

Un responsable des achats s’est autrefois vanté auprès de moi d’avoir économisé $60 000 en outillage en gardant un support à cinq plis sur la presse plieuse plutôt qu’en réalisant un outil progressif.
Six mois plus tard, ce même support paralysait l’atelier – deux opérateurs à plein temps, des heures supplémentaires pour résorber le retard. Plus personne n’a jamais reparlé des économies d’outillage.
Cet écart entre ce qui paraît bon marché et ce qui l’est réellement est l’endroit où les marges disparaissent.
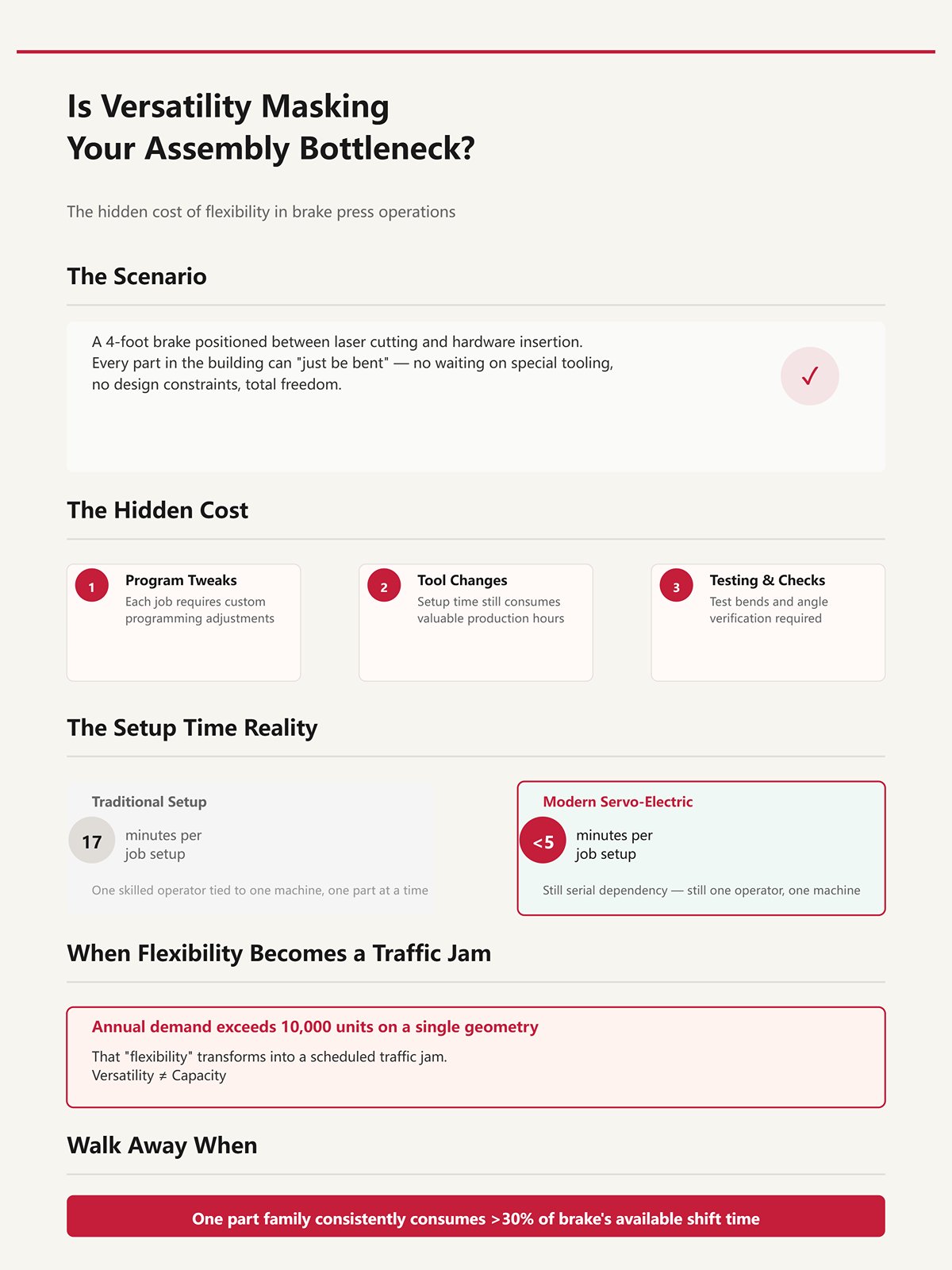
Imaginez une plieuse de 4 pieds installée entre la découpe laser et la pose des éléments de quincaillerie. Chaque pièce de l’atelier peut “ simplement être pliée ”. Pas d’attente pour un outillage spécial. Pas de contraintes de conception. Liberté totale.
Maintenant, regardez la file d’attente se former.
Chaque tâche exige un ajustement de programme, un changement d’outil, un essai de pliage, une vérification d’angle. Même avec une plieuse servo-électrique moderne qui réduit la préparation de 17 minutes à moins de 5, vous liez toujours un opérateur qualifié à une machine, une pièce à la fois. Ce n’est pas un flux, c’est une dépendance sérielle.
Quand la demande annuelle dépasse les 10 000 unités pour une même géométrie, cette “ flexibilité ” devient un embouteillage que vous avez vous-même programmé.
La polyvalence n’est pas la capacité.
À abandonner lorsque : une famille de pièces consomme régulièrement plus de 30% du temps de travail disponible d’une plieuse par poste.

Faisons un scénario hypothétique clair.
Cinq plis. Vingt secondes par pli, repositionnement compris. Disons 100 secondes de temps de cycle pur par pièce. Soyons généreux et comptons 5 minutes de réglage grâce à l’outillage à changement rapide.
À 20 000 unités par an, cela représente environ 2 000 heures-machine rien qu’en temps de pliage. C’est une plieuse entièrement immobilisée pendant plus de 50 semaines de production en poste unique.
Votre outillage était bon marché. Pas votre machine.
Une amélioration de cycle de 15–20% grâce à une meilleure programmation ou au suivi OEE pourrait récupérer quelques centaines d’heures par an. Bien. Mais cela ne change pas la physique : une course de vérin forme un pli. À chaque fois.
Et si vous poussez cette plieuse 24h/24 et 7j/7 pour tenir la cadence, les modèles hydrauliques commencent à montrer une fatigue réelle après 500 000 cycles. J’ai vu des machines “ économiques ” vieillir de dix ans en cinq parce que certains croyaient qu’elles étaient des moteurs de production universels plutôt que des outils tactiques.
L’outillage bon marché ne gagne que lorsque le volume est suffisamment faible pour que la mise en place domine le coût total.
Alors demandez-vous : payez-vous à la pièce, ou à la course ?
| Section | Contenu |
|---|---|
| Titre | Le paradoxe entre temps de réglage et temps de cycle : quand le “ petit coût d’outillage ” garantit mathématiquement une montée en échelle coûteuse ? |
| Scénario hypothétique | Cinq plis. Vingt secondes par pli, repositionnement inclus. 100 secondes de temps de cycle pur par pièce. Mise en place de 5 minutes grâce aux outils à changement rapide. |
| Impact sur le volume annuel | À 20 000 unités par an, environ 2 000 heures machine sont nécessaires uniquement pour le temps de pliage. Cela équivaut à une presse plieuse mobilisée à plein temps pendant plus de 50 semaines de production en un seul poste. |
| Réalité des coûts | Votre outillage était bon marché. Pas votre machine. |
| Gains d’efficacité | Une amélioration de cycle de 15 à 20 % grâce à une meilleure programmation ou au suivi OEE pourrait récupérer quelques centaines d’heures par an. Utile, mais cela ne change pas la physique : un coup de vérin forme un pli. À chaque fois. |
| Fatigue de l’équipement | Faire tourner la plieuse 24 h/24 et 7 j/7 conduit les modèles hydrauliques à montrer une véritable fatigue après 500 000 cycles. Les machines “ économiques ” peuvent vieillir de dix ans en cinq lorsqu’elles sont utilisées comme moteurs de production universels plutôt que comme outils tactiques. |
| Principe fondamental | L’outillage bon marché ne gagne que lorsque le volume est suffisamment faible pour que la mise en place domine le coût total. |
| Question de clôture | Payez-vous par pièce ou par coup de presse ? |
À abandonner lorsque : La demande annuelle prévue pousse la plieuse au-delà de 500 000 cycles totaux sur une seule famille de programmes.
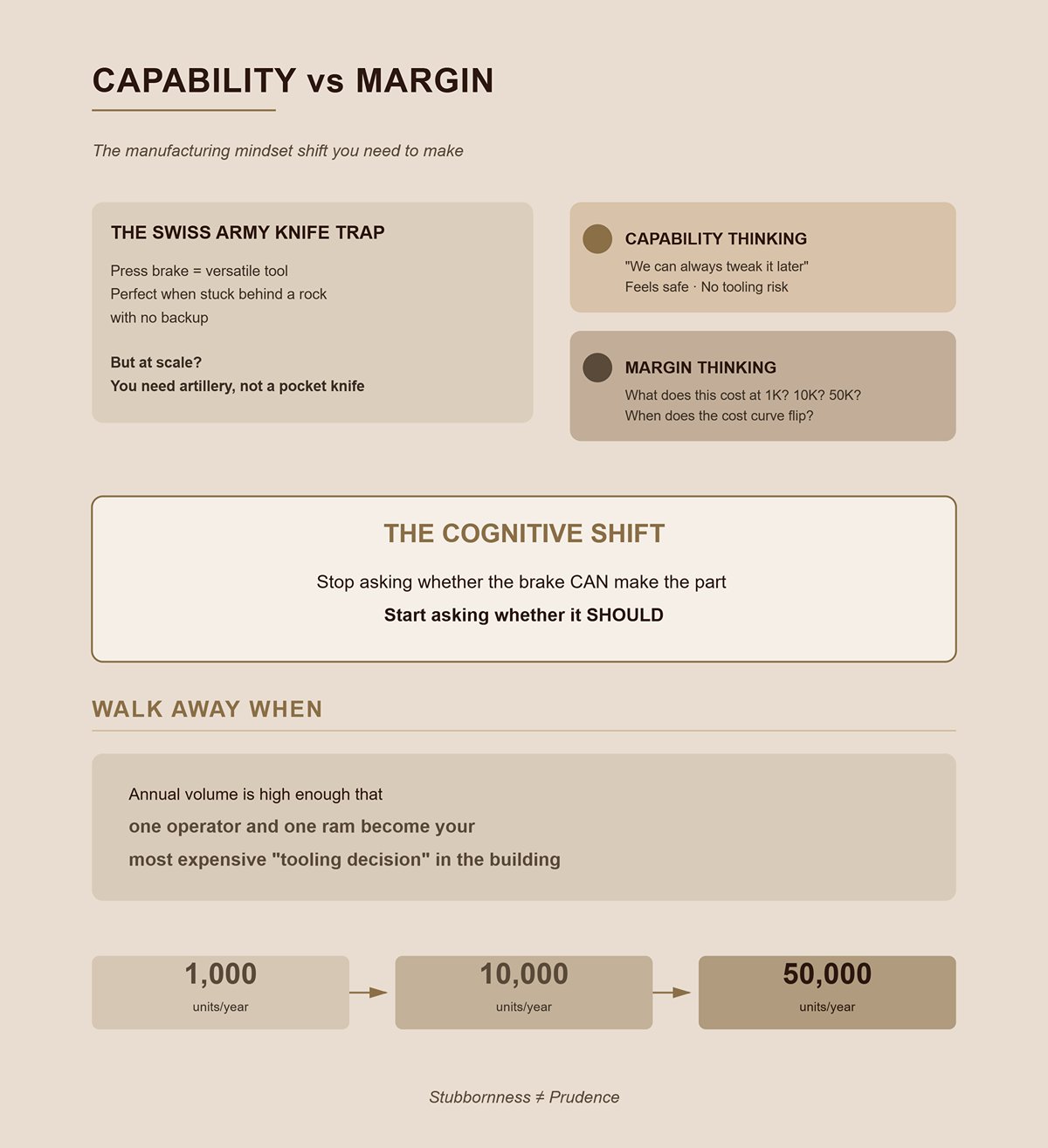
La presse plieuse est un couteau suisse. Sur un champ de bataille, c’est inestimable quand on est bloqué derrière un rocher sans renfort.
Mais si vous prenez d’assaut une colline tous les jours à grande échelle, vous n’apportez pas un couteau de poche. Vous apportez de l’artillerie.
J’ai vu des équipes OEM défendre des conceptions basées sur la plieuse parce que “ nous pourrons toujours l’ajuster plus tard ”. C’est une logique de capacité. Cela semble sûr. Pas d’engagement initial important. Aucun risque d’outillage.
La réflexion sur la marge est plus froide. Elle demande : combien coûte cette géométrie à 1 000 unités ? À 10 000 ? À 50 000 ? Et à quel moment un procédé dédié inverse-t-il la courbe des coûts au point que continuer avec la plieuse relève de l’obstination, pas de la prudence ?
Le changement cognitif nécessaire est simple : cessez de demander si la plieuse peut fabriquer la pièce. Commencez à demander si elle le doit.
À abandonner lorsque : Le volume annuel est suffisamment élevé pour qu’un seul opérateur et un seul vérin deviennent votre “ décision d’outillage ” la plus coûteuse du bâtiment.
Un fabricant médical avec qui j’ai travaillé produisait un boîtier en acier inoxydable à sept plis à raison de 2 400 unités par an. Le devis pour une matrice progressive s’élevait à 180 000 $. Les outils de la plieuse étaient déjà en rack. Mise en place en moins de 10 minutes. Deux jours plus tard, nous expédions les pièces.
Ils ont posé la bonne question : à quel volume la matrice finit-elle par surpasser la plieuse ?
Nous avons fait les calculs sur le terrain, pas dans une salle de réunion. À 2 400 pièces, même une économie de $6 par pièce obtenue grâce à l’estampage ne rapporterait que $14 400 par an. Cette matrice resterait là plus d’une décennie avant d’être rentabilisée, en supposant que la géométrie ne change jamais. Dans cette plage, la plieuse n’est pas un compromis. C’est un bouclier de marge.
Mais poussez cette même pièce à 18 000 unités et le tableau s’inverse. Vous consommez alors des milliers de coups de vérin par semaine, mobilisez un opérateur qualifié, et la matrice s’amortit en quelques années. En dessous de 100 unités, c’est le chaos des prototypes et la valse des révisions ; au-dessus de 10 000, les calculs de capacité prennent le dessus. Entre ces chiffres, l’absence d’outillage fixe de la plieuse n’est pas de la paresse. C’est une exposition maîtrisée.
Ce n’est pas une question de commodité. C’est de la discipline en matière de capital.
Alors d’où vient réellement cette plage des 100 à 10 000 ?
Tenez-vous à côté d’une plieuse réalisant un support à 5 pliages à raison de 1 000 unités par an. Vous entendrez plus d’air que d’acier. Le temps de réglage et la manipulation des pièces dominent. La machine est plus souvent au repos qu’en formage. Ce n’est pas un problème — car votre coût d’outillage fixe est presque nul et votre trésorerie reste en banque.
Imaginez maintenant ce même travail à 8 000 unités. Le temps de cycle commence à compter. L’opérateur trouve son rythme. Les changements d’outils diminuent. La ferraille se stabilise. Vous répartissez les réglages sur suffisamment de pièces pour que la charge de main-d’œuvre reste tolérable, mais pas au point qu’une seule géométrie monopolise la machine.
La rupture structurelle se produit lorsque la demande annuelle pousse la plieuse au-delà de 500 000 cycles totaux sur une seule famille de programmes. Ce n’est pas une question de budget. C’est une question de physique et de fatigue. Les joints hydrauliques s’usent. Les butées arrières prennent du jeu. La maintenance préventive devient un arrêt de production. La machine “ flexible ” devient votre goulet d’étranglement.
Entre 100 et 10 000 unités, vous amortissez les réglages sans déclencher un effondrement de capacité. En dessous de 100, vous êtes en mode révision. Au-dessus de 10 000, vous nourrissez une bête qui n’a jamais été conçue pour être de l’artillerie.
L’automatisation brouille les cartes. Oui, les plieuses automatisées réduisent les temps morts et la dépendance à l’opérateur. J’en ai installé. Elles coûtent cher — souvent 20 à 30% de plus que les machines conventionnelles — et elles obéissent toujours à la même contrainte : un coup de vérin, un pli. Vous réduisez la main-d’œuvre par coup, mais vous n’augmentez pas suffisamment le nombre de coups par heure pour modifier de façon significative le point de bascule économique.
Le point d’équilibre tient parce qu’il dépend de l’économie du coup de vérin, pas de la nostalgie.
À abandonner lorsque : la demande annuelle projetée pousse la plieuse au-delà de 500 000 cycles totaux sur une seule famille de programmes
Si le volume définit le champ de bataille, la géométrie choisit l’arme.
J’ai déjà chiffré un châssis de télécom avec six angles de bride : 90°, 45°, 135°, deux décalages et un ourlet. Pièce découpée au laser. Aucune soudure secondaire autorisée. Volume annuel : 3 500 unités.
Essayez de fabriquer cela avec une matrice progressive. Vous empilez les postes, ajoutez des cames pour les angles particuliers, et surveillez la bande comme un nouveau-né. Le coût de l’outil explose. Le délai s’allonge. Chaque changement d’angle implique du travail d’acier.
Sur la plieuse ? Changez les poinçons. Re-séquencez les pliages. Ajustez les positions de butée arrière. Terminé.
La complexité multiplie le coût d’une matrice presque géométriquement, car chaque poste est de l’acier figé. Sur une plieuse, la complexité ajoute quelques secondes et peut-être un changement d’outil. C’est une douleur linéaire, pas exponentielle.
Et oui, l’automatisation peut avoir du mal avec des pièces à forte mixité et à angles multiples. La programmation prend du temps. Les opérateurs qualifiés comptent. Mais quand la pièce exige six conditions de pliage distinctes à volume moyen, la plieuse se comporte comme un couteau suisse dans une ruelle étroite. Vous pouvez réagir sans hypothéquer le bâtiment.
Le piège est évident. Chaque pli ajouté est un coup de plus. Chaque coup signifie du travail et de l’usure. C’est pourquoi cet avantage ne vaut que dans la plage de volume intermédiaire. Complexité plus 40 000 unités par an ? Là, vous commencez à supplier pour une ligne de transfert ou une cellule de formage sur mesure.
À abandonner lorsque : Une seule géométrie dépasse 8 plis et la demande annuelle est en hausse — c’est à ce moment que le nombre de coups, et non le coût des outils, commence à écrire votre compte de résultat.
Mais même à l’intérieur de cette plage, une menace plus silencieuse plane sur votre trésorerie.
Un client en électronique grand public a modifié les motifs d’aération et les longueurs de rebord trois fois en huit mois. Le volume annuel tournait autour de 5 000 unités. Si nous avions fabriqué l’outillage rigide au départ, chaque révision aurait entraîné des rechargements de soudure, des réusinages, ou pire encore — la mise au rebut des inserts.
Sur la presse plieuse, nous avons mis à jour le développé, ajusté les déductions de pli, modifié le programme, et lancé les premières pièces le même après‑midi.
Aucune attente pour un outillage spécial.
La trésorerie compte davantage que le coût unitaire lorsque les conceptions évoluent encore. L’outillage rigide fige la géométrie. La presse plieuse la loue. Dans la gamme de 100 à 10 000 unités, là où beaucoup d’OEM se situent pendant la montée en cadence et les améliorations itératives de produit, ce modèle locatif vous protège de votre propre service d’ingénierie.
Mais il ne confère pas l’immunité. Si les révisions se stabilisent et que le volume augmente, la flexibilité même qui vous a sauvés au début devient une inertie. Vous continuez à “ simplement plier ” parce que vous l’avez toujours fait.
C’est là que cette section passe le relais à la physique. Même dans la fenêtre de rentabilité, l’épaisseur du matériau, les limites de rayon de pli et le retour élastique peuvent insidieusement saboter la répétabilité et le coût.
La plage de volume vous donne l’autorisation. La géométrie et le matériau décident toujours si vous la méritez.
L’hiver dernier, je me suis tenu devant une presse plieuse hydraulique de 220 tonnes en essayant d’obtenir un angle net de 90° sur des supports en acier structurel de 0,375″. Sur le papier, trivial. En pratique, le vérin approchait 190 tonnes à chaque coup. L’angle dérivait d’un demi‑degré à mesure que l’huile chauffait. Au bout de quatre heures, nous calions les matrices et poursuivions les chiffres comme des joueurs poursuivant leurs pertes.
C’est la partie que personne ne modélise dans le tableur.
L’épaisseur du matériau, le rayon de pli et la limite d’élasticité n’influencent pas seulement le pli — ils déterminent si la presse plieuse fonctionne dans sa zone de confort ou à la limite de sa capacité nominale. Et une fois que vous poussez la presse au‑delà d’environ 80 % de son tonnage nominal, vous ne formez plus des pièces. Vous chargez les joints, déformez les structures et amplifiez chaque variable du système.
Dans la plage idéale de 100 à 10 000 unités, la presse plieuse a du sens financièrement. Mais cela ne tient que si la physique coopère. Dès que l’épaisseur et la limite d’élasticité font passer le tonnage dans la zone rouge, la répétabilité chute, le rebut augmente et les arrêts commencent à grignoter la marge que vous pensiez protéger en évitant l’outillage rigide.
Le couteau suisse fonctionne dans les ruelles étroites. Ce n’est pas de l’artillerie.
Alors si le pliage à l’air est la norme moderne, pourquoi vos supports “ simples ” échouent‑ils encore au contrôle qualité ?
Le pliage à l’air est populaire parce qu’il est flexible. Une seule ouverture de matrice en V peut gérer une gamme d’angles et d’épaisseurs. Vous contrôlez l’angle par la profondeur du coup, non en forçant le poinçon au fond d’une cavité fixe.
Mais cela ne change pas la physique : une course du vérin forme un pli.
En pliage à l’air, le matériau ne touche que la pointe du poinçon et les épaules de la matrice. Le centre reste flottant. Cela signifie que l’angle final dépend de la récupération élastique — le retour élastique — qui dépend de la limite d’élasticité, de l’épaisseur et du rayon intérieur. Si l’un de ces paramètres varie, même légèrement, l’angle varie avec lui.
J’ai vu des lots d’acier de construction recyclé exiger près d’un tiers de tonnage supplémentaire par rapport à l’acier doux vierge qu’ils remplaçaient. Même nuance nominale. Mélange d’alliage différent — un peu de nickel ici, un peu de chrome là — juste assez pour augmenter la limite d’élasticité et résister au pli. L’opérateur ne voit pas la chimie. Il voit une pièce sortir à 91,2° au lieu de 90°.
Vous pouvez compenser avec un ajustement de profondeur. Jusqu’à ce que vous ne le puissiez plus.
À proximité d’un tonnage élevé, la machine elle-même devient élastique. Les châssis se déforment. Les systèmes hydrauliques accusent un retard. Les freins électriques au-dessus d’environ 150 tonnes commencent à transférer le choc dans des vis à rouleaux qui n’étaient jamais conçues pour survivre là. Votre courbe de compensation n’est donc plus seulement dépendante du matériau — elle dépend aussi de la machine et de la température.
Les supports à tolérance serrée échouent au contrôle qualité non pas parce que la presse plieuse est inexacte. Ils échouent parce que la précision du pliage à l’air suppose une limite d’élasticité stable et une rigidité de machine stable. Dès que l’un ou l’autre bouge, votre support “simple” à deux plis devient un problème statistique.
Et les problèmes statistiques coûtent du temps d’inspection.
À abandonner lorsque : Atteindre la tolérance nécessite des ajustements de course en temps réel à chaque poste, car les lots de matériaux font varier l’angle plus que votre fenêtre d’inspection ne le permet.
Mais l’aluminium se comporte différemment, n’est-ce pas ?
Prenez de l’aluminium 5052 et de l’acier doux A36 de même épaisseur. Pliez-les tous deux à 90° en utilisant le même rayon intérieur relatif. L’aluminium récupérera davantage. Pas parce qu’il est “plus tendre” — c’est un terme de novice — mais parce que son module d’élasticité est inférieur par rapport à sa limite d’élasticité.
Le retour élastique est une récupération élastique. Il se mesure selon le rapport entre la limite d’élasticité et le module, ainsi que le rayon intérieur. Plus ce rapport est élevé, plus le retour est important.
L’acier a un module plus élevé. Il résiste davantage à l’allongement élastique. Ainsi, pour une déformation plastique donnée, il se détend moins. L’aluminium s’allonge élastiquement davantage avant et après la limite, donc lorsque vous relâchez le poinçon, il s’ouvre davantage.
Ajoutez maintenant le rayon.
Si votre rayon intérieur de pliage approche l’épaisseur du matériau — disons 1T — vous forcez une déformation plastique plus prononcée. Cela réduit le retour élastique mais augmente fortement le tonnage. Ouvrez le rayon à 2T ou 3T pour “faciliter le pliage” et le retour élastique augmente à nouveau car vous pliez plus doucement.
Les concepteurs adorent les rayons généreux sur les supports simples. Cela semble sûr. Plus facile à former.
Ce qu’ils ont réellement fait, c’est augmenter la variabilité de l’angle en pliage à l’air, surtout sur l’aluminium.
Dans les programmes de production moyenne, vous pouvez régler cela avec des éprouvettes et de la simulation. J’ai vu des presses plieuses tenir une répétabilité de position de ±0,0004″ sur des pièces complexes à multiples plis lorsque la géométrie est constante et le tonnage modéré. Cette précision est réelle — mais elle n’existe que lorsque le comportement du matériau est prévisible et que la presse ne force pas.
Changez d’alliage en cours de programme, ou laissez le service des achats courir après une bobine moins chère, et le tableau de compensation que vous avez construit à 2 000 unités devient inutilisable à 6 000.
La question n’est donc pas “La presse peut-elle plier ceci ?” mais “Le pliera-t-elle de la même manière à chaque lot pendant les trois prochaines années ?”
C’est là que l’épaisseur cesse d’être un détail et devient une limite.
Imaginez une pliure de 10 pieds dans un acier à haute résistance, épais de 0,5″. Même de façon prudente, vous vous approchez des centaines de tonnes selon l’ouverture du matrice. Sur une machine de 300 tonnes, vous frôlez le plafond à chaque cycle.
Comparez cela à la demande annuelle. Volume moyen, disons 7 000 unités. Deux pliures par pièce. Quatorze mille coups à haute tonnage par an, chacun proche de la limite de la machine.
Les systèmes hydrauliques absorbent mieux les chocs que les entraînements électriques à ces charges, mais ils entraînent une usure des joints et une dégradation de l’huile. J’ai perdu deux jours à cause d’une défaillance de joints sur des travaux de tôles épaisses, à poursuivre des dérives d’angle provoquées par des fluctuations de pression. Ce n’est pas théorique. C’est la masse salariale qui tourne pendant que le vérin reste immobile.
L’épaisseur exacte du “ mauvais outil ” dépend de la limite d’élasticité du matériau, de la longueur de pli et de la largeur du matrice. Il n’y a pas de chiffre magique. Il y a une ligne : quand le tonnage requis par pied multiplié par la longueur de pli vous place dans la tranche supérieure de la capacité de la machine, la presse cesse d’être un outil de formage pour devenir une source de maintenance.
Et une fois que cette responsabilité vit à l’intérieur d’un programme censé fonctionner de manière fiable pendant des années, votre zone idéale de 100 à 10 000 unités s’effondre sous le risque d’arrêt et la volatilité des rebuts.
Les géométries simples sont les plus trompeuses ici. Une équerre plate avec deux longues pliures dans un matériau épais et à haute limite d’élasticité semble triviale comparée à un châssis à six flasques en tôle de 14 gauge. Mais le châssis fonctionne à tonnage modéré avec un retour élastique stable. La “ simple ” équerre malmène la machine à chaque coup.
C’est là le piège.
La presse plieuse domine quand la complexité est élevée et la force modérée. Elle vous sabote quand la géométrie est simple mais la force extrême.
Ce qui laisse une question inconfortable : si la force définit le plafond, que se passe-t-il lorsque la forme elle-même s’oppose à la nature coup-par-coup de la presse plieuse ?
Vous êtes devant une presse plieuse de 12 pieds, essayant de fabriquer une fasce architecturale de 10 pieds avec un rayon régulier sur toute sa longueur. Le plan exige une douce courbe continue. Ce que vous faites réellement, c’est marquer des incréments d’un pouce et commencer le “ pliage par bosses ” — un coup léger, glisser, un autre coup, glisser encore.
Mais cela ne change pas la physique : une course du vérin forme un pli.
Une presse plieuse fonctionne par étapes. Une courbe est continue. Pour imiter la continuité, vous empilez de minuscules segments droits les uns à côté des autres en espérant que les facettes disparaissent sous la peinture. Si ce rayon dépasse 36 pouces, vous ne formez plus une géométrie — vous l’approximiez par du travail manuel. Pendant ce temps, une profileuse à rouleaux fait passer une bobine à travers des matrices assorties et produit cette courbe comme une condition native du procédé, non une imitation.
C’est dans ce décalage que la marge commence à fuir.
Quand la géométrie exige la continuité, la presse plieuse devient un couteau suisse sculptant des obus d’artillerie. Oui, elle peut. Non, elle ne devrait pas. La machine ne sait pas qu’elle perd du temps ; elle fait juste ses cycles. L’opérateur ne va pas plus vite ; il se fatigue simplement.
Alors, à quoi cela ressemble-t-il en production plutôt qu’en théorie ?
J’ai vu un atelier fabriquer 4 000 corniches lumineuses en aluminium — chacune de 8 pieds de long, chacune avec un profil légèrement courbé. Ils ont programmé 22 coups par pièce pour simuler la courbe. Vingt-deux cycles. Glisser, aligner, plier. Répéter.
Cela fait 88 000 cycles de vérin simplement pour simuler un rayon.
La presse plieuse ne peinait pas sur le tonnage. Elle peinait sur l’arithmétique. Chaque coup ajoute du temps de manutention. Chaque repositionnement ajoute une erreur d’angle cumulative. Sur 8 pieds, un dixième de degré de dérive par coup s’accumule en torsion visible. Le contrôle qualité ne les a pas rejetés pour non‑conformité sur une seule pliure. Ils les ont rejetés parce qu’ils avaient l’air faux.
Ajoutez maintenant la contrainte physique : la plupart des presses plieuses atteignent leur limite autour de 10 à 12 pieds de longueur de table. Besoin de 16 pieds ? Vous soudez deux sections. Chaque soudure devient un site de corrosion, un point de départ de fissure par vibration, une réclamation de garantie en attente d’un hiver froid.
Le profilage en continu ne gagne pas seulement en vitesse ici. Il gagne en continuité structurelle. Un flux de grain ininterrompu sur toute la longueur. Aucune ligne de soudure. Aucune accumulation de tolérances de 22 coups indexés.
Et oui, le profilage en continu exige de l’engagement — bobine finie, outillage dédié. Si votre finition doit changer en cours de production ou si votre conception n’est pas encore figée, la presse plieuse vous offre de la flexibilité. Cette flexibilité est réelle.
Mais si vous produisez un profil stable par milliers et que vous payez un opérateur qualifié pour superviser plus de vingt coups par pièce, vous gaspillez de la main-d’œuvre qualifiée sur une géométrie qu’un processus continu produit automatiquement.
À abandonner lorsque : votre profil linéaire nécessite plus de 12 coups distincts pour approcher une seule surface visuelle.
Ainsi, les profils longs exposent la nature discrète de la presse plieuse. Et en profondeur — quand la géométrie se replie sur elle-même ?
Imaginez un boîtier électronique en acier calibre 14, 20 pouces de profondeur, quatre rebords de retour, angles serrés. Sur le patron à plat, c’est propre. Sur la presse plieuse, c’est une partie d’échecs.
Le premier pli est facile. Le deuxième passe. Au troisième, le rebord formé commence à heurter le bâti du vérin. Vous le retournez, utilisez des poinçons à col de cygne (outillage évidé qui évite les jambes formées), voire même des hauteurs d’outils étagées. Chaque ajustement ajoute du temps de réglage et un nouveau risque d’interférence.
La géométrie ne lutte pas contre le tonnage. Elle lutte contre l’extraction.
Une presse plieuse forme en poussant le matériau dans une matrice en V. Cela signifie que la pièce doit entrer et sortir de l’espace de la matrice sans heurter les outils ni la gorge de la machine. À mesure que la profondeur augmente, vos degrés de liberté s’effondrent. Parfois, la seule issue est de diviser le boîtier en deux demi-coques et de souder ensuite.
Ce qui vous ramène directement aux opérations secondaires, à la distorsion due à l’apport de chaleur et aux retouches pour rattraper la perpendicularité.
Comparez cela à un moule d’emboutissage profond ou progressif dédié pour des volumes plus élevés. Un mouvement contrôlé, des jeux conçus, un flux matière prévisible. Coûteux au départ, oui. Mais l’extraction est intégrée dans le processus, pas négociée pli après pli.
Les presses plieuses excellent sur les géométries à plis multiples qui restent peu profondes et accessibles. Dès que la profondeur impose des montages créatifs et des poinçons spécialisés, vous payez de l’ingéniosité à chaque cycle.
À abandonner lorsque : la profondeur de l’enceinte dépasse 18 pouces et nécessite un outillage étagé ou un retournement de pièce pour dégager les plis précédents.
La profondeur met en évidence les interférences physiques. Les grands rayons révèlent quelque chose de plus subtil : la dépendance de la presse plieuse au retour élastique.
Prenez de l’aluminium 5052 de 0,125 pouce. Le plan exige un rayon intérieur de 3 pouces sur un panneau de 6 pieds. Généreux, non ? “ Pli facile. ”
Non. C’est une déformation plastique faible répartie sur un large arc. En pliage à l’air, cela signifie plus de comportement élastique par rapport au plastique. Le retour élastique augmente. Le contrôle de l’angle devient délicat. Et comme vous formez un large arc avec une matrice en V, vous ne générez pas vraiment un rayon — vous générez des tangentes qui en suggèrent un.
Pour se rapprocher d’un véritable rayon de 3 pouces, vous devez soit plier par incréments multiples, soit utiliser une matrice à rayon correspondant à la courbe. Les matrices à rayon de cette taille deviennent rapidement encombrantes. Le coût d’outillage grimpe. La manipulation devient contraignante.
Le profilage à froid crée naturellement de grands rayons, car le matériau passe progressivement à travers des stations successives. Les machines à rouler font la même chose en moins de passes pour des arcs plus simples. Le matériau est guidé dans la courbure, non frappé dedans.
La découpe laser suivie de pliage est la troisième option que les concepteurs oublient : segmenter intentionnellement la courbe avec des découpes de délestage, puis plier le long de lignes conçues à cet effet. La géométrie assume alors sa nature discontinue. Le frein cesse de prétendre être un rouleau.
Il y a des exceptions. L’aluminium structurel épais qui doit résister au plissement peut nécessiter le pliage sous presse, car le profilage à froid ne peut pas gérer cette épaisseur sans distorsion. C’est une décision de durabilité, pas de rapidité. Si la performance sur le terrain le justifie, vous payez consciemment la taxe de main-d’œuvre.
Mais lorsque de grands rayons apparaissent sur des panneaux minces et longs produits à volume stable, le frein est le mauvais moteur physique pour la tâche.
Vous pouvez forcer la chose. Les ateliers le font tous les jours.
Vous ne devriez simplement pas prétendre que c’est efficace.
À abandonner lorsque : un rayon intérieur requis dépasse 2 fois l’épaisseur du matériau sur une portée supérieure à 36 pouces pour de la tôle fine.
Une fois que la géométrie elle-même ne correspond plus à la nature coup-par-coup du frein, la machine cesse d’être une solution flexible et devient une méthode coûteuse de contournement. Et si la seule géométrie peut déjà réduire la marge à des volumes modérés, que se passe-t-il lorsque l’on ajoute l’échelle à ce désalignement ?
Un fabricant du Midwest que je connais produisait un simple support sur un frein depuis des années. Cinq plis. Deux opérateurs. Environ 45 secondes de manipulation et de cycle par pièce. À 5 000 unités par an, personne ne se plaignait. “ Pas d’attente pour un outillage spécial. ”
Puis les prévisions du fabricant d’origine ont bondi à 60 000.
Rien n’a changé dans la géométrie. Les mêmes cinq plis. Le même acier de 0,090. Le même frein. Mais maintenant ces 45 secondes représentaient 750 heures opérateur par an consacrées à un seul article. Ajoutez les réglages, les inspections, les déplacements de palettes, et vous dépassez les 900 heures réelles. C’est la moitié d’une année de travail qualifié concentrée en un seul mouvement répétitif.
C’est là que l’inefficacité géométrique se multiplie. Chaque coup supplémentaire toléré à 3 000 pièces devient une ligne de paie à 60 000. Chaque retournement devient de la fatigue. Chaque vérification de collision devient un risque. Le frein ne s’est pas dégradé. L’échelle l’a rendu honnête.
Alors, que change réellement lorsque le volume atteint cinq chiffres ?
Commençons par une hypothèse directe.
Supposons qu’une cellule de frein vous coûte $75 par heure chargée tout compris — salaires, charges, amortissement de la machine, électricité, supervision. Si une pièce consomme 45 secondes de temps de cycle réel, cela correspond à environ $0,94 par pièce en temps de machine uniquement. À 10 000 unités, vous dépensez $9 400 en pur temps de frein. Agaçant, mais supportable.
À 50 000 unités, cette même géométrie consomme silencieusement $47 000.
Rien d’exotique ne s’est produit. Vous avez simplement multiplié l’inefficacité par l’échelle.
Comparez maintenant cela à un outil à progression estimé à $30 000. À 10 000 unités, l’amortissement de l’outil est de $3 par pièce avant même d’introduire l’acier. Bien sûr, le frein l’emporte dans ce cas. C’est pourquoi la plage 100–10 000 est son terrain de jeu naturel.
Mais à 50 000 unités, cette même matrice progressive à $30 000 ajoute $0,60 par pièce. Et la presse qui la fait fonctionner peut tourner à 40 coups par minute avec un seul opérateur s’occupant de plusieurs machines. Votre coût de main-d’œuvre par pièce s’effondre, car le processus n’est plus discret — il est continu.
Mais cela ne change pas la physique : une course du vérin forme un pli.
Sur une presse plieuse, cinq pliages seront toujours cinq coups. Sur une matrice progressive, cinq opérations de formage se produisent à l’intérieur d’un seul cycle de presse. La géométrie ne disparaît pas. Elle s’intègre dans l’acier.
Le moment où la demande annuelle dépasse 50 000 unités, la main-d’œuvre cesse d’être un bruit de fond et devient le terme dominant de l’équation. C’est alors que “ l’outillage bon marché ” se transforme en répétition coûteuse.
À abandonner lorsque : la demande annuelle projetée pousse la plieuse au-delà de 500 000 cycles totaux sur une seule famille de programmes
Résolvons-le au lieu de deviner.
Prenez le même cycle de presse plieuse de 45 secondes à $75 de l’heure. Cela correspond à $0,94 par pièce en temps machine. Ignorez le matériau. Ignorez les frais généraux. Seulement la main-d’œuvre et la charge machine.
Fixez le coût de la matrice à $30 000.
Volume de rentabilité = Coût de la matrice / Coût par pièce sur la plieuse $30 000 / $0,94 ≈ 31 915 pièces.
Voilà. Environ trente-deux mille pièces, le coût total en capital de la matrice équivaut à ce que vous auriez payé uniquement pour rester là à actionner la plieuse.
Et cela suppose une pièce modeste à cinq pliages. Ajoutez de la complexité — disons huit pliages en 70 secondes — et votre coût par pièce sur la plieuse grimpe à environ $1,46. Alors le seuil de rentabilité tombe en dessous de 21 000 unités.
C’est pourquoi la “ règle des 50 000 ” circule dans les ateliers. Ce n’est pas de la magie. C’est une marge de sécurité. Elle tient compte du risque de révision, de la maintenance, du temps d’ingénierie et du fait que les prévisions varient.
Mais les mathématiques se moquent du folklore. Les pièces simples atteignent le seuil plus tôt. Les pièces complexes encore plus tôt. Une vidéo YouTube que j’ai vue montrait un atelier passant d’environ $12 par pièce formée à la plieuse en petits lots à $0,44 avec une matrice dédiée à 10 000 unités. Exemple extrême, oui. Mais cela prouve que le point de bascule n’est pas fixe — il est géométrique.
Ajoutez maintenant une complication : plusieurs longueurs du même profil. Le estampage peut nécessiter des matrices distinctes par longueur, fragmentant votre volume et repoussant le seuil de rentabilité vers le haut. C’est là que la plieuse regagne du terrain, car un seul jeu d’outils peut s’adapter à plusieurs références.
Mais si une seule géométrie, une seule longueur et une prévision stable dominent votre demande, le taux horaire de l’opérateur devient l“” outil » le plus cher du bâtiment.
Alors demandez-vous : payez-vous les gens pour créer de la valeur ou pour répéter un mouvement ?
À abandonner lorsque : l’amortissement de la matrice par pièce tombe en dessous du coût direct de main-d’œuvre par pièce de votre cellule de pliage
Tenez-vous devant une presse à châssis ouvert de 200 tonnes équipée d’une matrice progressive. Vous entendrez 30 à 60 coups par minute. Chaque coup produit une pièce finie ou fait avancer une pièce dans les stations. Un opérateur charge la bobine et surveille l’alimentation de la bande.
Maintenant, retournez à la cellule de pliage en formant le même support.
Serrer. Course. Ouvrir. Retourner. Course. Contrôle au gabarit. Empiler.
À 50 000 unités, cette différence n’est pas théorique. C’est la masse salariale.
Si une presse à progression fonctionne à 40 coups par minute, cela fait 2 400 pièces par heure dans une configuration simple à un coup. Même si la production réelle est réduite de moitié après les rebuts et les contrôles, vous êtes encore au-dessus de 1 000 par heure. La plieuse, à 45 secondes par pièce, produit 80 par heure les bons jours.
C’est plus qu’un écart de rendement de 12 contre 1.
Le débit est le partenaire silencieux de la marge. Un débit plus élevé répartit les coûts fixes — supervision, surface, maintenance — sur un plus grand nombre de pièces. Votre charge unitaire diminue sans que vous ayez à négocier la moindre réduction sur les matériaux.
Il existe des exceptions. Une tôle épaisse qui pousse la tonnage au-delà des limites pratiques du poinçonnage ? La plieuse peut alors être la seule option raisonnable. Des boîtiers de longueur variable avec des conceptions évolutives ? Une fragmentation de l’outillage peut éroder l’avantage du poinçonnage. Ce sont des décisions stratégiques, pas émotionnelles.
Mais pour une géométrie stable et reproductible par dizaines de milliers, le poinçonnage et le profilage ne se contentent pas de surpasser la plieuse.
Ils l’enterrent mathématiquement.
La plieuse est un couteau suisse sur un champ de bataille — indispensable dans des situations serrées et tactiques. Mais quand vous avez besoin d’artillerie, vous ne donnez pas à votre équipe des outils de poche en espérant que l’efficacité suive.
La vraie question n’est pas de savoir si la plieuse peut fabriquer la pièce.
C’est de savoir si elle devrait en avoir le droit.
Les calculs vous ont déjà indiqué quand le poinçonnage gagne.
Ce qu’ils ne vous ont pas dit, c’est comment les OEM continuent de brûler de l’argent après ce point — parce qu’ils valident des géométries qui enferment silencieusement la chaîne d’approvisionnement dans le mauvais procédé avant que quiconque ne fasse les calculs.
J’ai vu des équipes d’achats courir après des centimes sur le prix unitaire tandis que l’ingénierie codait en dur la logique de la plieuse dans la CAO : des longueurs de brides qui ne fonctionnent qu’avec des poinçons hauts, des ordres de pliage nécessitant des retournements manuels, des formes continues découpées en frappes distinctes parce que “ c’est comme ça qu’on a toujours fait ”. Au moment où le volume augmente, la conception elle-même résiste à l’artillerie.
La conception défensive signifie que vous testez la géométrie, la tonnage et les prévisions ensemble avant le RFQ. Pas après que l’atelier d’outillage vous ait chiffré dans un coin.
Le cadre est simple. Brutal, mais simple.
Regardez la pièce et oubliez la façon dont vous l’avez toujours fabriquée.
Est-ce vraiment un ensemble de plis distincts — équerres, languettes, décalages — ou bien feint-il d’être un profil continu simplement découpé en coups de presse ?
Car une presse plieuse est une machine positionnelle. Elle forme des angles à des emplacements précis. Mais elle ne change pas la physique : un coup de vérin forme un seul pli.
Ajoutons maintenant la longueur. Les presses plieuses CNC modernes avec compensation de courbure et de flèche peuvent maintenir une constance impressionnante sur de longues portées. J’ai vu des machines de quatre mètres se comporter mieux que les vieux dinosaures de trois mètres ne l’ont jamais fait. Mais au-delà d’environ 3 mètres sur un pli critique unique, on lutte contre la flèche du poinçon, la variation du matériau et la sensibilité de l’opérateur en même temps. Deux degrés de dérive sur la portée n’est pas une théorie — c’est juste un mardi.
Si votre géométrie exige de la continuité — grands rayons, profils fluides, courbes répétables — vous demandez à un « couteau suisse » de se comporter comme une profileuse. Ce n’est pas de la flexibilité. C’est du déni.
La demande continue appartient aux procédés continus. La géométrie discrète relève de la presse plieuse.
À abandonner lorsque : La performance fonctionnelle du profil dépend de l’uniformité de l’angle sur des portées dépassant 3 mètres et la demande annuelle est suffisamment stable pour justifier un outillage dédié.
C’est ici que les prouesses de conception assistée par ordinateur imposent silencieusement une taxe à votre chaîne d’approvisionnement.
La longueur minimale de bride n’est pas une suggestion. Pour un pliage à l’air typique, il faut environ quatre fois l’épaisseur du matériau pour s’appuyer correctement dans la matrice en V. Serrez l’angle à 30 degrés et cette exigence augmente d’un facteur de 1,6× car le matériau cherche à glisser et à pivoter.
Alors, que se passe-t-il lorsque vous empilez des retours internes serrés, des ourlets faibles et des brides courtes ?
Le fabricant soit :
Rien de tout cela n’apparaît dans votre modèle de « should-cost ».
Les poinçons personnalisés tuent la flexibilité entre les références. Désormais, la cellule de pliage “ universelle ” a besoin d’aciers spécifiques à chaque pièce — exactement la maladie que vous cherchiez à éviter en ne recourant pas au emboutissage.
Si votre géométrie impose des outillages spéciaux juste pour s’auto-dégager, vous avez déjà perdu l’avantage clé du frein : “ Pas d’attente pour un outillage spécial ”.
À abandonner lorsque : Une seule famille de programmes nécessite des profils de poinçon dédiés qui ne peuvent pas être réutilisés sur au moins 70% d’UGS adjacentes.
J’ai vu des OEM à plusieurs millions de dollars ignorer une caractéristique de dégagement $0.002.
Aucun dégagement d’angle sur un pli intérieur signifie que le matériau se coince à l’intersection. L’opérateur le ressent immédiatement — force supplémentaire, bruit sec, angle incohérent. Donc il ralentit. Il refrappe. Il vérifie plus souvent.
Le temps de cycle s’allonge. Pas de 5%. J’ai mesuré des ralentissements allant jusqu’à 40% dans des cellules réelles parce que l’opérateur ne peut pas faire confiance au coup de presse.
Ajoutez un dégagement et le pli se fait sans heurt. Le matériau a un espace pour se déplacer. Le coup devient reproductible. La répétabilité, c’est la vitesse.
Il ne s’agit pas d’élégance. Il s’agit de friction — friction littérale entre le matériau et les épaules de la matrice. Chaque fois qu’on saute un dégagement, on pénalise le débit.
Et rappelez-vous d’où nous sommes partis : une fois que le volume augmente, la répétition est la chose la plus coûteuse dans l’usine.
À abandonner lorsque : Les retours de production montrent des corrections d’angle répétées ou des doubles frappes causées par une interférence géométrique qui aurait pu être éliminée dans la CAO.
Revenez maintenant aux calculs — mais cette fois avec une discipline géométrique.
Le pliage en fond de matrice (formage par cointage pour éliminer le retour élastique) peut offrir une belle répétabilité pour les pièces à grand volume. Il exige aussi environ 2× la tonnage du pliage à l’air et des matrices spécifiques au rayon. Cela implique des presses plus lourdes, des réglages plus serrés et un outillage qui fait un seul travail extrêmement bien.
En dessous d’un volume significatif, cet investissement spécifique à la matrice est une ancre.
Au-dessus, ce même investissement réduit la variation, le temps d’inspection et la main-d’œuvre. Votre fenêtre de processus se resserre. Votre modèle de dotation se simplifie. Votre taux de rebut se stabilise.
Voici la partie non évidente : passer à l’emboutissage ou au formage par galets n’est pas seulement une question de coût par pièce. C’est une question de concentration du risque.
Le formage au frein répartit le risque entre la compétence de la main-d’œuvre, la constance des réglages et la séquence opératoire. L’outillage rigide concentre le risque en amont — dans le gel de conception, la fabrication de la matrice et la précision des prévisions.
Si votre géométrie est stable, votre demande prévisible et vos tolérances sanctionnent la variation, le risque concentré est moins coûteux que le chaos distribué.
C’est la perspective.
Pas “ Le frein peut-il le faire ? ”
Pas même “ Où est le seuil de rentabilité ? ”
Mais ceci :
Concevez-vous une pièce qui mérite de l’artillerie, ou une qui bénéficie réellement d’un couteau suisse ?
Trouvez la bonne réponse avant la mise sur le marché, et vos marges survivront à la montée en volume.
Trompez-vous, et l’atelier décidera pour vous — un coup de vérin à la fois.


















