

Fece scendere quella reliquia “arm-strong” dal rimorchio come se avesse appena rubato qualcosa.
L’aveva pagata meno di un’utilitaria. “Perfetta per iniziare”, disse. Il primo lavoro era una serie di semplici staffe d’acciaio—pieghe a 90 gradi, niente di elaborato. Entro la fine del pomeriggio, tre su dieci giacevano storte nel cassonetto degli scarti. Angolo fuori di due gradi. I fori non combaciavano più. Si poteva vedere la fiducia scivolare via più velocemente dell’olio idraulico.
È una macchina economica, certo. Ma perché ha cominciato a fargli pagare pegno dal primo giorno?

Sulla carta, i conti sembrano puliti. Una piegatrice manuale usata può costare una frazione di un modello CNC. Niente comandi complessi. Spese di manutenzione più basse. Se pieghi solo pochi pezzi a settimana, cosa potrebbe andare storto?
Ecco cosa le schede tecniche non mostrano.
Le macchine manuali richiedono più sforzo fisico e maggiore giudizio dell’operatore. Ogni piega significa impostare manualmente il riscontro posteriore, controllare l’allineamento, sentire la pressione, osservare l’angolo. È abilità. Vera abilità. E l’abilità richiede tempo per essere acquisita. Fino ad allora, stai pagando lezioni in acciaio.
Anche le officine che giurano sui setup “manuali” spesso aggiungono indicatori digitali o riscontri CNC solo per mantenere la ripetibilità. Se una macchina base fosse davvero la scelta più sicura, perché la aggiornano silenziosamente per farla comportare di meno come tale?
Quindi cosa succede quando “abbastanza preciso” diventa il tuo standard?
Facciamo un semplice ipotetico.
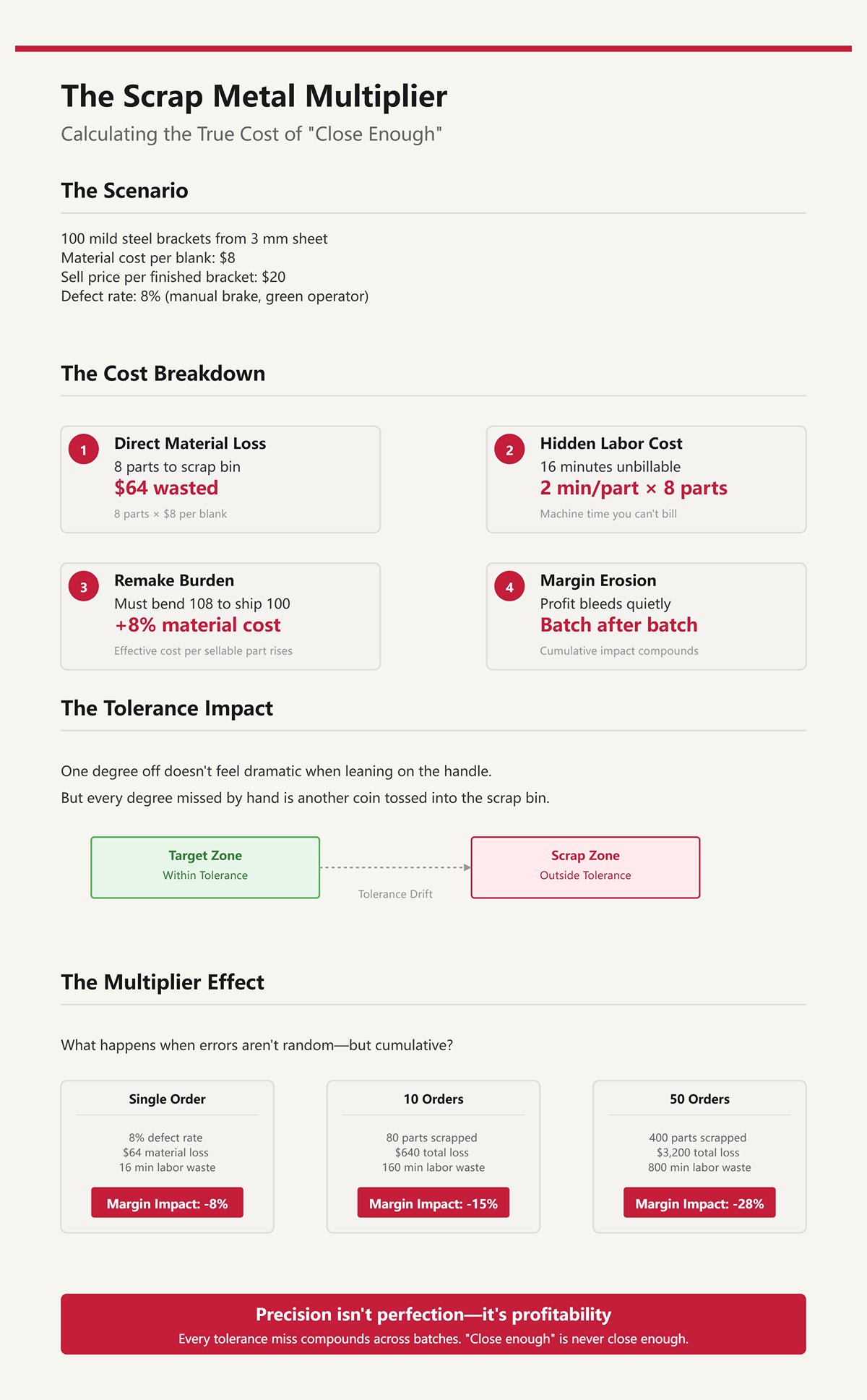
Stai piegando 100 staffe in acciaio dolce da lamiera da 3 mm. Costo del materiale per pezzo grezzo: $8. Prezzo di vendita per staffa finita: $20. In una buona giornata con una pressa manuale e un operatore inesperto, forse 8% finiscono fuori tolleranza—angolo errato, lunghezza della flangia che varia, segni estetici dovuti a pressione irregolare.
Sono 8 pezzi diretti nel cassonetto degli scarti. $64 di materiale perso. Ma questo è solo l’inizio.
Ogni pezzo difettoso ha anche consumato tempo macchina. Diciamo due minuti per ciclo di piegatura, inclusa la movimentazione. Sono 16 minuti di lavoro e tempo macchina non fatturabili. E se li rifai, ora stai piegando 108 pezzi per spedirne 100.
Il costo effettivo del materiale è appena aumentato. Il lavoro per pezzo vendibile è appena salito. Il tuo margine si assottiglia silenziosamente, lotto dopo lotto.
Un grado di errore non sembra drammatico quando spingi sulla leva. Ma ogni grado che sbagli a mano è un’altra moneta gettata nel cassonetto degli scarti. È il tuo margine che sanguina.
E questo per un solo ordine. Cosa succede quando gli errori non sono casuali, ma cumulativi?

Su una piegatrice manuale, i primi cinque pezzi spesso sembrano decenti. L’operatore trova un ritmo. Poi subentra la fatica. Le braccia si appesantiscono. Gli occhi si fidano dell’ultima regolazione invece di ricontrollare. Il riscontro posteriore slitta di mezzo millimetro. Il ritorno elastico—la tendenza del metallo a rilassarsi dopo la piegatura—varia leggermente da una lamiera all’altra.
Presi singolarmente, sono deviazioni minuscole. Insieme, si accumulano.
Una flangia corta di 0,5 mm spinge la caratteristica successiva fuori posizione. Un errore angolare di due gradi significa che un assemblaggio non si adatta perfettamente. Ora non stai solo scartando pezzi: stai rifacendo assemblaggi, ampliando fori e spiegando ritardi ai clienti.
La deriva della tolleranza non è drammatica. È silenziosa. Si manifesta come “Perché questi non si allineano?” alle 16:30.
Quando una macchina si affida alla forza e al giudizio umano per la coerenza, stai chiedendo a una persona di essere il sistema di controllo. I muscoli sostituiscono i servomotori. La memoria sostituisce la ripetibilità programmata. E le persone—per quanto esperte—si stancano.
Quindi la vera domanda non è se la pressa piegatrice manuale sia più economica da acquistare.
È perché ci aspettiamo che un corpo umano svolga il lavoro di un hardware di precisione senza farci pagare interessi per lo sforzo.
Lui pone la domanda direttamente: Se la pressa manuale continua a rosicchiare il mio margine, cosa protegge davvero il profitto di un principiante?
Immagina una pressa manuale da 4 piedi e 17 tonnellate sul pavimento dell’officina. Vernice pulita. Telaio pesante. Una lunga leva che si sente rassicurante tra le mani. Il catalogo la definisce “semplice”. Niente schermi. Niente software. Solo acciaio e leva.
Ora metti davanti a essa un operatore inesperto con una pila di lamiere da 14 gauge che necessitano di una piega a 90 gradi entro ±0,5 gradi affinché l’assemblaggio si adatti perfettamente. Nessun indicatore digitale dell’angolo. Nessun battente posteriore programmabile. Solo linee di riferimento, un metro a nastro e il suo occhio.
Sulla carta, questa è semplicità. Sul pavimento, è una richiesta di giudizio che eguaglia qualsiasi programma CNC.
Il paradosso non è che le presse manuali siano grezze. È che sembrano soltanto indulgenti. In realtà, richiedono una consapevolezza da maestro del comportamento dei materiali, dell’allineamento e della sequenza—perché la macchina non compensa nulla. Lo fa l’operatore.
E i principianti non sanno cosa dovrebbero compensare per, vero?
Ho visto un uomo saltare un controllo di allineamento perché l’ultima lamiera si era piegata bene. Stesso lotto, stesso spessore, stessa matrice. L’ha allineata a intuito e ha tirato la leva.
La flangia è risultata corta di meno di un millimetro.
Non sembra tanto finché non provi a farla combaciare con una parte complementare forata su una fresatrice CNC che mantiene ±0,1 mm per tutto il giorno. Ora i fori si spostano. L’assemblaggio oscilla. Tre pezzi finiscono nel contenitore degli scarti.
Su una pressa manuale non c’è alcun circuito di feedback. Nessun sensore che confermi la posizione del pestone. Nessun encoder che tracci l’angolo in tempo reale. Un sistema di feedback misura l’uscita e regola automaticamente l’ingresso. Una pressa CNC vede che è a 88,7 gradi e regola la pressione per raggiungere 90,0.
Una reliquia armstrong si ferma semplicemente dove l’operatore decide di fermarla.
Quando una macchina si affida alla forza e al giudizio umano per la coerenza, si sta chiedendo a una persona di essere il sistema di controllo. Ciò significa ricordarsi del ritorno elastico, controllare l’allineamento del riscontro ogni pochi pezzi, compensare le leggere variazioni di spessore tra le lamiere. Se si dimentica una variabile, il pezzo si sposta fuori tolleranza.
Anche operatori esperti vengono colti di sorpresa quando le caratteristiche di progetto si avvicinano troppo alla linea di piega—fori o intagli più vicini di circa quattro volte lo spessore del materiale. Il metallo si deforma o si rompe perché lo sforzo si concentra dove non c’è abbastanza materiale di supporto. Non puoi “sentire” questo attraverso una maniglia. Quando lo vedi, è già scarto.
Quindi la macchina non ha fallito. Lo ha fatto la fisica. E l’essere umano che fa da sistema di feedback non ha avuto alcun avvertimento.
Cosa succede quando entra in gioco la forza bruta?
Prendi acciaio dolce da 3 mm. Piegalo a 90 gradi nello stampo. Rilascia la pressione e si rilassa magari fino a 92 gradi. Quel recupero elastico è il ritorno elastico. Per ottenere un vero 90, devi sovrapiegare—magari a 88—così rientra nelle specifiche.
Su una pressa piegatrice CNC, il controllore calcola quella compensazione dai dati di materiale memorizzati e dalla profondità effettiva della piega. La ripete nello stesso modo alle 8 di mattina e alle 4 di pomeriggio.
Su una piegatrice manuale, la sovrapiega è memoria muscolare.
Primo pezzo: tiri più forte, superi fino a 85. Scarto. Secondo pezzo: ti contieni, arrivi a 91. Da rifare. Terzo pezzo: pensi di averci preso—finché il foglio successivo nel pacco non risulta un po’ più spesso e oppone maggiore resistenza, così la tua solita trazione arriva solo a 92 dopo il ritorno elastico.
Ti chini un po“ di più per ”correggere”.”
Ora il tuo angolo dipende da quanta caffeina hai bevuto e da come ti senti alla spalla. Non è precisione; è una negoziazione con l’acciaio.
Ecco la parte silenziosa: man mano che lo spessore aumenta entro il campo nominale della macchina, la forza richiesta cresce rapidamente. Non in modo lineare. Un piccolo incremento di spessore richiede un aumento sproporzionato della tonnellata. Il tuo corpo diventa la variabile che tenta di fornire quella forza in modo costante.
La forza bruta non controlla l’angolo. Amplifica l’incoerenza.
Allora, dove inizia a mentirti la capacità nominale della brochure?
| Sezione | Contenuto |
|---|---|
| Argomento | Forza bruta contro ritorno elastico del materiale: chi controlla davvero l’angolo? |
| Esempio di ritorno elastico | Prendi acciaio dolce da 3 mm. Piegalo a 90 gradi nello stampo. Rilascia la pressione e si rilassa magari fino a 92 gradi. Quel recupero elastico è il ritorno elastico. Per ottenere un vero 90, devi sovrapiegare—magari a 88—così rientra nelle specifiche. |
| Comportamento della pressa piegatrice CNC | Su una pressa piegatrice CNC, il controllore calcola quella compensazione dai dati di materiale memorizzati e dalla profondità effettiva della piega. La ripete nello stesso modo alle 8 di mattina e alle 4 di pomeriggio. |
| Realtà della piegatrice manuale | Su una piegatrice manuale, la sovrapiega è memoria muscolare. |
| Esempio di incoerenza | Primo pezzo: tiri più forte, superi fino a 85. Scarto. Secondo pezzo: ti contieni, arrivi a 91. Da rifare. Terzo pezzo: pensi di averci preso—finché il foglio successivo nel pacco non risulta un po’ più spesso e oppone maggiore resistenza, così la tua solita trazione arriva solo a 92 dopo il ritorno elastico. |
| Compensazione umana | Ti spingi un po“ di più verso la ”correzione”. Ora il tuo angolo dipende da quanta caffè hai bevuto e da come ti senti alla spalla. Non è precisione; è una negoziazione con l’acciaio. |
| Forza vs. Spessore | Man mano che lo spessore aumenta entro il range nominale della macchina, la forza richiesta cresce rapidamente — non in modo lineare. Un piccolo aumento di spessore richiede un incremento sproporzionato di tonnellaggio. Il tuo corpo diventa la variabile che tenta di fornire quella forza in modo costante. |
| Intuizione fondamentale | La forza bruta non controlla l’angolo. Amplifica l’incoerenza. |
| Domanda finale | Allora, dove inizia a mentirti la capacità nominale della brochure? |
La maggior parte delle presse piegatrici manuali indica una capacità fino a circa 12–16 gauge di acciaio dolce. Sembra generosa per un’officina alle prime armi.
Ora restringi il pezzo a una piccola flangia — meno di quattro volte lo spessore del materiale. Oppure aggiungi una piega ravvicinata — meno di sei volte lo spessore tra le pieghe. Improvvisamente il materiale tende a spostarsi durante la corsa. Al ritorno, il martinetto può disallinearsi leggermente perché il carico non era centrato.
La scheda tecnica non menzionava la geometria. Presupponeva condizioni ideali.
Conoscevo un titolare di officina che comprò una piegatrice manuale da 4 piedi e 17 tonnellate pensando che avrebbe coperto “la maggior parte dei lavori.” In pratica, scoprì che funzionava bene per circa 9 o 10 gauge su larghezze ridotte, e molto meno sull’intera lunghezza di 4 piedi. Il tonnellaggio per piede conta. Se distribuisci la piegatura sull’intera lunghezza, diluisci la forza disponibile. La macchina che sembrava versatile si trasformò in uno strumento di nicchia per “lavori puliti”.”
Pagata meno di un’utilitaria compatta.
Ma ogni volta che un lavoro si avvicinava ai limiti fisici, i pezzi reagivano — serviva più forza, più sforzo per l’operatore, più variabilità dell’angolo lungo la lunghezza. Il centro poteva arrivare a 90°. Le estremità potevano fermarsi a 93° perché la flessione non era compensata.
Non è un problema di formazione. È la leva e l’acciaio che discutono con la biologia.
Quindi sì, una piegatrice manuale può eccellere nel lavoro personalizzato a basso volume, dove ogni pezzo è unico e il tempo di setup è predominante. In quella nicchia, la flessibilità dell’operatore batte i tempi di programmazione.
Ma se il piano di un principiante prevede serie ripetibili vicino alla capacità della macchina, il “limite” di 16 gauge non è un conforto. È un segnale d’allarme. Stai operando al limite in cui leva umana, flessione del telaio e ritorno elastico si sommano.
E quando i limiti della macchina diventano la tua realtà quotidiana, cos’altro pesa sull’operatore oltre alla coerenza?
Un nuovo assunto una volta mi chiese perché ci preoccupassimo tanto delle protezioni sulla vecchia piegatrice manuale. “È lenta,” disse. “La puoi vedere arrivare.”
Aveva ragione su una cosa. La puoi vedere arrivare.
Quello che non vedeva era il registro degli incidenti sulla mia scrivania: oltre 360 amputazioni all’anno negli Stati Uniti legate alle presse piegatrici, e questo include tutti i tipi — anche le macchine moderne con sistemi di sicurezza. La lentezza non ha tenuto attaccate quelle dita. La lentezza ha solo dato all’operatore il tempo di capire esattamente quanto fosse grave la decisione.
E quando l’operatore è il sistema di controllo, ogni margine di sicurezza vive nei suoi riflessi, nel suo giudizio e nel suo livello di stanchezza alle 16:45. Non è solo un rischio personale. È un modello di business basato sulla speranza. Un pizzicamento sbagliato, una richiesta di indennizzo, una settimana di fermo mentre l’OSHA fa domande — ed ecco il tuo margine che si dissangua.
Quindi, muoversi più lentamente ti protegge davvero, o cambia solo il modo in cui ti fai male?
Immagina un foglio di acciaio da 14 gauge, lungo quattro piedi. L’operatore lo allinea a occhio contro la battuta posteriore. Afferra il bordo, tira la leva e la trave di serraggio scende a un ritmo costante, umano. Nessuno scatto idraulico. Nessun sibilo di servo. Solo peso e leva.
Sembra controllabile.
Ma ecco il meccanismo che la maggior parte dei principianti non coglie: la distanza di arresto su una piegatrice manuale non è ingegnerizzata; è biologica. Le piegatrici idrauliche e servo possono funzionare in una modalità a “velocità sicura” — sotto i circa 10 mm al secondo — e collegarla a una barriera fotoelettrica o a un AOPD (Dispositivo di Protezione Otticoelettronico Attivo). Se interrompi il fascio, il martinetto si ferma entro una distanza progettata e collaudata.
Un relitto a forza di braccia non ha un tempo di arresto monitorato. Una volta che la massa si muove e la leva è ingaggiata, il freno sei tu.
Un movimento più lento non riduce la forza di schiacciamento. Semplicemente allunga il tempo tra “non avrei dovuto mettere la mano lì” e “ormai non riesco più a tirarla indietro”. L’acciaio non si cura del dramma. Si cura della tonnellata.
Questa è l’illusione: il movimento visibile sembra più sicuro della forza invisibile. Ma le lesioni da schiacciamento riguardano la forza, non la velocità.
E se la velocità non è il vero pericolo, dove restano effettivamente intrappolate le dita?
La maggior parte delle persone immagina che la zona di pericolo sia proprio nel punto in cui punzone e matrice si incontrano — utensile contro utensile.
Le analisi sugli infortuni nel settore raccontano una storia diversa. Circa l’80 percento delle lesioni segnalate alle piegatrici avviene in aree non protette come la faccia del martinetto e dove il foglio si muove e si ripiega all’indietro, non esattamente tra punzone e matrice. Pensaci.
Pieghi una flangia lunga verso l’alto. Mentre il metallo ruota, l’estremità libera si muove ad arco verso il tuo corpo. La mano di supporto accompagna il pezzo per “stabilizzarlo”. Il morsetto continua a scendere. Il foglio si sposta di mezzo pollice perché il carico non è perfettamente centrato. Il tuo dito ora si trova tra il foglio in movimento e la struttura fissa.
Quel punto di schiacciamento non esisteva all’inizio della corsa. È stato creato a metà piega dalla geometria.
Le piegatrici manuali amplificano questo perché le mani dell’operatore sono il sistema di posizionamento. Nessun dito del riscontro posteriore che si retrae automaticamente. Nessuna sequenza programmata che mantenga le mani lontane fino all’ultimo momento sicuro. Stai guidando il pezzo a pochi centimetri dalla trave di serraggio perché è così che mantieni l’allineamento.
Quando una macchina si affida alla forza e al giudizio umano per la coerenza, stai chiedendo a una persona di essere il sistema di controllo. In una piegatrice manuale, le chiedi anche di essere la strategia di protezione.
E i principianti non sanno ancora quali movimenti creano nuovi punti di schiacciamento. Lo scoprono una volta sola.
Quindi, se il rischio è intrinseco nella meccanica, perché non aggiungere semplicemente delle protezioni e chiuderla lì?
Ho partecipato a una verifica assicurativa in cui il perito è passato dritto davanti alla nostra piegatrice CNC — protezione laser, test dei tempi di arresto documentati, registri di formazione dell’operatore — e ha trascorso venti minuti davanti alla vecchia unità manuale.
“Dov’è la tua valutazione del rischio?” ha chiesto.
Ai sensi della clausola generale del dovere dell’OSHA, sei tenuto a fornire un luogo di lavoro privo di rischi riconosciuti. Gli standard ANSI come il B11.3 definiscono come le moderne presse piegatrici dovrebbero essere protette: dispositivi di rilevamento della presenza, modalità a velocità sicura, prestazioni di arresto convalidate. Queste protezioni sono progettate attorno a sistemi idraulici e servo che possono dimostrare quanto velocemente si fermano.
Un freno manuale non può dimostrarlo. Non c’è un tempo di arresto monitorato da convalidare. Nessun sistema di controllo integrato a cui collegare una barriera fotoelettrica. Puoi aggiungere barriere e procedure — e dovresti farlo — ma stai lavorando su un progetto che precede lo standard.
Le compagnie assicurative lo sanno. L’acquisto di nuove attrezzature fa scattare domande su valutazioni del rischio, formazione documentata e dispositivi di sicurezza progettati. Se acquisti un freno manuale perché costava poco, erediti comunque le stesse aspettative di conformità della officina dall’altra parte della strada che usa CNC.
Ma perché ha cominciato a fargli pagare dal primo giorno?
Perché “semplice” non ti esenta dalla moderna cultura della sicurezza. Significa solo che il divario tra ciò che la macchina fa e ciò che i regolatori si aspettano è più ampio — e quel divario si paga in ore di formazione, documentazione, aggiornamenti e talvolta con il sangue.
Questa è la parte che nessuno mette sul cartellino del prezzo.
Su una moderna pressa piegatrice elettro‑idraulica, posso impostare il punzone per avanzare lentamente a 8 mm al secondo una volta entrato nella “zona muta”, collegare quel movimento a una barriera laser e documentare la distanza di arresto al millisecondo. Se il raggio viene interrotto, il controllo scarica la pressione e arresta il movimento entro una finestra testata. Quel tempo di arresto è annotato, ripetibile, verificabile.
Ecco come appare in pratica una soluzione di sicurezza ingegnerizzata: forza generata da fluido o servo, movimento monitorato da sensori e un controllo che può dimostrare cosa farà prima che un dito si avvicini.
La differenza non è la velocità. È la responsabilità.
Un freno manuale non può dirti quanto velocemente si ferma perché non lo sa. Non c’è alcun ciclo di feedback, nessun trasduttore di pressione, nessun encoder che osservi la posizione. Una volta che si passa da una reliquia azionata a mano a un sistema motorizzato, si ottiene qualcosa di più prezioso della tonnellata: si ottiene un comportamento misurabile. E il comportamento misurabile è ciò a cui rispondono i regolatori, gli assicuratori e il tuo contenitore di scarti.
Quindi, quale sistema di potenza chiude realmente il divario senza aprirne uno nuovo?
Stai accanto a una semplice pressa piegatrice idraulica che lavora acciaio dolce da 1/4 di pollice. Sentirai la pompa aumentare la pressione, vedrai il punzone scendere sotto flusso controllato e percepirai subito la differenza: la curva di forza è governata dalla pressione idraulica, non dalla spalla del caposquadra.
L’idraulica si basa sulla legge di Pascal — la pressione applicata a un fluido confinato viene trasmessa ugualmente in tutte le direzioni. Traducilo per una pressa piegatrice e otterrai una tonnellata prevedibile lungo la corsa, non “quella che l’operatore riesce a fare oggi”. Imposta 80 tonnellate, e il sistema eroga 80 tonnellate entro la sua banda di tolleranza, ad ogni ciclo.
Quella coerenza conta per più della sola angolazione di piega. Permette l’integrazione con circuiti di sicurezza. Una valvola idraulica può passare a una modalità a velocità sicura al di sotto di circa 10 mm al secondo. Una barriera fotoelettrica può comandare un arresto monitorato. Il movimento del punzone non è più biologico; è idraulico e quindi controllabile.
Ma l’idraulica non è magia. Si basa su olio, guarnizioni e valvole. Le velocità di avvicinamento rapide sono comuni, eppure accelerazione e decelerazione possono essere più lente rispetto ai servoelettrici, soprattutto nella formatura a più passaggi dove il punzone cicla ripetutamente. Se il tuo pezzo richiede tre colpi, quel tempo di accelerazione e rallentamento si accumula.
Ottieni forza costante e arresto ingegnerizzato. Potresti perdere un po’ di velocità di ciclo e aggiungere disciplina di manutenzione — cambi d’olio, controlli delle guarnizioni, gestione delle perdite. Ignoralo, e le perdite diventano rischi di scivolamento, la deriva di pressione diventa deriva di angolo e il contenitore degli scarti inizia a riempirsi silenziosamente. È il tuo margine che si consuma.
Quindi, se l’idraulica rappresenta il punto di equilibrio pratico, perché alcune officine pagano un premio per eliminare del tutto l’olio?
Ho visto un piccolo fabbricante installare una pressa piegatrice servo‑elettrica per involucri in acciaio inox sottile. Le viti a ricircolo di sfere azionate da motori servo hanno sostituito i cilindri idraulici. Nessuna pompa in funzione a vuoto. Nessun olio che si riscalda. Quando il punzone si muoveva, lo faceva perché un motore girava — e quando si fermava, si fermava perché l’encoder segnalava che era nella posizione.
I sistemi servo riducono il divario tra comando e movimento in modo più preciso rispetto agli impianti idraulici. Gli encoder leggono la posizione in micron. Il motore regola la coppia in tempo reale. Per i pezzi piccoli, ciò si traduce in cicli più rapidi e angoli ripetibili senza attese per la stabilizzazione della pressione. Alcune officine riportano miglioramenti significativi nei tempi di ciclo e nel consumo energetico su lavorazioni di precisione.
Dal punto di vista meccanico, il vantaggio è semplice: si elimina la comprimibilità del fluido e il ritardo di risposta delle valvole. Il controllo ordina al motore di muoversi di 0,01 mm e la vite si muove di 0,01 mm. Quella precisione entra direttamente nella logica di sicurezza — il sistema sa esattamente dove si trova il punzone e a quale velocità si muove in ogni istante.
Ma ecco cosa i principianti non colgono: la portata del servo è limitata, e scalarla verso l’alto diventa rapidamente costoso. Le lamiere spesse favoriscono ancora l’idraulica, perché generare e mantenere forze molto elevate tramite viti a ricircolo richiede motori enormi e meccanica robusta. Molte officine adottano soluzioni ibride — elettrica per lavorazioni sottili e ad alta precisione; idraulica per lavori spessi e di elevata tonnellaggio.
Quindi il salto di prezzo non riguarda l’eliminazione dell’olio per comodità. Si tratta di acquistare un controllo più preciso, maggiore accelerazione e minore energia a vuoto per i lavori che lo meritano. Se il tuo pane quotidiano sono staffe in lamiera da 10 gauge, il ritorno economico sarà diverso rispetto a chi piega aereo lamiere da 3/8 di pollice.
Il vero punto di separazione — e non riguarda la pompa o il motore.
Immagina due presse piegatrici “CNC”. Una usa una barra di torsione per sincronizzare i lati sinistro e destro del punzone — un collegamento meccanico che lega entrambe le estremità. L’altra usa cilindri indipendenti con encoder lineari su ciascun lato, che trasmettono la posizione al controllore centinaia di volte al secondo.
Entrambe hanno schermi. Entrambe accettano programmi. Solo una sa davvero dove si trova.
In un sistema con barra di torsione, la deformazione elastica della barra e del telaio può introdurre una variazione misurabile. Sotto carico, il metallo si torce. Si possono osservare tolleranze di piega che si spostano verso un decimo di millimetro man mano che i componenti flettono. La macchina esegue il programma fedelmente — ma il programma non corregge la deflessione in tempo reale.
In un moderno sistema elettro‑idraulico ad anello chiuso, ciascun lato del punzone comunica la propria posizione esatta. Se il lato sinistro ritarda di 0,02 mm, il controllore regola il flusso per correggerlo durante la corsa. La macchina non si limita a muoversi; confronta comando e realtà e riconcilia la differenza prima che la piega sia completata.
Anello chiuso significa feedback. Feedback significa correzione prima che il pezzo lasci la matrice.
Questo è il salto che le macchine manuali non possono fare. Su un vecchio modello a leva, si scopre l’errore dopo il ritorno elastico, dopo la misurazione, dopo che il pezzo si è raffreddato in mano. L’acciaio ha già “memorizzato” l’errore. Con il controllo ad anello chiuso, il sistema compensa le variazioni del materiale, la deflessione e persino gli effetti della temperatura durante la corsa.
Il contenitore degli scarti smette di essere uno strumento diagnostico e diventa ciò che dovrebbe essere — per lo più vuoto.
Se quindi sono il feedback e il software a fare il vero lavoro pesante, dove si colloca ora il tonnellaggio grezzo?
Ho visto una pressa piegatrice CNC da 60 tonnellate superare un’unità manuale più grande su staffe di precisione, semplicemente perché poteva calcolare la sequenza di piega, compensare il ritorno elastico e posizionare il riscontro posteriore con precisione di centesimi di millimetro. La macchina più piccola produceva pezzi che si adattavano al primo tentativo. Quella più grande realizzava “abbastanza vicini” — finché il montaggio non dimostrava il contrario.
Il tonnellaggio determina quale spessore puoi piegare. Il software determina se il pezzo combacia quando hai finito.
I moderni sistemi CNC simulano la sequenza di piega, segnalano collisioni e calcolano il margine di piega — la lunghezza sviluppata del materiale piano necessaria per ottenere le dimensioni finali. Sbaglialo su una macchina manuale e ti ritrovi a rifilare, ripiegare o scartare. Con il CNC, il controllore regola la profondità in base alle librerie dei materiali e alle correzioni pregresse. Ogni piega insegna qualcosa al sistema.
Quando una macchina si affida alla forza e al giudizio umano per la coerenza, si chiede a una persona di essere il sistema di controllo. Quando il software modella la fisica e i sensori confermano il risultato durante la corsa, si chiede invece alla matematica e al feedback di farlo.
Non si tratta di comodità. Si tratta di spostare il rischio dalla memoria muscolare ai sistemi monitorati.
Eppure, non ogni officina ha bisogno di precisione al micron o di una simulazione delle collisioni. Esistono angoli di questo mestiere in cui una semplice macchina merita ancora il suo spazio sul pavimento — ma solo se sai esattamente quale lavoro le appartiene e quale no.
Se software e feedback sono ciò che separa un sistema controllato da una scommessa, quando ha senso tornare a una macchina che non ha né l’uno né l’altro?
Ecco la risposta che la maggior parte dei venditori non ti darà: quando la posta in gioco è così bassa che la precisione è un motivo d’orgoglio, non di busta paga.
Non ho nulla da ridire su un uomo che ha pagato meno di un’utilitaria e tiene una piccola piegatrice manuale nel garage per piegare una staffa per il proprio rimorchio. Non sta facendo preventivi. Non promette date di consegna. Se il primo pezzo esce due gradi corto e lo aggiusta a colpi di martello, nessuno fattura l’errore. Il cestino degli scarti è un fastidio, non una voce di bilancio.
Questa è l’esenzione del weekend.
La tesi che ho continuato a ribadire si applica alle officine a scopo di lucro — luoghi in cui cinquanta pezzi da consegnare lunedì significano affitto, salari e reputazione. Un hobbista che piega un rinforzo di sabato pomeriggio non sta gestendo un sistema di produzione; sta sperimentando. I 30 o 40 minuti nascosti di preparazione, le prove di piegatura, lo strizzare gli occhi su un goniometro — tutto fa parte dell’hobby. Lì il tempo è svago, non costi generali.
Ma cambia il contesto e cambia anche la matematica.
Lo stesso cimelio “a forza di braccia” che sembra affascinante in un tranquillo fine settimana inizia a generare interessi nel momento in cui prometti una consegna a un cliente pagante. È il tuo margine che si dissangua.
Quindi la vera linea di demarcazione non è tra idraulico e manuale. È la conseguenza.
Diciamolo chiaramente.
Se pieghi staffe per divertimento, l’incoerenza è una lezione. Se pieghi pezzi per profitto, l’incoerenza è una responsabilità.
Di sabato, puoi permetterti di avvicinarti lentamente a un angolo. Piegare. Misurare. Regolare. Magari scartare un pezzo. Magari due. Impari come quella partita di acciaio dolce reagisce. Senti il materiale. C’è una soddisfazione artigianale in quella negoziazione con l’acciaio.
Nessun orologio sta correndo.
Lunedì mattina, in un’officina a commessa, quello stesso processo è un peso morto. Cinquanta pezzi identici significano cinquanta possibilità di variazione. Senza riscontri che si posizionano su dimensioni programmate e controllori che compensano il ritorno elastico, dipendi da memoria e muscoli. Quando una macchina si affida alla forza e al giudizio umano per la coerenza, stai chiedendo a una persona di essere il sistema di controllo. Va bene per un pezzo solo. Si sfalda su larga scala.
Fatti una domanda diretta: se fai tre pieghe errate prima di azzeccarla, chi assorbe quel costo?
Se la risposta è “io, e non mi importa”, una piegatrice manuale può ancora avere un posto nella tua vita. Se la risposta è “il mio cliente”, sei già uscito dall’esenzione.
C’è un altro ambito in cui i modelli manuali possono sopravvivere: i veri pezzi unici in materiale a basso spessore — lamiera sottile che non richiede alte tonnellate e in cui la tolleranza dimensionale è permissiva.
Immagina un fabbricante che realizza un prototipo di un involucro personalizzato, ancora alle prese con la regolazione delle posizioni dei fori e delle lunghezze delle flange. Il progetto è fluido. Le dimensioni cambiano tra una iterazione e l’altra. In quella fase, l’obiettivo non è la ripetibilità, ma l’esplorazione. Una semplice pressa piegatrice può modellare rapidamente un pezzo di prova senza il peso di programmazione, librerie utensili o simulazioni.
La velocità del pensiero supera la velocità del ciclo.
Ma anche qui, sii onesto riguardo alle tue capacità. Le presse piegatrici manuali premiano le mani esperte. La maggior parte dei principianti sottovaluta il ritorno elastico, interpreta male gli angoli o introduce torsioni perché la pressione di serraggio non è uniforme. I primi pezzi finiscono spesso nel cestino degli scarti prima che uno riesca bene. In un garage, è formazione. In un’officina, è il tuo margine che sanguina.
E il basso spessore non significa automaticamente semplicità. Le moderne presse piegatrici idrauliche CNC e servo gestiscono materiale sottile con una precisione incredibile, spesso con tempi di setup misurati in minuti una volta programmato il lavoro. Se prototipi ripetutamente per i clienti — anche in piccole serie — il software che memorizza le correzioni e le riproduce successivamente ti ripaga silenziosamente. Il “pezzo unico” ha la brutta abitudine di trasformarsi in “puoi farne altri dieci?”
Quindi sì, esiste un’esenzione da weekend.
Piega una staffa. Impara. Sperimenta. Goditi la sensazione dell’acciaio che cede sotto le tue mani.
Solo, non confondere quella silenziosa soddisfazione con un modello di business.
Perché nel momento in cui i tuoi pezzi servono a pagare stipendi invece di progetti personali, la domanda smette di essere “Questa macchina riesce a piegarlo?” e diventa “Quanto mi costerà questa macchina nei prossimi cinque anni?”
Cinque anni sono abbastanza lunghi perché una cattiva decisione sembri normale.
Ho visto proprietari vantarsi di averla pagata meno di un’utilitaria, indicare una pressa piegatrice manuale in un angolo e dire che “si è ripagata da sola”. Ma perché ha iniziato a farlo pagare già dal primo giorno? Perché, una volta che quella macchina serve a mantenere i salari, ogni minuto in più di setup, ogni piegatura di prova, ogni correzione dipendente dall’operatore diventa una voce di spesa. Non lo percepisci su un singolo lavoro. Lo percepisci nel cestino degli scarti che si riempie lentamente, settimana dopo settimana. È il tuo margine che sanguina.
La parte non ovvia è questa: il prezzo d’acquisto è un evento unico; il costo per pezzo è un’abitudine. Una che ripeti migliaia di volte.
Quindi, se vuoi sapere quanto costa realmente una pressa piegatrice manuale in cinque anni, smetti di chiederti quanto costa comprarla. Chiediti quanto costa ogni volta che la fai lavorare sotto pressione produttiva reale.
Mettiamo dei numeri, senza fingere che siano universali.
Una pressa piegatrice idraulica base NC o di tipo manuale può costarti da $10.000 a $15.000. Una CNC da 40 ton di livello iniziale può arrivare tra $15.000 e $35.000. Una CNC da 100 ton più seria, adeguatamente equipaggiata e installata, può spingersi verso le sei cifre complessive. Quel divario spaventa le persone.
Ma la sopravvivenza non è decisa dalla fattura. È decisa dal costo per pezzo.
Il costo per pezzo è semplice nel concetto: (materiale + tempo di manodopera + energia + usura utensili + scarti) ÷ pezzi buoni spediti.
Le macchine manuali distorcono due di queste variabili: tempo di manodopera e scarti.
Quando una macchina si affida alla forza e al giudizio umano per la coerenza, stai chiedendo a una persona di essere il sistema di controllo. Un operatore inesperto potrebbe aver bisogno di tre prove di piegatura per regolare il ritorno elastico. Anche uno esperto controlla manualmente gli angoli e fa piccole regolazioni. Su una serie di 200 pezzi, aggiungi cinque minuti extra di impostazione e 20 secondi di “doppio controllo” per pezzo. Sono più di un'ora di manodopera che non sarebbe necessaria con programmi memorizzati e posizionamento ripetibile del riscontro posteriore.
Distribuisci questo su tutti i lavori per cinque anni.
Ora aggiungi gli scarti. Non un fallimento catastrofico. Solo una variazione del 2–5 % dovuta a deriva dell’angolo, errato posizionamento, affaticamento a fine turno. Se il tuo pezzo medio comporta 1 400 € in materiale e lavorazione prima della piegatura, scartare 5 ogni 100 pezzi brucia silenziosamente 2 000 € per lotto. Fallo due volte a settimana e avrai bruciato oltre 20 000 € in un anno.
Hai risparmiato 20 000 € in anticipo.
E li hai ripagati solo in scarti.
E questo prima ancora di parlare della manodopera. Un sistema CNC controllato non riduce solo i pezzi difettosi; riduce la dipendenza dal tuo operatore più esperto. I programmi memorizzano le correzioni. I riscontri posteriori raggiungono lo stesso valore ogni volta. In alcune officine, un operatore qualificato può supervisionare due presse piegatrici automatizzate. Prova a farlo con due macchine a braccio manuale e dimmi quanto dureranno le tue spalle.
La vera metrica che predice la sopravvivenza non è “Posso permettermi la macchina?” ma “Posso permettermi il mio costo per pezzo su larga scala?”
Il che porta alla domanda che la maggior parte dei proprietari evita: quando l’aggiornamento smette di essere un lusso e diventa l’opzione più economica?
Non inizio dal marchio. Comincio con tre domande dirette.
1. Quanti pezzi identici produci al mese?
Se il tuo lavoro consiste davvero in pezzi unici, con bassa ripetizione e tolleranza ridotta, l’automazione non potrà mostrare la sua forza. Ma nel momento in cui ripeti i lavori — anche ogni trimestre — i programmi memorizzati e la misurazione ripetibile riducono il setup quasi a zero. Se ripeti un lavoro di staffe da 150 pezzi sei volte l’anno e l’automazione risparmia due ore per ciascuna produzione, sono 12 ore di lavoro recuperate annualmente su un solo codice pezzo. Moltiplica per dieci lavori ripetitivi e ti troverai davanti a settimane di capacità recuperata.
Capacità che puoi vendere.
2. Qual è il tuo vero tasso di scarto sui pezzi piegati?
Non quello che dici ai clienti. Quello che c’è nel contenitore degli scarti. Estrai un mese di dati. Se superi il 3 % sui pezzi formati nelle produzioni in serie, c’è denaro sprecato sul pavimento. Anche passando dal 4 % all’1 % su 1 500 000 € di assiemi piegati si risparmiano 15 000 € in un anno. Questo da solo può coprire una buona parte del finanziamento di un aggiornamento CNC.
È il tuo margine che si sta dissanguando — ed è misurabile.
3. Il tuo miglior operatore è un collo di bottiglia?
Se solo una persona riesce a “sentire” la macchina abbastanza da mantenere la tolleranza, non possiedi un processo scalabile. Possiedi conoscenza tribale. Un CNC con misurazione dell’angolo o controllo della profondità programmabile trasforma la sensibilità in dati. Ciò significa che un operatore formato, non necessariamente dotato, può gestire la produzione. Il rischio legato alla manodopera diminuisce. La pianificazione si stabilizza.
In più di un’officina ho visto che il ROI non derivava dalla riduzione degli scarti — ma dal liberare il capo fabbro per preventivare, formare o gestire un’altra cella. Il riutilizzo della manodopera, non solo la precisione, ha ripagato la macchina.
Se rispondi onestamente a queste tre domande, la finestra di ammortamento di solito smette di essere di cinque anni e inizia a sembrare di dodici mesi.
Ma i negozi non falliscono perché sottovalutano il presente. Falliscono perché giudicano male il futuro.
Ecco l’errore: comprare il sistema più grande e vistoso “per sicurezza”.”
Il future-proofing sembra responsabile. A volte è solo la paura che indossa una cravatta.
Non tutti gli aggiornamenti danno lo stesso ritorno. Un freno idraulico CNC di fascia media può collocarsi nella fascia $35.000–$65.000 e gestire il 90% del lavoro di un piccolo laboratorio. Un modello elettrico premium può avere un rincaro di prezzo da 20 a 30%. L’elettrico brilla in ambienti ad alto volume e ciclo rapido, dove risparmio energetico e velocità si accumulano ogni giorno. Se pieghi 20 pezzi all’ora, quel sovrapprezzo rimarrà inattivo. Se ne pieghi 200, inizia a lavorare per te.
Quindi compra in base alla traiettoria, non alla fantasia.
Guarda la tua pipeline di vendita. I clienti chiedono tolleranze più strette? Lotti più grandi? Tempi di consegna più rapidi? Stai facendo preventivi su lavori che in segreto speri non accettino perché sai che il freno manuale si bloccherebbe? Quella esitazione è un dato.
C’è anche un limite al “passo intermedio”. Alcuni laboratori passano dal manuale al NC di base pensando di trovare un compromesso. Costo inferiore, controllo parziale. Ma se quella macchina non offre una vera ripetibilità programmabile o ha limiti strutturali che raggiungerai in 18 mesi, hai appena finanziato anticipatamente la tua prossima sostituzione. Non è un risparmio. È accumulo di debiti.
Il modo più chiaro che ho trovato per decidere è questo:
Proietta il tuo fatturato medio mensile per pezzi piegati tra tre anni. Applica il tuo profilo attuale di scarto e manodopera. Poi modella cosa accade se gli scarti scendono a 1–2% e il tempo di setup per ogni lavoro ripetuto si dimezza. Non azzardare numeri a caso — usa stime conservative. Se la differenza copre il finanziamento e lascia margine, l’automazione non è una scommessa. È un’assicurazione.
Non stai acquistando acciaio e idraulica. Stai acquistando il controllo della variabilità.
E una volta che inizi a guardare le macchine attraverso quella lente — la variabilità come passività, il controllo come profitto — la base di riferimento cambia. La domanda smette di essere “Cosa posso permettermi oggi?” e diventa “Quale sistema mantiene il mio costo per pezzo prevedibile quando il volume raddoppia?”


















