

Un gerente de compras una vez se jactó conmigo de haber ahorrado $60.000 en herramental al mantener un soporte de cinco dobleces en la prensa plegadora en lugar de construir una matriz progresiva.
Seis meses después, ese mismo soporte estaba atascando el taller, con dos operadores a tiempo extra tratando de eliminar el atraso. Nadie volvió a mencionar el ahorro en herramental.
Esa brecha entre lo que parece barato y lo que realmente es barato es donde los márgenes van a morir.
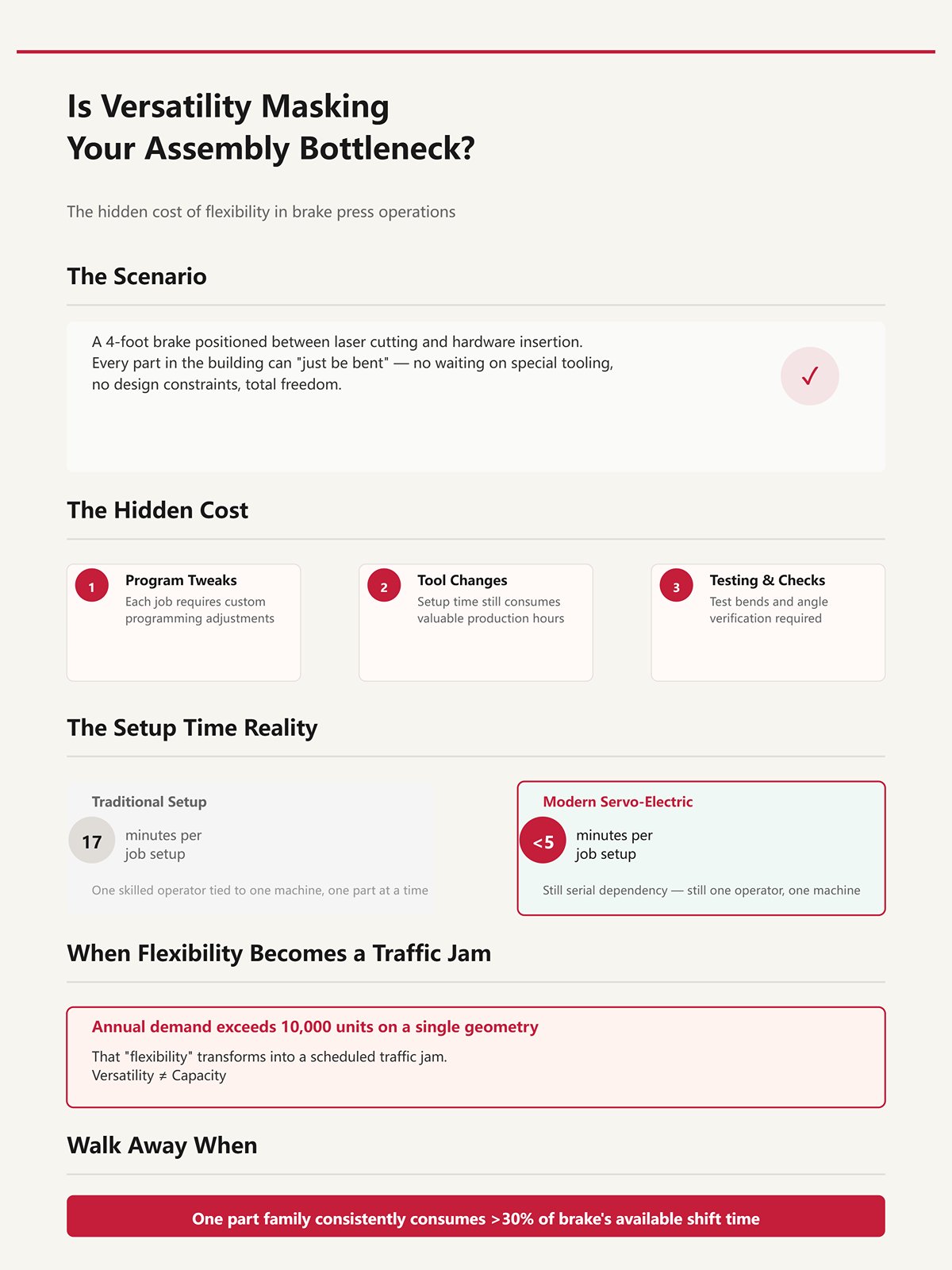
Imagina una plegadora de 4 pies estacionada entre el corte láser y la inserción de herrajes. Cada pieza en el edificio puede “simplemente doblarse”. No hay que esperar por herramental especial. Sin restricciones de diseño. Libertad total.
Ahora observa cómo la cola comienza a crecer.
Cada trabajo necesita un ajuste de programa, un cambio de herramienta, una prueba de doblado, una verificación de ángulo. Incluso con una moderna plegadora servoeléctrica que reduce el tiempo de preparación de 17 minutos a menos de 5, igual estás atando un operador calificado a una máquina, una pieza a la vez. Eso no es flujo. Es dependencia en serie.
Cuando la demanda anual supera las 10.000 unidades de una misma geometría, esa “flexibilidad” se convierte en un embotellamiento que tú mismo programaste.
Versatilidad no es capacidad.
Apártate cuando: una familia de piezas consume de manera constante más del 30% del tiempo de turno disponible de una plegadora.

Hagamos un hipotético simple.
Cinco dobleces. Veinte segundos por doblez incluyendo reposicionamiento. Digamos 100 segundos de puro tiempo de ciclo por pieza. Seamos generosos y supongamos 5 minutos de preparación gracias al herramental de cambio rápido.
Con 20.000 unidades al año, estás mirando aproximadamente 2.000 horas de máquina solo en tiempo de doblado. Eso es una plegadora ocupada a tiempo completo durante más de 50 semanas de producción en un solo turno.
Tu herramental fue barato. Tu máquina no.
Una mejora de ciclo de un 15–20% gracias a una mejor programación o seguimiento OEE podría recuperar un par de cientos de horas al año. Bien. Pero eso no cambia la física: un golpe de ariete forma un doblez. Cada vez.
Y si fuerzas esa plegadora a funcionar 24/7 para mantener el ritmo, los modelos hidráulicos comienzan a mostrar verdadero desgaste después de 500.000 ciclos. He visto máquinas “económicas” envejecer diez años en cinco porque alguien creyó que eran motores de producción universales en lugar de herramientas tácticas.
El herramental barato solo gana cuando el volumen es lo suficientemente bajo como para que la preparación domine el costo total.
Así que pregúntate: ¿estás pagando por pieza o por golpe?
| Sección | Contenido |
|---|---|
| Título | La paradoja entre tiempo de preparación y tiempo de ciclo: ¿Cuándo el “herramental barato” garantiza matemáticamente una escala costosa? |
| Escenario hipotético | Cinco dobleces. Veinte segundos por doblez, incluyendo el reposicionamiento. 100 segundos de tiempo de ciclo puro por pieza. Configuraciones de 5 minutos gracias a las herramientas de cambio rápido. |
| Impacto en el volumen anual | A 20,000 unidades al año, se requieren aproximadamente 2,000 horas de máquina solo para el tiempo de doblado. Eso equivale a una prensa dobladora ocupada a tiempo completo durante más de 50 semanas de producción en un solo turno. |
| Realidad del costo | Tu herramental fue barato. Tu máquina no. |
| Ganancias de eficiencia | Una mejora del ciclo de 15–20 % gracias a una mejor programación o al seguimiento de OEE podría recuperar un par de cientos de horas al año. Útil, pero no cambia la física: un golpe del ariete forma un doblez. Cada vez. |
| Fatiga del equipo | Operar la prensa dobladora 24/7 lleva a los modelos hidráulicos a mostrar fatiga real después de 500,000 ciclos. Las máquinas “económicas” pueden envejecer diez años en cinco cuando se tratan como motores de producción universal en lugar de herramientas tácticas. |
| Principio fundamental | El herramental barato solo gana cuando el volumen es lo suficientemente bajo como para que la preparación domine el costo total. |
| Pregunta final | ¿Estás pagando por pieza o por golpe? |
Apártate cuando: la demanda anual proyectada obliga a la prensa dobladora a superar los 500,000 ciclos totales en una sola familia de programas.
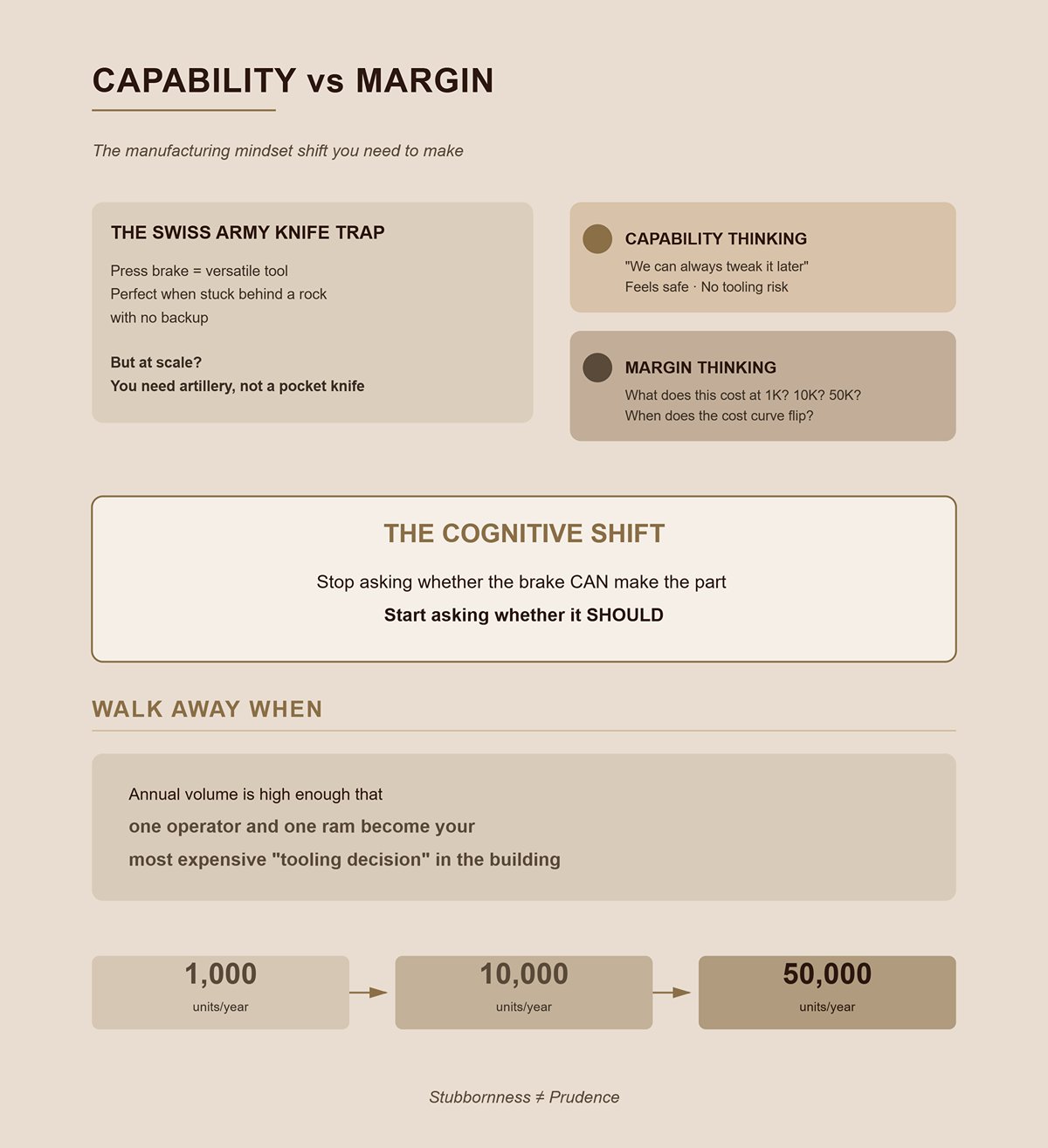
La prensa dobladora es una navaja suiza. En un campo de batalla, eso no tiene precio cuando estás atrapado detrás de una roca sin apoyo.
Pero si estás atacando una colina todos los días a gran escala, no llevas una navaja de bolsillo. Llevas artillería.
He visto a equipos de fabricantes originales defender diseños basados en dobladora porque “siempre podemos ajustarlo después”. Eso es pensar en capacidad. Se siente seguro. Sin gran compromiso inicial. Sin riesgo de herramientas.
Pensar en margen es más frío. Pregunta: ¿cuánto cuesta esta geometría a 1,000 unidades? ¿A 10,000? ¿A 50,000? ¿Y en qué punto un proceso dedicado cambia la curva de costos tan drásticamente que seguir con la dobladora se vuelve terquedad, no prudencia?
El cambio cognitivo que necesitas es simple: deja de preguntar si la dobladora puede hacer la pieza. Empieza a preguntar si debería hacerlo.
Apártate cuando: el volumen anual es lo suficientemente alto como para que un operador y un ariete se conviertan en tu decisión de “herramienta” más costosa en el edificio.
Un fabricante OEM médico con el que trabajé ejecutaba un recinto de acero inoxidable con siete dobleces a 2,400 unidades al año. La cotización del troquel progresivo regresó en $180,000. Las herramientas de freno estaban en el estante. Configuración en menos de 10 minutos. Dos días después estábamos enviando piezas.
Hicieron la pregunta correcta: ¿en qué volumen el troquel finalmente vence al freno?
Hicimos los cálculos en el taller, no en una sala de conferencias. Con 2,400 unidades, incluso un ahorro de $6 por pieza al estampar solo recuperaría $14,400 al año. Ese troquel se quedaría ahí más de una década antes de amortizarse, y eso suponiendo que la geometría nunca cambiara. En ese rango, el freno no es un compromiso. Es un escudo de margen.
Pero si impulsas esa misma pieza a 18,000 unidades, la imagen se invierte. Ahora estás realizando miles de golpes de pistón a la semana, ocupando a un operador especializado, y el troquel se amortiza en unos pocos años. Por debajo de 100 unidades, es caos de prototipo y agitación de ingeniería; por encima de 10,000, las matemáticas de capacidad comienzan a dominar. Entre esos números, la falta de herramientas duras del freno no es pereza. Es exposición controlada.
Esto no es comodidad. Es disciplina de capital.
Entonces, ¿de dónde proviene realmente ese rango de 100–10,000?
Ponte junto a un freno funcionando con un soporte de 5 dobleces a 1,000 unidades al año. Escucharás más aire que acero. El tiempo de configuración y la manipulación de piezas dominan. La máquina está inactiva más tiempo del que está formando. Eso está bien, porque tu costo de herramientas fijas está cerca de cero y tu efectivo sigue en el banco.
Ahora imagina ese mismo trabajo con 8,000 unidades. El tiempo de ciclo comienza a importar. El operador adquiere ritmo. Los cambios de herramienta disminuyen. El rechazo se estabiliza. Estás distribuyendo la configuración entre suficientes piezas para que la carga de mano de obra sea tolerable, pero no tantas como para que una geometría secuestre la máquina.
La ruptura estructural ocurre cuando la demanda anual impulsa al freno más allá de 500,000 ciclos totales en una sola familia de programas. No es un tema presupuestario. Es física y fatiga. Los sellos hidráulicos se desgastan. Los topes traseros se aflojan. El mantenimiento preventivo se convierte en tiempo muerto de producción. La máquina “flexible” se convierte en tu cuello de botella.
Dentro del rango de 100–10,000 unidades, estás amortizando la configuración sin provocar un colapso de capacidad. Por debajo de 100, estás en modo de revisión. Por encima de 10,000, estás alimentando una bestia que nunca fue diseñada para ser artillería.
La automatización enturbia esto. Sí, los frenos de prensa automatizados reducen el tiempo muerto y la dependencia del operador. Los he instalado. Cuestan dinero real —a menudo 20–30% más que las máquinas convencionales—, y aún obedecen la misma limitación: un golpe de pistón, un doblez. Reduces la mano de obra por golpe. No multiplicas los golpes por hora lo suficiente como para cambiar de forma dramática el punto de cruce económico.
El punto óptimo se mantiene porque está vinculado a la economía del golpe, no a la nostalgia.
Apártate cuando: la demanda anual proyectada fuerza al freno a superar los 500,000 ciclos totales en una sola familia de programas
Si el volumen define el campo de batalla, la geometría decide el arma.
Una vez cotizé un chasis de telecomunicaciones con seis ángulos de pestaña: 90°, 45°, 135°, dos desplazamientos y un borde doblado. Lámina cortada por láser. No se permite soldadura secundaria. Volumen anual: 3,500 unidades.
Intenta fabricar eso como un troquel progresivo. Estás apilando estaciones, agregando levas para los ángulos inusuales y vigilando el diseño de la cinta como si fuera un recién nacido. El costo de la herramienta se dispara. El tiempo de entrega se extiende. Cada cambio de ángulo significa trabajo de acero.
¿En el freno? Cambia punzones. Reordena los dobleces. Ajusta las posiciones del tope trasero. Listo.
La complejidad multiplica el costo del troquel casi geométricamente porque cada estación es acero congelado. En un freno, la complejidad añade segundos y quizá un cambio de herramienta. Es dolor lineal, no dolor exponencial.
Y sí, la automatización puede tener dificultades con piezas de mezcla alta y múltiples ángulos. La programación lleva tiempo. Los operadores cualificados importan. Pero cuando la pieza exige seis condiciones de doblez distintas a un volumen medio, la prensa dobladora se comporta como una navaja suiza en un callejón estrecho. Puedes responder sin hipotecar el edificio.
La trampa es obvia. Cada doblez adicional es otro golpe. Cada golpe es trabajo y desgaste. Por eso, esta ventaja solo se mantiene dentro del rango de volumen medio. ¿Complejidad más 40,000 unidades al año? Ahora estás pidiendo una línea de transferencia o una celda de formado personalizada.
Apártate cuando: una sola geometría supera los 8 dobleces y la demanda anual va en aumento — ese es el punto en el que el número de golpes, no el costo de las herramientas, empieza a escribir tu cuenta de resultados
Pero incluso dentro de ese rango, existe una amenaza más silenciosa para tu efectivo.
Un cliente de electrónica de consumo cambió los patrones de ventilación y las longitudes de las bridas tres veces en ocho meses. El volumen anual rondaba las 5,000 unidades. Si hubiéramos fabricado herramientas rígidas desde el inicio, cada revisión habría significado reconstrucción mediante soldadura, remaquinado o, peor aún, desechar insertos.
En la prensa dobladora, actualizamos el patrón plano, ajustamos las deducciones de doblez, modificamos el programa y ejecutamos las primeras piezas ese mismo día por la tarde.
Sin esperar herramientas especiales.
El flujo de efectivo importa más que el costo unitario cuando los diseños aún están cambiando. Las herramientas rígidas fijan la geometría. La prensa dobladora la alquila. En el rango de 100 a 10,000 unidades, donde viven muchos fabricantes de equipos originales durante el lanzamiento de producto y la mejora iterativa, ese modelo de alquiler te protege de tu propio departamento de ingeniería.
Pero no concede inmunidad. Si las revisiones se estabilizan y el volumen aumenta, la misma flexibilidad que te salvó al principio se convierte en inercia. Sigues “solo doblándolo” porque siempre lo has hecho.
Ahí es donde esta sección le pasa el relevo a la física. Incluso dentro de la ventana rentable, el espesor del material, los límites del radio de doblez y el resorte elástico pueden sabotear silenciosamente la repetibilidad y el costo.
El rango de volumen te da permiso. La geometría y el material aún deciden si lo mereces.
El invierno pasado me encontré frente a una prensa hidráulica de 220 toneladas intentando lograr un ángulo limpio de 90° en soportes de acero estructural de 0.375″. En el papel, trivial. En la práctica, el pistón se acercaba a 190 toneladas en cada golpe. El ángulo derivaba medio grado a medida que el aceite se calentaba. Después de cuatro horas, estábamos calzando matrices y persiguiendo números como jugadores que persiguen pérdidas.
Esa es la parte que nadie modela en la hoja de cálculo.
El espesor del material, el radio de doblez y el límite elástico no solo influyen en el doblez — dictan si la prensa está operando en su zona de confort o al borde de su capacidad nominal. Y una vez que llevas una prensa dobladora más allá de aproximadamente el 80 % de su tonelaje nominal, ya no estás formando piezas. Estás cargando sellos, deformando bastidores y amplificando cada variable del sistema.
Dentro del punto óptimo de 100 a 10,000 unidades, la prensa dobladora tiene sentido financiero. Pero eso solo vale si la física coopera. En el momento en que el espesor y la resistencia del material empujan el tonelaje a la zona roja, la repetibilidad cae, el desperdicio aumenta y el tiempo de inactividad empieza a devorar el margen que creías proteger al evitar herramientas rígidas.
La navaja suiza funciona en callejones estrechos. No es artillería.
Entonces, si el doblado por aire es el estándar moderno, ¿por qué tus soportes “simples” siguen fallando en control de calidad?
El doblado en aire es popular porque es flexible. Una abertura de matriz en V puede manejar una variedad de ángulos y espesores. Controlas el ángulo con la profundidad del golpe, no haciendo que el punzón llegue al fondo de una cavidad fija.
Pero eso no cambia la física: una carrera del ariete forma una sola curvatura.
En el doblado en aire, el material solo toca la punta del punzón y los hombros de la matriz. El centro queda flotando. Eso significa que el ángulo final depende de la recuperación elástica —el retroceso—, la cual depende del límite elástico, el espesor y el radio interior. Si cualquiera de esos factores cambia, aunque sea un poco, el ángulo cambia con ellos.
He visto lotes de acero estructural reciclado requerir casi un tercio más de tonelaje que el acero dulce virgen que reemplazaron. Mismo grado nominal. Diferente mezcla de aleaciones —un poco de níquel aquí, un poco de cromo allá— lo suficiente para aumentar el límite elástico y resistir el doblado. El operador no ve la química. Ve una pieza saliendo a 91.2° en lugar de 90°.
Puedes compensar con ajuste de profundidad. Hasta que ya no puedas.
Cerca de altos tonelajes, la máquina misma se vuelve elástica. Los marcos se deforman. Los sistemas hidráulicos se retrasan. Los frenos eléctricos por encima de unas 150 toneladas comienzan a transferir el impacto a los tornillos de rodillos que nunca fueron diseñados para soportarlo. Ahora tu curva de compensación no depende solo del material, sino también de la máquina y de la temperatura.
Los soportes de tolerancia estricta fallan la inspección de calidad no porque el freno sea inexacto. Fallan porque la precisión del doblado en aire asume un límite elástico estable y una rigidez de máquina estable. Una vez que cualquiera de esos cambia, tu supuesto bracket “simple” de dos dobleces se convierte en un problema estadístico.
Y los problemas estadísticos cuestan tiempo de inspección.
Apártate cuando: Lograr tolerancia requiere ajustes en vivo del recorrido en cada turno porque los lotes de material hacen variar el ángulo más de lo que permite tu ventana de inspección.
Pero el aluminio se comporta de manera diferente, ¿verdad?
Toma aluminio 5052 y acero dulce A36 del mismo espesor. Dobla ambos a 90° usando el mismo radio interior relativo. El aluminio tendrá más retroceso. No porque sea “más blando” —esa es una palabra de principiante— sino porque su módulo de elasticidad es menor en relación con su límite elástico.
El retroceso elástico es la recuperación elástica. Se relaciona con la proporción entre límite elástico y módulo de elasticidad, y con el radio interior. Cuanto mayor sea la relación, mayor será el retroceso.
El acero tiene un módulo más alto. Resiste más la deformación elástica. Así que para una deformación plástica dada, se relaja menos. El aluminio se estira elásticamente más antes y después de fluir, así que cuando sueltas el punzón, se abre más.
Ahora añade el radio.
Si el radio interior de doblez se acerca al espesor del material —digamos 1T— estás forzando una deformación plástica más aguda. Eso reduce el retroceso pero aumenta el tonelaje. Abre el radio a 2T o 3T para “facilitarlo”, y el retroceso aumenta nuevamente porque estás doblando más suavemente.
A los diseñadores les encantan los radios generosos en brackets simples. Parecen seguros. Más fáciles de formar.
Lo que en realidad han hecho es aumentar la variabilidad del ángulo en el doblado en aire, especialmente en el aluminio.
En programas de volumen medio, puedes ajustar esto con cupones de prueba y simulación. He visto frenos mantener una repetibilidad de posición de ±0.0004″ en piezas complejas de múltiples dobleces cuando la geometría es consistente y el tonelaje es moderado. Esa precisión es real, pero existe donde el comportamiento del material es predecible y el freno no está esforzándose.
Cambia de aleación a mitad del programa, o deja que compras busque una bobina más barata, y la tabla de compensación que construiste a las 2,000 unidades se vuelve inútil a las 6,000.
Así que la pregunta no es “¿Puede la prensa plegadora doblar esto?” sino “¿Lo doblará de la misma manera en cada lote durante los próximos tres años?”
Ahí es donde el espesor deja de ser un detalle y se convierte en un límite.
Imagina un pliegue de 10 pies en acero de alta resistencia, de 0,5 pulgadas de espesor. Incluso con una estimación conservadora, te acercas a varios cientos de toneladas según la apertura de la matriz. En una máquina de 300 toneladas, estás rozando el límite superior en cada ciclo.
Ahora compáralo con la demanda anual. Volumen medio, digamos 7.000 unidades. Dos pliegues por pieza. Catorce mil golpes de alta tonelada al año, cada uno cerca del límite de la máquina.
Los sistemas hidráulicos amortiguan mejor los golpes que los accionamientos eléctricos en estas cargas, pero traen desgaste de sellos y degradación del aceite. He perdido dos días por fallo de sellos en trabajos con placas gruesas, persiguiendo desviaciones de ángulo causadas por inconsistencias de presión. Eso no es teórico. Es nómina corriendo mientras el émbolo está detenido.
El espesor “incorrecto” exacto depende del límite elástico del material, la longitud del pliegue y el ancho de la matriz. No hay un número mágico. Hay una línea: cuando la tonelada requerida por pie multiplicada por la longitud del pliegue te lleva al tramo superior de la capacidad de la máquina, la prensa deja de ser una herramienta de conformado y se convierte en una carga de mantenimiento.
Y una vez que esa carga vive dentro de un programa que se espera funcione de forma confiable durante años, tu punto óptimo de 100 a 10.000 unidades colapsa bajo el riesgo de paradas y volatilidad de chatarra.
Las geometrías simples son las más engañosas aquí. Un soporte plano con dos pliegues largos en material grueso y de alto límite elástico parece trivial comparado con un chasis de seis pestañas en calibre 14. Pero el chasis trabaja a una tonelada moderada con recuperación elástica estable. El soporte “simple” castiga la máquina en cada golpe.
Esa es la trampa.
La prensa domina cuando la complejidad es alta y la fuerza es moderada. Te sabotea cuando la geometría es simple pero la fuerza es extrema.
Lo que deja una pregunta incómoda: si la fuerza define el límite, ¿qué pasa cuando la forma misma contradice la naturaleza golpe a golpe de la prensa?
Estás frente a una prensa de 12 pies, intentando fabricar una faja arquitectónica de 10 pies con un radio suave a lo largo de toda su longitud. El plano exige un arco suave y continuo. Lo que realmente haces es marcar incrementos de una pulgada y comenzar a “doblar por golpeteo”: un golpe superficial, deslizas, otro golpe, vuelves a deslizar.
Pero eso no cambia la física: una carrera del ariete forma una sola curvatura.
Una prensa es discreta. Una curva es continua. Para fingir continuidad, apilas pequeños segmentos rectos uno junto al otro y rezas para que las facetas desaparezcan con la pintura. Si ese radio se extiende más de 36 pulgadas, ya no estás conformando geometría, la estás aproximando con trabajo manual. Mientras tanto, una perfiladora de rodillos alimenta una bobina a través de matrices coincidentes y produce esa curva como una condición nativa del proceso, no una imitación.
Esa descoordinación es donde se escapa el margen.
Cuando la geometría exige continuidad, la prensa plegadora se convierte en una navaja suiza tallando proyectiles de artillería. Sí, puede hacerlo. No, no debería. La máquina no sabe que está perdiendo tiempo; simplemente sigue ciclando. Tu operador no se vuelve más rápido; solo más cansado.
Entonces, ¿cómo se ve eso en producción en lugar de en teoría?
Una vez vi un taller producir 4.000 canaletas de luz de aluminio —cada una de 8 pies de largo, cada una con un perfil suavemente curvado—. Programaron 22 golpes por pieza para aproximar la curva. Veintidós carreras. Desliza, alinea, golpea. Repite.
Eso son 88.000 ciclos del émbolo solo para fingir un radio.
El freno no tuvo problemas con la tonelada. Tuvo problemas con la aritmética. Cada golpe añade tiempo de manipulación. Cada reposicionamiento suma error de ángulo acumulado. En 8 pies, una desviación de una décima de grado por golpe se acumula en una torsión visible. Control de calidad no los rechazó por estar fuera de especificación en una sola curva. Los rechazó por parecer incorrectos.
Ahora agrega la restricción física: la mayoría de los frenos alcanzan un máximo de unos 10 a 12 pies de longitud de cama. ¿Necesitas 16 pies? Estás soldando dos secciones. Cada unión se convierte en un sitio de corrosión, un iniciador de grietas por vibración, una reclamación de garantía esperando un invierno frío.
El conformado por rodillos no solo gana en velocidad aquí. Gana en continuidad estructural. Un flujo de grano ininterrumpido a lo largo de toda la pieza. Sin unión por soldadura. Sin tolerancias acumuladas de 22 golpes indexados.
Y sí, el conformado por rodillos exige compromiso — bobina terminada, herramental dedicado. Si tu acabado tiene que cambiar a mitad de carrera o tu diseño aún está en revisión, el freno te da flexibilidad. Esa flexibilidad es real.
Pero si estás ejecutando un perfil estable en miles de unidades y pagando a un operador calificado para cuidar más de 20 golpes por pieza, estás desperdiciando mano de obra calificada en una geometría que un proceso continuo produce automáticamente.
Apártate cuando: tu perfil lineal requiere más de 12 golpes discretos para aproximar una sola superficie visual.
Así que los perfiles largos exponen la discreción del freno. ¿Qué pasa con la profundidad — cuando la geometría se pliega sobre sí misma?
Imagina una caja electrónica de acero calibre 14, de 20 pulgadas de profundidad, cuatro rebordeados de retorno, esquinas cerradas. En el patrón plano, está limpio. En el freno, es una partida de ajedrez.
El primer doblez es fácil. El segundo despeja. Para el tercer doblez, el reborde formado comienza a chocar con la carcasa del ariete. Lo volteas, usas punzones de cuello de ganso (herramental aliviado que despeja las patas formadas), quizá incluso etapas alturas de herramienta. Cada ajuste agrega tiempo de preparación y nuevo riesgo de interferencia.
La geometría no lucha contra la tonelada. Lucha contra la extracción.
Un freno forma empujando material en una matriz en V. Eso significa que la pieza debe moverse dentro y fuera del espacio de la matriz sin chocar con el herramental o el cuello de la máquina. A medida que aumenta la profundidad, tus grados de libertad colapsan. A veces, la única salida es dividir el recinto en dos carcasas y soldar después.
Lo que te lleva de nuevo a operaciones secundarias, distorsión por aporte de calor y retrabajo para perseguir la escuadra.
Ahora compáralo con un troquel de embutido profundo o progresivo dedicado para mayor volumen. Un movimiento controlado, claros diseñados, flujo de material predecible. Costoso al principio, sí. Pero la extracción está concebida en el proceso, no negociada doblez por doblez.
Los frenos de prensa brillan en geometrías con múltiples dobleces que permanecen poco profundas y accesibles. Una vez que la profundidad obliga a sujeciones creativas y punzones especiales, pagas por ingenio en cada ciclo.
Apártate cuando: la profundidad del recinto excede las 18 pulgadas y requiere herramental por etapas o volteo de la pieza para despejar dobleces previos.
La profundidad expone interferencia física. Los radios grandes exponen algo más sutil: la dependencia del freno respecto a la recuperación elástica.
Toma aluminio 5052 de 0.125 pulgadas. El plano indica un radio interior de 3 pulgadas a lo largo de un panel de 6 pies. Generoso, ¿verdad? “Doble fácil.”
No. Es una deformación plástica poco profunda distribuida sobre un arco amplio. En el doblado al aire, eso significa más comportamiento elástico relativo al plástico. El retroceso elástico aumenta. El control del ángulo se vuelve delicado. Y como estás formando un arco amplio con una matriz en V, no estás generando realmente un radio — estás generando tangentes que lo implican.
Para acercarse a un radio real de 3 pulgadas, debes realizar doblados progresivos en muchos pequeños incrementos o usar una matriz de radio que coincida con la curva. Las matrices de radio a esa escala se vuelven voluminosas rápidamente. El costo del utillaje aumenta. La manipulación se vuelve incómoda.
El conformado por rodillos crea radios grandes de forma natural porque el material transiciona gradualmente a través de estaciones secuenciales. Las máquinas de rodillos hacen lo mismo en menos pasadas para arcos más simples. El material se guía a través de la curvatura, no se golpea hacia ella.
El corte y formado por láser es la tercera opción que los diseñadores suelen olvidar: segmenta intencionalmente la curva con cortes de alivio, luego pliega a lo largo de líneas diseñadas. Ahora la geometría admite honestamente ser discreta. La prensa deja de pretender ser un rodillo.
Hay excepciones. El aluminio estructural grueso que debe resistir deformaciones (“oil canning”) puede requerir doblado en prensa porque el conformado por rodillos no puede manejar el calibre sin distorsión. Esa es una decisión de durabilidad, no de velocidad. Si el rendimiento en campo lo justifica, pagas el costo laboral conscientemente.
Pero cuando los radios grandes aparecen en paneles delgados, largos y en volúmenes estables, la prensa es el motor físico equivocado para el trabajo.
Se puede forzar. Los talleres lo hacen todos los días.
Simplemente no deberías fingir que es eficiente.
Apártate cuando: un radio interior requerido excede 2 veces el grosor del material en una sección de más de 36 pulgadas en material de calibre delgado.
Una vez que la geometría misma se desalinean con la naturaleza de golpe-por-golpe de la prensa, la máquina deja de ser una solución flexible y se convierte en una alternativa costosa. Y si la geometría por sí sola puede erosionar el margen a volúmenes moderados, ¿qué sucede cuando agregas escala a ese desajuste?
Un fabricante del Medio Oeste que conozco hizo funcionar un soporte simple en una prensa durante años. Cinco dobleces. Dos operadores. Aproximadamente 45 segundos de manipulación y ciclo por pieza. A 5,000 unidades al año, nadie se quejaba. “No hay espera por utillaje especial.”
Luego la previsión del OEM saltó a 60,000.
Nada en la geometría cambió. Los mismos cinco dobleces. El mismo acero 0.090. La misma prensa. Pero ahora esos 45 segundos se convirtieron en 750 horas de operador al año dedicadas a un solo SKU. Agrega configuración, inspecciones, movimientos de paletas, y superas las 900 horas reales. Eso es medio año de un trabajador calificado, dedicado a un movimiento repetitivo.
Aquí es donde la ineficiencia de la geometría se multiplica. Cada golpe extra que tolerabas a 3,000 piezas se convierte en una partida de nómina a 60,000. Cada volteo se convierte en fatiga. Cada verificación de colisión se convierte en riesgo. La prensa no empeoró. La escala la hizo honesta.
Entonces, ¿qué cambia realmente cuando el volumen cruza los cinco dígitos?
Comencemos con una hipótesis simple.
Supongamos que una celda de prensa te cuesta $75 por hora cargada en total — salarios, cargas, depreciación de la máquina, electricidad, supervisión. Si una pieza consume 45 segundos de tiempo de ciclo real, eso equivale a aproximadamente $0.94 por pieza solo en tiempo de máquina. A 10,000 unidades, estás gastando $9,400 en puro tiempo de prensa. Molesto, pero soportable.
A 50,000 unidades, esa misma geometría consume silenciosamente $47,000.
No ocurrió nada exótico. Simplemente multiplicaste la ineficiencia por la escala.
Ahora compara eso con un troquel progresivo cotizado en $30,000. A 10,000 unidades, la amortización del troquel es de $3 por pieza antes incluso de alimentar el acero. Por supuesto, ahí gana la prensa plegadora. Por eso el rango de 100 a 10,000 es su territorio natural.
Pero a 50,000 unidades, ese mismo troquel de $30,000 añade $0.60 por pieza. Y la prensa que lo opera puede ciclar a 40 golpes por minuto con un solo operador atendiendo varias máquinas. Tu costo de mano de obra por pieza se desploma porque el proceso deja de ser discreto: se vuelve continuo.
Pero eso no cambia la física: una carrera del ariete forma una sola curvatura.
En una prensa plegadora, cinco dobleces siempre serán cinco golpes. En un troquel progresivo, cinco operaciones de formado ocurren dentro de un solo ciclo de prensa. La geometría no desaparece. Se incrusta en el acero.
El momento en que la demanda anual supera 50,000 unidades, la mano de obra deja de ser ruido de fondo y se convierte en el término dominante de la ecuación. Es entonces cuando la “herramienta barata” se convierte en repetición costosa.
Apártate cuando: la demanda anual proyectada fuerza al freno a superar los 500,000 ciclos totales en una sola familia de programas
Vamos a resolverlo en lugar de adivinar.
Toma ese mismo ciclo de la plegadora de 45 segundos a $75 por hora. Eso equivale a $0.94 por pieza en tiempo de máquina. Ignora el material. Ignora los gastos generales. Solo mano de obra y carga de máquina.
Fija el costo del troquel en $30,000.
Volumen de punto de equilibrio = Costo del troquel / Costo por pieza en la plegadora $30,000 / $0.94 ≈ 31,915 piezas.
Eso es todo. Alrededor de treinta y dos mil piezas, el costo total de capital del troquel equivale a lo que habrías pagado solo por estar allí operando la plegadora.
Y esto supone una pieza modesta de cinco dobleces. Añade complejidad —digamos ocho dobleces en 70 segundos— y tu costo por pieza en la plegadora sube a aproximadamente $1.46. Ahora el punto de equilibrio cae por debajo de 21,000 unidades.
Por eso la “regla de las 50,000” circula en los talleres. No es magia. Es un margen. Considera el riesgo de revisiones, mantenimiento, tiempo de ingeniería y la realidad de que las previsiones fallan.
Pero las matemáticas no se preocupan por el folclore. Las piezas simples alcanzan el punto antes. Las piezas complejas, antes aún. Un caso que vi en YouTube mostraba un taller pasando de unos $12 por pieza doblada en pequeños lotes a $0.44 con un troquel dedicado a 10,000 unidades. Ejemplo extremo, sí. Pero demuestra que el punto de inflexión no es fijo: es geométrico.
Ahora agrega una complicación: múltiples longitudes del mismo perfil. El estampado puede requerir troqueles separados por longitud, fragmentando tu volumen y elevando nuevamente el punto de equilibrio. Ahí es donde la plegadora recupera algo de terreno, porque un solo juego de herramientas puede adaptarse entre SKU.
Pero si una geometría, una longitud y una previsión estable dominan tu demanda, la tarifa horaria del operador se convierte en la “herramienta” más cara del edificio.
Así que pregúntate: ¿estás pagando a las personas para crear valor o para repetir movimientos?
Apártate cuando: la amortización del troquel por pieza cae por debajo del costo directo de mano de obra por pieza de tu célula de plegado
Ponte frente a una prensa de bastidor en C de 200 toneladas operando con un troquel progresivo. Oirás de 30 a 60 golpes por minuto. Cada golpe produce una pieza terminada o hace avanzar una a través de las estaciones. Un operador carga la bobina y supervisa el avance de la tira.
Ahora camina de regreso a la celda de plegado que forma el mismo soporte.
Sujeta. Golpea. Abre. Voltea. Golpea. Verifica con galga. Apila.
A 50 000 unidades, ese contraste no es académico. Es nómina.
Si un troquel progresivo trabaja a 40 golpes por minuto, eso equivale a 2 400 piezas por hora en una configuración simple de una sola salida. Incluso si la producción real es la mitad después de desperdicio y verificaciones, aún estás por encima de 1 000 por hora. La plegadora, a 45 segundos por pieza, produce 80 por hora en un buen día.
Eso es una diferencia de productividad superior a 12 a 1.
El rendimiento es el socio silencioso del margen. Un mayor rendimiento distribuye los costos fijos —supervisión, espacio en el piso, mantenimiento— entre más piezas. Tu carga por unidad se reduce sin necesidad de negociar un solo descuento en materiales.
Hay excepciones. ¿Placa gruesa que exige un tonelaje más allá de los límites prácticos del troquelado? La plegadora puede ser la única opción sensata. ¿Carcasas de longitud variable con diseños cambiantes? La fragmentación del herramental puede erosionar la ventaja del troquelado. Esas son decisiones estratégicas, no emocionales.
Pero para geometrías estables y repetibles en decenas de miles, el troquelado y el perfilado no solo superan a la plegadora.
La entierran matemáticamente.
La plegadora es una navaja suiza en un campo de batalla: indispensable en situaciones tácticas y limitadas. Pero cuando necesitas artillería, no le das a tu equipo herramientas de bolsillo esperando que la eficiencia escale.
La verdadera pregunta no es si la plegadora puede fabricar la pieza.
Es si se le debería permitir hacerlo.
Las matemáticas ya te indicaron cuándo gana el troquelado.
Lo que no te dijeron es cómo los fabricantes de equipos originales siguen quemando dinero después de ese punto, porque liberan geometrías que, silenciosamente, atan la cadena de suministro al proceso equivocado antes de que alguien haga los cálculos.
He visto equipos de compras perseguir centavos en el precio unitario mientras ingeniería codifica lógicas de plegado dentro del CAD: longitudes de pestaña que solo funcionan con punzones altos, órdenes de doblado que requieren volteos manuales, formas continuas divididas en golpes discretos porque “siempre lo hemos hecho así”. Para cuando el volumen crece, el propio diseño se resiste a la artillería.
El diseño defensivo significa que evalúas geometría, tonelaje y pronóstico juntos antes del RFQ. No después de que el taller de herramientas te cotice hasta acorralarte.
El marco es simple. Brutal, pero simple.
Mira la pieza e ignora cómo siempre la has hecho.
¿Es realmente un conjunto de dobleces discretos — soportes, pestañas, compensaciones — o está pretendiendo ser un perfil continuo que simplemente resulta estar cortado en trazos?
Porque una prensa es una máquina posicional. Forma ángulos en ubicaciones. Pero no cambia la física: un golpe del ariete forma un doblez.
Ahora añade la longitud. Las prensas CNC modernas con coronación y compensación de deflexión pueden mantener una consistencia impresionante en largos tramos. He visto máquinas de cuatro metros comportarse mejor que los viejos dinosaurios de tres metros. Pero si pasas de aproximadamente 3 metros en un único doblez crítico, estarás enfrentando la deflexión del haz, la variación del material y la sensibilidad del operario todo a la vez. Dos grados de desviación a lo largo del tramo no son una teoría — es un martes cualquiera.
Si tu geometría exige continuidad — radios largos, perfiles fluidos, barridos repetibles — estás pidiéndole a una navaja suiza que se comporte como una conformadora por rodillos. Eso no es flexibilidad. Eso es negación.
La demanda continua pertenece a procesos continuos. La geometría discreta pertenece a una prensa.
Apártate cuando: El rendimiento funcional del perfil depende de la uniformidad del ángulo a lo largo de tramos que superen los 3 metros, y la demanda anual es lo bastante estable como para justificar herramental dedicado.
Aquí es donde las hazañas en CAD gravan silenciosamente tu cadena de suministro.
La longitud mínima de pestaña no es una sugerencia. Para el plegado con aire típico, necesitas aproximadamente cuatro veces el espesor del material para que se asiente correctamente en la matriz en V. Si cierras el ángulo a 30 grados, ese requisito aumenta por un factor de 1.6× porque el material tiende a resbalar y rotar.
Entonces, ¿qué sucede cuando apilas retornos internos apretados, bordes superficiales y pestañas cortas?
El fabricante:
Nada de eso aparece en tu modelo de coste estimado.
Los punzones personalizados eliminan la flexibilidad entre SKUs. Ahora la célula de freno “universal” necesita acero específico para cada pieza, exactamente la enfermedad que intentabas evitar al no estampar.
Si tu geometría exige herramientas especiales solo para liberarse a sí misma, ya perdiste la ventaja principal del freno: “No esperar herramientas especiales”.
Apártate cuando: Una sola familia de programas requiere perfiles de punzón dedicados que no pueden reutilizarse entre al menos 70% de SKUs adyacentes.
He visto a OEMs de millones de dólares omitir una característica de alivio de $0.002.
No tener alivio en la esquina de un pliegue interior hace que el material se atasque en la intersección. El operador lo nota de inmediato: fuerza adicional, un estallido audible, ángulo inconsistente. Así que reducen la velocidad. Golpean de nuevo. Revisan más a menudo.
El tiempo de ciclo se alarga. No 5%. He medido desaceleraciones que se acercan 40% en células reales porque el operador no puede confiar en el golpe.
Agrega alivio y el pliegue fluye. El material tiene a dónde ir. El golpe se vuelve repetible. La repetibilidad es velocidad.
Esto no se trata de elegancia. Se trata de fricción — fricción literal entre el material y los hombros del troquel. Cada vez que omites un alivio, estás gravando el rendimiento.
Y recuerda dónde empezamos: una vez que el volumen aumenta, la repetición es lo más costoso del edificio.
Apártate cuando: Los comentarios de producción muestran corrección repetida de ángulo o doble golpe causados por interferencia geométrica que podría haberse eliminado en el CAD.
Ahora trae de vuelta las matemáticas — pero esta vez con disciplina geométrica.
El doblado por fondo (formado por acuñado para eliminar el rebote elástico) puede ofrecer una repetibilidad hermosa para piezas de alto volumen. También exige aproximadamente 2× la tonelada de doblado al aire y troqueles específicos de radio. Eso significa prensas más pesadas, configuraciones más estrictas y herramientas que hacen un trabajo extremadamente bien.
Por debajo de un volumen significativo, esa inversión específica en troqueles es un ancla.
Por encima, esa misma inversión reduce la variación, el tiempo de inspección y el trabajo manual. Tu ventana de proceso se ajusta. Tu modelo de personal se simplifica. Tu tasa de desecho se estabiliza.
Aquí está la parte no obvia: cambiar a estampado o conformado por rodillos no se trata solo del costo por pieza. Se trata de concentración del riesgo.
El conformado por prensa distribuye el riesgo entre la habilidad del operario, la consistencia en la preparación y la secuencia de operación. El utillaje rígido concentra el riesgo al inicio: en la congelación del diseño, la construcción del troquel y la precisión de las previsiones.
Si tu geometría es estable, tu demanda predecible y tus tolerancias castigan la variación, el riesgo concentrado es más barato que el caos distribuido.
Esa es la perspectiva.
No “¿Puede hacerlo la prensa?”
Ni siquiera “¿Dónde está el punto de equilibrio?”
Sino esto:
¿Estás diseñando una pieza que merece artillería, o una que realmente se beneficia de una navaja suiza?
Obtén esa respuesta correcta antes de la liberación, y tus márgenes sobrevivirán al aumento de escala.
Si te equivocas, el taller decidirá por ti — un golpe de pistón a la vez.


















