

A purchasing manager once bragged to me about saving $60,000 in tooling by keeping a five-bend bracket on the press brake instead of building a progressive die.
Six months later that same bracket was choking the floor, two operators deep, running overtime to clear backlog. Nobody mentioned the tooling savings again.
That gap between what feels cheap and what is cheap is where margins go to die.
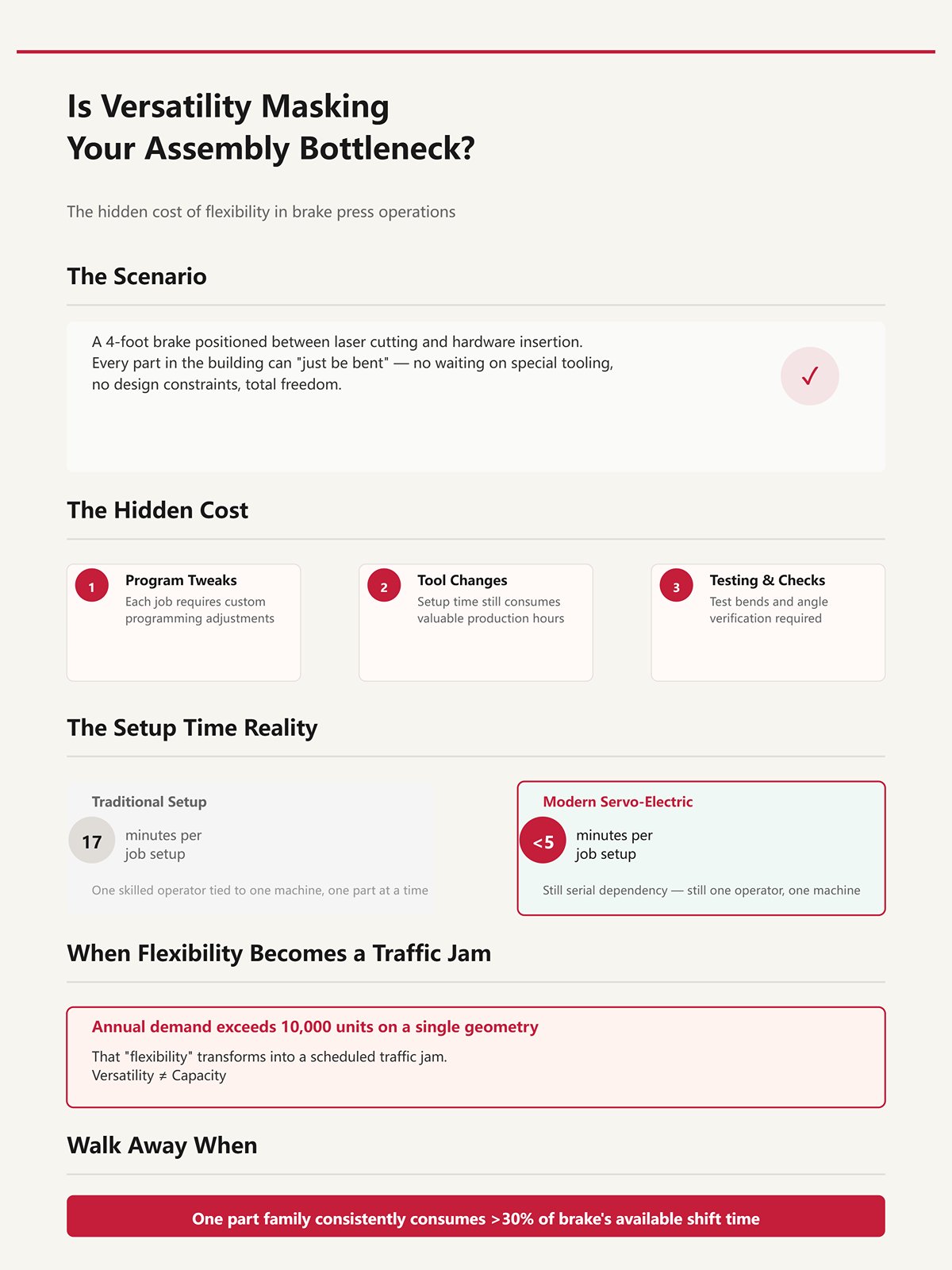
Picture a 4-foot brake parked between laser cutting and hardware insertion. Every part in the building can “just be bent.” No waiting on special tooling. No design constraints. Total freedom.
Now watch the queue build.
Each job needs a program tweak, a tool change, a test bend, an angle check. Even with a modern servo-electric brake that cuts setup from 17 minutes to under 5, you’re still tying one skilled operator to one machine, one part at a time. That’s not flow. That’s serial dependency.
When annual demand creeps past 10,000 units on a single geometry, that “flexibility” becomes a traffic jam you scheduled yourself.
Versatility isn’t capacity.
Walk Away When: one part family consistently consumes more than 30% of a brake’s available shift time.

깨끗한 가상의 시나리오를 한 번 실행해 봅시다.
Five bends. Twenty seconds per bend including repositioning. Call it 100 seconds of pure cycle time per part. Be generous and say 5-minute setups thanks to quick-change tooling.
At 20,000 units a year, you’re staring at roughly 2,000 machine hours just in bending time. That’s one brake tied up full-time for over 50 weeks of single-shift production.
Your tooling was cheap. Your machine wasn’t.
A 15–20% cycle improvement from better programming or OEE tracking might claw back a couple hundred hours a year. Nice. But it doesn’t change the physics: one ram stroke forms one bend. Every time.
And if you push that brake 24/7 to keep up, hydraulic models start showing real fatigue after 500,000 cycles. I’ve seen “economy” machines age ten years in five because someone believed they were universal production engines instead of tactical tools.
Cheap tooling only wins when volume is low enough that setup dominates total cost.
So ask yourself: are you paying per part, or per stroke?
| 섹션 | 내용 |
|---|---|
| 제목 | The setup vs. cycle time paradox: When does “cheap tooling” mathematically guarantee expensive scaling? |
| 가상의 시나리오 | 다섯 번의 벤딩. 재위치를 포함해 벤딩당 20초. 부품당 순수 사이클 시간은 100초. 퀵체인지 공구 덕분에 세팅은 5분. |
| 연간 생산량 영향 | 연간 20,000개 단위로 보면, 벤딩 시간만 약 2,000시간의 기계 가동 시간이 필요하다. 이는 단일 교대 생산으로 50주 이상 한 대의 브레이크가 전담되어야 함을 의미한다. |
| 비용 현실 | Your tooling was cheap. Your machine wasn’t. |
| 효율성 향상 | 프로그램 개선이나 OEE 추적을 통한 15–20%의 사이클 개선은 연간 수백 시간을 절약할 수 있다. 도움이 되긴 하지만 물리 법칙은 변하지 않는다: 한 번의 램 스트로크는 한 번의 벤드를 만든다. 매번 그렇다. |
| 장비 피로 | 브레이크를 24/7로 가동하면 유압 모델에서 500,000사이클 이후 실제 피로가 나타난다. “경제형” 기계는 전술적 도구가 아닌 범용 생산 엔진으로 사용될 경우 5년 만에 10년 치 노화를 겪을 수 있다. |
| 핵심 원칙 | Cheap tooling only wins when volume is low enough that setup dominates total cost. |
| 마무리 질문 | 당신은 부품당 비용을 지불하고 있는가, 아니면 스트로크당인가? |
Walk Away When: 예상 연간 수요가 한 프로그램 계열에서 총 500,000사이클을 초과하도록 브레이크를 가동하게 한다.
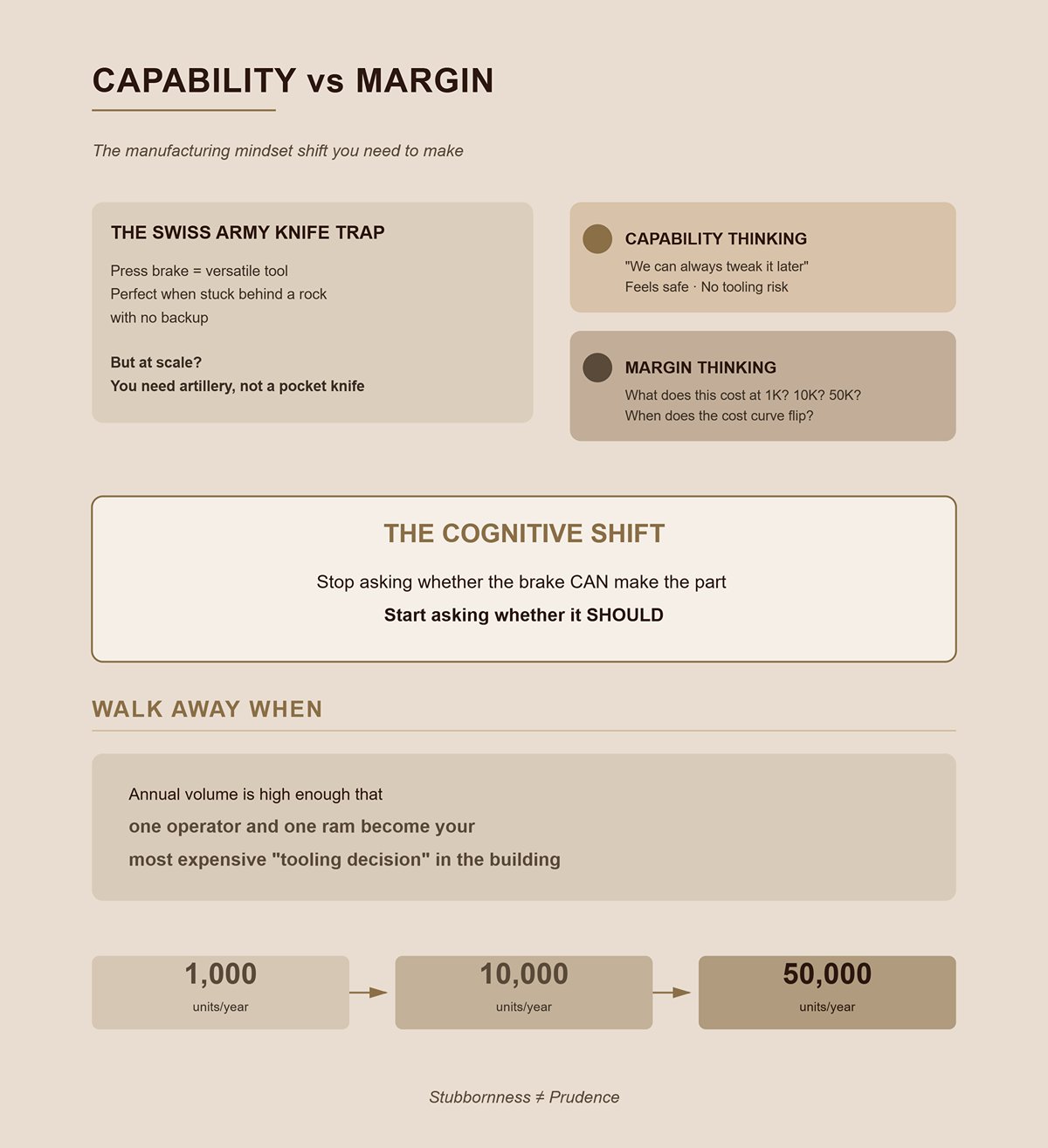
프레스 브레이크는 ‘스위스 아미 나이프’와 같다. 전장에서 지원 없이 바위 뒤에 숨어 있을 때는 그것이 무한한 가치를 지닌다.
하지만 매일 대규모로 언덕을 점령해야 한다면 포켓 나이프를 가져가지 않는다. 포병을 데려간다.
나는 OEM 팀들이 “나중에 언제든 수정할 수 있다”고 말하며 브레이크 기반 설계를 옹호하는 것을 봐왔다. 그것은 ‘역량 중심 사고’다. 안전하게 느껴진다. 큰 초기 투자도, 공구 리스크도 없다.
‘마진 중심 사고’는 더 냉정하다. 이렇게 묻는다: 이 형상이 1,000개 단위일 때 비용은 얼마인가? 10,000개일 때는? 50,000개일 때는? 그리고 어느 시점에서 전용 공정이 비용 곡선을 뒤집어 브레이크를 고수하는 것이 신중함이 아니라 고집이 되는가?
당신이 필요로 하는 인지적 전환은 단순하다: 브레이크로 부품을 만들 수 있는지를 묻지 말고, 만들어야 하는지를 물어라.
Walk Away When: 연간 생산량이 충분히 높아지면 한 명의 작업자와 하나의 램이 건물 내에서 가장 비싼 “공구 결정”이 된다.
내가 함께 일했던 한 의료기기 OEM은 연간 2,400대 생산되는 7회 벤딩의 스테인리스 인클로저를 제작했다. 프로그레시브 다이 견적은 180,000달러. 브레이크 공구는 이미 랙에 있었고, 세팅은 10분도 채 걸리지 않았다. 이틀 뒤 우리는 부품을 출하하고 있었다.
그들은 올바른 질문을 했다. 어느 생산량에서 다이가 마침내 브레이크를 능가하는가?
우리는 수학적 계산을 회의실이 아니라 현장에서 했다. 2,400개 단위일 때, 스탬핑으로 부품당 $6의 절약이 생긴다고 해도 연간 $14,400 정도밖에 회수하지 못한다. 그 다이는 원금 회수가 되기까지 십 년 이상 앉아 있게 될 것이고, 그것도 형상이 변하지 않는다는 가정하에서이다. 그 범위에서는 브레이크가 타협이 아니다. 그것은 이윤 방패이다.
하지만 같은 부품을 18,000개 단위로 밀어붙이면 상황이 뒤바뀐다. 이제는 주마다 수천 번의 램 스트로크를 소모하고 숙련된 작업자를 묶어두며, 다이의 비용이 몇 년 만에 상각된다. 100개 미만에서는 시제품 혼란과 엔지니어링 반복이 일어나고, 10,000개 이상에서는 생산 용량 계산이 지배한다. 그 사이에서는 브레이크가 고정 공구가 없는 이유가 게으름이 아니라 통제된 리스크 노출이다.
이것은 편의가 아니다. 이것은 자본 통제이다.
그렇다면 100–10,000 단위 구간은 실제로 어디에서 비롯된 것일까?
연간 1,000개 단위로 5번의 굽힘이 있는 브래킷을 가공하는 브레이크 옆에 서 보라. 철보다 공기의 소리가 더 많이 들린다. 셋업 시간과 부품 취급이 대부분을 차지한다. 기계는 성형보다 유휴 시간이 더 길다. 괜찮다 — 고정 공구 비용이 거의 제로이고 현금이 은행에 그대로 있기 때문이다.
이제 동일한 작업을 8,000개 단위로 상상해보라. 사이클 타임이 중요해진다. 작업자가 리듬을 만든다. 공구 교체가 줄어든다. 스크랩이 안정된다. 셋업이 충분히 많은 부품에 분배되어 노동 부담이 감당할 만하다. 하지만 특정 형상이 기계를 장악할 정도로 많지는 않다.
구조적 단절은 연간 수요가 단일 프로그램 패밀리에서 브레이크를 500,000번 이상의 총 사이클로 밀어붙일 때 발생한다. 그것은 예산 문제가 아니다. 그것은 물리와 피로의 문제다. 유압 실이 마모되고, 백게이지가 헐거워지며, 예방 정비가 생산 중단으로 변한다. “유연한” 기계가 병목이 된다.
100–10,000 단위 내에서는 셋업을 상각하면서 용량 붕괴를 유발하지 않는다. 100 미만에서는 수정 모드이고, 10,000 이상에서는 포격용으로 설계되지 않은 괴물을 먹이는 셈이다.
자동화는 이것을 흐리게 만든다. 그렇다, 자동 프레스 브레이크는 가동 중단을 줄이고 작업자 의존도를 낮춘다. 나도 그것을 설치해봤다. 상당한 비용이 든다 — 일반 기계보다 종종 20–30% 더 비싸며 — 여전히 같은 제약을 따른다. 하나의 램 스트로크당 하나의 굽힘. 스트로크당 인건비는 줄이지만 시간당 스트로크 수를 획기적으로 늘려 경제적 교차점을 근본적으로 바꾸지는 못한다.
달콤한 구간이 유지되는 이유는 향수 때문이 아니라 스트로크 경제학 때문이다.
Walk Away When: 예상 연간 수요가 단일 프로그램 패밀리에서 브레이크를 500,000번의 총 사이클 이상으로 밀어붙인다
생산량이 전장을 정의한다면, 형상은 무기를 결정한다.
나는 한때 6개의 플랜지 각도를 가진 통신 섀시를 견적한 적이 있다: 90°, 45°, 135°, 두 개의 옵셋, 그리고 헤밍. 레이저 컷 블랭크. 추가 용접은 금지. 연간 생산량: 3,500개.
그것을 프로그레시브 다이로 제작해보라. 스테이션을 쌓고, 이상한 각도를 위해 캠을 추가하며, 스트립 레이아웃을 아기 돌보듯 따라다녀야 한다. 공구 비용이 폭발하고, 리드 타임이 늘어난다. 각도 변경마다 강철 작업이 필요하다.
브레이크에서는? 펀치를 교체하고, 굽힘 순서를 재조정하고, 백게이지 위치를 맞추면 된다. 끝.
복잡성은 각 스테이션이 고정된 강철이기 때문에 다이 비용을 거의 기하급수적으로 증가시킨다. 브레이크에서는 복잡성이 몇 초와 아마도 공구 교체 하나를 추가하는 정도다. 그것은 선형적인 고통이지, 지수적인 고통이 아니다.
그리고 그렇다, 자동화는 고다품종 다각도 부품에서 어려움을 겪을 수 있다. 프로그램 작성에 시간이 걸리고, 숙련된 작업자가 중요하다. 그러나 부품이 중간 생산량에서 여섯 가지의 독립된 굽힘 조건을 요구할 때, 브레이크는 좁은 골목의 스위스 아미 나이프처럼 작동한다. 건물을 저당 잡지 않고도 대응할 수 있다.
함정은 분명하다. 구부림이 하나 추가될 때마다 한 번의 스트로크가 늘어난다. 스트로크 하나하나가 노동이고 마모다. 그래서 이 이점은 중간 볼륨 구간에서만 유효하다. 복잡성과 연간 40,000개 생산량이 결합된다고? 그럼 이제 자동화 라인이나 맞춤 성형 셀을 요구하는 셈이다.
Walk Away When: 하나의 형상이 8회 이상의 굽힘을 초과하고 연간 수요가 상승 추세를 보일 때 — 바로 그 시점부터는 툴링 비용이 아니라 스트로크 수가 손익계산서를 결정한다.
하지만 그 구간 안에서도 당신의 현금 흐름을 위협하는 조용한 요인이 있다.
한 소비자 전자제품 고객이 통풍 패턴과 플랜지 길이를 8개월 동안 세 번 변경했다. 연간 생산량은 약 5,000개 수준이었다. 만약 초기에 고정 툴링을 제작했더라면 각 수정마다 용접 보강, 재가공, 혹은 더 나쁜 경우 인서트 폐기까지 감수했어야 했을 것이다.
프레스 브레이크에서는 평면 패턴을 업데이트하고, 굽힘 보정을 조정하며, 프로그램을 수정해 같은 날 오후에 첫 시제품을 생산했다.
특수 툴링을 기다릴 필요가 없었다.
설계가 계속 변동되는 동안에는 단가보다 현금 흐름이 더 중요하다. 고정 툴링은 형상을 고정시키지만, 브레이크는 그것을 ‘임대’한다. 제품 램프업과 반복 개선이 이루어지는 100–10,000개 범위 내에서 이 임대 모델은 당신을 당신의 엔지니어링 부서로부터 보호해준다.
하지만 완전한 면역은 아니다. 수정이 안정되고 생산량이 증가하면, 초기에 당신을 구해준 유연성이 관성으로 변한다. 언제나 그래왔다는 이유로 계속 “그냥 굽히는” 것이다.
이 시점에서 논의는 물리학으로 넘어간다. 수익성 있는 구간 내에서도 소재 두께, 굽힘 반경 한계, 스프링백이 조용히 반복성과 비용을 무너뜨릴 수 있다.
볼륨 구간은 당신에게 허락을 준다. 하지만 형상과 소재가 당신이 그에 합당한지를 결정한다.
지난겨울 나는 220톤 유압 프레스 브레이크 앞에 서서 0.375″ 구조용 강철 브래킷을 완벽한 90°로 굽히려 했다. 이론상으로는 사소하다. 실제로는 매 스트로크마다 램이 약 190톤까지 치솟았다. 오일이 따뜻해지면서 각도가 0.5도 정도 떠밀렸다. 네 시간이 지나자 우리는 다이를 받치고 숫자를 쫓았다. 마치 손실을 만회하려는 도박꾼처럼.
그건 스프레드시트에서 아무도 모델링하지 않는 부분이다.
소재 두께, 굽힘 반경, 항복 강도는 단순히 굽힘에 영향을 주는 것이 아니라, 브레이크가 안정 영역 내에서 작동하는지 혹은 한계 끝자락에 있는지를 결정한다. 그리고 프레스 브레이크가 정격 톤수의 약 80%을 넘어가기 시작하면 더 이상 부품을 성형하는 것이 아니라, 씰을 압박하고, 프레임을 휘게 만들며, 시스템 내 모든 변수를 증폭시킨다.
100–10,000개 생산 범위에서는 프레스 브레이크가 재무적으로 의미가 있다. 그러나 그것은 물리학이 협조할 때만 그렇다. 두께와 항복 강도가 톤수를 한계로 밀어 넣는 순간, 반복성이 떨어지고, 스크랩이 늘며, 다운타임이 당신이 고정 툴링을 피함으로써 보호했다고 믿었던 마진을 갉아먹기 시작한다.
스위스 아미 나이프는 좁은 골목에서는 잘 작동하지만, 대포는 아니다.
그렇다면 공기 굽힘이 현대의 표준이라면, 왜 당신의 “단순한” 브래킷은 여전히 품질 검사를 통과하지 못할까?
공기 굽힘이 인기 있는 이유는 유연성 때문이다. 하나의 V-다이 개구부로 다양한 각도와 두께를 처리할 수 있다. 각도는 펀치를 고정된 캐비티에 밀어 넣는 대신 스트로크 깊이로 제어한다.
하지만 물리학은 변하지 않는다. 하나의 램 스트로크가 하나의 굽힘을 형성한다.
공기 굽힘에서는 소재가 펀치 팁과 다이 숄더에만 접촉한다. 중앙은 떠 있다. 이는 최종 각도가 탄성 회복 — 즉, 스프링백 — 에 따라 달라진다는 뜻이다. 그리고 스프링백은 항복 강도, 두께, 내부 반경에 따라 달라진다. 이 중 어느 하나라도 조금만 변하면 각도도 함께 변한다.
나는 재활용 구조용 강재가 기존의 연강보다 거의 3분의 1 더 높은 톤수를 요구하는 것을 본 적이 있다. 명목상 등급은 같았다. 하지만 합금 조성이 달랐다 — 니켈이 조금, 크롬이 조금 — 항복 강도를 높이고 굽힘을 방해하기에 충분했다. 작업자는 화학 조성을 보지 않는다. 그는 90°가 아닌 91.2°로 나온 부품을 본다.
깊이 조정으로 보정할 수 있다. 하지만 언젠가는 그마저도 불가능해진다.
고톤수 근처에서는 기계 자체가 탄성을 띤다. 프레임이 처지고, 유압이 늦게 반응하며, 150톤 이상부터는 전자 브레이크가 충격을 롤러 스크루로 전달하기 시작한다 — 그곳은 원래 그런 하중을 견디도록 설계된 곳이 아니다. 이제 보정 곡선은 단순히 재료 의존적일 뿐 아니라, 기계와 온도에도 의존하게 된다.
정밀 공차 브래킷이 품질 검사를 통과하지 못하는 이유는 브레이크가 부정확해서가 아니다. 공기 굽힘의 정확도는 안정된 항복 강도와 안정된 기계 강성을 전제로 하기 때문이다. 둘 중 하나라도 변하면, “단순한” 두 번 굽힌 브래킷이 통계적 문제로 바뀐다.
그리고 통계적 문제는 검사 시간을 비용으로 만든다.
Walk Away When: 공차를 맞추려면 매 근무 교대 때마다 실시간 스트로크 조정이 필요하다. 소재 로트 간 각도 변동이 검사 허용 범위보다 크기 때문이다.
하지만 알루미늄은 다르게 거동하지 않나?
같은 두께의 5052 알루미늄과 A36 연강을 90°로 굽히고 내부 반경 비율을 동일하게 유지해 보자. 알루미늄이 더 많이 되돌아간다. “부드럽기” 때문이 아니라 — 초보자 단어다 — 탄성 계수가 항복 강도에 비해 낮기 때문이다.
스프링백은 탄성 회복이다. 항복 강도 대비 탄성 계수 비율과 내부 반경에 비례한다. 비율이 높을수록 더 많이 되돌아간다.
강철은 탄성 계수가 높다. 탄성 신장을 더 잘 억제한다. 따라서 일정한 소성 변형에 대해 적게 풀린다. 알루미늄은 항복 전후로 더 많이 탄성 변형되므로, 펀치를 해제하면 더 크게 열리게 된다.
이제 반경을 추가해 보자.
내부 굽힘 반경이 소재 두께에 가까워진다면 — 예를 들어 1T — 더 날카로운 소성 변형을 강제하는 셈이다. 이는 스프링백을 줄이지만 톤수를 급격히 증가시킨다. 반경을 2T나 3T로 늘려 “좀 더 쉽게” 만들면, 더 완만하게 굽히게 되어 스프링백이 다시 증가한다.
디자이너들은 단순한 브래킷에 관대한 반경을 주는 것을 좋아한다. 안전해 보이고, 성형도 쉬워 보인다.
그러나 실제로는 특히 알루미늄에서 공기 굽힘 시 각도 변동성을 키우는 셈이다.
중간 규모 생산에서는 시험 쿠폰과 시뮬레이션으로 이를 보정할 수 있다. 일정한 형상과 적당한 톤수에서 복잡한 다중 굽힘 부품을 ±0.0004″의 위치 반복 정밀도로 유지하는 브레이크를 본 적이 있다. 그 정밀도는 실제다 — 하지만 소재 거동이 예측 가능하고 브레이크가 무리하지 않을 때만 그렇다.
프로그램 중간에 합금을 바꾸거나, 구매 부서가 더 싼 코일로 교체하면, 2,000개 단위에서 구축한 보정 테이블은 6,000개쯤 되었을 때 무용지물이 된다.
그래서 질문은 “이 브레이크로 굽힐 수 있나?”가 아니다. “앞으로 3년 동안 매 로트마다 똑같이 굽힐 수 있나?”이다.”
그때 두께는 더 이상 단순한 세부사항이 아니라 경계가 된다.
고강도 강판으로 10피트 길이의 절곡을 상상해 보라, 두께 0.5인치. 보수적으로 계산해도 다이 개구에 따라 수백 톤대 상한선에 접근하게 된다. 300톤급 기계에서는 사이클마다 천장에 닿을 듯 위험하게 운용하는 셈이다.
이제 이를 연간 수요와 비교하라. 중간 규모의 물량, 예컨대 7,000개 부품이라고 치자. 부품당 절곡 두 번. 연간 14,000회의 고하중 스트로크가 이루어진다. 그리고 각각은 기계의 한계에 근접한다.
이런 하중에서는 유압 시스템이 전동 드라이브보다 충격을 더 잘 흡수하지만, 동시에 씰 마모와 오일 열화를 가져온다. 나는 두꺼운 강판 작업 중 씰 파손 때문에 이틀을 허비한 적이 있다. 압력 불균일로 인한 각도 편차를 잡느라 시간을 잃은 것이다. 이건 이론 이야기가 아니다. 프레스가 멈춰 있는 동안에도 인건비는 계속 나간다.
정확한 “잘못된 도구” 두께는 소재의 항복 강도, 절곡 길이, 다이 너비에 따라 달라진다. 마법 같은 숫자는 없다. 하지만 경계선은 존재한다. 피트당 요구 톤수가 절곡 길이와 곱해져 기계 용량 상단 영역에 도달하는 순간, 브레이크는 형상 가공 도구에서 유지보수 부담으로 변한다.
그 유지보수 부담이 수년간 안정적으로 운용되어야 하는 프로그램 안에 들어온다면, 100~10,000개 단위의 달콤한 생산 구간은 가동 중단 위험과 스크랩 변동성 아래 무너진다.
단순한 형상이 여기에선 가장 교묘하다. 두꺼운 고항복 소재로 두 개의 긴 절곡이 있는 평판 브래킷은 14게이지 섀시의 여섯 플랜지보다 하찮아 보인다. 그러나 섀시는 중간 톤수에서 안정적인 스프링백으로 작동한다. “단순한” 브래킷은 스트로크마다 기계를 괴롭힌다.
그게 함정이다.
브레이크는 복잡성이 높고 힘이 적당할 때 빛난다. 반대로 형상이 단순하고 힘이 극단적일 때는 당신을 방해한다.
이제 하나의 불편한 질문이 남는다: 힘이 천장을 정의한다면, 형상 자체가 스트로크 단위 작동 특성과 충돌할 때 무슨 일이 벌어지는가?
당신은 12피트 브레이크 앞에 서서 길이 10피트의 건축용 파시아를 만들고 있다. 전체 길이에 걸쳐 부드러운 반경이 들어간 연속 곡선이다. 도면에는 완만한 호가 그려져 있다. 실제로는 1인치 간격을 표시하고 “범프 벤딩”을 시작한다 — 얕게 한 번 절곡하고, 밀고, 또 한 번 절곡하고, 다시 밀고.
하지만 물리학은 변하지 않는다. 하나의 램 스트로크가 하나의 굽힘을 형성한다.
브레이크는 이산적이다. 곡면은 연속적이다. 연속성을 흉내 내려면 자잘한 직선 절곡을 붙여 나가며 도색으로 면이 사라지길祈야 한다. 그 반경이 36인치를 넘으면, 더 이상 형상을 가공하는 게 아니라 노동으로 형상을 “근사”하고 있는 것이다. 반면 롤 포머는 매칭된 다이를 통해 코일을 공급하면서 그 곡선을 공정의 본질적 조건으로 생산한다. 모방이 아니라 구현이다.
그 불일치가 바로 수익이 새어나가는 지점이다.
형상이 연속성을 요구할 때, 브레이크는 다용도 칼로 포탄을 깎는 꼴이 된다. 가능은 하다. 그러나 해서는 안 된다. 기계는 시간을 낭비하고 있다는 사실을 모른 채 단지 순환할 뿐이다. 작업자는 빨라지지 않는다. 단지 지칠 뿐이다.
그렇다면 이론이 아니라 실제 생산에서는 어떻게 보일까?
나는 한 공장에서 알루미늄 라이트 커브 4,000개를 제작하는 것을 본 적이 있다 — 각 부품은 길이 8피트, 완만하게 휘어진 프로파일을 가지고 있었다. 그들은 곡면을 근사하기 위해 부품당 22회의 절곡을 프로그램했다. 스물두 번의 스트로크. 밀고, 정렬하고, 스트로크. 반복.
반경 하나를 흉내 내기 위해 88,000회의 램 사이클이 필요했다.
브레이크가 톤수 문제로 힘들었던 것은 아니다. 산술 문제로 힘들었다. 스트로크마다 조작 시간이 더해진다. 재정렬마다 누적 각도 오차가 생긴다. 8피트 길이에 스트로크당 0.1도 편차가 쌓이면 눈에 띄는 뒤틀림이 된다. 품질관리팀은 단일 절곡이 규격을 벗어나서 리젝한 것이 아니라, “보기에 틀려서” 리젝했다.
이제 물리적 제약을 추가해 봅시다. 대부분의 절곡기는 침대 길이가 약 10~12피트에서 한계에 도달합니다. 16피트가 필요하다고요? 두 구간을 용접해야 합니다. 모든 이음부가 부식의 원인이 되고, 진동 균열의 시작점이 되며, 추운 겨울에 보증 청구로 이어질 잠재적 결함 지점이 됩니다.
롤 포밍은 여기서 속도만으로 이기는 게 아닙니다. 구조적 연속성에서도 승리합니다. 길이를 따라 한 번도 끊기지 않은 결晶 흐름. 용접 이음부도 없고, 22회 인덱스 히트로 쌓인 공차도 없습니다.
물론, 롤 포밍에는 헌신이 필요합니다 — 완성된 코일, 전용 공구. 생산 중 마감이 바뀌거나 디자인이 아직 확정되지 않았다면, 절곡기는 유연성을 제공합니다. 그 유연성은 실제입니다.
하지만 수천 개 단위의 안정적인 단면을 생산하면서 숙련된 작업자가 한 부품당 20회 이상의 스트로크를 지켜봐야 한다면, 연속 공정이라면 자동으로 나올 형상에 숙련 노동력을 낭비하는 셈입니다.
Walk Away When: 선형 프로파일을 단일 시각적 면으로 근사하려면 12회 이상의 개별 타격이 필요합니다.
따라서 긴 프로파일은 절곡기의 불연속성을 드러냅니다. 그렇다면 깊이는 어떨까요 — 형상이 자기 자신으로 접히는 경우는?
14게이지 강철 전자 장치를 상상해보세요. 깊이 20인치, 리턴 플랜지 4개, 좁은 모서리. 평면 패턴에서는 깨끗합니다. 절곡기에서는 체스 경기처럼 복잡합니다.
첫 번째 절곡은 쉽습니다. 두 번째 절곡은 통과합니다. 세 번째에 이르면 형성된 플랜지가 램 하우징에 부딪히기 시작합니다. 뒤집어야 하고, 구스넥 펀치(형성된 다리를 피할 수 있도록 완화된 공구)를 사용하거나 공구 높이를 단계별로 설정해야 할 수도 있습니다. 각 조정이 셋업 시간을 늘리고 새로운 간섭 위험을 추가합니다.
이 형상은 가압 톤수를 싸우는 게 아닙니다. 추출을 싸우고 있는 것입니다.
절곡기는 재료를 V-다이에 밀어 넣어 형상합니다. 이는 부품이 공구나 기계 목구멍과 충돌하지 않고 다이 공간 안팎으로 이동해야 함을 의미합니다. 깊이가 증가하면 자유도가 감소합니다. 때로는 인클로저를 두 개의 셸로 나누고 나중에 용접하는 것밖에 방법이 없습니다.
그 결과 부수 작업으로 돌아가게 되고, 용접열로 인한 왜곡과 정사각형을 맞추기 위한 재작업이 발생합니다.
이제 이를 고용량을 위한 전용 딥 드로우 또는 프로그레시브 다이와 비교해보세요. 단일 제어된 움직임, 설계된 간극, 예측 가능한 재료 흐름. 초기 비용은 비싸지만, 추출은 공정에 설계되어 있으며 하나하나의 절곡으로 협상되는 부분이 아닙니다.
프레스 브레이크는 얕고 접근 가능한 다중 절곡 형상에서 빛을 발합니다. 깊이가 복잡한 고정 및 특수 펀치를 강요하는 순간, 매 사이클마다 “창의성 비용”을 지불하게 됩니다.
Walk Away When: 인클로저 깊이가 18인치를 초과하고 이전 절곡을 피하기 위해 단계별 공구 세팅 또는 부품 뒤집기가 필요한 경우입니다.
깊이는 물리적 간섭을 드러냅니다. 큰 반경은 좀 더 미묘한 것을 드러냅니다: 절곡기가 탄성 복원에 얼마나 의존하는지를 보여줍니다.
0.125인치 5052 알루미늄을 예로 들어봅시다. 도면에는 6피트 길이 패널을 따라 3인치의 내부 반경이 명시되어 있습니다. 관대한 치수죠? “쉬운 절곡”처럼 보입니다.”
아닙니다. 이것은 넓은 호에 퍼진 얕은 소성 변형입니다. 에어 벤딩에서는 소성보다 탄성 거동이 더 커집니다. 스프링백이 증가하고, 각도 제어가 민감해집니다. 그리고 V-다이로 넓은 호를 절곡하기 때문에 진짜 반경을 생성하는 것이 아니라 반경을 암시하는 접선을 여러 개 만드는 셈입니다.
진정한 3인치 반경에 더 가깝게 만들려면, 여러 번의 작은 증분 절곡(bump bending)을 하거나 곡률과 일치하는 반경 다이로 옮겨야 합니다. 그 크기의 반경 다이는 빠르게 부피가 커집니다. 공구 비용이 상승하고, 취급이 번거로워집니다.
롤 성형은 재료가 순차적인 스테이션을 통해 점진적으로 이동하기 때문에 자연스럽게 큰 반경을 만들어 냅니다. 롤링 머신은 더 간단한 곡선을 위해 더 적은 패스로 동일한 작업을 수행합니다. 재료는 충격을 받는 것이 아니라 곡률을 따라 안내됩니다.
레이저 컷 앤 폼은 디자이너들이 잊는 세 번째 옵션입니다. 구부러짐을 의도적으로 분할하기 위해 완화 절단을 넣고, 설계된 선을 따라 접는 방식입니다. 이제 형상은 불연속적임을 솔직하게 드러냅니다. 프레스 브레이크는 더 이상 롤러인 척하지 않습니다.
예외는 있습니다. 오일 캐닝(울퉁불퉁 현상)을 견뎌야 하는 두꺼운 구조용 알루미늄은, 롤 성형으로는 변형 없이 그 두께를 처리할 수 없기 때문에 프레스 브레이크를 사용할 필요가 있습니다. 그것은 속도의 문제라기보다 내구성의 문제입니다. 현장 성능이 정당화된다면, 인건비의 부담을 알고서 지불하는 것입니다.
하지만 안정적인 생산량 내에서 얇고 긴 패널에 큰 반경이 나타날 때, 브레이크는 그 작업에 적합한 물리 엔진이 아닙니다.
억지로 할 수는 있습니다. 작업장에서는 매일 그렇게 합니다.
그렇다고 효율적인 척해서는 안 됩니다.
Walk Away When: 얇은 판재에서 요구되는 내부 반경이 재료 두께의 2배를 초과하고 길이가 36인치를 넘는 경우.
형상 자체가 브레이크의 스트로크별(한 번씩 눌러 구부리는) 작동 방식과 맞지 않게 되면, 그 머신은 유연한 해결책이 아니라 값비싼 임시방편이 됩니다. 그리고 형상 요인만으로도 중간 규모에서 수익률을 깎아먹을 수 있다면, 그 불일치가 규모로 확대될 때는 어떤 일이 벌어질까요?
내가 아는 미드웨스트 지역 제작업체는 수년간 단순 브래킷을 브레이크로 생산해 왔습니다. 굽힘 5회, 작업자 2명. 부품당 약 45초의 취급 및 사이클 시간. 연간 5,000개 생산 시 아무도 불평하지 않았습니다. “특수 공구를 기다릴 필요 없음.”
그런데 OEM의 예측이 60,000개로 급등했습니다.
형상은 아무 변화가 없었습니다. 동일한 5회 굽힘, 동일한 0.090 스틸, 동일한 브레이크. 하지만 이제 그 45초는 한 SKU에 묶인 연간 750시간의 작업자 시간을 의미하게 되었습니다. 셋업, 검사, 팔레트 이동 등을 추가하면 실제로 900시간을 넘습니다. 숙련된 인력 반년치 노동이 단 한 가지 반복 동작에 들어가는 셈입니다.
이 지점에서 형상의 비효율성이 증폭됩니다. 3,000개 생산 때 감수했던 여분의 스트로크 하나가, 60,000개 생산 시에는 급여 항목이 됩니다. 뒤집을 때마다 피로가 쌓이고, 충돌 검사마다 위험이 늘어납니다. 브레이크가 나빠진 게 아니라, 규모가 그것을 솔직하게 드러낸 것입니다.
그렇다면 생산량이 5자리 수(만 단위)를 넘을 때 실제로 무엇이 달라질까요?
단순한 가정부터 시작해 봅시다.
브레이크 셀이 시간당 총비용(임금, 부담금, 기계 감가상각, 전기, 감독 포함)으로 $75가 든다고 가정합시다. 부품 하나가 실제 사이클 시간으로 45초를 소모한다면, 부품당 약 $0.94의 기계 시간이 소요됩니다. 10,000개 생산 시 브레이크 시간에만 $9,400이 듭니다. 귀찮지만 감당 가능합니다.
50,000개 생산 시, 동일한 형상이 조용히 $47,000을 잡아먹습니다.
특별한 일이 일어난 건 아닙니다. 그저 비효율을 규모로 확대했을 뿐입니다.
이제 $30,000으로 견적 받은 프로그레시브 다이와 비교해 보세요. 10,000개 생산 시 다이의 감가상각비는 강판을 공급하기 전 부품당 $3 수준입니다. 당연히 이 경우에는 브레이크가 더 유리합니다. 그래서 100–10,000개의 범위가 브레이크의 본 영역인 것입니다.
하지만 50,000개 단위에서는 같은 $30,000 금형이 부품당 $0.60을 더합니다. 그리고 그것을 실행하는 프레스는 1명의 작업자가 여러 기계를 관리하면서 분당 40회 이상 사이클을 돌릴 수도 있습니다. 이제 부품당 인건비는 거의 무너집니다. 더 이상 개별 공정이 아니고 — 연속적인 공정이 되기 때문입니다.
하지만 물리학은 변하지 않는다. 하나의 램 스트로크가 하나의 굽힘을 형성한다.
브레이크에서는 다섯 번의 절곡이 항상 다섯 번의 스트로크입니다. 하지만 프로그레시브 다이에서는 다섯 개의 성형 이벤트가 한 번의 프레스 사이클 안에서 일어납니다. 형상은 사라지지 않습니다. 강철 안에 내장됩니다.
연간 수요가 넘는 순간 50,000개 단위, 인건비는 배경 잡음이 아니라 방정식의 지배적인 항이 됩니다. 그때가 바로 “저렴한 금형”이 값비싼 반복 작업으로 바뀌는 순간입니다.
Walk Away When: 예상 연간 수요가 단일 프로그램 패밀리에서 브레이크를 500,000번의 총 사이클 이상으로 밀어붙인다
추측하지 말고 계산해봅시다.
같은 45초짜리 브레이크 사이클을 사용합니다, 시급 $75에서. 이는 기계 시간당 부품당 $0.94입니다. 원재료는 무시하고, 간접비도 무시합니다. 오직 인건비와 기계 부담만.
금형 비용을 $30,000으로 설정합니다.
손익분기 생산량 = 금형 비용 / 브레이크 부품당 비용 $30,000 / $0.94 ≈ 31,915개.
바로 이것입니다. 약 32,000개 부품에서 금형의 전체 자본 비용은 브레이크를 반복 작동시키며 지불했을 비용과 같습니다.
그리고 이것은 단순한 5회 절곡 부품을 가정한 것입니다. 복잡도를 추가하면 — 예를 들어 70초짜리 8회 절곡 — 부품당 브레이크 비용은 약 $1.46으로 뛰어오릅니다. 이제 손익분기점은 21,000개 이하로 떨어집니다.
이것이 바로 “50,000 규칙”이 작업장 주위에서 떠도는 이유입니다. 이는 마법이 아닙니다. 일종의 완충입니다. 수정 위험, 유지보수, 엔지니어링 시간, 그리고 예측이 흔들린다는 현실을 고려하기 때문입니다.
하지만 수학은 전설을 신경 쓰지 않습니다. 단순한 부품은 더 일찍 전환되고, 복잡한 부품은 더 빨리 전환됩니다. 제가 본 한 YouTube 사례에서는 작은 배치의 브레이크 성형 부품이 부품당 약 $12에서, 10,000개 단위의 전용 금형 생산으로 $0.44로 떨어졌습니다. 극단적인 예이지만, 전환점이 고정되어 있지 않고 — 기하학적이라는 것을 보여줍니다.
이제 복잡성을 한 층 더 얹어봅시다: 동일한 프로파일의 여러 길이가 있다면, 스탬핑은 길이별로 별도의 금형을 필요로 할 수 있고, 이는 생산량을 분할시켜 손익분기점을 다시 끌어올립니다. 그때 브레이크가 일부 영역을 되찾습니다. 하나의 공구 세트로 여러 SKU에 대응할 수 있기 때문입니다.
하지만 하나의 형상, 하나의 길이, 하나의 안정된 수요 예측이 당신의 요구를 지배한다면, 작업자의 시급이 건물 안에서 가장 비싼 “공구”가 됩니다.
그러니 스스로에게 물어보세요: 사람들에게 가치를 창출하도록 돈을 지불하고 있습니까, 아니면 단순히 반복 동작을 위해 지불하고 있습니까?
Walk Away When: 부품당 금형 상각비가 브레이크 셀의 직접 인건비보다 낮아집니다
프로그레시브 다이를 운영하는 200톤 갭 프레임 프레스 앞에 서보세요. 분당 30~60회 타격 소리가 들릴 것입니다. 각 타격은 완성된 부품을 생산하거나 스테이션을 하나씩 진행시킵니다. 한 명의 작업자가 코일을 적재하고 스트립 피드를 관찰합니다.
이제 동일한 브래킷을 형성하는 브레이크 셀로 걸어가십시오.
클램프. 스트로크. 오픈. 뒤집기. 스트로크. 게이지 점검. 적재.
5만 개 단위에서는 그 차이가 단순 학문적 문제가 아닙니다. 그것은 급여 문제입니다.
프로그레시브 다이가 분당 40회 스트로크를 실행한다면 단순 한 출력 구성에서 시간당 2,400개의 부품을 생산하는 셈입니다. 폐기와 검사를 감안해 실제 산출량이 절반이라 해도 시간당 1,000개 이상입니다. 브레이크가 한 부품당 45초 걸리면 좋은 날에 시간당 80개를 생산합니다.
이는 12대 1 이상의 처리량 격차입니다.
처리량은 이윤의 조용한 동반자입니다. 높은 처리량은 고정 간접비—감독, 작업 공간, 유지보수—를 더 많은 부품에 분산시킵니다. 단위당 부담이 줄어들고, 원자재 할인 협상 한 번 없이도 비용이 낮아집니다.
예외는 있습니다. 실용적인 프레스 한계를 넘는 두꺼운 판재의 톤수? 브레이크가 유일하게 현명한 선택일 수 있습니다. 설계가 계속 변하는 가변 길이 인클로저? 금형 단편화가 프레스의 이점을 상쇄할 수 있습니다. 그것들은 감정이 아니라 전략적 판단입니다.
하지만 수만 개 수준의 안정적이고 반복 가능한 형상이라면, 프레스와 롤 성형은 단순히 브레이크보다 우위에 있는 정도가 아닙니다.
그들은 수학적으로 그것을 묻어버립니다.
브레이크는 전장에서의 스위스 아미 나이프와 같습니다 — 좁고 전술적인 상황에서는 필수적입니다. 하지만 포병 지원이 필요할 때 승무원에게 주머니 도구를 건네며 효율이 따라오길 기대하진 않습니다.
진짜 질문은 브레이크가 그 부품을 만들 수 있느냐가 아닙니다.
그것을 만들도록 허용해야 하느냐입니다.
수학은 이미 프레스가 승리하는 시점을 알려주었습니다.
하지만 OEM들이 그 시점 이후에도 어떻게 돈을 태워버리는지를 알려주진 않았습니다 — 왜냐하면 그들은 아무도 계산하기 전에 공급망을 잘못된 공정에 조용히 고정시켜버리는 형상을 승인하기 때문입니다.
나는 구매팀이 부품 단가의 푼돈을 쫓는 동안 엔지니어링이 CAD에 브레이크 논리를 하드코딩하는 것을 봐왔습니다: 길이가 긴 펀치에서만 가능한 플랜지 길이, 수동 뒤집기를 요구하는 절곡 순서, “우리가 항상 그렇게 만들어왔기 때문이다”라는 이유로 연속 형상을 분할된 타격으로 나누는 설계. 생산량이 늘 때쯤이면 설계 자체가 포병 지원을 거부합니다.
방어적 설계란 RFQ 이전에 형상, 톤수, 그리고 예측을 함께 검증하는 것을 의미합니다. 툴룸 견적으로 코너에 몰린 후가 아닙니다.
틀은 단순합니다. 잔혹할 정도로 단순하지만요.
부품을 보고, 항상 해온 방식은 잊으십시오.
그것이 실제로 개별적인 굽힘 ― 브래킷, 탭, 옵셋 ― 의 집합인가요, 아니면 단지 선으로 잘린 연속적인 프로파일인 척하고 있는 건가요?
왜냐하면 브레이크는 위치 기반의 기계이기 때문입니다. 특정 위치에서 각도를 형성하죠. 하지만 물리 법칙이 바뀌는 것은 아닙니다. 한 번의 램 스트로크는 한 번의 굽힘만을 만듭니다.
이제 여기에 길이를 더해봅시다. 크라우닝과 처짐 보정 기능이 있는 최신 CNC 브레이크는 긴 구간에서도 놀라운 일관성을 유지합니다. 저는 4미터급 기계가 예전 3미터짜리 공룡들보다 훨씬 안정적으로 작동하는 것을 본 적이 있습니다. 하지만 대략 3미터 를 넘는 단일 중요 굽힘 구간에서는 빔 처짐, 소재 편차, 작업자 감각이 동시에 문제로 작용합니다. 전체 구간에서 2도의 편차가 생기는 건 이론 이야기가 아니라 그냥 흔한 화요일의 일입니다.
만약 당신의 형상이 연속성을 요구한다면 ― 긴 반경, 흐르는 듯한 프로파일, 반복 가능한 곡선 ― 당신은 다목적 칼(스위스아미나이프)에게 롤포머처럼 행동하라고 요구하는 셈입니다. 그것은 유연성이 아니라 부정입니다.
연속적인 수요는 연속 공정에 속합니다. 개별적인 기하 형상은 브레이크에서 처리해야 합니다.
Walk Away When: 프로파일의 기능적 성능은 3미터를 초과하는 구간에서의 각도 균일도에 달려 있으며, 연간 수요가 전용 공구를 정당화할 만큼 안정적입니다.
이 지점에서 CAD의 “영웅적 설계”가 조용히 공급망에 부담을 주기 시작합니다.
최소 플랜지 길이는 단순한 권장이 아닙니다. 일반적인 에어 벤딩에서는 V-다이에 제대로 안착하려면 소재 두께의 약 4배 정도 길이가 필요합니다. 각도를 30도로 좁히면 그 요구 조건이 1.6배 로 증가합니다. 소재가 미끄러지고 회전하려는 경향이 있기 때문이죠.
그렇다면 내부 리턴이 조밀하고, 얕은 헴과 짧은 플랜지를 겹쳐 놓으면 무슨 일이 벌어질까요?
제작자는 다음과 같이 대응할 수밖에 없습니다:
이런 것들은 당신의 목표 원가 모델에는 전혀 나타나지 않습니다.
맞춤 펀치는 SKU 간 유연성을 없애버립니다. 이제 “범용” 브레이크 셀은 부품별 강재를 필요로 하게 되죠 — 바로 스탬핑을 피하려 했던 그 문제를 되살리는 겁니다.
당신의 형상이 그 자체를 클리어하기 위해 특수 공구를 요구한다면, 이미 브레이크의 핵심 장점인 “특수 공구를 기다릴 필요 없음”을 잃은 것입니다.
Walk Away When: 하나의 프로그램 계열이 최소 70%에 걸친 인접 SKU 간에 재사용할 수 없는 전용 펀치 프로파일을 필요로 합니다.
나는 백만 달러 규모의 OEM들이 $0.002 릴리프 기능을 생략하는 것을 본 적이 있습니다.
내측 굽힘에 코너 릴리프가 없다는 것은 재료가 교차점에서 걸리는 것을 의미합니다. 작업자는 즉시 그것을 느낍니다 — 추가적인 힘, 들리는 ‘팝’ 소리, 일정하지 않은 각도. 그래서 그들은 속도를 늦춥니다. 다시 타격합니다. 더 자주 확인합니다.
사이클 타임이 늘어납니다. 5%가 아닙니다. 나는 느려짐이 거의 40% 실제 셀에서 측정된 적이 있습니다. 작업자가 타격을 신뢰할 수 없기 때문입니다.
릴리프를 추가하면 굽힘이 매끄럽게 흐릅니다. 재료가 갈 곳이 생깁니다. 타격이 반복 가능해집니다. 반복 가능성은 속도입니다.
이것은 우아함의 문제가 아닙니다. 마찰 — 재료와 금형 어깨 사이의 실제 마찰입니다. 릴리프를 생략할 때마다 처리 속도를 저하시킵니다.
그리고 처음으로 돌아가 봅시다: 생산량이 증가하면, 반복이 건물 내에서 가장 비싼 요소가 됩니다.
Walk Away When: 생산 피드백은 CAD에서 제거할 수 있었던 형상 간섭으로 인해 반복적인 각도 수정이나 이중 타격이 발생함을 보여줍니다.
이제 수학을 다시 가져오십시오 — 하지만 이번에는 형상 규율을 적용하여.
아래 굽힘(스프링백을 제거하기 위한 코인 성형)은 대량 부품에 아름다운 반복성을 제공합니다. 또한 대략 2× 공기 굽힘과 반경 전용 금형의 톤수 요구량을 필요로 합니다. 이는 더 무거운 프레스, 더 정밀한 셋업, 그리고 한 가지 작업을 매우 잘 수행하는 공구를 의미합니다.
의미 있는 생산량 이하에서는, 그 금형 전용 투자는 닻과 같습니다.
그 이상에서는, 동일한 투자가 변동성, 검사 시간, 그리고 작업 투입을 줄여줍니다. 공정 창은 좁아지고, 인력 모델은 단순해지며, 폐기율은 안정화됩니다.
비자명한 부분은 이것입니다: 스탬핑이나 롤 성형으로 전환하는 것은 단순히 단품 비용 문제가 아닙니다. 그것은 위험 집중 문제입니다.
브레이크 성형은 노동 기술, 셋업 일관성, 작업자 순서 전반에 걸쳐 위험을 분산시킵니다. 하드 툴링은 설계 확정, 금형 제작, 그리고 예측 정확도에서 위험을 미리 집중시킵니다.
만약 당신의 형상이 안정적이고, 수요가 예측 가능하며, 공차가 변동을 용납하지 않는다면, 분산된 혼란보다 집중된 리스크가 더 저렴하다.
그게 핵심 관점입니다.
“브레이크가 할 수 있을까?”가 아니다.”
“손익분기점은 어디인가?”조차도 아니다.”
하지만 이것이다:
당신은 포병용 부품을 설계하고 있는가, 아니면 진정으로 멀티툴(스위스 아미 나이프)의 이점을 누릴 수 있는 부품을 설계하고 있는가?
출시 전에 그 답을 올바르게 찾으면, 당신의 마진은 규모의 경제 속에서도 살아남는다.
그 답을 틀리면, 현장이 당신 대신 결정할 것이다 — 프레스의 한 번의 램 스트로크마다.


















