

Seorang pengelas sedang bersandar di mejanya, tudungnya terangkat, menatap panel samping penutup sepanjang 4 kaki yang tidak bisa duduk rata.
Mungkin meleset satu derajat. Mungkin sedikit lebih. Tidak terdengar seperti banyak—sampai kamu mencoba menutup sambungan yang melawanmu sepanjang empat kaki baja. Sekarang dia mencari penjepit, menariknya ke tempatnya, mengetahui betul bahwa dia akan menggiling setengah dari las itu kembali.
Kamu membayar untuk proses penekukan per jam. Kamu membayar untuk ini per menit.
Aku telah melihat pengelas yang baik kehilangan setengah giliran kerja karena bagian yang “seharusnya pas.” Panel yang ditekuk 89 derajat alih-alih 90 tidak tetap salah 1 derajat di perakitan. Itu berubah menjadi celah di sudut, lubang yang tidak sejajar, bingkai yang melengkung setelah pengelasan selesai. Satu kesalahan sudut kecil berkembang di setiap permukaan sambungan.
Inilah terjemahan yang tidak pernah dimasukkan ke dalam penawaran: Satu derajat tambahan dari sudut yang meleset pada flensa 36 inci dapat berarti 1/8 inci penyesuaian paksa di tepi jauh. Itu berarti penjepit. Itu berarti panas. Itu berarti pengendalian distorsi. Itu berarti penggilingan. Itu berarti pengelas menunggu alih-alih mengelas.
Pemasok press brake-mu berpikir dalam jumlah tekukan per jam. Bengkelmu hidup dan mati berdasarkan pemasangan per jam.
Dan ketika kedua hal itu tidak selaras, departemen pengelasan menjadi peredam kejut bagi ketidakkonsistenan orang lain.
Realitas di Lantai Produksi: Jika para pengelasmu “membuatnya berhasil,” mitra penekukanmu sudah membuatmu kehilangan uang.
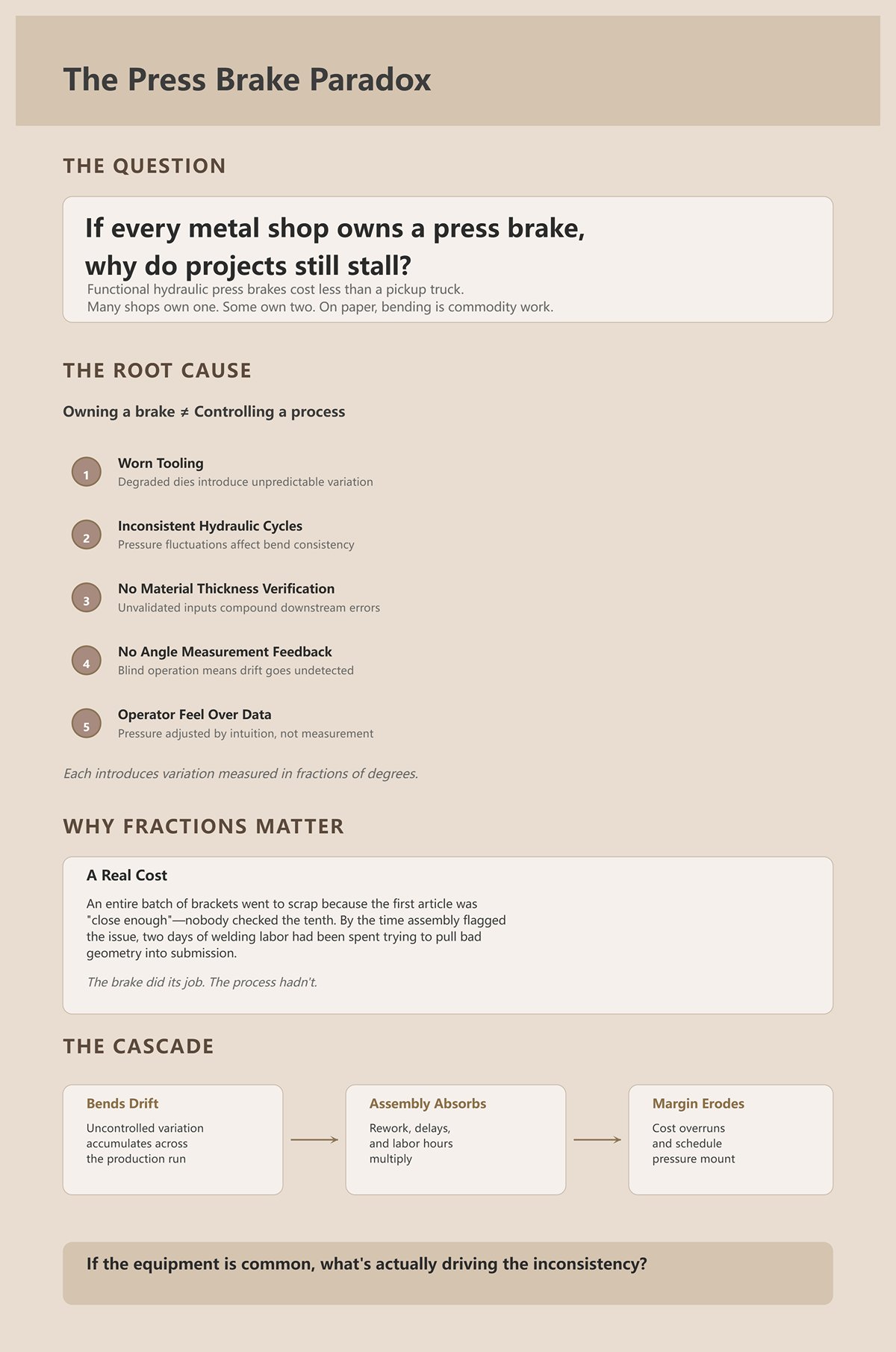
Kamu bisa membeli press brake hidrolik fungsional dengan harga di bawah sebuah truk pickup yang layak. Banyak bengkel yang punya satu. Beberapa punya dua. Di atas kertas, penekukan adalah pekerjaan komoditas.
Jadi mengapa proyek masih tersendat?
Karena memiliki press brake tidak sama dengan mengendalikan proses. Perkakas yang aus. Siklus hidrolik yang tidak konsisten. Tidak ada verifikasi ketebalan material. Tidak ada umpan balik pengukuran sudut. Seorang operator menaikkan tekanan berdasarkan perasaan, bukan data. Masing-masing menciptakan variasi yang diukur dalam pecahan derajat.
Pecahan itu berarti.
Aku ingat membuang seluruh batch dudukan ke tempat sampah karena artikel pertama “cukup dekat,” dan tidak ada yang memeriksa yang kesepuluh. Pada saat bagian perakitan menemukan masalahnya, kami sudah menghabiskan dua hari tenaga pengelasan mencoba memaksa geometri yang salah agar pas. Press brake telah melakukan tugasnya. Prosesnya belum.
Ketika tekukan melenceng, bagian perakitan yang menerima dampaknya. Jadwal proyek yang menanggung keterlambatannya. Margin keuntunganmu yang menanggung biayanya.
Jika peralatannya umum, apa sebenarnya yang menyebabkan ketidakkonsistenan?
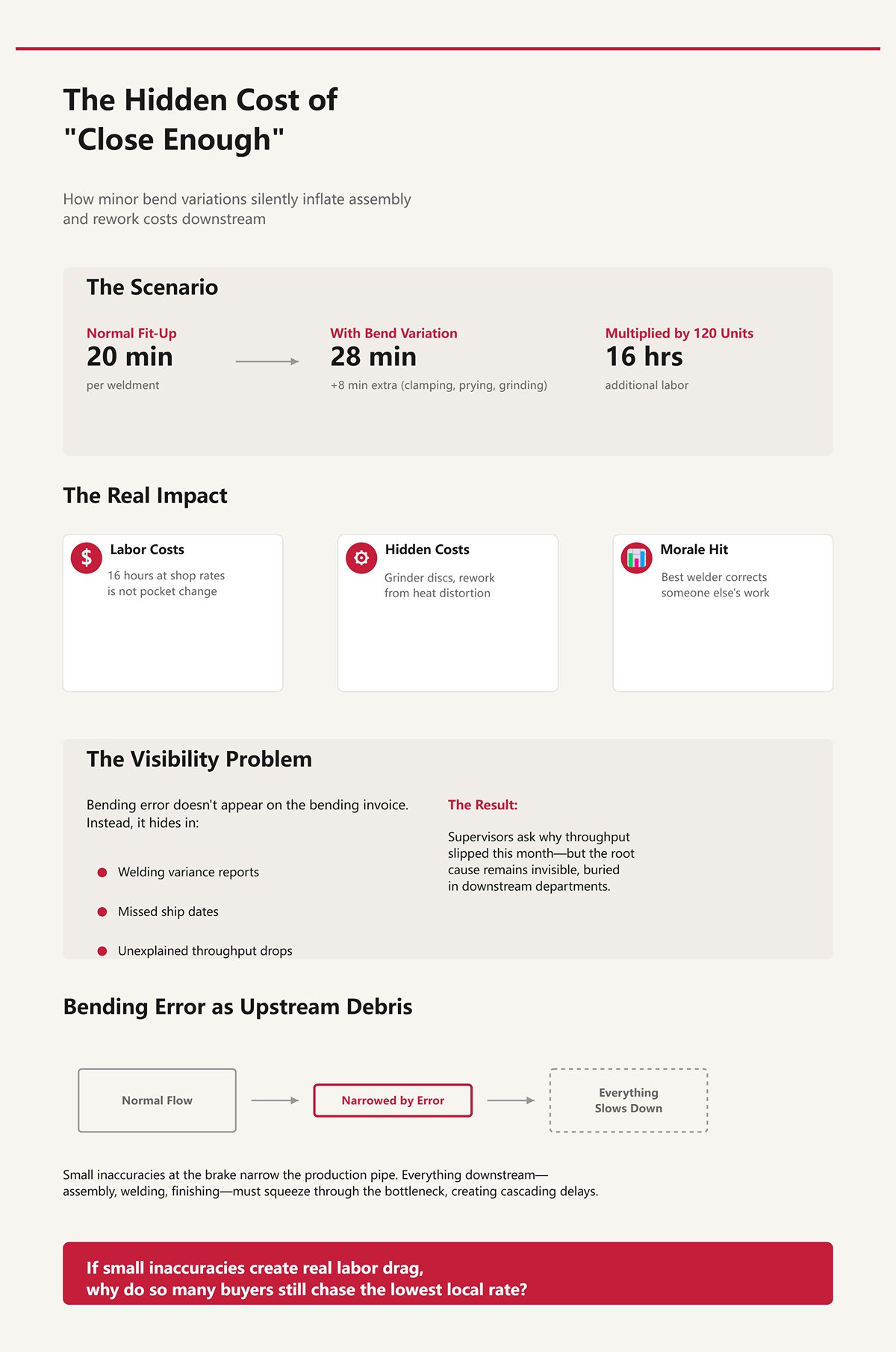
Mari kita jalankan hipotesis yang bersih.
Katakan sebuah komponen las biasanya memerlukan 20 menit penyesuaian sebelum las pertama. Sekarang perkenalkan variasi tekukan kecil yang menambah hanya 8 menit tambahan persuasi—penjepitan, ungkitan, penggilingan, pengecekan ulang kesikuan.
Delapan menit tidak membuat siapa pun takut.
Sekarang kalikan itu dengan 120 unit. Itu berarti tambahan 16 jam kerja. Dengan tarif bengkel sebenarnya, itu bukan uang receh. Dan itu bahkan sebelum Anda menghitung cakram gerinda, pekerjaan ulang akibat distorsi panas, atau turunnya semangat ketika juru las terbaik Anda menghabiskan harinya memperbaiki kecerobohan orang lain.
“Cukup dekat” di mesin penekuk terlihat sebagai lembur di perakitan.
Dan inilah pembunuh senyapnya: Anda tidak melihat itu di faktur pembengkokan. Anda melihatnya tersembunyi dalam variasi pengelasan, dalam tanggal pengiriman yang terlewat, dalam pertanyaan para pengawas tentang mengapa produktivitas menurun bulan ini.
Kesalahan pembengkokan adalah kotoran di hulu. Itu mempersempit pipa. Semua proses di hilir melambat untuk bisa lewat.
Jika ketidakakuratan kecil menyebabkan hambatan kerja nyata, mengapa begitu banyak pembeli masih mengejar tarif lokal terendah?

Saya pernah melihat perusahaan berkendara 20 menit ke bawah jalan hanya untuk menghemat $15 per jam pada waktu penggunaan mesin press brake.
Kedengarannya cerdas.
Namun bengkel yang lebih murah itu mungkin menggunakan peralatan hidrolik lama dengan penyimpangan sudut antar siklus. Mereka mungkin tidak memiliki backgauge CNC multi-sumbu (sistem pemposisian terkontrol komputer yang dapat mengulang dalam hitungan seperseribu). Mereka mungkin tidak memiliki verifikasi sudut selama proses. Jadi setiap batch membawa variasi yang tidak akan Anda lihat sampai bagian tersebut mencapai meja las Anda.
Sekarang “penghematan” Anda berubah menjadi:
Perhitungannya langsung berbalik.
Mitra pembengkokan dengan kemampuan pengulangan yang ketat dan inspeksi terintegrasi tidak hanya memberi Anda komponen. Mereka memberi aliran kerja yang lancar bagi para juru las Anda. Tanpa perlawanan. Tanpa paksaan. Cukup pas, titik, lanjut.
Tarif per jam yang lebih rendah mengukur biaya pembengkokan.
Biaya total proyek mengukur biaya dari segala hal yang dipengaruhi oleh pembengkokan tersebut.
Realitas Lantai Produksi: Jika Anda memilih bengkel press brake hanya berdasarkan jarak dan harga per jam, Anda sedang mengukur bagian termurah dari masalah dan akan membayar bagian termahalnya nanti.
Jadi pertanyaan sebenarnya bukan siapa yang memiliki mesin press brake.
Pertanyaannya adalah mengapa beberapa lekukan berfungsi dengan baik—dan yang lain diam-diam menghentikan seluruh lini produksi Anda.
Anda sudah tahu bahwa meja las adalah tempat di mana lekukan yang buruk terungkap.
Pertanyaan sebenarnya adalah kontrol spesifik apa yang membedakan bengkel yang memberi Anda bagian yang langsung pas ke dalam perlengkapan dengan bengkel yang hanya memberi Anda “cukup dekat” dan membiarkan para tukang las Anda menyelesaikannya.
Mari kita bahas mesin pres itu sendiri.
Bayangkan sisi penutup dengan 4 lekukan. Flensa pertama mengacu pada backgauge. Lekukan kedua mengacu pada flensa pertama. Lekukan ketiga mengacu pada yang kedua. Pada lekukan keempat, Anda menumpuk kesalahan di atas kesalahan.
Pada mesin pres manual atau NC dasar, backgauge sering kali hanya satu sumbu. Anda mengaturnya di X (maju dan mundur), mungkin dengan pembacaan digital. Operator menggeser jari ke posisi, menguncinya, menjalankan lekukan, memeriksa dengan busur derajat, menyesuaikan kedalaman ram jika perlu. Kontrol sudut biasanya ±1° hingga ±3° tergantung keterampilan dan kesabaran. Setiap koreksi dilakukan dengan coba-coba.
Sekarang bandingkan dengan sistem CNC multi-sumbu: servo menggerakkan X, R (tinggi), terkadang Z1/Z2 (posisi kiri/kanan yang independen), dengan akurasi posisi diukur hingga seperseribu inci. Kedalaman ram pada sumbu Y dikontrol secara otomatis, dan program menyimpan nilai kompensasi per material dan ketebalan. Anda menekuk bagian pertama dan bagian ke seratus dengan geometri perintah yang sama.
Itu bukan pemasaran. Itu adalah fisika plus umpan balik.
Di sinilah pembeli tertipu: operator berbakat dengan pengaturan manual benar-benar bisa menghasilkan braket 90° sederhana sepanjang hari. Saya telah melihat para veteran melakukannya hanya dengan perasaan dan siku-siku. Pada bagian dua lekukan, toleransi longgar, baja lunak? Anda mungkin tidak akan pernah melihat perbedaannya.
Tambahkan tiga lekukan lagi. Tambahkan dimensi lubang-ke-flensa yang ketat. Tambahkan bagian yang harus pas ke dalam lasan tanpa toleransi.
Sekarang backgauge satu sumbu itu tidak dapat mengoreksi ketidaksejajaran kiri-ke-kanan. Ia tidak dapat mengompensasi secara otomatis ketika batch material lebih tebal .010. Ia tidak dapat menyesuaikan kedalaman ram secara waktu nyata. Kesalahan menumpuk di seluruh urutan.
Saya pernah menarik satu palet panel dari truk karena jarak lubang-ke-tepi melenceng 1/16 inci pada lekukan keempat. Tidak ada yang “terlihat” salah di mesin pres. Saat perakitan, setiap tab sambungan harus dipaksa. Kami membuang dua tukang las selama satu shift penuh untuk memperlebar lubang dan memanjangkan tab hanya agar rangka tetap siku. Itu bukan biaya penekukan. Itu jam kerja tukang las yang terbuang dengan beban penuh.
Konsistensi tidak datang dari kepercayaan diri. Itu datang dari kontrol loop tertutup dan program yang tersimpan.
Kenyataan di Lantai Produksi: Jika geometri bagian Anda bergantung pada perasaan operator alih-alih posisi servo multi-sumbu, maka toleransi Anda sedang dipertaruhkan satu lekukan demi satu.
| Bagian | Konten |
|---|---|
| Judul | Backgauge manual vs. CNC multi-sumbu: Dari mana sebenarnya asal ketepatan pengulangan? |
| Contoh Penumpukan Kesalahan | Bayangkan sisi penutup dengan 4 lekukan. Flensa pertama mengacu pada backgauge. Lekukan kedua mengacu pada flensa pertama. Lekukan ketiga mengacu pada yang kedua. Pada lekukan keempat, Anda menumpuk kesalahan di atas kesalahan. |
| Mesin Pres Manual / NC Dasar | Backgauge sering kali hanya satu sumbu (X maju dan mundur), terkadang dengan pembacaan digital. Operator memposisikan jari secara manual, menguncinya, menjalankan lekukan, memeriksa dengan busur derajat, dan menyesuaikan kedalaman ram jika perlu. Kontrol sudut biasanya berkisar antara ±1° hingga ±3°, tergantung pada keterampilan dan kesabaran. Koreksi dilakukan dengan coba-coba. |
| Sistem CNC Multi-Sumbu | Digerakkan oleh servo untuk sumbu X dan R (ketinggian), terkadang juga Z1/Z2 (posisi kiri/kanan independen). Akurasi posisi diukur dalam seperseribu. Kedalaman ram (sumbu Y) dikendalikan secara otomatis. Program menyimpan nilai kompensasi per bahan dan ketebalan. Bagian pertama dan bagian ke-seratus mengikuti geometri perintah yang sama. |
| Prinsip Inti | Keterulangan bukanlah urusan pemasaran—itu hasil dari fisika ditambah umpan balik. |
| Di Mana Pembeli Sering Tertipu | Operator terampil pada pengaturan manual dapat secara konsisten menghasilkan braket sederhana 90°, terutama pada bagian baja lunak dengan dua tekukan dan toleransi rendah. Dalam kasus seperti ini, perbedaannya mungkin tidak terlihat. |
| Peningkatan Kompleksitas | Tambahkan lebih banyak tekukan, dimensi lubang-ke-flensa yang ketat, atau bagian yang harus pas dengan presisi ke dalam rakitan las. Kesalahan mulai bertumpuk di sepanjang urutan. |
| Keterbatasan Backgauge Satu Sumbu | Tidak dapat mengoreksi kemiringan kiri-ke-kanan. Tidak dapat secara otomatis mengompensasi variasi ketebalan material (misalnya, .010 lebih tebal). Tidak dapat menyesuaikan kedalaman ram secara real time. Kesalahan menumpuk secara progresif. |
| Contoh Dunia Nyata | Satu palet panel mengalami pergeseran lubang-ke-tepi sebesar 1/16 inci pada tekukan keempat. Tidak ada masalah yang terlihat pada mesin press brake, tetapi perakitan memerlukan pemaksaan tab sambungan. Dua tukang las menghabiskan satu shift penuh memperlebar lubang dan melubangi tab untuk meratakan rangka—mengakibatkan pemborosan biaya tenaga kerja. |
| Wawasan Utama | Keterulangan berasal dari kontrol loop tertutup dan program yang disimpan—bukan dari kepercayaan diri operator. |
| Realitas di Lantai Produksi | Jika geometri bagian bergantung pada perasaan operator alih-alih posisi servo multi-sumbu, toleransi pada dasarnya sedang dipertaruhkan satu tekukan demi satu tekukan. |
Siapkan press brake sepanjang 10 kaki. Letakkan lembaran plat setebal 3/16 inci di sepanjang meja. Terapkan tonase di bagian tengah.
Ram melentur. Meja juga melentur. Baja menekuk baja.
Tanpa kompensasi, Anda akan melihatnya langsung: 90° di ujung, 88,5° di tengah. Operator memeriksa satu sisi, menyesuaikan tekanan, kemudian mengejar sisi lainnya. Anda akhirnya membagi perbedaan dan menganggapnya sudah cukup baik.
Perbedaan itu menjadi celah saat Anda mengelas sambungan panjang. Tukang las Anda menjepit bagian tengah dengan kuat, ujungnya terangkat, panas menariknya lebih parah. Sekarang Anda mengejar distorsi yang disebabkan oleh sudut tekukan tidak merata yang dimulai dari lenturan mesin.
Press brake modern menggunakan sistem pembentukan mahkota—penyesuaian mekanis atau hidrolik yang sengaja melengkungkan meja berlawanan arah dengan lenturan yang diharapkan. Pembentukan mahkota dinamis menyesuaikan sepanjang panjangnya berdasarkan tonase dan geometri bagian. Ini bukan fitur opsional pada bagian panjang; ini satu-satunya cara untuk mendapatkan sudut yang konsisten dari kiri ke kanan.
Bengkel murah yang menggunakan peralatan hidrolik lama sering bergantung pada pembentukan mahkota tetap atau manual, diatur sekali dan dibiarkan begitu saja. Ubah ketebalan material, ubah panjang tekukan, dan pembentukan mahkota “atur sekali lalu lupakan” itu menjadi salah.
Kamu tidak akan melihat ini pada penawaran. Kamu akan melihatnya ketika panel sepanjang 8 kaki bergoyang di meja dan tukang lasmu mulai mengganjal satu sisi sebelum mengelas titik.
Dan setiap menit yang dia habiskan untuk mengganjal adalah satu menit yang tidak digunakan untuk mengelas.
Tekuk sepotong baja berkekuatan tinggi hingga 90° di bawah beban. Lepaskan ram. Sudutnya terbuka hingga 92°.
Pemulihan elastis itu adalah pegas balik. Baja lunak mungkin memantul kembali sekitar 1°. Material berkekuatan tinggi bisa 2°–4°. Aluminium berperilaku berbeda lagi. Ketebalan, arah serat, dan radius perkakas semuanya mengubah angkanya.
Pada pengaturan manual, pegas balik ditangani dengan menekuk lebih berdasarkan pengalaman. “Batch ini terasa kaku—tambahkan satu derajat.” Itu berhasil sampai pabrik mengubah sedikit kimia atau kamu beralih dari A36 ke jenis berkekuatan tarik lebih tinggi tanpa memperbarui perkiraan.
Sistem CNC menyimpan toleransi tekukan dan kompensasi pegas balik berdasarkan jenis material dan ketebalannya. Beberapa bahkan menggunakan sistem pengukuran sudut untuk memverifikasi tekukan pertama dan mengoreksi otomatis sisanya dalam satu kali produksi. Itulah perbedaan antara menyetel satu bagian dan mengendalikan lot produksi.
Saya pernah melihat pekerjaan dengan baja berkekuatan tinggi di mana lima bagian pertama “disetel” berdasarkan perasaan, lalu operatornya pergi makan siang. Shift kedua menjalankan program yang sama tanpa menyesuaikan dengan batch material yang sedikit berbeda. Pagi harinya, kami punya satu troli penuh bagian dengan sudut terbuka 1,5°. Tim perakitan mencoba memaksanya masuk ke perlengkapan. Hasilnya adalah titik las retak dan pengerjaan ulang di setiap unit.
Pegas balik bukan misteri. Itu gabungan antara perhitungan dan verifikasi.
Ketika tidak ada yang menghitung dengan tepat, para tukang lasmu yang akhirnya harus mengompensasi dengan klem dan panas.
Setiap press brake memiliki peringkat tonase per kaki. Jika melampauinya, kamu berisiko mengalami defleksi, kerusakan perkakas, atau yang lebih parah.
Namun ada masalah yang lebih tersembunyi: beroperasi dekat batas atas tanpa perkakas atau penopang meja yang tepat meningkatkan variasi bahkan jika kamu tidak melampaui batasnya. Mesin menjadi tegang. Defleksi meningkat. Konsistensi sudut menurun di sepanjang panjangnya.
Sebuah bengkel yang biasanya mengerjakan baja ringan 11-gauge menerima pekerjaan plat yang lebih tebal karena “muat di meja.” Mereka mungkin tidak memiliki bukaan V-die yang tepat, mungkin tidak memiliki perkakas tersegmentasi untuk menopang flensa yang lebih pendek, mungkin tidak memiliki margin tonase untuk mempertahankan konsistensi sudut tanpa memaksa mesin bekerja keras.
Jadi mereka memperlambat siklus. Mereka menyesuaikan tekanan secara manual. Mereka menerima sedikit variasi karena “ini barang berat juga.”
Variasi itu muncul sebagai pemasangan paksa di perakitan, celah las yang lebih besar, lebih banyak logam pengisi, lebih banyak panas masuk. Lebih banyak panas berarti lebih banyak pengendalian distorsi. Lebih banyak pengendalian distorsi berarti lebih banyak waktu.
Dan itulah penyumbatan pada rantai proses lagi—satu tekukan tebal pada satu waktu.
Jika sebuah bengkel tidak bisa memberitahumu tonase per kaki mereka, metode crowning mereka, sumbu backgauge mereka, dan bagaimana mereka menangani pegas balik pada material berkekuatan tinggi, berarti kamu tidak sedang membeli kapasitas tekuk.
Kamu sedang membeli ketidakpastian.
Pertanyaan berikutnya bahkan lebih tidak nyaman: apa yang terjadi ketika bengkel yang sama juga memotong dan mengelas bagian-bagianmu di departemen terpisah tanpa data atau umpan balik yang dibagikan?
Saya menyaksikan satu batch braket potongan laser 3/16 dibongkar pukul 9 pagi, dibengkokkan di seberang kota tengah hari, dan kembali ke sel las kami dua hari kemudian karena satu flensa “mungkin melenceng satu derajat.” Bengkel bending bersikeras sudut mereka masih dalam toleransi. Fikstur kami menunjukkan hal lain. Kami kehilangan setengah hari hanya untuk membuktikan siapa yang benar sebelum ada yang mulai mengelas.
Itulah perbedaan praktis antara mitra yang andal dan pabrik rework: bukan hanya soal backgauge servo-terkontrol atau crowning dinamis, tetapi apakah pemotongan, pembengkokan, dan pengelasan berbagi satu jalur data dan satu lingkar umpan balik. Ketika programmer laser, operator press brake, dan pengawas pengelasan berada di lantai yang sama, bagian pertama yang salah tidak perlu menempuh jarak 40 mil dan dua rantai email sebelum seseorang menyesuaikan potongan bendiknya. Itu diperbaiki sebelum waktu makan siang.
Anda sudah tahu bahwa variasi pada pembengkokan meningkatkan biaya. Sekarang kita membahas apa yang terjadi ketika Anda mengalikan variasi itu di beberapa vendor.
Realitas di Lantai Produksi: Setiap kali bagian Anda melewati dok pemuatan, toleransi Anda diatur ulang menjadi nol kepercayaan.
Bayangkan pekerjaan membuat rangka penutup sebanyak 200 unit. Laser dipotong hari Senin. Dibengkokkan hari Selasa. Dilas hari Rabu. Itu bukan omong kosong pemasaran; itu benar-benar terjadi ketika nesting laser, program bending, dan fikstur las dibuat dari file CAD yang sama dan disimpan dalam sistem yang sama.
Inilah mekanismenya.
Press brake CNC modern dapat mengimpor pola datar langsung dari CAD, mensimulasikan urutan pembengkokan secara offline, dan menyimpan kompensasi springback berdasarkan bahan dan ketebalan. Jika benda uji pertama keluar 0,5° lebih terbuka, operator memperbarui programnya. Koreksi itu melekat pada pekerjaan tersebut. Saat pengelasan dimulai dan pengawas melihat sudut yang terlalu rapat di fikstur, ia berjalan 15 meter, bukan 80 kilometer, dan mereka menyesuaikan panjang atau sudut flensa sebelum seluruh batch dijalankan.
Tanpa pengiriman truk. Tanpa penawaran ulang. Tanpa “kami akan memperlebar lubang di pihak kami.”
Keuntungan otomatisasi hingga 40% dalam produksi volume tinggi hanya berarti sesuatu jika proses hulu dan hilir tersinkronisasi. Satu press brake canggih bisa memperketat waktu siklusnya sendiri. Tetapi jika hasilnya dikirim ke departemen las milik perusahaan lain tanpa fikstur atau umpan balik bersama, kecepatan itu hanya mendorong bagian-bagian lebih cepat ke hambatan berikutnya.
Saya pernah melihat 120 panel menumpuk di bak limbah kami karena pola datar mengasumsikan faktor K umum. Bengkel bending memenuhi cetakannya. Fikstur las—dirancang di dalam perusahaan—tidak mengantisipasi pertambahan toleransi pada empat flensa. Tiga hari waktu laser, dua hari pembengkokan, dan kemudian kami membayar tukang las untuk memilah, menyumpal, dan membuang. Itu bukan masalah pembengkokan. Itu masalah rantai proses yang rusak.
Ketika satu bengkel memiliki seluruh rantai proses, mereka juga memiliki kesalahannya. Dan mereka memperbaikinya di sumbernya, bukan di perakitan akhir.
Jadi pertanyaannya bukan apakah integrasi terdengar praktis. Pertanyaannya adalah apakah jadwal Anda bisa bertahan di antara pulau-pulau independen dari “bukan departemen saya.”
Mari kita adil. Tidak semua bengkel press brake mandiri berantakan. Beberapa menjalankan peralatan CNC kelas atas dengan pemrograman offline dan operator yang disiplin. Tetapi bengkel yang lebih murah mungkin menggunakan peralatan hidrolik lama dengan pergeseran sudut antar siklus, penyesuaian manual pada crowning, dan lembar setelan yang ditempel di dinding.
Beginilah praktiknya terlihat di lapangan.
Bagian hasil potongan Anda tiba. Mereka membongkar pekerjaan sebelumnya, mengganti alat, menjalankan beberapa tes bengkok, mengukur, menyesuaikan, lalu menjalankan lagi. Pada press brake servo-elektrik modern dengan program tersimpan, itu mungkin memakan waktu 10–15 menit. Pada mesin hidrolik lama, bisa 45 menit hanya untuk “mengejar” sudut yang tepat. Kalikan itu dengan lima nomor bagian berbeda dalam satu PO campuran.
Sekarang pelanggan lain muncul dengan pekerjaan mendesak.
Untuk “mempercepat” pekerjaan Anda, mereka tidak hanya memindahkannya ke depan antrian. Mereka membongkar dan menyetel ulang lagi. Itu waktu setelan yang hilang, dan mereka menagih Anda untuk itu sebagai biaya percepatan. Tidak selalu karena ingin mengambil untung lebih. Kadang itu adalah “pajak” karena keterbatasan peralatan dan minimnya jumlah operator terampil.
Produksi volume rendah dan prototipe paling menderita. Penelitian menunjukkan otomatisasi meningkatkan kecepatan terutama pada volume tinggi. Dalam batch kecil, repeatabilitas dan pemanggilan kembali program adalah segalanya. Jika bengkel tidak menyimpan data pembengkokan yang sudah terverifikasi—atau tidak mempercayainya karena lot material bervariasi dan tidak ada yang melacaknya—setiap kali produksi dimulai, semuanya kembali dari awal lagi.
Dan setiap awal goresan menambah satu hari di sini, setengah hari di sana. Kamu melihatnya tersembunyi dalam variasi pengelasan, dalam tanggal pengiriman kapal yang terlewat, dalam pengawas yang bertanya mengapa throughput menurun bulan ini.
Saya pernah harus mengizinkan lembur bagi para pengelas di hari Jumat karena bagian yang bengkok baru tiba terlambat pada hari Kamis setelah ada lonjakan “mendesak” di antrean mesin penekuk. Delapan jam dengan tarif satu setengah kali lipat untuk empat pengelas menghapus semua penghematan upah per jam yang kamu kira sudah berhasil dinegosiasikan.
Penekukan murah tidak lagi murah begitu kamu mulai membayar biaya percepatan di departemen orang lain.
Ambil contoh rakitan sederhana: alas hasil potongan laser, empat sisi yang ditekuk, dilas menjadi sebuah kotak. Setiap vendor mencapai ±0,010 pada fitur potongan, ±1° pada tekukan. Di atas kertas, semuanya masih dalam spesifikasi.
Sekarang coba tumpuk hasilnya.
Jika pola datar mengasumsikan satu pengurangan tekukan dan operator mesin penekuk menyesuaikan berdasarkan perasaan, panjang flensa kamu akan bergeser beberapa ribu inci. Lakukan itu empat kali mengelilingi kotak, dan diagonalnya bertambah panjang. Panas dari pengelasan menariknya lebih jauh. Tutupnya tidak duduk rata. Maka pengelas menjepit lebih keras, menambah bahan pengisi, menghaluskan permukaannya. Kamu baru saja membayar pengendalian distorsi yang bermula dari perbedaan perhitungan antara dua perusahaan.
Ketika pemotongan, penekukan, dan pengelasan berada di bawah satu atap dengan data CAD/CAM yang sama, tidak ada lagi “toleransi mereka” dan “toleransi kita.” Hanya ada satu model, satu revisi, satu sumber kebenaran untuk kelonggaran tekukan. Jika hasil material berubah, koreksi diperbarui di semua tempat. Begitulah cara kamu menghentikan penyimpangan toleransi sebelum menjadi berlipat ganda.
Dan di sinilah argumen tentang satu mesin penekuk canggih menjadi kurang tepat. Ya, meningkatkan satu mesin bisa memperbaiki konsistensi sudut dan mengurangi pengerjaan ulang di dalam bengkel tersebut. Tapi jika bengkel itu juga tidak bertanggung jawab atas bagaimana tekukan itu berinteraksi dengan lebar potongan laser, strategi titik acuan perlengkapan, dan urutan pengelasan, kamu tetap memiliki tiga interpretasi independen atas gambar yang sama.
Tiga interpretasi berarti tiga peluang untuk penumpukan kesalahan.
Saya pernah menarik bagian dari pengerjaan ulang di mana setiap dimensi secara teknis “masih dalam toleransi,” namun rakitannya membutuhkan penggerindaan di setiap sudut agar lolos inspeksi akhir. Tidak ada satu pun vendor yang salah. Sistemnya yang salah.
Lebih sedikit perpindahan berarti lebih sedikit interpretasi. Lebih sedikit interpretasi berarti lebih sedikit kejutan di area pengelasan.
Karena pada akhirnya, departemen pengelasanmu bukanlah peredam kejut untuk ketidaksejajaran vendor. Itu adalah tempat paling mahal untuk menemukannya.
Jika integrasi adalah solusinya, bagaimana kamu tahu siapa yang benar-benar terintegrasi dan siapa yang hanya membeli brosur mengkilap?
Kamu berhenti bertanya tentang tarif per jam dan mulai bertanya tentang tingkatan.
Tidak semua penyedia press brake dibangun untuk tantangan yang sama. Ada yang merupakan sel otomatisasi berat yang disetel untuk pengulangan. Ada yang merupakan spesialis kekuatan besar yang berfokus pada tonase dan ruang kerja. Ada pula bengkel prototipe cepat yang menjalankan pemrograman cerdas pada peralatan sederhana. Di atas kertas, mereka semua “menekuk logam.” Dalam produksi, perilaku mereka sangat berbeda ketika toleransi rakitanmu menjadi ketat dan volumenya meningkat.
Saya pernah melihat para insinyur menyetujui prototipe bersih dari bengkel gesit, kemudian mendorong pesanan 500 unit melalui saluran yang sama dan heran mengapa waktu penyetelan pengelasan menjadi dua kali lipat. Prototipe berhasil karena perhatian manusia menutupi kekurangan yang tidak dapat diatasi oleh peralatan. Produksi massal justru mengungkapkannya.
Memilih tingkatan yang salah bukanlah kesalahan teknis. Itu adalah kebocoran margin.
Realitas di Lantai Produksi: Jika kamu tidak menyesuaikan tingkatan penyedia dengan kompleksitas dan volume bagian, departemen pengelasanmu akan menjadi laboratorium uji untuk keterbatasan orang lain.
Semua orang berasumsi bahwa robot hanya masuk akal pada skala otomotif.
Asumsi itu menjadi semakin mahal.
Saya pernah melihat sebuah bengkel memangkas waktu penyiapan press brake dari 30 menit menjadi 15 menit dengan berinvestasi pada perkakas cerdas dan disiplin pemrograman. Empat puluh delapan jam tenaga kerja per bulan kembali beredar. Pengembaliannya bukan dalam hitungan tahun, tapi bulan. Sekarang tambahkan sel robotik yang menyimpan pustaka alat, memanggil urutan pelipatan, dan mengompensasi secara konsisten terhadap pegas balik. Tiba-tiba “biaya setup” bukanlah monster seperti yang dibayangkan banyak orang.
Tapi inilah hal yang jarang disampaikan oleh tenaga penjual: sel robotik menuntut stabilitas. Aliran material yang konsisten. Pola datar yang akurat. Operator yang memahami kalibrasi, bukan sekadar menekan tombol. Tanpa ekosistem itu, Anda hanya mendapatkan mesin mahal yang tetap perlu diawasi untuk batch kecil.
Dan batch kecil itu penting.
Sel robotik modern dapat menangani produksi campuran dengan pergantian alat yang cepat dan pemrograman offline. Kisah lama—otomatisasi hanya untuk volume tinggi—mulai memudar. Jika campuran produk Anda berulang dengan sedikit revisi, press brake robotik yang terintegrasi dengan baik bisa menjalankan 20 unit hari ini dan 200 bulan depan dengan data pelipatan sama, logika backgauge sama, dan repeatability sama. Begitulah cara Anda melindungi waktu pengelasan dari variasi yang merayap.
Saya pernah mengunjungi pabrik di mana sebuah press brake robotik mengilap mengirimkan komponen ke troli yang kemudian disortir secara manual karena revisi laser di tahap sebelumnya belum tersinkronisasi. Robotnya sempurna. Jalur produksinya tidak. Komponen tetap harus dikerjakan ulang karena model yang menjalankan press brake bukan model yang mengatur perlengkapan.
Robot tidak memperbaiki fragmentasi.
Kenyataan di Lantai Produksi: Pelipatan robotik layak dilakukan ketika bengkel mengendalikan rantai data dari awal hingga akhir; jika tidak, Anda membayar untuk presisi yang hilang pada proses selanjutnya.
Sekarang kita berada di tingkat yang berbeda.
AR400 setebal satu inci tidak mudah dikerjakan. Kekerasan tinggi. Pegas balik yang signifikan. Kebutuhan tonase yang membedakan antara pemasaran dan mesin nyata. Anda tidak akan memaksanya dengan press brake 175 ton tua dan berharap hasilnya baik. Anda membutuhkan kapasitas—tonase nyata, kedalaman tenggorokan nyata, kontrol crowning yang sebenarnya.
Seorang spesialis tugas berat dengan press brake 1.000 ton lebih dapat membawa pekerjaan tebal secara internal yang biasanya dialihdayakan pihak lain. Itu bukan hanya soal kekuatan. Itu soal kendali. Ketika mereka tidak perlu mengirim pelat Anda melintasi kota untuk dilengkungkan, mereka menguasai koreksi sudut, urutan kerja, dan waktu proses. Waktu penyelesaian menjadi lebih singkat karena tidak ada antrean eksternal yang perlu dinegosiasikan.
Namun ukuran saja bukan berarti kompetensi.
Saya pernah melihat mesin raksasa 1.200 ton menghasilkan sudut yang tidak konsisten karena penanganan material tidak diatur dengan baik dan pemrograman tidak memperhitungkan variasi antar-lot. Besi besar tanpa proses disiplin hanya membuat kesalahan besar lebih cepat. Dan kesalahan pada pelat tebal bukan masalah kosmetik—itu berarti pemotongan ulang dengan obor, pengelasan ulang, dan berjam-jam waktu tukang las mencoba meratakan bagian berat.
Saya ingat pernah harus membuang satu batch bracket berat di mana setiap lengkungan meleset cukup untuk memaksa perbaikan selama 20 menit di perlengkapan. Dua puluh menit dikalikan 60 bagian berarti hilang 20 jam kerja tukang las dalam seminggu. Dengan tarif tenaga kerja penuh, itu menghapus semua penghematan yang kami pikir dapatkan dengan memilih bengkel regional yang lebih murah dengan tonase “cukup”.
Pekerjaan berat memperbesar kesalahan kecil.
Kenyataan di Lantai Produksi: Jika sebuah bengkel tidak dapat menunjukkan kompensasi pegas balik yang terkontrol dan penanganan terintegrasi untuk pelat tebal, tukang las Anda yang akan menanggung setiap derajat kesalahan.
Di sinilah kebanyakan pembeli tertipu.
Toko prototipe bekerja cepat karena mereka penuh perhatian. Antrian pendek. Operator terampil. Mungkin ada rem CNC modern dengan penyimpanan program yang baik. Artikel pertama Anda kembali dengan hasil yang indah. Sudutnya presisi. Flens bersih.
Anda bernapas lega.
Lalu bagian penjualan mendapatkan pesanan yang lebih besar.
Inilah pertanyaan yang penting: apakah toko yang sama dapat menjalankan 300 buah tanpa harus bongkar pasang setiap nomor bagian, tanpa penyimpangan sudut antar shift, tanpa menunda pekerjaan Anda ketika pelanggan yang lebih besar menelepon? Ataukah mereka menggunakan peralatan hidrolik lama dengan penyimpangan sudut antar siklus, bergantung pada pengetahuan turun-temurun alih-alih program yang terkunci?
“Tapi toko yang lebih murah itu mungkin masih menggunakan peralatan hidrolik lama dengan penyimpangan sudut antar siklus.”
Pada prototipe, operator akan melakukan penyetelan sampai sempurna. Pada produksi massal, penyesuaian bertahap itu berubah menjadi variasi antar batch. Dudukan las Anda tidak peduli bahwa cetakannya bertuliskan “dalam toleransi.” Mereka peduli pada konsistensi hasil.
Saya pernah melihat produksi percobaan 25 buah lolos inspeksi, kemudian menyaksikan produksi lanjutan 400 buah menghasilkan satu gerobak pekerjaan ulang karena toko tersebut tidak memiliki presisi backgauge atau kedalaman perkakas yang cukup untuk menjaga konsistensi di sepanjang produksi panjang. Prototipe itu menutupi kekurangan kapasitas.
Skalabilitas bukan soal kecepatan. Ini soal konsistensi yang berkelanjutan.
Realitas di Lantai Produksi: Jika toko prototipe tidak dapat menunjukkan bagaimana mereka menjaga konsistensi sudut di sepanjang volume dan shift, produksi Anda akan membuka batasan yang tidak pernah mereka ceritakan.
Anda tidak memilih tingkat mesin press brake berdasarkan daftar harga. Anda memilihnya dengan mengajukan satu pertanyaan sulit di awal: Jika tekukan ini meleset, siapa yang menanggung biayanya?
Jika jawabannya “tukang las saya,” Anda sudah berada di posisi yang salah.
Daftar periksa ini bukan untuk mencari toko paling canggih di negara bagian. Tujuannya adalah mencocokkan kemampuan mesin, disiplin pemrograman, dan pengendalian pengukuran dengan geometri serta volume bagian Anda agar variasi berhenti di mesin tekuk, bukan bertambah di dudukan. Setiap item di bawah ini adalah penyaring. Gagal satu, berarti Anda menyetujui pekerjaan ulang di masa depan yang akan Anda bayar sendiri dalam bentuk tenaga kerja, keterlambatan jadwal, dan hilangnya kredibilitas.
Anda ingin yang praktis? Ini dia.
Mulailah dengan fisika, bukan pemasaran.
Tonase bukan perasaan. Itu perhitungan. Gaya yang dibutuhkan meningkat sebanding dengan kuadrat ketebalan material dan skala dengan panjang tekukan. Jika bagian Anda membutuhkan material setebal 3/8 inci yang ditekuk sepanjang 10 kaki, dan mesin terbesar di toko itu hanya pas-pasan dalam hal daya tekan atau panjang meja, Anda sudah memaksa mereka membuat kompromi—pukulan tersegmentasi, reposisi, atau menjalankan mesin mendekati kapasitas maksimum di mana defleksi dan penyimpangan sudut mulai muncul.
Dan di sinilah pembeli menjadi malas: mereka berhenti pada “tonase yang cukup.”
Cukup bukan berarti stabil.
Mesin hidrolik lama secara teknis bisa mencapai gaya yang dibutuhkan, tetapi tanpa pembentukan mahkota yang presisi (kompensasi untuk lenturan meja) dan kontrol keselarasan ram, tekukan panjang akan menghasilkan variasi sudut kecil dari ujung ke ujung. Selisihnya mungkin sekitar satu derajat. Pada flensa pendek, tidak ada yang menyadarinya. Pada panel penutup panjang, satu derajat itu berubah menjadi celah cahaya di sudut dan tambahan 10 menit pergumulan pemasangan per unit.
Sepuluh menit dikalikan 150 unit berarti 25 jam kerja pengelasan yang hilang. Itu bukan teori. Itu setara dengan seminggu tenaga kerja seseorang yang tidak Anda anggarkan.
Saya pernah melihat satu batch panel stainless panjang dibengkokkan pada mesin press brake yang “cukup besar.” Lima bagian pertama terlihat baik. Di pertengahan proses, panas dan variasi hidrolik mulai muncul. Kami menghabiskan dua hari untuk pengerjaan ulang menarik kembali flensa agar rata sebelum pengelasan. Tempat sampah penuh dengan panel yang melengkung di luar batas perbaikan karena mesin bekerja pada batas kemampuannya.
Anda tidak hanya memverifikasi tonase. Anda memastikan bahwa mesin memiliki ruang tenaga cadangan dan pengendalian lenturan di seluruh panjang tekukan Anda.
Kenyataan di Lantai Produksi: Jika mesin press brake mereka beroperasi mendekati batasnya pada tekukan terpanjang Anda, departemen pengelasan Anda akan menjadi mekanisme penyesuaian.
Sekarang anggap mesin besinya memadai.
Penyaring berikutnya adalah pengendalian data.
Tanyakan bagaimana mereka membuat program tekukan. Jika jawabannya adalah “operator memasukkannya langsung di kontrol dan menyesuaikan dari situ,” Anda mempertaruhkan margin keuntungan pada pengetahuan turun-temurun. Itu berfungsi untuk prototipe. Tapi gagal pada skala produksi besar.
Press brake CNC multi-sumbu modern mengendalikan kedalaman ram, posisi backgauge (sumbu X, R, Z), pembentukan mahkota, dan terkadang bahkan pengukuran sudut secara waktu nyata. Pemrograman offline berarti mereka mengimpor model Anda, mensimulasikan urutan tekukan, memeriksa tabrakan, dan mengunci parameter yang dapat diulang sebelum material menyentuh cetakan.
Mengapa hal itu penting?
Karena keterulangan bukan tentang mencapai sudut sekali. Ini tentang mencapainya pada bagian ke-1 dan ke-400, di berbagai shift, dengan operator berbeda.
Saya pernah masuk ke bengkel di mana program disimpan di buku catatan seseorang. Saat dia berlibur, variasi sudut mulai muncul. Anda melihatnya tersembunyi dalam variasi hasil pengelasan, keterlambatan pengiriman, dan supervisor yang bertanya mengapa output menurun bulan ini.
Dan jika Anda berada di industri yang diatur—otomotif, alat berat, apa pun yang diaudit—tanyakan apakah mereka dapat mencatat kurva gaya dan posisi ram per bagian. Jika mereka tidak dapat menghasilkan data tekukan digital, berarti mereka tidak beroperasi pada tingkat yang diasumsikan tim kepatuhan Anda.
“Tapi toko yang lebih murah itu mungkin masih menggunakan peralatan hidrolik lama dengan penyimpangan sudut antar siklus.”
Kalimat itu seharusnya membuat Anda berpikir ulang sebelum mengirimkan RFQ.
Kenyataan di Lantai Produksi: Tanpa pemrograman offline dan kontrol multi-sumbu berarti Anda membeli ketangguhan operator, bukan keterulangan hasil yang direkayasa.
Sekarang kita sampai pada pembunuh diam-diam: akurasi pola datar.
K-factor adalah rasio yang memprediksi di mana sumbu netral berada selama proses pembengkokan. Ini menentukan seberapa banyak material meregang dan, karena itu, seberapa panjang blanko datar Anda harus dibuat untuk mencapai dimensi akhir. Ini tidak bersifat universal. Bergantung pada material, ketebalan, radius perkakas, dan metode yang digunakan.
Jika CAD Anda mengasumsikan K-factor umum dan perkakas mereka menggunakan radius punch serta bukaan V-die yang berbeda, bagian Anda akan meleset secara dimensi bahkan jika setiap sudut sudah sempurna.
Itulah cara Anda berakhir dengan lubang yang tidak sejajar setelah proses penekukan. Bukan karena mesin press salah. Karena perhitungan di awal tidak sesuai dengan perkakas di tahap berikutnya.
Saya pernah melihat 120 panel dibuang dalam seminggu karena desainer membuat model dengan faktor K bawaan, sementara bengkel menggunakan cetakan lebih lebar demi keamanan tonase. Setiap panjang flens jadi kurang beberapa milimeter. Tidak cukup terlihat sekilas. Tapi cukup untuk membuat sekrup tidak pas dan memaksa dilakukan pelubangan tambahan. Akibatnya, dua pemrogram menulis ulang pola datar, satu operator laser menjalankan ulang pemotongan, dan para tukang las menganggur menunggu suku cadang yang diperbaiki.
Sebelum rilis, tanyakan kepada bengkel:
Jika mereka tidak bisa menjawab dengan jelas, berarti Anda akan membiayai sebuah pelajaran berharga.
Kenyataan di Lantai Produksi: Jika pola datar Anda tidak dibuat berdasarkan perkakas mereka yang sebenarnya, maka tekukan Anda yang “sesuai toleransi” tetap akan gagal saat perakitan.
Di sinilah Anda melindungi margin keuntungan.
Bukan hanya dengan mengukur sudut.
Pada artikel pertama, Anda perlu memverifikasi:
Tempatkan komponen di perlengkapan sebenarnya. Jepit. Jika perlu “dibujuk” agar pas, Anda tidak boleh menyetujuinya.
Dalam satu program otomotif, beralih ke mesin press CNC listrik mengurangi deviasi dimensi secara signifikan dan menurunkan jumlah scrap secara drastis. Keuntungan yang terlihat adalah lebih sedikit bagian yang cacat. Keuntungan sesungguhnya adalah sel las robot yang berhenti tertunda karena perlu penyesuaian perlengkapan ulang. Itulah yang Anda uji dalam artikel pertama: bukan “apakah lolos inspeksi,” melainkan “apakah prosesnya berjalan lancar di jalur perakitan tanpa hambatan?”
Artikel pertama yang “hampir memenuhi toleransi” adalah peringatan, bukan lampu hijau. Variasi akan meningkat seiring volume produksi.
Setujui produksi penuh hanya ketika bagian tersebut pas ke dalam perlengkapan tanpa menggunakan linggis, tanpa palu, tanpa kata-kata yang tidak pantas diucapkan dalam rapat.
Karena begitu Anda melepas 500 bahan mentah ke mesin laser dan 500 jam ke mesin penekuk, Anda telah mengunci kesalahan sistemik apa pun yang Anda toleransi pada bagian pertama.
Kebenaran yang tidak terlihat jelas adalah ini: Anda tidak sedang menilai kelayakan mesin. Anda sedang menilai kelayakan ekosistem produksi terhadap target margin Anda. Tingkatan yang tepat bukanlah bengkel paling maju. Itu adalah tingkat terendah yang dapat membuktikan—melalui kapasitas cadangan, pemrograman terkendali, pola datar yang sejajar dengan peralatan, dan validasi artikel pertama yang ketat—bahwa tukang las Anda tidak akan pernah harus menyesuaikan akibat kesalahan penekukan mereka.
Selain itu hanyalah perhitungan tarif per jam murah yang menyembunyikan pekerjaan ulang di masa depan.


















