

Bir satın alma müdürü, progresif kalıp yapmak yerine beş bükümlü bir braketi pres bükücüde tutarak $60.000 tasarruf ettiğini bana övünerek anlatmıştı.
Altı ay sonra aynı braket, iki operatör derinliğinde, birikmiş işleri temizlemek için fazla mesai yaparak üretim hattını tıkıyordu. Artık kimse kalıp tasarruflarından bahsetmedi.
Ucuz gibi görünen ile gerçekten ucuz olan arasındaki fark, kâr marjlarının yok olduğu yerdir.
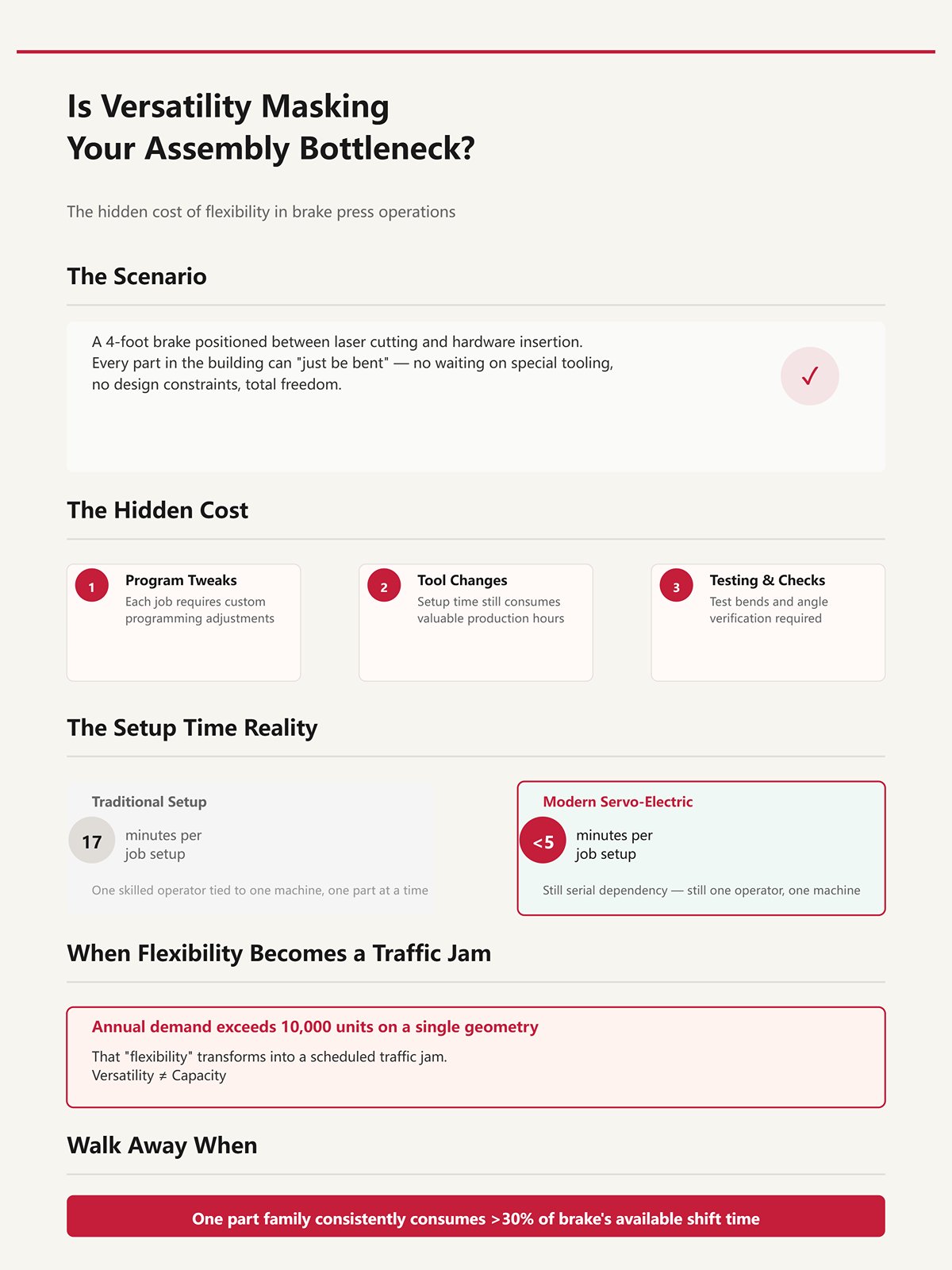
Lazer kesim ile donanım yerleştirme arasında park etmiş 4 ayaklık bir bükücü hayal edin. Binadaki her parça “sadece bükülebilir.” Özel kalıp beklemek yok. Tasarım kısıtlaması yok. Tam özgürlük.
Şimdi kuyruğun nasıl büyüdüğünü izleyin.
Her iş program ayarı, takım değişimi, test bükümü, açı kontrolü gerektirir. Kurulum süresini 17 dakikadan 5 dakikanın altına indiren modern bir servo-elektrik bükücü ile bile, hâlâ bir yetenekli operatörü bir makineye, bir seferde bir parçaya bağlıyorsunuz. Bu akış değil. Bu seri bağımlılık.
Yıllık talep tek bir geometri için 10.000 birimi geçtiğinde, o “esneklik” kendi kendinize planladığınız bir trafik sıkışıklığına dönüşür.
Çok yönlülük kapasite değildir.
Şu durumda uzaklaşın: bir parça ailesi sürekli olarak bir bükücünün mevcut vardiya zamanının 1'inden fazlasını tüketiyorsa.

Hadi temiz bir varsayımsal durum üzerinden ilerleyelim.
Beş büküm. Yeniden konumlandırma dahil büküm başına yirmi saniye. Parça başına saf çevrim süresi olarak 100 saniye alın. Hızlı değişen kalıp sayesinde 5 dakikalık kurulumlar olduğunu varsayın.
Yılda 20.000 birimde, sadece büküm süresi olarak yaklaşık 2.000 makine saatiyle karşı karşıyasınız. Bu, tek vardiya üretimde 50 haftadan fazla tam zamanlı bağlı bir bükücü demek.
Kalıbınız ucuzdu. Makineniz değildi.
Daha iyi programlama veya OEE takibiyle 15–20% çevrim iyileştirmesi yılda birkaç yüz saati geri kazandırabilir. Güzel. Ama fizik değişmez: bir ram darbesi bir büküm oluşturur. Her seferinde.
Ve o bükücüyü yetişmek için 7/24 zorladığınızda, hidrolik modeller 500.000 çevrimden sonra gerçek yorgunluk göstermeye başlar. Birilerinin bunları evrensel üretim motorları olarak değil, taktik araçlar olarak görmesi gerektiğine inanarak “ekonomi” makinelerinin beş yılda on yıl yaşlandığını gördüm.
Ucuz kalıp ancak kurulum toplam maliyeti baskın olduğunda düşük hacimde kazandırır.
O halde kendinize sorun: parça başına mı, yoksa darbe başına mı ödüyorsunuz?
| Bölüm | İçerik |
|---|---|
| Başlık | Kurulum ve çevrim süresi paradoksu: “Ucuz kalıp” ne zaman matematiksel olarak pahalı ölçeklemeyi garanti eder? |
| Hipotetik Senaryo | Beş büküm. Yeniden konumlandırma dahil her büküm için yirmi saniye. Parça başına 100 saniyelik saf döngü süresi. Hızlı değişim takımları sayesinde 5 dakikalık kurulumlar. |
| Yıllık Hacim Etkisi | Yılda 20,000 birim için, sadece bükme süresi için yaklaşık 2,000 makine saati gereklidir. Bu, tek vardiya üretiminde bir freni tam zamanlı olarak 50 haftadan fazla meşgul etmek anlamına gelir. |
| Maliyet Gerçekliği | Kalıbınız ucuzdu. Makineniz değildi. |
| Verimlilik Kazançları | Daha iyi programlama veya OEE takibi ile 15–20% döngü iyileştirmesi, yılda birkaç yüz saat geri kazanabilir. Yardımcı olur, ama fiziği değiştirmez: bir ram darbesi bir büküm oluşturur. Her seferinde. |
| Ekipman Yorgunluğu | Freni 24/7 çalıştırmak, hidrolik modellerin 500,000 döngüden sonra gerçek yorgunluk gösterdiğini ortaya koyuyor. “Ekonomi” makineleri, evrensel üretim makineleri olarak değil de taktiksel araçlar olarak muamele edildiğinde beş yılda on yıl yaşlanabilir. |
| Temel İlke | Ucuz kalıp ancak kurulum toplam maliyeti baskın olduğunda düşük hacimde kazandırır. |
| Kapanış Sorusu | Parça başına mı, yoksa darbe başına mı ödeme yapıyorsunuz? |
Şu durumda uzaklaşın: Projeksiyon yıllık talep, freni tek bir program ailesinde 500,000 toplam döngüye zorlar.
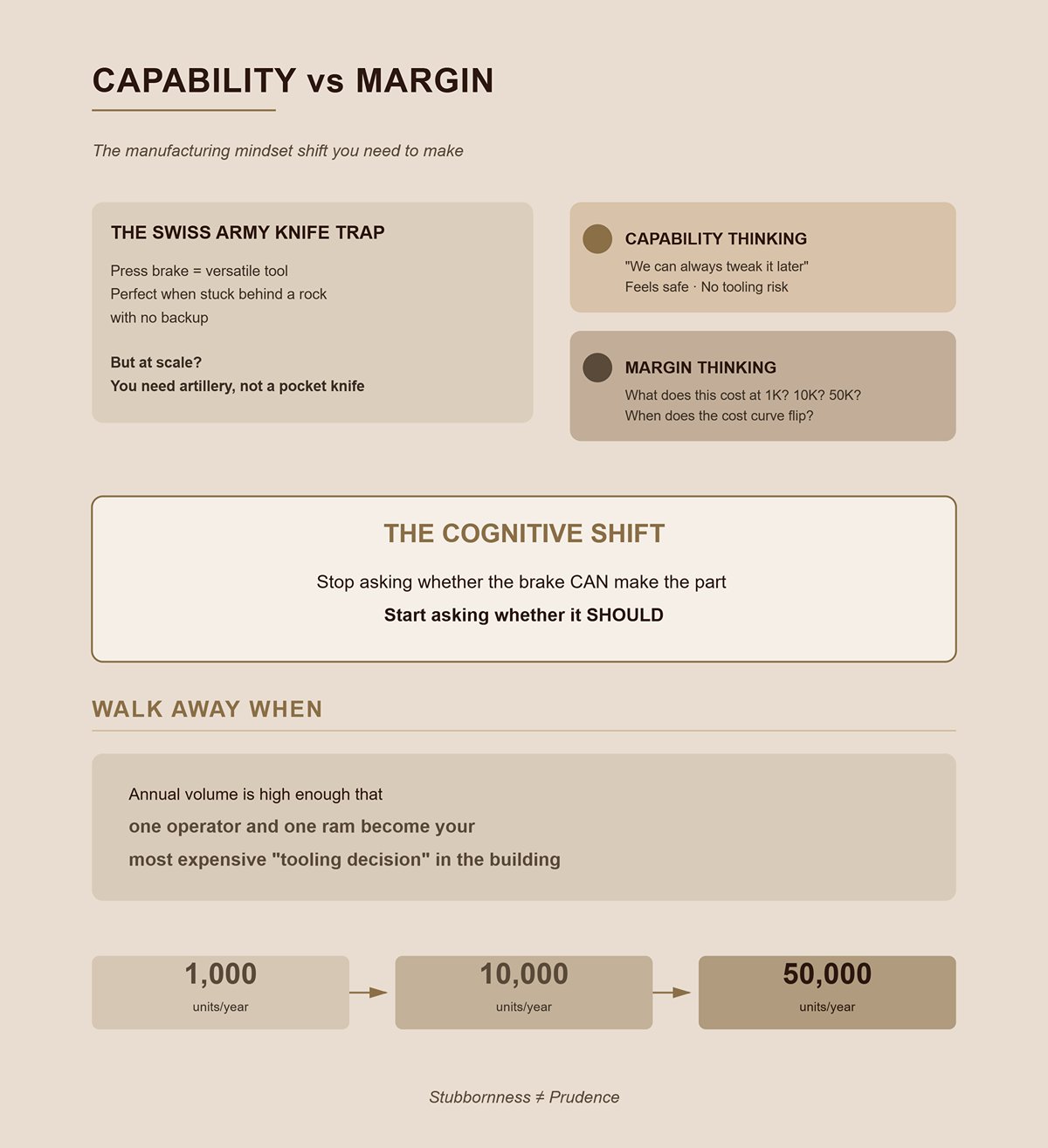
Pres freni bir İsviçre çakısıdır. Bir savaş alanında, yedek olmadan bir kayanın arkasında sıkıştığınızda bu paha biçilmezdir.
Ama her gün ölçekli bir tepeye saldırıyorsanız, bir cep bıçağı getirmezsiniz. Top getirisiniz.
OEM ekiplerinin “her zaman sonra ayarlayabiliriz” diyerek fren tabanlı tasarımları savunduğunu izledim. Bu, yetenek düşüncesidir. Güvenli hissettirir. Büyük bir ön taahhüt yok. Takım riski yok.
Marj düşüncesi daha soğuktur. Soruyor: Bu geometri 1,000 birimlik maliyeti nedir? 10,000'de? 50,000'de? Ve hangi noktada özel bir süreç maliyet eğrisini o kadar sert çevirir ki frende kalmak inatçılık, ihtiyat değil?
Gerekli bilişsel değişim basittir: Frenin parçayı yapıp yapamayacağını sormayı bırakın. Bunun yerine, yapıp yapmaması gerektiğini sormaya başlayın.
Şu durumda uzaklaşın: Yıllık hacim o kadar yüksektir ki bir operatör ve bir ram, binada en pahalı “takım kararı”nız haline gelir.
Çalıştığım bir tıbbi OEM, yılda 2,400 birimlik yedi bükümlü paslanmaz bir muhafaza üretti. İlerici kalıp teklifi $180,000 olarak geri geldi. Fren takımları rafta. Kurulum 10 dakikadan kısa sürdü. İki gün sonra parçaları sevk etmeye başladık.
Doğru soruyu sordular: kalıp nihayet frenin önüne geçtiği hacim nedir?
Hesaplamaları konferans odasında değil, atölyede yaptık. 2,400 birimde, damgalamadan elde edilen her bir parça için $6 tasarruf bile yılda yalnızca $14,400 geri kazanır. O kalıp, amortismanını ödemeden on yıldan fazla orada kalır ve bu, geometri değişmediği varsayımıyla. Bu aralıkta, fren bir uzlaşma değil. O, bir marj kalkanıdır.
Ama aynı parçayı 18,000 birime iterseniz, tablo değişir. Şimdi haftada binlerce ram darbesi harcıyorsunuz, yetenekli bir operatörü bağlıyorsunuz ve kalıp birkaç yıl içinde amorti oluyor. 100 birimin altında, prototip kaosu ve mühendislik döngüsü var; 10,000 birimin üzerinde, kapasite hesapları baskın hale geliyor. Bu rakamlar arasında, frenin sert alet eksikliği tembellik değil. Bu, kontrollü bir maruz kalmadır.
Bu bir kolaylık değil. Bu, sermaye disiplinidir.
Peki, 100–10,000 aralığı nereden geliyor?
Yılda 1,000 birim üreten 5-büküm braket çalıştıran bir frenin yanında durun. Çelikten daha fazla hava duyacaksınız. Kurulum süresi ve parça taşıma baskın. Makine, şekil vermekten daha fazla boşta kalıyor. Bu sorun değil — çünkü sabit alet maliyetiniz neredeyse sıfır ve nakit hala bankada.
Şimdi aynı işi 8,000 birimde hayal edin. Döngü süresi önemli hale gelmeye başlıyor. Operatör ritim oluşturuyor. Alet değişimleri azalıyor. Atık stabil hale geliyor. Kurulumu yeterince parçaya yayarak iş gücü yükünü tolerable hale getiriyorsunuz, ama bir geometri makineyi ele geçirecek kadar çok değil.
Yıllık talep, freni tek bir program ailesinde toplam 500,000 döngüyü aşmaya zorladığında yapısal kırılma gerçekleşir. Bu bir bütçeleme sorunu değil. Bu, fizik ve yorgunluktur. Hidrolik contalar aşınır. Arka ölçüm aletleri gevşer. Önleyici bakım, üretim duruşuna dönüşür. “Esnek” makine, darboğazınız haline gelir.
100–10,000 birim içinde, kapasite çöküşünü tetiklemeksizin kurulumu amorti ediyorsunuz. 100'ün altında, revizyon modundasınız. 10,000'in üzerinde, asla topçu olarak tasarlanmamış bir canavarı besliyorsunuz.
Otomasyon bunu karmaşıklaştırıyor. Evet, otomatik pres frenleri duruş süresini azaltır ve operatör bağımlılığını azaltır. Onları kurdum. Gerçek para maliyetleri var — genellikle geleneksel makinelerden –30 daha fazla — ve hala aynı kısıtlamalara uyar: bir ram darbesi, bir büküm. Darbe başına iş gücünü azaltıyorsunuz. Saatteki darbe sayısını, ekonomik geçiş noktasını dramatik bir şekilde değiştirecek kadar artırmıyorsunuz.
Tatlı nokta, nostalji değil, darbe ekonomisine bağlı olduğu için devam ediyor.
Şu durumda uzaklaşın: tahmin edilen yıllık talep, freni tek bir program ailesinde toplam 500,000 döngüyü aşmaya zorlar
Eğer hacim savaş alanını tanımlıyorsa, geometri silahı belirler.
Bir zamanlar altı flanş açısına sahip bir telekom şasisini fiyatlandırdım: 90°, 45°, 135°, iki offset ve bir kenar. Lazer kesim ham. İkincil kaynak izin verilmez. Yıllık hacim: 3,500 birim.
Bunu ilerleyici bir kalıp olarak inşa etmeyi deneyin. İstasyonları üst üste koyuyorsunuz, garip açılar için kamlar ekliyorsunuz ve şerit düzenini yeni doğmuş bir bebek gibi gözlemliyorsunuz. Alet maliyeti patlıyor. Teslimat süresi uzuyor. Her açı değişimi çelik işçiliği gerektiriyor.
Frenle mi? Makaraları değiştirin. Bükümleri yeniden sıralayın. Arka ölçüm pozisyonlarını ayarlayın. Tamam.
Karmaşıklık, kalıp maliyetini neredeyse geometrik olarak artırır çünkü her istasyon donmuş çeliktir. Bir frenle, karmaşıklık birkaç saniye ekler ve belki bir alet değişimi gerektirir. Bu, lineer acıdır, üstel acı değil.
Ve evet, otomasyon yüksek karışımlı, çok açılı parçalarla mücadele edebilir. Programlama zaman alır. Yetenekli operatörler önemlidir. Ama parça, orta hacimde altı farklı büküm koşulu talep ettiğinde, fren dar bir sokakta bir İsviçre çakısı gibi davranır. Bina ipoteği vermeden yanıt verebilirsiniz.
Açık olan tuzak belli. Her eklenen büküm, bir başka darbe demektir. Her darbe işçilik ve aşınmadır. Bu nedenle, bu avantaj yalnızca orta hacim bandında geçerlidir. Karmaşıklık artı yılda 40.000 birim mi? O zaman bir transfer hattı veya özel şekillendirme hücresi istemiş oluyorsunuz.
Şu durumda uzaklaşın: Tek bir geometrinin 8 bükümü aşması ve yıllık talebin yukarı doğru eğilim göstermesi durumunda — işte bu, darbe sayısının, alet maliyetinin değil, P&L'nizi yazmaya başladığı noktadır.
Ama o bant içinde bile, nakit akışınıza yönelik daha sessiz bir tehdit var.
Bir tüketici elektroniği müşterisi, sekiz ay içinde havalandırma desenlerini ve flanş uzunluklarını üç kez değiştirdi. Yıllık hacim 5.000 birim civarında dalgalandı. Eğer baştan sert aletleri kesmiş olsaydık, her revizyon kaynak birikimi, yeniden işleme veya daha kötüsü — ek parçaların hurdaya çıkması anlamına gelecekti.
Fren üzerinde, düz deseni güncelledik, büküm kesintilerini ayarladık, programı düzenledik ve aynı öğleden sonra ilk makaleleri çalıştırdık.
Özel aletler için beklemek yok.
Tasarım hala hareket halindeyken nakit akışı birim maliyetinden daha önemlidir. Sert aletler geometriyi kilitler. Fren bunu kiralar. 100–10.000 aralığında, birçok OEM'in ürün rampası ve yinelemeli iyileştirme sırasında yaşadığı yerde, bu kiralama modeli sizi mühendislik departmanınızdan korur.
Ama bağışıklık sağlamaz. Eğer revizyonlar yerleşirse ve hacim artarsa, sizi erken kurtaran esneklik, atalet haline gelir. Her zaman yaptığınız için “sadece bükmeye” devam edersiniz.
İşte bu bölümün fiziğe devredildiği yer. Karlı pencerede bile, malzeme kalınlığı, büküm yarıçapı limitleri ve geri yaylanma, tekrarlanabilirliği ve maliyeti sessizce sabote edebilir.
Hacim bandı size izin verir. Geometri ve malzeme hala buna layık olup olmadığınızı belirler.
Geçen kış 220 tonluk bir hidrolik frenin önünde durdum ve 0.375″ yapısal çelik braketlerde temiz bir 90° elde etmeye çalıştım. Kağıt üzerinde, önemsiz. Pratikte, her darbe sırasında ram 190 ton civarında süzülüyordu. Yağ ısındıkça açı yarım derece kayıyordu. Dördüncü saatte, kalıpları shimleyip, sayıları kumar oynayanların kayıpları takip ettiği gibi takip ediyorduk.
Bu, kimsenin hesap tablosunda modellemediği kısım.
Malzeme kalınlığı, büküm yarıçapı ve akma dayanımı sadece bükümü etkilemekle kalmaz — frenin konfor bölgesinde mi yoksa derecelendirmesinin en uç noktasında mı çalıştığını belirler. Ve bir pres frenini yaklaşık 80% derecelendirilmiş tonajının üzerine ittiğinizde, artık parçaları şekillendirmiyorsunuz. Contaları yüklüyorsunuz, çerçeveleri saptırıyorsunuz ve sistemdeki her değişkeni artırıyorsunuz.
100–10.000 birim tatlı noktasında, fren finansal olarak mantıklıdır. Ama bu, fizik işbirliği yaparsa geçerlidir. Kalınlık ve akma dayanımı tonajı kırmızı bölgeye ittiği anda, tekrarlanabilirlik düşer, hurda artar ve duruş süresi, sert aletlerden kaçınarak koruduğunuzu düşündüğünüz marjı yemeye başlar.
İsviçre çakısı dar sokaklarda çalışır. Topçu değildir.
Peki, eğer hava bükümü modern standartsa, neden “basit” braketleriniz hala QA'dan geçemiyor?
Hava bükümü popülerdir çünkü esnektir. Bir V-die açıklığı, bir dizi açı ve kalınlığı işleyebilir. Açı, sabit bir boşluğa darbenin dibe vurmasıyla değil, darbe derinliğiyle kontrol edilir.
Ama fiziksel durumu değiştirmiyor: bir ram darbesi bir büküm oluşturur.
Hava bükümünde, malzeme yalnızca darbe ucu ve kalıp omuzları ile temas eder. Merkez havada süzülür. Bu, son açının elastik geri kazanıma — yay geri dönüşü — bağlı olduğu anlamına gelir; bu da akma dayanımı, kalınlık ve iç yarıçapa bağlıdır. Bunlardan herhangi biri, hatta biraz bile kayarsa, açı da onlarla birlikte kayar.
Geri dönüştürülmüş yapısal çelik lotlarının, yerini aldığı virgin hafif çelikten neredeyse üçte bir daha fazla tonaj talep ettiğini gördüm. Aynı nominal sınıf. Farklı alaşım karışımı — burada biraz nikel, orada biraz krom — sadece akma dayanımını artırmak ve bükülmeye karşı koymak için yeterli. Operatör kimyayı görmez. 90° yerine 91.2° açıda bir parça çıktığını görür.
Derinlik ayarı ile telafi edebilirsiniz. Ta ki edemeyene kadar.
Yüksek tonaj yakınında, makine kendisi elastik hale gelir. Çerçeveler sapar. Hidrolikler gecikir. Yaklaşık 150 tonun üzerindeki elektrikli frenler, orada yaşamaları için tasarlanmamış olan makaralı vidalara şok aktarımına başlar. Artık telafi eğriniz sadece malzemeye bağlı değil — makineye ve sıcaklığa da bağlı.
Sıkı toleranslı braketler, frenin hatalı olduğu için değil, kalite kontrolünden geçmez. Hava büküm doğruluğu, sabit akma dayanımı ve sabit makine sertliği varsayar. Herhangi biri hareket ettiğinde, “basit” iki büküm braketiniz istatistiksel bir probleme dönüşür.
Ve istatistiksel problemler, muayene süresine mal olur.
Şu durumda uzaklaşın: Toleransı sağlamak, her vardiyada canlı darbe ayarları gerektirir çünkü malzeme lotları, muayene penceresinin izin verdiğinden daha fazla açı değiştirir.
Ama alüminyum farklı davranıyor, değil mi?
Aynı kalınlıkta 5052 alüminyum ve A36 hafif çeliği alın. Her ikisini de aynı göreceli iç yarıçapı kullanarak 90°“ye bükün. Alüminyum daha fazla geri dönecektir. Bunun nedeni ”daha yumuşak” olması değil — bu acemice bir kelime — ama elastik modülünün akma dayanımına göre daha düşük olmasıdır.
Yay geri dönüşü elastik geri kazanımdır. Akma dayanımı ile modül oranı ve iç yarıçap ile ölçeklenir. Daha yüksek oran, daha fazla geri dönüş.
Çeliğin daha yüksek bir modülü vardır. Elastik uzamaya daha fazla direnç gösterir. Bu nedenle, belirli bir plastik deformasyon için daha az gevşer. Alüminyum, akmadan önce ve sonra elastik olarak daha fazla uzar, bu nedenle darbe serbest bırakıldığında daha fazla açılır.
Şimdi yarıçap ekleyin.
Eğer iç büküm yarıçapınız malzeme kalınlığına yaklaşırsa — diyelim ki 1T — daha keskin plastik deformasyon zorlamış olursunuz. Bu, yay geri dönüşünü azaltır ama tonajı artırır. Yarıçapı 2T veya 3T'ye açarsanız “daha kolay hale getirmek” için, yay geri dönüşü tekrar artar çünkü daha nazik bir şekilde büküyorsunuz.
Tasarımcılar, basit braketlerde cömert yarıçapları sever. Güvenli görünüyor. Şekillendirmesi daha kolay.
Aslında yaptıkları şey, hava bükümünde açı değişkenliğini artırmak, özellikle de alüminyumda.
Orta hacimli programlarda, bunu test kuponları ve simülasyon ile ayarlayabilirsiniz. Geometri tutarlı ve tonaj ılımlı olduğunda, karmaşık çok bükümlü parçalarda frenlerin ±0.0004″ pozisyon tekrarlanabilirliğini koruduğunu gördüm. O hassasiyet gerçektir — ama malzeme davranışının öngörülebilir olduğu ve frenin zorlanmadığı yerlerde yaşar.
Program ortasında alaşımları değiştirirseniz veya satın alma departmanının daha ucuz bobin peşinde koşmasına izin verirseniz, 2,000 birimde oluşturduğunuz telafi tablosu 6,000 birimde çöp haline gelir.
Yani soru “Fren bunu bükebilir mi?” değil. Soru “Bunu her lot için önümüzdeki üç yıl boyunca aynı şekilde bükebilir mi?”
Kalınlığın bir detay olmaktan çıkıp bir sınır haline geldiği yer burasıdır.
Düşük ağırlıklı çelikten yapılmış, 0.5 inç kalınlığında 10 fitlik bir büküm düşünün. İhtiyatlı bir şekilde bile, kalıp açıklığına bağlı olarak yüzlerce tonun üstüne çıkıyorsunuz. 300 tonluk bir makinede, her döngüde tavanla flört ediyorsunuz.
Şimdi bunu yıllık talep ile karşılaştırın. Orta hacim, diyelim ki 7,000 birim. Her parça için iki büküm. Yılda on dört bin yüksek tonajlı darbe, her biri makine sınırına yakın.
Hidrolik sistemler bu yüklerde elektrikli sürücülerden daha iyi darbe sönümleme sağlar, ancak conta aşınması ve yağ bozulması getirir. Ağırlık plaka işlerinde basınç tutarsızlığından kaynaklanan açı kaymasını takip ederken conta arızası nedeniyle iki gün kaybettim. Bu teorik değil. Bu, ram hareketsiz dururken maaşların ödenmesi demek.
Tam olarak “yanlış alet” kalınlığı, malzeme verimi, büküm uzunluğu ve kalıp genişliğine bağlıdır. Büyülü bir sayı yoktur. Bir sınır vardır: gerekli tonajın büküm uzunluğu ile çarpılması sizi makine kapasitesinin üst dilimine itiyorsa, fren bir şekillendirme aracı olmaktan çıkar ve bakım yükümlülüğü haline gelir.
Ve bir kez o yükümlülük, yıllarca güvenilir bir şekilde çalışması beklenen bir programın içinde yer aldığında, 100–10,000 birim tatlı noktanız, duruş riski ve hurda dalgalanması altında çöker.
Basit geometriler burada en aldatıcı olanlardır. Kalın, yüksek verimli bir malzemeden yapılmış iki uzun büküm içeren düz bir braket, 14 gauge'luk altı flanjlı bir şasiye kıyasla önemsiz görünüyor. Ancak şasi, orta tonajda ve stabil geri yaylanma ile çalışıyor. “Basit” braket, her darbe ile makineyi cezalandırıyor.
İşte tuzak bu.
Fren, karmaşıklık yüksek ve kuvvet orta olduğunda baskın çıkar. Geometri basit ama kuvvet aşırı olduğunda sizi sabote eder.
Bu da bir rahatsız edici soru bırakıyor: Eğer kuvvet tavanı tanımlıyorsa, şekil kendisi darbe darbe doğasına karşı savaşırsa ne olur?
12 fitlik bir frenin önünde duruyorsunuz, tüm uzunluğu boyunca düzgün bir yarıçapa sahip 10 fitlik mimari bir cephe oluşturmaya çalışıyorsunuz. Çizim, sürekli nazik bir kavis talep ediyor. Gerçekte yaptığınız şey, 1 inç aralıklarla işaretlemek ve “şok bükme” işlemine başlamak — bir hafif darbe, kaydır, başka bir darbe, tekrar kaydır.
Ama fiziksel durumu değiştirmiyor: bir ram darbesi bir büküm oluşturur.
Bir fren ayrık bir yapıdır. Bir kavis sürekli bir yapıdır. Sürekliliği taklit etmek için, yan yana küçük düz parçalar yığarsınız ve yüzeylerin boyada kaybolmasını umarsınız. Eğer o yarıçap 36 inçten uzun olursa, artık geometri şekillendirmiyorsunuz — onu iş gücü ile yaklaşık olarak oluşturuyorsunuz. Bu arada, bir rulo şekillendirici, bobini eşleşen kalıplardan geçirir ve o eğriliği sürecin doğal bir durumu olarak üretir, taklit değil.
O uyumsuzluk, marjın sızdığı yerdir.
Geometri süreklilik talep ettiğinde, fren, top mermisi oymak için bir İsviçre çakısı haline gelir. Evet, yapabilir. Hayır, yapmamalı. Makine zaman kaybettiğini bilmez; sadece döngüye devam eder. Operatörünüz daha hızlı olmaz; sadece yorulur.
Peki, bu teoride değil de üretimde nasıl görünür?
Bir keresinde bir atölyenin 4,000 alüminyum hafif kovan çalıştırdığını izledim — her biri 8 fit uzunluğunda, her biri hafif bir kavis profiline sahip. Eğriliği yaklaşık olarak oluşturmak için her parça için 22 darbe programladılar. Yirmi iki darbe. Kaydır, hizala, darbe. Tekrar et.
Bu, bir yarıçapı taklit etmek için sadece 88,000 ram döngüsü demektir.
Fren tonajda zorlanmadı. Aritmetikte zorlandı. Her darbe, işlem süresini artırır. Her yeniden konumlandırma, birikimli açı hatası ekler. 8 fit boyunca, her darbedeki bir ondalık derece kayması görünür bir burkulmaya dönüşür. QA, onları tek bir bükümde spesifikasyona uymadıkları için reddetmedi. Onları yanlış göründükleri için reddettiler.
Şimdi fiziksel kısıtlamayı ekleyin: çoğu fren, yatak uzunluğunda 10 ila 12 feet civarında sınırlıdır. 16 feet mi gerekiyor? İki bölüm kaynak yapıyorsunuz. Her dikiş, bir korozyon noktası, bir titreşim çatlağı başlatıcısı, soğuk bir kış için bekleyen bir garanti talebi haline gelir.
Rulo şekillendirme burada sadece hızda kazanmıyor. Yapısal süreklilikte de kazanıyor. Uzunluk boyunca kesintisiz bir tahıl akışı. Hiçbir kaynak dikişi yok. 22 indeksli darbe ile yığılmış tolerans yok.
Ve evet, rulo şekillendirme taahhüt gerektiriyor — bitmiş bobin, özel aletler. Eğer bitişiniz koşu ortasında değişmesi gerekiyorsa veya tasarımınız hala belirsizse, fren size esneklik sunar. Bu esneklik gerçektir.
Ama eğer binlerce aralığında stabil bir profil çalıştırıyorsanız ve her parça için 20'den fazla darbe için yetenekli bir operatöre ödeme yapıyorsanız, sürekli bir süreç tarafından otomatik olarak üretilen geometri için yetenekli iş gücünü yakıyorsunuz.
Şu durumda uzaklaşın: lineer profiliniz, tek bir görsel yüzeyi yaklaşık olarak elde etmek için 12'den fazla ayrı darbe gerektiriyor.
Uzun profiller frenin ayrıklığını ortaya çıkarır. Derinlik ne olacak — geometri kendine geri döndüğünde?
20 inç derinliğinde, dört dönüş flanşı olan 14-gauge çelik elektronik muhafazayı hayal edin. Düz şablonda temiz. Fren üzerinde ise bir satranç maçı.
İlk büküm kolaydır. İkinci büküm geçer. Üçüncüde, şekillendirilmiş flanş ram konutuna çarpmaya başlar. Onu çeviriyorsunuz, gooseneck punch'ları (şekillendirilmiş bacakları temizleyen rahatlatılmış aletler) kullanıyorsunuz, belki de alet yüksekliklerini aşamalı olarak ayarlıyorsunuz. Her ayarlama, kurulum süresini ve yeni bir müdahale riskini artırır.
Geometri tonajla savaşmıyor. Çıkarmayla savaşıyor.
Bir fren, malzemeyi V-kalıbına iterek şekillenir. Bu, parçanın kalıp alanına çarpmadan girmesi ve çıkması gerektiği anlamına gelir. Derinlik arttıkça, serbestlik dereceleriniz daralır. Bazen tek çıkış yolu, muhafazayı iki kabuğa ayırmak ve sonra kaynak yapmaktır.
Bu da sizi ikincil işlemlere, ısı girişi nedeniyle deformasyona ve kareliği sağlamak için yeniden çalışmaya geri getirir.
Şimdi bunu daha yüksek hacim için özel derin çekim veya ilerleyici kalıpla karşılaştırın. Tek kontrollü hareket, tasarlanmış boşluklar, öngörülebilir malzeme akışı. Ön maliyet yüksek, evet. Ama çıkarma, süreç içine mühendislik ile entegre edilmiştir, her bükümde pazarlık edilmez.
Press frenler, sığ ve erişilebilir kalan çoklu büküm geometrilerinde parlayabilir. Derinlik, yaratıcı sabitleme ve özel punch'lar gerektirdiğinde, her döngüde zekaya ödeme yapıyorsunuz.
Şu durumda uzaklaşın: muhafaza derinliği 18 inçten fazla ve önceki bükümleri temizlemek için aşamalı aletler veya parça çevirme gerektiriyor.
Derinlik fiziksel müdahaleyi ortaya çıkarır. Büyük yarıçaplar daha ince bir şeyi ortaya çıkarır: frenin elastik geri kazanıma bağımlılığı.
0.125 inç 5052 alüminyum alın. Baskı, 6 feet panel boyunca 3 inç iç yarıçap talep ediyor. Cömert, değil mi? “Kolay büküm.”
Hayır. Bu, geniş bir yay boyunca yayılan sığ plastik deformasyondur. Hava bükümünde, bu daha fazla elastik davranış anlamına gelir. Yay geri dönüşü artar. Açı kontrolü hassaslaşır. Ve çünkü geniş bir yay oluşturuyorsunuz, gerçek bir yarıçap üretmiyorsunuz — birini ima eden teğetler üretiyorsunuz.
Gerçek bir 3 inç yarıçapa daha yakın olmak için, ya birçok küçük artışla bump-bend yaparsınız ya da eğriliği karşılayan bir yarıçap kalıbına geçersiniz. O ölçeklerde yarıçap kalıpları hızla hantal hale gelir. Alet maliyeti artar. Taşıma zorlaşır.
Rulman şekillendirme, malzemenin ardışık istasyonlar aracılığıyla yavaşça geçiş yaptığı için büyük yarıçaplar yaratır. Rulo makineleri, daha basit kavisler için daha az geçişte aynı şeyi yapar. Malzeme, kavis boyunca yönlendirilir, içine darbe yapılmaz.
Lazer kesim ve şekillendirme, tasarımcıların unuttuğu üçüncü seçenektir: kavisleri kasıtlı olarak rahat kesimlerle bölmek ve ardından mühendislik hatları boyunca katlamak. Artık geometri, ayrık olma konusunda dürüsttür. Fren, bir rulo gibi davranmayı bırakır.
İstisnalar vardır. Yağ kanmasına karşı direnç göstermesi gereken kalın yapısal alüminyum, şekil bozulması olmadan kalınlığı kaldırmak için pres frenlemeyi gerektirebilir. Bu, bir dayanıklılık çağrısıdır, hız çağrısı değildir. Alan performansı bunu haklı çıkarıyorsa, işçilik maliyetini bilerek ödersiniz.
Ama büyük yarıçaplar, stabil hacimlerde ince, uzun panellerde ortaya çıktığında, fren bu iş için yanlış fizik motorudur.
Bunu zorlayabilirsiniz. Atölyeler her gün yapar.
Sadece bunun verimli olduğunu iddia etmemelisiniz.
Şu durumda uzaklaşın: Gerekli bir iç yarıçap, ince kalınlıkta malzeme üzerinde 36 inçten daha uzun bir mesafede 2 kat malzeme kalınlığını aşar.
Geometri, frenin darbe darbe doğasıyla uyumsuz hale geldiğinde, makine esnek bir çözüm olmaktan çıkar ve pahalı bir geçici çözüm haline gelir. Ve eğer sadece geometri, orta hacimlerde marjı eritebiliyorsa, bu uyumsuzluğa ölçek eklediğinizde ne olur?
Tanıdığım bir Ortabatı üreticisi, yıllarca bir fren üzerinde basit bir braket çalıştırdı. Beş büküm. İki operatör. Parça başına yaklaşık 45 saniye işleme ve döngü. Yılda 5,000 birimde, kimse şikayet etmedi. “Özel aletler için bekleme yok.”
Sonra OEM tahmini 60,000'e fırladı.
Geometrinin hiçbir şeyi değişmedi. Aynı beş büküm. Aynı 0.090 çelik. Aynı fren. Ama şimdi o 45 saniye, bir SKU'ya bağlı olarak 750 operatör saatine dönüştü. Kurulum, denetimler, palet hareketleri ekleyin ve 900 gerçek saati geçiyorsunuz. Bu, bir nitelikli kişinin yılının yarısıdır, tek bir tekrarlı harekete bükülmüştür.
İşte burada geometrinin verimsizliği çarpan haline gelir. 3,000 parçada tolerans gösterdiğiniz her ekstra darbe, 60,000'de bir bordro kalemi haline gelir. Her flip yorgunluk haline gelir. Her çarpışma kontrolü risk haline gelir. Fren kötüleşmedi. Ölçek onu dürüst hale getirdi.
Peki hacim beş haneli rakamlara geçtiğinde ne gerçekten değişiyor?
Kaba bir varsayımla başlayın.
Bir fren hücresinin size yüklü saat başına $75 maliyeti olduğunu varsayın - ücretler, yük, makine amortismanı, elektrik, denetim. Eğer bir parça 45 saniye gerçek döngü süresi tüketiyorsa, bu yalnızca makine süresinde yaklaşık $0.94 eder. 10,000 birimde, saf fren süresinde $9,400 harcıyorsunuz. Sinir bozucu, ama hayatta kalınabilir.
50,000 birimde, aynı geometri sessizce $47,000 yer.
Hiçbir egzotik şey olmadı. Sadece verimsizliği ölçekle çarptınız.
Şimdi bunu $30,000 olarak teklif edilen bir progresif kalıpla karşılaştırın. 10,000 birimde, kalıp amortismanı, çeliği beslemeden önce parça başına $3'tür. Elbette orada fren kazanır. Bu yüzden 100–10,000 aralığı onun ana sahasıdır.
Ama 50,000 birimlik üretimde, aynı $30,000 kalıp parça başına $0.60 ekler. Ve bunu çalıştıran pres, bir operatörün birden fazla makineyi yönettiği 40 vuruş/dakika hızında dönebilir. Parça başına işçilik maliyetiniz çöküyor çünkü süreç artık ayrık değil - sürekli.
Ama fiziksel durumu değiştirmiyor: bir ram darbesi bir büküm oluşturur.
Bir fren üzerinde, beş büküm her zaman beş vuruş olacaktır. İlerlemeli bir kalıpta, beş şekillendirme olayı bir pres döngüsü içinde gerçekleşir. Geometri kaybolmaz. Çeliğe gömülür.
Yıllık talep anında geçtiğinde 50,000 birim, işçilik arka planda gürültü olmaktan çıkar ve denklemin baskın terimi haline gelir. İşte o zaman “ucuz kalıp” pahalı tekrara dönüşür.
Şu durumda uzaklaşın: tahmin edilen yıllık talep, freni tek bir program ailesinde toplam 500,000 döngüyü aşmaya zorlar
Tahmin etmek yerine bunu çözelim.
Aynı 45 saniyelik fren döngüsünü $75 saat başına alalım. Bu, makine zamanı olarak parça başına $0.94'tür. Malzemeyi göz ardı et. Genel gideri göz ardı et. Sadece işçilik ve makine yükü.
Kalıp maliyetini $30,000 olarak ayarlayın.
Başabaş hacmi = Kalıp Maliyeti / Parça Başına Fren Maliyeti $30,000 / $0.94 ≈ 31,915 parça.
İşte bu kadar. Yaklaşık otuz iki bin parçada, kalıbın tüm sermaye maliyeti, orada durup freni çalıştırmak için ödeyeceğiniz miktara eşit olur.
Ve bu, mütevazı bir beş büküm parçası varsayıyor. Karmaşıklık ekleyin - diyelim ki sekiz büküm 70 saniyede - ve parça başına fren maliyetiniz yaklaşık $1.46'ya fırlar. Şimdi başabaş noktası 21,000 birimin altına düşer.
Bu yüzden “50,000 kuralı” atölyelerde dolaşıyor. Bu sihir değil. Bu bir tampon. Revizyon riski, bakım, mühendislik süresi ve tahminlerin kayma gerçeğini hesaba katar.
Ama matematik efsaneleri umursamaz. Daha basit parçalar daha erken kayar. Karmaşık parçalar daha da erken kayar. Gördüğüm bir YouTube örneği, bir atölyenin küçük partilerde frenle şekillendirilmiş parça başına yaklaşık $12'den 10,000 birimde özel bir kalıpla $0.44'e düştüğünü gösterdi. Aşırı bir örnek, evet. Ama bu, dönüm noktasının sabit olmadığını - geometrik olduğunu kanıtlıyor.
Şimdi bir karmaşıklık ekleyin: aynı profilin birden fazla uzunluğu. Damgalama, her uzunluk için ayrı kalıplar gerektirebilir, hacminizi parçalar ve başabaş noktasını yukarı iter. İşte burada fren, bir araç setinin SKU'lar arasında esneyebileceği için bazı alanları geri kazanır.
Ama eğer bir geometri, bir uzunluk, bir istikrarlı tahmin talebinizi domine ediyorsa, operatörün saatlik ücreti binadaki en pahalı “alet” haline gelir.
O yüzden kendinize sorun: İnsanlara değer yaratmaları için mi para ödüyorsunuz, yoksa hareketi tekrarlamaları için mi?
Şu durumda uzaklaşın: kalıp amortismanı parça başına fren hücresinin doğrudan işçilik maliyetinin altına düşer
İlerlemeli bir kalıp çalıştıran 200 tonluk bir boş çerçeve presinin önünde durun. Dakikada 30 ila 60 vuruş duyacaksınız. Her vuruş, bitmiş bir parça üretir veya bir parçayı istasyonlar arasında ilerletir. Bir operatör bobini yükler ve şerit beslemesini izler.
Şimdi aynı braket oluşturarak fren hücresine geri yürüyün.
Kelepçe. Vuruş. Aç. Çevir. Vuruş. Ölçüm kontrolü. Yığın.
50.000 birimde, bu karşıtlık akademik değil. Bu, maaş.
Eğer bir progresif kalıp dakikada 40 vuruş yapıyorsa, bu basit bir tek çıkış konfigürasyonunda saatte 2.400 parça demektir. Gerçek çıktı, atık ve kontrollerden sonra bunun yarısı olsa bile, hala saatte 1.000'in üzerinde olursunuz. Parça başına 45 saniyede fren, iyi bir günde saatte 80 üretir.
Bu, 12'ye 1 bir verimlilik farkından fazladır.
Verimlilik, marjın sessiz ortağıdır. Daha yüksek verimlilik, sabit genel giderleri — denetim, zemin alanı, bakım — daha fazla parçaya yayar. Birim başına yükünüz, tek bir malzeme indirimi pazarlığı yapmadan küçülür.
İstisnalar vardır. Tonajı pratik damgalama sınırlarının ötesine iten kalın levha? Fren, tek mantıklı seçenek olabilir. Değişken uzunlukta, değişen tasarımlara sahip muhafazalar? Alet parçalanması, damgalamanın avantajını aşındırabilir. Bunlar duygusal değil, stratejik kararlardır.
Ama on binlerce için istikrarlı, tekrarlanabilir geometri söz konusu olduğunda, damgalama ve rulo şekillendirme sadece freni geride bırakmaz.
Matematiksel olarak onu gömerler.
Fren, bir savaş alanında bir İsviçre çakısıdır — sıkı, taktiksel durumlarda vazgeçilmezdir. Ama topçuya ihtiyacınız olduğunda, ekibinize cep aletleri verip verimliliğin ölçeklenmesini ummazsınız.
Gerçek soru, frenin parçayı yapıp yapamayacağı değil.
Onun yapılmasına izin verilip verilmeyeceğidir.
Matematik, damgalamanın ne zaman kazandığını zaten söyledi.
Söylemediği şey, OEM'lerin bu noktadan sonra hala parayı nasıl yaktığıdır — çünkü geometrileri, kimse sayıları hesaplamadan önce tedarik zincirini yanlış sürece kilitleyen bir şekilde serbest bırakıyorlar.
Satın alma ekiplerinin parça fiyatında kuruşları kovalamalarını, mühendisliğin CAD'e sert kodlanmış fren mantığını entegre etmesini izledim: yalnızca uzun punchlarla çalışan flanş uzunlukları, manuel çevirme gerektiren büküm sıraları, “her zaman böyle yaptık” diye sürekli şekillerin ayrı vuruşlara bölünmesi. Hacim büyüdüğünde, tasarım kendisi topçuya direnç gösterir.
Savunma tasarımı, RFQ'dan önce geometriyi, tonajı ve tahminleri birlikte test etmeniz gerektiği anlamına gelir. Araç odası sizi bir köşeye sıkıştırmadan önce değil.
Çerçeve basittir. Sert, ama basit.
Parçaya bakın ve onu her zaman nasıl yaptığınıza aldırmayın.
Gerçekten ayrı bükümlerin bir kümesi mi — parantezler, sekmeler, offsetler — yoksa sadece kesilmiş bir profil gibi görünen sürekli bir profil mi taklit ediyor?
Çünkü bir fren, konumlandırma makinesidir. Açılar belirli yerlerde oluşur. Ama fiziği değiştirmez: bir ram darbesi bir büküm oluşturur.
Şimdi uzunluğu katlayalım. Modern CNC frenleri, taçlandırma ve sapma telafisi ile uzun mesafelerde etkileyici bir tutarlılık sağlayabilir. Dört metrelik makinelerin, eski üç metrelik dinozorlardan çok daha iyi davrandığını gördüm. Ama yaklaşık 3 metre tek bir kritik bükümde geçerseniz, aynı anda kiriş sapması, malzeme varyasyonu ve operatör dokunuşuyla mücadele ediyorsunuz. Aralık boyunca iki derece kayma bir teori değil — bu bir Salı.
Eğer geometriniz süreklilik talep ediyorsa — uzun yarıçaplar, akıcı profiller, tekrarlanabilir süpürme — bir İsviçre çakısını bir rulo şekillendirici gibi davranmaya zorluyorsunuz. Bu esneklik değil. Bu inkar.
Sürekli talep sürekli süreçlere aittir. Ayrı geometriler bir fren üzerinde yer alır.
Şu durumda uzaklaşın: Profilin işlevsel performansı, 3 metreden fazla aralıklar boyunca açı tutarlılığına bağlıdır ve yıllık talep, özel aletleri haklı çıkarmak için yeterince stabildir.
İşte burada CAD kahramanlıkları sessizce tedarik zincirinizi zorlar.
Minimum flanş uzunluğu bir öneri değildir. Tipik hava bükme için, V-die içinde düzgün bir şekilde oturabilmek için malzeme kalınlığının yaklaşık dört katına ihtiyacınız var. Açıyı 30 dereceye sıkıştırdığınızda, bu gereklilik 1.6× katına çıkar çünkü malzeme kaymak ve döndürmek ister.
Peki, sıkı iç dönüşler, sığ kenarlar ve kısa flanşlar yığdığınızda ne olur?
Üretici ya:
Bunların hiçbiri, maliyet modelinizde görünmez.
Özel delgiler, SKU'lar arasında esnekliği öldürür. Artık “evrensel” fren hücresi, tam olarak kaçınmaya çalıştığınız hastalık olan parça spesifik çeliğe ihtiyaç duyar — damgalama yapmamak için.
Eğer geometriniz özel aletler gerektiriyorsa, zaten frenin temel avantajını kaybetmişsinizdir: “Özel aletler için bekleme yok”.
Şu durumda uzaklaşın: Tek bir program ailesi, en az 70% bitişik SKU'lar arasında yeniden kullanılamayan özel delme profilleri gerektirir.
Milyon dolarlık OEM'lerin $0.002 rahatlama özelliğini atladığını gördüm.
İç bükümde köşe rahatlaması yoksa, malzeme kesişim noktasında sıkışır. Operatör bunu hemen hisseder — ekstra kuvvet, duyulabilir patlama, tutarsız açı. Bu yüzden yavaşlarlar. Yeniden vururlar. Daha sık kontrol ederler.
Döngü süresi uzar. 5% değil. Operatörün vuruşa güvenemediği için yavaşlamaları ölçtüm. 40% Rahatlama ekleyin ve büküm akışkan hale gelir. Malzemenin gidecek bir yeri vardır. Vuruş tekrarlanabilir hale gelir. Tekrarlanabilirlik hızdır.
Bu zarafetle ilgili değil. Bu sürtünme ile ilgili — malzeme ile kalıp omuzları arasındaki gerçek sürtünme. Her seferinde bir rahatlama atladığınızda, verimliliği zorlamış oluyorsunuz.
Ve nereden başladığımızı hatırlayın: bir kez hacim arttığında, tekrar etme, binadaki en pahalı şeydir.
Üretim geri bildirimi, CAD'de ortadan kaldırılabilecek geometrik müdahale nedeniyle tekrar eden açı düzeltmeleri veya çift vuruşlar gösteriyor.
Şu durumda uzaklaşın: Gerçek toplam birim maliyetinizi bulmak için alet amortisman eğrilerine karşı test hacmini kontrol edin.
Alt büküm (geri yayılmayı ortadan kaldırmak için madeni para şekillendirme) yüksek hacimli parçalar için güzel bir tekrarlanabilirlik sağlayabilir. Ayrıca yaklaşık olarak.
2× hava bükme ve yarıçap-spesifik kalıpların tonajının iki katını gerektirir. Bu, daha ağır presler, daha sıkı kurulumlar ve bir işi son derece iyi yapan aletler anlamına gelir. Anlamlı hacmin altında, bu kalıp-spesifik yatırım bir bot ankrajıdır.
Üstünde, aynı yatırım varyasyonu, kontrol süresini ve iş gücü temasını azaltır. Süreç pencereniz daralır. Personel modeliniz basitleşir. Atık oranınız istikrara kavuşur.
İşte bariz olmayan kısım: presleme veya rulo şekillendirmeye geçmek sadece parça başına maliyetle ilgili değildir. Bu, risk yoğunlaşması ile ilgilidir.
Fren şekillendirme, iş gücü becerisi, kurulum tutarlılığı ve operatör sıralaması arasında riski yayar. Sert aletler, riski önceden yoğunlaştırır — tasarım dondurması, kalıp yapımı ve tahmin doğruluğunda.
Brake forming spreads risk across labor skill, setup consistency, and operator sequencing. Hard tooling concentrates risk upfront — in design freeze, die build, and forecast accuracy.
Eğer geometriniz stabil, talebiniz öngörülebilir ve toleranslarınız varyasyonu cezalandırıyorsa, yoğun risk dağıtılmış kaostan daha ucuzdur.
İşte bakış açısı bu.
“Fren bunu yapabilir mi?” değil.”
“Başabaş noktamız neresi?” bile değil.”
Ama bu:
Bir parçayı topçu ateşi gerektirecek şekilde mi tasarlıyorsunuz, yoksa gerçekten bir İsviçre çakısından fayda sağlayacak bir parça mı?
Bu cevabı serbest bırakmadan önce doğru alın, ve marjlarınız ölçeklenmeyi hayatta tutar.
Yanlış alırsanız, üretim hattı sizin adınıza karar verecek - her seferinde bir ram darbesiyle.


















