

A welder is leaning on his table, hood up, staring at a 4-foot enclosure side panel that won’t sit flush.
It’s off maybe a degree. Maybe a hair more. Doesn’t sound like much—until you try to close a seam that’s fighting you across four feet of steel. Now he’s hunting for clamps, pulling it into place, knowing full well he’ll grind half that weld back out.
You paid for bending by the hour. You’re paying for this by the minute.
I’ve watched good welders lose half a shift to parts that “should have fit.” A panel bent to 89 degrees instead of 90 doesn’t stay 1 degree wrong in assembly. It turns into gaps at the corners, misaligned holes, warped frames after weld-out. One small angular error compounds across every mating surface.
Here’s the translation nobody puts on the quote: One extra degree off-angle on a 36-inch flange can mean 1/8 inch of forced alignment at the far edge. That’s clamps. That’s heat. That’s distortion control. That’s grinding. That’s a welder waiting instead of welding.
Your press brake supplier thinks in bends per hour. Your shop lives and dies by fit-up per hour.
And when those two don’t line up, the weld department becomes the shock absorber for someone else’s inconsistency.
Shop Floor Reality: If your welders are “making it work,” your bending partner is already costing you money.
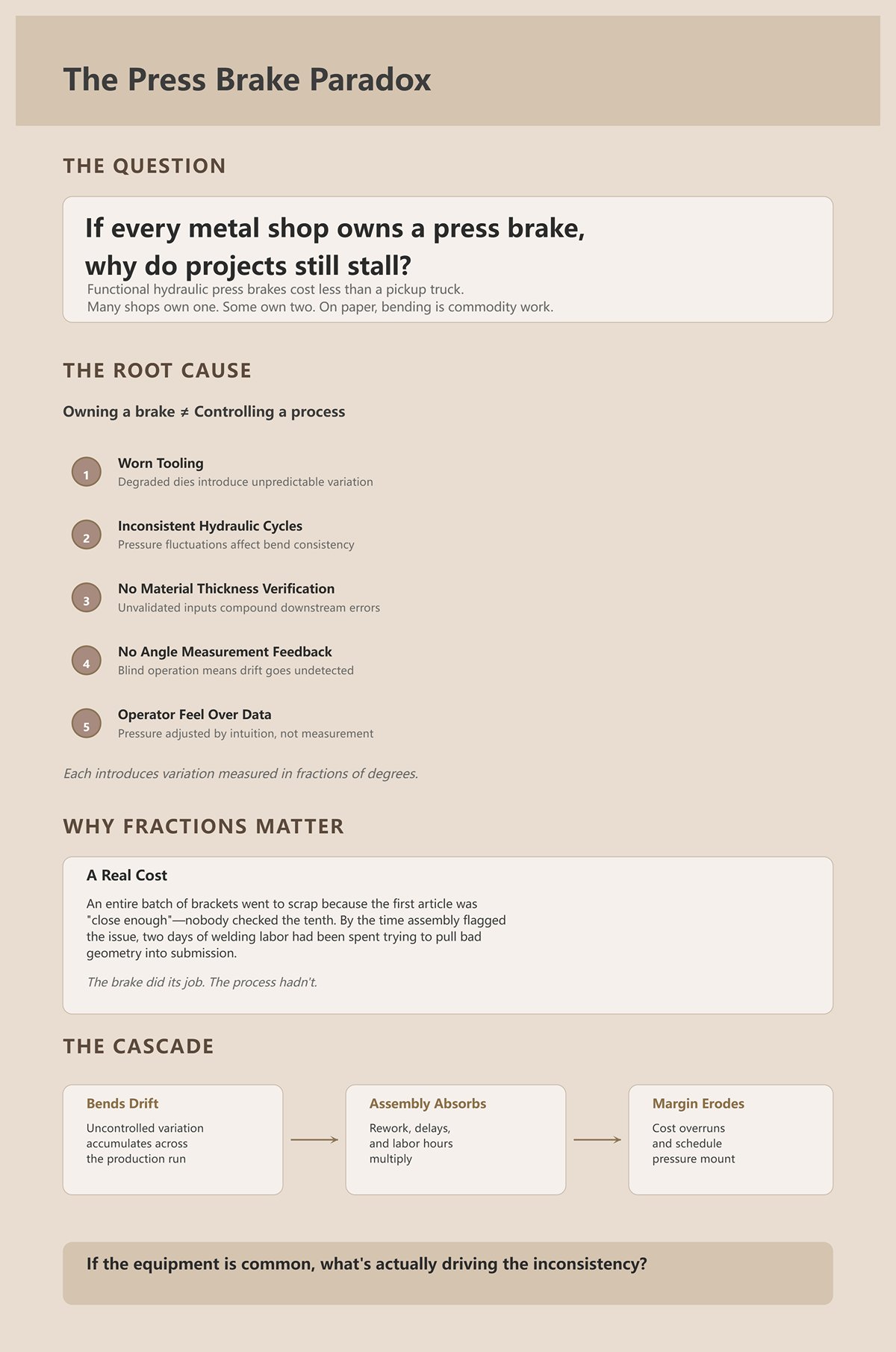
You can buy a functional hydraulic press brake for under the price of a decent pickup truck. Plenty of shops have one. Some have two. On paper, bending is commodity work.
So why do projects still jam up?
Because owning a brake isn’t the same as controlling a process. Worn tooling. Inconsistent hydraulic cycles. No material thickness verification. No angle measurement feedback. An operator bumping pressure by feel instead of data. Each one introduces variation measured in fractions of degrees.
Fractions matter.
I remember dumping an entire batch of brackets into the scrap bin because the first article was “close enough,” and nobody checked the tenth. By the time assembly flagged the issue, we’d burned through two days of welding labor trying to pull bad geometry into submission. The brake had done its job. The process hadn’t.
When bends drift, assembly absorbs the drift. The project schedule absorbs the delay. Your margin absorbs the cost.
If the equipment is common, what’s actually driving the inconsistency?
Let’s run a clean hypothetical.
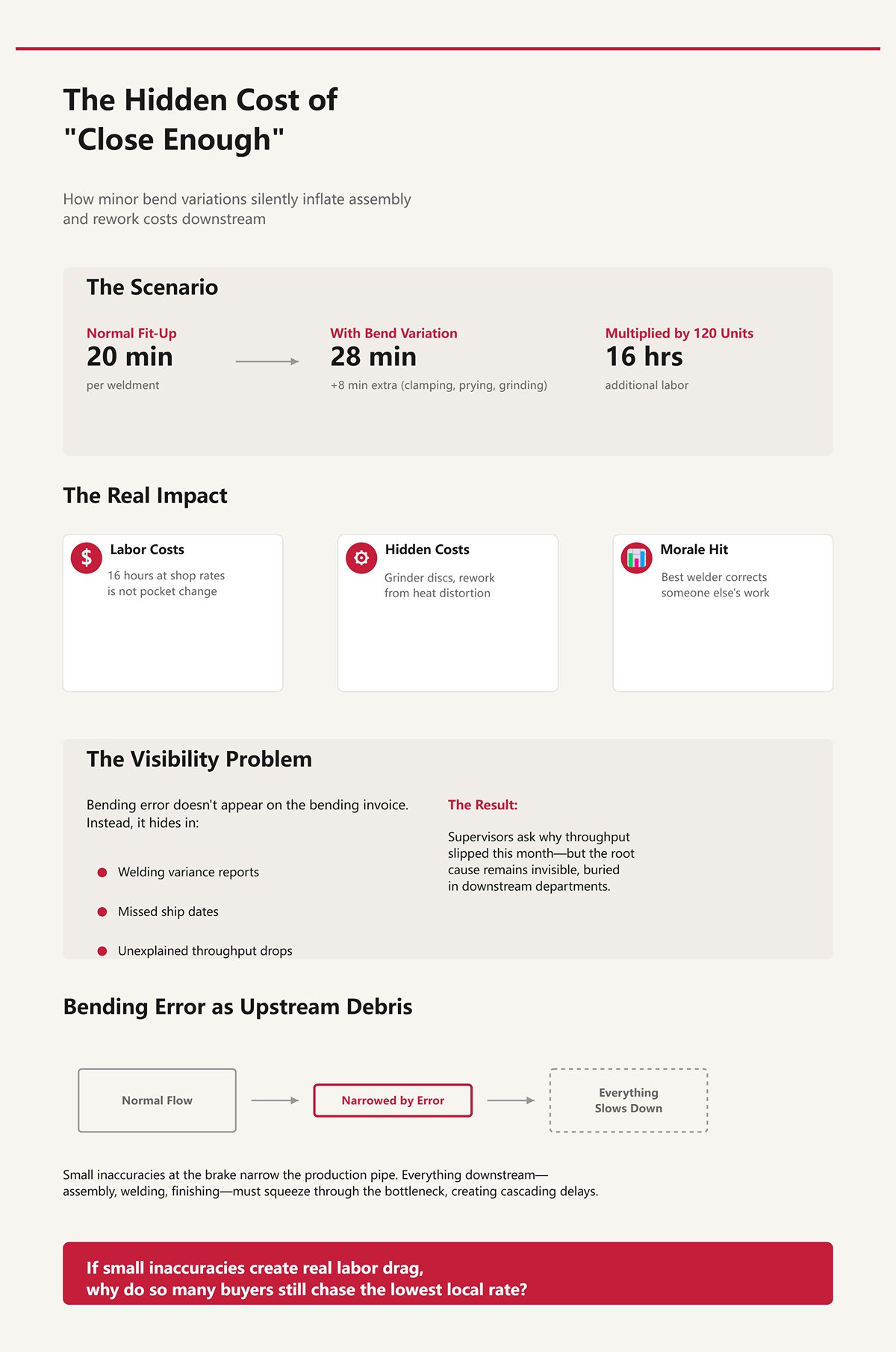
Say a weldment normally takes 20 minutes of fit-up before first tack. Now introduce minor bend variation that adds just 8 extra minutes of persuasion—clamping, prying, grinding, re-checking square.
Eight minutes doesn’t scare anyone.
Now multiply that by 120 units. That’s 16 additional labor hours. At real shop rates, that’s not pocket change. And that’s before you count the grinder discs, rework from heat distortion, or the morale hit when your best welder spends his day correcting someone else’s sloppiness.
“Close enough” at the brake shows up as overtime in assembly.
And here’s the quiet killer: you don’t see it on the bending invoice. You see it buried in welding variance, in missed ship dates, in supervisors asking why throughput slipped this month.
Bending error is upstream debris. It narrows the pipe. Everything downstream slows to squeeze through.
If small inaccuracies create real labor drag, why do so many buyers still chase the lowest local rate?

I’ve seen companies drive 20 minutes down the road to save $15 an hour on press brake time.
Sounds smart.
But that cheaper shop may be running older hydraulic equipment with angle drift between cycles. They may not have multi-axis CNC backgauges (computer-controlled positioning systems that repeat within thousandths). They may lack in-process angle verification. So every batch carries variation you won’t see until parts hit your weld tables.
Now your “savings” turn into:
The math flips fast.
A bending partner with tight repeatability and integrated inspection doesn’t just give you parts. They give your welders flow. No fighting. No forcing. Just fit, tack, move on.
Lower hourly rate measures the cost of bending.
Total project cost measures the cost of everything that bending touches.
Shop Floor Reality: If you’re choosing a brake shop based on distance and hourly price alone, you’re measuring the cheapest part of the problem and paying for the most expensive part later.
So the real question isn’t who owns a press brake.
It’s why some bends behave—and others quietly choke your entire production line.
You already know the weld table is where bad bends get exposed.
The real question is what specific controls separate the shop that hands you parts that drop into fixtures from the one that hands you “close enough” and lets your welders sort it out.
Let’s walk the brake itself.
Picture a 4-bend enclosure side. First flange references off the backgauge. Second bend references off the first flange. Third references off the second. By the fourth, you’re stacking error on top of error.
In a manual or basic NC brake, the backgauge is often single-axis. You set it in X (in and out), maybe with a digital readout. The operator slides fingers into position, locks them, runs the bend, checks with a protractor, bumps the ram depth if needed. Angle control is typically ±1° to ±3° depending on skill and patience. Every correction is trial-and-error.
Now compare that to a multi-axis CNC system: servo-driven X, R (height), sometimes Z1/Z2 (left/right independent positioning), with positioning accuracy measured in thousandths. Ram depth on the Y-axis is controlled automatically, and the program stores compensation values per material and thickness. You bend part one and part one hundred with the same commanded geometry.
That’s not marketing. That’s physics plus feedback.
Here’s where buyers get fooled: a talented operator on a manual setup can absolutely hit a simple 90° bracket all day long. I’ve watched old-timers do it with feel and a square. On a two-bend part, low tolerance, mild steel? You might never see the difference.
Add three more bends. Add a tight hole-to-flange dimension. Add a part that nests into a weldment with zero forgiveness.
Now that single-axis backgauge can’t correct left-to-right skew. It can’t compensate automatically when the material batch runs .010 thicker. It can’t adjust ram depth in real time. Errors accumulate across the sequence.
I once pulled a skid of panels off a truck because hole-to-edge was drifting by 1/16 inch by the fourth bend. Nothing “looked” wrong at the brake. In assembly, every mating tab had to be forced. We burned two welders for a full shift reaming holes and slotting tabs just to get the frame square. That wasn’t bending cost. That was wasted welder hours at full burden.
Repeatability doesn’t come from confidence. It comes from closed-loop control and stored programs.
Shop Floor Reality: If your part geometry depends on operator feel instead of multi-axis servo positioning, your tolerances are being gambled one bend at a time.
| Section | Content |
|---|---|
| Title | Manual backgauges vs. multi-axis CNC: Where does repeatability actually come from? |
| Error Stacking Example | Picture a 4-bend enclosure side. First flange references off the backgauge. Second bend references off the first flange. Third references off the second. By the fourth, you’re stacking error on top of error. |
| Manual / Basic NC Brake | Backgauge is often single-axis (X in and out), sometimes with a digital readout. Operator manually positions fingers, locks them, runs the bend, checks with a protractor, and adjusts ram depth if needed. Angle control typically ranges from ±1° to ±3°, depending on skill and patience. Corrections are trial-and-error. |
| Multi-Axis CNC System | Servo-driven X and R (height), sometimes Z1/Z2 (independent left/right positioning). Positioning accuracy measured in thousandths. Ram depth (Y-axis) controlled automatically. Programs store compensation values per material and thickness. Part one and part one hundred follow the same commanded geometry. |
| Core Principle | Repeatability is not marketing—it’s physics plus feedback. |
| Where Buyers Get Fooled | A skilled operator on a manual setup can consistently produce a simple 90° bracket, especially on a low-tolerance, two-bend mild steel part. In such cases, differences may not be noticeable. |
| Increased Complexity | Add more bends, tight hole-to-flange dimensions, or parts that must fit precisely into weldments. Errors begin compounding across the sequence. |
| Limitations of Single-Axis Backgauge | Cannot correct left-to-right skew. Cannot automatically compensate for material thickness variations (e.g., .010 thicker). Cannot adjust ram depth in real time. Errors accumulate progressively. |
| Real-World Example | A skid of panels had hole-to-edge drift of 1/16 inch by the fourth bend. No visible issue at the brake, but assembly required forcing mating tabs. Two welders spent a full shift reaming holes and slotting tabs to square the frame—resulting in wasted labor cost. |
| Key Insight | Repeatability comes from closed-loop control and stored programs—not operator confidence. |
| Shop Floor Reality | If part geometry depends on operator feel instead of multi-axis servo positioning, tolerances are effectively being gambled one bend at a time. |
Set up a 10-foot press brake. Put a 3/16-inch sheet across the bed. Apply tonnage in the center.
The ram deflects. The bed deflects. Steel bends steel.
Without compensation, you’ll see it immediately: 90° at the ends, 88.5° in the middle. The operator checks one side, tweaks pressure, chases the other. You end up splitting the difference and calling it good.
That difference becomes a gap when you weld a long seam. Your welder clamps the center tight, the ends lift, heat pulls it worse. Now you’re chasing distortion caused by uneven bend angles that started with machine deflection.
Modern brakes use crowning systems—mechanical or hydraulic adjustments that intentionally curve the bed opposite the expected deflection. Dynamic crowning adjusts along the length based on tonnage and part geometry. It’s not optional on long parts; it’s the only way to get consistent angle from left to right.
Cheap shops running older hydraulic equipment often rely on fixed or manual crowning, set once and left alone. Change material thickness, change bend length, and that “set it and forget it” crown is wrong.
You won’t see this on the quote. You’ll see it when your 8-foot panel rocks on the table and your welder starts shimming one side before tacking.
And every minute he spends shimming is a minute not welding.
Bend a piece of high-yield steel to 90° under load. Release the ram. It opens up to 92°.
That elastic recovery is springback. Mild steel might spring back 1° or so. High-strength material can be 2°–4°. Aluminum behaves differently again. Thickness, grain direction, and tooling radius all change the number.
On a manual setup, springback is handled by overbending based on experience. “This batch feels stiff—add a degree.” That works until the mill changes chemistry slightly or you switch from A36 to a higher-yield grade without updating the guess.
CNC systems store bend allowances and springback compensation by material type and thickness. Some even use angle measurement systems to verify the first bend and auto-correct the rest of the run. That’s the difference between dialing in one part and controlling a production lot.
I’ve seen a job in high-yield steel where the first five parts were “tuned” by feel, then the operator went to lunch. Second shift ran the same program without adjusting for a slightly different material lot. By morning, we had a cart of parts all 1.5° open. Assembly tried to muscle them into fixtures. That turned into cracked tacks and rework on every unit.
Springback isn’t a mystery. It’s math plus verification.
When no one is calculating it precisely, your welders are the ones compensating with clamps and heat.
Every press brake has a tonnage rating per foot. Exceed it and you risk deflection, tool damage, or worse.
But there’s a quieter problem: operating near the upper limit without proper tooling or bed support increases variation even if you don’t exceed the rating. The machine strains. Deflection increases. Angle consistency drops off across the length.
A shop that normally runs 11-gauge mild steel takes on your thicker plate job because “it fits on the bed.” They may not have the right V-die opening, may not have segmented tooling to support shorter flanges, may not have the tonnage margin to maintain consistent angles without pushing the machine hard.
So they slow the cycle. They adjust pressure manually. They accept a little variation because “it’s heavy stuff anyway.”
That variation shows up as forced fit in assembly, larger weld gaps, more filler metal, more heat input. More heat means more distortion control. More distortion control means more time.
And that’s the pipeline clogging again—one thick bend at a time.
If a shop can’t tell you their tonnage per foot, their crowning method, their backgauge axes, and how they handle springback on high-yield material, you’re not buying bending capacity.
You’re buying uncertainty.
The next question is even more uncomfortable: what happens when that same shop is also cutting and welding your parts in separate silos without shared data or feedback?
I watched a laser-cut batch of 3/16 brackets get unloaded at 9:00 a.m., bent across town by noon, and back in our weld cells two days later because one flange was “off maybe a degree.” The bend shop swore their angles were within tolerance. Our fixture said otherwise. We lost half a day proving who was right before anyone struck an arc.
That’s the practical difference between a reliable partner and a rework factory: not just servo-controlled backgauges or dynamic crowning, but whether cutting, bending, and welding share one data spine and one feedback loop. When the laser programmer, brake operator, and welding supervisor are on the same floor, the first bad part doesn’t travel 40 miles and two email chains before someone adjusts the bend deduction. It gets corrected before lunch.
You already know bending variation inflates cost. Now we’re talking about what happens when you multiply that variation across vendors.
Shop Floor Reality: Every time your parts cross a loading dock, your tolerances reset to zero trust.
Picture a 200-piece enclosure job. Laser cut Monday. Bent Tuesday. Welded Wednesday. That’s not marketing fluff; that’s what happens when the laser nests, bend programs, and weld fixtures are built from the same CAD file and stored in the same system.
Here’s the mechanism.
Modern CNC brakes can import flat patterns directly from CAD, simulate the bend sequence offline, and store springback compensation by material and thickness. If the first article comes off 0.5° open, the operator updates the program. That correction lives with the job. When welding starts and the supervisor notices a tight corner in the fixture, he walks 50 feet, not 50 miles, and they tweak the flange length or angle before the rest of the batch runs.
No trucking. No re-quoting. No “we’ll slot the holes on our end.”
Automation gains of up to 40% in high-volume runs only matter if the upstream and downstream processes are synchronized. A single advanced press brake can absolutely tighten its own cycle time. But if it’s feeding a different company’s weld department with no shared fixtures or feedback, that speed just pushes parts faster into the next bottleneck.
I once saw 120 panels stacked in our scrap bin because the flat pattern assumed a generic K-factor. The bend shop hit their print. The weld fixture—designed in-house—didn’t forgive the stack-up across four flanges. Three days of laser time, two days of bending, and then we paid welders to sort, shim, and scrap. That wasn’t a bending problem. It was a broken pipeline.
When one shop owns the full pipeline, they own the mistake. And they fix it at the source, not at final assembly.
So the question isn’t whether integration sounds convenient. It’s whether your schedule can survive independent islands of “not my department.”
Let’s be fair. Not every standalone brake shop is a mess. Some run top-tier CNC equipment with offline programming and disciplined operators. But that cheaper shop may be running older hydraulic equipment with angle drift between cycles, manual crowning, and setup sheets taped to the wall.
Here’s what that looks like in practice.
Your cut parts arrive. They break down the previous job, swap tooling, run a few test bends, measure, adjust, run again. On a modern servo-electric brake with stored programs, that might be 10–15 minutes. On an older hydraulic machine, it can be 45 minutes of creeping up on the angle. Multiply that across five different part numbers in a mixed PO.
Now another customer walks in with a hot job.
To “expedite” yours, they don’t just slide it forward in the queue. They tear down and reset again. That’s lost setup time, and they bill you for it as an expedite fee. It’s not always gouging. Sometimes it’s the tax of limited equipment and thin operator depth.
Low-volume and prototype runs suffer the most. The research says automation boosts speed primarily in higher volumes. In small batches, repeatability and program recall are everything. If the shop doesn’t store verified bend data—or doesn’t trust it because material lots vary and no one tracks it—each run starts from scratch.
And every scratch start adds a day here, a half-day there. You see it buried in welding variance, in missed ship dates, in supervisors asking why throughput slipped this month.
I’ve had to authorize overtime for welders on a Friday because bent parts showed up late Thursday after an “urgent” bump in the brake queue. Eight hours at time-and-a-half across four welders wipes out any hourly rate savings you thought you negotiated.
Cheap bending isn’t cheap once you start paying expedite fees in someone else’s department.
Take a simple assembly: laser-cut base, four bent sides, welded into a box. Each vendor hits ±0.010 on cut features, ±1° on bends. On paper, all within spec.
Now stack it.
If the flat pattern assumes one bend deduction and the brake operator tweaks by feel, your flange length shifts a few thousandths. Do that four times around a box, and your diagonal grows. Welding heat pulls it further. The lid doesn’t sit flat. So the welder clamps harder, adds filler, grinds flush. You just paid for distortion control that started as a math disagreement between two companies.
When cutting, bending, and welding live under one roof with shared CAD/CAM data, there is no “their tolerance” and “our tolerance.” There is one model, one revision, one source of bend allowance truth. If material yield changes, the correction updates everywhere. That’s how you stop tolerance drift before it compounds.
And here’s where the single advanced brake argument falls short. Yes, upgrading one machine can improve angle consistency and reduce rework inside that shop. But if that shop isn’t also accountable for how those bends interact with laser kerf, fixture datum strategy, and weld sequence, you still have three independent interpretations of the same drawing.
Three interpretations equal three opportunities for stack-up.
I’ve pulled parts from rework where every dimension was technically “in tolerance,” yet the assembly required die grinding on every corner to pass final inspection. No single vendor was wrong. The system was.
Fewer handoffs mean fewer interpretations. Fewer interpretations mean fewer surprises at weld.
Because in the end, your weld department is not a shock absorber for vendor misalignment. It’s the most expensive place to discover it.
If integration is the cure, how do you tell who’s actually integrated and who just bought a glossy brochure?
You stop asking about hourly rate and start asking about tier.
Not all press brake providers are built for the same fight. Some are automation-heavy cells tuned for repeatability. Some are brute-force specialists built around tonnage and daylight. Some are quick-turn prototype shops running clever programming on modest equipment. On paper, they all “bend metal.” In production, they behave very differently when your assembly tolerance gets tight and your volumes climb.
I’ve watched engineers approve a clean prototype from a nimble shop, then push a 500-piece order through the same pipeline and wonder why weld fit-up time doubled. The prototype passed because human attention covered sins the equipment couldn’t. The production run exposed them.
Choosing the wrong tier isn’t a technical mistake. It’s a margin leak.
Shop Floor Reality: If you don’t match provider tier to part complexity and volume, your weld department becomes the test lab for someone else’s limitations.
Everyone assumes robots only make sense at automotive scale.
That assumption is getting expensive.
I’ve seen a shop cut press brake setup from 30 minutes to 15 by investing in smarter tooling and programming discipline. Forty-eight labor hours a month came back into circulation. Payback wasn’t years. It was months. Now add a robotic cell that stores tool libraries, recalls bend sequences, and compensates consistently for springback. Suddenly “setup cost” isn’t the monster people think it is.
But here’s the catch no salesman leads with: robotic cells demand stability. Consistent material flow. Accurate flat patterns. Operators who understand calibration, not just button pushing. Without that ecosystem, you get a very expensive machine that still needs babysitting on small batches.
And small batches matter.
Modern robotic cells can handle mixed runs with quick tool changes and offline programming. The old story—automation equals only high volume—is fading. If your product mix repeats with minor revisions, a well-integrated robotic brake can run 20 pieces today and 200 next month with the same bend data, same backgauge logic, same repeatability. That’s how you protect weld time from creeping variance.
I once toured a plant where a shiny robotic brake fed parts into carts that were manually sorted because upstream laser revisions weren’t synced. The robot was perfect. The pipeline wasn’t. Parts still hit rework because the model driving the brake wasn’t the one driving the fixture.
Robots don’t fix fragmentation.
Shop Floor Reality: Robotic bending is worth it when the shop controls the data chain end-to-end; otherwise you’re paying for precision that dies at the next handoff.
Now we’re in a different league.
One-inch AR400 isn’t forgiving. High hardness. Serious springback. Tonnage demands that separate marketing from machinery. You’re not squeezing that on a tired 175-ton brake and hoping for the best. You need capacity—real tonnage, real throat depth, real crowning control.
A heavy-duty specialist with a 1,000-plus-ton press brake can bring thick work in-house that others outsource. That’s not just about strength. It’s about control. When they don’t have to truck your plate across town for bending, they own the angle correction, the sequencing, the timing. Lead times tighten because there’s no external queue to negotiate.
But size alone isn’t competence.
I’ve seen a 1,200-ton monster produce inconsistent angles because material handling wasn’t dialed in and the programming didn’t account for lot-to-lot variation. Big iron without disciplined process just makes big mistakes faster. And thick plate mistakes aren’t cosmetic—they mean torch gouging, rewelding, and hours of welder time trying to pull heavy sections into square.
I remember scrapping a run of heavy brackets where each bend was off just enough to force a 20-minute wrestle in the fixture. Twenty minutes times 60 parts is 20 lost welder hours in a week. At loaded labor rates, that erased any savings we thought we gained by picking the cheaper regional shop with “adequate” tonnage.
Heavy work magnifies small errors.
Shop Floor Reality: If a shop can’t demonstrate controlled springback compensation and integrated handling for thick plate, your welders will pay for every degree they miss.
This is where most buyers get fooled.
Prototype shops are fast because they’re attentive. Low queue. Skilled operators. Maybe a modern CNC brake with good program storage. Your first article comes back beautiful. Angles dead on. Flanges clean.
You breathe easy.
Then sales lands a larger order.
Here’s the question that matters: can that same shop run 300 pieces without tearing down between every part number, without angle drift across shifts, without pushing your job out when a bigger customer calls? Or are they running older hydraulic equipment with angle drift between cycles, relying on tribal knowledge instead of locked-in programs?
“But that cheaper shop may be running older hydraulic equipment with angle drift between cycles.”
On a prototype, an operator will tweak until it’s perfect. On a production run, that creeping adjustment turns into variation between batches. Your weld fixtures don’t care that the print says “in tolerance.” They care about repeatability.
I’ve seen a 25-piece pilot run pass inspection, then watched the 400-piece follow-up generate a cart of rework because the shop didn’t have the backgauge precision or tooling depth to maintain consistency across long runs. The prototype masked the capacity gap.
Scaling isn’t about speed. It’s about sustained repeatability.
Shop Floor Reality: If a prototype shop can’t show you how they maintain angle consistency across volume and shifts, your production run will expose the ceiling they never told you about.
You don’t pick a press brake tier by price sheet. You pick it by asking one ugly question up front: If this bend is off, who pays for it?
If the answer is “my welders,” you’re already upside down.
This checklist isn’t about finding the most advanced shop in the state. It’s about matching machine capability, programming discipline, and measurement control to your part geometry and volume so variation dies at the brake instead of multiplying in fixtures. Every item below is a filter. Fail one, and you’re approving future rework you will personally pay for in labor, schedule slip, and credibility.
You want practical? Here it is.
Start with physics, not marketing.
Tonnage isn’t a vibe. It’s math. Required force rises with the square of material thickness and scales with bend length. If your part needs 3/8-inch material bent over 10 feet, and the shop’s largest brake is marginal on force or bed length, you’re already forcing them into compromises—segmented hits, repositioning, or running near max capacity where deflection and angle drift show up.
And here’s where buyers get lazy: they stop at “adequate tonnage.”
Adequate isn’t stable.
Legacy hydraulic machines can technically hit the force, but without precise crowning (compensation for bed deflection) and ram parallelism control, long bends come out with slight angle variation end to end. It’s off maybe a degree. On a short flange, no one notices. On a long enclosure panel, that degree turns into daylight at the corners and 10 extra minutes of fixture wrestling per unit.
Ten minutes times 150 units is 25 lost welder hours. That’s not theoretical. That’s a week of someone’s labor you didn’t budget.
I once watched a batch of long stainless panels get bent on a brake that was “big enough.” First five parts looked fine. By mid-run, heat and hydraulic variation crept in. We spent two days in rework pulling flanges back into plane before welding. The scrap bin filled with panels that warped beyond recovery because the machine was working at its ceiling.
You don’t just verify tonnage. You verify that the machine has headroom and controlled deflection across your full bend length.
Shop Floor Reality: If their brake is operating near its limits on your longest bend, your weld department becomes the adjustment mechanism.
Now assume the iron is adequate.
The next filter is data control.
Ask how they generate bend programs. If the answer is “the operator keys it in at the control and tweaks from there,” you’re betting your margins on tribal knowledge. That works for prototypes. It falls apart at scale.
Modern multi-axis CNC brakes control ram depth, backgauge position (X, R, Z axes), crowning, and sometimes even angle measurement in real time. Offline programming means they’re importing your model, simulating the bend sequence, checking for collisions, and locking in repeatable parameters before material ever hits the die.
Why does that matter?
Because repeatability isn’t about hitting the angle once. It’s about hitting it on part 1 and part 400, across shifts, with a different operator.
I’ve walked into shops where programs lived in someone’s notebook. When he was on vacation, angle variance crept in. You see it buried in welding variance, in missed ship dates, in supervisors asking why throughput slipped this month.
And if you’re in regulated industries—automotive, heavy equipment, anything audited—ask if they can log force curves and ram positions per part. If they can’t produce digital bend data, they’re not operating at the tier your compliance team thinks they are.
“But that cheaper shop may be running older hydraulic equipment with angle drift between cycles.”
That sentence should make you pause before you send the RFQ.
Shop Floor Reality: No offline programming and no multi-axis control means you’re buying operator heroics instead of engineered repeatability.
Now we get to the quiet killer: flat pattern accuracy.
K-factor is the ratio that predicts where the neutral axis sits during bending. It determines how much material stretches and therefore how long your flat blank must be to hit final dimensions. It is not universal. It depends on material, thickness, tooling radius, and method.
If your CAD assumes a generic K-factor and their tooling uses a different punch radius and V-die opening, your part will be dimensionally off even if every angle is perfect.
That’s how you end up with holes that don’t line up after bending. Not because the brake missed. Because the math upstream didn’t match the tooling downstream.
I’ve seen 120 panels scrapped in a week because the designer modeled with a default K-factor, and the shop used a wider die for tonnage safety. Every flange length was short by a few millimeters. Not enough to see at first glance. Enough to miss fasteners and force slotting. That was two programmers rewriting flats, one laser operator rerunning blanks, and welders standing idle waiting for corrected parts.
Before release, ask the shop:
If they can’t answer clearly, you’re about to fund an education.
Shop Floor Reality: If your flat pattern isn’t built around their actual tooling, your “in-tolerance” bends will still miss assembly.
This is where you protect margin.
Not by measuring angles alone.
On the first article, you verify:
Put the part in the real fixture. Clamp it. If it needs persuasion, you don’t sign off.
In one automotive program, switching to electric CNC brakes cut dimensional deviation by a massive margin and reduced scrap dramatically. The visible win was fewer bad parts. The real win was robot weld cells that stopped pausing for re-fixturing adjustments. That’s what you’re testing in first article: not “does it pass inspection,” but “does it flow through assembly without friction?”
A first article that “barely makes tolerance” is a warning, not a green light. Variation expands in volume.
Authorize full production only when the part drops into the fixture with no pry bars, no mallets, no language you wouldn’t use in a meeting.
Because once you release 500 blanks to laser and 500 hours to the brake, you’ve locked in whatever systemic error you tolerated on part one.
The non-obvious truth is this: you’re not qualifying a machine. You’re qualifying a production ecosystem against your margin goals. The right tier isn’t the most advanced shop. It’s the lowest tier that can prove—through capacity headroom, controlled programming, tooling-aligned flat patterns, and ruthless first-article validation—that your welders will never have to compensate for their bending.
Everything else is just cheap hourly rate math hiding future rework.


















