

Ein Einkaufsleiter prahlte einmal damit, $60.000 an Werkzeugkosten eingespart zu haben, indem er eine Halterung mit fünf Biegungen auf der Abkantpresse beließ, statt ein Folgewerkzeug zu bauen.
Sechs Monate später verstopfte genau diese Halterung den Fertigungsbereich. Zwei Bediener waren gleichzeitig beschäftigt, Überstunden liefen, um den Rückstand abzubauen. Niemand erwähnte die Werkzeugkosteneinsparung jemals wieder.
Die Lücke zwischen dem, was sich billig anfühlt, und dem, was tatsächlich billig ist, ist der Ort, an dem Margen sterben.
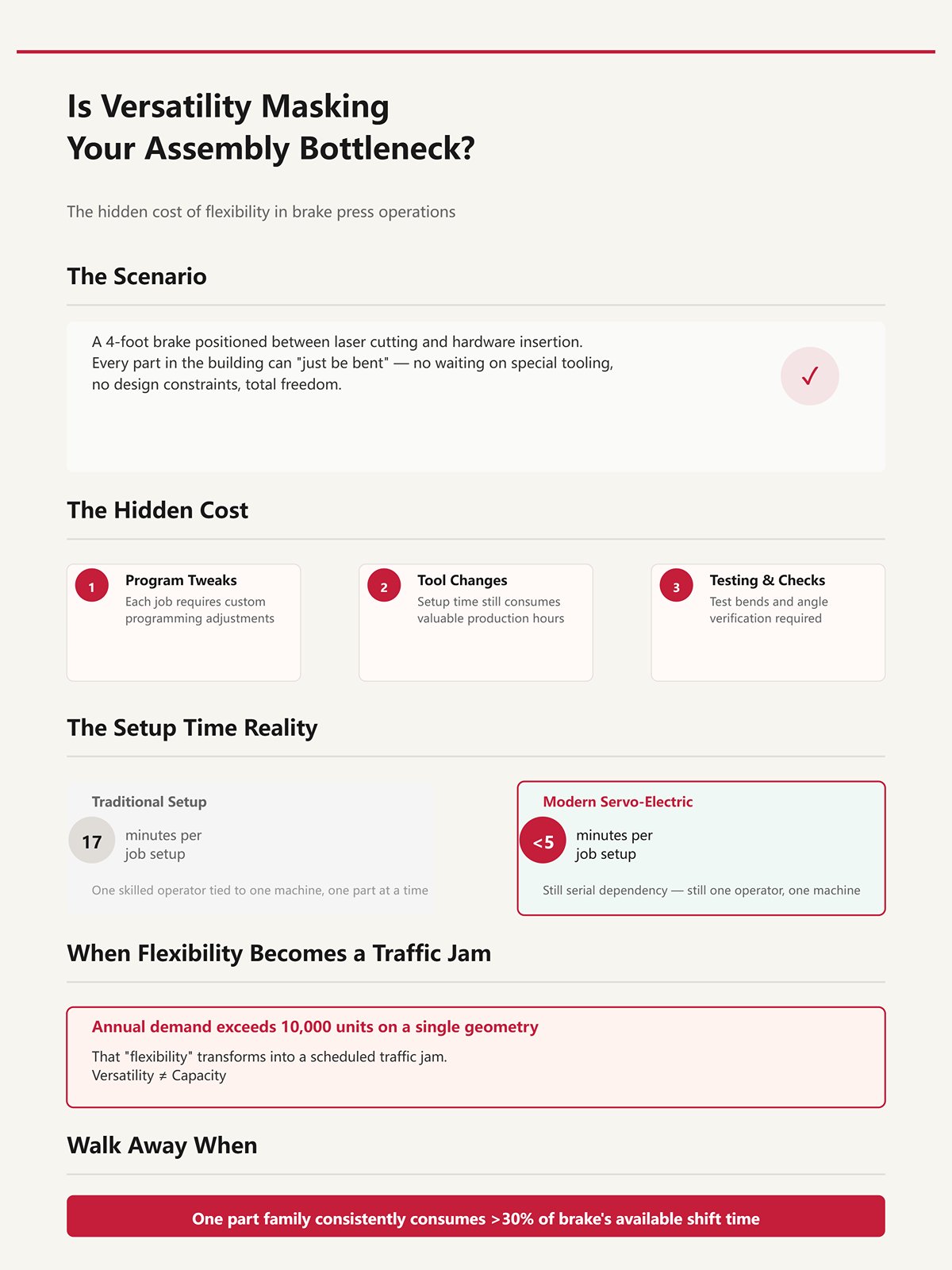
Stellen Sie sich eine 4-Fuß-Abkantpresse vor, geparkt zwischen Laserschneiden und Hardwaremontage. Jedes Teil im Gebäude kann “einfach gebogen werden”. Kein Warten auf Spezialwerkzeug. Keine Designbeschränkungen. Totale Freiheit.
Und nun sehen Sie zu, wie sich die Warteschlange aufbaut.
Jeder Auftrag braucht eine Programmänderung, einen Werkzeugwechsel, einen Probenbiegevorgang, eine Winkelkontrolle. Selbst mit einer modernen servo-elektrischen Presse, die das Einrichten von 17 Minuten auf unter 5 reduziert, binden Sie immer noch einen qualifizierten Bediener an eine Maschine, ein Teil zur Zeit. Das ist kein Fluss. Das ist serielle Abhängigkeit.
Wenn die Jahresnachfrage bei einer einzelnen Geometrie über 10.000 Einheiten steigt, wird diese “Flexibilität” zu einem Verkehrschaos, das Sie selbst eingeplant haben.
Vielseitigkeit ist keine Kapazität.
Gehen Sie weg, wenn: eine Teilefamilie dauerhaft mehr als 30% der verfügbaren Schichtzeit einer Presse beansprucht.

Lassen Sie uns ein sauberes hypothetisches Szenario durchspielen.
Fünf Biegungen. Zwanzig Sekunden pro Biegung einschließlich Umpositionierung. Nennen wir das 100 Sekunden reine Zykluszeit pro Teil. Seien wir großzügig und nehmen 5-Minuten-Rüstzeiten dank Schnellwechselwerkzeug an.
Bei 20.000 Einheiten pro Jahr sehen Sie etwa 2.000 Maschinenstunden nur für die Biegezeit. Das ist eine Presse, die über 50 Wochen Vollzeitschichtproduktion vollständig ausgelastet ist.
Ihr Werkzeug war billig. Ihre Maschine nicht.
Eine 15–20%-Zyklusverbesserung durch bessere Programmierung oder OEE-Tracking könnte ein paar hundert Stunden pro Jahr zurückgewinnen. Nett. Aber es ändert die Physik nicht: Ein Hub formt eine Biegung. Jedes Mal.
Und wenn Sie die Abkantpresse rund um die Uhr laufen lassen, um mitzuhalten, zeigen Hydraulikmodelle echte Ermüdung nach 500.000 Zyklen. Ich habe “Economy”-Maschinen in fünf Jahren um zehn Jahre altern sehen, weil jemand glaubte, sie seien universelle Produktionsmotoren statt taktische Werkzeuge.
Billiges Werkzeug gewinnt nur dann, wenn das Volumen so niedrig ist, dass die Einrichtung die Gesamtkosten dominiert.
Fragen Sie sich also: Zahlen Sie pro Teil oder pro Hub?
| Abschnitt | Inhalt |
|---|---|
| Titel | Das Paradoxon zwischen Einrichtzeit und Zykluszeit: Wann garantiert “billiges Werkzeug” mathematisch teures Skalieren? |
| Hypothetisches Szenario | Fünf Biegungen. Zwanzig Sekunden pro Biegung einschließlich Umpositionierung. 100 Sekunden reine Zykluszeit pro Teil. 5-minütige Rüstzeiten dank Schnellwechselwerkzeug. |
| Auswirkung des Jahresvolumens | Bei 20.000 Einheiten pro Jahr werden etwa 2.000 Maschinenstunden allein für die Biegezeit benötigt. Das entspricht einer Abkantpresse, die über 50 Wochen bei Einschichtbetrieb voll ausgelastet ist. |
| Kostenrealität | Ihr Werkzeug war billig. Ihre Maschine nicht. |
| Effizienzgewinne | Eine Zyklusverbesserung von 15–20 % durch bessere Programmierung oder OEE-Überwachung kann ein paar hundert Stunden pro Jahr einsparen. Hilfreich, aber es ändert die Physik nicht: Ein Hub formt eine Biegung. Jedes Mal. |
| Geräteermüdung | Wenn die Abkantpresse rund um die Uhr läuft, zeigen hydraulische Modelle reale Ermüdungserscheinungen nach 500.000 Zyklen. “Spar”-Maschinen können in fünf Jahren um zehn Jahre altern, wenn man sie als universelle Produktionsmaschinen statt als taktische Werkzeuge einsetzt. |
| Grundprinzip | Billiges Werkzeug gewinnt nur dann, wenn das Volumen so niedrig ist, dass die Einrichtung die Gesamtkosten dominiert. |
| Abschließende Frage | Bezahlen Sie pro Teil oder pro Hub? |
Gehen Sie weg, wenn: Die prognostizierte Jahresnachfrage treibt die Abkantpresse bei einer einzelnen Programmfamilie über insgesamt 500.000 Zyklen hinaus.
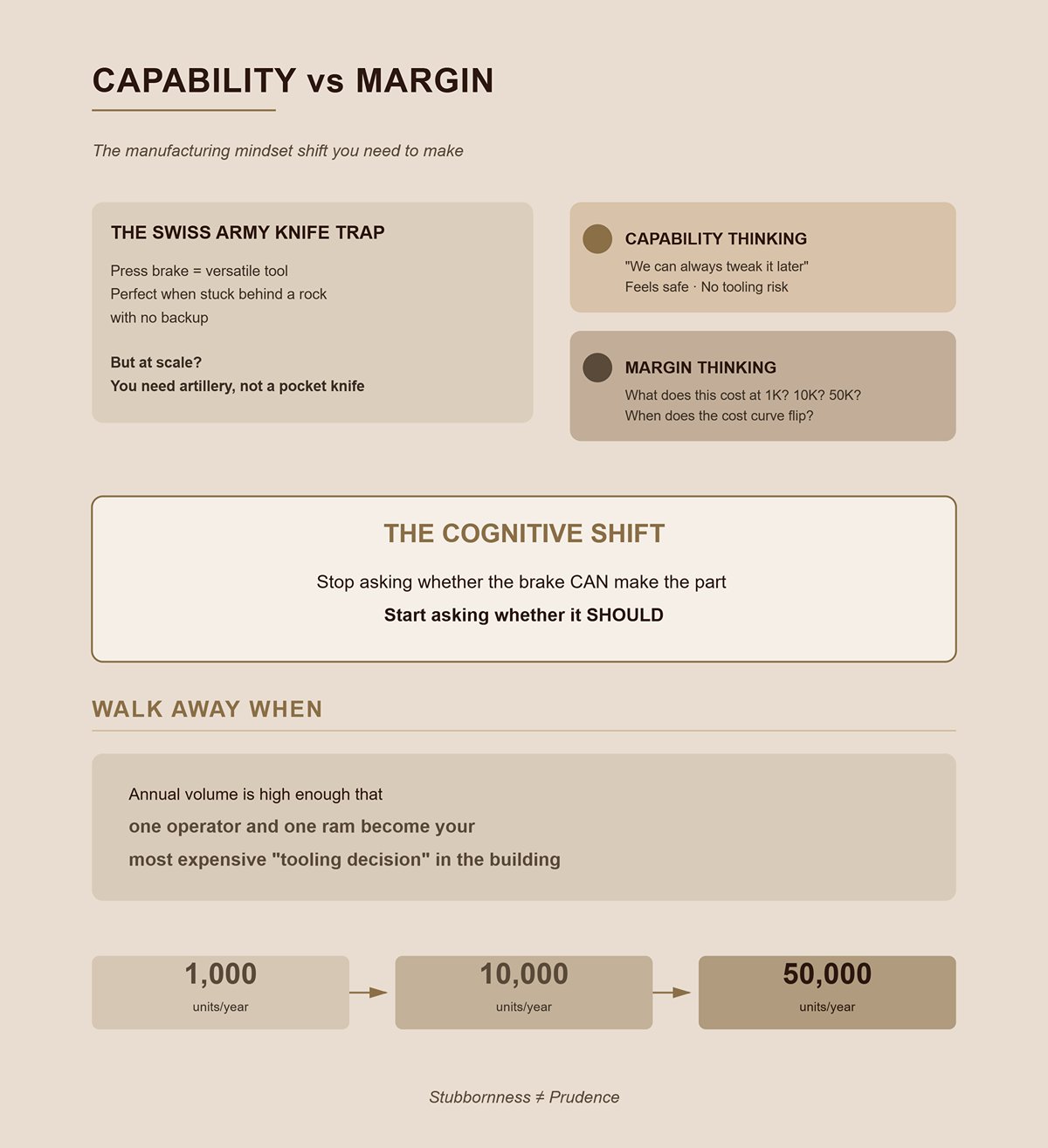
Die Abkantpresse ist ein Schweizer Taschenmesser. Auf dem Schlachtfeld ist das unbezahlbar, wenn man hinter einem Felsen festsitzt und keine Verstärkung hat.
Aber wenn Sie jeden Tag in großem Maßstab einen Hügel stürmen, nehmen Sie kein Taschenmesser mit. Sie bringen Artillerie.
Ich habe OEM-Teams gesehen, die auf biegungsbasierten Designs bestanden haben, weil “wir es später immer noch anpassen können”. Das ist Leistungsdenken. Es fühlt sich sicher an. Keine große Anfangsinvestition. Kein Werkzeugrisiko.
Margendenken ist kälter. Es fragt: Was kostet diese Geometrie bei 1.000 Stück? Bei 10.000? Bei 50.000? Und ab welchem Punkt dreht ein spezialisierter Prozess die Kostenkurve so stark, dass das Festhalten an der Abkantpresse Sturheit statt Vorsicht ist?
Der notwendige kognitive Wandel ist einfach: Hören Sie auf zu fragen, ob die Abkantpresse das Teil herstellen kann. Fragen Sie, ob sie es sollte.
Gehen Sie weg, wenn: Das Jahresvolumen ist so hoch, dass ein Bediener und ein Pressenhub zu Ihrer teuersten “Werkzeugentscheidung” im gesamten Gebäude werden.
Ein medizinischer OEM, mit dem ich zusammengearbeitet habe, stellte ein Edelstahlgehäuse mit sieben Biegungen bei 2.400 Einheiten pro Jahr her. Das Angebot für ein Folgeverbundwerkzeug lag bei 180.000 USD. Abkantwerkzeug lag im Regal. Rüstzeit unter 10 Minuten. Zwei Tage später versendeten wir Teile.
Sie stellten die richtige Frage: Bei welchem Volumen schlägt das Werkzeug schließlich die Abkantpresse?
Wir haben die Berechnung auf dem Werkstattboden durchgeführt, nicht im Konferenzraum. Bei 2.400 Einheiten würde selbst eine Einsparung von $6 pro Teil durch Stanzen nur etwa $14.400 pro Jahr zurückholen. Dieses Werkzeug würde über ein Jahrzehnt ungenutzt dastehen, bevor es sich amortisiert – und das unter der Annahme, dass sich die Geometrie nie ändert. In diesem Bereich ist die Abkantpresse kein Kompromiss. Sie ist ein Margenschutz.
Doch wenn dasselbe Teil auf 18.000 Einheiten hochgefahren wird, kippt das Bild. Nun verbrennt man wöchentlich Tausende von Arbeitshüben, bindet einen Facharbeiter und das Werkzeug amortisiert sich in wenigen Jahren. Unter 100 Einheiten herrscht Prototypenchaos und Konstruktionswechsel; über 10.000 beginnt die Kapazitätsrechnung zu dominieren. Zwischen diesen Zahlen ist das Fehlen fester Werkzeuge bei der Abkantpresse keine Nachlässigkeit. Es ist kontrollierte Risikosteuerung.
Das ist keine Bequemlichkeit. Es ist Kapitaldisziplin.
Woher stammt also tatsächlich dieser Bereich von 100–10.000?
Stell dich neben eine Abkantpresse, die eine Halterung mit fünf Biegungen bei 1.000 Einheiten pro Jahr fertigt. Du wirst mehr Luft als Stahl hören. Rüstzeit und Teilehandling dominieren. Die Maschine steht mehr still, als dass sie formt. Das ist in Ordnung – denn deine Fixkosten für Werkzeuge liegen nahezu bei null, und dein Bargeld ist noch auf der Bank.
Stell dir nun denselben Auftrag bei 8.000 Einheiten vor. Die Zykluszeit beginnt eine Rolle zu spielen. Der Bediener entwickelt Rhythmus. Werkzeugwechsel nehmen ab. Ausschuss stabilisiert sich. Du verteilst die Rüstzeit auf genügend Teile, sodass der Arbeitsaufwand erträglich bleibt, aber nicht so viele, dass eine Geometrie die Maschine vereinnahmt.
Der strukturelle Bruch tritt ein, wenn die jährliche Nachfrage die Abkantpresse über 500.000 Gesamtzyklen für eine einzige Programmfamilie hinaus treibt. Das ist kein Budgetproblem. Das ist Physik und Ermüdung. Hydraulikdichtungen verschleißen. Anschläge lockern sich. Vorbeugende Wartung wird zu Produktionsstillstand. Die “flexible” Maschine wird zum Engpass.
Im Bereich von 100–10.000 Einheiten amortisierst du die Rüstzeit, ohne einen Kapazitätskollaps auszulösen. Unter 100 befindest du dich im Änderungsmodus. Über 10.000 fütterst du ein Biest, das nie dafür ausgelegt war, Langstreckenfeuer zu geben.
Automatisierung trübt das Bild. Ja, automatisierte Abkantpressen reduzieren Stillstandszeiten und verringern die Abhängigkeit vom Bediener. Ich habe sie installiert. Sie kosten echtes Geld – oft 20–30% mehr als herkömmliche Maschinen – und sie unterliegen trotzdem derselben Einschränkung: ein Hub, eine Biegung. Du reduzierst die Arbeit pro Hub, aber du erhöhst die Hübe pro Stunde nicht genug, um die wirtschaftliche Schnittstelle dramatisch zu verschieben.
Der optimale Bereich bleibt bestehen, weil er an die Hubeffizienz gekoppelt ist, nicht an Nostalgie.
Gehen Sie weg, wenn: projizierte Jahresnachfrage zwingt die Abkantpresse über 500.000 Gesamtzyklen für eine einzige Programmfamilie hinaus
Wenn das Volumen das Schlachtfeld definiert, entscheidet die Geometrie über die Waffe.
Ich habe einmal ein Telekommunikationschassis mit sechs Flanschwinkeln angeboten: 90°, 45°, 135°, zwei Versätze und eine Doppelung. Lasergeschnittenes Blech. Keine nachträgliche Schweißung erlaubt. Jahresvolumen: 3.500 Einheiten.
Versuch, das als Folgeverbundwerkzeug zu bauen. Du stapelst Stationen, fügst Nocken für die ungeraden Winkel hinzu und überwachst das Bandlayout wie ein Neugeborenes. Werkzeugkosten explodieren. Lieferzeit verlängert sich. Jede Winkeländerung bedeutet Stahlbearbeitung.
An der Abkantpresse? Stempel wechseln. Biegenreihenfolge anpassen. Anschläge neu einstellen. Fertig.
Komplexität vervielfacht die Werkzeugkosten fast geometrisch, weil jede Station aus festem Stahl besteht. An der Abkantpresse fügt Komplexität Sekunden und vielleicht einen Werkzeugwechsel hinzu. Das ist linearer Schmerz, kein exponentieller.
Und ja, Automatisierung kann bei Teilen mit hoher Variantenvielfalt und mehreren Winkeln Schwierigkeiten haben. Programmierung braucht Zeit. Erfahrene Bediener sind entscheidend. Aber wenn das Teil sechs unterschiedliche Biegebedingungen bei mittlerem Volumen verlangt, verhält sich die Abkantpresse wie ein Schweizer Taschenmesser in einer engen Gasse. Du kannst reagieren, ohne das Gebäude zu verpfänden.
Der Haken ist offensichtlich. Jede zusätzliche Biegung ist ein weiterer Hub. Jeder Hub bedeutet Arbeit und Verschleiß. Deshalb gilt dieser Vorteil nur im mittleren Volumenbereich. Komplexität plus 40.000 Einheiten pro Jahr? Dann schreien Sie nach einer Transferlinie oder einer kundenspezifischen Umformzelle.
Gehen Sie weg, wenn: Wenn eine einzelne Geometrie mehr als 8 Biegungen überschreitet und die jährliche Nachfrage steigt – das ist der Punkt, an dem die Hubzahl, nicht die Werkzeugkosten, beginnt, Ihr Ergebnis zu schreiben.
Aber selbst innerhalb dieses Bereichs gibt es eine stillere Bedrohung für Ihr Bargeld.
Ein Kunde aus der Unterhaltungselektronik änderte die Belüftungsmuster und Flanschlängen innerhalb von acht Monaten dreimal. Das Jahresvolumen lag bei etwa 5.000 Einheiten. Hätten wir zu Beginn feste Werkzeuge gefertigt, hätte jede Änderung Aufbau-Schweißung, Nachbearbeitung oder schlimmer – das Verschrotten von Einsätzen – bedeutet.
An der Abkantpresse aktualisierten wir das Flachmuster, passten Biegeabzüge an, änderten das Programm und fertigten am selben Nachmittag die ersten Teile.
Kein Warten auf Spezialwerkzeuge.
Cashflow ist wichtiger als Stückkosten, wenn sich Entwürfe noch verändern. Feste Werkzeuge sperren die Geometrie. Die Abkantpresse mietet sie nur. Im Bereich von 100–10.000, wo viele OEMs während des Produkthochlaufs und der iterativen Verbesserung arbeiten, schützt dieses Mietmodell Sie vor Ihrer eigenen Konstruktionsabteilung.
Aber es bietet keine Immunität. Wenn sich Änderungen stabilisieren und das Volumen steigt, wird die Flexibilität, die Sie am Anfang gerettet hat, zur Trägheit. Sie “biegen einfach weiter”, weil Sie es immer getan haben.
Hier übergibt dieser Abschnitt an die Physik. Selbst im profitablen Fenster können Materialstärke, Biegeradiusgrenzen und Rückfederung leise Wiederholgenauigkeit und Kosten sabotieren.
Der Volumenbereich gibt Ihnen die Erlaubnis. Geometrie und Material entscheiden trotzdem, ob Sie sie verdienen.
Letzten Winter stand ich vor einer 220‑Tonnen‑Hydraulikpresse und versuchte, einen sauberen 90°‑Winkel auf 0,375″‑Stahlträgerhalterungen zu treffen. Auf dem Papier trivial. In der Praxis schwebte der Stößel bei jedem Hub nahe 190 Tonnen. Der Winkel driftete um ein halbes Grad, während sich das Öl erwärmte. Nach vier Stunden unterlegten wir Matrizen und jagten Zahlen wie Spieler ihren Verlusten.
Das ist der Teil, den niemand in der Tabelle modelliert.
Materialstärke, Biegeradius und Streckgrenze beeinflussen nicht nur die Biegung – sie bestimmen, ob die Abkantpresse in ihrem Wohlfühlbereich arbeitet oder am Rand ihrer Belastungsgrenze. Und sobald man eine Abkantpresse über etwa 80 % ihrer Nennkraft hinausdrückt, formt man keine Teile mehr. Man belastet Dichtungen, verbiegt Rahmen und verstärkt jede Variable im System.
Innerhalb des Sweetspots von 100–10.000 Einheiten macht die Abkantpresse finanziell Sinn. Aber das gilt nur, wenn die Physik mitspielt. Sobald Materialstärke und Streckgrenze die Tonnage in den roten Bereich treiben, sinkt die Wiederholgenauigkeit, der Ausschuss steigt, und die Ausfallzeiten beginnen, die Marge aufzufressen, die Sie glaubten, durch den Verzicht auf feste Werkzeuge geschützt zu haben.
Das Schweizer Taschenmesser funktioniert in engen Gassen. Es ist keine Artillerie.
Wenn Luftbiegen der moderne Standard ist, warum fallen Ihre “einfachen” Halterungen noch immer bei der Qualitätskontrolle durch?
Luftbiegen ist beliebt, weil es flexibel ist. Eine einzige V‑Matrizenöffnung kann eine Reihe von Winkeln und Materialstärken verarbeiten. Sie steuern den Winkel über die Hubtiefe, nicht indem Sie den Stempel in eine feste Kavität drücken.
Aber das ändert die Physik nicht: Ein Hub des Stößels erzeugt eine Biegung.
Beim Luftbiegen berührt das Material nur die Spitze des Stempels und die Schultern der Matrize. Die Mitte schwebt frei. Das bedeutet, der Endwinkel hängt von der elastischen Rückfederung – Springback – ab, die wiederum von der Streckgrenze, der Dicke und dem Innenradius abhängt. Wenn sich eine dieser Größen auch nur geringfügig verändert, verschiebt sich der Winkel mit ihr.
Ich habe Chargen von recyceltem Baustahl gesehen, die fast ein Drittel mehr Druckkraft benötigten als der ursprüngliche Baustahl, den sie ersetzt hatten. Gleiche nominale Güte. Unterschiedliche Legierungszusammensetzung – etwas Nickel hier, etwas Chrom dort – gerade genug, um die Streckgrenze zu erhöhen und die Biegung zu erschweren. Der Bediener sieht keine Chemie. Er sieht ein Teil, das mit 91,2° statt 90° herauskommt.
Man kann mit Tiefenverstellung kompensieren. Bis man es nicht mehr kann.
Bei hoher Druckkraft wird die Maschine selbst elastisch. Rahmen verformen sich. Hydraulik hinkt hinterher. Elektrische Bremsen oberhalb von etwa 150 Tonnen beginnen, Stoßkräfte in Rollspindeln zu übertragen, die dafür nie ausgelegt waren. Jetzt hängt Ihre Kompensationskurve nicht nur vom Material ab – sondern auch von der Maschine und der Temperatur.
Eng tolerierte Halterungen fallen bei der Qualitätsprüfung nicht durch, weil die Bremse ungenau wäre. Sie fallen durch, weil die Genauigkeit beim Luftbiegen von stabiler Streckgrenze und stabiler Maschinensteifigkeit ausgeht. Sobald sich eines davon verändert, wird Ihre “einfache” Halterung mit zwei Biegungen zu einem statistischen Problem.
Und statistische Probleme kosten Prüfzeit.
Gehen Sie weg, wenn: Toleranzen einzuhalten erfordert während jeder Schicht Anpassungen des Hubs, weil Materialchargen den Winkel stärker schwanken lassen, als Ihr Prüffenster erlaubt.
Aber Aluminium verhält sich doch anders, oder?
Nehmen Sie 5052-Aluminium und A36-Baustahl bei gleicher Dicke. Biegen Sie beide auf 90° mit demselben relativen Innenradius. Das Aluminium federt stärker zurück. Nicht weil es “weicher” ist – das ist ein Anfängerbegriff – sondern weil sein Elastizitätsmodul im Verhältnis zur Streckgrenze geringer ist.
Springback ist elastische Rückverformung. Er hängt vom Verhältnis Streckgrenze zu Elastizitätsmodul und vom Innenradius ab. Höheres Verhältnis, stärkere Rückfederung.
Stahl hat ein höheres Elastizitätsmodul. Er widersteht elastischer Dehnung stärker. Daher entspannt er sich bei gegebener plastischer Verformung weniger. Aluminium dehnt sich elastisch weiter – vor und nach dem Fließen – sodass sich der Winkel beim Lösen des Stempels stärker öffnet.
Nun fügen Sie den Radius hinzu.
Wenn Ihr Innenradius in die Nähe der Materialdicke kommt – sagen wir 1T –, erzwingen Sie eine schärfere plastische Verformung. Das reduziert die Rückfederung, treibt aber die benötigte Druckkraft hoch. Öffnen Sie den Radius auf 2T oder 3T, um es “einfacher” zu machen, steigt die Rückfederung wieder, weil Sie sanfter biegen.
Konstrukteure lieben großzügige Radien bei einfachen Halterungen. Sie wirken sicher. Leichter zu formen.
Tatsächlich haben sie damit die Winkelvarianz beim Luftbiegen erhöht – besonders bei Aluminium.
In Programmen mittlerer Stückzahl lässt sich das mit Prüfteilen und Simulation einstellen. Ich habe Pressen gesehen, die eine Positionswiederholgenauigkeit von ±0,0004″ bei komplexen Mehrfachbiegeteilen erreichen, wenn die Geometrie konstant ist und die Druckkräfte moderat sind. Diese Präzision ist real – aber sie existiert nur dort, wo das Materialverhalten vorhersehbar ist und die Bremse nicht übermäßig belastet wird.
Wechseln Sie während des Programms die Legierung oder lassen Sie den Einkauf günstigere Coils besorgen, wird die Kompensationstabelle, die Sie bei 2.000 Stück erstellt haben, bei 6.000 Stück wertlos.
Die Frage lautet also nicht “Kann die Bremse das biegen?” sondern “Wird sie das bei jeder Charge in den nächsten drei Jahren gleich biegen?”
An diesem Punkt hört Dicke auf, ein Detail zu sein, und wird zu einer Grenze.
Stell dir eine 10‑Fuß‑Biegung in hochfestem Stahl mit 0,5″ Dicke vor. Selbst konservativ gerechnet bewegst du dich, je nach Matrizenöffnung, in Richtung mehrerer hundert Tonnen. Auf einer 300‑Tonnen‑Maschine kratzt du bei jedem Zyklus an der Obergrenze.
Und nun vergleiche das mit der Jahresnachfrage. Mittelgroßes Volumen, sagen wir 7.000 Einheiten. Zwei Biegungen pro Teil. Vierzehntausend Hübe mit hoher Tonnage pro Jahr, jeder nahe am Maschinenlimit.
Hydraulische Systeme dämpfen Stöße bei solchen Lasten besser als elektrische Antriebe, bringen aber Dichtungsverschleiß und Ölalterung mit sich. Ich habe bei schweren Plattenaufträgen schon zwei Tage durch Dichtungsausfall verloren, während ich einem Winkelversatz nachgejagt bin, der durch Druckschwankungen verursacht wurde. Das ist nicht theoretisch. Das ist Lohnabrechnung, während der Stößel stillsteht.
Die genaue “falsche Werkzeug”-Dicke hängt von der Materialstreckgrenze, der Biegelänge und der Matrizbreite ab. Es gibt keine magische Zahl. Es gibt nur eine Grenze: Wenn die erforderliche Tonnage pro Fuß, multipliziert mit der Biegelänge, dich in die oberste Schicht der Maschinenkapazität treibt, hört die Abkantpresse auf, ein Umformwerkzeug zu sein, und wird zu einem Wartungsrisiko.
Und sobald dieses Risiko Teil eines Programms wird, das über Jahre zuverlässig laufen soll, bricht dein Sweet Spot von 100–10.000 Einheiten unter Stillstandsrisiko und Ausschussschwankung zusammen.
Einfache Geometrien sind hier die täuschendsten. Eine flache Halterung mit zwei langen Biegungen in dickem, hochfestem Material scheint trivial im Vergleich zu einem sechskantigen Gehäuse aus 14‑Gauge‑Blech. Doch das Gehäuse läuft mit moderater Tonnage und stabilem Rückfedern. Die “einfache” Halterung straft die Maschine bei jedem Hub.
Das ist die Falle.
Die Abkantpresse dominiert, wenn die Komplexität hoch und die Kraft moderat ist. Sie sabotiert dich, wenn die Geometrie einfach, die Kraft aber extrem ist.
Das lässt eine unbequeme Frage offen: Wenn die Kraft die Obergrenze definiert, was passiert, wenn die Form selbst gegen das hubweise Wesen der Presse arbeitet?
Du stehst an einer 12‑Fuß‑Presse und willst eine 10‑Fuß‑Architekturfassade mit einem sanften Radius über die gesamte Länge herstellen. Die Zeichnung verlangt einen gleichmäßigen Bogen, kontinuierlich. Tatsächlich markierst du 1‑Zoll‑Abstände und beginnst mit dem “Stufenbiegen” — ein flacher Schlag, verschieben, ein weiterer Schlag, wieder verschieben.
Aber das ändert die Physik nicht: Ein Hub des Stößels erzeugt eine Biegung.
Eine Abkantpresse arbeitet diskret. Eine Kurve ist kontinuierlich. Um Kontinuität vorzutäuschen, stapelst du winzige gerade Segmente nebeneinander und hoffst, dass die Facetten in der Lackierung verschwinden. Wenn dieser Radius länger als 36 Zoll ist, formst du keine Geometrie mehr — du näherst sie durch Handarbeit an. Währenddessen führt eine Rollformmaschine das Band durch gepaarte Matrizen und erzeugt diese Kurve als natürlichen Bestandteil des Prozesses, nicht als Imitation.
Diese Fehlanpassung ist der Punkt, an dem die Marge ausblutet.
Wenn die Geometrie Kontinuität verlangt, verwandelt sich die Abkantpresse in ein Schweizer Taschenmesser, das Artilleriegeschosse schnitzt. Ja, sie kann es. Nein, sie sollte es nicht. Die Maschine weiß nicht, dass sie Zeit verschwendet; sie läuft einfach weiter. Dein Bediener wird nicht schneller; er wird nur müde.
Wie sieht das also in der Produktion aus, statt nur in der Theorie?
Ich habe einmal eine Werkstatt beobachtet, die 4.000 Aluminium‑Lichtblenden herstellte — jede 8 Fuß lang, jede mit einem sanft geschwungenen Profil. Sie programmierten 22 Hübe pro Teil, um den Radius anzunähern. Zweiundzwanzig Hübe. Verschieben, ausrichten, Hub. Wiederholen.
Das sind 88.000 Stößelzyklen nur, um einen Radius zu imitieren.
Die Abkantpresse hatte keine Probleme mit der Tonnage. Sie hatte Probleme mit der Arithmetik. Jeder Hub fügt Handhabungszeit hinzu. Jede Umposition summiert sich zu einem kumulativen Winkelversatz. Über 8 Fuß summiert sich ein Zehntel‑Grad Abweichung pro Schlag zu einer sichtbaren Verdrehung. Die Qualitätskontrolle hat sie nicht verworfen, weil sie an einer einzelnen Biegung außerhalb der Toleranz lagen. Sie hat sie verworfen, weil sie falsch aussahen.
Fügen Sie nun die physikalische Einschränkung hinzu: Die meisten Abkantpressen erreichen maximal etwa 10 bis 12 Fuß Bettlänge. Brauchen Sie 16 Fuß? Dann schweißen Sie zwei Sektionen zusammen. Jede Naht wird zu einer Korrosionsstelle, einem Ausgangspunkt für Vibrationsrisse, einem Garantiefall, der in einem kalten Winter auf Sie wartet.
Das Rollformen gewinnt hier nicht nur in puncto Geschwindigkeit. Es gewinnt in Bezug auf strukturelle Kontinuität. Ein ununterbrochener Kornfluss über die gesamte Länge. Keine Schweißnaht. Keine aufeinandergestapelten Toleranzen aus 22 indexierten Hüben.
Und ja, Rollformen erfordert Engagement – fertige Coils, dedizierte Werkzeuge. Wenn Ihre Oberfläche während des Laufs geändert werden muss oder Ihr Design noch nicht feststeht, bietet die Abkantpresse Flexibilität. Diese Flexibilität ist real.
Aber wenn Sie ein stabiles Profil in mittlerer vierstelliger Stückzahl laufen lassen und einen erfahrenen Bediener dafür bezahlen, über 20 Hübe pro Teil zu beaufsichtigen, vergeuden Sie qualifizierte Arbeitskraft für eine Geometrie, die ein kontinuierlicher Prozess automatisch erzeugt.
Gehen Sie weg, wenn: Ihr lineares Profil erfordert mehr als 12 einzelne Hübe, um eine einzige sichtbare Oberfläche annähernd herzustellen.
Lange Profile legen die Diskretheit der Abkantpresse offen. Was ist mit der Tiefe – wenn sich die Geometrie selbst überlappt?
Stellen Sie sich ein 14‑Gauge‑Stahl‑Elektronikgehäuse vor, 20 Zoll tief, vier Rückkantungen, enge Ecken. Im Flachmuster sieht es sauber aus. Auf der Abkantpresse ist es ein Schachspiel.
Der erste Biegevorgang ist einfach. Der zweite klappt. Beim dritten beginnt die geformte Kante, mit dem Stößelgehäuse zu kollidieren. Sie drehen das Teil, verwenden Schwanenhals‑Oberwerkzeuge (abgeflachtes Werkzeug, das geformte Beine freigibt), vielleicht staffeln Sie sogar Werkzeughöhen. Jede Anpassung erhöht die Rüstzeit und das Risiko neuer Kollisionen.
Die Geometrie kämpft nicht gegen die Tonnage. Sie kämpft gegen die Entnahme.
Eine Abkantpresse formt, indem sie das Material in eine V‑Matrize drückt. Das bedeutet, das Teil muss in den Werkzeugraum hinein‑ und wieder herausbewegt werden, ohne mit Werkzeug oder Maschinengestell zu kollidieren. Mit zunehmender Tiefe schrumpfen Ihre Freiheitsgrade. Manchmal bleibt nur die Möglichkeit, das Gehäuse in zwei Schalen zu teilen und später zu verschweißen.
Damit landen Sie wieder bei Nachbearbeitung, Verzug durch Wärmeeinbringung und Nacharbeit, um Rechtwinkligkeit zu erreichen.
Vergleichen Sie das nun mit einem speziellen Tiefzieh‑ oder Folgeverbundwerkzeug für höhere Stückzahlen. Eine kontrollierte Bewegung, definierte Freiräume, vorhersehbarer Materialfluss. Teuer in der Anschaffung, ja. Aber die Entnahme ist in den Prozess integriert, nicht Biegung für Biegung verhandelt.
Abkantpressen glänzen bei Mehrfachbiegungen, die flach und zugänglich bleiben. Sobald die Tiefe zu kreativen Spannvorrichtungen und Spezialwerkzeugen zwingt, zahlen Sie bei jedem Zyklus für Einfallsreichtum.
Gehen Sie weg, wenn: Die Gehäusetiefe überschreitet 18 Zoll und erfordert gestuftes Werkzeug oder das Wenden des Teils, um vorherige Biegungen freizuhalten.
Tiefe legt physische Interferenzen offen. Große Radien hingegen zeigen etwas Subtileres auf: die Abhängigkeit der Abkantpresse von der elastischen Rückfederung.
Nehmen Sie 0,125‑Zoll 5052‑Aluminium. Die Zeichnung verlangt einen Innenradius von 3 Zoll entlang einer 6‑Fuß‑Tafel. Großzügig, oder? “Einfache Biegung.”
Nein. Es ist eine flache plastische Verformung, verteilt über einen weiten Bogen. Beim Luftbiegen bedeutet das mehr elastisches Verhalten im Verhältnis zum plastischen. Rückfederung nimmt zu. Winkelkontrolle wird heikel. Und weil Sie einen weiten Bogen mit einer V‑Matrize formen, erzeugen Sie keinen echten Radius – Sie erzeugen Tangenten, die einen andeuten.
Um einem echten 3‑Zoll‑Radius näher zu kommen, biegen Sie entweder in vielen kleinen Schritten oder verwenden eine Radiusschablone, die der Krümmung entspricht. Radiuswerkzeuge in dieser Größe werden jedoch schnell sperrig. Werkzeugkosten steigen. Handhabung wird unhandlich.
Das Rollformen erzeugt große Radien auf natürliche Weise, weil das Material schrittweise durch aufeinanderfolgende Stationen übergeht. Walzmaschinen erreichen dasselbe mit weniger Durchläufen für einfachere Bögen. Das Material wird durch die Krümmung geführt, nicht hineingeschlagen.
Laser-Schneiden-und-Formen ist die dritte Option, die Designer oft vergessen: die Kurve absichtlich mit Entlastungsschnitten segmentieren und dann entlang von konstruierten Linien falten. Jetzt ist die Geometrie ehrlich darin, diskret zu sein. Die Abkantpresse hört auf, sich als Walze auszugeben.
Es gibt Ausnahmen. Dickes strukturelles Aluminium, das Ölverformungen widerstehen muss, erfordert möglicherweise Abkanten mit der Presse, da das Rollformen die Stärke ohne Verzug nicht bewältigen kann. Das ist eine Entscheidung zur Haltbarkeit, keine zur Geschwindigkeit. Wenn die Leistung im Einsatz es rechtfertigt, zahlt man die Arbeitskosten bewusst.
Aber wenn große Radien auf dünnen, langen Paneelen mit stabilen Stückzahlen auftauchen, ist die Abkantpresse die falsche physikalische Lösung für diese Aufgabe.
Man kann sie zwingen. Werkstätten tun das jeden Tag.
Man sollte nur nicht so tun, als sei es effizient.
Gehen Sie weg, wenn: Ein erforderlicher Innenradius, der das 2-fache der Materialdicke über eine Länge von mehr als 36 Zoll bei dünnem Material beträgt.
Sobald die Geometrie selbst nicht mehr mit der Hub-für-Hub-Arbeitsweise der Abkantpresse übereinstimmt, hört die Maschine auf, eine flexible Lösung zu sein, und wird zu einer teuren Notlösung. Und wenn allein die Geometrie bei mittleren Stückzahlen die Marge schmälern kann – was passiert dann, wenn man dieses Missverhältnis skaliert?
Ein Hersteller aus dem Mittleren Westen, den ich kenne, fertigte jahrelang eine einfache Halterung auf einer Abkantpresse. Fünf Biegungen. Zwei Bediener. Etwa 45 Sekunden Handhabung und Zykluszeit pro Teil. Bei 5.000 Stück pro Jahr beschwerte sich niemand. “Kein Warten auf Spezialwerkzeuge.”
Dann stieg die OEM-Prognose auf 60.000.
An der Geometrie änderte sich nichts. Dieselben fünf Biegungen. Dasselbe 0,090-Stahlblech. Dieselbe Presse. Aber nun wurden aus 45 Sekunden 750 Bedienerstunden pro Jahr, die an eine Artikelnummer gebunden sind. Mit Rüstzeit, Inspektionen und Palettenbewegungen überschreitet man 900 reale Stunden. Das ist ein halbes Arbeitsjahr eines Facharbeiters, gebogen in einer einzigen wiederholten Bewegung.
Hier vervielfacht sich die Ineffizienz der Geometrie. Jeder zusätzliche Hub, den man bei 3.000 Teilen tolerierte, wird bei 60.000 zu einer Lohnzeile. Jeder Handgriff wird zu Ermüdung. Jede Kollisionsprüfung wird zum Risiko. Die Presse wurde nicht schlechter. Die Skalierung machte sie ehrlich.
Was verändert sich also tatsächlich, wenn das Volumen in den fünfstelligen Bereich übergeht?
Beginnen wir mit einer direkten Annahme.
Angenommen, eine Abkantzelle kostet Sie $75 pro belegter Stunde – inklusive Löhne, Gemeinkosten, Maschinenabschreibung, Strom, Aufsicht. Wenn ein Teil 45 Sekunden reale Zykluszeit benötigt, sind das etwa $0,94 pro Teil allein für die Maschinenzeit. Bei 10.000 Einheiten geben Sie $9.400 nur für die reine Pressenzeit aus. Ärgerlich, aber überlebbar.
Bei 50.000 Einheiten verschlingt dieselbe Geometrie unauffällig $47.000.
Es passierte nichts Außergewöhnliches. Sie haben die Ineffizienz einfach mit der Stückzahl multipliziert.
Vergleichen Sie das jetzt mit einem Folgewerkzeug, das mit $30.000 veranschlagt ist. Bei 10.000 Einheiten beträgt die Werkzeugamortisation $3 pro Teil, bevor Sie überhaupt Stahl zuführen. Natürlich gewinnt hier die Abkantpresse. Das ist der Grund, warum der Bereich von 100–10.000 ihre Heimat ist.
Aber bei 50.000 Einheiten fügt derselbe $30.000-Stempel $0,60 pro Teil hinzu. Und die Presse, die ihn betreibt, kann mit 40 Hüben pro Minute laufen, wobei ein Bediener mehrere Maschinen betreut. Ihre Arbeitskosten pro Teil brechen zusammen, weil der Prozess nicht mehr diskret ist – er ist kontinuierlich.
Aber das ändert die Physik nicht: Ein Hub des Stößels erzeugt eine Biegung.
An einer Abkantpresse sind fünf Biegungen immer fünf Hübe. In einem Folgeverbundwerkzeug finden fünf Umformvorgänge in einem einzigen Pressenzyklus statt. Die Geometrie verschwindet nicht. Sie wird im Stahl eingebettet.
In dem Moment, in dem die jährliche Nachfrage überschreitet 50.000 Einheiten, hört die Arbeit auf, Hintergrundrauschen zu sein, und wird zum dominanten Faktor in der Gleichung. Dann wird “günstiges Werkzeug” zu teurer Wiederholung.
Gehen Sie weg, wenn: projizierte Jahresnachfrage zwingt die Abkantpresse über 500.000 Gesamtzyklen für eine einzige Programmfamilie hinaus
Lassen Sie uns das berechnen, statt zu raten.
Nehmen Sie denselben 45-Sekunden-Pressenzyklus bei $75 pro Stunde. Das ergibt $0,94 pro Teil an Maschinenzeit. Material ignorieren. Gemeinkosten ignorieren. Nur Arbeits- und Maschinenbelastung.
Setzen Sie die Werkzeugkosten auf $30.000.
Break-even-Menge = Werkzeugkosten / Pressenkosten pro Teil $30.000 / $0,94 ≈ 31.915 Teile.
Das ist es. Bei rund zweiunddreißigtausend Stück entspricht die gesamte Investition in das Werkzeug dem Betrag, den Sie allein fürs Bedienen der Presse gezahlt hätten.
Und dies geht von einem bescheidenen Teil mit fünf Biegungen aus. Fügen Sie Komplexität hinzu – sagen wir acht Biegungen bei 70 Sekunden – dann steigen Ihre pro-Teil-Kosten an der Abkantpresse auf etwa $1,46. Nun fällt der Break-even unter 21.000 Einheiten.
Das ist der Grund, warum die “50.000-Regel” in Werkstätten kursiert. Sie ist keine Magie. Sie ist ein Puffer. Sie berücksichtigt Überarbeitungsrisiko, Wartung, Konstruktionszeit und die Tatsache, dass Prognosen Schwankungen unterliegen.
Aber die Mathematik kümmert sich nicht um Folklore. Einfachere Teile kippen früher. Komplexe Teile noch früher. Ein YouTube-Beispiel, das ich gesehen habe, zeigte eine Werkstatt, die von etwa $12 pro abgekantetem Teil in Kleinserien auf $0,44 mit einem speziellen Werkzeug bei 10.000 Einheiten fiel. Extremes Beispiel, ja. Aber es beweist, dass der Kipppunkt nicht fix ist – er ist geometrisch.
Nun kommt eine Komplikation hinzu: mehrere Längen desselben Profils. Das Stanzen kann separate Werkzeuge pro Länge erfordern, was Ihr Volumen aufspaltet und den Break-even wieder nach oben treibt. Hier gewinnt die Abkantpresse etwas Gelände zurück, da ein Werkzeugsatz sich über verschiedene Artikelnummern anpassen kann.
Aber wenn eine Geometrie, eine Länge, eine stabile Prognose Ihre Nachfrage dominiert, wird der Stundenlohn des Bedieners zum teuersten “Werkzeug” im Gebäude.
Fragen Sie sich also: Bezahlen Sie Menschen dafür, Wert zu schaffen, oder Bewegung zu wiederholen?
Gehen Sie weg, wenn: Werkzeugamortisierung pro Teil fällt unter die direkten Arbeitskosten pro Teil in Ihrer Abkantzelle
Stellen Sie sich vor eine 200-Tonnen-Ständerpresse, die mit einem Folgeverbundwerkzeug läuft. Sie hören 30 bis 60 Hübe pro Minute. Jeder Hub erzeugt ein fertiges Teil oder bewegt eines durch die Stationen. Ein Bediener lädt das Coil und überwacht den Bandvorschub.
Gehe nun zurück zur Bremszelle und forme die gleiche Halterung.
Spannen. Hub. Öffnen. Wenden. Hub. Prüfmaßkontrolle. Stapeln.
Bei 50.000 Einheiten ist dieser Unterschied nicht akademisch. Es geht um die Gehaltsabrechnung.
Wenn ein Folgeverbundwerkzeug 40 Hübe pro Minute läuft, sind das 2.400 Teile pro Stunde in einer einfachen Ein-Aus-Konfiguration. Selbst wenn der tatsächliche Output nach Ausschuss und Prüfungen nur halb so hoch ist, liegst du immer noch über 1.000 pro Stunde. Die Abkantpresse bei 45 Sekunden pro Teil schafft an einem guten Tag 80 pro Stunde.
Das ist mehr als ein 12-zu-1-Durchsatzunterschied.
Durchsatz ist der stille Partner der Marge. Höherer Durchsatz verteilt die fixen Gemeinkosten – Aufsicht, Fläche, Wartung – auf mehr Teile. Deine Stückkosten sinken, ohne dass du einen einzigen Materialrabatt verhandeln musst.
Es gibt Ausnahmen. Dickes Blech, das die Presskraft über praktische Stanzgrenzen hinaus treibt? Die Abkantpresse ist vielleicht die einzige vernünftige Option. Gehäuse mit variabler Länge und wechselnden Designs? Werkzeugfragmentierung kann den Vorteil des Stanzens schmälern. Das sind strategische Entscheidungen, keine emotionalen.
Aber bei stabiler, wiederholbarer Geometrie in Zehntausenden Stückzahlen überflügeln Stanzen und Walzformen die Abkantpresse nicht nur.
Sie begraben sie rechnerisch.
Die Abkantpresse ist ein Schweizer Taschenmesser auf dem Schlachtfeld – unverzichtbar in engen, taktischen Situationen. Aber wenn du Artillerie brauchst, gibst du deiner Besatzung keine Taschenwerkzeuge und hoffst, dass sich die Effizienz skaliert.
Die eigentliche Frage ist nicht, ob die Abkantpresse das Teil herstellen kann.
Sondern ob sie es überhaupt dürfen sollte.
Die Mathematik hat dir bereits gesagt, wann Stanzen gewinnt.
Was sie dir nicht gesagt hat, ist, wie OEMs trotzdem Geld verbrennen – weil sie Geometrien freigeben, die still und heimlich die Lieferkette an den falschen Prozess binden, bevor jemand die Zahlen überprüft.
Ich habe Einkaufsabteilungen gesehen, die Cents im Stückpreis jagen, während die Konstruktion Bremslogik fest im CAD verankert: Flanschlängen, die nur mit hohen Stempeln funktionieren, Biegreihenfolgen, die manuelles Wenden erfordern, kontinuierliche Formen, aufgetrennt in einzelne Hübe, weil “wir das schon immer so gemacht haben.” Wenn das Volumen wächst, wehrt sich das Design selbst gegen Artillerie.
Defensives Design bedeutet, dass du Geometrie, Presskraft und Prognose gemeinsam vor der Angebotsanfrage testest. Nicht erst, nachdem dich der Werkzeugbau in eine Ecke kalkuliert hat.
Der Rahmen ist einfach. Brutal, aber einfach.
Betrachte das Teil und ignoriere, wie du es bisher hergestellt hast.
Ist es wirklich ein Cluster aus einzelnen Biegungen – Halterungen, Laschen, Versätzen – oder tut es nur so, als wäre es ein durchgehendes Profil, das zufällig in Schläge unterteilt wurde?
Denn eine Abkantpresse ist eine Positionsmaschine. Sie formt Winkel an bestimmten Stellen. Aber sie ändert nicht die Physik: Ein Hub formt eine Biegung.
Nun kommt die Länge hinzu. Moderne CNC-Abkantpressen mit Bombierung und Durchbiegungskompensation können über lange Spannweiten beeindruckende Konsistenz halten. Ich habe vier-Meter-Maschinen gesehen, die sich besser verhalten haben als alte drei-Meter-Dinosaurier es je taten. Aber wenn man ungefähr 3 Meter in einer einzigen kritischen Biegung überschreitet, kämpft man gleichzeitig gegen Balkendurchbiegung, Materialschwankungen und Bedienereinfluss. Zwei Grad Abweichung über die Länge hinweg sind keine Theorie – das ist Alltag.
Wenn deine Geometrie Kontinuität verlangt – große Radien, fließende Profile, wiederholbare Krümmung – dann bittest du ein Schweizer Taschenmesser, sich wie eine Profiliermaschine zu verhalten. Das ist keine Flexibilität. Das ist Verleugnung.
Kontinuierliche Anforderungen gehören in kontinuierliche Prozesse. Diskrete Geometrien gehören auf eine Abkantpresse.
Gehen Sie weg, wenn: Die funktionale Leistungsfähigkeit des Profils hängt von der Winkelgleichmäßigkeit über Spannweiten von mehr als 3 Metern ab, und die jährliche Nachfrage ist stabil genug, um spezielles Werkzeug zu rechtfertigen.
Hier beginnt still und leise, dass CAD-Heldentum deine Lieferkette belastet.
Die minimale Schenkellänge ist keine Empfehlung. Für typisches Luftbiegen brauchst du etwa das Vierfache der Materialdicke, um das Werkstück überhaupt richtig in der V-Matrize zu positionieren. Wenn du den Winkel auf 30 Grad verschärfst, steigt diese Anforderung um den Faktor 1,6× weil das Material rutschen und sich verdrehen will.
Was passiert also, wenn du enge Innenrückläufe, flache Säume und kurze Schenkel aneinanderreihst?
Der Hersteller muss entweder:
Nichts davon erscheint in deinem Sollkostenmodell.
Sonderstempel zerstören die Flexibilität über verschiedene SKUs hinweg. Jetzt braucht die “universelle” Abkantzelle teilespezifischen Stahl – genau die Krankheit, die du vermeiden wolltest, indem du nicht gestanzt hast.
Wenn deine Geometrie spezielles Werkzeug erfordert, nur um sich selbst freizuhalten, hast du bereits den Kernvorteil der Abkantpresse verloren: “Kein Warten auf Spezialwerkzeuge”.
Gehen Sie weg, wenn: Eine einzelne Programmfamilie erfordert spezielle Stanzprofile, die nicht über mindestens 70% angrenzender SKUs hinweg wiederverwendet werden können.
Ich habe erlebt, dass OEMs im Millionenbereich auf ein $0.002-Entlastungsmerkmal verzichten.
Keine Eckentlastung an einer Innenbiegung bedeutet, dass sich das Material an der Schnittstelle verklemmt. Der Bediener spürt es sofort – zusätzlicher Kraftaufwand, hörbares Knacken, inkonsistenter Winkel. Also verlangsamt er den Vorgang. Er biegt erneut nach. Er prüft häufiger.
Die Zykluszeit zieht sich. Nicht 5%. Ich habe Verlangsamungen gemessen, die sich annähern 40% in realen Zellen, weil der Bediener dem Schlag nicht trauen kann.
Füge eine Entlastung hinzu und die Biegung verläuft fließend. Das Material hat Platz, sich zu bewegen. Der Schlag wird wiederholbar. Wiederholbarkeit bedeutet Geschwindigkeit.
Hier geht es nicht um Eleganz. Es geht um Reibung – buchstäbliche Reibung zwischen Material und Matrizen-Schultern. Jedes Mal, wenn du eine Entlastung auslässt, belastest du den Durchsatz.
Und erinnere dich, wo wir begonnen haben: Sobald das Volumen steigt, ist Wiederholung das teuerste Gut im Gebäude.
Gehen Sie weg, wenn: Produktionsfeedback zeigt wiederholte Winkelkorrekturen oder Doppel-Schläge, die durch geometrische Interferenzen verursacht werden, die man in der CAD-Phase hätte beseitigen können.
Jetzt bring die Mathematik zurück – aber diesmal mit geometrischer Disziplin.
Unteres Biegen (Prägen zur Eliminierung des Rückfeders) kann für Teile mit hohem Volumen eine hervorragende Wiederholbarkeit liefern. Es erfordert jedoch ungefähr 2× die Tonnage des Luftbiegens sowie radius-spezifische Matrizen. Das bedeutet schwerere Pressen, engere Einstellungen und Werkzeuge, die eine Aufgabe extrem gut erledigen.
Unterhalb eines bedeutenden Volumens ist diese matrizenspezifische Investition ein Klotz am Bein.
Darüber hinaus reduziert dieselbe Investition Abweichungen, Prüfzeiten und manuelle Eingriffe. Dein Prozessfenster wird enger. Dein Personalmodell wird einfacher. Deine Ausschussrate stabilisiert sich.
Hier kommt der nicht offensichtliche Teil: Der Wechsel zu Stanz- oder Walzformen betrifft nicht nur die Stückkosten. Es geht um Risikokonzentration.
Abkanten verteilt das Risiko über Arbeitskompetenz, Einrichtungskonsistenz und Bedienersequenzierung. Hartes Werkzeug konzentriert das Risiko im Voraus – in der Designfreigabe, dem Werkzeugbau und der Prognosegenauigkeit.
Wenn Ihre Geometrie stabil ist, Ihre Nachfrage vorhersehbar und Ihre Toleranzen Abweichungen bestrafen, ist konzentriertes Risiko günstiger als verteiltes Chaos.
Das ist die Betrachtungsweise.
Nicht “Schafft es die Bremse?”
Nicht einmal “Wo liegt der Break-even?”
Sondern dies:
Entwerfen Sie ein Teil, das Artillerie verdient, oder eines, das wirklich von einem Schweizer Taschenmesser profitiert?
Treffen Sie diese Entscheidung richtig vor der Markteinführung, und Ihre Margen überstehen die Skalierung.
Treffen Sie sie falsch, und die Werkstatt entscheidet für Sie – einen Stößelhub nach dem anderen.


















