

Er rollte dieses kraftstrotzende Relikt vom Anhänger, als hätte er gerade etwas gestohlen.
Er zahlte weniger dafür als für einen Kleinwagen. “Perfekt, um loszulegen”, sagte er. Der erste Auftrag war eine Serie einfacher Stahlwinkel – 90-Grad-Biegungen, nichts Besonderes. Am Ende des Nachmittags lagen drei von zehn krumm im Schrottcontainer. Winkel um zwei Grad versetzt. Löcher stimmten nicht mehr überein. Man konnte sehen, wie das Selbstvertrauen schneller schwand als das Hydrauliköl.
Klar, es ist eine billige Maschine. Aber warum begann sie schon am ersten Tag, ihm Kosten aufzubrummen?

Auf dem Papier sieht die Rechnung gut aus. Eine gebrauchte manuelle Abkantpresse kostet nur einen Bruchteil eines CNC-Modells. Keine komplizierte Steuerung. Niedrigere Wartungskosten. Wenn man nur ein paar Teile pro Woche biegt – was soll da schon schiefgehen?
Hier ist, was die technischen Datenblätter nicht zeigen.
Manuelle Maschinen erfordern mehr körperlichen Einsatz und mehr Urteilskraft des Bedieners. Jeder Biegevorgang bedeutet, den Hinteranschlag von Hand einzustellen, die Ausrichtung zu prüfen, den Druck zu spüren, den Winkel zu beobachten. Das ist Können. Echte Fertigkeit. Und Können braucht Zeit, um es zu erlernen. Bis dahin zahlt man Lehrgeld – in Stahl.
Selbst Werkstätten, die auf “manuelle” Setups schwören, rüsten oft digitale Anzeigen oder CNC-Hinteranschläge nach, nur um die Wiederholgenauigkeit zu gewährleisten. Wenn eine einfache Maschine wirklich die sicherste Wahl wäre, warum rüsten sie sie dann stillschweigend auf, damit sie sich weniger wie eine verhält?
Was passiert also, wenn “ungefähr richtig” zu deinem Standard wird?
Lass uns ein einfaches Gedankenexperiment durchführen.
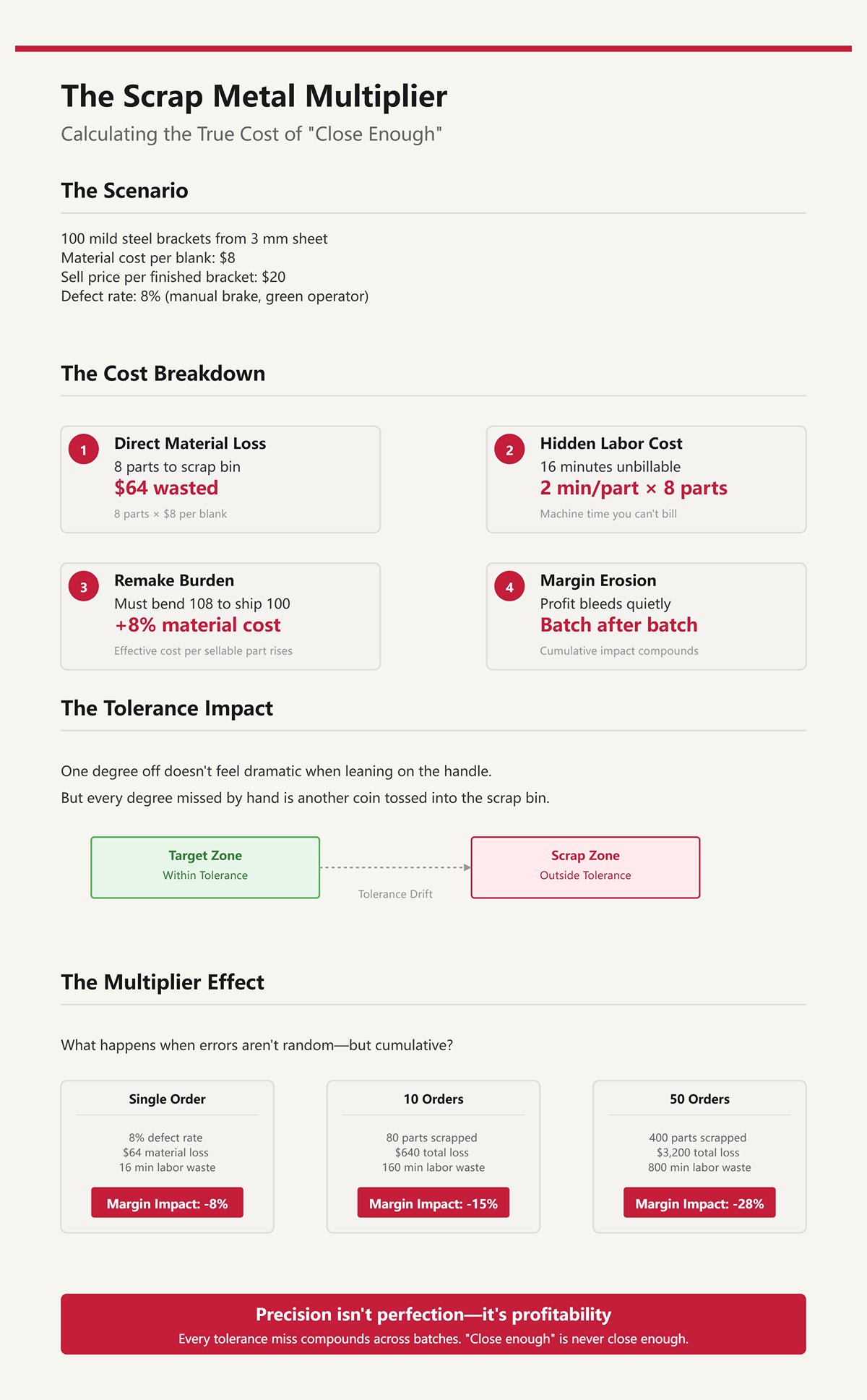
Du biegst 100 Halterungen aus 3‑mm‑Stahlblech. Materialkosten pro Rohteil: $8. Verkaufspreis pro fertiger Halterung: $20. An einem guten Tag mit einer manuellen Presse und einem unerfahrenen Bediener landen vielleicht 8% außerhalb der Toleranz – falscher Winkel, ungleichmäßige Flanschlänge, optische Mängel durch ungleichmäßigen Druck.
Das sind 8 Teile direkt im Schrott. $64 an Material verloren. Aber das ist nur der Anfang.
Jedes fehlerhafte Teil hat auch Maschinenzeit verbraucht. Sagen wir, zwei Minuten pro Biegezyklus einschließlich Handhabung. Das sind 16 Minuten Arbeit und Maschinenzeit, die du nicht abrechnen kannst. Und wenn du sie neu herstellst, biegst du jetzt 108 Teile, um 100 zu liefern.
Deine effektiven Materialkosten sind gerade gestiegen. Deine Arbeitszeit pro verkauftes Teil hat sich erhöht. Deine Marge schrumpft still, Auftrag für Auftrag.
Ein Grad Abweichung fühlt sich nicht dramatisch an, wenn man am Hebel zieht. Aber jeder Grad, den du per Hand danebenliegst, ist eine weitere Münze, die im Schrott landet. Das ist dein Gewinn, der langsam ausblutet.
Und das bei einem einzigen Auftrag. Was passiert, wenn die Fehler nicht zufällig – sondern kumulativ sind?

An einer manuellen Abkantpresse sehen die ersten fünf Teile oft gut aus. Der Bediener findet seinen Rhythmus. Dann setzt Ermüdung ein. Die Arme werden schwer. Die Augen vertrauen auf die letzte Einstellung, statt erneut zu prüfen. Der Hinteranschlag verrutscht um einen halben Millimeter. Der Rückfederungseffekt – also die Tendenz des Metalls, sich nach dem Biegen etwas zurückzuziehen – variiert leicht zwischen den Blechen.
Für sich genommen sind das winzige Abweichungen. Zusammen summieren sie sich.
Ein Flansch, der 0,5 mm zu kurz ist, verschiebt das nächste Merkmal aus der Position. Ein Fehler von zwei Grad im Winkel bedeutet, dass eine Baugruppe nicht bündig sitzt. Jetzt verschrottest du nicht nur Teile – du arbeitest Baugruppen nach, erweiterst Bohrungen und erklärst Kunden die Verzögerungen.
Toleranzdrift ist nichts Dramatisches. Sie ist leise. Sie zeigt sich als “Warum passen die nicht zusammen?” um 16:30 Uhr.
Wenn eine Maschine für ihre Gleichmäßigkeit auf menschliche Kraft und Urteil angewiesen ist, verlangst du von einer Person, das Regelsystem zu sein. Muskeln ersetzen Servomotoren. Gedächtnis ersetzt programmierte Wiederholbarkeit. Und Menschen – egal wie erfahren – werden müde.
Die eigentliche Frage ist also nicht, ob die manuelle Abkantpresse günstiger in der Anschaffung ist.
Sondern warum wir erwarten, dass ein menschlicher Körper die Arbeit von Präzisionshardware erledigt, ohne uns Zinsen für die Anstrengung zu berechnen.
Er stellt die Frage direkt: Wenn die manuelle Presse meine Marge immer weiter auffrisst, was schützt eigentlich den Gewinn eines Anfängers?
Stell dir eine 4 Fuß große, 17 Tonnen schwere manuelle Abkantpresse auf dem Werkstattboden vor. Saubere Lackierung. Schwerer Rahmen. Ein langer Griff, der sich in deinen Händen beruhigend anfühlt. Der Katalog nennt sie “einfach”. Keine Bildschirme. Keine Software. Nur Stahl und Hebelwirkung.
Jetzt stell einen unerfahrenen Bediener davor mit einem Stapel 14-Gauge-Bleche, die einen 90-Grad-Biegewinkel innerhalb von ±0,5 Grad brauchen, damit die Baugruppe bündig sitzt. Keine digitale Winkelanzeige. Kein programmierbarer Hinteranschlag. Nur Anrisslinien, ein Maßband und sein Auge.
Auf dem Papier ist das Einfachheit. Auf dem Werkstattboden ist es eine Forderung nach Urteilsvermögen, die jeder CNC-Programmierung ebenbürtig ist.
Das Paradox ist nicht, dass manuelle Pressen grob sind. Es ist, dass sie nur verzeihend aussehen. In Wirklichkeit verlangen sie ein Meisterniveau an Bewusstsein für Materialverhalten, Ausrichtung und Abfolge – weil die Maschine nichts kompensiert. Der Bediener tut es.
Und Anfänger wissen nicht, was sie eigentlich kompensieren sollen für, oder?
Ich habe gesehen, wie ein Mann eine Ausrichtungskontrolle übersprang, weil das letzte Blech gut gebogen war. Gleiche Charge, gleiche Dicke, gleiche Matrize. Er richtete es nach Gefühl aus und zog am Hebel.
Der Flansch kam weniger als einen Millimeter zu kurz heraus.
Das klingt nicht nach viel, bis du versuchst, es an ein passendes Teil zu schrauben, das auf einer CNC-Fräse gefertigt wurde, die den ganzen Tag ±0,1 mm hält. Jetzt wandern die Löcher. Die Baugruppe wackelt. Drei Teile landen im Schrottbehälter.
Bei einer manuellen Abkantpresse gibt es keine Rückkopplungsschleife. Kein Sensor, der die Position des Stempels bestätigt. Kein Encoder, der den Winkel in Echtzeit verfolgt. Ein Rückmeldesystem misst die Ausgabe und passt den Input automatisch an. Eine CNC-Presse erkennt, dass sie bei 88,7 Grad steht, und erhöht den Druck leicht, um 90,0 zu erreichen.
Ein muskelbetriebener Anachronismus stoppt einfach dort, wo der Bediener entscheidet, dass er stoppen soll.
Wenn eine Maschine für gleichbleibende Ergebnisse auf menschliche Kraft und Urteilsvermögen angewiesen ist, lässt man eine Person das Steuersystem sein. Das bedeutet: sich an Rückfederung erinnern, alle paar Teile die Anschlagposition kontrollieren, kleine Dickenunterschiede zwischen Blechen ausgleichen. Wird eine Variable übersehen, driftet das Teil ab.
Selbst erfahrene Bediener werden überrascht, wenn Designelemente die Biegelinie einengen – Löcher oder Ausschnitte näher als etwa das Vierfache der Materialdicke. Das Metall verformt sich oder reißt, weil sich Spannungen dort konzentrieren, wo nicht genug Trägermaterial vorhanden ist. Das kann man nicht “erfühlen”, wenn man am Griff zieht. Wenn man es sieht, ist das Teil schon Ausschuss.
Die Maschine hat also nicht versagt. Die Physik hat es. Und der Mensch, der das Rückmeldesystem ersetzt hat, erhielt keine Warnung.
Was passiert, wenn pure Muskelkraft ins Spiel kommt?
Nehmen wir 3 mm Baustahl. Man biegt ihn im Werkzeug auf 90 Grad. Lässt man den Druck nach, entspannt er sich auf etwa 92 Grad. Diese elastische Rückstellung nennt man Rückfederung. Um eine exakte 90 Grad zu erreichen, muss man überbiegen – vielleicht auf 88 Grad – damit er nach vorne in die Toleranz springt.
Bei einer CNC-Abkantpresse berechnet die Steuerung diese Kompensation anhand gespeicherter Materialdaten und der tatsächlichen Biefe. Sie wiederholt sie morgens um 8 Uhr genauso wie um 16 Uhr.
Bei einer Handabkantpresse ist Überbiegen reine Muskelautomatik.
Erstes Teil: Man zieht zu stark, überschießt auf 85. Ausschuss. Zweites Teil: Man zieht etwas weniger, landet bei 91. Nacharbeit. Drittes Teil: Man denkt, man hat’s raus – bis das nächste Blech einen Hauch dicker ist und mehr Widerstand leistet, sodass der gewohnte Zug nach der Rückfederung nur 92 erreicht.
Man lehnt sich etwas stärker nach vorne, um zu “korrigieren”.”
Jetzt hängt der Winkel davon ab, wie viel Kaffee man hatte und wie sich die Schulter anfühlt. Das ist keine Präzision; das ist Verhandlung mit Stahl.
Und hier liegt der stille Punkt: Wenn die Dicke innerhalb des Nennbereichs der Maschine steigt, nimmt die benötigte Kraft rasant zu. Nicht linear. Ein kleiner Dickenzuwachs verlangt einen unverhältnismäßig großen Anstieg des Drucks. Der eigene Körper wird zur Variablen, die versuchen muss, diese Kraft gleichmäßig aufzubringen.
Brute Kraft steuert den Winkel nicht. Sie verstärkt die Ungleichmäßigkeit.
Wo also beginnt die Tragfähigkeitsangabe in der Broschüre, dich anzulügen?
| Abschnitt | Inhalt |
|---|---|
| Thema | Brutale Kraft gegen Materialrückfederung: Wer kontrolliert wirklich den Winkel? |
| Beispiel für Rückfederung | Nehmen wir 3 mm Baustahl. Man biegt ihn im Werkzeug auf 90 Grad. Lässt man den Druck nach, entspannt er sich auf etwa 92 Grad. Diese elastische Rückstellung nennt man Rückfederung. Um eine exakte 90 Grad zu erreichen, muss man überbiegen – vielleicht auf 88 Grad – damit er nach vorne in die Toleranz springt. |
| Verhalten einer CNC-Abkantpresse | Bei einer CNC-Abkantpresse berechnet die Steuerung diese Kompensation anhand gespeicherter Materialdaten und der tatsächlichen Biefe. Sie wiederholt sie morgens um 8 Uhr genauso wie um 16 Uhr. |
| Realität einer Handabkantpresse | Bei einer Handabkantpresse ist Überbiegen reine Muskelautomatik. |
| Beispiel für Ungleichmäßigkeit | Erstes Teil: Man zieht zu stark, überschießt auf 85. Ausschuss. Zweites Teil: Man zieht etwas weniger, landet bei 91. Nacharbeit. Drittes Teil: Man denkt, man hat’s raus – bis das nächste Blech einen Hauch dicker ist und mehr Widerstand leistet, sodass der gewohnte Zug nach der Rückfederung nur 92 erreicht. |
| Menschliche Kompensation | Man lehnt sich etwas stärker nach vorne, um zu “korrigieren”. Jetzt hängt der Winkel davon ab, wie viel Kaffee man hatte und wie sich die Schulter anfühlt. Das ist keine Präzision; das ist Verhandlung mit Stahl. |
| Kraft vs. Dicke | Wenn die Dicke innerhalb des angegebenen Maschinenbereichs zunimmt, steigt die benötigte Kraft schnell – nicht linear. Ein kleiner Sprung in der Dicke verlangt eine unverhältnismäßige Erhöhung der Tonnage. Dein Körper wird zur Variablen, die versucht, diese Kraft konstant bereitzustellen. |
| Zentrale Erkenntnis | Brute Kraft steuert den Winkel nicht. Sie verstärkt die Ungleichmäßigkeit. |
| Abschließende Frage | Wo also beginnt die Tragfähigkeitsangabe in der Broschüre, dich anzulügen? |
Die meisten manuellen Abkantpressen geben eine Kapazität bis etwa 12–16 Gauge Weichstahl an. Klingt großzügig für eine Einsteigerwerkstatt.
Jetzt verengst du das Teil auf eine kleine Lasche – weniger als das Vierfache der Materialdicke. Oder fügst einen engen Versatzbiegevorgang hinzu – weniger als das Sechsfache der Dicke zwischen den Biegungen. Plötzlich möchte sich das Material während des Hubs verschieben. Beim Rückhub kann der Stößel leicht aus der Ausrichtung geraten, weil die Belastung nicht zentriert war.
Das Datenblatt erwähnte keine Geometrie. Es ging von idealen Bedingungen aus.
Ich kannte einen Werkstattbesitzer, der eine 4-Fuß-, 17-Tonnen-Handabkantpresse kaufte, in der Annahme, sie würde “die meisten Arbeiten” abdecken. In der Praxis fand er sie für vielleicht 9 oder 10 Gauge bei schmalen Breiten tauglich – und deutlich weniger über die vollen 4 Fuß. Tonnage pro Fuß ist entscheidend. Verteilst du die Biegung über die gesamte Länge, verdünnst du die verfügbare Kraft. Die Maschine, die vielseitig wirkte, wurde zu einem Nischenwerkzeug für “feine Kleinigkeiten”.”
Er zahlte weniger dafür als für einen Kleinwagen.
Aber jedes Mal, wenn ein Auftrag nahe an die physischen Grenzen kam, wehrten sich die Teile – mehr Kraft war nötig, mehr Belastung für den Bediener, mehr Abweichung im Winkel entlang der Länge. Die Mitte könnte 90 erreichen. Die Enden könnten bei 93 liegen, weil die Durchbiegung nicht ausgeglichen wurde.
Das ist kein Schulungsproblem. Das ist Hebelwirkung und Stahl, die mit der Biologie streiten.
Also ja, eine manuelle Abkantpresse kann bei Kleinserien und individuellen Arbeiten glänzen, bei denen jedes Teil einzigartig ist und die Rüstzeit dominiert. In diesem engen Bereich schlägt die Flexibilität des Bedieners den Programmieraufwand.
Aber wenn der Plan eines Einsteigers wiederholbare Chargen nahe der Maschinenkapazität vorsieht, ist die 16-Gauge-“Grenze” kein Trost. Sie ist ein Warnsignal. Du arbeitest am Rand, wo menschliche Hebelwirkung, Rahmendurchbiegung und Rückfederung zusammenkommen.
Und wenn die Grenzen der Maschine zu deiner täglichen Realität werden, was hängt dann noch von der Bedienperson ab außer der Konsistenz?
Ein neuer Mitarbeiter fragte mich einmal, warum wir uns so viele Sorgen um die Schutzvorrichtungen an der alten Handabkantpresse machten. “Sie ist langsam”, sagte er. “Man sieht sie kommen.”
Er hatte in einem Punkt recht. Man sieht sie kommen.
Was er nicht sah, war das Unfallprotokoll auf meinem Schreibtisch: über 360 Amputationen pro Jahr in den USA, verbunden mit Abkantpressen – und das betrifft alle Typen, einschließlich moderner Maschinen mit Sicherheitsvorrichtungen. Langsam hat diese Finger nicht drangebracht. Langsam gab dem Bediener nur Zeit zu begreifen, wie schlimm die Entscheidung wirklich war.
Und wenn der Bediener das Steuersystem ist, lebt jede Sicherheitsmarge in seinen Reflexen, seinem Urteilsvermögen und seinem Erschöpfungsgrad um 16:45 Uhr. Das ist nicht nur ein persönliches Risiko. Das ist ein Geschäftsmodell, das auf Hoffnung basiert. Eine schlechte Quetschung, ein Arbeitsunfall, eine Woche Stillstand, während OSHA Fragen stellt – das ist deine Gewinnspanne, die ausblutet.
Also: Schützt langsameres Arbeiten dich wirklich, oder ändert es nur, wie du verletzt wirst?
Stell dir ein Blech aus Stahl der Stärke 14 vor, vier Fuß lang. Der Bediener richtet es mit bloßem Auge gegen den Anschlag aus. Er greift die Kante, zieht den Hebel, und der Klemmträger senkt sich in einem gleichmäßigen, menschlichen Tempo ab. Kein hydraulisches Knacken. Kein Servoheulen. Nur Gewicht und Hebelwirkung.
Es fühlt sich beherrschbar an.
Aber hier ist der Mechanismus, den die meisten Anfänger übersehen: Der Bremsweg einer manuellen Abkantpresse ist nicht konstruiert; er ist biologisch. Hydraulische und Servo-Abkantpressen können in einem “Sicheren-Geschwindigkeits”-Modus laufen – unter etwa 10 mm pro Sekunde – und diesen mit einem Lichtvorhang oder einem Laser-AOPD (Aktives Optoelektronisches Schutzeinrichtungssystem) koppeln. Unterbricht man den Strahl, stoppt der Stößel innerhalb einer konstruierten, getesteten Distanz.
Ein kraftbetriebenes Relikt hat keine überwachte Stoppzeit. Sobald die Masse in Bewegung ist und der Hebel greift, bist du selbst die Bremse.
Langsamere Bewegung verringert die Quetschkraft nicht. Sie dehnt nur den Zeitraum zwischen “Ich hätte meine Hand nicht dorthin legen sollen” und “Ich kann sie nicht mehr zurückziehen”. Stahl kümmert sich nicht um Dramatik. Er kümmert sich um Tonnage.
Das ist die Illusion: Sichtbare Bewegung fühlt sich sicherer an als unsichtbare Kraft. Aber Quetschverletzungen hängen von der Kraft ab, nicht von der Geschwindigkeit.
Und wenn Geschwindigkeit nicht die eigentliche Gefahr ist, wo werden dann die Finger tatsächlich eingeklemmt?
Die meisten Menschen stellen sich vor, die Gefahrenzone sei direkt an Stempel und Matrize – Werkzeug trifft Werkzeug.
Branchenanalysen von Verletzungen erzählen eine andere Geschichte. Etwa 80 Prozent der gemeldeten Pressenverletzungen ereignen sich in ungeschützten Bereichen wie der Stößelfläche und dort, wo das Blech schwingt und sich zurückfaltet – nicht ordentlich zwischen Stempel und Matrize. Denk mal darüber nach.
Du biegst einen langen Flansch nach oben. Während sich das Metall dreht, schwingt das freie Ende auf deinen Körper zu. Deine unterstützende Hand bewegt sich mit, um es zu “stabilisieren”. Die Klemmung fährt weiter nach unten. Das Blech verschiebt sich um einen halben Zoll, weil die Last nicht perfekt zentriert ist. Dein Finger befindet sich nun zwischen sich bewegendem Blech und festem Rahmen.
Diese Quetschstelle existierte zu Beginn des Hubs nicht. Sie wurde während des Biegens durch die Geometrie geschaffen.
Manuelle Abkantpressen verstärken das, weil die Hände des Bedieners das Positioniersystem sind. Keine automatischen Hinteranschläge, die sich rechtzeitig zurückziehen. Keine programmierten Abläufe, die die Hände bis zum letzten sicheren Moment fernhalten. Du führst das Teil nur wenige Zentimeter von der Klemmtraverse entfernt, weil das die einzige Möglichkeit ist, die Ausrichtung zu halten.
Wenn eine Maschine auf menschliche Kraft und Urteil angewiesen ist, um Gleichmäßigkeit zu erzeugen, verlangst du vom Menschen, das Kontrollsystem zu sein. Bei einer manuellen Abkantpresse verlangst du außerdem, dass er gleichzeitig das Schutzsystem ist.
Und Anfänger wissen noch nicht, welche Bewegungen neue Quetschpunkte erzeugen. Sie finden es nur einmal heraus.
Wenn das Risiko also in der Mechanik verankert ist, warum nicht einfach Schutzvorrichtungen hinzufügen und die Sache damit erledigt?
Ich saß bei einer Versicherungsprüfung, bei der der Gutachter direkt an unserer CNC-Abkantpresse vorbeiging – Laser-Schutzsystem, dokumentierte Stoppzeitentests, Schulungsunterlagen der Bediener – und zwanzig Minuten bei der alten manuellen Maschine verbrachte.
“Wo ist Ihre Risikobewertung?”, fragte er.
Nach der allgemeinen Fürsorgepflicht von OSHA bist du verpflichtet, einen Arbeitsplatz frei von erkannten Gefahren bereitzustellen. ANSI-Normen wie B11.3 legen fest, wie moderne Abkantpressen gesichert werden sollten: Präsenzsensorsysteme, sichere Geschwindigkeitsmodi, validierte Bremsleistungen. Diese Schutzsysteme sind für hydraulische und Servosysteme konzipiert, die nachweisen können, wie schnell sie stoppen.
Eine manuelle Bremse kann das nicht nachweisen. Es gibt keine überwachte Stoppzeit zur Validierung. Kein integriertes Steuerungssystem, das mit einem Lichtvorhang verbunden werden kann. Man kann Barrieren und Verfahren hinzufügen – und das sollte man auch – aber man arbeitet um eine Konstruktion herum, die vor der Norm entstanden ist.
Versicherungsgesellschaften wissen das. Der Kauf neuer Ausrüstung löst Fragen zu Risikobewertungen, dokumentierten Schulungen und konstruierten Schutzmaßnahmen aus. Wenn du eine manuelle Bremse anschaffst, weil sie billig war, gelten für dich trotzdem dieselben Compliance‑Erwartungen wie für die Werkstatt die gegenüber mit CNC.
Aber warum begann sie, ihn schon am ersten Tag zu belasten?
Weil “einfach” dich nicht von der modernen Sicherheitskultur befreit. Es bedeutet nur, dass die Lücke zwischen dem, was die Maschine tut, und dem, was die Aufsichtsbehörden erwarten, größer ist – und diese Lücke wird in Schulungsstunden, Dokumentation, Nachrüstungen und manchmal mit Blut bezahlt.
Das ist der Teil, den niemand auf das Preisschild schreibt.
An einer modernen elektrohydraulischen Bremse kann ich den Stempel so einstellen, dass er mit 8 mm pro Sekunde kriecht, sobald er in die “Stummschaltzone” eintritt, diese Bewegung mit einem Laserschutz koppeln und den Anhalteweg bis auf die Millisekunde dokumentieren. Wird der Strahl unterbrochen, entlastet die Steuerung den Druck und stoppt die Bewegung innerhalb eines geprüften Fensters. Diese Stoppzeit ist schriftlich festgehalten, wiederholbar, überprüfbar.
So sieht eine technisch konstruierte Sicherheitslösung in der Praxis aus: Kraft, die durch Fluid oder Servo erzeugt wird, Bewegung, die durch Sensoren überwacht wird, und eine Steuerung, die nachweisen kann, was sie tun wird, bevor sich ein Finger nähert.
Der Unterschied ist nicht die Geschwindigkeit. Es ist die Verantwortlichkeit.
Eine manuelle Bremse kann dir nicht sagen, wie schnell sie stoppt, weil sie es nicht weiß. Es gibt keine Rückkopplungsschleife, keinen Drucksensor, keinen Encoder, der die Position überwacht. Sobald du vom muskelbetriebenen Relikt auf ein angetriebenes System umsteigst, gewinnst du etwas Wertvolleres als Tonnage: du gewinnst messbares Verhalten. Und auf messbares Verhalten reagieren Aufsichtsbehörden, Versicherer und deine Ausschusskiste.
Welches Antriebssystem schließt also tatsächlich die Lücke, ohne eine neue zu öffnen?
Steh neben einer einfachen hydraulischen Abkantpresse, die 1/4‑Zoll‑Weichstahl biegt. Du wirst hören, wie die Pumpe Druck aufbaut, sehen, wie der Stempel unter kontrolliertem Durchfluss abwärts fährt, und den Unterschied sofort fühlen: Die Kraftkurve wird durch Hydraulikdruck bestimmt, nicht durch die Schulter des Vorarbeiters.
Hydraulik funktioniert nach dem Pascalschen Gesetz – auf eine eingeschlossene Flüssigkeit ausgeübter Druck wird gleichmäßig in alle Richtungen übertragen. Überträgt man das auf eine Abkantpresse, erhält man vorhersehbare Tonnage über den gesamten Hub, nicht “was der Bediener heute so schafft”. Stelle 80 Tonnen ein, und das System liefert 80 Tonnen innerhalb seiner Toleranz, in jedem Zyklus.
Diese Konstanz ist nicht nur für den Biegewinkel wichtig. Sie ermöglicht die Integration in Sicherheitskreise. Ein Hydraulikventil kann in einen Sicherheitsgeschwindigkeitsmodus unter etwa 10 mm pro Sekunde schalten. Ein Lichtvorhang kann einen überwachten Stopp anfordern. Die Bewegung des Stempels ist nicht mehr biologisch; sie ist hydraulisch und damit steuerbar.
Aber Hydraulik ist kein Wundermittel. Sie ist abhängig von Öl, Dichtungen und Ventilen. Hohe Eilganggeschwindigkeiten sind üblich, aber Beschleunigung und Verzögerung können im Vergleich zu elektrischen Servos hinterherhinken, besonders bei Mehrfachhüben, bei denen der Stempel wiederholt arbeitet. Wenn dein Teil drei Hübe benötigt, summieren sich diese Beschleunigungs‑ und Abbremszeiten.
Du gewinnst konstante Kraft und technisch abgesichertes Stoppen. Du verlierst möglicherweise etwas Zyklusgeschwindigkeit und musst Instandhaltungsdisziplin hinzufügen – Ölwechsel, Dichtungsprüfungen, Leckageüberwachung. Vernachlässigst du das, werden Leckagen zu Rutschgefahren, Druckabweichungen zu Winkelabweichungen, und der Ausschussbehälter beginnt sich leise zu füllen. Das ist deine Marge, die ausblutet.
Wenn Hydraulik also der praktische Mittelweg ist, warum zahlen dann manche Werkstätten einen Aufpreis, um ganz auf Öl zu verzichten?
Ich habe gesehen, wie ein kleiner Blechbearbeiter eine vollelektrische Servobremse für dünne Edelstahlgehäuse installierte. Kugelspindeln, angetrieben von Servomotoren, ersetzten Hydraulikzylinder. Keine Leerlaufpumpe. Kein Öl, das aufgeheizt werden muss. Wenn sich der Stempel bewegte, tat er das, weil sich ein Motor drehte – und wenn er stoppte, stoppte er, weil der Encoder sagte, dass er an der Position war.
Servosysteme schließen die Lücke zwischen Befehl und Bewegung enger als Hydrauliksysteme. Encoder lesen die Position in Mikrometern. Der Motor passt das Drehmoment in Echtzeit an. Bei kleinen Teilen führt das zu schnelleren Zyklen und wiederholbaren Winkeln, ohne auf die Druckstabilisierung warten zu müssen. Einige Werkstätten berichten über spürbare Verbesserungen bei Zykluszeiten und Energieverbrauch bei Präzisionsarbeiten.
Mechanisch ist der Vorteil einfach: Man eliminiert die Kompressibilität der Flüssigkeit und die Verzögerung der Ventilreaktion. Die Steuerung weist den Motor an, sich um 0,01 mm zu bewegen, und die Spindel bewegt sich um 0,01 mm. Diese Präzision fließt direkt in die Sicherheitslogik ein — das System weiß genau, wo sich der Stößel befindet und wie schnell er sich in jedem Moment bewegt.
Aber hier ist der Punkt, den Neulinge übersehen: Servotonnenkraft ist begrenzt, und ihre Skalierung wird schnell teuer. Schweres Blech bevorzugt weiterhin Hydraulik, da die Erzeugung und Aufrechterhaltung sehr hoher Kräfte über Kugelgewindetriebe riesige Motoren und robuste Mechanik erfordert. Viele Werkstätten setzen daher auf Hybride — elektrisch für dünne, hochpräzise Durchläufe; hydraulisch für dicke, hochbelastbare Aufträge.
Der Preisunterschied hat also nichts damit zu tun, Öl zur Bequemlichkeit zu entfernen. Es geht darum, engere Steuerung, höhere Beschleunigung und geringeren Leerlaufenergieverbrauch für Arbeiten zu kaufen, bei denen sich das lohnt. Wenn Ihre Hauptarbeit Tagsüber 10‑Gauge‑Winkelstücke sind, sieht die Amortisationsrechnung anders aus, als wenn Sie 3/8‑Zoll‑Bleche luftbiegen.
Das führt zur eigentlichen Trennlinie — und die liegt nicht bei der Pumpe oder dem Motor.
Stellen Sie sich zwei “CNC”-Abkantpressen vor. Die eine verwendet eine Torsionsstange, um die linke und rechte Seite des Stößels zu synchronisieren — eine mechanische Verbindung, die beide Enden miteinander koppelt. Die andere nutzt unabhängige Zylinder mit Lineargebern auf jeder Seite, die der Steuerung hunderte Male pro Sekunde Positionsdaten übermitteln.
Beide haben Bildschirme. Beide nehmen Programme an. Nur eine weiß wirklich, wo sie sich befindet.
In einem Torsionsstangensystem kann elastische Verformung von Stange und Rahmen messbare Abweichungen verursachen. Unter Last verdreht sich Metall. Man kann sehen, wie sich Biegtoleranzen bis zu einem Zehntelmillimeter verschieben, wenn Komponenten nachgeben. Die Maschine führt das Programm treu aus — aber das Programm korrigiert keine Verformung in Echtzeit.
In einem modernen elektrohydraulischen Regelkreissystem meldet jede Seite des Stößels ihre exakte Position. Wenn die linke Seite um 0,02 mm nachhinkt, passt die Steuerung den Durchfluss während des Hubs an, um dies zu korrigieren. Die Maschine bewegt sich nicht nur; sie vergleicht Befehl und Realität und gleicht die Differenz aus, bevor der Biegevorgang abgeschlossen ist.
Regelkreis bedeutet Rückmeldung. Rückmeldung bedeutet Korrektur, bevor das Teil die Matrize verlässt.
Das ist der Sprung, den manuelle Maschinen nicht schaffen. Bei einem Relikt mit Muskelkraft entdeckt man den Fehler erst nach dem Rückfedern, nach der Messung, nachdem das Teil in der Hand abgekühlt ist. Der Stahl hat den Fehler bereits “gespeichert”. Mit Regelkreissteuerung kompensiert das System Materialschwankungen, Durchbiegung und sogar Temperatureffekte während des Hubs.
Der Ausschussbehälter hört auf, ein Diagnosewerkzeug zu sein, und wird das, was er sein sollte — größtenteils leer.
Wenn also Software und Rückmeldung die eigentliche Schwerarbeit leisten, wo rangiert dann die reine Tonnenkraft?
Ich habe eine 60‑Tonnen‑CNC‑Abkantpresse gesehen, die eine größere manuelle Einheit bei Präzisionswinkeln übertroffen hat, einfach weil sie die Biegenreihenfolge berechnen, das Rückfedern kompensieren und die Hinteranschläge auf Hundertstelmillimeter positionieren konnte. Die kleinere Maschine stellte Teile her, die beim ersten Versuch passten. Die größere produzierte “nahe genug” — bis sich beim Zusammenbau das Gegenteil zeigte.
Tonnenkraft bestimmt, welche Blechdicke man biegen kann. Software bestimmt, ob das Teil am Ende passt.
Moderne CNC‑Systeme simulieren die Biegenreihenfolge, erkennen Kollisionen und berechnen den Biegeaufschlag — die abgewickelte Länge des flachen Materials, die erforderlich ist, um die Endabmessungen zu erreichen. Wenn man das bei einer manuellen Maschine falsch macht, muss man nachschneiden, nachbiegen oder entsorgen. Mit CNC passt die Steuerung die Tiefe basierend auf Materialdatenbanken und früheren Korrekturen an. Jeder Biegevorgang lehrt das System etwas.
Wenn eine Maschine sich auf menschliche Kraft und Urteil verlässt, um Konsistenz zu erreichen, fordert man einen Menschen auf, das Steuerungssystem zu sein. Wenn Software die Physik modelliert und Sensoren das Ergebnis während des Hubs bestätigen, überlässt man das Ganze Mathematik und Rückmeldung.
Dabei geht es nicht um Bequemlichkeit. Es geht darum, das Risiko von Muskelgedächtnis auf überwachte Systeme zu verlagern.
Und doch braucht nicht jede Werkstatt Präzision im Mikrometerbereich oder eine Kollisionssimulation. Es gibt Ecken in diesem Handwerk, in denen eine einfache Maschine ihren Platz auf dem Werkstattboden noch verdient – aber nur, wenn du genau verstehst, welche Arbeiten dorthin gehören und welche nicht.
Wenn Software und Rückmeldung das sind, was ein kontrolliertes System von einem Glücksspiel unterscheidet – wann ergibt es dann Sinn, zu einer Maschine zurückzukehren, die beides nicht hat?
Hier ist die Antwort, die dir die meisten Verkäufer nicht geben werden: Wenn die Einsätze niedrig genug sind, dass Präzision eine Frage des Stolzes ist, nicht des Gehaltszettels.
Ich habe nichts gegen jemanden, der weniger dafür bezahlt hat als für einen Kleinwagen und eine kleine manuelle Abkantpresse in seiner Garage hat, um eine Halterung für seinen eigenen Anhänger zu biegen. Er gibt keine Angebote ab. Er verspricht keine Liefertermine. Wenn das erste Stück zwei Grad zu flach herauskommt und er es mit einem Hammer nachbiegt, schreibt niemand den Fehler in Rechnung. Der Schrottbehälter ist ein Ärgernis, kein Buchungseintrag.
Das ist die Wochenend-Ausnahme.
Die These, die ich hier vertrete, bezieht sich auf gewinnorientierte Werkstätten – Orte, an denen fünfzig Teile, die bis Montag fällig sind, Miete, Löhne und Ruf bedeuten. Ein Hobbyist, der an einem Samstagnachmittag eine Lasche biegt, betreibt kein Produktionssystem; er bastelt. Die versteckten 30 oder 40 Minuten für das Einrichten, die Probebiegungen, das Blinzeln auf einen Winkelmesser – das gehört zum Hobby. Zeit ist dort Freizeit, kein Gemeinkostenfaktor.
Aber ändert sich der Kontext, ändert sich auch die Rechnung.
Das gleiche altmodische Muskelgerät, das an einem ruhigen Wochenende charmant wirkt, fängt an, Zinsen zu verlangen, sobald du die Lieferung an einen zahlenden Kunden versprichst. Das ist deine Marge, die ausblutet.
Die eigentliche Trennlinie verläuft also nicht zwischen hydraulisch und manuell. Sie verläuft bei den Konsequenzen.
Machen wir es deutlich.
Wenn du Halterungen zum Spaß biegst, ist Unregelmäßigkeit eine Lektion. Wenn du Teile für Gewinn biegst, ist Unregelmäßigkeit ein Risiko.
Am Samstag kannst du es dir leisten, dich langsam an den Winkel heranzutasten. Biegen. Messen. Anpassen. Vielleicht ein Stück verschrotten. Vielleicht zwei. Du lernst, wie sich diese Charge Weichstahl zurückfedert. Du spürst das Material. Es gibt eine handwerkliche Zufriedenheit in dieser Auseinandersetzung mit dem Stahl.
Keine Uhr läuft.
Am Montagmorgen in einer Werkstatt ist derselbe Prozess Ballast. Fünfzig identische Teile bedeuten fünfzig Chancen für Abweichungen. Ohne Hinteranschläge, die sich auf programmierte Maße positionieren, und Steuerungen, die für Rückfederung kompensieren, bist du auf Gedächtnis und Muskelkraft angewiesen. Wenn eine Maschine sich auf menschliche Kraft und Urteil für Konstanz verlässt, verlangst du von einer Person, das Regelsystem zu sein. Das funktioniert bei einem Stück. Es bricht im Maßstab zusammen.
Frag dich selbst eine nüchterne Frage: Wenn du drei schlechte Biegungen machst, bevor du den richtigen Winkel triffst – wer trägt die Kosten?
Wenn die Antwort lautet “ich, und das stört mich nicht”, dann hat eine manuelle Abkantpresse vielleicht immer noch einen Platz in deinem Leben. Wenn die Antwort lautet “mein Kunde”, hast du die Ausnahme bereits verlassen.
Es gibt noch eine Ecke, in der Manuelle überleben können: echte Einzelanfertigungen aus dünnem Material – Blech, das keine hohe Presskraft verlangt und wo Maßtoleranz großzügig ausgelegt ist.
Stellen Sie sich einen Fertiger vor, der ein maßgefertigtes Gehäuse entwickelt, noch die Lochpositionen und Flanschlängen anpasst. Das Design ist im Fluss. Die Maße ändern sich zwischen den Iterationen. In dieser Phase geht es nicht um Wiederholbarkeit; es geht um Erkundung. Eine einfache Abkantpresse kann ein schnelles Teststück formen, ohne den Aufwand für Programmierung, Werkzeugbibliotheken oder Simulation.
Gedankengeschwindigkeit schlägt Zyklusgeschwindigkeit.
Doch auch hier gilt: Seien Sie ehrlich über Ihre Fähigkeiten. Manuelle Abkantpressen belohnen erfahrene Hände. Die meisten Anfänger unterschätzen den Rückfederungseffekt, lesen Winkel falsch oder verursachen Verwindungen, weil der Spannungsdruck ungleichmäßig ist. Die ersten Teile landen oft im Schrott, bevor eines gut aussieht. In einer Garage ist das Lehrgeld. In einer Werkstatt ist das Ihr schmelzender Gewinn.
Und dünnes Material bedeutet nicht automatisch Einfachheit. Moderne CNC-Hydraulik- und Servopressen bearbeiten dünnes Material mit unglaublicher Präzision – oft mit einer Einrichtung, die nur wenige Minuten dauert, sobald der Job programmiert ist. Wenn Sie wiederholt Kundenprototypen herstellen – selbst in kleinen Serien –, zahlt sich Software, die Korrekturen speichert und später wieder abspielt, leise aus. Aus dem “Einzelstück” wird schnell “Können Sie zehn weitere machen?”
Also ja, es gibt eine Wochenend-Ausnahme.
Biegen Sie eine Halterung. Lernen Sie. Basteln Sie. Genießen Sie das Gefühl, wie Stahl unter Ihren Händen nachgibt.
Verwechseln Sie diese stille Zufriedenheit nur nicht mit einem Geschäftsmodell.
Denn in dem Moment, in dem Ihre Teile Gehaltsschecks statt persönliche Projekte finanzieren, hört die Frage “Kann diese Maschine das biegen?” auf und wird zu “Was wird mich diese Maschine in den nächsten fünf Jahren kosten?”
Fünf Jahre sind lang genug, damit eine schlechte Entscheidung normal aussieht.
Ich habe Eigentümer gesehen, die stolz sagen, sie hätten weniger dafür bezahlt als für ein Kompaktauto, auf eine manuelle Presse in der Ecke zeigen und behaupten, sie habe sich “selbst bezahlt gemacht”. Aber warum fing sie schon am ersten Tag an, ihn Geld zu kosten? Weil sobald diese Maschine die Gehälter mitfinanziert, jede zusätzliche Minute Einrichtung, jeder Probeabkantung, jede bedienerabhängige Korrektur eine Kostenposition wird. Man spürt das nicht bei einem Auftrag. Man spürt es am Schrottbehälter, der sich langsam Woche für Woche füllt. Das ist Ihr Gewinn, der ausblutet.
Das Unerwartete ist Folgendes: Der Kaufpreis ist ein einmaliges Ereignis; die Kosten pro Teil sind eine Gewohnheit. Eine, die Sie tausendfach wiederholen.
Wenn Sie also wissen möchten, was eine manuelle Abkantpresse über fünf Jahre wirklich kostet, hören Sie auf zu fragen, was sie beim Kauf kostet. Fragen Sie, was sie jedes Mal kostet, wenn Sie sie unter realem Produktionsdruck betreiben.
Lassen Sie uns Zahlen hinzufügen, ohne vorzugeben, sie seien universell.
Eine einfache NC- oder hydraulische Presse im manuellen Stil kostet Sie vielleicht $10.000 bis $15.000. Eine Einstiegs-CNC-Presse mit 40 Tonnen liegt irgendwo zwischen $15.000 und $35.000. Eine ernsthafte 100-Tonnen-CNC, richtig ausgestattet und installiert, kann sich inklusive Kosten in den sechsstelligen Bereich bewegen. Diese Spanne macht vielen Angst.
Aber Überleben wird nicht durch die Rechnung entschieden. Es wird durch die Kosten pro Teil entschieden.
Kosten pro Teil sind im Konzept einfach: (Material + Arbeitszeit + Energie + Werkzeugverschleiß + Ausschuss) ÷ gute ausgelieferte Teile.
Manuelle Maschinen verzerren zwei dieser Variablen: Arbeitszeit und Ausschuss.
Wenn eine Maschine auf menschliche Kraft und Urteil für die Gleichmäßigkeit angewiesen ist, machen Sie den Bediener zum Regelsystem. Ein unerfahrener Arbeiter braucht vielleicht drei Testbiegungen, um den Rückfederungseffekt einzustellen. Selbst ein erfahrener prüft Winkel manuell und nimmt kleine Anpassungen vor. Bei einer Serie von 200 Teilen addieren Sie fünf zusätzliche Minuten Einrichtung und 20 Sekunden “Doppelprüfung” pro Stück. Das ergibt über eine Stunde Arbeitszeit, die Sie mit gespeicherten Programmen und wiederholbarer Hinteranschlagpositionierung nicht benötigen würden.
Verteile das über die Aufträge für fünf Jahre.
Jetzt füge Ausschuss hinzu. Kein katastrophaler Ausfall. Nur 2–5 % Abweichung durch Winkeldrift, Fehlpositionierung, Ermüdung am Ende einer Schicht. Wenn dein durchschnittliches Teil 140 € an Material- und Bearbeitungskosten vor dem Biegen hat, verbrennst du durch das Ausschusslassen von 5 von 100 Teilen stillschweigend 200 € pro Charge. Tust du das zweimal pro Woche, hast du in einem Jahr über 20.000 € verbrannt.
Du hast 20.000 € im Voraus gespart.
Und du hast es allein durch Ausschuss wieder ausgegeben.
Und das, bevor wir über Arbeitskraft sprechen. Ein gesteuertes CNC-System reduziert nicht nur fehlerhafte Teile; es verringert auch die Abhängigkeit von deinem erfahrensten Bediener. Programme speichern Korrekturen. Hinteranschläge treffen jedes Mal die gleiche Position. In manchen Werkstätten kann ein erfahrener Bediener zwei automatisierte Abkantpressen überwachen. Versuche das mit zwei alten handbetriebenen Maschinen und sag mir, wie lange deine Schultern durchhalten.
Die eigentliche Kennzahl, die über das Überleben entscheidet, lautet nicht: “Kann ich mir die Maschine leisten?”, sondern: “Kann ich mir meine Stückkosten im großen Maßstab leisten?”
Was zur Frage führt, die die meisten Inhaber vermeiden: Wann hört das Upgrade auf, ein Luxus zu sein, und wird zur günstigeren Option?
Ich beginne nicht mit der Marke. Ich beginne mit drei direkten Fragen.
1. Wie viele identische Teile produzierst du pro Monat?
Wenn deine Arbeit wirklich zufällige Einzelstücke mit geringer Wiederholung und geringen Toleranzanforderungen sind, wird Automatisierung ihre Stärke nicht ausspielen. Aber sobald du Aufträge wiederholst – selbst vierteljährlich – reduzieren gespeicherte Programme und wiederholbare Anschläge die Rüstzeit nahezu auf null. Wenn du einen Auftrag über 150 Halterungen sechsmal im Jahr wiederholst und die Automatisierung jedes Mal zwei Stunden spart, gewinnst du jährlich 12 Arbeitsstunden bei einer Artikelnummer zurück. Multipliziere das mit zehn wiederkehrenden Aufträgen, und du siehst Wochen an wiedergewonnener Kapazität vor dir.
Kapazität, die du verkaufen kannst.
2. Wie hoch ist deine tatsächliche Ausschussquote bei gebogenen Teilen?
Nicht das, was du Kunden erzählst. Das, was im Ausschussbehälter liegt. Zieh einen Monat an Daten heran. Wenn du über 3 % bei gefertigten Teilen in Produktionsserien liegst, liegt dort Geld auf dem Boden. Selbst wenn du von 4 % auf 1 % bei 500.000 € an gebogenen Baugruppen senkst, sparst du 15.000 € im Jahr. Das allein kann einen großen Teil der Finanzierung eines CNC-Upgrades abdecken.
Das ist deine Marge, die ausblutet – und sie ist messbar.
3. Ist dein bester Bediener ein Engpass?
Wenn nur eine Person die Maschine so gut “fühlen” kann, dass sie die Toleranz erreicht, besitzt du keinen skalierbaren Prozess. Du besitzt Erfahrungswissen. CNC mit Winkelmessung oder programmierbarer Tiefensteuerung verwandelt Gefühl in Daten. Das bedeutet, ein geschulter Bediener – nicht ein begabter – kann die Produktion führen. Das Arbeitsrisiko sinkt. Die Planung wird stabil.
In mehr als einer Werkstatt habe ich gesehen, dass sich die Investition nicht wegen des geringeren Ausschusses lohnte – sondern weil der erfahrene Fertiger freigestellt wurde, um zu kalkulieren, zu schulen oder eine andere Zelle zu leiten. Arbeitskräfte-Umschichtung, nicht nur Genauigkeit, bezahlte die Maschine.
Wenn du diese drei Fragen ehrlich beantwortest, hört das Amortisationsfenster in der Regel auf, fünf Jahre zu sein, und sieht eher nach zwölf Monaten aus.
Aber Werkstätten scheitern nicht, weil sie die Gegenwart unterschätzen. Sie scheitern, weil sie die Zukunft falsch einschätzen.
Hier liegt der Fehler: den größten, auffälligsten Apparat “für alle Fälle” zu kaufen.”
Future-Proofing klingt verantwortungsvoll. Manchmal ist es einfach Angst im Anzug.
Nicht jedes Upgrade zahlt sich gleich aus. Eine mittelklassige CNC-Hydraulikbiegemaschine könnte in dem $35.000–$65.000-Bereich liegen und 90 % der Arbeit einer kleinen Werkstatt bewältigen. Ein Premium-Elektromodell kann einen Preisaufschlag von 20–30 % tragen. Elektrische Systeme glänzen in Umgebungen mit hohem Durchsatz und schnellen Zyklen, in denen Energieeinsparung und Geschwindigkeit sich täglich summieren. Wenn du 20 Teile pro Stunde biegst, bleibt dieser Aufpreis ungenutzt. Wenn du 200 biegst, arbeitet er für dich.
Also kaufe nach Entwicklung, nicht nach Fantasie.
Schau dir deine Vertriebspipeline an. Fragen Kunden nach engeren Toleranzen? Größeren Serien? Schnelleren Durchlaufzeiten? Bietest du Arbeiten an, von denen du insgeheim hoffst, dass sie nicht angenommen werden, weil du weißt, dass die manuelle Presse versagt? Diese Unsicherheit ist Information.
Es gibt auch eine Grenze für den “Zwischenschritt”. Einige Werkstätten wechseln von manuell zu einfacher NC, weil sie meinen, den Mittelweg zu finden. Weniger Kosten, teilweise Steuerung. Aber wenn diese Maschine keine echte programmierbare Wiederholgenauigkeit bietet oder strukturelle Grenzen hat, die du in 18 Monaten erreichst, hast du gerade deine nächste Ersatzinvestition vorfinanziert. Das sind keine Einsparungen. Das ist aufgeschuldete Verschuldung.
Die klarste Methode, die ich gefunden habe, ist diese:
Projiziere deinen durchschnittlichen monatlichen Umsatz mit gebogenen Teilen drei Jahre in die Zukunft. Wende dein aktuelles Ausschuss- und Arbeitsprofil an. Modelliere dann, was passiert, wenn der Ausschuss auf 1–2 % sinkt und die Einrichtzeit pro wiederkehrendem Auftrag sich halbiert. Rate nicht ins Blaue — rechne konservativ. Wenn der Unterschied die Finanzierung deckt und Spielraum lässt, ist Automatisierung kein Risiko. Sie ist Absicherung.
Du kaufst nicht Stahl und Hydraulik. Du kaufst Kontrolle über Variabilität.
Und sobald du Maschinen unter diesem Gesichtspunkt betrachtest — Variabilität als Risiko, Kontrolle als Gewinn — verschiebt sich die Basislinie. Die Frage hört auf, “Was kann ich mir heute leisten?” zu sein, und wird zu “Welches System hält meine Stückkosten stabil, wenn sich das Volumen verdoppelt?”


















