

Um gestor de compras gabou-se uma vez de ter poupado $60.000 em ferramentas ao manter um suporte com cinco dobras na prensa dobradeira, em vez de construir uma matriz progressiva.
Seis meses depois, esse mesmo suporte estava a estrangular o chão de fábrica, com dois operadores de serviço e horas extra para limpar o atraso. Ninguém voltou a mencionar as poupanças em ferramentas.
Esse fosso entre o que parece barato e o que é realmente barato é onde as margens vão morrer.
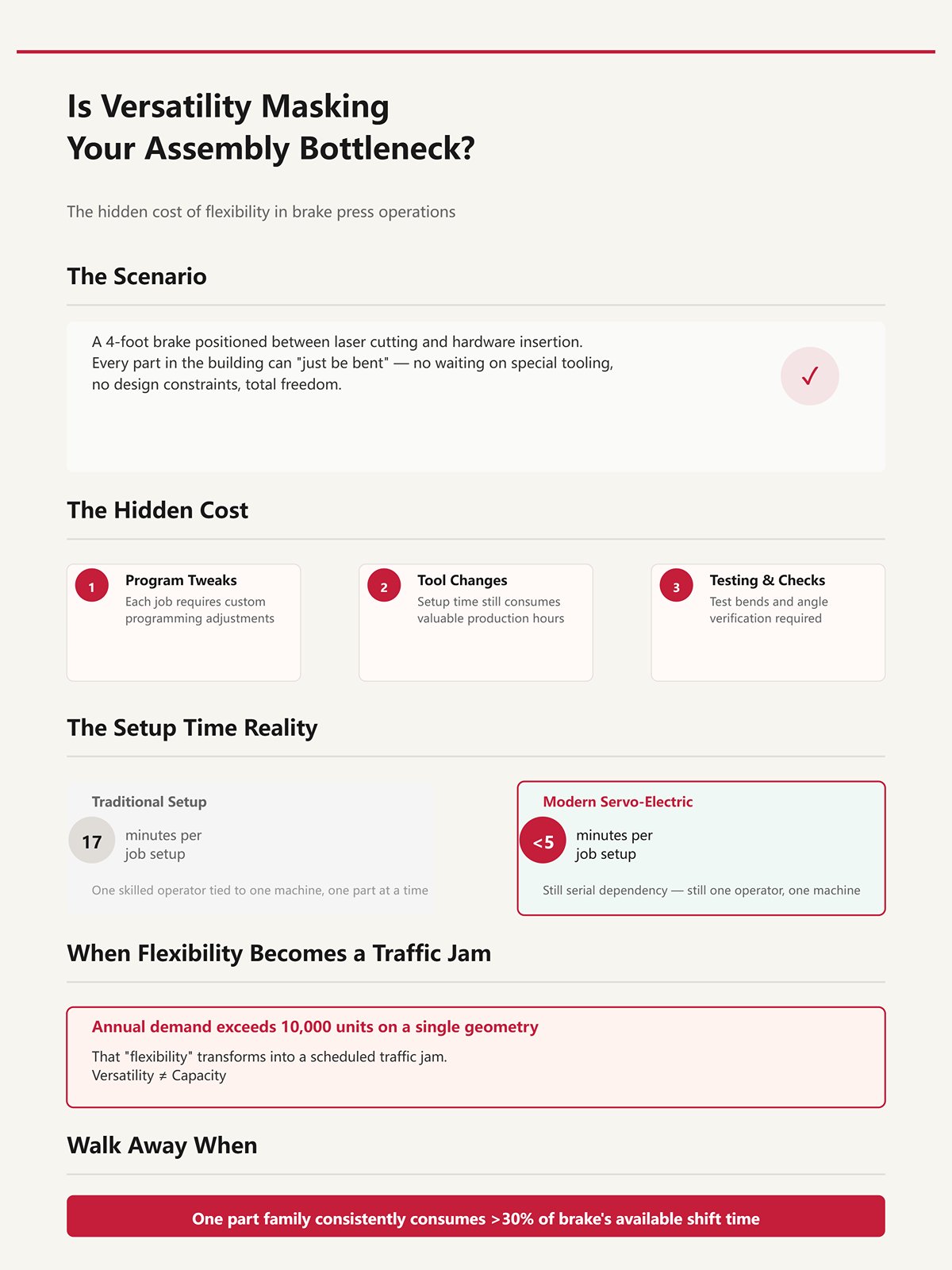
Imagine uma dobradeira de 1,20 metros estacionada entre o corte a laser e a inserção de ferragens. Todas as peças no edifício podem “simplesmente ser dobradas”. Sem espera por ferramentas especiais. Sem restrições de design. Liberdade total.
Agora observe a fila formar-se.
Cada trabalho precisa de um ajuste no programa, uma troca de ferramenta, uma dobra de teste, uma verificação de ângulo. Mesmo com uma moderna prensa servoelétrica que reduz a configuração de 17 minutos para menos de 5, continua a ter um operador qualificado preso a uma máquina, uma peça de cada vez. Isso não é fluxo. É dependência em série.
Quando a procura anual ultrapassa as 10.000 unidades para uma única geometria, essa “flexibilidade” torna-se num engarrafamento que você próprio agendou.
Versatilidade não é capacidade.
Afaste-se quando: uma família de peças consome consistentemente mais de 30% do tempo disponível de turno de uma dobradeira.

Vamos fazer uma hipótese simples.
Cinco dobras. Vinte segundos por dobra, incluindo reposicionamento. Chamemos-lhe 100 segundos de tempo de ciclo puro por peça. Seja generoso e diga 5 minutos de configuração graças às ferramentas de troca rápida.
Com 20.000 unidades por ano, está a olhar para cerca de 2.000 horas de máquina apenas em tempo de dobra. Isso significa uma dobradeira ocupada a tempo inteiro durante mais de 50 semanas de produção num único turno.
A sua ferramenta era barata. A sua máquina não.
Uma melhoria de ciclo de 15–20% proveniente de melhor programação ou monitorização OEE pode recuperar algumas centenas de horas por ano. Bom. Mas isso não muda a física: um curso do êmbolo forma uma dobra. De cada vez.
E se puxar essa dobradeira 24/7 para acompanhar, os modelos hidráulicos começam a apresentar fadiga real após 500.000 ciclos. Já vi máquinas “económicas” envelhecerem dez anos em cinco porque alguém acreditou que eram motores de produção universais em vez de ferramentas táticas.
Ferramentas baratas só vencem quando o volume é baixo o suficiente para que o tempo de configuração domine o custo total.
Portanto, pergunte a si próprio: está a pagar por peça ou por curso?
| Secção | Conteúdo |
|---|---|
| Título | O paradoxo entre tempo de configuração e tempo de ciclo: quando é que “ferramentas baratas” garantem matematicamente uma expansão cara? |
| Cenário Hipotético | Cinco curvaturas. Vinte segundos por curvatura, incluindo reposicionamento. 100 segundos de tempo de ciclo puro por peça. Configurações de 5 minutos graças à ferramenta de troca rápida. |
| Impacto no Volume Anual | Com 20 000 unidades por ano, são necessárias aproximadamente 2 000 horas de máquina apenas para o tempo de curvatura. Isso equivale a uma prensa ocupada a tempo inteiro durante mais de 50 semanas de produção em turno único. |
| Realidade de Custos | A sua ferramenta era barata. A sua máquina não. |
| Ganhos de Eficiência | Uma melhoria de ciclo de 15–20% obtida por melhor programação ou monitorização OEE pode recuperar algumas centenas de horas por ano. Útil, mas não muda a física: um curso do êmbolo forma uma curvatura. Sempre. |
| Fadiga do Equipamento | Operar a prensa 24/7 leva os modelos hidráulicos a mostrarem fadiga real após 500 000 ciclos. Máquinas “económicas” podem envelhecer dez anos em cinco quando tratadas como motores universais de produção em vez de ferramentas táticas. |
| Princípio Central | Ferramentas baratas só vencem quando o volume é baixo o suficiente para que o tempo de configuração domine o custo total. |
| Pergunta Final | Está a pagar por peça ou por curso? |
Afaste-se quando: a procura anual projetada força a prensa a ultrapassar um total de 500 000 ciclos num único grupo de programas.
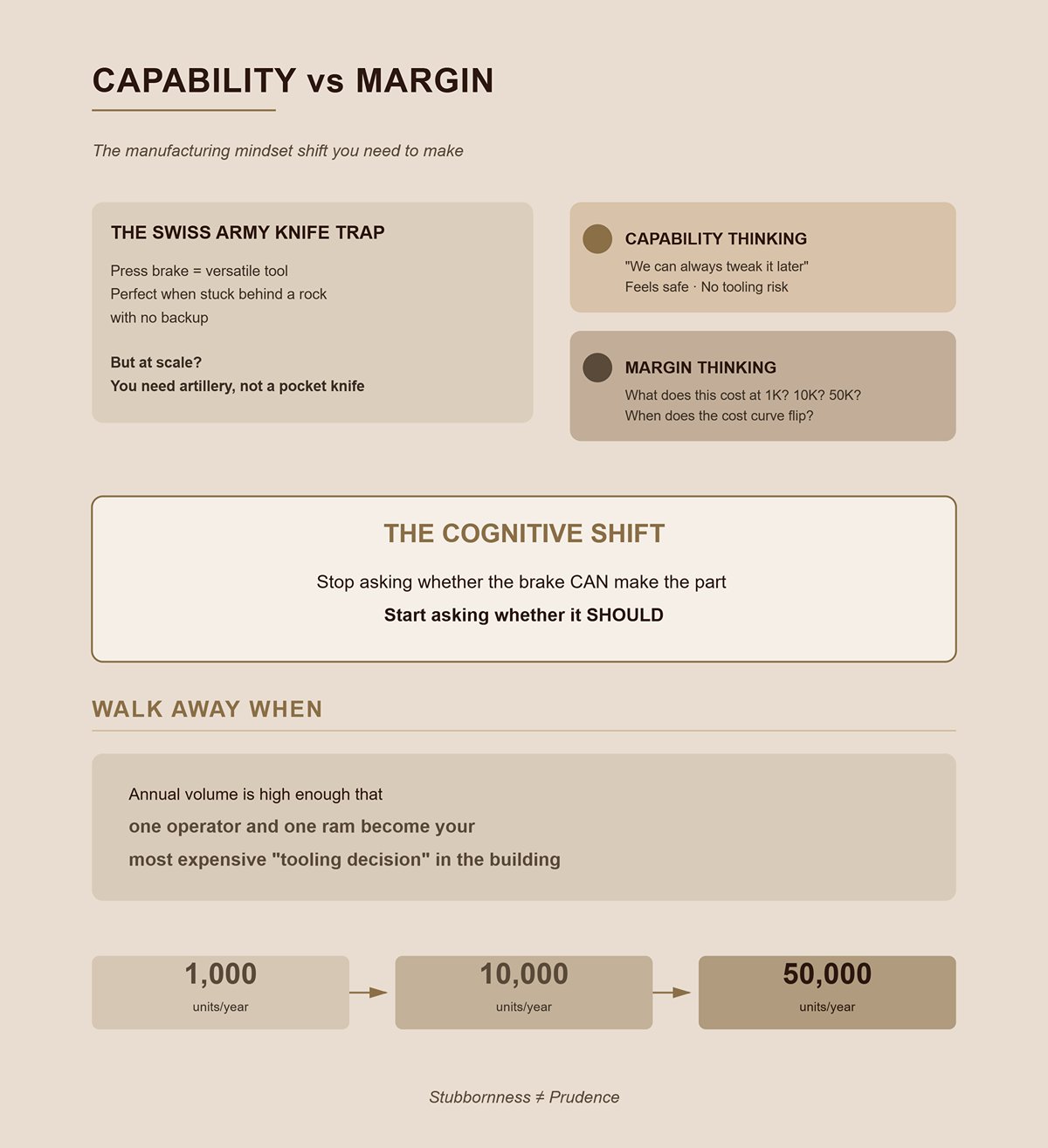
A prensa dobradeira é um canivete suíço. Num campo de batalha, isso é inestimável quando está encurralado atrás de uma rocha sem apoio.
Mas se está a atacar uma colina todos os dias em escala, não leva um canivete de bolso. Leva artilharia.
Vi equipas de OEM defenderem projetos baseados em prensa porque “podemos sempre ajustá-lo mais tarde.” Isso é pensamento orientado para capacidade. Parece seguro. Sem grande compromisso inicial. Sem risco de ferramental.
Pensar em margem é mais frio. Pergunta: quanto custa esta geometria em 1 000 unidades? Em 10 000? Em 50 000? E em que ponto um processo dedicado inverte tanto a curva de custos que manter a prensa passa a ser teimosia, não prudência?
A mudança cognitiva de que precisa é simples: deixe de perguntar se a prensa pode fazer a peça. Comece a perguntar se deve fazê-la.
Afaste-se quando: o volume anual é suficientemente elevado para que um operador e um êmbolo se tornem a sua decisão de ferramental mais cara no edifício.
Um fabricante médico com quem trabalhei produzia uma caixa de aço inox com sete curvaturas em 2 400 unidades por ano. O orçamento para o molde progressivo veio em 180 000 €. Ferramental da prensa na prateleira. Configuração inferior a 10 minutos. Dois dias depois estávamos a enviar peças.
Eles fizeram a pergunta certa: a que volume é que a matriz finalmente supera a quinadeira?
Fizemos as contas na oficina, não numa sala de reuniões. A 2.400 unidades, até uma poupança de $6 por peça na estampagem só recuperaria $14.400 por ano. Essa matriz ficaria ali mais de uma década até se pagar, e isso assumindo que a geometria nunca mudava. Nesse intervalo, a quinadeira não é um compromisso. É um escudo de margem.
Mas se esse mesmo componente for produzido em 18.000 unidades, o quadro inverte-se. Agora estás a gastar milhares de golpes de êmbolo por semana, ocupando um operador qualificado, e a matriz amortiza-se em poucos anos. Abaixo de 100 unidades, é caos de protótipos e rotatividade de engenharia; acima de 10.000, o cálculo de capacidade começa a dominar. Entre esses números, a ausência de ferramentas rígidas da quinadeira não é preguiça. É exposição controlada.
Isto não é conveniência. É disciplina de capital.
Então de onde vem realmente essa faixa de 100–10.000?
Fica ao lado de uma quinadeira a produzir um suporte de 5 dobras em 1.000 unidades por ano. Vais ouvir mais ar do que aço. O tempo de preparação e o manuseamento das peças dominam. A máquina está parada mais tempo do que a formar. E está bem — porque o custo fixo de ferramenta é quase nulo e o teu dinheiro ainda está no banco.
Agora imagina o mesmo trabalho em 8.000 unidades. O tempo de ciclo começa a importar. O operador ganha ritmo. As trocas de ferramentas diminuem. O desperdício estabiliza. Estás a distribuir a preparação por peças suficientes para que o esforço laboral seja aceitável, mas não tantas que uma única geometria bloqueie a máquina.
A quebra estrutural ocorre quando a procura anual leva a quinadeira além de 500.000 ciclos totais num único grupo de programas. Isso não é um problema de orçamento. É física e fadiga. As vedações hidráulicas desgastam-se. Os calibradores de recuo afrouxam. A manutenção preventiva transforma-se em tempo de paragem produtiva. A máquina “flexível” torna-se o teu gargalo.
Dentro das 100–10.000 unidades, estás a amortizar a preparação sem provocar colapso de capacidade. Abaixo de 100, estás em modo de revisão. Acima de 10.000, estás a alimentar uma besta que nunca foi desenhada para ser artilharia.
A automatização complica isto. Sim, as quinadeiras automáticas reduzem o tempo morto e a dependência do operador. Já as instalei. Custam dinheiro a sério — frequentemente 20–30% mais do que as máquinas convencionais — e ainda obedecem à mesma restrição: um golpe de êmbolo, uma dobra. Reduzes o trabalho por golpe. Não aumentas os golpes por hora o suficiente para mudar o ponto económico de cruzamento de forma significativa.
O ponto ótimo mantém-se porque está ligado à economia de cada golpe, não à nostalgia.
Afaste-se quando: a procura anual projetada força a quinadeira a ultrapassar 500.000 ciclos totais num único grupo de programas
Se o volume define o campo de batalha, a geometria decide a arma.
Citei uma vez um chassis de telecomunicações com seis ângulos de flange: 90°, 45°, 135°, dois afastamentos e uma bainha. Chapa cortada a laser. Sem soldaduras secundárias permitidas. Volume anual: 3.500 unidades.
Tenta construir isso como uma matriz progressiva. Estás a empilhar estações, a adicionar cames para os ângulos estranhos, e a tomar conta do layout da fita como se fosse um recém-nascido. O custo da ferramenta explode. O prazo alonga-se. Cada mudança de ângulo implica trabalho em aço.
Na quinadeira? Troca as punções. Reordena as dobras. Ajusta as posições do caleiro traseiro. Feito.
A complexidade multiplica o custo da matriz quase geometricamente, porque cada estação é aço fixo. Numa quinadeira, a complexidade acrescenta segundos e talvez uma troca de ferramenta. É dor linear, não dor exponencial.
E sim, a automatização pode ter dificuldades com peças de alta variação e múltiplos ângulos. A programação leva tempo. Os operadores qualificados são importantes. Mas quando a peça exige seis condições de dobra distintas a meio volume, a quinadeira comporta-se como um canivete suíço num beco apertado. Podes reagir sem hipotecar o edifício.
A pegadinha é óbvia. Cada dobra adicional é outro curso. Cada curso é trabalho e desgaste. É por isso que esta vantagem só se mantém dentro da faixa de volume médio. Complexidade mais 40.000 unidades por ano? Aí está a pedir uma linha de transferência ou uma célula de conformação personalizada.
Afaste-se quando: uma única geometria excede 8 dobras e a procura anual está a aumentar — é o ponto em que a contagem de cursos, e não o custo das ferramentas, começa a escrever a sua demonstração de resultados
Mas mesmo dentro dessa faixa, há uma ameaça mais silenciosa ao seu fluxo de caixa.
Um cliente de eletrónica de consumo alterou os padrões de ventilação e o comprimento das abas três vezes em oito meses. O volume anual manteve-se em torno de 5.000 unidades. Se tivéssemos fabricado ferramentas rígidas logo de início, cada revisão teria significado acumulação de solda, remaquinação ou, pior — inutilização de insertos.
Na prensa dobradeira, atualizámos o padrão plano, ajustámos as deduções de dobra, corrigimos o programa e produzimos as primeiras amostras na mesma tarde.
Sem esperar por ferramentas especiais.
O fluxo de caixa importa mais do que o custo por unidade quando os designs ainda estão em movimento. As ferramentas rígidas bloqueiam a geometria. A prensa dobradeira apenas a “aluga”. Na faixa de 100–10.000 unidades, onde muitos OEMs operam durante a fase de arranque e de melhoria iterativa, esse modelo de aluguer protege-o do seu próprio departamento de engenharia.
Mas não concede imunidade. Se as revisões se estabilizarem e o volume aumentar, a própria flexibilidade que o salvou no início transforma-se em inércia. Continua a “apenas dobrar” porque sempre o fez.
É aí que esta secção passa o testemunho à física. Mesmo dentro da janela rentável, a espessura do material, os limites do raio de dobra e o springback podem sabotar silenciosamente a repetibilidade e o custo.
A faixa de volume dá-lhe permissão. A geometria e o material continuam a decidir se a merece.
No inverno passado, fiquei em frente de uma prensa hidráulica de 220 toneladas a tentar alcançar um ângulo limpo de 90° em suportes de aço estrutural de 0,375″. No papel, trivial. Na prática, o êmbolo pairava perto das 190 toneladas em cada curso. O ângulo desviava meio grau à medida que o óleo aquecia. À quarta hora, estávamos a calçar as matrizes e a perseguir números como jogadores atrás de perdas.
Essa é a parte que ninguém modela na folha de cálculo.
A espessura do material, o raio de dobra e o limite de escoamento não apenas influenciam a dobra — ditam se a prensa está a operar na sua zona de conforto ou no limite extremo da sua classificação. E, uma vez que se ultrapasse cerca de 80% da tonelagem nominal da prensa, já não está a formar peças. Está a carregar vedantes, a defletir estruturas e a amplificar cada variável do sistema.
Dentro do ponto ideal de 100–10.000 unidades, a prensa dobradeira faz sentido financeiro. Mas isso só se mantém se a física cooperar. No momento em que a espessura e o limite de escoamento empurram a tonelagem para a zona vermelha, a repetibilidade cai, o desperdício aumenta e o tempo de paragem começa a consumir a margem que pensava ter protegido ao evitar ferramentas rígidas.
O canivete suíço funciona em becos apertados. Não é artilharia.
Então, se a dobra por ar é o padrão moderno, porque é que os seus suportes “simples” continuam a reprovar no controlo de qualidade?
A dobra por ar é popular porque é flexível. Uma única abertura de matriz em V pode lidar com uma variedade de ângulos e espessuras. Controla-se o ângulo pela profundidade do curso, não pelo contacto total do punção numa cavidade fixa.
Mas isso não altera a física: um curso do êmbolo forma uma dobra.
No encurvamento no ar, o material só contacta a ponta do punção e os ombros da matriz. O centro fica suspenso. Isso significa que o ângulo final depende da recuperação elástica — o retorno — que depende da tensão de cedência, espessura e raio interno. Se qualquer um desses variar, mesmo ligeiramente, o ângulo varia também.
Já vi lotes de aço estrutural reciclado exigirem quase um terço mais tonelagem do que o aço macio virgem que substituíram. Mesma classe nominal. Mistura de liga diferente — um pouco de níquel aqui, um pouco de crómio ali — apenas o suficiente para aumentar a tensão de cedência e resistir à dobra. O operador não vê a química. Ele vê uma peça a sair com 91,2° em vez de 90°.
Pode compensar com ajuste de profundidade. Até deixar de conseguir.
Perto de altas tonelagens, a própria máquina torna-se elástica. As estruturas fletam. Os sistemas hidráulicos atrasam. Os travões elétricos acima de cerca de 150 toneladas começam a transferir choque para fusos de rolos que nunca foram concebidos para suportar isso. Agora a sua curva de compensação não depende apenas do material — depende também da máquina e da temperatura.
Suportes de tolerância apertada falham na garantia de qualidade não porque o travão seja impreciso. Falham porque a precisão do encurvamento no ar pressupõe tensão de cedência estável e rigidez estável da máquina. Quando qualquer uma delas varia, o seu suporte “simples” de duas dobras torna-se um problema estatístico.
E problemas estatísticos custam tempo de inspeção.
Afaste-se quando: Atingir a tolerância requer ajustes ativos de curso em cada turno, porque os lotes de material variam o ângulo mais do que a sua janela de inspeção permite.
Mas o alumínio comporta-se de forma diferente, certo?
Pegue alumínio 5052 e aço macio A36 com a mesma espessura. Dobre ambos a 90° usando o mesmo raio interno relativo. O alumínio vai recuperar mais. Não porque seja “mais macio” — essa é uma palavra de principiante — mas porque o seu módulo de elasticidade é menor em relação à sua tensão de cedência.
O retorno elástico é a recuperação elástica. Escala-se com a relação tensão de cedência/módulo e o raio interno. Relação mais alta, mais retorno.
O aço tem um módulo mais elevado. Resiste mais ao alongamento elástico. Assim, para uma deformação plástica dada, relaxa menos. O alumínio estica-se elasticamente mais antes e depois da cedência, por isso, quando se retira o punção, abre-se mais.
Agora adicione o raio.
Se o raio interno da dobra se aproximar da espessura do material — digamos 1T — está a forçar uma deformação plástica mais acentuada. Isso reduz o retorno elástico, mas aumenta a tonelagem. Abra o raio para 2T ou 3T para “tornar mais fácil” e o retorno elástico aumenta novamente porque está a dobrar mais suavemente.
Os projetistas adoram raios generosos em suportes simples. Parece seguro. Mais fácil de formar.
O que na realidade fizeram foi aumentar a variabilidade do ângulo no encurvamento no ar, especialmente no alumínio.
Em programas de volume médio, pode ajustar isto com provetes e simulação. Já vi travões manterem repetibilidade de posição de ±0,0004″ em peças complexas de várias dobras quando a geometria é consistente e a tonelagem é moderada. Essa precisão é real — mas existe onde o comportamento do material é previsível e o travão não está a forçar.
Mude de liga a meio do programa ou deixe o departamento de compras procurar bobina mais barata, e a tabela de compensação que construiu às 2.000 unidades torna-se inútil às 6.000.
Por isso, a questão não é “O travão consegue dobrar isto?” É “Vai dobrar isto da mesma forma em todos os lotes pelos próximos três anos?”
É aí que a espessura deixa de ser um detalhe e passa a ser um limite.
Imagine uma dobra de 10 pés em aço de alta resistência, com 0,5″ de espessura. Mesmo de forma conservadora, está a aproximar-se das centenas superiores de toneladas, dependendo da abertura da matriz. Numa máquina de 300 toneladas, está a flertar com o limite em cada ciclo.
Agora compare isso com a procura anual. Volume médio, digamos 7.000 unidades. Duas dobras por peça. Catorze mil golpes de alta tonelagem por ano, cada um próximo do limite da máquina.
Os sistemas hidráulicos amortecem melhor os choques do que os acionamentos elétricos nestas cargas, mas trazem desgaste de vedantes e degradação do óleo. Já perdi dois dias com falha de vedante em trabalhos com chapa grossa, tentando corrigir deriva de ângulo causada por inconsistência de pressão. Isso não é teórico. É salário a correr enquanto o êmbolo fica parado.
A espessura exata da “ferramenta errada” depende do limite de cedência do material, do comprimento da dobra e da largura da matriz. Não há um número mágico. Há uma linha: quando a tonelagem necessária por pé, multiplicada pelo comprimento da dobra, o leva para a fatia superior da capacidade da máquina, o travão deixa de ser uma ferramenta de conformação e passa a ser uma responsabilidade de manutenção.
E quando essa responsabilidade vive dentro de um programa que se espera que funcione de forma fiável durante anos, o seu intervalo ideal de 100–10.000 unidades colapsa sob o risco de paragem e a volatilidade da sucata.
As geometrias simples são as mais enganadoras aqui. Um suporte plano com duas dobras longas em material espesso e de alto rendimento parece trivial comparado a um chassis com seis abas em chapa de 14‑gauge. Mas o chassis trabalha com tonelagem moderada e retorno elástico estável. O suporte “simples” castiga a máquina em cada golpe.
Esse é o engano.
O travão domina quando a complexidade é alta e a força é moderada. Sabota‑o quando a geometria é simples mas a força é extrema.
O que deixa uma questão desconfortável: se a força define o limite, o que acontece quando a própria forma entra em conflito com a natureza ciclo‑a‑ciclo do travão?
Está diante de um travão de 12 pés, tentando fazer uma moldura arquitetónica de 10 pés com um raio suave ao longo de todo o comprimento. O desenho pede um arco suave e contínuo. O que faz na prática é marcar incrementos de 1 polegada e começar a “dobrar aos toques” — um golpe superficial, desliza, outro golpe, volta a deslizar.
Mas isso não altera a física: um curso do êmbolo forma uma dobra.
Um travão é discreto. Uma curva é contínua. Para fingir continuidade, empilha pequenos segmentos retos lado a lado e reza para que as facetas desapareçam com a pintura. Se esse raio tiver mais de 36 polegadas, já não está a formar geometria — está a aproximá‑la com trabalho manual. Enquanto isso, uma perfiladora de rolos alimenta bobina através de matrizes ajustadas e produz essa curva como uma condição nativa do processo, não como uma imitação.
É nessa discrepância que a margem se perde.
Quando a geometria exige continuidade, o travão transforma‑se numa canivete suíço a esculpir projéteis de artilharia. Sim, consegue. Não, não devia. A máquina não sabe que está a desperdiçar tempo; apenas faz ciclos. O operador não fica mais rápido; apenas mais cansado.
Então, como é que isso se parece na produção e não só na teoria?
Uma vez observei uma oficina fabricar 4.000 calhas de luz de alumínio — cada uma com 8 pés de comprimento e um perfil suavemente curvo. Programaram 22 golpes por peça para aproximar a curva. Vinte e dois golpes. Deslizar, alinhar, golpear. Repetir.
Isso são 88.000 ciclos do êmbolo apenas para imitar um raio.
O travão não teve dificuldades de tonelagem. Teve dificuldades de aritmética. Cada golpe adiciona tempo de manuseamento. Cada reposicionamento acumula erro de ângulo. Ao longo de 8 pés, um desvio de um décimo de grau por golpe acumula‑se num torcimento visível. O controlo de qualidade não os rejeitou por estarem fora de especificações em uma única dobra. Rejeitou‑os por parecerem errados.
Agora adiciona a restrição física: a maioria das máquinas de travagem atinge o limite de cerca de 10 a 12 pés de comprimento de cama. Precisa de 16 pés? Está a soldar duas secções. Cada junção torna-se um ponto de corrosão, um iniciador de fendas por vibração, uma reclamação de garantia à espera de um inverno frio.
A conformação por rolos não vence apenas na velocidade aqui. Vence na continuidade estrutural. Um fluxo de grão ininterrupto ao longo do comprimento. Sem soldadura. Sem tolerâncias acumuladas de 22 golpes indexados.
E sim, a conformação por rolos exige compromisso — bobina acabada, ferramentas dedicadas. Se o seu acabamento tiver de mudar a meio da produção ou se o seu design ainda estiver em aberto, a prensa de travagem dá-lhe flexibilidade. Essa flexibilidade é real.
Mas se estiver a executar um perfil estável em números na ordem dos milhares e a pagar a um operador qualificado para supervisionar mais de 20 golpes por peça, está a desperdiçar mão de obra qualificada em geometria que um processo contínuo produz automaticamente.
Afaste-se quando: O seu perfil linear requer mais de 12 golpes distintos para aproximar uma única superfície visual.
Assim, perfis longos expõem o caráter discreto da prensa. E quanto à profundidade — quando a geometria se dobra sobre si mesma?
Imagine uma caixa eletrónica em aço de calibre 14, com 20 polegadas de profundidade, quatro abas retornadas, cantos apertados. No padrão plano, está limpo. Na prensa, é uma partida de xadrez.
A primeira dobra é fácil. A segunda dobra passa. À terceira, a aba formada começa a bater na estrutura do martelo. Vira-se a peça, usa-se punções em forma de pescoço de ganso (ferramentas aliviadas que evitam colisões com pernas formadas), talvez até se façam níveis de ferramenta em etapas. Cada ajuste aumenta o tempo de preparação e o risco de novas interferências.
A geometria não está a lutar contra a tonelagem. Está a lutar contra a extração.
Uma prensa de travagem forma empurrando o material para dentro de uma matriz em V. Isto significa que a peça deve entrar e sair do espaço da matriz sem colidir com a ferramenta ou a garganta da máquina. À medida que a profundidade aumenta, os graus de liberdade colapsam. Às vezes, a única solução é dividir o recinto em duas conchas e soldar mais tarde.
O que o leva novamente a operações secundárias, distorção causada pelo calor e retrabalho para corrigir esquadria.
Agora compare isso com uma matriz dedicada de embutimento profundo ou progressiva para volumes maiores. Um movimento controlado, folgas projetadas, fluxo de material previsível. Caro no início, sim. Mas a extração é planeada no processo, não negociada dobra a dobra.
As prensas de travagem destacam-se em geometrias com múltiplas dobras que permaneçam rasas e acessíveis. Quando a profundidade obriga a suportes criativos e punções especiais, está a pagar pela engenhosidade em cada ciclo.
Afaste-se quando: A profundidade da caixa excede 18 polegadas e requer ferramentas em etapas ou a inversão da peça para evitar colisões com dobras anteriores.
A profundidade expõe interferência física. Grandes raios expõem algo mais subtil: a dependência da prensa na recuperação elástica.
Pegue em alumínio 5052 de 0,125 polegadas. O desenho pede um raio interior de 3 polegadas ao longo de um painel de 6 pés. Generoso, certo? “Dobra fácil.”
Não. É uma deformação plástica superficial espalhada por um arco amplo. Na dobra por ar, isso significa um comportamento mais elástico em relação ao plástico. O retorno elástico aumenta. O controlo do ângulo torna-se sensível. E porque está a formar um arco largo com uma matriz em V, não está realmente a gerar um raio — está a gerar tangentes que o sugerem.
Para se aproximar de um raio real de 3 polegadas, ou faz dobras em muitos incrementos pequenos ou usa uma matriz de raio que corresponda à curva. Matrizes de raio dessa escala tornam-se volumosas rapidamente. O custo das ferramentas sobe. O manuseamento torna-se desconfortável.
A conformação por rolo cria naturalmente grandes raios porque o material faz a transição gradual através de estações sequenciais. As máquinas de rolar fazem o mesmo em menos passagens para arcos mais simples. O material é guiado através da curvatura, não golpeado para a obter.
O corte e conformação a laser é a terceira opção que os projetistas esquecem: segmentar intencionalmente a curva com cortes de alívio e depois dobrar ao longo de linhas projetadas. Agora a geometria assume honestamente ser discreta. A prensa deixa de fingir que é um rolo.
Existem exceções. O alumínio estrutural espesso que deve resistir ao empenamento pode exigir prensa de dobragem porque a conformação por rolo não consegue lidar com a espessura sem distorção. Essa é uma decisão de durabilidade, não de velocidade. Se o desempenho em campo justificar, paga-se conscientemente o custo de mão de obra.
Mas quando aparecem grandes raios em painéis finos e longos, em volumes estáveis, a prensa é a física errada para a tarefa.
Pode forçar-se. As oficinas fazem-no todos os dias.
Simplesmente não se deve fingir que é eficiente.
Afaste-se quando: um raio interno necessário excede 2 vezes a espessura do material ao longo de um vão superior a 36 polegadas em chapa fina.
Assim que a geometria deixa de estar alinhada com a natureza golpe-a-golpe da prensa, a máquina deixa de ser uma solução flexível e passa a ser um improviso caro. E se a própria geometria pode corroer a margem em volumes moderados, o que acontece quando se junta escala a esse desajuste?
Um fabricante do Midwest que conheço produzia um simples suporte numa prensa durante anos. Cinco dobras. Dois operadores. Cerca de 45 segundos de manuseamento e ciclo por peça. Com 5.000 unidades por ano, ninguém reclamava. “Sem esperas por ferramentas especiais.”
Depois a previsão do fabricante original passou para 60.000.
Nada na geometria mudou. As mesmas cinco dobras. O mesmo aço de 0,090. A mesma prensa. Mas agora esses 45 segundos tornaram-se 750 horas de operador por ano associadas a um único artigo. Adicione preparação, inspeções, movimentação de paletes, e ultrapassa as 900 horas reais. É metade de um ano de um profissional qualificado, dobrado num único movimento repetitivo.
É aqui que a ineficiência da geometria se multiplica. Cada curso extra tolerado a 3.000 peças transforma-se numa linha de salário a 60.000. Cada inversão torna-se fadiga. Cada verificação de colisão torna-se risco. A prensa não ficou pior. A escala tornou-a honesta.
Então, o que muda realmente quando o volume ultrapassa os cinco dígitos?
Comecemos com uma hipótese direta.
Assuma que uma célula de prensa lhe custa $75 por hora carregada — salários, encargos, depreciação da máquina, eletricidade, supervisão. Se uma peça consome 45 segundos de tempo real de ciclo, isso equivale a cerca de $0.94 por peça apenas em tempo de máquina. Com 10.000 unidades, está a gastar $9.400 em tempo puro de prensa. Irritante, mas suportável.
Com 50.000 unidades, essa mesma geometria consome silenciosamente $47.000.
Não aconteceu nada de exótico. Apenas multiplicou a ineficiência pela escala.
Agora compare isso com uma matriz progressiva cotada a $30.000. Com 10.000 unidades, a amortização da matriz é de $3 por peça antes mesmo de alimentar o aço. Claro que a prensa vence aí. É por isso que o intervalo entre 100–10.000 é o seu território natural.
Mas com 50.000 unidades, essa mesma matriz de $30.000 acrescenta $0,60 por peça. E a prensa que a executa pode ciclar a 40 golpes por minuto, com um operador a atender várias máquinas. O custo de mão de obra por peça desaba porque o processo deixa de ser discreto — passa a ser contínuo.
Mas isso não altera a física: um curso do êmbolo forma uma dobra.
Num travão, cinco dobras serão sempre cinco golpes. Numa matriz progressiva, ocorrem cinco eventos de conformação dentro de um ciclo da prensa. A geometria não desaparece. Fica embutida no aço.
No momento em que a procura anual ultrapassa 50.000 unidades, a mão de obra deixa de ser ruído de fundo e torna-se o termo dominante na equação. É então que o “ferramental barato” se transforma em repetição cara.
Afaste-se quando: a procura anual projetada força a quinadeira a ultrapassar 500.000 ciclos totais num único grupo de programas
Vamos resolver, em vez de adivinhar.
Pegue nesse mesmo ciclo de travão de 45 segundos a $75 por hora. Isso equivale a $0,94 por peça em tempo de máquina. Ignore o material. Ignore os custos gerais. Apenas mão de obra e carga da máquina.
Defina o custo da matriz em $30.000.
Volume de equilíbrio = Custo da matriz / Custo por peça no travão $30.000 / $0,94 ≈ 31.915 peças.
É isso. Por volta de trinta e duas mil peças, o custo total de capital da matriz iguala ao que teria pago apenas para ficar ali a acionar o travão.
E isto assume uma peça modesta com cinco dobras. Acrescente complexidade — digamos oito dobras em 70 segundos — e o custo por peça no travão salta para cerca de $1,46. Agora o ponto de equilíbrio desce para menos de 21.000 unidades.
É por isso que a “regra dos 50.000” circula nas oficinas. Não é magia. É uma margem de segurança. Considera o risco de revisões, manutenção, tempo de engenharia e a realidade de que as previsões falham.
Mas a matemática não se importa com o folclore. Peças simples atingem o ponto mais cedo. Peças complexas, ainda mais cedo. Um caso no YouTube que vi mostrou uma oficina a passar de cerca de $12 por peça dobrada em pequenos lotes para $0,44 com uma matriz dedicada a 10.000 unidades. Exemplo extremo, sim. Mas mostra que o ponto de viragem não é fixo — é geométrico.
Agora acrescente uma complicação: vários comprimentos do mesmo perfil. A estampagem pode exigir matrizes separadas por comprimento, fragmentando o seu volume e empurrando o ponto de equilíbrio novamente para cima. É aí que o travão recupera algum território, porque um conjunto de ferramentas pode adaptar-se a diferentes SKUs.
Mas se uma geometria, um comprimento, uma previsão estável dominam a procura, a taxa horária do operador torna-se a “ferramenta” mais cara no edifício.
Por isso, pergunte a si próprio: está a pagar pessoas para criar valor, ou para repetir movimento?
Afaste-se quando: a amortização da matriz por peça fica abaixo do custo direto de mão de obra por peça na célula de travão
Fique em frente de uma prensa de estrutura aberta de 200 toneladas a trabalhar com uma matriz progressiva. Ouvirá entre 30 e 60 batidas por minuto. Cada batida produz uma peça acabada ou avança uma através das estações. Um operador carrega a bobina e observa a alimentação da tira.
Agora volte para a célula de travagem formando o mesmo suporte.
Aperte. Curso. Abrir. Virar. Curso. Verificação de calibre. Empilhar.
Com 50 000 unidades, essa diferença não é académica. É folha salarial.
Se uma prensa progressiva faz 40 cursos por minuto, isso equivale a 2 400 peças por hora numa configuração simples de uma saída. Mesmo que o rendimento real seja metade disso depois de refugo e verificações, continua acima das 1 000 por hora. A prensa, com 45 segundos por peça, produz 80 por hora num bom dia.
Isso é mais do que uma diferença de produtividade de 12 para 1.
A produtividade é o parceiro silencioso da margem. Maior produtividade dilui os custos fixos — supervisão, espaço no chão de fábrica, manutenção — por mais peças. O teu custo por unidade diminui sem negociares um único desconto de material.
Há exceções. Chapa grossa que ultrapassa os limites práticos de tonelagem de estampagem? A prensa pode ser a única opção sensata. Carcaças de comprimento variável com designs em mudança? A fragmentação das ferramentas pode corroer a vantagem da estampagem. Essas são decisões estratégicas, não emocionais.
Mas para geometrias estáveis e repetíveis em dezenas de milhares de unidades, a estampagem e a conformação por rolos não apenas superam a prensa.
Elas enterram-na matematicamente.
A prensa é um canivete suíço num campo de batalha — indispensável em situações apertadas e táticas. Mas quando precisas de artilharia, não entregas ferramentas de bolso à tua equipa e esperas que a eficiência escale.
A verdadeira questão não é se a prensa consegue fabricar a peça.
É se deveria ter permissão para o fazer.
A matemática já te disse quando a estampagem vence.
O que não te disse é como os OEMs ainda deitam dinheiro ao lixo depois desse ponto — porque libertam geometrias que silenciosamente prendem a cadeia de fornecimento ao processo errado antes de alguém fazer as contas.
Vi equipas de compras perseguirem cêntimos no preço unitário enquanto a engenharia codificava lógica de prensa diretamente no CAD: comprimentos de abas que só funcionam com punções altos, ordens de dobra que exigem viragens manuais, formas contínuas divididas em golpes discretos porque “sempre as fizemos assim”. Quando o volume cresce, o próprio design resiste à artilharia.
Design defensivo significa testar geometria, tonelagem e previsão em conjunto antes do RFQ. Não depois de a oficina de ferramentas te encurralar com um orçamento.
O enquadramento é simples. Brutal, mas simples.
Olha para a peça e ignora a forma como sempre a fizeste.
Será realmente um conjunto de dobras discretas — suportes, abas, desvios — ou está a fingir ser um perfil contínuo que, por acaso, foi cortado em golpes?
Porque uma quinadeira é uma máquina posicional. Forma ângulos em locais específicos. Mas não altera a física: um curso do êmbolo forma uma dobra.
Agora adiciona o fator comprimento. As quinadeiras CNC modernas, com compensação de arqueamento e deflexão, conseguem manter uma consistência impressionante ao longo de grandes extensões. Já vi máquinas de quatro metros comportarem-se melhor do que os velhos dinossauros de três metros alguma vez conseguiram. Mas, se ultrapassares aproximadamente 3 metros numa única dobra crítica, estás a lutar contra a deflexão da viga, a variação do material e o toque do operador ao mesmo tempo. Dois graus de desvio ao longo da extensão não são uma teoria — são uma terça-feira qualquer.
Se a tua geometria exige continuidade — grandes raios, perfis fluídos, curvaturas repetíveis — estás a pedir a um canivete suíço que se comporte como um perfilador por rolos. Isso não é flexibilidade. É negação.
A procura contínua pertence a processos contínuos. A geometria discreta pertence a uma quinadeira.
Afaste-se quando: O desempenho funcional do perfil depende da uniformidade do ângulo em extensões superiores a 3 metros, e a procura anual é estável o suficiente para justificar ferramentas dedicadas.
É aqui que as manobras heroicas no CAD cobram silenciosamente um custo à tua cadeia de fornecimento.
O comprimento mínimo da aba não é uma sugestão. Para a dobragem a ar típica, precisas de cerca de quatro vezes a espessura do material para o encaixe adequado no V da matriz. Se apertas o ângulo para 30 graus, esse requisito aumenta por um fator de 1,6× porque o material tende a deslizar e rodar.
Então o que acontece quando empilhas retornos internos apertados, bordas planas rasas e abas curtas?
O fabricante ou:
Nada disso aparece no teu modelo de custo estimado.
Os punções personalizados destroem a flexibilidade entre SKUs. Agora, a célula de quinadeira “universal” precisa de aço específico para cada peça — exatamente a doença que estavas a tentar evitar ao não recorrer à estampagem.
Se a sua geometria obriga a utilização de ferramentas especiais apenas para se limpar a si própria, já perdeu a principal vantagem do travão: “Nada de esperar por ferramentas especiais”.
Afaste-se quando: uma única família de programas requer perfis de punção dedicados que não podem ser reutilizados em pelo menos 70% de SKUs adjacentes.
Já vi fabricantes OEM de milhões de dólares ignorarem uma funcionalidade de alívio de $0.002.
Sem alívio de canto numa dobra interior, o material prende-se na interseção. O operador sente-o imediatamente — força extra, estalido audível, ângulo inconsistente. Então abrandam. Voltaram a bater. Verificam com mais frequência.
O tempo de ciclo estende-se. Não 5%. Medi desacelerações a aproximar-se 40% em células reais porque o operador não consegue confiar no golpe.
Adicione alívio e a dobra flui. O material tem para onde ir. O golpe torna-se repetível. A repetibilidade é velocidade.
Isto não tem a ver com elegância. Tem a ver com fricção — fricção literal entre o material e os ombros da matriz. Sempre que ignora um alívio, está a penalizar o rendimento.
E lembre-se de onde começámos: quando o volume aumenta, a repetição é a coisa mais cara no edifício.
Afaste-se quando: O feedback de produção mostra correção de ângulo repetida ou golpes duplos causados por interferência geométrica que poderia ter sido eliminada no CAD.
Agora traga a matemática de volta — mas desta vez com disciplina geométrica.
A dobragem de base (formação por cunhagem para eliminar o retorno elástico) pode proporcionar uma repetibilidade excelente para peças de alto volume. Também exige aproximadamente 2× a tonelagem da dobragem a ar e matrizes específicas de raio. Isso significa prensas mais pesadas, configurações mais rigorosas e ferramentas que executam uma tarefa extremamente bem.
Abaixo de um volume significativo, esse investimento específico em matrizes é uma âncora.
Acima disso, esse mesmo investimento reduz variação, tempo de inspeção e intervenção humana. A sua janela de processo estreita-se. O seu modelo de pessoal simplifica-se. A sua taxa de desperdício estabiliza.
Aqui está a parte não óbvia: mudar para estampagem ou conformação por rolos não diz apenas respeito ao custo por peça. Trata-se de concentração de risco.
A dobragem em prensa distribui o risco entre a competência da mão-de-obra, a consistência de configuração e a sequência do operador. As ferramentas rígidas concentram o risco logo no início — no congelamento do design, na construção da matriz e na precisão da previsão.
Se a sua geometria for estável, a sua procura previsível, e as suas tolerâncias punirem a variação, o risco concentrado é mais barato do que o caos distribuído.
Esse é o ponto de vista.
Não “O travão aguenta?”
Nem sequer “Onde está o ponto de equilíbrio?”
Mas isto:
Está a conceber uma peça que merece artilharia, ou uma que beneficia genuinamente de um canivete suíço?
Obtenha essa resposta correta antes do lançamento, e as suas margens resistirão à escala.
Se a errar, o chão de fábrica decidirá por si — um golpe de êmbolo de cada vez.


















