: 평판 전개도가 실제 공구를 기반으로 만들어지지 않았다면, “공차 내” 절곡이라도 조립에서 맞지 않게 됩니다.
이 단계가 수익률을 지키는 곳입니다.
단순히 각도만 측정해서는 안 됩니다.
시제품에서 다음을 검증하세요:
부품을 실제 지그에 넣고 고정시키세요. 맞추기 위해 힘을 줘야 한다면, 승인해서는 안 됩니다.
한 자동차 프로그램에서 전기식 CNC 브레이크로 전환하자 치수 편차가 대폭 줄고 불량률이 급격히 감소했습니다. 눈에 보이는 성과는 불량 부품이 줄었다는 것이었지만, 진짜 성과는 로봇 용접 셀이 재고정 조정을 위해 멈추지 않게 된 것이었습니다. 이것이 바로 초기 시제품 검사에서 실제로 시험하는 부분입니다. “검사를 통과하느냐”가 아니라 “조립 라인을 마찰 없이 통과하느냐”를 확인하는 것이죠.”
“간신히 공차를 맞춘” 시제품은 경고 신호이지, 승인 신호가 아닙니다. 변동은 양산 과정에서 확대됩니다.
부품이 지그에 무리 없이 들어가고, 지렛대도 망치도 필요 없으며, 회의 자리에서 쓰기 곤란한 말이 나오지 않을 때만 본격 생산을 승인하십시오.
왜냐하면 한 번에 500개의 블랭크를 레이저 절단기로 보내고 500시간을 브레이크에 투입하면, 시제품에서 용인한 모든 체계적 오류가 그대로 고착되기 때문입니다.
숨은 진실은 이것입니다. 당신이 승인하는 것은 기계 자체가 아니라, 당신의 목표 마진에 맞춘 생산 생태계입니다. 올바른 협력사는 가장 진보된 업체가 아니라, 용량 여유, 제어된 프로그래밍, 공구에 정렬된 평면 패턴, 그리고 철저한 시제품 검증을 통해 당신의 용접공이 절곡 오차를 보정할 일이 결코 없음을 입증할 수 있는 가장 낮은 등급의 업체입니다.
그 밖의 모든 것은 향후 재작업을 감추는 값싼 인건비 계산일 뿐입니다.


















