

مدير المشتريات تفاخر لي مرة بأنه وفّر $60,000 في أدوات التشغيل من خلال إبقاء الحامل ذي الخمس انحناءات على مكبس الثني بدلاً من بناء قالب تدريجي.
بعد ستة أشهر، كان ذلك الحامل نفسه يسبب اختناقاً في أرض المصنع، مع وجود عاملين إضافيين يعملان ساعات إضافية لتصفية التراكم في الطلبات. لم يذكر أحد توفير الأدوات مرة أخرى.
تلك الفجوة بين ما يبدو رخيصاً وما هو رخيص بالفعل هي المكان الذي تذهب فيه هوامش الربح لتلقى حتفها.
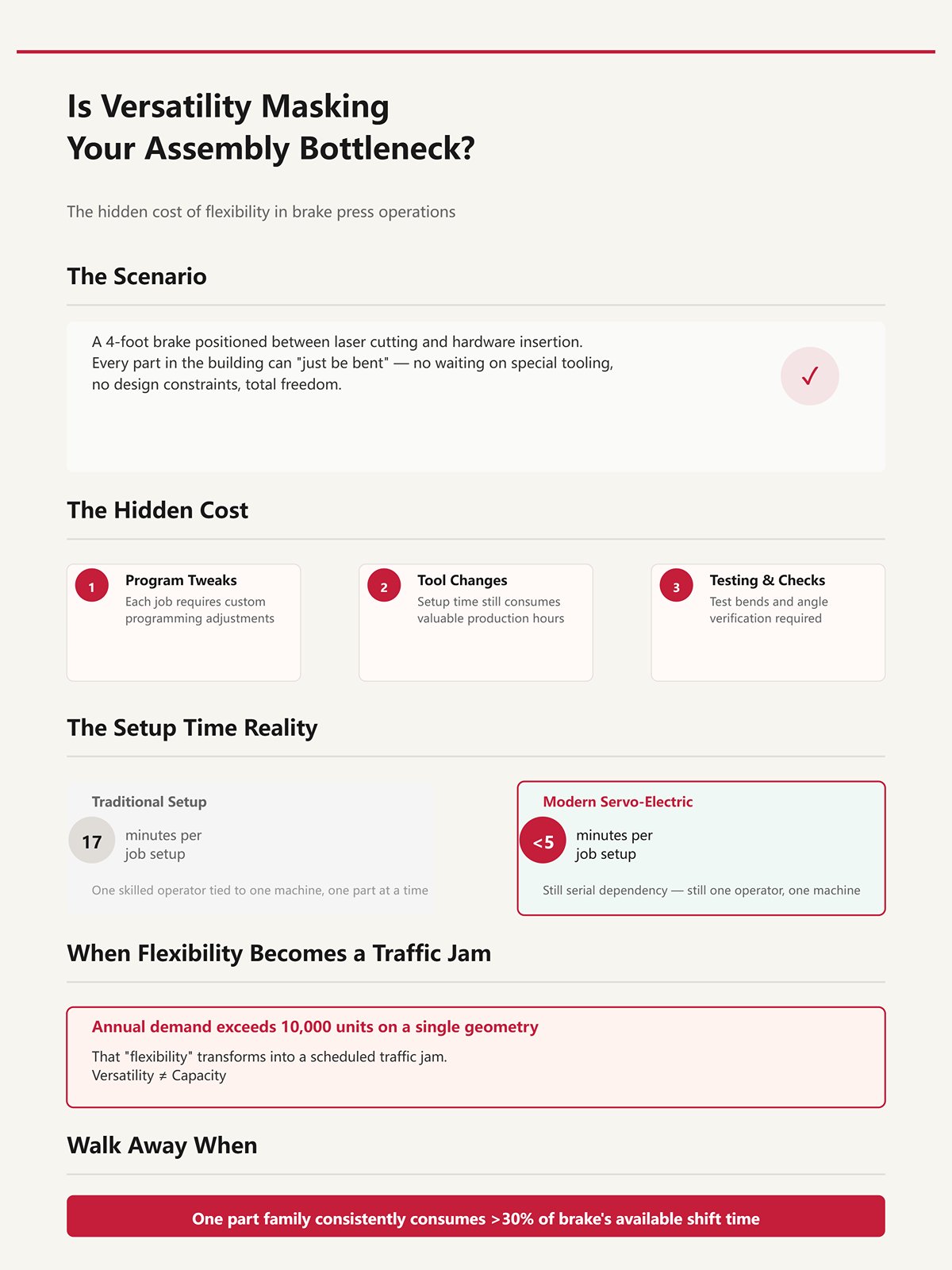
تخيل مكبس ثني بطول 4 أقدام موضوع بين القطع بالليزر وتركيب القطع المعدنية. يمكن ثني أي جزء في المبنى “بكل سهولة”. لا انتظار لأدوات خاصة. لا قيود تصميمية. حرية كاملة.
والآن شاهد كيف تبدأ الطوابير بالتكوّن.
كل وظيفة تتطلب تعديل البرنامج، وتغيير الأداة، واختبار الانحناء، وفحص الزاوية. حتى مع مكبس ثني حديث يعمل بالسيرفو الكهربائي ويقلل زمن الإعداد من 17 دقيقة إلى أقل من 5، فإنك لا تزال تربط مشغلاً ماهراً واحداً بآلة واحدة، وجزءاً واحداً في كل مرة. هذا ليس تدفقاً، بل اعتماداً تسلسلياً.
عندما يرتفع الطلب السنوي إلى أكثر من 10,000 وحدة لتكوين واحد، تصبح تلك “المرونة” ازدحاماً مرورياً أنت من حدده بنفسك.
المرونة ليست السعة الإنتاجية.
ابتعد عندما: تستهلك مجموعة أجزاء واحدة باستمرار أكثر من 30% من وقت تشغيل المكبس المتاح في الوردية.

لنجري افتراضًا نظريًا نظيفًا.
خمس انحناءات. عشرون ثانية لكل انحناءة بما في ذلك إعادة التموضع. لنقل إنها 100 ثانية من وقت دورة التشغيل الصافي لكل جزء. ولنكن كرماء ونفترض إعداداً مدته 5 دقائق بفضل أدوات التغيير السريع.
عند إنتاج 20,000 وحدة سنوياً، أنت تنظر إلى قرابة 2,000 ساعة تشغيل للآلة فقط في وقت الثني. هذا يعني أن مكبساً واحداً منشغل بالكامل لمدة تزيد عن 50 أسبوعاً من إنتاج وردية واحدة.
كانت أدواتك رخيصة. لكن آلتك لم تكن كذلك.
تحسين دورة التشغيل بنسبة 15–20% من خلال برمجة أفضل أو تتبع كفاءة التشغيل OEE قد يستعيد بضع مئات من الساعات سنوياً. جميل. لكنه لا يغير الحقيقة الفيزيائية: ضربة واحدة من المكبس تشكل انحناءة واحدة. في كل مرة.
وإذا شغّلت ذلك المكبس على مدار الساعة للحاق بالطلب، تبدأ النماذج الهيدروليكية بإظهار إجهاد حقيقي بعد 500,000 دورة. لقد رأيت آلات “اقتصادية” تشيخ عشر سنوات خلال خمس لأن شخصاً ما صدّق أنها محركات إنتاج شاملة وليست أدوات تكتيكية.
الأدوات الرخيصة تربح فقط عندما يكون الحجم منخفضاً بما يكفي ليهيمن وقت الإعداد على التكلفة الإجمالية.
لذا اسأل نفسك: هل تدفع لكل جزء، أم لكل ضربة؟
| القسم | المحتوى |
|---|---|
| العنوان | مفارقة زمن الإعداد مقابل زمن الدورة: متى يضمن “التجهيز الرخيص” من الناحية الحسابية توسعاً مكلفاً؟ |
| السيناريو الافتراضي | خمسة انحناءات. عشرون ثانية لكل انحناء بما في ذلك إعادة التموضع. 100 ثانية من زمن الدورة الصافي لكل قطعة. إعدادات تستغرق 5 دقائق بفضل أدوات التغيير السريع. |
| تأثير الحجم السنوي | عند إنتاج 20,000 وحدة في السنة، تُطلب حوالي 2,000 ساعة تشغيل للآلة فقط من أجل عملية الثني. هذا يعادل مكبس فرامل مشغول بالكامل لأكثر من 50 أسبوعًا من إنتاج نوبة واحدة. |
| واقع التكلفة | كانت أدواتك رخيصة. لكن آلتك لم تكن كذلك. |
| مكاسب الكفاءة | تحسين دورة بنسبة 15–20% من خلال البرمجة الأفضل أو تتبع كفاءة المعدات (OEE) قد يستعيد بضع مئات من الساعات سنويًا. مفيد، لكنه لا يغيّر الواقع الفيزيائي: ضربة مكبس واحدة تُشكِّل انحناءً واحدًا. في كل مرة. |
| إجهاد المعدات | تشغيل المكبس على مدار الساعة يؤدي في النماذج الهيدروليكية إلى ظهور إجهاد حقيقي بعد 500,000 دورة. يمكن للآلات “الاقتصادية” أن تتقدم في العمر عشر سنوات خلال خمس سنوات عندما تُعامل كمحركات إنتاج شاملة بدلاً من أدوات تكتيكية. |
| المبدأ الأساسي | الأدوات الرخيصة تربح فقط عندما يكون الحجم منخفضاً بما يكفي ليهيمن وقت الإعداد على التكلفة الإجمالية. |
| السؤال الختامي | هل تدفع لكل قطعة، أم لكل ضربة؟ |
ابتعد عندما: الطلب السنوي المتوقع يدفع المكبس لتجاوز إجمالي 500,000 دورة في عائلة برنامج واحدة.
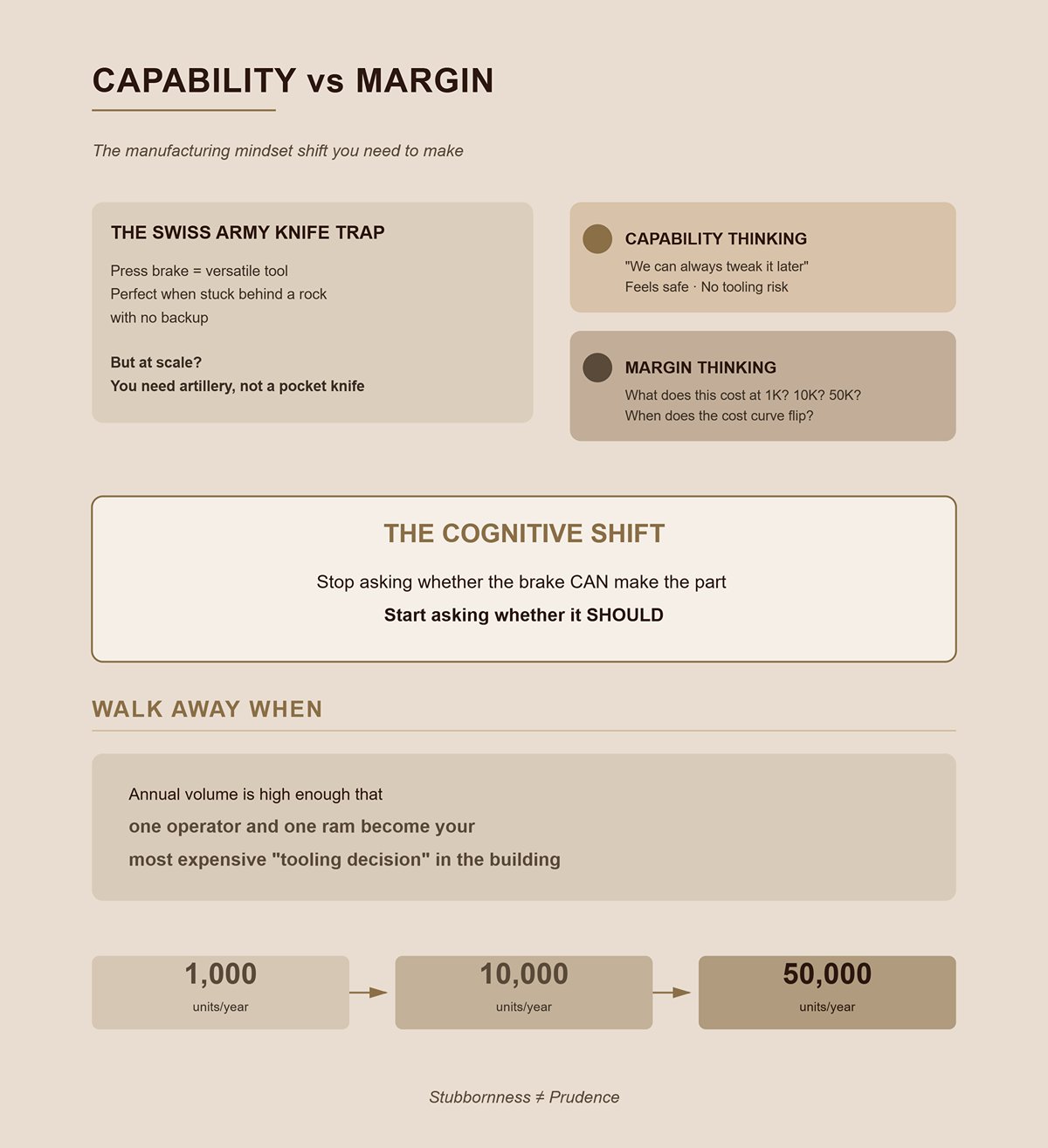
مكبس الثني يشبه سكين الجيش السويسري. في ساحة المعركة، هو لا يقدّر بثمن عندما تكون عالقًا خلف صخرة بدون دعم.
لكن إذا كنت تهاجم التلة كل يوم وعلى نطاق واسع، فلن تجلب سكين جيب. ستجلب المدفعية.
لقد شاهدت فرق الشركات المصنعة الأصلية (OEM) تدافع عن التصاميم المعتمدة على مكابس الثني لأن “بإمكاننا دائمًا تعديلها لاحقًا”. هذا تفكير قائم على القدرة. يبدو آمنًا. لا يوجد التزام كبير مقدمًا. ولا مخاطرة في الأدوات.
تفكير الهامش أكثر برودًا. إنه يسأل: كم تكلف هذه الهندسة عند إنتاج 1,000 وحدة؟ عند 10,000؟ عند 50,000؟ ومتى تنقلب معادلة التكلفة بشدة بحيث يصبح التمسك بالمكبس عنادًا وليس حذرًا؟
التحول المعرفي الذي تحتاجه بسيط: توقف عن السؤال عمّا إذا كان المكبس يستطيع صنع القطعة. ابدأ بالسؤال عمّا إذا كان يجب عليه ذلك.
ابتعد عندما: الحجم السنوي مرتفع بما يكفي بحيث يصبح المشغل الواحد والمكبس الواحد أغلى “قرار أدوات” في المبنى.
شركة تصنيع المعدات الطبية الأصلية التي عملت معها كانت تنتج غلافًا من الفولاذ المقاوم للصدأ بسبعة انحناءات بمعدل 2,400 وحدة سنويًا. عرض القالب التقدمي جاء بسعر $180,000. أدوات الفرامل كانت موجودة على الرف. الإعداد استغرق أقل من 10 دقائق. وبعد يومين كنا نشحن الأجزاء.
لقد طرحوا السؤال الصحيح: عند أي حجم إنتاج يتفوق القالب أخيرًا على مكبس الفرامل؟
أجرينا الحسابات في أرضية المصنع، وليس في غرفة الاجتماعات. عند 2,400 وحدة، حتى توفير $6 لكل قطعة من عملية الختم لن يستعيد سوى $14,400 سنويًا. سيبقى ذلك القالب هناك لأكثر من عقد قبل أن يسدد تكلفته، وذلك بافتراض أن الشكل الهندسي لا يتغير. في هذا النطاق، مكبس الفرامل ليس تنازلًا. إنه درع لهامش الربح.
لكن إذا دفعت نفس الجزء إلى 18,000 وحدة فستتغير الصورة تمامًا. الآن أنت تستهلك آلاف ضربات الكباس أسبوعيًا، وتشغل عاملًا ماهرًا بالكامل، ويتم استهلاك تكلفة القالب خلال بضع سنوات. تحت 100 وحدة، يكون هناك فوضى تصميم ونشاط هندسي متكرر؛ وفوق 10,000، تبدأ حسابات السعة بالهيمنة. بين هذه الأرقام، غياب الأدوات الصلبة في مكبس الفرامل ليس كسلًا، بل هو تعرض محسوب.
هذا ليس من باب الراحة، بل هو انضباط رأسمالي.
إذًا من أين يأتي نطاق 100–10,000 فعليًا؟
قف بجانب مكبس فرامل يصنع حاملًا بخمس انحناءات بمعدل 1,000 وحدة سنويًا. ستسمع هواءً أكثر من صوت الفولاذ. وقت الإعداد والتعامل مع الأجزاء هما المسيطران. الآلة تكون خاملة أكثر مما تعمل. وهذا لا بأس به — لأن تكلفة أدواتك الثابتة شبه معدومة ونقدك لا يزال في البنك.
الآن تخيل نفس العمل عند 8,000 وحدة. يبدأ وقت الدورة في التأثير. العامل يكتسب إيقاعًا. تقل تغييرات الأدوات. يستقر الفاقد. تقوم بنشر وقت الإعداد على عدد كافٍ من القطع بحيث يصبح عبء العمل مقبولًا، دون أن تحتكر هندسة واحدة الآلة بالكامل.
التحول الهيكلي يحدث عندما يدفع الطلب السنوي مكبس الفرامل لتجاوز 500,000 دورة إجمالية في برنامج واحد من عائلة المنتجات. هذه ليست مسألة ميزانية، بل مسألة فيزيائية وإجهاد. أختام الهيدروليك تتآكل. مؤشرات القياس الخلفية ترتخي. يتحول الصيانة الوقائية إلى وقت توقف إنتاجي. الآلة “المرنة” تصبح عنق الزجاجة لديك.
ضمن نطاق 100–10,000 وحدة، تقوم بزيادة توزيع وقت الإعداد دون أن تتسبب بانهيار في السعة. تحت 100 تكون في مرحلة المراجعة. وفوق 10,000 تغذي وحشًا لم يُصمم ليكون مدفعية.
الأتمتة تشوش الصورة. نعم، مكابس الفرامل المؤتمتة تقلل وقت التوقف وتقلل اعتمادك على العامل البشري. لقد قمت بتركيبها. تكلفتها حقيقية — غالبًا أكثر بنسبة 20–30% من الآلات التقليدية — لكنها لا تزال تخضع لنفس القيد: ضربة كباس واحدة، انحناءة واحدة. تقلل العمل لكل ضربة، لكنك لا تزيد عدد الضربات في الساعة بما يكفي لتغيير نقطة التوازن الاقتصادي بشكل كبير.
نقطة التوازن تبقى لأنها مرتبطة باقتصاديات الضربة، لا بالحنين للماضي.
ابتعد عندما: الطلب السنوي المتوقع يجبر مكبس الفرامل على تجاوز 500,000 دورة إجمالية في برنامج واحد لعائلة المنتجات
إذا كان الحجم يُحدد ساحة المعركة، فإن الهندسة تُحدد السلاح.
لقد عرضت مرة هيكل اتصالات بست زوايا حافة: 90°، 45°، 135°، انحرافان، وطية. قطعة مقطوعة بالليزر. لا يُسمح بلحام ثانوي. الحجم السنوي: 3,500 وحدة.
جرّب تصنيع ذلك كقالب تقدمي. ستكدس المحطات، وتضيف كاميرات للزوايا الغريبة، وتراقب تخطيط الشريط كما لو كان مولودًا جديدًا. تكلفة الأدوات تتفجر. زمن التنفيذ يمتد. كل تغيير زاوية يعني عملًا في الفولاذ.
في مكبس الفرامل؟ بدّل اللكمات. أعد ترتيب الانحناءات. اضبط مواقع القياس الخلفي. وانتهى الأمر.
التعقيد يزيد تكلفة القالب بشكل شبه هندسي لأن كل محطة هي فولاذ مجمد. في مكبس الفرامل، يضيف التعقيد ثوانٍ وربما تغيير أداة واحدة. هذه معاناة خطية، وليست معاناة أسية.
ونعم، يمكن أن تواجه الأتمتة صعوبة مع الأجزاء ذات الخلط الكبير والزوايا المتعددة. البرمجة تستغرق وقتًا. المشغلون المهرة مهمون. ولكن عندما يتطلب الجزء ست حالات ثني مميزة بحجم إنتاج متوسط، فإن آلة الثني تتصرف كسكين الجيش السويسري في زقاق ضيق. يمكنك الرد دون أن ترهن المبنى.
الفخ واضح. كل ثنية إضافية هي ضربة إضافية. كل ضربة تعني جهدًا واستهلاكًا. لهذا السبب لا تنطبق هذه الميزة إلا ضمن نطاق الحجم المتوسط. تعقيد زائد عن 40,000 وحدة سنويًا؟ الآن أنت تتوسل من أجل خط نقل أو خلية تشكيل مخصصة.
ابتعد عندما: عندما يتجاوز شكل واحد 8 ثنيات والطلب السنوي في تزايد — عندها يبدأ عدد الضربات، وليس تكلفة الأدوات، بكتابة بيانات الأرباح والخسائر الخاصة بك.
لكن حتى داخل هذا النطاق، هناك تهديد أكثر هدوءًا لأموالك النقدية.
قام عميل من قطاع الإلكترونيات الاستهلاكية بتغيير أنماط الفتحات وأطوال الحواف ثلاث مرات خلال ثمانية أشهر. بلغ الحجم السنوي حوالي 5,000 وحدة. لو كنا قد صنعنا أدوات صلبة منذ البداية، لكانت كل مراجعة تعني لحامًا وتراكمًا في المادة، أو إعادة تشغيل على الماكينات، أو الأسوأ — التخلص من القوالب.
على آلة الثني، قمنا بتحديث النمط المسطح، وضبطنا خصومات الثني، وعدلنا البرنامج، وشغّلنا النماذج الأولى في نفس اليوم بعد الظهر.
لا انتظار على أدوات خاصة.
التدفق النقدي أهم من تكلفة الوحدة عندما لا تزال التصاميم قيد التغيير. الأدوات الصلبة تثبّت الهندسة. آلة الثني تستأجرها. في نطاق 100–10,000 وحدة، حيث تعيش العديد من الشركات المصنعة الأصلية أثناء صعود المنتج والتحسين المتكرر، يحميك نموذج التأجير هذا من قسم الهندسة لديك نفسه.
لكنها لا تمنح حصانة. إذا استقرت التعديلات وارتفع الحجم، فإن المرونة ذاتها التي أنقذتك في البداية تصبح عبئًا. تستمر في “الثني فقط” لأنك تعودت على ذلك.
وهنا تنتقل هذه الفقرة إلى الفيزياء. حتى داخل نافذة الربحية، يمكن لسمك المادة، وحدود نصف قطر الثني، والارتداد المرن أن تقوّض التكرارية والتكلفة بهدوء.
نطاق الحجم يمنحك الإذن. لكن الشكل الهندسي والمادة لا يزالان من يقرران ما إذا كنت تستحقه.
في الشتاء الماضي، وقفت أمام آلة ثني هيدروليكية بقدرة 220 طنًا محاولًا الوصول إلى زاوية 90° نظيفة على حوامل فولاذية إنشائية بسماكة 0.375 بوصة. على الورق، الأمر بسيط. في الواقع، كانت المكبس يقترب من 190 طنًا في كل ضربة. انجرفت الزاوية نصف درجة مع ارتفاع حرارة الزيت. وبحلول الساعة الرابعة، كنا نضع الحشوات تحت القوالب ونطارد الأرقام مثل المقامرين الذين يطاردون خسائرهم.
هذا هو الجزء الذي لا يظهره أحد في جدول البيانات.
إن سماكة المادة، ونصف قطر الثني، ومقاومة الخضوع لا تؤثر فقط على الثني — بل تحدد ما إذا كانت آلة الثني تعمل ضمن نطاق راحتها أو عند حافة تصنيف قدرتها. وبمجرد أن تدفع آلة الثني إلى ما بعد نحو 80٪ من طاقتها المصنفة، فأنت لم تعد تشكّل الأجزاء فعليًا. بل تبدأ في تحميل الجوانات، وثني الإطارات، وتضخيم كل متغير في النظام.
داخل نطاق 100–10,000 وحدة، تكون آلة الثني منطقية ماليًا. ولكن ذلك لا يصح إلا إذا تعاونت الفيزياء. في اللحظة التي تدفع فيها السماكة ومقاومة الخضوع الحمولة إلى المنطقة الحمراء، تنخفض قابلية التكرار، وترتفع نسبة الهدر، ويبدأ وقت التوقف في التهام الهامش الذي اعتقدت أنك حميته بتجنب الأدوات الصلبة.
سكين الجيش السويسري يعمل في الأزقة الضيقة. لكنه ليس مدفعية.
إذن، إذا كان الثني بالهواء هو المعيار الحديث، فلماذا لا تزال أقواسُك “البسيطة” تفشل في فحص الجودة؟
الانحناء الهوائي شائع لأنه مرن. يمكن لفتحة واحدة في قالب V التعامل مع مجموعة من الزوايا والسماكات. تتحكم في الزاوية عن طريق عمق الشوط، وليس عن طريق إدخال القالب السفلي في تجويف ثابت.
لكن هذا لا يغيّر الفيزياء: شوط واحد للمكبس يُشكّل انحناءة واحدة.
في الانحناء الهوائي، يلامس المعدن فقط رأس القالب وأكتاف القالب السفلي. الوسط يبقى عائماً. هذا يعني أن الزاوية النهائية تعتمد على التعافي المرن — الارتداد — الذي يعتمد على مقاومة الخضوع، والسماكة، ونصف القطر الداخلي. إذا تغيّر أي من هذه العوامل ولو قليلاً، تتغير الزاوية معها.
لقد رأيت دفعات من الفولاذ البنيوي المعاد تدويره تتطلب ما يقارب ثلث طاقة إضافية مقارنة بالفولاذ الطري الجديد الذي استبدلوه. نفس الدرجة الاسمية. خليط سبائكي مختلف — قليل من النيكل هنا، وبعض الكروم هناك — يكفي لرفع مقاومة الخضوع ومقاومة الانحناء. المشغل لا يرى الكيمياء. إنه يرى قطعة تخرج بزاوية 91.2° بدلاً من 90°.
يمكنك التعويض من خلال تعديل العمق. إلى أن لا تستطيع ذلك.
قرب الأحمال العالية، تصبح الآلة نفسها مرنة. الإطارات تنحرف. الأنظمة الهيدروليكية تتأخر. المكابح الكهربائية التي تزيد عن 150 طن تبدأ بتحويل الصدمة إلى لولب دوّار لم يُصمَّم لتحملها. الآن منحنى التعويض الخاص بك لا يعتمد فقط على المادة — بل على الآلة ودرجة الحرارة أيضاً.
الأقواس ذات التفاوت الضيق تفشل في اختبار الجودة ليس لأن المكبس غير دقيق، بل لأنها تفشل لأن دقة الانحناء الهوائي تفترض ثبات مقاومة الخضوع وصلابة الآلة. عندما يتحرك أي منهما، يصبح قوسك “البسيط” ذو الانحناءين مشكلة إحصائية.
والمشكلات الإحصائية تكلف وقت تفتيش إضافي.
ابتعد عندما: تحقيق التفاوت يتطلب تعديلات حية في الشوط في كل وردية لأن دفعات المواد تغيّر الزاوية أكثر مما يسمح به نطاق التفتيش.
لكن الألمنيوم يتصرف بطريقة مختلفة، أليس كذلك؟
خذ ألمنيوم 5052 وفولاذ A36 الطري بنفس السماكة. اثنِ الاثنين إلى 90° باستخدام نفس نصف القطر الداخلي النسبي. الألمنيوم سيرتد أكثر. ليس لأنه “أنعم” — هذه كلمة مبتدئين — بل لأن معامل المرونة لديه أقل مقارنة بمقاومة الخضوع.
الارتداد هو التعافي المرن. يتناسب مع نسبة مقاومة الخضوع إلى المعامل ونصف القطر الداخلي. كلما زادت النسبة، زاد الارتداد.
الفولاذ لديه معامل أعلى. يقاوم التمدد المرن أكثر. لذلك، عند تشوّه بلاستيكي معين، يسترخي بدرجة أقل. الألمنيوم يتمدد بشكل مرن أكثر قبل وبعد الخضوع، لذا عندما ترفع القالب، ينفتح أكثر.
الآن أضف نصف القطر.
إذا اقترب نصف قطر الانحناء الداخلي من سماكة المادة — لنقل 1T — فإنك تفرض تشوهاً بلاستيكياً أكثر حدة. هذا يقلل الارتداد لكنه يزيد الحمل. افتح نصف القطر إلى 2T أو 3T “لتسهيل العملية”، وسيزداد الارتداد مرة أخرى لأنك تثني بلطف أكثر.
يحب المصممون أنصاف الأقطار السخية في الأقواس البسيطة. تبدو آمنة. أسهل في التشكيل.
لكن ما فعلوه فعلياً هو زيادة تذبذب الزوايا في الانحناء الهوائي، خصوصاً في الألمنيوم.
في البرامج ذات الحجم المتوسط، يمكنك ضبط هذا باستخدام عينات اختبار ومحاكاة. لقد رأيت مكابح تحقق تكرار موضع يصل إلى ±0.0004 بوصة في أجزاء متعددة الانحناءات معقدة عندما يكون الشكل الهندسي ثابتاً والحمل معتدلاً. هذه الدقة حقيقية — لكنها توجد حيث يكون سلوك المادة قابلاً للتنبؤ والمكبس لا يجهد نفسه.
غيّر السبيكة ضمن البرنامج نفسه، أو دع قسم المشتريات يطارد لفائف أرخص، وستصبح جدول التعويض الذي أنشأته عند 2000 وحدة بلا فائدة عند 6000.
إذن السؤال ليس “هل يمكن للمكبس أن يثني هذا؟”، بل هو “هل سيثنيه بنفس الطريقة في كل دفعة خلال السنوات الثلاث القادمة؟”
هناك تتوقف مسألة السماكة عن كونها مجرد تفصيل وتتحول إلى حد فاصل.
تخيل ثنيًا بطول 10 أقدام في فولاذ عالي القوة، بسماكة 0.5 بوصة. حتى لو كنت متحفظًا، فأنت تدفع نحو مئات الأطنان العليا اعتمادًا على فتحة القالب. وعلى آلة بقدرة 300 طن، أنت تلامس الحد الأقصى في كل دورة.
الآن ضع ذلك مقابل الطلب السنوي. حجم متوسط، لنقل 7000 وحدة. انحناءان لكل قطعة. أربعة عشر ألف ضربة عالية الحمولة في السنة، كل واحدة منها بالقرب من حد قدرة الآلة.
الأنظمة الهيدروليكية تخفف الصدمة بشكل أفضل من المحركات الكهربائية عند هذه الأحمال، لكنها تجلب معها تآكل الحشوات وانحلال الزيت. لقد فقدت يومين بسبب فشل حشوة في أعمال الصفائح الثقيلة، ألاحق انحراف الزاوية الناتج عن عدم ثبات الضغط. هذا ليس نظريًا، هذا أجور تعمل بينما الكباس يقف ثابتًا.
السماكة “الخاطئة تمامًا” تعتمد على مقاومة المادة، وطول الانحناء، وعرض القالب. لا يوجد رقم سحري، يوجد خط فاصل: عندما يتسبب الضغط المطلوب للطن لكل قدم مضروبًا بطول الانحناء في دفعك نحو أعلى شريحة من قدرة الآلة، يتوقف المكبس عن كونه أداة تشكيل ويصبح عبئًا صيانياً.
وبمجرد أن يصبح هذا العبء داخل برنامج متوقع أن يعمل بشكل موثوق لسنوات، فإن نطاقك المثالي من 100 إلى 10,000 وحدة ينهار تحت خطر التوقف عن العمل وتقلب الهدر.
الهندسيات البسيطة هي الأكثر خداعًا هنا. الحامل المسطح ذو انحناءين طويلين في مادة سميكة عالية المقاومة يبدو تافهًا مقارنة بهيكل بستة حواف في سماكة 14 غيج. لكن الهيكل يعمل بضغط معتدل مع ارتداد نابض مستقر، أما الحامل “البسيط” فيعاقب الآلة في كل ضربة.
وهنا يكمن الفخ.
يسيطر المكبس عندما تكون التعقيدات عالية والقوة معتدلة. ويقلب عليك الأمور عندما تكون الهندسة بسيطة لكن القوة شديدة.
وهذا يترك سؤالًا مزعجًا واحدًا: إذا كانت القوة تحدد السقف، فماذا يحدث عندما تقاوم الشكل نفسه الطبيعة الضربة تلو الأخرى للمكبس؟
أنت تقف أمام مكبس بطول 12 قدمًا، تحاول صنع قطعة واجهة معمارية بطول 10 أقدام مع نصف قطر سلس على كامل طولها. المخطط يطلب قوسًا لطيفًا، مستمرًا. ما تفعله في الواقع هو وضع علامات كل بوصة والبدء بـ “الثني المتدرج” — ضربة سطحية واحدة، انزلاق، ضربة أخرى، ثم انزلاق من جديد.
لكن هذا لا يغيّر الفيزياء: شوط واحد للمكبس يُشكّل انحناءة واحدة.
المكبس يعمل بضربات منفصلة. المنحنى مستمر. لمحاكاة الاستمرارية، تكدس أجزاء مستقيمة صغيرة بجانب بعضها وتأمل أن تختفي الزوايا بعد الطلاء. وإذا تجاوز نصف القطر 36 بوصة، فأنت لا تقوم بتشكيل هندسة بعد الآن — بل تقاربها بالجهد اليدوي. في المقابل، تقوم آلة تشكيل اللفافة بإدخال اللفافة خلال قوالب متطابقة وتنتج ذلك المنحنى كخاصية أصلية للعملية، وليس تقليدًا لها.
ذلك الاختلاف هو المكان الذي ينزف فيه هامش الربح.
عندما تتطلب الهندسة الاستمرارية، يتحول المكبس إلى أداة متعددة الاستخدامات تحاول نحت قذائف مدفعية. نعم، يمكنه ذلك. لا، لا ينبغي له. الآلة لا تعرف أنها تهدر الوقت؛ إنها فقط تعمل دورة تلو الأخرى. مشغلك لا يصبح أسرع؛ بل فقط يصبح أكثر إرهاقًا.
فكيف يبدو ذلك في الإنتاج الواقعي وليس في النظرية؟
لقد شاهدت ذات مرة ورشة تنتج 4000 غطاء ضوء من الألمنيوم — كل واحد بطول 8 أقدام، وكل واحد بملف منحني خفيف. برمجوا 22 ضربة لكل قطعة لمحاكاة الانحناء. اثنتان وعشرون ضربة. انزلاق، محاذاة، ضربة. تكرار.
تلك 88,000 دورة مكبس فقط لتقليد نصف قطر.
الفرامل لم تكافح مع الحمولة. لقد كافحت مع الحساب. كل ضربة تضيف وقت معالجة. كل إعادة تموضع تضيف خطأ زاوية تراكمي. على مدى 8 أقدام، انجراف بمقدار عُشر درجة لكل ضربة يتراكم ليظهر كالتواء مرئي. قسم مراقبة الجودة لم يرفضها لأنها خارج المواصفات في انحناء واحد، بل رفضها لأنها تبدو غير صحيحة.
الآن أضف القيد الفيزيائي: معظم المكابح تصل إلى حدود 10 إلى 12 قدمًا من طول قاعدة العمل. تحتاج إلى 16 قدمًا؟ ستقوم بلحام قسمين. كل وصلة لحام تصبح موقعًا للتآكل، ومصدرًا لتشقق الاهتزاز، ومطالبة بضمان تنتظر شتاءً باردًا.
التشكيل بالدرفلة لا يفوز هنا بالسرعة فقط. بل يفوز بالاستمرارية الهيكلية. تدفق حبيبي واحد متصل على طول القطعة. لا وصلة لحام. ولا تراكم للتفاوتات الناتجة عن 22 ضربة مفهرسة.
ونعم، التشكيل بالدرفلة يتطلب التزامًا — ملف نهائي، وأدوات مخصصة. إذا كان يجب أن يتغير التشطيب أثناء التشغيل أو كان التصميم لا يزال غير ثابت، فإن المكبح يمنحك المرونة. وهذه المرونة حقيقية.
لكن إذا كنت تُشغّل ملفًا ثابتًا في نطاق الآلاف المتوسطة وتدفع أجور مشغل ماهر ليُراقب أكثر من 20 ضربة لكل جزء، فأنت تُهدر عملًا ماهرًا على هندسة يُنتجها العملية المستمرة تلقائيًا.
ابتعد عندما: ملفك الخطي يتطلب أكثر من 12 ضربة منفصلة لتقريب سطح بصري واحد.
إذن الملفات الطويلة تكشف الطابع المنفصل للمكبح. ماذا عن العمق — عندما يطوي الشكل الهندسي نفسه؟
تخيل غلافًا إلكترونيًا من فولاذ بسمك 14 قياسًا، بعمق 20 بوصة، وبه أربع حواف مرتدة، وزوايا ضيقة. على النموذج المسطح يبدو نظيفًا. على المكبح، يتحول إلى مباراة شطرنج.
الانحناء الأول سهل. الانحناء الثاني يمر بسلام. بحلول الثالث، يبدأ الحاف المشكّل في الاصطدام بغلاف الكباس. تقوم بقلب القطعة، تستخدم ضربات عنق الإوزة (أدوات مفرغة تسمح بمرور الأرجل المشكلة)، وربما حتى تُدرج ارتفاعات أدوات مختلفة. كل تعديل يضيف وقت إعداد ويخلق خطر تداخل جديد.
الشكل الهندسي لا يقاوم الحمولة. إنه يقاوم الاستخراج.
المكبح يشكّل عن طريق دفع المادة إلى قالب على شكل حرف V. هذا يعني أن الجزء يجب أن يتحرك داخل وخارج مساحة القالب دون أن يصطدم بالأداة أو بحلق الماكينة. مع زيادة العمق، تنهار درجات الحرية لديك. أحيانًا يكون الحل الوحيد هو تقسيم الغلاف إلى قشرتين ولحامهما لاحقًا.
وهذا يعيدك مباشرة إلى العمليات الثانوية، وتشوهات ناتجة عن إدخال الحرارة، وإعادة العمل لمطاردة التربيع.
الآن قارن ذلك بقالب سحب عميق أو قالب تدريجي مخصص للكمية الأعلى. حركة واحدة مضبوطة، ومجالات خلوص مصممة، وتدفق مادة متوقع. مكلف مسبقًا، نعم. ولكن الاستخراج مُهندس ضمن العملية، وليس متفاوضًا عليه ضربة بضربة.
تتألق مكابح الضغط في الأشكال متعددة الانحناءات التي تبقى ضحلة وسهلة الوصول. بمجرد أن يفرض العمق تركيبات إبداعية وضربات خاصة، تبدأ بدفع المال مقابل الابتكار في كل دورة.
ابتعد عندما: عمق الغلاف يتجاوز 18 بوصة ويتطلب أدوات مرحلية أو تقليب الجزء لتجنب الاصطدام بالانحناءات السابقة.
العمق يكشف التداخل الفيزيائي. نصف الأقطار الكبيرة يكشف أمرًا أدق: اعتماد المكبح على الاسترجاع المرن.
خُذ ألومنيوم 5052 بسماكة 0.125 بوصة. الرسم يطلب نصف قطر داخلي 3 بوصات على لوحة بطول 6 أقدام. سخي، أليس كذلك؟ “انحناء سهل.”
كلا. إنه تشوه بلاستيكي ضحل منتشر على قوس واسع. في الانحناء الهوائي، يعني ذلك سلوكًا مرنًا أكثر مقارنةً بالبلاستيكي. يرتفع الارتداد الزنبركي. يتحول التحكم في الزاوية إلى أمر حساس. ولأنك تُشكّل قوسًا واسعًا باستخدام قالب على شكل V، فأنت لا تُنتج نصف قطر حقيقي — بل تُنتج مماسات توحي بوجوده.
للاقتراب أكثر من نصف قطر حقيقي يبلغ 3 بوصات، إما أن تقوم بالانحناء التدريجي عبر عدة زيادات صغيرة، أو تستخدم قالب نصف قطر يتطابق مع المنحنى. قوالب نصف القطر بهذا الحجم تصبح ضخمة بسرعة. تكلفة الأدوات ترتفع. التعامل معها يصبح غير مريح.
تشكيل الدرفلة يُنتج أنصاف أقطار كبيرة بشكل طبيعي لأن المادة تنتقل تدريجياً عبر محطات متسلسلة. آلات الدرفلة تقوم بالأمر نفسه في عدد أقل من المراحل للأقواس الأبسط. يتم توجيه المادة عبر الانحناء، لا ضربها لتأخذ شكل الانحناء.
القطع بالليزر ثم التشكيل هو الخيار الثالث الذي ينساه المصممون: قم بتقسيم المنحنى عن قصد بقطوع تفريغ، ثم اثنِ على خطوط هندسية مصممة. الآن تصبح الهندسة صريحة بشأن كونها مجزأة. المكبس يتوقف عن التظاهر بأنه آلة درفلة.
هناك استثناءات. الألمنيوم الهيكلي السميك الذي يجب أن يقاوم تشوه السطح (oil canning) قد يتطلب الكبس بالمكبس لأن التشكيل بالدرفلة لا يمكنه التعامل مع السماكة دون تشويه. هذا قرار يتعلق بالمتانة، وليس بالسرعة. إذا كان الأداء في الميدان يبرره، فأنت تدفع ثمن العمالة عن وعي.
لكن عندما تظهر أنصاف أقطار كبيرة على ألواح رقيقة وطويلة بإنتاج مستقر، يكون المكبس هو المحرك الفيزيائي الخطأ للمهمة.
يمكنك إجباره على العمل. الورش تقوم بذلك كل يوم.
لكن لا ينبغي لك أن تتظاهر بأنه فعّال.
ابتعد عندما: عندما يتجاوز نصف القطر الداخلي المطلوب ضعف سُمك المادة عبر امتداد أطول من 36 بوصة على مادة رقيقة السماكة.
بمجرد أن تبدأ الهندسة نفسها في عدم التوافق مع الطبيعة النبضية لعمل المكبس، تتوقف الآلة عن كونها حلاً مرناً وتصبح حلاً مكلفاً للتحايل. وإذا كانت الهندسة وحدها يمكن أن تُضعف الهامش عند أحجام إنتاج متوسطة، فماذا يحدث عندما تضيف الحجم لذلك التفاوت؟
أحد المصنّعين في الغرب الأوسط الذي أعرفه كان يُشغّل دعامة بسيطة على مكبس لسنوات. خمس انحناءات. مشغّلان. حوالي 45 ثانية من المناولة والدورة لكل قطعة. عند إنتاج 5000 وحدة سنوياً، لم يشتكِ أحد. “لا انتظار لأدوات خاصة.”
ثم ارتفع توقع الشركة المصنِّعة إلى 60,000 وحدة.
لم يتغير شيء في الهندسة. نفس خمس الانحناءات. نفس فولاذ 0.090. نفس المكبس. لكن الآن تحولت تلك الـ45 ثانية إلى 750 ساعة تشغيل سنوياً مرتبطة برقم منتج واحد. أضف الإعدادات، الفحوصات، وتحريك الطرود، وستتجاوز 900 ساعة فعلية. هذا نصف عام من عمل عامل ماهر، منثني في حركة متكررة واحدة.
هنا يتضاعف عدم كفاءة الهندسة. كل ضربة إضافية كنت تتسامح معها عند 3000 قطعة تتحول إلى بند في جدول الرواتب عند 60,000 قطعة. كل قلب يصبح إجهاداً. كل فحص تصادم يصبح خطراً. المكبس لم يصبح أسوأ. الحجم هو من جعله صادقاً.
إذاً، ما الذي يتغير فعلاً عندما يتجاوز الإنتاج خمسة أرقام؟
ابدأ بفرضية بسيطة.
افترض أن خلية الكبس تكلفك $75 لكل ساعة تشغيل محملة — أجور، أعباء، استهلاك الآلة، كهرباء، إشراف. إذا كان الجزء يستهلك 45 ثانية من زمن الدورة الفعلي، فهذا يعادل حوالي $0.94 لكل جزء من وقت الآلة فقط. عند إنتاج 10,000 وحدة، فأنت تنفق $9,400 من وقت الكبس الصافي. مزعج، لكنه قابل للتجاوز.
عند إنتاج 50,000 وحدة، فإن نفس الهندسة تستهلك بهدوء $47,000.
لم يحدث شيء غريب. لقد ضاعفت ببساطة عدم الكفاءة بالحجم.
قارن ذلك بقالب تدريجي تم تسعيره عند $30,000. عند إنتاج 10,000 وحدة، يكون إهلاك القالب هو $3 لكل قطعة قبل حتى أن تُغذّي الفولاذ. بالطبع المكبس (الفرامل) يفوز هنا. لهذا السبب فإن نطاق 100–10,000 هو ميدان عمله المثالي.
لكن عند إنتاج 50,000 وحدة، يضيف نفس القالب $30,000 تكلفة قدرها $0.60 لكل قطعة. وقد تعمل المكبس الذي يقوم بتشغيله بسرعة 40 ضربة في الدقيقة مع عامل واحد يشرف على عدة آلات. حينها تنهار تكلفة العمل لكل قطعة لأن العملية لم تعد منفصلة — أصبحت مستمرة.
لكن هذا لا يغيّر الفيزياء: شوط واحد للمكبس يُشكّل انحناءة واحدة.
في المكبس (الفرامل)، خمس ثنيات ستظل دائمًا خمس ضربات. في القالب التدريجي، تحدث خمس عمليات تشكيل داخل دورة كبس واحدة. الهندسة لا تختفي. إنها تُدمج داخل الفولاذ.
في اللحظة التي يتجاوز فيها الطلب السنوي 50,000 وحدة, يتوقف العمل عن أن يكون ضوضاء في الخلفية ويصبح العامل المهيمن في المعادلة. عند هذه النقطة، يتحول “التجهيز الرخيص” إلى تكرار مكلف.
ابتعد عندما: الطلب السنوي المتوقع يجبر مكبس الفرامل على تجاوز 500,000 دورة إجمالية في برنامج واحد لعائلة المنتجات
لنحلها بدل التخمين.
خذ نفس دورة المكبس البطيئة التي تستغرق 45 ثانية عند أجر $75 في الساعة. هذا يساوي $0.94 لكل قطعة في زمن تشغيل الآلة. تجاهل المادة. تجاهل النفقات العامة. فقط عبء العمل والآلة.
حدد تكلفة القالب عند $30,000.
حجم التعادل = تكلفة القالب / تكلفة المكبس لكل قطعة $30,000 / $0.94 ≈ 31,915 قطعة.
هذا هو الأمر. حوالي اثنين وثلاثين ألف قطعة، تكون التكلفة الرأسمالية الكاملة للقالب مساوية تمامًا لما كنت ستدفعه لمجرد الوقوف هناك وتشغيل المكبس.
وهذا بافتراض أن الجزء يحتوي على خمس ثنيات متواضعة. أضف بعض التعقيد — مثلاً ثماني ثنيات عند 70 ثانية — وسترتفع تكلفة المكبس لكل قطعة إلى حوالي $1.46. الآن ينخفض التعادل إلى أقل من 21,000 وحدة.
لهذا السبب تنتشر “قاعدة 50,000” في الورش. إنها ليست سحرًا. إنها هامش احتياطي. فهي تأخذ في الاعتبار مخاطر المراجعة، والصيانة، ووقت الهندسة، وحقيقة أن التوقعات تتراجع.
لكن الرياضيات لا تهتم بالأساطير. الأجزاء الأبسط تصل إلى نقطة التحول مبكرًا. والأجزاء المعقدة تتحول عاجلاً. شاهدت حالة على YouTube أظهرت ورشة انخفضت فيها تكلفة الجزء المشكل بالمكبس من حوالي $12 في الدُفعات الصغيرة إلى $0.44 باستخدام قالب مخصص عند 10,000 وحدة. مثال متطرف، نعم. لكنه يثبت أن نقطة التحول ليست ثابتة — إنها هندسية.
الآن أضف تعقيدًا آخر: أطوال متعددة لنفس المقطع. قد يتطلب التشغيل بالطبع قوالب منفصلة لكل طول، مما يوزع حجم الإنتاج ويدفع نقطة التعادل إلى الأعلى مرة أخرى. هنا يستعيد المكبس بعض الأرض، لأن مجموعة أدوات واحدة يمكن أن تتكيف عبر رموز المنتجات (SKUs).
لكن إذا كانت هندسة واحدة، وطول واحد، وتوقع مستقر يهيمن على الطلب، يصبح الأجر الساعي للعامل هو “الأداة” الأغلى في المصنع.
فسَل نفسك: هل تدفع للناس مقابل خلق قيمة، أم مقابل تكرار حركة؟
ابتعد عندما: ينخفض إهلاك القالب لكل قطعة إلى أقل من تكلفة العمل المباشر لكل قطعة في خلية المكبس الخاصة بك
قف أمام مكبس بإطار مفتوح يزن 200 طن يعمل بقالب تدريجي. ستسمع من 30 إلى 60 ضربة في الدقيقة. كل ضربة تنتج قطعة نهائية أو تدفع الشريط عبر المحطات. يقوم مشغل واحد بتحميل اللفافة ويراقب تغذية الشريط.
الآن عد إلى خلية الثني التي تشكل نفس الحامل.
تثبيت. شوط. فتح. قلب. شوط. فحص القياس. تكديس.
عند 50,000 وحدة، ذلك التباين ليس أكاديمياً. إنه يتعلق بالأجور.
إذا كان القالب التدريجي يعمل بمعدل 40 شوطاً في الدقيقة، فهذا يعني 2,400 قطعة في الساعة في تكوين بسيط أحادي الإنتاج. حتى لو كان الإنتاج الفعلي نصف ذلك بعد الهدر والفحوص، فأنت ما زلت تتجاوز 1,000 قطعة في الساعة. أما المكبح، فبمعدل 45 ثانية لكل قطعة ينتج 80 قطعة في الساعة في أفضل الأيام.
هذا يعني فجوة إنتاج تتجاوز 12 إلى 1.
معدل الإنتاج هو الشريك الصامت لهامش الربح. الإنتاج الأعلى يوزع النفقات الثابتة — الإشراف، مساحة الأرضية، الصيانة — على عدد أكبر من القطع. ينخفض العبء لكل وحدة دون أن تفاوض على أي خصم في المواد.
توجد استثناءات. هل اللوح السميك يدفع الحمولة إلى ما يتجاوز حدود الختم العملية؟ قد يكون المكبح الخيار الوحيد المعقول. هل الحاويات ذات الأطوال المتغيرة والتصميمات المتبدلة؟ يمكن لتجزئة الأدوات أن تقوض ميزة الختم. تلك قرارات استراتيجية، لا عاطفية.
لكن في الهندسة المستقرة والقابلة للتكرار بعشرات الآلاف، فإن الختم وتشكيل اللفائف لا يتفوقان على المكبح فحسب.
بل يدفنانه حسابياً.
المكبح يشبه سكين الجيش السويسري في ساحة المعركة — لا غنى عنه في الحالات التكتيكية الضيقة. لكن عندما تحتاج إلى المدفعية، لا تسلّم طاقمك أدوات جيب وتأمل أن ترتفع الكفاءة.
السؤال الحقيقي ليس ما إذا كان المكبح يستطيع صنع القطعة.
بل ما إذا كان ينبغي السماح له بذلك.
لقد أخبرك الحساب بالفعل متى يفوز الختم.
لكن ما لم يخبرك به هو كيف تستمر الشركات المصنعة في إحراق المال بعد تلك النقطة — لأنها تطلق هندسة تقفل سلسلة التوريد بهدوء في العملية الخاطئة قبل أن يجري أحدهم الحسابات.
لقد شاهدت فرق المشتريات تطارد القروش على سعر القطعة بينما يقوم قسم الهندسة بترسيخ منطق المكبح داخل نماذج CAD: أطوال الحواف التي تعمل فقط مع اللكمات الطويلة، وترتيبات الثني التي تتطلب قلباً يدوياً، وأشكال مستمرة تُقسم إلى ضربات منفصلة لأن “هكذا كنا دائماً نصنعها”. عندما يزيد الحجم، يصبح التصميم نفسه مقاوماً للمدفعية.
يعني التصميم الدفاعي أنك تختبر الهندسة والحمولة والتوقعات معاً قبل طلب عرض الأسعار (RFQ). لا بعد أن يقدّر لك قسم الأدوات سعراً يحاصرك في الزاوية.
الإطار بسيط. عنيف، لكنه بسيط.
انظر إلى الجزء وتجاهل الطريقة التي كنت تصنعه بها دائمًا.
هل هو فعلاً مجموعة من الانحناءات المنفصلة — حوامل، لسانات، إزاحات — أم أنه يتظاهر بأنه ملف شخصي مستمر تم تقطيعه إلى ضربات؟
لأن آلة الثني هي آلة موضعية. تُكوِّن الزوايا في مواقع معينة. لكنها لا تغيّر الفيزياء: ضربة كباس واحدة تشكّل انحناءة واحدة.
الآن أضف البُعد الطولي. مكابح الـCNC الحديثة المزودة بتعويض التاج والانحراف يمكنها الحفاظ على تناسق مذهل عبر المسافات الطويلة. لقد رأيت آلات بطول أربعة أمتار تعمل بشكل أفضل من الديناصورات القديمة ذات الثلاثة أمتار. ولكن إذا تجاوزت تقريباً 3 أمتار في انحناءة حرجة واحدة، فأنت تقاتل انحراف العارضة، وتفاوت المادة، ولمسة المشغّل في الوقت نفسه. انحراف درجتين عبر الامتداد ليس نظرية — إنه أمر يحدث كل يوم ثلاثاء.
إذا كانت هندستك تتطلب الاستمرارية — أنصاف أقطار طويلة، ملفات انسيابية، انحناءات متكررة بسلاسة — فأنت تطلب من سكين الجيش السويسري أن يتصرف كآلة تشكيل بالدرفلة. هذا ليس تكيّفًا، بل إنكار.
الطلب المستمر يخص العمليات المستمرة. والهندسة المنفصلة تخص مكبس الثني.
ابتعد عندما: تعتمد الأداء الوظيفي للملف الشخصي على انتظام الزاوية عبر امتدادات تتجاوز 3 أمتار، والطلب السنوي مستقر بما يكفي لتبرير أدوات مخصصة.
هنا تبدأ بطوليات CAD البطولية في فرض ضريبة خفية على سلسلة التوريد الخاصة بك.
الطول الأدنى للحافة ليس مجرد اقتراح. في الثني الهوائي النموذجي، تحتاج إلى حوالي أربعة أضعاف سُمك المادة لتتمكّن من التثبيت بشكل صحيح داخل قالب V. عند تضييق الزاوية إلى 30 درجة، يقفز هذا المتطلب بمقدار 1.6× لأن المادة تميل إلى الانزلاق والدوران.
فماذا يحدث عندما تكدّس عودات داخلية ضيقة، وطيات سطحية ضحلة، وحواف قصيرة؟
يقوم المُصنّع إما بـ:
ولا يظهر أيّ من ذلك في نموذج تكلفة الهدف الخاص بك.
اللكمات المخصصة تقتل المرونة عبر وحدات حفظ المخزون (SKUs). الآن خلية الكبح “العالمية” تحتاج إلى فولاذ خاص بكل جزء — وهو بالضبط المرض الذي كنت تحاول تجنبه بعدم استخدام الختم.
إذا كانت هندستك تتطلب أدوات خاصة فقط لتجنب التداخل مع نفسها، فقد فقدت بالفعل الميزة الأساسية للمكبح: “لا انتظار لأدوات خاصة”.
ابتعد عندما: عائلة برنامج واحدة تتطلب ملفات تعريف لكمة مخصصة لا يمكن إعادة استخدامها عبر ما لا يقل عن 70% من وحدات حفظ المخزون المجاورة.
لقد رأيت شركات تصنيع أصلية بملايين الدولارات تتجاوز ميزة تفريغ بمقدار $0.002.
عدم وجود تفريغ في الزاوية عند الانحناء الداخلي يعني أن المادة تعلق عند التقاطع. يشعر المشغل بهذا فوراً — قوة إضافية، صوت فرقعة مسموع، وزاوية غير متناسقة. لذا يبطئون. يعيدون الضربة. يتحققون أكثر.
يمتد وقت الدورة. ليس 5%. لقد قست تباطؤات تقترب من 40% في الخلايا الفعلية لأن المشغل لا يمكنه الوثوق بالضربة.
أضف تفريغاً وسيتدفق الانحناء بسلاسة. سيكون للمادة مكان تذهب إليه. تصبح الضربة قابلة للتكرار. قابلية التكرار تعني السرعة.
الأمر لا يتعلق بالأناقة. إنه يتعلق بالاحتكاك — الاحتكاك الحرفي بين المادة وأكتاف القالب. في كل مرة تتجاوز فيها التفريغ، فإنك تقلل من الإنتاجية.
وتذكر من أين بدأنا: بمجرد أن يرتفع الحجم، تصبح التكرارية أغلى شيء في المصنع.
ابتعد عندما: تُظهر ملاحظات الإنتاج تكرار تصحيح الزوايا أو الضرب المزدوج الناتج عن تداخل هندسي كان يمكن التخلص منه في CAD.
الآن أعد الرياضيات — ولكن هذه المرة بانضباط هندسي.
يمكن أن يقدم الانحناء السفلي (تشكيل العملة لإزالة ارتداد النابض) قابلية تكرار رائعة للأجزاء ذات الحجم الكبير. كما يتطلب تقريباً 2× قوة الضغط للانحناء الهوائي وقوالب خاصة بنصف القطر. هذا يعني مكابس أثقل، إعدادات أكثر إحكاماً، وأدوات تقوم بعمل واحد بإتقان شديد.
أقل من حجم ذي معنى، يكون هذا الاستثمار الخاص بالقالب بمثابة مرساة.
فوقه، ينهار نفس الاستثمار التباين، ووقت الفحص، واللمسة اليدوية للعمالة. تصبح نافذة العملية أكثر إحكاماً. نموذج التوظيف لديك يصبح أبسط. ومعدل الهدر يستقر.
وإليك الجزء غير الواضح: التحول إلى الختم أو التشكيل بالدرفلة لا يتعلق فقط بتكلفة القطعة الواحدة، بل يتعلق بتركيز المخاطر.
تشكيل الكبح يوزع المخاطر عبر مهارة العمال، واتساق الإعداد، وتسلسل عمليات المشغل. أما الأدوات الصلبة فتركّز المخاطر مقدمًا — في تجميد التصميم، وبناء القالب، ودقة التنبؤ بالطلب.
إذا كانت هندستك مستقرة، وطلبك متوقعًا، وتسامحاتك لا تسمح بالاختلاف، فإن المخاطرة المركزة أرخص من الفوضى الموزعة.
تلك هي العدسة التي تنظر من خلالها.
ليس السؤال “هل يمكن للمكبح أن يصنعها؟”
ولا حتى “أين نقطة التعادل؟”
بل هذا:
هل تصمم جزءًا يستحق المدفعية، أم جزءًا يستفيد فعلاً من سكين الجيش السويسري؟
احصل على الإجابة الصحيحة قبل الإطلاق، وستبقى هوامشك آمنة عند التوسع.
احصل عليها خطأ، وسيتخذ أرض المصنع القرار نيابة عنك — ضربة مكبس تلو الأخرى.


















