

O, o eski arm-strong kalıntısını römorktan sanki bir şey çalmış gibi yuvarladı.
Buna kompakt bir arabadan daha az para ödedi. “Başlamak için mükemmel,” dedi. İlk iş, basit çelik braketlerin bir serisiydi - 90 derece bükümler, gösterişli bir şey yoktu. Öğleden sonra sonunda, on braketten üçü atık kutusunda eğri duruyordu. Açılar iki derece sapmıştı. Delikler artık hizalanmıyordu. Güvenin, hidrolik yağdan daha hızlı aktığını görebiliyordun.
Bu ucuz bir makine, doğru. Ama neden ilk günde ona ücret almaya başladı?

Kağıt üzerinde, hesaplamalar temiz görünüyor. İkinci el bir manuel pres freni, bir CNC modelinin bir kısmına mal olabilir. Karmaşık kontroller yok. Daha düşük bakım masrafları. Eğer haftada birkaç parça büküyorsan, ne yanlış gidebilir ki?
İşte teknik belgelerin sana göstermediği şey.
Manuel makineler daha fazla fiziksel girdi ve daha fazla operatör yargısı gerektirir. Her büküm, arka ölçüm aletini elle ayarlamak, hizalamayı kontrol etmek, baskıyı hissetmek, açıyı izlemek anlamına gelir. Bu yetenek. Gerçek yetenek. Ve yetenek kazanmak zaman alır. O zamana kadar, çelikle öğrenim ücreti ödüyorsun.
“Manuel” kurulumlara yemin eden atölyeler bile, tekrar edilebilirliği sıkı tutmak için genellikle dijital göstergeler veya CNC arka ölçüm aletleri ekler. Eğer temel bir makine gerçekten en güvenli bahis olsaydı, neden onu daha az böyle davranacak şekilde sessizce yükseltiyorlar?
Peki, “yeterince yakın” standart haline geldiğinde ne olur?
Basit bir varsayım yapalım.
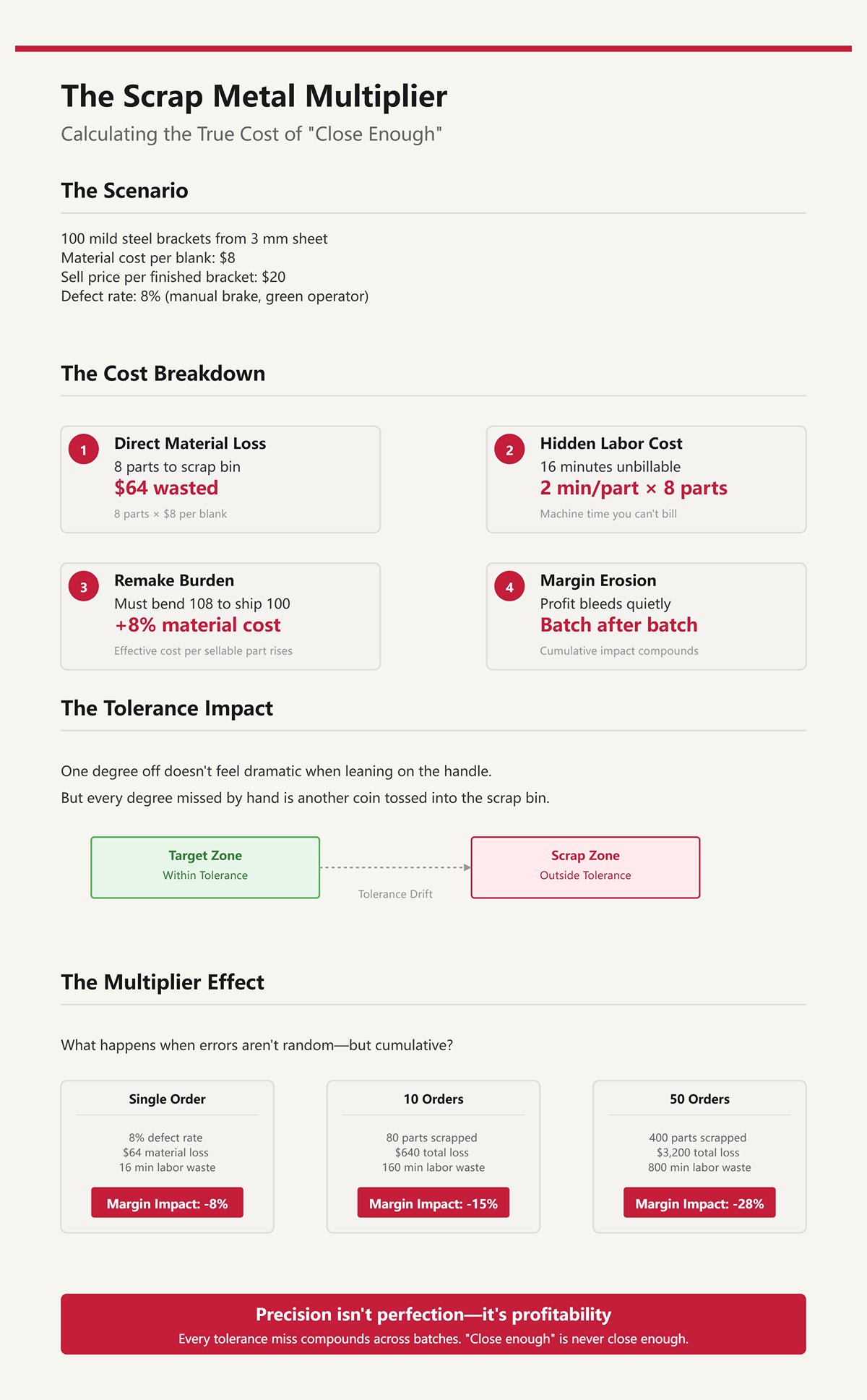
3 mm levhadan 100 adet hafif çelik braket büküyorsun. Her bir ham madde maliyeti: $8. Tamamlanmış braket başına satış fiyatı: $20. Manuel bir fren ve acemi bir operatörle iyi bir günde, belki 8% dış toleransın dışında kalıyor - açı sapmış, flanş uzunluğu kaymış, düzensiz baskıdan kozmetik izler.
Bu, doğrudan atık kutusuna giden 8 parçadır. $64 malzeme kayboldu. Ama bu sadece başlangıç.
Her kötü parça ayrıca makine zamanını da yiyor. Diyelim ki, her büküm döngüsü için iki dakika, elleçleme dahil. Bu, faturalandıramayacağın 16 dakikalık işçilik ve makine zamanı demektir. Ve eğer onları yeniden yaparsan, şimdi 100 adet göndermek için 108 parça büküyorsun.
Etkin malzeme maliyetin birden fırladı. Satılabilir parça başına işçilik maliyetin yavaş yavaş arttı. Marjın sessizce inceliyor, parti parti.
Bir derece sapmak, koluna yaslandığında dramatik hissettirmiyor. Ama elle kaçırdığın her derece, atık kutusuna atılan bir başka madeni para demektir. Bu, marjının kanaması demektir.
Ve bu tek bir sipariş için. Hatalar rastgele değilse - ama birikimliyse ne olur?

Manuel bir pres freninde, ilk beş parça genellikle makul görünür. Operatör bir ritim bulur. Sonra yorgunluk başlar. Kollar ağırlaşır. Gözler son ayarı kontrol etmek yerine ona güvenmeye başlar. Arka ölçüm aleti yarım milimetre kayar. Geri yayılma - metalin büküldükten sonra gevşeme eğilimi - levhalar arasında hafifçe değişir.
Bireysel olarak, bunlar küçük sapmalardır. Bir araya geldiklerinde, birikirler.
0.5 mm kısa olan bir flanş, bir sonraki özelliği yerinden çıkarır. İki derece açı hatası, bir montajın düz oturmadığı anlamına gelir. Artık sadece parçaları atmakla kalmıyorsunuz—montajları yeniden işliyorsunuz, delikleri açıyorsunuz, müşterilere gecikmeleri açıklıyorsunuz.
Tolerans kayması dramatik değildir. Sessizdir. 16:30“da ”Bunlar neden hizalanmıyor?" şeklinde kendini gösterir.
Bir makine tutarlılık için insan gücüne ve yargısına güvendiğinde, bir kişiden kontrol sistemi olmasını istiyorsunuz. Kaslar servo motorların yerini alır. Hafıza programlanmış tekrarlanabilirliğin yerini alır. Ve insanlar—ne kadar deneyimli olurlarsa olsunlar—yorulurlar.
Bu yüzden gerçek soru, manuel pres freninin satın almanın daha ucuz olup olmadığı değildir.
Soru, insan bedeninin çaba için bize faiz ödemeden hassas donanımın işini yapmasını neden bekliyoruzdur.
O, soruyu doğrudan sorar: Eğer manuel fren marjımı sürekli kemiriyorsa, bir acemi kârını ne koruyor?
Atölye zemininde 4 fit, 17 tonluk bir manuel fren hayal edin. Temiz boya. Ağır çerçeve. Ellerinize güven veren uzun bir kol. Katalog bunu “basit” olarak adlandırıyor. Hiçbir ekran yok. Hiçbir yazılım yok. Sadece çelik ve kaldıraç.
Şimdi önüne, ±0.5 derece içinde 90 derece bükülmesi gereken 14-gauge levhalardan oluşan bir yığınla yeşil bir operatör koyun, böylece montaj düz otursun. Dijital açı okuması yok. Programlanabilir arka ölçüm yok. Sadece çizgi işaretleri, bir mezura ve onun gözü.
Kağıt üzerinde bu basitliktir. Zemin üzerinde, herhangi bir CNC programıyla yarışan bir yargı talebidir.
Paradoks, manuel frenlerin kaba olması değildir. Sadece affedici görünmeleridir. Gerçekte, malzeme davranışı, hizalama ve sıralama konusunda usta düzeyinde bir farkındalık talep ederler—çünkü makine hiçbir şey için telafi yapmaz. Operatör yapar.
Ve acemiler neyi telafi etmeleri gerektiğini bilmezler. için, değil mi?
Bir adamın son levhanın düzgün büküldüğü için bir hizalama kontrolünü atladığını izledim. Aynı parti, aynı kalınlık, aynı kalıp. Duygu ile hizaladı ve kolu çekti.
Flanş, bir milimetreden daha kısa çıktı.
Bu, CNC freze ile ±0.1 mm tutan bir eşleşen parçaya vida ile bağlamaya çalıştığınızda pek de fazla görünmüyor. Şimdi delikler kayıyor. Montaj sallanıyor. Üç parça atık kutusuna gidiyor.
Manuel bir fren üzerinde geri bildirim döngüsü yoktur. Ram pozisyonunu doğrulayan hiçbir sensör yok. Gerçek zamanlı açıyı takip eden hiçbir kodlayıcı yok. Bir geri bildirim sistemi çıktıyı ölçer ve girişi otomatik olarak ayarlar. Bir CNC fren, 88.7 derecede olduğunu görür ve 90.0'a ulaşmak için basıncı artırır.
Bir kol gücü kalıntısı, operatörün durdurmaya karar verdiği yerde durur.
Bir makine, tutarlılık için insan gücüne ve yargısına güvendiğinde, bir kişiyi kontrol sistemi olarak kullanıyorsunuz demektir. Bu, geri yayılmayı hatırlamak, her birkaç parçadan sonra arka ölçüm hizalamasını kontrol etmek, hafif levha kalınlığı değişikliklerine telafi yapmak anlamına gelir. Bir değişkeni atlayın ve parça kayar.
Deneyimli operatörler bile, tasarım özellikleri bükme hattını sıkıştırdığında yakalanır—delikler veya kesikler, malzeme kalınlığının yaklaşık dört katından daha yakın. Metal, yeterli destekleyici malzeme olmadığında stresin yoğunlaştığı yerlerde bozulur veya çatlar. Bunu bir kol üzerinden “hissetmek” mümkün değil. Onu gördüğünüzde, çoktan atık olmuştur.
Yani makine başarısız olmadı. Fizik başarısız oldu. Ve bir geri bildirim sistemi olarak görev yapan insanın hiçbir uyarısı yoktu.
Sert güç devreye girdiğinde ne olur?
3 mm yumuşak çeliği alın. Kalıpta 90 derece bükün. Basıncı serbest bırakın ve muhtemelen 92 dereceye geri rahatlar. O elastik geri kazanım geri yayılmadır. Gerçek 90'a ulaşmak için, belki 88'e kadar aşırı bükmeniz gerekir, böylece spesifikasyona doğru ileri yayılır.
Bir CNC freninde, kontrolör bu telafiyi depolanan malzeme verilerinden ve gerçek bükme derinliğinden hesaplar. Bunu sabah 8'de ve akşam 4'te aynı şekilde tekrarlar.
Manuel bir fren üzerinde, aşırı bükme kas hafızasıdır.
İlk parça: daha fazla çekersiniz, 85'e aşarsınız. Atık. İkinci parça: gevşersiniz, 91'e inersiniz. Yeniden işleme. Üçüncü parça: bunu başardığınızı düşünürsünüz—ta ki yığındaki bir sonraki levha biraz daha kalın ölçülene ve daha fazla direnç gösterene kadar, böylece alışılmış çekişiniz yalnızca geri yayılmadan sonra 92'ye ulaşır.
“Doğru” yapmak için biraz daha fazla yaslanırsınız.”
Artık açınız, ne kadar kahve içtiğinize ve omzunuzun nasıl hissettiğine bağlı. Bu kesinlik değil; bu çelikle bir müzakere.
Ve işte sessiz kısım: makinenin belirlenen aralığında kalınlık arttıkça, gereken kuvvet hızla artar. Doğrusal değil. Küçük bir kalınlık artışı, orantısız bir tonaj artışı talep eder. Vücudunuz, o kuvveti tutarlı bir şekilde sağlamaya çalışan değişken haline gelir.
Sert güç açıyı kontrol etmez. Tutarsızlığı artırır.
Peki broşürdeki kapasite derecelendirmesi size nerede yalan söylemeye başlıyor?
| Bölüm | İçerik |
|---|---|
| Konu | Sert güç ile malzeme geri yayılması: açıyı gerçekten kim kontrol ediyor? |
| Geri Yayılma Örneği | 3 mm yumuşak çeliği alın. Kalıpta 90 derece bükün. Basıncı serbest bırakın ve muhtemelen 92 dereceye geri rahatlar. O elastik geri kazanım geri yayılmadır. Gerçek 90'a ulaşmak için, belki 88'e kadar aşırı bükmeniz gerekir, böylece spesifikasyona doğru ileri yayılır. |
| CNC Fren Davranışı | Bir CNC freninde, kontrolör bu telafiyi depolanan malzeme verilerinden ve gerçek bükme derinliğinden hesaplar. Bunu sabah 8'de ve akşam 4'te aynı şekilde tekrarlar. |
| Manuel Fren Gerçekliği | Manuel bir fren üzerinde, aşırı bükme kas hafızasıdır. |
| Tutarsızlık Örneği | İlk parça: daha fazla çekersiniz, 85'e aşarsınız. Atık. İkinci parça: gevşersiniz, 91'e inersiniz. Yeniden işleme. Üçüncü parça: bunu başardığınızı düşünürsünüz—ta ki yığındaki bir sonraki levha biraz daha kalın ölçülene ve daha fazla direnç gösterene kadar, böylece alışılmış çekişiniz yalnızca geri yayılmadan sonra 92'ye ulaşır. |
| İnsan Telafisi | “Doğru” yapmak için biraz daha fazla yaslanırsınız. Artık açınız, ne kadar kahve içtiğinize ve omzunuzun nasıl hissettiğine bağlı. Bu kesinlik değil; bu çelikle bir müzakere. |
| Kuvvet vs. Kalınlık | Makinenin nominal aralığında kalınlık arttıkça, gereken kuvvet hızla artar - doğrusal olarak değil. Kalınlıkta küçük bir artış, orantısız bir tonaj artışı talep eder. Vücudunuz, o kuvveti sürekli olarak sağlamaya çalışan değişken haline gelir. |
| Temel Fikir | Sert güç açıyı kontrol etmez. Tutarsızlığı artırır. |
| Kapanış Sorusu | Peki broşürdeki kapasite derecelendirmesi size nerede yalan söylemeye başlıyor? |
Çoğu manuel fren, yaklaşık 12-16 gauge yumuşak çelik kapasitesini ilan eder. Bu, başlangıç düzeyindeki bir atölye için cömert görünüyor.
Şimdi parçayı küçük bir flanşa daraltın - malzeme kalınlığının dört katından daha az. Ya da sıkı bir offset büküm ekleyin - bükümler arasında kalınlığın altı katından daha az. Aniden malzeme, strok sırasında kaymak ister. Geri dönüşte, yük merkezlenmediği için ram hafifçe hizasından çıkabilir.
Özellikler sayfasında geometri belirtilmemişti. İdeal koşullar varsayılmıştı.
“Çoğu işi” karşılayacağını düşünerek 4 fit, 17 tonluk bir manuel fren satın alan bir atölye sahibini tanıyordum. Pratikte, dar genişliklerde belki 9 veya 10 gauge için çalışılabilir buldu ve tam 4 fit boyunca çok daha az. Fit başına tonaj önemlidir. Bükümü tüm uzunluğa yayarsanız, mevcut kuvveti seyreltirsiniz. Çok yönlü görünen makine, “şık şeyler” için niş bir araca dönüştü.”
Bunun için bir kompakt arabadan daha az ödendi.
Ama bir iş fiziksel sınırlarına yaklaştıkça, parçalar geri direndi - daha fazla kuvvet gerekti, daha fazla operatör stresi, uzunluk boyunca açıda daha fazla değişkenlik. Merkez 90'ı bulabilir. Uçlar 93'te oturabilir çünkü sapma telafi edilmemişti.
Bu bir eğitim sorunu değil. Bu, kaldıraç ve çeliğin biyoloji ile tartışmasıdır.
Evet, bir manuel fren, her parçanın benzersiz olduğu ve kurulum süresinin baskın olduğu düşük hacimli özel işlerde parlayabilir. O dar alanda, operatörün esnekliği programlama maliyetlerini geride bırakır.
Ama bir acemi planı, makinenin kapasitesine yakın tekrarlanabilir partileri içeriyorsa, 16-gauge “sınırı” bir rahatlama değil. Bu bir uyarı işareti. İnsan kaldıraçlarının, çerçeve sapmasının ve yay geri dönüşünün biriktiği kenarda çalışıyorsunuz.
Ve makinenin sınırları günlük gerçeğiniz haline geldiğinde, operatörün üzerinde tutarlılığın dışında ne var?
Bir yeni işe alınan, neden eski manuel frenin korunması konusunda bu kadar endişelendiğimizi sordu. “Yavaş,” dedi. “Geldiğini görebiliyorsun.”
Bir konuda haklıydı. Geldiğini görebiliyorsunuz.
Ama görmediği şey, masamda bulunan kaza kaydıydı: ABD'de pres frenlerle bağlantılı yılda 360'tan fazla amputasyon ve bu, tüm türler için geçerli - modern makinelerle birlikte güvenlik önlemleri olanlar da dahil. Yavaşlık, o parmakları yerinde tutmadı. Yavaşlık, operatöre kararın ne kadar kötü olduğunu tam olarak anlaması için zaman tanıdı.
Ve operatör kontrol sistemi olduğunda, her güvenlik marjı onların reflekslerinde, yargılarında ve saat 16:45’teki yorgunluk seviyelerinde yaşar. Bu sadece kişisel bir risk değil. Bu, umuda dayalı bir iş modeli. Bir kötü sıkışma, bir işçi tazminat talebi, OSHA'nın sorular sorduğu bir haftalık duraklama - bu, marjınızın kanamasıdır.
Peki, yavaş hareket etmek gerçekten sizi koruyor mu, yoksa sadece yaralanma şeklinizi mi değiştiriyor?
14-gauge çelikten yapılmış, dört fit uzunluğunda bir levhayı hayal edin. Operatör, arka durdurucuya göz kararı hizalar. Kenarını kavrar, kolu çeker ve sıkıştırma kirişi sabit, insani bir hızda aşağı iner. Hidrolik bir patlama yok. Servo bir vınlama yok. Sadece ağırlık ve kaldıraç.
Kontrol edilebilir hissediyor.
Ama çoğu aceminin gözden kaçırdığı mekanizma burada: manuel frenin durma mesafesi mühendislik ürünü değil; biyolojiktir. Hidrolik ve servo frenler, “güvenli hız” modunda çalışabilir — saniyede yaklaşık 10 mm altında — ve bunu bir ışık perdesi veya lazer AOPD (Aktif Optoelektronik Koruma Cihazı) ile bağlayabilir. Işık demetini keserseniz, piston tasarlanmış, test edilmiş bir mesafede durur.
Bir kol gücü kalıntısının izlenen bir durma süresi yoktur. Kütle hareket etmeye başladığında ve kaldıraç devreye girdiğinde, fren sizsiniz.
Daha yavaş hareket, ezme kuvvetini azaltmaz. Sadece “Ellerimi oraya koymamalıydım” ile “Geri alamıyorum” arasındaki zaman çizelgesini uzatır. Çelik dramayla ilgilenmez. Tonajla ilgilenir.
İllüzyon bu: görünür hareket, görünmez kuvvetten daha güvenli hissedilir. Ama ezilme yaralanmaları kuvvetle ilgilidir, hızla değil.
Ve eğer hız gerçek tehlike değilse, parmaklar nerede gerçekten sıkışıyor?
Çoğu insan tehlike bölgesinin tam olarak delik ve kalıp — aletin aletle buluştuğu yer olduğunu hayal eder.
Sanayi yaralanma analizleri farklı bir hikaye anlatıyor. Bildirilen pres fren yaralanmalarının yaklaşık 'i, delik ve kalıp arasında düzenli bir şekilde değil, piston yüzü gibi korumasız alanlarda ve levhanın sallanıp katlandığı yerlerde gerçekleşiyor. Bunu düşünün.
Uzun bir flanjı yukarı doğru büküyorsunuz. Metal dönerken, serbest uç vücudunuza doğru yaylanır. Destekleyici eliniz onu “dengede tutmak” için yanına gelir. Kelepçe aşağı inmeye devam eder. Yük mükemmel bir şekilde merkezlenmediği için levha yarım inç kayar. Parmaklarınız artık hareket eden levha ile sabit çerçeve arasında.
O sıkışma noktası, strokun başlangıcında yoktu. Büküm ortasında geometri tarafından yaratıldı.
Manuel frenler bunu artırır çünkü operatörün elleri konumlandırma sistemidir. Otomatik olarak geri çekilen arka ölçüm parmakları yok. Son güvenli ana kadar elleri temiz tutan programlı bir sıra yok. Parçayı sıkıştırma kirişine birkaç inç mesafede yönlendiriyorsunuz çünkü hizalamayı böyle koruyorsunuz.
Bir makine tutarlılık için insan gücüne ve yargısına güvendiğinde, bir kişiden kontrol sistemi olmasını istiyorsunuz. Manuel bir frenle, onlardan koruma stratejisi olmalarını da istiyorsunuz.
Ve acemiler henüz hangi hareketlerin yeni sıkışma noktaları oluşturduğunu bilmiyor. Bir kez öğreniyorlar.
O halde risk mekaniklere yerleşmişse, neden sadece korumalar ekleyip işi kapatmayalım?
Bir sigorta denetimi sırasında, denetçi CNC frenimizi — lazer koruma, belgelenmiş durma süresi testleri, operatör eğitim kayıtları — doğrudan geçip eski manuel ünite üzerinde yirmi dakika harcadı.
“Risk değerlendirmeni nerede?” diye sordu.
OSHA'nın genel yükümlülük maddesi altında, tanınmış tehlikelerden arındırılmış bir iş yeri sağlamanız gerekmektedir. B11.3 gibi ANSI standartları, modern pres frenlerin nasıl korunması gerektiğini belirler: varlık algılama cihazları, güvenli hız modları, doğrulanmış durma performansı. Bu korumalar, ne kadar hızlı durduklarını kanıtlayabilen hidrolik ve servo sistemler etrafında tasarlanmıştır.
Manuel bir fren bunu kanıtlayamaz. Doğrulamak için izlenen bir durma süresi yok. Bir ışık perdesine bağlanacak entegre bir kontrol sistemi yok. Engeller ve prosedürler ekleyebilirsiniz - ve eklemelisiniz - ama standarttan önceki bir tasarım etrafında çalışıyorsunuz.
Sigorta şirketleri bunu biliyor. Yeni ekipman alımları, risk değerlendirmeleri, belgelenmiş eğitim ve mühendislik güvenlik önlemleri hakkında soruları tetikler. Eğer ucuz olduğu için manuel bir fren getirirseniz, yine de CNC çalıştıran sokaktaki dükkanla aynı uyum beklentilerini miras alırsınız.
Ama neden ilk günden itibaren ona ücret almaya başladı?
Çünkü “basit” modern güvenlik kültüründen muaf tutmaz. Bu sadece makinenin yaptığı ile düzenleyicilerin beklediği arasındaki boşluğun daha geniş olduğu anlamına gelir - ve o boşluk eğitim saatleri, belgeler, yenilemeler ve bazen kan ile ödenir.
Bu, kimsenin fiyat etiketine koymadığı kısım.
Modern bir elektro-hidrolik fren üzerinde, “sessiz bölgeye” girdiğinde ramı saniyede 8 mm hızla sürünmeye ayarlayabilirim, bu hareketi bir lazer korumaya bağlayabilirim ve durma mesafesini milisaniye cinsinden belgelerim. Işık demetini kır, kontrol basıncı boşaltır ve hareketi test edilmiş bir aralık içinde durdurur. O durma süresi yazılır, tekrarlanabilir, denetlenebilir.
Mühendislik güvenlik çözümünün pratikte nasıl göründüğü budur: sıvı veya servo tarafından üretilen kuvvet, sensörler tarafından izlenen hareket ve parmak hiç yaklaşmadan önce ne yapacağını kanıtlayabilen bir kontrol.
Fark hız değil. Hesap verebilirlik.
Bir manuel fren ne kadar hızlı durduğunu söyleyemez çünkü bunu bilmez. Geri bildirim döngüsü yok, basınç transdüseri yok, konumu izleyen bir enkoder yok. Güçsüz kalıntıdan güçlendirilmiş bir sisteme geçtiğinizde, tonajdan daha değerli bir şey kazanırsınız: ölçülebilir davranış. Ve ölçülebilir davranış, düzenleyicilerin, sigortacıların ve atık kutunuzun tepki verdiği şeydir.
Peki hangi güç sistemi gerçekten boşluğu kapatıyor ama yeni bir boşluk açmıyor?
1/4 inç yumuşak çelikle çalışan basit bir hidrolik pres freninin yanında durun. Pompanın basıncı oluşturduğunu duyacaksınız, ramın kontrollü akış altında indiğini göreceksiniz ve farkı hemen hissedeceksiniz: kuvvet eğrisi hidrolik basınç tarafından yönetiliyor, bir ustanın omzu değil.
Hidrolikler Pascal'ın yasasıyla çalışır - bir kapalı sıvıya uygulanan basınç her yönde eşit olarak iletilir. Bunu bir pres frenine çevirirseniz, vuruş boyunca öngörülebilir tonaj elde edersiniz, “operatörün bugün ne yapabileceği” değil. 80 ton ayarlayın, sistem her döngüde tolerans bandı içinde 80 ton sunar.
Bu tutarlılık, sadece bükme açısı için değil, daha fazlası için önemlidir. Güvenlik devreleri ile entegrasyona izin verir. Bir hidrolik valf, yaklaşık 10 mm/s hızın altındaki güvenli hız moduna geçebilir. Bir ışık perdesi izlenen bir durma komutu verebilir. Ramın hareketi artık biyolojik değil; hidrolik ve bu nedenle kontrol edilebilir.
Ama hidrolikler sihir değil. Yağ, contalar ve valfler üzerine dayanır. Hızlı yaklaşım hızları yaygındır, ancak hızlanma ve yavaşlama, özellikle ramın tekrar tekrar döndüğü çoklu geçiş şekillendirmede elektrikli servo motorlara kıyasla geride kalabilir. Parçanızın üç darbe alması gerekiyorsa, o hızlanma ve yavaşlama süresi birikir.
Tutarlı kuvvet ve mühendislik durdurma kazanırsınız. Bazı döngü hızlarını kaybedebilir ve bakım disiplinini artırabilirsiniz - yağ değişimleri, conta kontrolleri, sızıntı yönetimi. Bunu göz ardı ederseniz, sızıntılar kayma tehlikesi haline gelir, basınç kayması açı kaymasına dönüşür ve atık kutunuz sessizce dolmaya başlar. Bu, marjınızın kanaması demektir.
Eğer hidrolikler pratik orta zeminse, neden bazı atölyeler yağdan tamamen kurtulmak için bir prim ödüyor?
Bir küçük imalatçının ince paslanmaz muhafazalar için tamamen elektrikli bir servo fren kurduğunu izledim. Servo motorlar tarafından hareket ettirilen bilyalı vidalar, hidrolik silindirlerin yerini aldı. Boşta çalışan bir pompa yok. Yağ ısınmıyor. Ram hareket ettiğinde, bir motor döndüğü için hareket etti - ve durduğunda, enkoderin pozisyonda olduğunu söylediği için durdu.
Servo sistemleri komut ile hareket arasındaki boşluğu hidroliklerden daha sıkı kapatır. Encoder'lar pozisyonu mikron cinsinden okur. Motor, torku gerçek zamanlı olarak ayarlar. Küçük parçalar için bu, basınç stabilizasyonu beklemeden daha hızlı döngüler ve tekrarlanabilir açılar anlamına gelir. Bazı atölyeler, hassas işlerde döngü süresi ve enerji kullanımında anlamlı kazançlar bildirmektedir.
Mekanik olarak avantaj basittir: sıvı sıkıştırılabilirliğini ve valf tepki gecikmesini ortadan kaldırırsınız. Kontrol, motorun 0.01 mm hareket etmesini söyler ve vida 0.01 mm hareket eder. Bu hassasiyet doğrudan güvenlik mantığına beslenir — sistem, ram'in tam olarak nerede olduğunu ve her an ne kadar hızlı hareket ettiğini bilir.
Ama burada acemilerin gözden kaçırdığı bir nokta var: servo tonajı sınırlıdır ve bunu artırmak hızlı bir şekilde pahalı hale gelir. Ağır plaka hala hidrolikleri tercih eder çünkü bilyalı vidalar aracılığıyla çok yüksek kuvvetler üretmek ve sürdürmek büyük motorlar ve sağlam mekanikler gerektirir. Birçok atölye hibrit bir yapıya sahip olur — ince, yüksek hassasiyetli işler için elektrikli; kalın, yüksek tonajlı işler için hidrolik.
Bu nedenle fiyat artışı, konfor için yağın kaldırılmasıyla ilgili değildir. Daha sıkı kontrol, daha yüksek ivme ve bu iş için daha düşük bekleme enerjisi satın almakla ilgilidir. Eğer işiniz gün boyunca 10-gauge braketler yapmaksa, geri dönüş hesaplaması, 3/8 inç plaka havada bükme yapıyorsanız farklı görünür.
Bu da gerçek ayrım çizgisine götürüyor — ve bu pompa veya motor değil.
İki “CNC” frenini hayal edin. Biri, ram'in sol ve sağ taraflarını senkronize etmek için bir torsiyon çubuğu kullanır — her iki ucu birbirine bağlayan mekanik bir bağlantı. Diğeri, her iki tarafta bağımsız silindirler kullanır ve her saniye yüzlerce kez pozisyonu kontrolöre geri besler.
Her ikisinin de ekranları var. Her ikisi de program alır. Sadece biri gerçekten nerede olduğunu bilir.
Bir torsiyon çubuğu sisteminde, çubuk ve çerçevedeki elastik deformasyon ölçülebilir varyasyonlar ortaya çıkarabilir. Yük altında, metal bükülür. Bileşenler esnedikçe bükülme toleranslarının bir ondalık milimetreye doğru kaydığını görebilirsiniz. Makine programı sadakatle uygular — ancak program gerçek zamanlı sapmayı düzeltmiyor.
Modern elektro-hidrolik kapalı döngü sisteminde, ram'in her iki tarafı da tam pozisyonunu bildirir. Eğer sol taraf 0.02 mm gecikiyorsa, kontrolör, hareket sırasında bunu düzeltmek için akışı ayarlar. Makine sadece hareket etmiyor; komut ile gerçekliği karşılaştırıyor ve bükme tamamlanmadan önce farkı uzlaştırıyor.
Kapalı döngü, geri bildirim anlamına gelir. Geri bildirim, parçanın kalıptan çıkmadan önce düzeltilmesi anlamına gelir.
Bu, manuel makinelerin yapamadığı sıçramadır. Bir kol gücü kalıntısında, hatayı geri dönüşten, ölçümden, parçanın elinizde soğumasından sonra keşfedersiniz. Çelik zaten hatayı “hatırlamıştır”. Kapalı döngü kontrolü ile sistem, malzeme varyasyonları, sapma ve hatta hareket sırasında sıcaklık etkileri için telafi sağlar.
Atık kutusu, bir teşhis aracı olmaktan çıkar ve olması gereken şey haline gelir — çoğunlukla boş.
Eğer geri bildirim ve yazılım gerçekten ağır yükü taşıyorsa, ham tonaj şimdi nerede yer alıyor?
60 tonluk bir CNC freninin, bükme sırasını hesaplayabildiği, geri dönüşü telafi edebildiği ve arka ölçüm cihazını bir ondalık milimetre içinde konumlandırabildiği için daha büyük bir manuel üniteden daha iyi performans gösterdiğini gördüm. Daha küçük makine, ilk denemede uyan parçalar üretti. Daha büyük olan ise “yeterince yakın” yaptı — ta ki montaj bunun aksi olduğunu kanıtlayana kadar.
Tonaj, ne kalınlıkta büküm yapabileceğinizi belirler. Yazılım, işiniz bittiğinde parçanın uyup uymadığını belirler.
Modern CNC sistemleri bükme sırasını simüle eder, çarpışmaları işaretler ve bükme payını hesaplar — nihai boyutları elde etmek için gereken düz malzemenin geliştirilmiş uzunluğu. Manuel bir makinede bunu yanlış yaparsanız, kesersiniz, yeniden bükersiniz veya atarsınız. CNC ile kontrolör, malzeme kütüphaneleri ve geçmiş düzeltmelere dayalı olarak derinliği ayarlar. Her bükme, sisteme bir şey öğretir.
Bir makine tutarlılık için insan gücüne ve yargısına güvendiğinde, bir kişiyi kontrol sistemi olmaya davet ediyorsunuz. Yazılım fiziği modellediğinde ve sensörler hareket sırasında sonucu doğruladığında, bunun yerine matematik ve geri bildirime güveniyorsunuz.
Bu, kolaylıkla ilgili değil. Riskin kas hafızasından izlenen sistemlere kaydırılması ile ilgilidir.
Ve yine de, her dükkanın mikron seviyesinde hassasiyete veya çarpışma simülasyonuna ihtiyacı yok. Bu ticaretin köşelerinde, basit bir makine hâlâ yer kazanır — ama sadece orada hangi işlerin olduğunu ve hangilerinin olmadığını tam olarak anlıyorsanız.
Eğer yazılım ve geri bildirim, kontrollü bir sistemi bir kumardan ayırıyorsa, ne zaman ne olursa olsun, ne zaman geri adım atmak mantıklıdır?
İşte çoğu satış elemanının size vermeyeceği cevap: riskler o kadar düşük olduğunda ki hassasiyet gurur, maaş değil.
Bir kompakt otomobilden daha az ödeyip garajında kendi treyleri için bir braket bükmek üzere küçük bir manuel fren bulunduran bir adamla bir sorunum yok. O, işler alıp vermiyor. Teslimat tarihleri vaad etmiyor. İlk parça iki derece eksik çıktığında ve bir tokmakla ayarladığında, kimse hatayı faturalandırmıyor. Atık kutusu bir rahatsızlık, değil bir defter girişi.
İşte bu, hafta sonu istisnası.
Sürekli kâr odaklı dükkanlara uyguladığım tez — Pazartesi günü teslim edilmesi gereken elli parça, kira, maaş ve itibar demektir. Cumartesi öğleden sonra bir gusset bükmeye çalışan bir hobi sahibi, bir üretim sistemi işletmiyor; o, tinkering yapıyor. Gizli 30 veya 40 dakikalık kurulum, deneme bükmeleri, bir açıölçerle kısık gözle bakmak — bunlar hobinin bir parçası. Oradaki zaman, eğlence, değil genel gider.
Ama bağlamı değiştirirseniz, matematik de onunla değişir.
O aynı kol gücüyle çalışan kalıntı, sessiz bir hafta sonunda çekici hissettirse de, bir ödeme yapan müşteriye teslimat vaadi verdiğiniz anda faiz almaya başlar. İşte bu, marjınızın kanaması.
Gerçek ayırıcı çizgi, hidrolik ile manuel değil. Sonuçtur.
Açıkça ifade edelim.
Eğer braketleri eğlence için büküyorsanız, tutarsızlık bir derstir. Eğer parçaları kâr için büküyorsanız, tutarsızlık bir sorumluluktur.
Bir Cumartesi günü, bir açıya yaklaşmayı göze alabilirsiniz. Bükün. Ölçün. Ayarlayın. Belki birini atın. Belki iki. O hafif çelik parçasının nasıl geri döndüğünü öğrenirsiniz. Malzemeyi hissedersiniz. Çelikle yapılan o müzakerede bir zanaatkarın tatmini vardır.
Hiçbir saat işlemiyor.
Bir iş atölyesinde Pazartesi sabahı, aynı süreç ölü ağırlıktır. Elli aynı parça, elli varyasyon şansı demektir. Programlanmış boyutlara konumlandıran arka ölçüm cihazları ve geri dönüşü telafi eden kontrolörler olmadan, hafızaya ve kas gücüne güveniyorsunuz. Bir makine tutarlılık için insan gücüne ve yargısına dayanıyorsa, bir kişiyi kontrol sistemi olmaya zorluyorsunuz. Bu bir parça için işe yarar. Ölçeklendirilince bozulur.
Kendinize sert bir soru sorun: Eğer üç kötü büküm yapıp ayarladıktan sonra, bu maliyeti kim karşılıyor?
Eğer cevap “ben, umurumda değil” ise, manuel bir fren hâlâ hayatınızda bir yere sahip olabilir. Eğer cevap “müşterim” ise, zaten istisnayı geçtiniz.
Manuel makinelerin hayatta kalabileceği başka bir köşe var: hafif ölçüde gerçek tek seferlik işler — yüksek tonaj talep etmeyen ince levha ve boyutsal toleransın affedici olduğu yerler.
Bir fabrikatörün özel bir muhafaza tasarlarken, delik yerlerini ve flanş uzunluklarını hala ayarladığını hayal edin. Tasarım akışkandır. Boyutlar iterasyonlar arasında değişir. Bu aşamada, hedef tekrarlanabilirlik değil; keşif. Basit bir fren, programlama, alet kütüphaneleri veya simülasyon yükü olmadan hızlı bir test parçasını şekillendirebilir.
Düşünce hızı, döngü hızını yener.
Ama burada bile, beceriniz hakkında dürüst olun. Manuel frenler, deneyimli ellere ödül verir. Çoğu acemi, yay geri dönüşünü hafife alır, açıları yanlış okur veya sıkıştırma basıncı eşit olmadığında burkulma yaratır. İlk birkaç parça genellikle doğru görünen bir tane olmadan hurda kutusuna düşer. Bir garajda, bu öğrenim ücreti. Bir atölyede, bu sizin marjınızın kanaması demektir.
Ve hafif ölçü otomatik olarak basit anlamına gelmez. Modern CNC hidrolikleri ve servo frenler, ince malzemeyi absürt bir hassasiyetle işler, genellikle iş programlandığında dakikalar içinde kurulum yapılır. Müşteriler için sürekli prototip yapıyorsanız — hatta küçük partilerde bile — düzeltmeleri depolayan ve daha sonra tekrar oynatan yazılım size sessizce geri ödeme yapar. “Tek seferlik” bir iş, “on tane daha yapabilir misin?” haline gelme alışkanlığına sahiptir.”
Yani evet, bir hafta sonu muafiyeti vardır.
Bir braket bükün. Öğrenin. Oynayın. Çeliklerin ellerinizin altında eğildiğini hissetmenin tadını çıkarın.
Sadece o sessiz tatmini bir iş modeliyle karıştırmayın.
Çünkü parçalarınız maaş ödemeye başladığı an, soru “Bu makine bunu bükebilir mi?” olmaktan çıkar ve “Bu makine bana önümüzdeki beş yılda ne kadara mal olacak?” haline gelir.”
Beş yıl, kötü bir kararın normal görünmesi için yeterince uzun bir süredir.
Sahiplerin, bunun için bir kompakt otomobilden daha az ödediğini övünerek söylediğini, köşedeki manuel frene işaret ettiğini ve “kendi kendini ödedi” dediğini izledim. Ama neden ilk günden itibaren kendisinden ücret almaya başladı? Çünkü o makine maaş ödemeye başladığında, her ekstra kurulum dakikası, her deneme bükmesi, her operatör bağımlı düzeltme bir satır öğesi haline gelir. Bunu tek bir işte hissetmezsiniz. Her hafta yavaş yavaş dolan hurda kutusunda hissedersiniz. İşte marjınızın kanaması.
Görünmeyen kısım şudur: satın alma fiyatı tek seferlik bir olaydır; parça başına maliyet bir alışkanlıktır. Binlerce kez tekrarladığınız bir alışkanlık.
Yani, bir manuel frenin beş yıl boyunca gerçekten ne kadara mal olduğunu öğrenmek istiyorsanız, ne kadara satın alındığını sormayı bırakın. Gerçek üretim baskısı altında her döngüde ne kadara mal olduğunu sorun.
Bunu sayılara dökelim, evrensel olduklarını iddia etmeden.
Temel bir NC veya manuel tarzı hidrolik fren size $10,000 ile $15,000 arasında bir maliyet getirebilir. Giriş seviyesi 40 ton CNC, $15,000 ile $35,000 arasında bir yere düşebilir. Daha ciddi bir 100 ton CNC, uygun şekilde donatılmış ve kurulmuşsa, altı haneli rakamlara doğru ilerleyebilir. Bu fark insanları korkutuyor.
Ama hayatta kalma, fatura ile belirlenmez. Parça başına maliyetle belirlenir.
Parça başına maliyet kavramı basittir: (malzeme + işçilik süresi + enerji + alet aşınması + hurda) ÷ gönderilen iyi parçalar.
Manuel makineler, bu iki değişkeni bozar: işçilik süresi ve hurda.
Bir makine, tutarlılık için insan gücüne ve yargısına güvendiğinde, bir kişiyi kontrol sistemi olarak kullanıyorsunuz demektir. Yeşil bir operatör, yay geri dönüşünü ayarlamak için üç test bükmesi yapması gerekebilir. Hatta deneyimli biri bile açıları manuel olarak kontrol eder ve ayarlamaları hafifçe değiştirir. 200 parçalık bir üretimde, her parça için beş ekstra dakika kurulum ve 20 saniye “kontrol” ekleyin. Bu, depolanmış programlar ve tekrarlanabilir arka ölçüm pozisyonları ile ihtiyaç duymayacağınız bir işçilik süresinin bir saatten fazla olduğu anlamına gelir.
Bunu beş yıl boyunca işlere yay.
Şimdi atıkları ekleyin. Kıyamet gibi bir arıza değil. Sadece açı kayması, yanlış yerleştirme, vardiyanın sonunda yorgunluktan kaynaklanan 2–5% varyasyonu. Ortalama parçanız bükmeden önce $40 malzeme ve işleme taşıyorsa, her 100 parçadan 5'ini atmak, her parti için $200'ü sessizce yakar. Bunu haftada iki kez yaparsanız, yılda $20,000'den fazlasını yakmış olursunuz.
Başlangıçta $20,000 tasarruf ettiniz.
Ve bunu sadece atıkla geri ödediniz.
Bu, iş gücünden bahsetmeden önce.
Kontrollü bir CNC sistemi sadece kötü parçaları azaltmakla kalmaz; aynı zamanda en deneyimli operatörünüze olan bağımlılığı da azaltır. Programlar düzeltmeleri saklar. Arka ölçüm aletleri her seferinde aynı sayıya ulaşır. Bazı atölyelerde, bir yetenekli operatör iki otomatik frenin başında durabilir. İki eski makineyle bunu denerseniz, omuzlarınızın ne kadar dayanacağını söyleyin.“
Hayatta kalmayı öngören gerçek ölçüt “Makineyi karşılayabilir miyim?” değil; “Büyüklükte parça başına maliyetimi karşılayabilir miyim?”dir.
Bir yükseltmenin ilk yılda geri ödeyip ödemeyeceğini ortaya koyan üç soru.
Markayla başlamıyorum. Üç sert soruyla başlıyorum.
1. Ayda kaç tane aynı parçayı üretiyorsunuz?.
Eğer işiniz gerçekten rastgele, tek seferlik, düşük tekrar ve düşük toleranssa, otomasyon gücünü gösteremez. Ama işlerinizi tekrar etmeye başladığınız an — hatta üç ayda bir — saklanan programlar ve tekrarlanabilir ölçüm ayarını neredeyse sıfıra indirir. Eğer yılda altı kez 150 parçalık bir braket işini yeniden yapıyorsanız ve otomasyon her çalışmada iki saat tasarruf sağlıyorsa, bu, bir parça numarası için yıllık 12 iş saati geri kazandırır. On tekrar işini çarptığınızda, haftalarca geri kazanılmış kapasiteyle karşı karşıyasınız.
Satabileceğiniz kapasite.
2. Bükülmüş parçalar üzerindeki gerçek atık oranınız nedir?.
Müşterilere söylediğiniz değil. Atık kutusundaki. Bir aylık veriyi alın. Eğer üretim serilerinde şekillendirilmiş parçalarda 3%'nin üzerindeyseniz, yerde para var demektir. $500,000 değerindeki bükülmüş montajlarda 4%'den 1%'ye düşmek bile yılda $15,000 tasarruf sağlar. Bu, bir CNC yükseltmesinin büyük bir kısmını finanse edebilir.
Bu, marjınızın kanaması — ve ölçülebilir.
3. En iyi operatörünüz bir darboğaz mı?.
Eğer sadece bir kişi makineyi yeterince iyi “hissederek” toleransa ulaşabiliyorsa, ölçeklenebilir bir sürece sahip değilsiniz. Kabile bilgisine sahipsiniz. Açı ölçümü veya programlanabilir derinlik kontrolü olan CNC, hissi veriye dönüştürür. Bu, eğitimli bir operatörün, yetenekli birinin değil, üretim yapabileceği anlamına gelir. İş gücü riski azalır. Planlama istikrar kazanır.
Birden fazla atölyede, ROI'nin atık azaltma değil — kıdemli üretimciyi teklif vermek, eğitim vermek veya başka bir hücreyi çalıştırmak için serbest bırakmak olduğunu gördüm. İş gücünün yeniden dağıtımı, sadece doğruluk değil, makineyi finanse etti.
Bu üç soruyu dürüstçe yanıtladığınızda, geri ödeme penceresi genellikle beş yıldan çıkıp on iki ay gibi görünmeye başlar.
İşte hata: “her ihtimale karşı” en büyük, en gösterişli sistemi satın almak.”
Gelecek garantisi sorumlu bir yaklaşım gibi geliyor. Bazen sadece kravat takmış bir korkudan ibaret.
Her yükseltme eşit şekilde geri ödeme yapmaz. Orta seviye bir CNC hidrolik fren, küçük bir dükkanın işinin 90%'ini karşılayacak şekilde $35,000–$65,000 bandında yer alabilir. Premium elektrikli bir model, 20–30% fiyat artışı sağlayabilir. Elektrik, enerji tasarrufu ve hızın günlük olarak biriktiği yüksek hacimli, hızlı döngü ortamlarında parlayabilir. Eğer saatte 20 parça büküyorsanız, o premium model boşta kalabilir. Eğer 200 parça büküyorsanız, sizin için çalışmaya başlar.
Bu yüzden, hayal değil, yolculuk için satın alın.
Satış hattınıza bakın. Müşteriler daha sıkı toleranslar mı istiyor? Daha büyük partiler mi? Daha hızlı dönüş süreleri mi? Manuel frenin tıkanacağını bildiğiniz için kabul etmelerini gizlice umduğunuz işler için fiyat mı veriyorsunuz? O tereddüt bir veridir.
“Orta adım” için de bir tavan var. Bazı dükkanlar, farkı yarılayacaklarını düşünerek manuelden temel NC'ye geçiyor. Daha düşük maliyet, kısmi kontrol. Ama o makine gerçek programlanabilir tekrar edilebilirlikten yoksunsa veya 18 ay içinde ulaşacağınız yapısal sınırlara sahipse, bir sonraki değişiminizi erken finanse etmiş olursunuz. Bu tasarruf değil. Bu borç biriktirmektir.
Karar vermenin en temiz yolunu buldum:
Aylık ortalama bükülmüş parça gelirlerinizi üç yıl ileriye projekte edin. Mevcut hurda ve iş gücü profilinizi uygulayın. Ardından, hurda 1–2%'ye düşerse ve tekrar eden iş başına kurulum süresi yarıya inerse ne olacağını modelleyin. Abartılı tahminlerde bulunmayın — temkinli rakamlar kullanın. Fark, finansmanı karşılıyorsa ve alan bırakıyorsa, otomasyon bir kumar değildir. Bu, yalıtım demektir.
Çelik ve hidrolik satın almıyorsunuz. Değişkenlik üzerinde kontrol satın alıyorsunuz.
Ve bir kez o mercekle makineleri incelemeye başladığınızda — değişkenliği yükümlülük, kontrolü kar olarak gördüğünüzde — temel değişir. Soru artık “Bugün ne kadar alabilirim?” olmaktan çıkar ve “Hangi sistem, hacim iki katına çıktığında parça başına maliyetimi öngörülebilir kılar?” haline gelir.”


















