

Seorang manajer pembelian pernah membanggakan diri kepada saya karena menghemat $60.000 dalam peralatan dengan tetap menggunakan braket lima tekukan di mesin press brake alih-alih membuat dies progresif.
Enam bulan kemudian, braket yang sama menyebabkan kemacetan di lantai produksi, dua operator sibuk, lembur untuk mengatasi penumpukan pekerjaan. Tak ada lagi yang menyebut soal penghematan peralatan itu.
Celah antara apa yang terasa murah dan apa yang benar-benar murah adalah tempat di mana margin hilang.
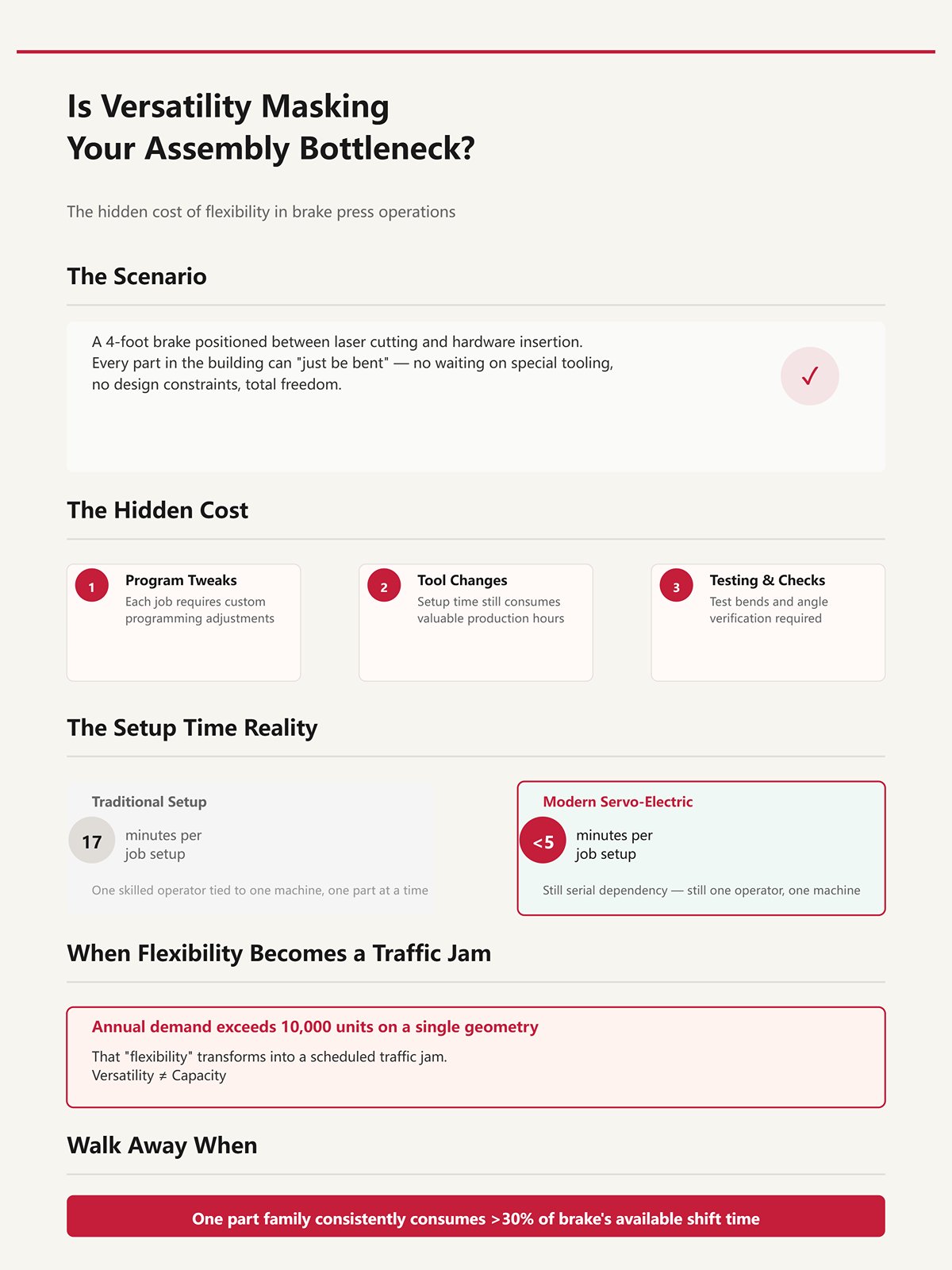
Bayangkan sebuah brake sepanjang 4 kaki ditempatkan di antara proses pemotongan laser dan pemasangan perangkat keras. Setiap bagian di gedung bisa “langsung ditekuk.” Tak perlu menunggu peralatan khusus. Tak ada batasan desain. Kebebasan total.
Sekarang lihat antreannya mulai menumpuk.
Setiap pekerjaan butuh penyesuaian program, pergantian alat, uji tekuk, pemeriksaan sudut. Bahkan dengan press brake servo-elektrik modern yang memangkas waktu pengaturan dari 17 menit menjadi kurang dari 5, Anda tetap mengikat satu operator terampil pada satu mesin, satu bagian pada satu waktu. Itu bukan aliran. Itu ketergantungan seri.
Ketika permintaan tahunan melewati 10.000 unit untuk satu geometri, “fleksibilitas” itu menjadi kemacetan lalu lintas yang Anda jadwalkan sendiri.
Fleksibilitas bukanlah kapasitas.
Tinggalkan Ketika: satu keluarga komponen secara konsisten menghabiskan lebih dari 30% dari waktu shift yang tersedia pada sebuah brake.

Mari kita jalankan hipotesis yang bersih.
Lima tekukan. Dua puluh detik per tekukan termasuk reposisi. Anggap saja 100 detik waktu siklus murni per bagian. Bersikaplah dermawan dan katakan pengaturan 5 menit berkat peralatan quick-change.
Pada 20.000 unit per tahun, Anda melihat sekitar 2.000 jam mesin hanya untuk waktu penekukan. Itu berarti satu brake terikat penuh selama lebih dari 50 minggu produksi satu shift.
Peralatan Anda memang murah. Mesin Anda tidak.
Peningkatan siklus 15–20% dari pemrograman yang lebih baik atau pelacakan OEE mungkin mengembalikan beberapa ratus jam per tahun. Bagus. Tapi itu tidak mengubah fisika: satu gerakan ram membentuk satu tekukan. Setiap kali.
Dan jika Anda memaksa brake itu bekerja 24/7 untuk mengejar permintaan, model hidrolik akan mulai menunjukkan kelelahan nyata setelah 500.000 siklus. Saya telah melihat mesin “ekonomis” menua sepuluh tahun hanya dalam lima karena seseorang percaya mereka adalah mesin produksi universal, padahal sebenarnya alat taktis.
Peralatan murah hanya unggul ketika volume cukup rendah sehingga waktu pengaturan mendominasi total biaya.
Jadi tanyakan pada diri Anda: apakah Anda membayar per bagian, atau per stroke?
| Bagian | Konten |
|---|---|
| Judul | Paradoks waktu pengaturan vs. waktu siklus: Kapan “peralatan murah” secara matematis menjamin pengembangan yang mahal? |
| Skenario Hipotetis | Lima penekukan. Dua puluh detik per penekukan termasuk reposisi. 100 detik waktu siklus murni per bagian. Setup 5 menit berkat alat bongkar-pasang cepat. |
| Dampak Volume Tahunan | Pada 20.000 unit per tahun, kira-kira 2.000 jam mesin dibutuhkan hanya untuk waktu penekukan. Itu setara dengan satu mesin pengereman yang terikat penuh selama lebih dari 50 minggu produksi satu shift. |
| Realitas Biaya | Peralatan Anda memang murah. Mesin Anda tidak. |
| Peningkatan Efisiensi | Peningkatan siklus 15–20% dari pemrograman yang lebih baik atau pelacakan OEE mungkin memulihkan beberapa ratus jam per tahun. Membantu, tapi itu tidak mengubah fisika: satu gerakan ram membentuk satu penekukan. Setiap kali. |
| Kelelahan Peralatan | Menjalankan mesin pengereman 24/7 membuat model hidraulik menunjukkan kelelahan nyata setelah 500.000 siklus. Mesin “ekonomi” bisa menua sepuluh tahun dalam lima jika diperlakukan sebagai mesin produksi universal alih-alih alat taktis. |
| Prinsip Inti | Peralatan murah hanya unggul ketika volume cukup rendah sehingga waktu pengaturan mendominasi total biaya. |
| Pertanyaan Penutup | Apakah Anda membayar per bagian, atau per pukulan? |
Tinggalkan Ketika: permintaan tahunan yang diproyeksikan memaksa mesin pengereman melewati total 500.000 siklus pada satu keluarga program.
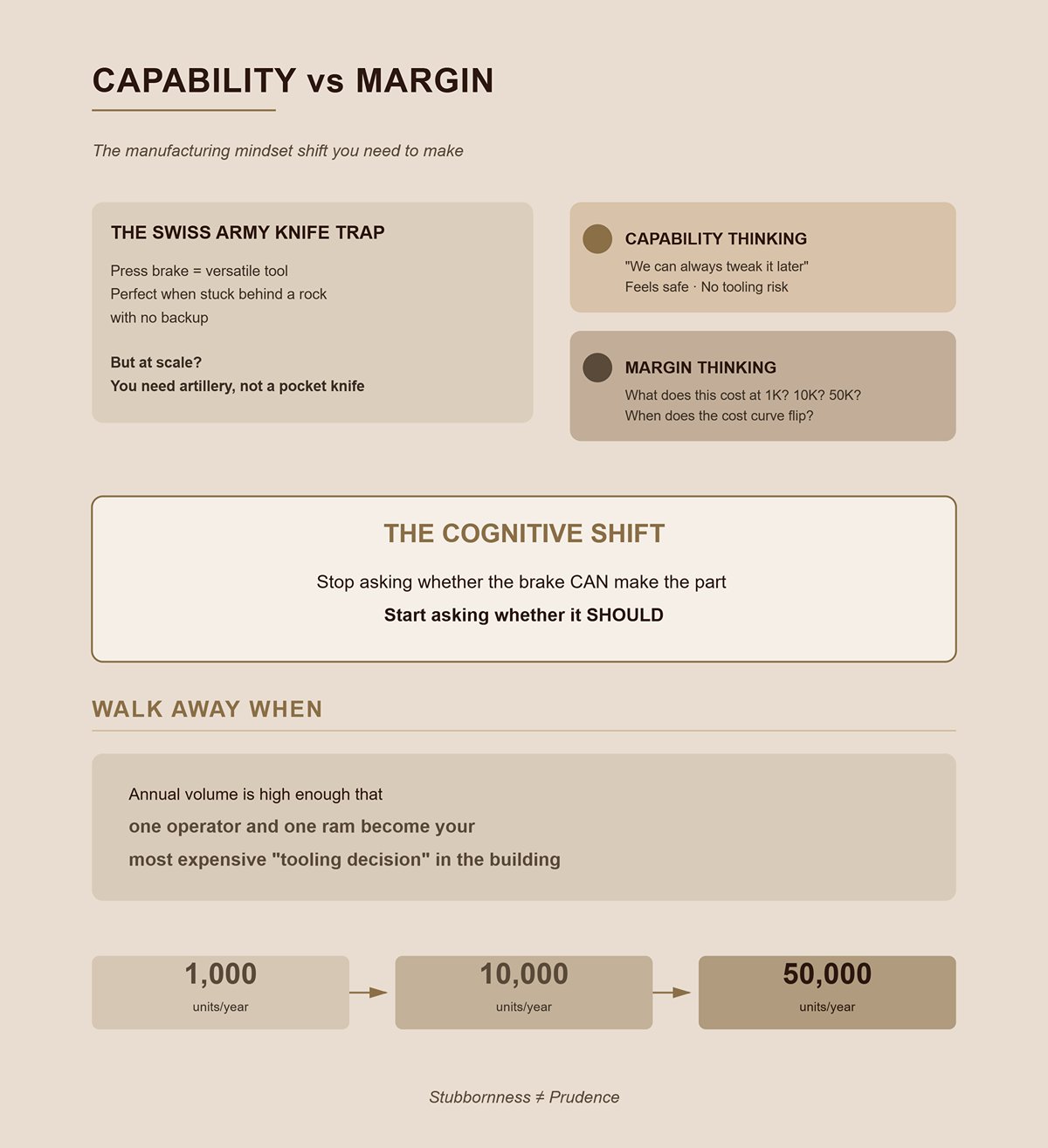
Mesin press brake adalah pisau Swiss Army. Di medan perang, itu tak ternilai ketika Anda terjebak di balik batu tanpa cadangan.
Tetapi jika Anda menyerbu bukit setiap hari dalam skala besar, Anda tidak membawa pisau saku. Anda membawa artileri.
Saya pernah melihat tim OEM mempertahankan desain berbasis brake karena “kita selalu bisa menyesuaikannya nanti.” Itu adalah pola pikir kemampuan. Terasa aman. Tidak ada komitmen awal besar. Tidak ada risiko perkakas.
Pola pikir margin lebih dingin. Ia bertanya: berapa biaya geometri ini pada 1.000 unit? Pada 10.000? Pada 50.000? Dan pada titik mana proses khusus membalik kurva biaya begitu drastis sehingga bertahan dengan brake menjadi keras kepala, bukan bijaksana?
Perubahan kognitif yang Anda butuhkan sederhana: berhenti bertanya apakah brake dapat membuat bagian itu. Mulailah bertanya apakah seharusnya.
Tinggalkan Ketika: volume tahunan cukup tinggi sehingga satu operator dan satu ram menjadi “keputusan perkakas” paling mahal di gedung Anda.
Sebuah OEM medis tempat saya bekerja menjalankan penutup baja tahan karat tujuh penekukan sebanyak 2.400 unit per tahun. Kutipan dies progresif kembali sekitar $180.000. Perkakas brake sudah ada di rak. Setup di bawah 10 menit. Dua hari kemudian kami mengirimkan bagian.
Mereka mengajukan pertanyaan yang tepat: pada volume berapa cetakan akhirnya mengungguli mesin press brake?
Kami menghitungnya langsung di lantai produksi, bukan di ruang rapat. Pada 2.400 unit, bahkan penghematan per bagian sebesar $6 dari proses stamping hanya akan mengembalikan $14.400 per tahun. Cetakan itu akan duduk di sana lebih dari satu dekade sebelum balik modal, dan itu pun dengan asumsi geometri tidak pernah berubah. Pada kisaran itu, mesin brake bukan kompromi. Itu adalah pelindung margin.
Namun dorong bagian yang sama hingga 18.000 unit dan gambarnya terbalik. Sekarang Anda menghabiskan ribuan langkah ram setiap minggu, membebani operator terampil, dan cetakan akan teramortisasi dalam beberapa tahun. Di bawah 100 unit, itu adalah kekacauan prototipe dan pergulatan teknik; di atas 10.000, perhitungan kapasitas mulai mendominasi. Di antara angka-angka itu, ketiadaan perkakas keras pada mesin brake bukan kemalasan. Itu eksposur yang terkendali.
Ini bukan soal kenyamanan. Ini soal disiplin modal.
Jadi dari mana sebenarnya rentang 100–10.000 itu berasal?
Berdirilah di samping mesin brake yang menjalankan braket dengan 5 tekukan pada 1.000 unit per tahun. Anda akan lebih banyak mendengar suara udara daripada baja. Waktu pengaturan dan penanganan bagian mendominasi. Mesin lebih banyak diam daripada membentuk. Itu tidak masalah — karena biaya perkakas tetap Anda hampir nol dan uang tunai Anda masih di bank.
Sekarang bayangkan pekerjaan yang sama pada 8.000 unit. Waktu siklus mulai berarti. Operator membangun ritme. Pergantian alat berkurang. Scrap stabil. Anda menyebarkan waktu pengaturan ke cukup banyak bagian sehingga beban tenaga kerja masih bisa diterima, tetapi tidak terlalu banyak sampai satu geometri mengambil alih mesin.
Perubahan struktural terjadi ketika permintaan tahunan mendorong mesin brake melewati 500.000 total siklus pada satu keluarga program. Itu bukan masalah anggaran. Itu masalah fisika dan kelelahan material. Segel hidraulik aus. Backgauge mengendur. Perawatan preventif berubah menjadi waktu henti produksi. Mesin “fleksibel” Anda menjadi hambatan utama.
Di dalam kisaran 100–10.000 unit, Anda mengamortisasi waktu setup tanpa memicu keruntuhan kapasitas. Di bawah 100, Anda berada dalam mode revisi. Di atas 10.000, Anda memberi makan binatang yang tidak pernah dirancang untuk menjadi artileri.
Otomatisasi membuat ini agak kabur. Ya, mesin press brake otomatis mengurangi waktu henti dan ketergantungan pada operator. Saya pernah memasangnya. Mereka memerlukan biaya nyata — sering kali 20–30% lebih mahal dari mesin konvensional — dan mereka masih menaati batasan yang sama: satu langkah ram, satu tekukan. Anda mengurangi tenaga kerja per langkah. Anda tidak menambah jumlah langkah per jam secara signifikan untuk mengubah titik perpotongan ekonomi secara dramatis.
Titik manis itu tetap ada karena terikat pada ekonomi langkah, bukan nostalgia.
Tinggalkan Ketika: permintaan tahunan yang diproyeksikan memaksa mesin brake melewati 500.000 total siklus pada satu keluarga program
Jika volume menentukan medan pertempuran, geometri menentukan senjatanya.
Saya pernah mengajukan penawaran untuk rangka telekomunikasi dengan enam sudut flange: 90°, 45°, 135°, dua offset, dan satu hem. Plat kosong dipotong laser. Tidak diperbolehkan pengelasan sekunder. Volume tahunan: 3.500 unit.
Coba bangun itu dengan cetakan progresif. Anda menumpuk stasiun, menambah cam untuk sudut-sudut aneh, dan menjaga tata letak strip seolah merawat bayi baru lahir. Biaya alat meledak. Waktu pengerjaan melar. Setiap perubahan sudut berarti pekerjaan pada baja.
Pada mesin brake? Tukar punch. Ubah urutan tekukan. Sesuaikan posisi backgauge. Selesai.
Kompleksitas menggandakan biaya cetakan hampir secara geometris karena setiap stasiun adalah baja yang membeku. Pada mesin brake, kompleksitas menambah detik dan mungkin satu pergantian alat. Itu rasa sakit linear, bukan rasa sakit eksponensial.
Dan ya, otomatisasi bisa kesulitan dengan bagian beragam dan bersudut banyak. Pemrograman memakan waktu. Operator terampil tetap penting. Tetapi ketika bagian membutuhkan enam kondisi tekukan berbeda pada volume menengah, mesin brake bertindak seperti pisau Swiss Army di gang sempit. Anda bisa menyesuaikan tanpa perlu menggadaikan gedung.
Masalahnya jelas. Setiap lekukan tambahan adalah satu pukulan lagi. Setiap pukulan berarti tenaga dan keausan. Itulah sebabnya keunggulan ini hanya berlaku di dalam rentang volume menengah. Kompleksitas ditambah 40.000 unit per tahun? Sekarang Anda sedang meminta lini transfer atau sel pembentukan khusus.
Tinggalkan Ketika: Satu geometri melebihi 8 lekukan dan permintaan tahunan terus meningkat — pada titik itulah jumlah pukulan, bukan biaya perkakas, mulai menentukan laporan laba rugi Anda.
Namun bahkan di dalam rentang itu, ada ancaman yang lebih tenang terhadap arus kas Anda.
Seorang klien elektronik konsumen mengubah pola ventilasi dan panjang flange tiga kali dalam delapan bulan. Volume tahunan berkisar sekitar 5.000 unit. Jika kami membuat perkakas keras sejak awal, setiap revisi akan berarti penambahan las, pemesinan ulang, atau lebih buruk lagi — membuang sisipan.
Dengan menggunakan mesin tekuk, kami memperbarui pola datar, menyetel pengurangan lekukan, menyesuaikan program, dan menjalankan artikel pertama pada sore yang sama.
Tidak perlu menunggu perkakas khusus.
Arus kas lebih penting daripada biaya per unit ketika desain masih berubah. Perkakas keras mengunci geometri. Mesin tekuk menyewakannya. Dalam kisaran 100–10.000 unit, di mana banyak OEM beroperasi selama peningkatan produk dan perbaikan bertahap, model sewa itu melindungi Anda dari departemen rekayasa Anda sendiri.
Namun itu tidak memberikan kekebalan. Jika revisi mulai stabil dan volume meningkat, fleksibilitas yang menyelamatkan Anda di awal justru menjadi inersia. Anda terus “sekadar menekuk” karena sudah terbiasa.
Di situlah bagian ini berpindah ke ranah fisika. Bahkan di dalam jendela keuntungan, ketebalan material, batas jari-jari lekukan, dan springback dapat diam-diam merusak konsistensi dan biaya.
Rentang volume memberi Anda izin. Geometri dan material tetap menentukan apakah Anda pantas mendapatkannya.
Musim dingin lalu saya berdiri di depan mesin tekuk hidrolik 220 ton mencoba mencapai sudut 90° yang bersih pada braket baja struktural 0,375″. Di atas kertas, sepele. Dalam praktiknya, ram berada di sekitar 190 ton pada setiap pukulan. Sudutnya bergeser setengah derajat saat oli menghangat. Pada jam keempat, kami menyelipkan shim pada cetakan dan mengejar angka seperti penjudi mengejar kekalahan.
Itulah bagian yang tidak dimodelkan siapa pun di lembar kerja.
Ketebalan material, jari-jari lekukan, dan kekuatan luluh tidak hanya memengaruhi lekukan — tetapi menentukan apakah mesin tekuk beroperasi di zona nyamannya atau di batas kemampuan rating‑nya. Dan begitu Anda mendorong mesin tekuk melebihi kira‑kira 80% dari tonase nominalnya, Anda tidak lagi membentuk komponen. Anda sedang memberi beban pada seal, melenturkan rangka, dan memperbesar setiap variabel dalam sistem.
Di dalam kisaran 100–10.000 unit yang ideal, mesin tekuk masuk akal secara finansial. Tetapi itu hanya berlaku jika fisikanya bekerja sama. Begitu ketebalan dan kekuatan luluh mendorong tonase ke zona merah, konsistensi menurun, limbah meningkat, dan waktu henti mulai melahap margin yang Anda kira terlindungi dengan menghindari perkakas keras.
Pisau serbaguna Swiss Army berguna di gang sempit. Itu bukan artileri.
Jadi jika air bending adalah standar modern, mengapa braket “sederhana” Anda masih gagal lolos QA?
Air bending populer karena fleksibel. Satu bukaan cetakan V dapat menangani berbagai sudut dan ketebalan. Anda mengontrol sudut melalui kedalaman pukulan, bukan dengan menekan punch hingga menyentuh rongga tetap.
Namun hal itu tidak mengubah fisika: satu langkah ram membentuk satu tekukan.
Dalam penekukan udara, material hanya menyentuh ujung punch dan bahu cetakan. Bagian tengahnya melayang. Itu berarti sudut akhir bergantung pada pemulihan elastis — springback — yang bergantung pada kekuatan luluh, ketebalan, dan jari-jari dalam. Jika salah satu dari faktor tersebut bergeser, bahkan sedikit, sudutnya ikut bergeser.
Saya pernah melihat baja struktural daur ulang membutuhkan hampir sepertiga lebih banyak tonase daripada baja lunak baru yang digantikannya. Kelas nominal sama. Campuran paduan berbeda — sedikit nikel di sini, sedikit krom di sana — cukup untuk menaikkan kekuatan luluh dan menentang tekukan. Operator tidak melihat kimia. Ia melihat bagian keluar pada 91,2° alih-alih 90°.
Anda bisa mengompensasi dengan penyesuaian kedalaman. Sampai tidak bisa lagi.
Mendekati tonase tinggi, mesin itu sendiri menjadi elastis. Rangka melengkung. Hidrolik terlambat merespons. Rem listrik di atas sekitar 150 ton mulai mentransfer guncangan ke sekrup rol yang tidak pernah dirancang untuk menanggungnya. Sekarang kurva kompensasi Anda tidak hanya bergantung pada material — tapi juga pada mesin dan suhu.
Braket toleransi ketat gagal QA bukan karena mesin pres tidak akurat. Mereka gagal karena akurasi penekukan udara mengasumsikan kekuatan luluh dan kekakuan mesin yang stabil. Begitu salah satunya berubah, braket “sederhana” dua tekukan Anda berubah menjadi masalah statistik.
Dan masalah statistik membutuhkan waktu inspeksi.
Tinggalkan Ketika: mencapai toleransi memerlukan penyesuaian stroke langsung setiap shift karena variasi material menyebabkan sudut berayun lebih besar dari jendela inspeksi Anda.
Tetapi aluminium berperilaku berbeda, bukan?
Ambil aluminium 5052 dan baja lunak A36 dengan ketebalan yang sama. Tekuk keduanya hingga 90° menggunakan jari-jari dalam relatif yang sama. Aluminium akan memantul kembali lebih banyak. Bukan karena ia “lebih lunak” — itu istilah pemula — tapi karena modulus elastisitasnya lebih rendah dibandingkan kekuatan luluhnya.
Springback adalah pemulihan elastis. Ia berbanding lurus dengan rasio kekuatan luluh terhadap modulus dan jari-jari dalam. Rasio lebih tinggi, pantulan lebih besar.
Baja memiliki modulus yang lebih tinggi. Ia lebih tahan terhadap regangan elastis. Jadi untuk deformasi plastis tertentu, ia mengendur lebih sedikit. Aluminium meregang secara elastis lebih jauh sebelum dan sesudah luluh, jadi saat Anda melepas punch, ia terbuka lebih besar.
Sekarang tambahkan jari-jari.
Jika jari-jari tekukan dalam Anda mendekati ketebalan material — katakanlah 1T — Anda memaksakan deformasi plastis yang lebih tajam. Itu mengurangi springback tetapi meningkatkan tonase secara tajam. Membuka jari-jari ke 2T atau 3T untuk “mempermudah,” justru meningkatkan springback lagi karena Anda menekuk dengan lebih lembut.
Perancang menyukai jari-jari yang besar pada braket sederhana. Terlihat aman. Lebih mudah dibentuk.
Padahal yang sebenarnya mereka lakukan adalah meningkatkan variabilitas sudut dalam penekukan udara, terutama pada aluminium.
Dalam program volume menengah, Anda bisa mengatur ini dengan kupon uji dan simulasi. Saya pernah melihat mesin pres mempertahankan pengulangan posisi ±0,0004″ pada bagian multi-tekuk kompleks ketika geometri konsisten dan tonase sedang. Presisi itu nyata — tetapi hanya berlaku di mana perilaku material dapat diprediksi dan mesin tidak menegang.
Ganti paduan di tengah program, atau biarkan bagian pembelian mengejar gulungan yang lebih murah, dan tabel kompensasi yang Anda bangun pada 2.000 unit akan menjadi tidak berguna pada 6.000.
Jadi pertanyaannya bukan “Apakah mesin pres ini bisa menekuknya?” tetapi “Apakah ia akan menekuknya dengan cara yang sama di setiap batch selama tiga tahun ke depan?”
Di situlah ketebalan berhenti menjadi detail dan berubah menjadi batas.
Bayangkan sebuah tekukan sepanjang 10 kaki pada baja berkekuatan tinggi, tebal 0,5″. Bahkan dengan pendekatan konservatif, Anda mendekati ratusan ton bagian atas tergantung pada bukaan cetakan. Pada mesin 300 ton, Anda mendekati batas maksimum setiap siklusnya.
Sekarang bandingkan dengan permintaan tahunan. Volume menengah, katakanlah 7.000 unit. Dua tekukan per bagian. Empat belas ribu pukulan berdaya tinggi per tahun, masing-masing mendekati batas mesin.
Sistem hidraulik meredam guncangan lebih baik daripada penggerak listrik pada beban seperti ini, tetapi menyebabkan keausan pada segel dan degradasi oli. Saya pernah kehilangan dua hari karena kegagalan segel pada pekerjaan pelat tebal, mengejar pergeseran sudut akibat ketidakkonsistenan tekanan. Itu bukan teori. Itu adalah gaji berjalan sementara ram berhenti diam.
Ketebalan “alat yang salah” secara tepat bergantung pada hasil material, panjang tekukan, dan lebar cetakan. Tidak ada angka ajaib. Ada garis batas: ketika tonase yang dibutuhkan per kaki dikalikan dengan panjang tekukan membuat Anda masuk ke batas atas kapasitas mesin, rem berhenti menjadi alat pembentuk dan mulai menjadi kewajiban perawatan.
Dan ketika kewajiban itu ada dalam program yang diharapkan berjalan secara andal selama bertahun-tahun, titik manis 100–10.000 unit Anda runtuh di bawah risiko waktu henti dan ketidakstabilan sampah produksi.
Geometri sederhana justru paling menipu di sini. Braket datar dengan dua tekukan panjang pada material tebal yang berdaya hasil tinggi tampak sepele dibandingkan dengan rangka enam sayap pada pelat 14‑gauge. Tetapi rangka tersebut berjalan dengan tonase sedang dan pegas balik yang stabil. Braket “sederhana” itu menghukum mesin pada setiap pukulan.
Itulah jebakannya.
Rem mendominasi ketika kompleksitas tinggi dan gaya sedang. Ia merugikan Anda ketika geometri sederhana tetapi gaya ekstrem.
Yang menyisakan satu pertanyaan yang tidak nyaman: jika gaya menentukan batas atas, apa yang terjadi ketika bentuk itu sendiri menentang sifat rem yang bekerja per pukulan?
Anda berdiri di depan rem sepanjang 12 kaki, mencoba membuat fascia arsitektural sepanjang 10 kaki dengan radius halus di sepanjang seluruh panjangnya. Cetak biru meminta lengkungan lembut, berkesinambungan. Yang sebenarnya Anda lakukan adalah memberi tanda tiap 1 inci dan mulai “tekukan bertahap” — satu pukulan dangkal, geser, pukul lagi, geser lagi.
Namun hal itu tidak mengubah fisika: satu langkah ram membentuk satu tekukan.
Rem bersifat diskret. Lengkungan bersifat kontinu. Untuk memalsukan kontinuitas, Anda menumpuk segmen-segmen lurus kecil bersebelahan dan berharap facet-nya menghilang dalam pengecatan. Jika radius itu lebih panjang dari 36 inci, Anda tidak lagi membentuk geometri — Anda mendekatinya dengan tenaga kerja. Sementara itu, mesin roll former memberi makan gulungan melalui cetakan yang cocok dan menghasilkan lengkungan itu sebagai kondisi alami dari proses, bukan sebuah tiruan.
Ketidaksesuaian itu adalah tempat margin hilang.
Ketika geometri menuntut kontinuitas, rem berubah menjadi pisau lipat Swiss yang mengukir peluru artileri. Ya, bisa dilakukan. Tidak, seharusnya tidak. Mesin tidak tahu bahwa ia membuang waktu; ia hanya berputar. Operator Anda tidak menjadi lebih cepat; dia hanya menjadi lebih lelah.
Jadi seperti apa tampak dalam produksi, bukan hanya dalam teori?
Saya pernah melihat sebuah bengkel menjalankan 4.000 penutup lampu aluminium — masing-masing 8 kaki panjangnya, masing-masing dengan profil melengkung lembut. Mereka memprogram 22 pukulan per bagian untuk mendekati lengkungan itu. Dua puluh dua pukulan. Geser, sejajarkan, pukul. Ulangi.
Itu 88.000 siklus ram hanya untuk memalsukan sebuah radius.
Rem tidak kesulitan pada tonase. Ia kesulitan pada aritmetika. Setiap pukulan menambah waktu penanganan. Setiap reposisi menambah kesalahan sudut kumulatif. Sepanjang 8 kaki, pergeseran sepersepuluh derajat per pukulan menumpuk menjadi puntiran yang terlihat. QA tidak menolak mereka karena melampaui spesifikasi pada satu tekukan. Mereka menolak karena tampak salah.
Sekarang tambahkan batasan fisik: sebagian besar rem hanya mencapai sekitar 10 hingga 12 kaki panjang meja. Butuh 16 kaki? Anda harus mengelas dua bagian. Setiap sambungan menjadi lokasi korosi, pemicu retakan getaran, klaim garansi yang menunggu musim dingin tiba.
Roll forming tidak hanya unggul dalam kecepatan di sini. Ia unggul dalam kontinuitas struktural. Aliran butiran tak terputus sepanjang panjangnya. Tanpa sambungan las. Tanpa toleransi yang menumpuk dari 22 pukulan terindeks.
Dan ya, roll forming menuntut komitmen — koil yang sudah jadi, perkakas khusus. Jika lapisan akhir Anda harus berubah di tengah produksi atau desain Anda masih belum pasti, rem memberikan fleksibilitas. Fleksibilitas itu nyata.
Namun jika Anda menjalankan profil yang stabil dalam ribuan unit dan membayar operator terampil untuk mengawasi lebih dari 20 pukulan per bagian, Anda membuang tenaga kerja terampil untuk geometri yang bisa dihasilkan secara otomatis oleh proses kontinu.
Tinggalkan Ketika: Profil linear Anda membutuhkan lebih dari 12 pukulan terpisah untuk mendekati satu permukaan visual.
Jadi profil panjang menyoroti sifat diskrit dari rem. Lalu bagaimana dengan kedalaman — saat geometri melipat kembali pada dirinya sendiri?
Bayangkan sebuah pelindung elektronik baja 14-gauge, kedalaman 20 inci, empat flange balik, sudut rapat. Pada pola datar, tampil bersih. Di rem, itu seperti pertandingan catur.
Tekukan pertama mudah. Tekukan kedua masih bebas. Pada tekukan ketiga, flange yang sudah terbentuk mulai menabrak rumah ram. Anda membaliknya, menggunakan punch berbentuk leher angsa (perkakas yang diberi ruang untuk melewati kaki yang sudah terbentuk), mungkin juga menata tinggi alat tahap demi tahap. Setiap penyesuaian menambah waktu pengaturan dan risiko interferensi baru.
Geometri tidak melawan tonase. Ia melawan ekstraksi.
Rem membentuk dengan mendorong material ke dalam V-die. Itu berarti bagian harus masuk dan keluar dari ruang die tanpa berbenturan dengan perkakas atau rongga mesin. Saat kedalaman meningkat, derajat kebebasan Anda menyusut. Kadang satu-satunya cara keluar adalah membelah pelindung menjadi dua cangkang dan mengelasnya nanti.
Yang membuat Anda kembali ke operasi sekunder, distorsi akibat panas, dan pengerjaan ulang untuk mengejar kesikuan.
Sekarang bandingkan dengan cetakan deep-draw atau cetakan progresif khusus untuk volume tinggi. Satu gerakan terkontrol, celah yang dirancang, aliran material yang dapat diprediksi. Mahal di awal, memang. Namun ekstraksi sudah direkayasa dalam prosesnya, bukan dinegosiasikan tekukan demi tekukan.
Press brake unggul pada geometri multi-tekukan yang tetap dangkal dan mudah dijangkau. Begitu kedalaman memaksa adanya penyanggaan kreatif dan punch khusus, Anda membayar “kecerdikan” di setiap siklus produksi.
Tinggalkan Ketika: Kedalaman pelindung melebihi 18 inci dan memerlukan perkakas bertahap atau pembalikan bagian untuk melewati tekukan sebelumnya.
Kedalaman menyoroti gangguan fisik. Radius besar menyoroti sesuatu yang lebih halus: ketergantungan rem pada pemulihan elastis.
Ambil aluminium 5052 setebal 0,125 inci. Cetakan meminta radius dalam 3 inci sepanjang panel 6 kaki. Luas, bukan? “Tekuk mudah.”
Tidak. Itu deformasi plastik dangkal yang tersebar di busur lebar. Dalam air bending, itu berarti lebih banyak perilaku elastis dibanding plastik. Pantulan meningkat. Pengendalian sudut menjadi sensitif. Dan karena Anda membentuk busur lebar dengan V-die, Anda sebenarnya tidak menghasilkan radius — Anda menghasilkan garis singgung yang meniru radius tersebut.
Untuk mendekati radius 3 inci yang sebenarnya, Anda harus melakukan bump-bend dalam banyak tahap kecil atau beralih ke die radius yang cocok dengan lengkungannya. Cetakan radius pada skala itu dengan cepat menjadi besar. Biaya perkakas meningkat. Penanganan menjadi tidak nyaman.
Proses roll forming secara alami menghasilkan radius besar karena material bertransisi secara bertahap melalui stasiun-stasiun berurutan. Mesin rol melakukan hal yang sama dalam beberapa lintasan lebih sedikit untuk lengkungan yang lebih sederhana. Material diarahkan melalui kelengkungan, bukan dipukul ke dalam bentuknya.
Pemotongan laser dan pembentukan (laser-cut-and-form) adalah opsi ketiga yang sering dilupakan oleh para desainer: membagi lengkungan secara sengaja dengan pemotongan relief, lalu melipat sepanjang garis rekayasa. Kini geometri tersebut jujur bahwa bentuknya bersifat tersegmentasi. Mesin press brake berhenti berpura-pura sebagai mesin rol.
Ada pengecualian. Aluminium struktural tebal yang harus menahan efek “oil canning” mungkin membutuhkan press brake karena roll forming tidak dapat menangani ketebalan tersebut tanpa distorsi. Itu keputusan untuk daya tahan, bukan kecepatan. Jika kinerja di lapangan membenarkannya, Anda membayar biaya tenaga kerja dengan sadar.
Namun, ketika radius besar muncul pada panel tipis dan panjang dalam volume stabil, press brake adalah mesin fisika yang salah untuk pekerjaan tersebut.
Anda bisa memaksakannya. Bengkel melakukannya setiap hari.
Anda hanya tidak seharusnya berpura-pura bahwa itu efisien.
Tinggalkan Ketika: radius dalam yang dibutuhkan melebihi 2 kali ketebalan material pada bentangan lebih dari 36 inci pada bahan tipis.
Begitu geometri itu sendiri tidak selaras dengan sifat langkah demi langkah dari press brake, mesin tersebut berhenti menjadi solusi fleksibel dan mulai menjadi cara mahal untuk mengakali masalah. Dan jika geometri saja sudah dapat mengikis margin pada volume sedang, apa yang terjadi ketika Anda menambahkan skala ke ketidaksesuaian tersebut?
Seorang produsen di Midwest yang saya kenal menjalankan braket sederhana di press brake selama bertahun-tahun. Lima tekukan. Dua operator. Sekitar 45 detik penanganan dan siklus per bagian. Pada 5.000 unit per tahun, tidak ada yang mengeluh. “Tidak perlu menunggu perkakas khusus.”
Kemudian proyeksi OEM melonjak menjadi 60.000.
Tidak ada yang berubah dari segi geometri. Masih lima tekukan yang sama. Baja 0,090 yang sama. Press brake yang sama. Tetapi sekarang 45 detik itu menjadi 750 jam operator per tahun untuk satu SKU. Tambahkan waktu setup, inspeksi, pemindahan palet, dan Anda melewati 900 jam nyata. Itu setengah tahun kerja seorang teknisi terampil, dihabiskan pada satu gerakan berulang.
Di sinilah ketidakefisienan geometri berlipat ganda. Setiap langkah tambahan yang Anda toleransi pada 3.000 bagian menjadi pos gaji pada 60.000 bagian. Setiap pembalikan menjadi kelelahan. Setiap pemeriksaan tabrakan menjadi risiko. Press brake tidak menjadi lebih buruk. Skala yang membuatnya jujur.
Jadi apa sebenarnya yang bergeser ketika volume mencapai lima digit?
Mulailah dengan contoh hipotetis yang sederhana.
Misalkan satu sel press brake menelan biaya $75 per jam operasi penuh — termasuk upah, beban, depresiasi mesin, listrik, dan pengawasan. Jika satu bagian memakan waktu siklus nyata 45 detik, itu kira-kira $0,94 per bagian hanya untuk waktu mesin. Pada 10.000 unit, Anda menghabiskan $9.400 hanya untuk waktu press brake. Mengganggu, tetapi masih dapat ditoleransi.
Pada 50.000 unit, geometri yang sama diam-diam memakan $47.000.
Tidak ada hal luar biasa yang terjadi. Anda hanya mengalikan ketidakefisienan dengan skala.
Sekarang bandingkan dengan die progresif yang dihargai $30.000. Pada 10.000 unit, amortisasi die adalah $3 per bagian sebelum bahkan Anda memberi makan baja. Tentu saja press brake menang di sana. Itu sebabnya rentang 100–10.000 adalah wilayah kekuasaannya.
Namun pada 50.000 unit, cetakan $30.000 yang sama itu menambah $0,60 per bagian. Dan mesin press yang menjalankannya mungkin beroperasi pada 40 stroke per menit dengan satu operator mengawasi beberapa mesin. Tenaga kerja per bagian Anda turun drastis karena prosesnya tidak lagi bersifat terpisah — melainkan berkelanjutan.
Namun hal itu tidak mengubah fisika: satu langkah ram membentuk satu tekukan.
Pada mesin press brake, lima tekukan akan selalu menjadi lima stroke. Pada cetakan progresif, lima proses pembentukan terjadi di dalam satu siklus press. Geometrinya tidak menghilang. Ia menjadi tertanam dalam baja.
Saat permintaan tahunan melewati 50.000 unit, tenaga kerja berhenti menjadi kebisingan latar dan berubah menjadi faktor dominan dalam persamaan. Saat itulah “perkakas murah” berubah menjadi pengulangan yang mahal.
Tinggalkan Ketika: permintaan tahunan yang diproyeksikan memaksa mesin brake melewati 500.000 total siklus pada satu keluarga program
Mari kita selesaikan saja daripada menebak.
Ambil siklus press brake 45 detik yang sama dengan tarif $75 per jam. Itu berarti $0,94 per bagian dalam waktu mesin. Abaikan material. Abaikan overhead. Hanya beban tenaga kerja dan mesin.
Tetapkan biaya cetakan pada $30.000.
Volume impas = Biaya Cetakan / Biaya Brake per Bagian $30.000 / $0,94 ≈ 31.915 bagian.
Itu dia. Sekitar tiga puluh dua ribu potong, seluruh biaya modal cetakan sama dengan apa yang akan Anda bayarkan hanya untuk berdiri di sana mengoperasikan press brake.
Dan ini dengan asumsi bagian sederhana lima tekukan. Tambahkan kompleksitas — misalnya delapan tekukan dalam 70 detik — dan biaya brake per bagian Anda naik menjadi sekitar $1,46. Sekarang titik impas turun di bawah 21.000 unit.
Inilah alasan “aturan 50.000” sering terdengar di bengkel. Ini bukan sihir. Ini adalah penyangga. Ia memperhitungkan risiko revisi, perawatan, waktu rekayasa, dan kenyataan bahwa perkiraan sering meleset.
Tapi perhitungan tidak peduli pada kisah lama. Bagian yang lebih sederhana mencapai titik peralihan lebih awal. Bagian yang kompleks bahkan lebih cepat lagi. Sebuah kasus di YouTube menunjukkan sebuah bengkel turun dari sekitar $12 per bagian yang dibentuk dengan press brake dalam batch kecil menjadi $0,44 dengan cetakan khusus pada 10.000 unit. Contoh ekstrem, memang. Tapi itu membuktikan bahwa titik peralihan tidak tetap — itu bersifat geometris.
Sekarang tambahkan komplikasi: beberapa panjang dari profil yang sama. Proses stamping mungkin memerlukan cetakan terpisah untuk setiap panjang, memecah volume Anda dan mendorong kembali titik impas. Di situlah press brake memperoleh sedikit keuntungan kembali, karena satu set perkakas dapat menyesuaikan di berbagai SKU.
Namun jika satu geometri, satu panjang, satu perkiraan stabil mendominasi permintaan Anda, tarif per jam operator menjadi “perkakas” paling mahal di gedung.
Jadi tanyakan pada diri Anda: apakah Anda membayar orang untuk menciptakan nilai, atau untuk mengulang gerakan?
Tinggalkan Ketika: amortisasi cetakan per bagian turun di bawah biaya tenaga kerja langsung per bagian pada sel brake Anda
Berdirilah di depan mesin press rangka terbuka 200 ton yang menjalankan cetakan progresif. Anda akan mendengar 30 hingga 60 pukulan per menit. Setiap pukulan menghasilkan bagian jadi atau mendorong satu bagian melalui stasiun-stasiun. Satu operator memuat gulungan dan mengawasi aliran strip.
Sekarang berjalan kembali ke sel rem yang membentuk braket yang sama.
Jepit. Tekan. Buka. Balik. Tekan. Periksa pengukur. Tumpuk.
Pada 50.000 unit, perbedaan itu bukanlah hal akademis. Itu adalah gaji.
Jika sebuah progressive die berjalan 40 pukulan per menit, itu berarti 2.400 bagian per jam dalam konfigurasi satu keluar yang sederhana. Bahkan jika output nyata setengah dari itu setelah limbah dan pemeriksaan, kamu masih di atas 1.000 per jam. Rem dengan waktu 45 detik per bagian menghasilkan 80 per jam pada hari yang baik.
Itu lebih dari selisih throughput 12 banding 1.
Throughput adalah mitra diam-diam dari margin. Throughput yang lebih tinggi menyebarkan biaya overhead tetap — pengawasan, ruang lantai, perawatan — ke lebih banyak bagian. Beban per unitmu menyusut tanpa perlu menegosiasikan satu pun diskon material.
Ada pengecualian. Plat tebal yang mendorong tonase melampaui batas praktis stamping? Rem mungkin satu-satunya pilihan yang masuk akal. Enklosur dengan panjang variabel dan desain yang berubah? Fragmentasi tooling dapat mengikis keunggulan stamping. Itu adalah keputusan strategis, bukan emosional.
Namun untuk geometri yang stabil dan dapat diulang dalam jumlah puluhan ribu, stamping dan roll forming tidak hanya mengalahkan rem.
Mereka menguburnya secara matematis.
Rem adalah pisau Swiss Army di medan perang — tak tergantikan dalam situasi yang sempit dan taktis. Namun ketika kamu membutuhkan artileri, kamu tidak akan memberikan kru-mu alat saku dan berharap efisiensi meningkat.
Pertanyaan yang sebenarnya bukan apakah rem dapat membuat bagiannya.
Melainkan apakah ia seharusnya diizinkan untuk melakukannya.
Perhitungannya sudah memberitahumu kapan stamping menang.
Yang tidak diberitahukan adalah bagaimana OEM masih membuang uang setelah titik itu — karena mereka merilis geometri yang diam-diam mengunci rantai pasokan ke proses yang salah sebelum siapa pun menghitung angka-angkanya.
Saya telah melihat tim pembelian mengejar selisih harga sepeser pun sementara tim teknik mengkodekan logika rem ke dalam CAD: panjang flensa yang hanya berfungsi dengan punch tinggi, urutan tekukan yang membutuhkan pembalikan manual, bentuk berkelanjutan yang dipecah menjadi pukulan terpisah karena “begitulah cara kami selalu membuatnya.” Pada saat volumenya meningkat, desain itu sendiri menolak artileri.
Desain defensif berarti kamu menguji geometri, tonase, dan perkiraan bersama sebelum RFQ. Bukan setelah ruang perkakas menawarimu hingga terpojok.
Kerangkanya sederhana. Brutal, tapi sederhana.
Lihat bagian tersebut dan abaikan bagaimana kamu selalu membuatnya.
Apakah ini benar-benar kumpulan tekukan terpisah — braket, tab, offset — ataukah sedang berpura-pura menjadi profil kontinu yang kebetulan saja dipotong menjadi beberapa pukulan?
Karena mesin press brake adalah mesin yang bersifat posisional. Ia membentuk sudut di lokasi tertentu. Namun hal itu tidak mengubah fisika: satu gerakan ram membentuk satu tekukan.
Sekarang tambahkan faktor panjang. Press brake CNC modern dengan sistem crowning dan kompensasi defleksi dapat menjaga konsistensi yang mengesankan pada rentang panjang. Saya pernah melihat mesin empat meter bekerja lebih baik dibandingkan mesin tiga meter tua. Tapi ketika Anda melewati kira-kira 3 meter dalam satu tekukan kritis, Anda akan berhadapan dengan defleksi balok, variasi material, dan sentuhan operator secara bersamaan. Perbedaan dua derajat di sepanjang rentang bukanlah teori — itu hal biasa di hari Selasa.
Jika geometri Anda menuntut kesinambungan — radius panjang, profil mengalir, lengkungan berulang — Anda sedang meminta alat serba guna untuk berperilaku seperti mesin roll forming. Itu bukan fleksibilitas. Itu penyangkalan.
Permintaan yang bersifat kontinu harus dikerjakan dengan proses kontinu. Geometri terpisah adalah urusan mesin press brake.
Tinggalkan Ketika: kinerja fungsional profil bergantung pada keseragaman sudut di sepanjang rentang lebih dari 3 meter dan permintaan tahunan yang cukup stabil untuk membenarkan pembuatan perkakas khusus.
Inilah bagian di mana “aksi heroik” CAD diam-diam membebani rantai pasokan Anda.
Panjang minimum flange bukanlah saran. Untuk proses air bending yang umum, Anda membutuhkan sekitar empat kali ketebalan material agar duduk dengan benar di V-die. Jika sudutnya dipersempit menjadi 30 derajat, kebutuhan itu melonjak dengan faktor 1,6× karena material cenderung meluncur dan berputar.
Jadi apa yang terjadi ketika Anda menumpuk lipatan internal sempit, hem dangkal, dan flange pendek?
Pembuatnya akan melakukan salah satu dari berikut:
Tidak satu pun dari itu muncul dalam model biaya seharusnya Anda.
Punch khusus menghilangkan fleksibilitas antar SKU. Kini sel press brake “universal” memerlukan baja khusus per bagian — tepat penyakit yang ingin Anda hindari dengan tidak menggunakan proses stamping.
Jika geometri Anda memaksa penggunaan perkakas khusus hanya untuk membersihkan dirinya sendiri, Anda sudah kehilangan keunggulan utama dari pengereman: “Tidak perlu menunggu perkakas khusus”.
Tinggalkan Ketika: Satu keluarga program membutuhkan profil pukulan khusus yang tidak dapat digunakan kembali untuk setidaknya 70% SKU yang berdekatan.
Saya pernah melihat OEM bernilai jutaan dolar melewatkan fitur pelepasan $0.002.
Tidak adanya pelepasan sudut pada tekukan bagian dalam berarti material akan macet di persimpangan. Operator langsung merasakannya — gaya ekstra, suara pop yang terdengar jelas, sudut yang tidak konsisten. Jadi mereka melambat. Mereka memukul ulang. Mereka memeriksa lebih sering.
Waktu siklus menjadi lebih lama. Bukan 5%. Saya telah mengukur perlambatan yang mendekati 40% di sel produksi nyata karena operator tidak dapat mempercayai hasil pukulan.
Tambahkan pelepasan dan tekukan mengalir dengan lancar. Material memiliki tempat untuk bergerak. Pukulan menjadi konsisten. Konsistensi adalah kecepatan.
Ini bukan tentang keanggunan. Ini tentang gesekan — gesekan nyata antara material dan bahu cetakan. Setiap kali Anda melewati pelepasan, Anda sedang mengorbankan throughput.
Dan ingat dari mana kita mulai: ketika volume meningkat, pengulangan adalah hal paling mahal di dalam pabrik.
Tinggalkan Ketika: Umpan balik produksi menunjukkan koreksi sudut berulang atau pukulan ganda yang disebabkan oleh interferensi geometrik yang sebenarnya bisa dihilangkan di CAD.
Sekarang bawa kembali matematika — tetapi kali ini dengan disiplin geometri.
Tekuk bawah (pembentukan koin untuk menghilangkan pegas balik) dapat memberikan konsistensi yang indah untuk komponen volume tinggi. Namun juga membutuhkan kira-kira 2× tonase dari tekukan udara dan cetakan dengan radius tertentu. Itu berarti mesin press yang lebih berat, penyetelan yang lebih ketat, dan perkakas yang melakukan satu pekerjaan dengan sangat baik.
Di bawah volume yang signifikan, investasi khusus cetakan itu menjadi jangkar kapal.
Di atasnya, investasi yang sama itu mengurangi variasi, waktu inspeksi, dan sentuhan tenaga kerja. Jendela proses Anda menjadi lebih sempit. Model penataan karyawan Anda menjadi lebih sederhana. Tingkat scrap Anda stabil.
Inilah bagian yang tidak terlihat jelas: beralih ke stamping atau roll forming bukan hanya tentang biaya per potongan. Ini tentang konsentrasi risiko.
Pembentukan dengan rem menyebarkan risiko pada keterampilan tenaga kerja, konsistensi penyetelan, dan urutan operator. Perkakas keras memusatkan risiko di awal — dalam pembekuan desain, pembuatan cetakan, dan akurasi perkiraan.
Jika geometri Anda stabil, permintaan Anda dapat diprediksi, dan toleransi Anda menghukum variasi, risiko terkonsentrasi lebih murah daripada kekacauan yang tersebar.
Itu sudut pandangnya.
Bukan “Apakah remnya bisa melakukannya?”
Bahkan bukan “Di mana titik impasnya?”
Tetapi ini:
Apakah Anda merancang sebuah komponen yang pantas mendapat artileri, atau yang benar-benar diuntungkan oleh pisau lipat Swiss?
Dapatkan jawaban yang benar sebelum peluncuran, dan margin Anda akan bertahan saat skala meningkat.
Salah menentukannya, dan lantai produksi akan memutuskan untuk Anda — satu pukulan ram pada satu waktu.


















