

Dia menurunkan peninggalan kuat berlengan itu dari trailer seolah-olah baru saja mencuri sesuatu.
Dia membayar lebih sedikit untuk itu dibandingkan sebuah mobil kompak. “Sempurna untuk memulai,” katanya. Pekerjaan pertama adalah rangkaian braket baja sederhana—tekukan 90 derajat, tidak ada yang rumit. Di akhir sore, tiga dari sepuluh duduk miring di tempat sampah logam bekas. Sudut meleset dua derajat. Lubang-lubang tidak lagi sejajar. Kamu bisa melihat kepercayaan dirinya mengalir keluar lebih cepat daripada oli hidraulik.
Mesin itu memang murah, tentu saja. Tapi kenapa mesin itu mulai menagihnya sejak hari pertama?

Di atas kertas, perhitungannya terlihat sederhana. Press brake manual bekas mungkin hanya berharga sebagian kecil dari model CNC. Tidak ada kontrol kompleks. Biaya perawatan lebih rendah. Jika kamu hanya menekuk beberapa bagian per minggu, apa yang bisa salah?
Inilah yang tidak ditampilkan di lembar spesifikasi.
Mesin manual menuntut lebih banyak tenaga fisik dan lebih banyak penilaian operator. Setiap tekukan berarti mengatur backgauge secara manual, memeriksa keselarasan, merasakan tekanannya, mengamati sudutnya. Itu keterampilan. Keterampilan nyata. Dan keterampilan membutuhkan waktu untuk dikuasai. Sampai saat itu, kamu membayar biaya pendidikan dalam bentuk baja.
Bahkan bengkel yang bersumpah dengan pengaturan “manual” sering menambahkan pembaca digital atau backgauge CNC hanya untuk menjaga konsistensi tetap ketat. Jika mesin dasar benar-benar taruhan paling aman, mengapa mereka diam-diam meningkatkannya agar berperilaku kurang seperti mesin dasar?
Jadi apa yang terjadi ketika “cukup dekat” menjadi standar kamu?
Mari kita jalankan skenario sederhana.
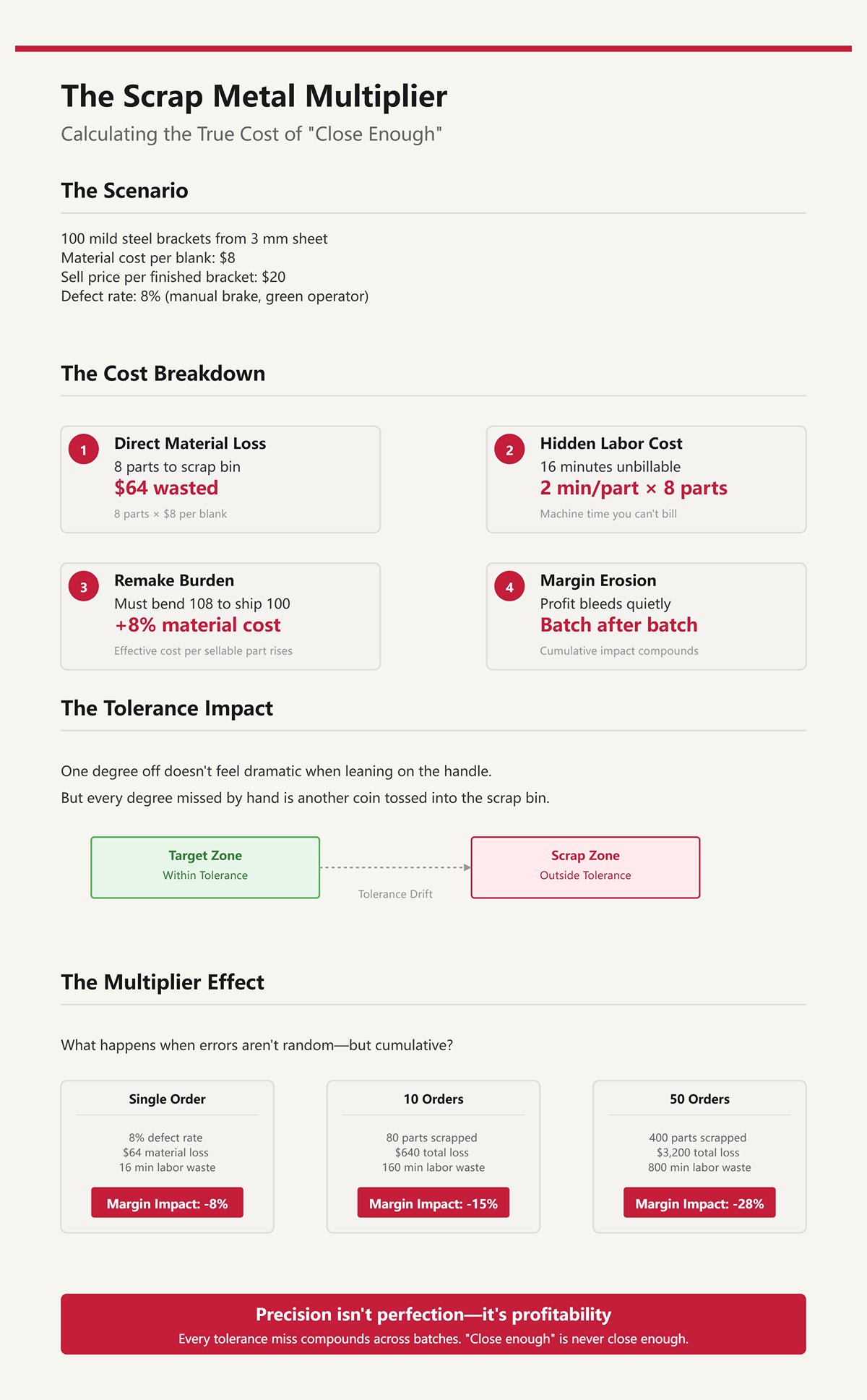
Kamu menekuk 100 braket baja ringan dari lembaran 3 mm. Biaya bahan per potongan kosong: $8. Harga jual per braket jadi: $20. Pada hari yang baik dengan press brake manual dan operator baru, mungkin 8% akhirnya berada di luar toleransi—sudut meleset, panjang flange bergeser, tanda kosmetik dari tekanan yang tidak merata.
Itu berarti 8 bagian langsung masuk ke tempat sampah logam bekas. $64 bahan terbuang. Tapi itu baru permulaan.
Setiap bagian rusak juga memakan waktu mesin. Katakan dua menit per siklus tekukan termasuk penanganan. Itu 16 menit tenaga kerja dan waktu mesin yang tidak bisa kamu tagih. Dan jika kamu membuat ulang, sekarang kamu menekuk 108 bagian untuk mengirim 100.
Biaya bahan efektifmu baru saja melonjak. Tenaga kerja per bagian yang dijual makin naik. Marginmu menipis diam-diam, batch demi batch.
Satu derajat meleset tidak terasa dramatis saat kamu menekan gagang tuas. Tapi setiap derajat yang kamu lewatkan secara manual adalah koin lain yang dilempar ke tempat sampah logam bekas. Itulah marginmu yang mengalir keluar.
Dan itu baru pada satu pesanan. Apa yang terjadi ketika kesalahannya bukan acak—tapi terakumulasi?

Pada press brake manual, lima bagian pertama sering terlihat cukup baik. Operator menemukan ritmenya. Lalu kelelahan mulai muncul. Lengan menjadi berat. Mata mulai mempercayai pengaturan terakhir alih-alih memeriksa ulang. Backgauge bergeser setengah milimeter. Springback—kecenderungan logam untuk rileks setelah ditekuk—berbeda sedikit di antara setiap lembaran.
Secara individu, itu hanyalah penyimpangan kecil. Bersama-sama, mereka menumpuk.
Sebuah flensa yang pendek 0,5 mm mendorong fitur berikutnya keluar dari posisi. Kesalahan sudut dua derajat berarti rakitan tidak duduk rata. Sekarang Anda tidak hanya membuang bagian-bagian—Anda mengerjakan ulang rakitan, memperlebar lubang, menjelaskan keterlambatan kepada pelanggan.
Drift toleransi tidak dramatis. Ia diam. Ia muncul sebagai “Kenapa ini tidak sejajar?” pada pukul 4:30 sore.
Ketika sebuah mesin bergantung pada kekuatan dan penilaian manusia untuk konsistensi, Anda meminta seseorang menjadi sistem kontrol. Otot menggantikan motor servo. Memori menggantikan kemampuan pengulangan yang diprogram. Dan manusia—tidak peduli seberapa berpengalaman—bisa lelah.
Jadi pertanyaan sebenarnya bukan apakah press brake manual lebih murah untuk dibeli.
Melainkan mengapa kita menganggap tubuh manusia dapat melakukan pekerjaan perangkat keras presisi tanpa menagih bunga atas usaha yang dilakukan.
Dia mengajukan pertanyaan secara langsung: Jika press brake manual terus memangkas margin saya sedikit demi sedikit, apa yang sebenarnya melindungi keuntungan pemula?
Bayangkan sebuah press brake manual 4 kaki, 17 ton di lantai bengkel. Cat bersih. Rangka berat. Pegangan panjang yang terasa meyakinkan di tangan Anda. Katalog menyebutnya “sederhana.” Tidak ada layar. Tidak ada perangkat lunak. Hanya baja dan tuas.
Sekarang letakkan seorang operator baru di depannya dengan setumpuk pelat baja 14-gauge yang harus dibengkokkan 90 derajat dalam ±0,5 derajat agar rakitan duduk rata. Tidak ada pembacaan sudut digital. Tidak ada backgauge yang dapat diprogram. Hanya tanda gores, pita pengukur, dan matanya.
Di atas kertas, itu adalah kesederhanaan. Di lantai, itu adalah tuntutan akan penilaian yang menandingi program CNC mana pun.
Paradoksnya bukan bahwa press brake manual itu kasar. Melainkan karena ia hanya tampak memaafkan. Kenyataannya, mereka menuntut kesadaran setingkat master terhadap perilaku material, penyelarasan, dan urutan kerja—karena mesinnya tidak mengkompensasi apa pun. Operator yang melakukannya.
Dan para pemula tidak tahu apa yang seharusnya mereka kompensasikan dengan, bukan?
Saya melihat seorang pria melewatkan pemeriksaan penyelarasan karena lembaran terakhir dibengkokkan dengan baik. Batch yang sama, ketebalan yang sama, cetakan yang sama. Dia menyelaraskannya dengan perasaan dan menarik pegangan.
Flensa keluar lebih pendek kurang dari satu milimeter.
Itu tidak terdengar banyak sampai Anda mencoba memasangnya ke bagian pasangan yang dibor pada mesin CNC yang mampu mempertahankan ±0,1 mm sepanjang hari. Sekarang lubang-lubangnya melenceng. Rakitan bergoyang. Tiga bagian menuju tempat pembuangan.
Pada press brake manual, tidak ada sistem umpan balik. Tidak ada sensor yang mengonfirmasi posisi ram. Tidak ada enkoder yang melacak sudut secara waktu nyata. Sistem umpan balik mengukur output dan menyesuaikan input secara otomatis. Press brake CNC melihat bahwa sudutnya 88,7 derajat dan menambah tekanan sedikit untuk mencapai 90,0.
Sebuah relik arm-strong hanya berhenti di titik di mana operator memutuskan untuk menghentikannya.
Ketika sebuah mesin bergantung pada kekuatan dan penilaian manusia untuk konsistensi, berarti Anda meminta seseorang menjadi sistem kontrol. Itu berarti harus mengingat springback, memeriksa keselarasan backgauge setiap beberapa bagian, memberi kompensasi untuk variasi ketebalan lembaran yang sedikit berbeda. Lewat satu variabel saja, hasilnya akan melenceng.
Bahkan operator berpengalaman pun bisa terjebak ketika fitur desain terlalu dekat dengan garis tekuk—lubang atau takikan yang lebih dekat dari sekitar empat kali ketebalan material. Logam akan terdistorsi atau retak karena tegangan terkonsentrasi di area yang tidak memiliki cukup material pendukung. Anda tidak bisa “merasakan” hal itu lewat sebuah tuas. Saat Anda melihatnya, bagian itu sudah menjadi scrap.
Jadi mesinnya tidak gagal. Fisika-lah yang gagal. Dan manusia yang berperan sebagai sistem umpan balik tidak mendapat peringatan apa pun.
Apa yang terjadi ketika kekuatan kasar masuk ke dalam gambar?
Ambil baja lunak 3 mm. Tekuk hingga 90 derajat di dalam cetakan. Lepaskan tekanan dan logam itu akan kembali sedikit—mungkin menjadi 92 derajat. Pemulihan elastis itu disebut springback. Untuk mencapai 90 yang sebenarnya, Anda harus menekuk lebih—mungkin hingga 88—agar kembali ke spesifikasi.
Pada mesin tekuk CNC, pengendali menghitung kompensasi itu dari data material yang tersimpan dan kedalaman tekukan aktual. Mesin mengulanginya dengan cara yang sama pada pukul 8 pagi maupun 4 sore.
Pada mesin tekuk manual, penekukan berlebih bergantung pada memori otot.
Bagian pertama: Anda menarik lebih kuat, berlebihan hingga 85. Jadi scrap. Bagian kedua: Anda menahan sedikit, hasil di 91. Harus dikerjakan ulang. Bagian ketiga: Anda pikir sudah tepat—hingga lembar berikutnya ternyata sedikit lebih tebal dan menolak lebih kuat, jadi tarikan biasa Anda hanya mencapai 92 setelah springback.
Anda menekan sedikit lebih keras untuk “mengoreksi.”
Sekarang sudut Anda bergantung pada seberapa banyak kopi yang Anda minum dan bagaimana kondisi bahu Anda. Itu bukan presisi; itu adalah negosiasi dengan baja.
Dan inilah bagian yang sering terlewat: ketika ketebalan meningkat dalam rentang kapasitas mesin, gaya yang dibutuhkan naik dengan cepat. Tidak secara linear. Kenaikan kecil pada ketebalan membutuhkan peningkatan tonase yang jauh lebih besar. Tubuh Anda menjadi variabel yang berusaha memasok gaya itu secara konsisten.
Kekuatan kasar tidak mengontrol sudut. Ia justru memperkuat inkonsistensi.
Jadi, di mana peringkat kapasitas dalam brosur mulai berbohong kepada Anda?
| Bagian | Konten |
|---|---|
| Topik | Kekuatan kasar vs. springback material: siapa yang benar-benar mengontrol sudutnya? |
| Contoh Springback | Ambil baja lunak 3 mm. Tekuk hingga 90 derajat di dalam cetakan. Lepaskan tekanan dan logam itu akan kembali sedikit—mungkin menjadi 92 derajat. Pemulihan elastis itu disebut springback. Untuk mencapai 90 yang sebenarnya, Anda harus menekuk lebih—mungkin hingga 88—agar kembali ke spesifikasi. |
| Perilaku Mesin Tekuk CNC | Pada mesin tekuk CNC, pengendali menghitung kompensasi itu dari data material yang tersimpan dan kedalaman tekukan aktual. Mesin mengulanginya dengan cara yang sama pada pukul 8 pagi maupun 4 sore. |
| Kenyataan Mesin Tekuk Manual | Pada mesin tekuk manual, penekukan berlebih bergantung pada memori otot. |
| Contoh Inkonsistensi | Bagian pertama: Anda menarik lebih kuat, berlebihan hingga 85. Jadi scrap. Bagian kedua: Anda menahan sedikit, hasil di 91. Harus dikerjakan ulang. Bagian ketiga: Anda pikir sudah tepat—hingga lembar berikutnya ternyata sedikit lebih tebal dan menolak lebih kuat, jadi tarikan biasa Anda hanya mencapai 92 setelah springback. |
| Kompensasi Manusia | Kamu menekan sedikit lebih keras untuk “mengoreksi.” Kini sudutmu tergantung pada seberapa banyak kopi yang kamu minum dan bagaimana kondisi bahumu. Itu bukan presisi; itu adalah negosiasi dengan baja. |
| Gaya vs. Ketebalan | Saat ketebalan meningkat dalam rentang yang diizinkan oleh mesin, gaya yang diperlukan naik dengan cepat—tidak secara linear. Sedikit lonjakan ketebalan membutuhkan peningkatan tonase yang tidak proporsional. Tubuhmu menjadi variabel yang berusaha memberikan gaya itu secara konsisten. |
| Wawasan Inti | Kekuatan kasar tidak mengontrol sudut. Ia justru memperkuat inkonsistensi. |
| Pertanyaan Penutup | Jadi, di mana peringkat kapasitas dalam brosur mulai berbohong kepada Anda? |
Sebagian besar mesin bending manual mengiklankan kapasitas hingga sekitar baja lunak 12–16 gauge. Kedengarannya cukup dermawan untuk bengkel pemula.
Sekarang sempitkan bagian menjadi sayap kecil—kurang dari empat kali ketebalan material. Atau tambahkan lengkungan offset yang rapat—kurang dari enam kali ketebalan antar lengkungan. Tiba-tiba material ingin bergeser selama proses penekukan. Saat kembali, ram bisa sedikit meleset karena beban tidak terkonsentrasi di tengah.
Lembar spesifikasi tidak menyebutkan geometri. Ia mengasumsikan kondisi ideal.
Aku mengenal seorang pemilik bengkel yang membeli mesin bending manual 4 kaki, 17 ton karena mengira itu dapat menangani “sebagian besar pekerjaan.” Dalam praktiknya, ia mendapati mesin itu hanya mampu bekerja dengan baja sekitar 9 atau 10 gauge pada lebar sempit, dan jauh lebih sedikit di seluruh panjang 4 kaki. Tonase per kaki penting. Sebarkan lengkungan di seluruh panjang dan kamu mengencerkan gaya yang tersedia. Mesin yang terlihat serbaguna berubah menjadi alat khusus untuk “pekerjaan rapi.”
Ia membayar lebih sedikit untuk itu daripada harga mobil kompak.
Namun setiap kali pekerjaan mendekati batas fisiknya, bagian-bagian tersebut melawan—lebih banyak gaya yang dibutuhkan, lebih banyak tekanan bagi operator, lebih banyak variasi sudut di sepanjang panjang. Bagian tengah mungkin mencapai 90. Bagian ujung bisa berhenti di 93 karena defleksi tidak dikompensasi.
Itu bukan masalah pelatihan. Itu adalah daya ungkit dan baja yang berdebat dengan biologi.
Jadi ya, mesin bending manual bisa unggul dalam pekerjaan kustom volume rendah di mana setiap bagian unik dan waktu penyiapan mendominasi. Dalam jalur sempit itu, fleksibilitas operator mengalahkan beban pemrograman.
Tetapi jika rencana pemula melibatkan produksi berulang yang mendekati kapasitas mesin, “batas” 16-gauge bukanlah kenyamanan. Itu adalah sinyal peringatan. Kamu beroperasi di tepi di mana daya ungkit manusia, defleksi rangka, dan pantulan pegas semuanya menumpuk.
Dan ketika batas mesin menjadi kenyataan harianmu, apa lagi yang bergantung pada operator selain konsistensi?
Seorang karyawan baru pernah bertanya mengapa kami begitu khawatir tentang pelindung pada mesin bending manual lama. “Mesinnya lambat,” katanya. “Kamu bisa melihatnya datang.”
Dia benar dalam satu hal. Kamu bisa melihatnya datang.
Yang tidak dia lihat adalah buku catatan insiden di mejaku: lebih dari 360 amputasi per tahun di AS yang terkait dengan mesin bending, dan itu mencakup semua jenis — termasuk mesin modern dengan pelindung keamanan. Kelambatan tidak menjaga jari tetap utuh. Kelambatan hanya memberi operator waktu untuk memahami betapa buruknya keputusan itu.
Dan ketika operator menjadi sistem pengendali, setiap margin keselamatan bergantung pada refleks mereka, penilaian mereka, dan tingkat kelelahan mereka pada pukul 16:45. Itu bukan hanya risiko pribadi. Itu adalah model bisnis yang dibangun di atas harapan. Satu jepitan yang buruk, satu klaim kompensasi pekerja, satu minggu waktu henti saat OSHA mengajukan pertanyaan — itulah keuntunganmu yang mengalir keluar.
Jadi, apakah bergerak lebih lambat benar-benar melindungimu, atau hanya mengubah cara kamu terluka?
Bayangkan selembar baja ukuran 14‑gauge, panjang empat kaki. Operator menyelaraskannya dengan mata terhadap penahan belakang. Ia menggenggam ujungnya, menarik tuas, dan balok penjepit turun dengan kecepatan stabil, seukuran gerakan manusia. Tidak ada hentakan hidrolik. Tidak ada dengungan servo. Hanya berat dan tuas.
Rasanya bisa dikendalikan.
Namun ada mekanisme yang sering terlewat oleh pemula: jarak berhenti pada mesin tekuk manual tidak direkayasa; itu bersifat biologis. Rem hidrolik dan servo bisa berjalan dalam mode “kecepatan aman” — sekitar di bawah 10 mm per detik — dan mengaitkannya dengan tirai cahaya atau AOPD laser (Active Optoelectronic Protective Device). Saat sinar terputus, ram berhenti dalam jarak yang telah dirancang dan diuji.
Mesin peninggalan yang digerakkan dengan tenaga manusia tidak memiliki waktu henti yang terpantau. Begitu massa bergerak dan tuas bekerja, kamulah remnya.
Pergerakan yang lebih lambat tidak mengurangi gaya penghancur. Itu hanya memperpanjang waktu antara “Seharusnya aku tidak menaruh tangan di sana” dan “Aku tidak bisa menariknya kembali.” Baja tidak peduli dengan drama. Ia peduli dengan tonase.
Itulah ilusi itu: gerakan yang terlihat terasa lebih aman daripada gaya yang tak terlihat. Namun cedera remuk disebabkan oleh gaya, bukan kecepatan.
Dan jika kecepatan bukan bahaya yang sebenarnya, di mana jari-jari sebenarnya terjepit?
Kebanyakan orang membayangkan zona bahaya tepat di pukulan dan cetakan — alat bertemu alat.
Analisis cedera industri menunjukkan cerita yang berbeda. Sekitar 80 persen cedera yang dilaporkan pada mesin tekuk terjadi di area tanpa pelindung seperti wajah ram dan di tempat lembaran berayun dan melipat ke belakang, bukan di antara pukulan dan cetakan dengan rapi. Pikirkan tentang itu.
Kamu menekuk flange panjang ke atas. Saat logam berputar, ujung bebasnya melengkung ke arah tubuhmu. Tangan pendukungmu ikut bergerak untuk “menstabilkannya.” Penjepit terus turun. Lembaran bergeser setengah inci karena beban tidak sepenuhnya di tengah. Sekarang jarimu berada di antara lembaran yang bergerak dan rangka yang tetap.
Titik jepit itu tidak ada di awal gerakan. Ia tercipta di tengah tekukan oleh geometri.
Mesin tekuk manual memperparah hal ini karena tangan operator adalah sistem penentunya. Tidak ada jari pengukur belakang yang menarik mundur secara otomatis. Tidak ada urutan program yang menjaga tangan tetap aman hingga momen terakhir. Kamu memandu bagian hanya beberapa inci dari balok penjepit karena begitulah cara menjaga keselarasan.
Ketika sebuah mesin bergantung pada kekuatan dan penilaian manusia untuk konsistensi, kamu meminta seseorang menjadi sistem kendali. Pada mesin tekuk manual, kamu juga memintanya menjadi strategi pelindung.
Dan pemula belum tahu gerakan mana yang menciptakan titik jepit baru. Mereka mengetahuinya sekali saja.
Jadi, jika risikonya sudah melekat pada mekanikanya, mengapa tidak menambahkan pelindung saja dan selesai?
Saya pernah mengikuti audit asuransi di mana penilai berjalan langsung melewati mesin tekuk CNC kami — dengan pelindung laser, uji waktu berhenti terdokumentasi, catatan pelatihan operator — dan menghabiskan dua puluh menit di unit manual lama itu.
“Di mana penilaian risikomu?” tanyanya.
Di bawah klausul tugas umum OSHA, kamu diwajibkan menyediakan tempat kerja yang bebas dari bahaya yang diketahui. Standar ANSI seperti B11.3 menjabarkan bagaimana press brake modern harus dilindungi: perangkat pendeteksi keberadaan, mode kecepatan aman, kinerja penghentian yang tervalidasi. Perlindungan itu dirancang berdasarkan sistem hidrolik dan servo yang dapat membuktikan seberapa cepat mereka berhenti.
Rem manual tidak bisa membuktikan itu. Tidak ada waktu henti yang dipantau untuk divalidasi. Tidak ada sistem kontrol terintegrasi yang dapat dihubungkan ke tirai cahaya. Kamu bisa menambahkan penghalang dan prosedur — dan memang seharusnya begitu — tetapi kamu bekerja dengan desain yang lebih tua dari standar tersebut.
Perusahaan asuransi tahu hal ini. Pembelian peralatan baru memicu pertanyaan tentang penilaian risiko, pelatihan yang didokumentasikan, dan perlindungan yang direkayasa. Jika kamu membawa masuk rem manual karena murah, kamu tetap mewarisi ekspektasi kepatuhan yang sama seperti bengkel di seberang jalan yang menjalankan CNC.
Tapi mengapa ia mulai menagihnya sejak hari pertama?
Karena “sederhana” tidak membebaskanmu dari budaya keselamatan modern. Itu hanya berarti celah antara apa yang dilakukan mesin dan apa yang diharapkan regulator menjadi lebih lebar — dan celah itu dibayar dalam jam pelatihan, dokumentasi, modifikasi ulang, dan terkadang dengan darah.
Itulah bagian yang tidak pernah tercantum di label harga.
Pada rem elektro-hidrolik modern, saya bisa mengatur ram merayap pada kecepatan 8 mm per detik ketika memasuki “zona senyap”, menghubungkan gerakan itu ke pelindung laser, dan mendokumentasikan jarak berhenti hingga milidetik. Putuskan sinar, dan kontrol akan membuang tekanan serta menghentikan gerakan dalam jendela yang telah diuji. Waktu berhenti itu tercatat, dapat diulang, dapat diaudit.
Itulah yang dimaksud dengan solusi keselamatan yang direkayasa secara praktik: gaya dihasilkan oleh fluida atau servo, gerakan dipantau oleh sensor, dan kontrol yang dapat membuktikan apa yang akan dilakukannya sebelum jari mendekat.
Perbedaannya bukan pada kecepatan. Melainkan pada akuntabilitas.
Rem manual tidak bisa memberitahumu seberapa cepat ia berhenti karena ia tidak tahu. Tidak ada loop umpan balik, tidak ada transduser tekanan, tidak ada encoder yang memantau posisi. Begitu kamu beralih dari peninggalan berbasis otot ke sistem bertenaga, kamu mendapatkan sesuatu yang lebih berharga daripada tonase: kamu mendapatkan perilaku yang dapat diukur. Dan perilaku yang dapat diukur inilah yang direspons oleh regulator, pihak asuransi, dan tempat penampungan limbahmu.
Jadi sistem tenaga mana yang sebenarnya menutup celah itu tanpa membuka celah baru?
Berdiri di samping press brake hidrolik dasar yang menjalankan baja lunak 1/4 inci. Kamu akan mendengar pompa membangun tekanan, melihat ram turun di bawah aliran yang terkendali, dan langsung merasakan perbedaannya: kurva gaya diatur oleh tekanan hidrolik, bukan oleh bahu mandor.
Hidrolik bekerja berdasarkan hukum Pascal — tekanan yang diterapkan pada cairan tertutup ditransmisikan sama rata ke segala arah. Diterjemahkan ke press brake, kamu mendapatkan tonase yang dapat diprediksi di sepanjang langkahnya, bukan “sebanyak yang bisa dikerjakan operator hari ini.” Atur 80 ton, dan sistem akan memberikan 80 ton dalam batas toleransinya, setiap siklus.
Konsistensi itu penting bukan hanya untuk sudut tekukan. Itu memungkinkan integrasi dengan sirkuit keselamatan. Katup hidrolik dapat beralih ke mode kecepatan aman di bawah sekitar 10 mm per detik. Tirai cahaya dapat memerintahkan penghentian yang dipantau. Gerakan ram tidak lagi bersifat biologis; ia hidrolik dan karena itu dapat dikendalikan.
Namun hidrolik bukan sihir. Mereka bergantung pada oli, segel, dan katup. Kecepatan pendekatan cepat umum terjadi, namun percepatan dan perlambatan bisa tertinggal dibandingkan servo listrik, terutama pada pembentukan multi‑pass di mana ram berputar berulang kali. Jika bagianmu perlu tiga kali pukulan, waktu percepatan dan perlambatan itu akan terakumulasi.
Kamu mendapatkan gaya yang konsisten dan penghentian yang direkayasa. Kamu mungkin kehilangan sedikit kecepatan siklus dan menambah disiplin perawatan — penggantian oli, pemeriksaan segel, pengelolaan kebocoran. Abaikan itu, dan kebocoran menjadi bahaya tergelincir, pergeseran tekanan menjadi pergeseran sudut, dan tempat penampungan limbah mulai terisi secara perlahan. Itulah marginmu yang mengalir keluar.
Jadi jika hidrolik adalah jalan tengah yang praktis, mengapa beberapa bengkel rela membayar lebih untuk menyingkirkan oli sama sekali?
Saya melihat seorang pembuat kecil memasang rem servo listrik penuh untuk wadah baja tahan karat tipis. Ball screw yang digerakkan oleh motor servo menggantikan silinder hidrolik. Tidak ada pompa yang berjalan menganggur. Tidak ada oli yang memanas. Ketika ram bergerak, itu bergerak karena motor berputar — dan ketika berhenti, itu berhenti karena encoder mengatakan posisinya sudah tepat.
Sistem servo memperkecil celah antara perintah dan gerakan lebih ketat dibandingkan hidrolik. Encoder membaca posisi dalam mikron. Motor menyesuaikan torsi secara waktu nyata. Untuk bagian kecil, hal itu berarti siklus lebih cepat dan sudut yang berulang tanpa perlu menunggu stabilisasi tekanan. Beberapa bengkel melaporkan peningkatan nyata dalam waktu siklus dan penggunaan energi pada pekerjaan presisi.
Secara mekanis, keuntungannya sederhana: Anda menghilangkan kompresibilitas fluida dan jeda respons katup. Kontrol memerintahkan motor untuk bergerak 0,01 mm, dan sekrup bergerak 0,01 mm. Presisi itu langsung terhubung ke logika keselamatan — sistem tahu persis di mana ram berada dan seberapa cepat ia bergerak setiap saat.
Namun inilah bagian yang sering dilewatkan pemula: tonase servo terbatas, dan memperbesarnya menjadi mahal dengan cepat. Plat berat masih lebih cocok dengan hidrolik karena menghasilkan dan mempertahankan gaya sangat tinggi melalui ball screw memerlukan motor besar dan mekanik yang sangat kuat. Banyak bengkel akhirnya menggunakan sistem hibrida — elektrik untuk pekerjaan tipis dan presisi tinggi; hidrolik untuk pekerjaan tebal dan ber-tonase besar.
Jadi lonjakan harga tidak berkaitan dengan kenyamanan karena tidak menggunakan oli. Ini tentang membeli kendali yang lebih ketat, akselerasi lebih tinggi, dan energi idle lebih rendah untuk pekerjaan yang layak mendapatkannya. Jika pekerjaan utama Anda adalah braket 10-gauge sepanjang hari, perhitungan balik modalnya akan berbeda dibandingkan jika Anda membengkokkan plat 3/8 inci dengan udara.
Yang membawa kita ke garis pemisah yang sebenarnya — dan itu bukan pompa atau motor.
Bayangkan dua rem “CNC”. Satu menggunakan batang torsi untuk menyinkronkan sisi kiri dan kanan ram — penghubung mekanis yang menyatukan kedua ujungnya. Yang lainnya menggunakan silinder independen dengan encoder linier di masing-masing sisi, memberi umpan balik posisi ke pengendali ratusan kali per detik.
Keduanya memiliki layar. Keduanya bisa menerima program. Hanya satu yang benar-benar tahu di mana posisinya.
Dalam sistem batang torsi, deformasi elastis pada batang dan rangka dapat menimbulkan variasi terukur. Di bawah beban, logam melintir. Anda mungkin melihat toleransi tekukan bergeser ke arah sepersepuluh milimeter saat komponen menekuk. Mesin menjalankan program dengan setia — tetapi program itu tidak mengoreksi defleksi secara waktu nyata.
Dalam sistem elektro-hidrolik modern dengan loop tertutup, masing-masing sisi ram melaporkan posisinya secara akurat. Jika sisi kiri tertinggal 0,02 mm, pengontrol menyesuaikan aliran untuk mengoreksinya selama langkah berjalan. Mesin tidak hanya bergerak; ia membandingkan perintah versus kenyataan dan menyesuaikan perbedaannya sebelum tekukan selesai.
Loop tertutup berarti umpan balik. Umpan balik berarti koreksi sebelum bagian keluar dari cetakan.
Itulah lompatan yang tidak dapat dilakukan mesin manual. Pada mesin tua bertenaga lengan, Anda menemukan kesalahan setelah springback, setelah pengukuran, setelah bagian itu mendingin di tangan Anda. Baja sudah “mengingat” kesalahan tersebut. Dengan kontrol loop tertutup, sistem mengompensasi variasi material, defleksi, bahkan efek suhu selama langkah berlangsung.
Tempat sampah sisa berhenti menjadi alat diagnostik dan menjadi seperti seharusnya — sebagian besar kosong.
Jadi jika umpan balik dan perangkat lunak yang melakukan pekerjaan terberat, di mana posisi tonase mentah sekarang?
Saya pernah melihat rem CNC 60 ton mengungguli unit manual yang lebih besar saat membuat braket presisi hanya karena dapat menghitung urutan tekukan, mengompensasi springback, dan memosisikan backgauge hingga seperseratus milimeter. Mesin kecil itu menghasilkan bagian yang pas pada percobaan pertama. Yang lebih besar hanya menghasilkan “cukup dekat” — hingga perakitan membuktikan sebaliknya.
Tonase menentukan ketebalan apa yang dapat Anda tekuk. Perangkat lunak menentukan apakah bagian tersebut pas saat Anda selesai.
Sistem CNC modern mensimulasikan urutan tekukan, menandai potensi tabrakan, dan menghitung allowance tekukan — panjang datar material yang diperlukan untuk mencapai dimensi akhir. Jika Anda salah menghitung itu pada mesin manual, Anda harus memangkas, menekuk ulang, atau membuang. Dengan CNC, pengontrol menyesuaikan kedalaman berdasarkan pustaka material dan koreksi sebelumnya. Setiap tekukan mengajarkan sesuatu kepada sistem.
Ketika sebuah mesin bergantung pada tenaga dan penilaian manusia untuk konsistensi, Anda meminta seseorang untuk menjadi sistem kendali. Ketika perangkat lunak memodelkan fisika dan sensor mengonfirmasi hasil di tengah langkah, Anda meminta matematika dan umpan balik untuk melakukannya sebagai gantinya.
Itu bukan soal kenyamanan. Itu tentang memindahkan risiko dari ingatan otot ke sistem yang dipantau.
Namun, tidak setiap bengkel membutuhkan presisi tingkat mikron atau simulasi tabrakan. Ada bagian dari pekerjaan ini di mana mesin sederhana masih pantas berada di lantai — tetapi hanya jika Anda memahami dengan tepat pekerjaan apa yang cocok di sana dan apa yang tidak.
Jika perangkat lunak dan umpan balik adalah hal yang membedakan sistem terkontrol dari perjudian, kapan masuk akal untuk kembali ke mesin yang tidak memiliki keduanya?
Inilah jawaban yang sebagian besar tenaga penjual tidak akan berikan kepada Anda: ketika taruhannya cukup rendah sehingga presisi menjadi kebanggaan, bukan gaji.
Saya tidak punya masalah dengan seseorang yang membayar lebih murah darinya daripada sebuah mobil kecil dan menyimpan rem manual di garasinya untuk menekuk braket bagi trailernya sendiri. Dia tidak membuat penawaran kerja. Dia tidak menjanjikan tanggal pengiriman. Jika potongan pertama keluar kurang dua derajat dan dia menyesuaikannya dengan palu, tidak ada yang menagih kesalahan itu. Kotak limbah adalah gangguan, bukan entri buku besar.
Itulah pengecualian akhir pekan.
Teori yang telah saya tekankan berlaku untuk bengkel yang berorientasi pada keuntungan — tempat di mana lima puluh bagian yang harus selesai hari Senin berarti sewa, upah, dan reputasi. Seorang penghobi yang menekuk satu penopang pada Sabtu sore tidak menjalankan sistem produksi; dia sedang bermain-main. Tiga puluh atau empat puluh menit tersembunyi untuk pengaturan, uji coba tekukan, menatap busur derajat — itu bagian dari hobi. Waktu di sana adalah waktu luang, bukan biaya overhead.
Namun ubah konteksnya dan perhitungannya pun berubah.
Benda kuno yang digerakkan lengan yang terasa menawan di akhir pekan yang tenang mulai menagih bunga begitu Anda menjanjikan pengiriman kepada pelanggan yang membayar. Itu adalah margin Anda yang terkuras.
Jadi batas pembeda yang sebenarnya bukan hidrolik versus manual. Tetapi konsekuensi.
Mari kita buat jelas.
Jika Anda menekuk braket untuk kesenangan, ketidakkonsistenan adalah pelajaran. Jika Anda menekuk komponen untuk keuntungan, ketidakkonsistenan adalah tanggung jawab.
Pada hari Sabtu, Anda bisa perlahan mencapai sudut yang diinginkan. Tekuk. Ukur. Sesuaikan. Mungkin membuang satu. Mungkin dua. Anda belajar bagaimana baja lunak dalam batch itu memantul kembali. Anda merasakan materialnya. Ada kepuasan seorang pengrajin dalam negosiasi dengan baja itu.
Tidak ada jam yang berjalan.
Datang Senin pagi di bengkel kerja, proses yang sama menjadi beban mati. Lima puluh komponen identik berarti lima puluh peluang untuk variasi. Tanpa pengatur belakang yang diposisikan ke dimensi terprogram dan pengendali yang mengompensasi pantulan, Anda bergantung pada ingatan dan otot. Ketika mesin bergantung pada tenaga dan penilaian manusia untuk konsistensi, Anda meminta seseorang untuk menjadi sistem kendali. Itu berfungsi untuk satu potongan. Tapi gagal dalam skala besar.
Tanyalah diri Anda dengan pertanyaan sederhana: jika Anda membuat tiga tekukan buruk sebelum mendapatkan hasil yang tepat, siapa yang menanggung biayanya?
Jika jawabannya adalah “saya, dan saya tidak keberatan,” rem manual mungkin masih memiliki tempat dalam hidup Anda. Jika jawabannya adalah “pelanggan saya,” Anda sudah keluar dari pengecualian itu.
Ada satu area lagi di mana pengerjaan manual bisa bertahan: pembuatan satuan yang benar-benar unik dari bahan pelat tipis — lembaran tipis yang tidak memerlukan tonase tinggi dan di mana toleransi dimensi masih dapat diterima.
Bayangkan seorang pembuat fabrikasi sedang membuat mock-up untuk rumah pelindung khusus, masih menyesuaikan lokasi lubang dan panjang flensa. Desainnya masih berubah. Dimensi berganti di setiap iterasi. Pada tahap itu, tujuannya bukan pengulangan; melainkan eksplorasi. Mesin pengerukan sederhana bisa membentuk potongan uji cepat tanpa perlu pemrograman, pustaka perkakas, atau simulasi.
Kecepatan berpikir mengalahkan kecepatan siklus.
Namun bahkan di sini, jujurlah tentang kemampuanmu. Rem manual memberi penghargaan pada tangan yang berpengalaman. Sebagian besar pemula meremehkan efek pantulan, salah membaca sudut, atau menyebabkan pelintiran karena tekanan penjepit tidak merata. Beberapa bagian pertama sering berakhir menjadi sampah sebelum satu bagian terlihat benar. Di garasi, itu biaya belajar. Di bengkel, itu keuntunganmu yang bocor.
Dan pelat tipis tidak otomatis berarti sederhana. Rem hidrolik CNC modern dan rem servo menangani bahan tipis dengan presisi yang luar biasa, sering kali dengan waktu penyiapan hanya beberapa menit setelah pekerjaan terprogram. Jika kamu sering membuat prototipe untuk pelanggan — bahkan dalam jumlah kecil — perangkat lunak yang menyimpan koreksi dan memutarnya kembali nanti akan diam-diam membayar kembali investasimu. “Sekali buat” sering berubah menjadi “bisakah kamu buat sepuluh lagi?”
Jadi ya, ada pengecualian akhir pekan.
Tekuk satu braket. Belajar. Bereksperimen. Nikmati sensasi baja yang melentur di bawah tanganmu.
Hanya jangan keliru mengartikan kepuasan tenang itu sebagai model bisnis.
Karena saat bagian-bagian buatanmu mulai membayar gaji alih-alih proyek pribadi, pertanyaan berubah dari “Bisakah mesin ini menekuknya?” menjadi “Berapa biaya mesin ini selama lima tahun ke depan?”
Lima tahun cukup lama untuk membuat keputusan buruk terlihat normal.
Saya pernah melihat pemilik bangga berkata bahwa mereka “membayar lebih murah dari mobil kecil”, menunjuk ke rem manual di sudut, dan bilang itu “sudah balik modal.” Tapi mengapa sejak hari pertama mesin itu mulai menagihnya? Karena begitu mesin itu digunakan untuk membayar gaji, setiap menit tambahan saat penyiapan, setiap tekukan percobaan, setiap koreksi yang tergantung pada operator menjadi biaya tersendiri. Kamu tidak merasakannya dalam satu pekerjaan. Kamu merasakannya dari tong sampah yang perlahan penuh minggu demi minggu. Itulah keuntunganmu yang bocor.
Bagian yang tidak terlihat jelas adalah ini: harga pembelian hanya terjadi sekali; biaya per bagian adalah kebiasaan. Kebiasaan yang kamu ulang ribuan kali.
Jadi jika kamu ingin tahu berapa sebenarnya biaya rem manual selama lima tahun, berhentilah bertanya berapa biaya membelinya. Tanyakan berapa biayanya setiap kali kamu menggunakannya di bawah tekanan produksi nyata.
Mari kita beri contoh angka tanpa berpura-pura bahwa itu berlaku umum.
Rem hidrolik dasar tipe NC atau manual mungkin bernilai $10.000 hingga $15.000. CNC 40 ton tingkat awal bisa berada di kisaran antara $15.000 hingga $35.000. CNC 100 ton yang lebih serius, dilengkapi dan dipasang dengan benar, bisa mencapai enam digit secara keseluruhan. Selisih itu membuat orang ketakutan.
Namun kelangsungan hidup tidak ditentukan oleh faktur. Ditetapkan oleh biaya per bagian.
Biaya per bagian sederhana dalam konsepnya: (bahan + waktu kerja + energi + keausan perkakas + limbah) ÷ bagian bagus yang dikirim.
Mesin manual mendistorsi dua variabel tersebut: waktu kerja dan limbah.
Ketika sebuah mesin bergantung pada tenaga dan penilaian manusia untuk konsistensi, Anda meminta seseorang menjadi sistem kontrol. Operator baru mungkin memerlukan tiga kali uji tekukan untuk menyesuaikan efek pegas. Bahkan operator berpengalaman masih memeriksa sudut secara manual dan menyesuaikan sedikit. Pada produksi 200 bagian, tambahkan lima menit tambahan untuk penyiapan dan 20 detik “pemeriksaan ganda” per bagian. Itu lebih dari satu jam tenaga kerja yang tidak akan Anda perlukan dengan program tersimpan dan posisi kembali pengukur yang dapat diulang.
Sebarkan itu ke berbagai pekerjaan selama lima tahun.
Sekarang tambahkan limbah. Bukan kegagalan besar. Hanya variasi 2–5% dari penyimpangan sudut, kesalahan posisi, kelelahan di akhir giliran. Jika rata-rata bagian Anda memerlukan $40 dalam bahan dan proses sebelum penekukan, membuang 5 dari setiap 100 bagian secara diam-diam menghabiskan $200 per batch. Lakukan itu dua kali seminggu dan Anda telah membakar lebih dari $20.000 dalam satu tahun.
Anda menghemat $20.000 di awal.
Dan Anda mengembalikannya hanya dari limbah.
Itu sebelum kita membicarakan tenaga kerja. Sistem CNC yang terkontrol tidak hanya mengurangi bagian rusak; ia juga mengurangi ketergantungan pada operator paling berpengalaman Anda. Program menyimpan koreksi. Pengukur belakang mencapai angka yang sama setiap kali. Di beberapa bengkel, satu operator ahli dapat mengawasi dua rem otomatis. Coba lakukan itu dengan dua mesin tua andalan tangan dan lihat berapa lama bahu Anda bertahan.
Metrik nyata yang memprediksi kelangsungan hidup bukanlah “Bisakah saya membeli mesin ini?” tetapi “Bisakah saya menanggung biaya per bagian dalam skala besar?”
Yang mengarah ke pertanyaan yang paling sering dihindari oleh pemilik: kapan peningkatan berhenti menjadi kemewahan dan mulai menjadi pilihan yang lebih murah?
Saya tidak mulai dari merek. Saya mulai dari tiga pertanyaan langsung.
1. Berapa banyak bagian identik yang Anda produksi per bulan?
Jika pekerjaan Anda benar-benar acak, satuan kecil, toleransi rendah, otomatisasi tidak akan menunjukkan kekuatannya. Namun begitu Anda mengulangi pekerjaan — bahkan setiap tiga bulan — program tersimpan dan pengukuran yang dapat diulang memangkas waktu penyiapan hingga hampir nol. Jika Anda menjalankan kembali pekerjaan dudukan 150 bagian enam kali setahun, dan otomatisasi menghemat dua jam setiap kali, itu berarti 12 jam kerja kembali setiap tahun untuk satu nomor bagian. Kalikan dengan sepuluh pekerjaan berulang dan Anda mendapatkan kapasitas yang setara dengan berminggu-minggu yang bisa digunakan kembali.
Kapasitas yang bisa Anda jual.
2. Berapa tingkat limbah nyata pada bagian yang ditekan?
Bukan yang Anda katakan kepada pelanggan. Yang ada di tempat limbah. Ambil data sebulan. Jika Anda di atas 3% pada bagian yang dibentuk dalam produksi massal, berarti ada uang yang terbuang di lantai. Bahkan penurunan dari 4% menjadi 1% pada $500.000 nilai dari rakitan yang dibentuk berarti penghematan $15.000 dalam setahun. Itu saja bisa menutupi sebagian besar biaya pembiayaan peningkatan CNC.
Itu margin Anda yang bocor — dan bisa diukur.
3. Apakah operator terbaik Anda menjadi penghambat?
Jika hanya satu orang yang dapat “merasakan” mesin cukup baik untuk mencapai toleransi, Anda tidak memiliki proses yang dapat diskalakan. Anda hanya memiliki pengetahuan lokal. CNC dengan pengukuran sudut atau kontrol kedalaman yang dapat diprogram mengubah perasaan menjadi data. Artinya operator terlatih, bukan operator berbakat, dapat menjalankan produksi. Risiko tenaga kerja menurun. Penjadwalan menjadi lebih stabil.
Di lebih dari satu bengkel saya telah melihat pengembalian investasi bukan dari pengurangan limbah — melainkan dari pembebasan pembuat senior untuk melakukan penawaran, pelatihan, atau mengelola sel lain. Penempatan ulang tenaga kerja, bukan hanya akurasi, yang menutupi biaya mesin.
Jika Anda menjawab ketiga pertanyaan itu dengan jujur, jangka waktu pengembalian biasanya berhenti menjadi lima tahun dan mulai terlihat seperti dua belas bulan.
Namun toko tidak gagal karena mereka meremehkan masa kini. Mereka gagal karena salah menilai masa depan.
Inilah kesalahannya: membeli sistem terbesar dan paling mencolok “untuk jaga-jaga.”
Future-proofing terdengar bertanggung jawab. Terkadang itu hanyalah rasa takut yang memakai dasi.
Tidak setiap peningkatan memberikan pengembalian yang sama. Sebuah mesin rem hidrolik CNC kelas menengah mungkin berada di kisaran $35.000–$65.000 dan menangani 90% dari pekerjaan bengkel kecil. Model listrik premium dapat membawa kenaikan harga 20–30%. Mesin listrik unggul di lingkungan volume tinggi dan siklus cepat, di mana penghematan energi dan kecepatan bertambah setiap hari. Jika Anda menekuk 20 bagian per jam, tambahan biaya itu mungkin menganggur. Jika Anda menekuk 200 bagian, itu mulai bekerja untuk Anda.
Jadi belilah untuk arah pertumbuhan, bukan fantasi.
Lihatlah jalur penjualan Anda. Apakah pelanggan meminta toleransi yang lebih ketat? Batch yang lebih besar? Waktu pengerjaan yang lebih cepat? Apakah Anda membuat penawaran pekerjaan yang diam-diam Anda harap tidak mereka terima karena Anda tahu rem manual akan kesulitan? Keraguan itu adalah data.
Ada juga batas atas untuk “langkah tengah.” Beberapa bengkel melompat dari manual ke NC dasar karena mengira mereka membagi perbedaan. Biaya lebih rendah, kontrol sebagian. Tapi jika mesin itu tidak memiliki pengulangan yang benar-benar dapat diprogram atau memiliki batas struktural yang akan Anda temui dalam 18 bulan, Anda baru saja membiayai penggantinya lebih awal. Itu bukan penghematan. Itu menumpuk utang.
Cara paling jelas yang saya temukan untuk memutuskan adalah ini:
Proyeksikan pendapatan rata-rata bulanan dari bagian yang ditekuk untuk tiga tahun ke depan. Terapkan profil limbah dan tenaga kerja Anda saat ini. Lalu modelkan apa yang terjadi jika limbah turun ke 1–2% dan waktu penyiapan per pekerjaan ulang turun setengahnya. Jangan menebak secara liar — jalankan angka konservatif. Jika perbedaannya menutupi biaya pembiayaan dan masih menyisakan ruang, otomatisasi bukan taruhan. Itu perlindungan.
Anda tidak sedang membeli baja dan hidrolik. Anda sedang membeli kendali atas variabilitas.
Dan begitu Anda mulai melihat mesin melalui lensa itu — variabilitas sebagai liabilitas, kendali sebagai keuntungan — dasar pemikirannya bergeser. Pertanyaannya tidak lagi “Apa yang bisa saya beli hari ini?” melainkan “Sistem mana yang menjaga biaya per bagian saya tetap dapat diprediksi ketika volumenya berlipat ganda?”


















