

دحرج تلك الآلة القديمة القوية من المقطورة وكأنه سرق شيئًا للتو.
دفع ثمنها أقل من سيارة صغيرة. قال: “مثالية للبدء.” كانت أول مهمة له سلسلة من الحوامل الفولاذية البسيطة—انحناءات بزاوية 90 درجة، لا شيء معقد. في نهاية بعد الظهر، ثلاثة من أصل عشرة كانت موضوعة بشكل مائل في سلة الخردة. الزاوية انحرفت بدرجتين. الثقوب لم تعد تصطف معًا. كان بإمكانك أن ترى ثقته تتسرب أسرع من زيت الهيدروليك.
هي آلة رخيصة، بالتأكيد. لكن لماذا بدأت تفرض عليه الرسوم منذ اليوم الأول؟

على الورق، تبدو الحسابات واضحة. قد تكلف مكابح الضغط اليدوية المستعملة جزءًا صغيرًا من سعر نموذج الـ CNC. لا يوجد تحكم معقد. فواتير صيانة أقل. وإذا كنت تثني بضع قطع في الأسبوع، ما الذي قد يسوء؟
إليك ما لا تُظهره أوراق المواصفات.
الآلات اليدوية تتطلب مزيدًا من الجهد البدني ومزيدًا من الحكم الشخصي من المشغل. كل عملية ثني تعني ضبط المسطرة الخلفية يدويًا، وفحص المحاذاة، والإحساس بالضغط، ومراقبة الزاوية. تلك مهارة. مهارة حقيقية. والمهارة تحتاج إلى وقت لاكتسابها. حتى ذلك الحين، أنت تدفع رسوم التعليم بالحديد.
حتى الورش التي تقسم بالإعدادات “اليدوية” غالبًا ما تضيف شاشات رقمية أو مساطر خلفية CNC للحفاظ على دقة التكرار. إذا كانت الآلة الأساسية حقًا الرهان الأكثر أمانًا، فلماذا يقومون بترقيتها بهدوء لتتصرف بخلاف ذلك؟
فماذا يحدث عندما يصبح “تقريبًا جيدًا بما يكفي” هو معيارك؟
دعنا نجرّب افتراضًا بسيطًا.
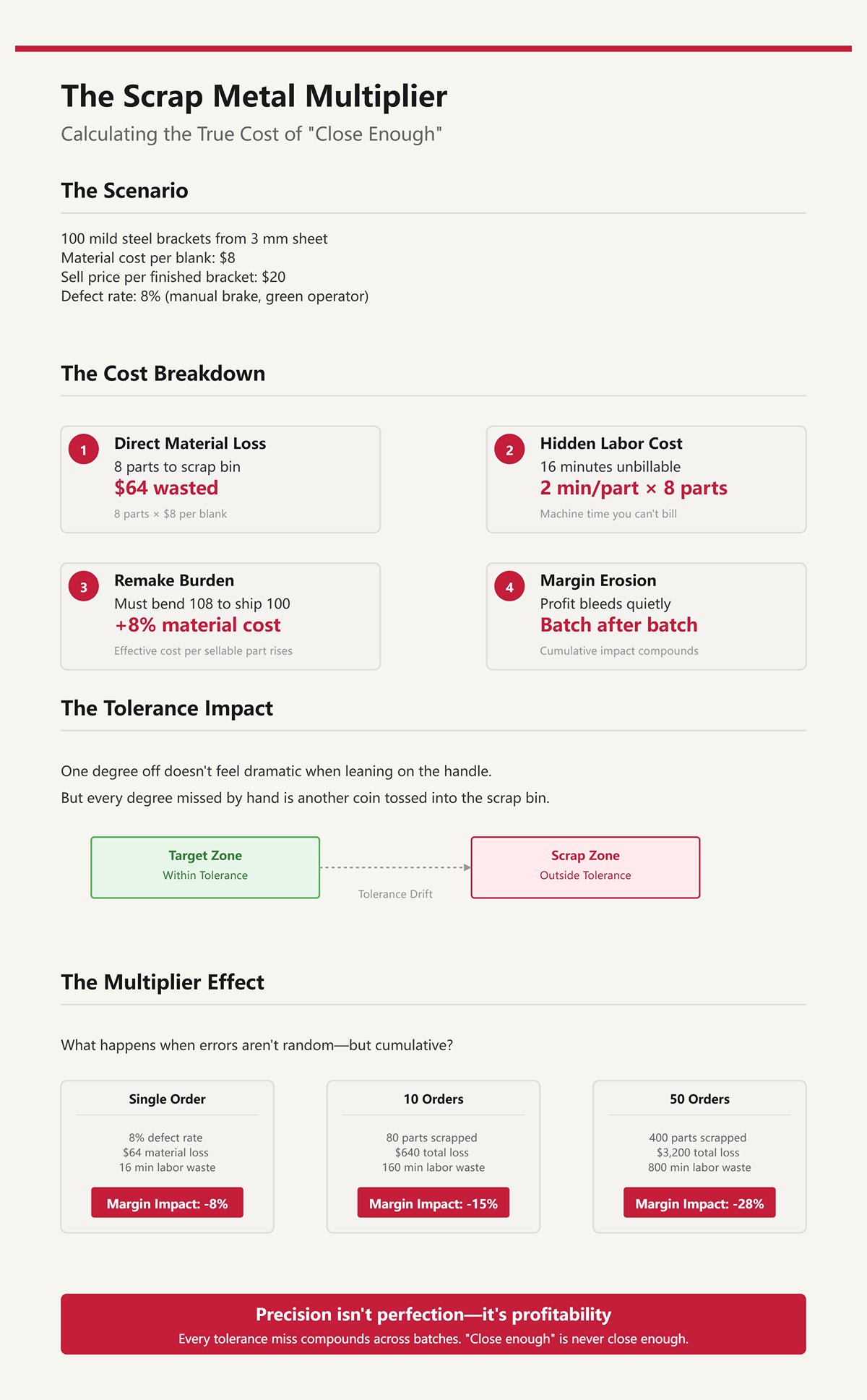
أنت تثني 100 حامل فولاذي طري من صفائح سماكتها 3 مم. تكلفة المادة لكل قطعة خام: $8. وسعر البيع لكل حامل مكتمل: $20. في يوم جيد باستخدام مكبح يدوي ومشغل مبتدئ، ربما 8% تخرج خارج حدود السماح—زاوية غير دقيقة، طول الحافة ينحرف، علامات تجميلية من ضغط غير متوازن.
تلك 8 قطع تذهب مباشرة إلى سلة الخردة. $64 من المواد ضاعت. لكن هذا مجرد البداية.
كل قطعة تالفة استهلكت أيضًا وقت الآلة. لنقل دقيقتين لكل دورة ثني بما في ذلك المناولة. هذا يعني 16 دقيقة من وقت العمل والآلة لا يمكنك فوترة العميل بها. وإذا قمت بإعادة تصنيعها، فأنت الآن تثني 108 قطع لتسلم 100.
تكلفة المواد الفعالة ارتفعت للتو. تكلفة العمل لكل قطعة قابلة للبيع ارتفعت قليلًا. هامشك يضعف بهدوء، دفعة بعد دفعة.
درجة واحدة من الخطأ لا تبدو مأساوية عندما تضغط على المقبض. لكن كل درجة تخطئها يدويًا هي عملة أخرى تُلقى في سلة الخردة. هذا هو هامشك وهو ينزف.
وذلك في طلب واحد فقط. ماذا يحدث عندما لا تكون الأخطاء عشوائية، بل تراكمية؟

في مكبح الضغط اليدوي، غالبًا ما تبدو أول خمس قطع جيدة. المشغل يجد إيقاعه. ثم يبدأ التعب. الأذرع تثقل. العيون تثق بالإعداد السابق بدل إعادة الفحص. المسطرة الخلفية تنزلق نصف مليمتر. واسترجاع الزنبرك—أي ميل المعدن للاسترخاء بعد الثني—يختلف قليلاً بين الصفائح.
بشكل فردي، تُعد تلك انحرافات صغيرة. لكنها معًا تتراكم.
شفة أقصر بمقدار 0.5 مم تدفع الميزة التالية خارج موضعها. خطأ زاوية بدرجتين يعني أن التجميع لا يجلس بشكلٍ محاذٍ تمامًا. الآن لا تقوم فقط بإتلاف الأجزاء – بل بإعادة العمل على التجميعات، وتوسيع الفتحات، وشرح التأخيرات للعملاء.
انحراف التفاوت ليس دراميًا. إنه هادئ. يظهر على شكل “لماذا لا تصطف هذه الأشياء؟” في الساعة 4:30 مساءً.
عندما تعتمد الآلة على القوة البشرية والحكم البشري لتحقيق الاتساق، فأنت تطلب من شخص أن يكون نظام التحكم. تستبدل العضلات المحركات المؤازرة، وتستبدل الذاكرة قابلية التكرار المبرمجة. والبشر – مهما كانوا ذوي خبرة – يتعبون.
إذن السؤال الحقيقي ليس ما إذا كان مكبس الثني اليدوي أرخص عند شرائه.
بل لماذا نتوقع من الجسم البشري أداء عمل معدات دقيقة دون أن يدفعنا ثمنًا إضافيًا مقابل الجهد.
يطرح السؤال مباشرة: إذا كان المكبس اليدوي يلتهم هامشي الربحي قليلًا فقليلًا، فما الذي يحمي ربح المبتدئ فعليًا؟
تخيل مكبسًا يدويًا بطول 4 أقدام ووزن 17 طنًا على أرض ورشة العمل. طلاء نظيف. هيكل ثقيل. مقبض طويل يعطيك شعورًا بالاطمئنان في يديك. يُسميه الكتالوج “بسيطًا”. لا شاشات. لا برمجيات. فقط فولاذ ورافعة.
ضع الآن مشغلًا مبتدئًا أمامه مع كومة من صفائح قياس 14 تحتاج إلى ثني بزاوية 90 درجة ضمن ±0.5 درجة حتى يجلس التجميع بشكلٍ محاذٍ. لا شاشة زاوية رقمية. لا حاجز خلفي قابل للبرمجة. فقط علامات خدش، شريط قياس، وعينه.
على الورق، هذه هي البساطة. على أرض الواقع، إنها مطالبة بحكمٍ يضاهي أي برنامج CNC.
المفارقة ليست أن مكابس الثني اليدوية بدائية. بل أنها تبدو متسامحة فقط. في الواقع، تتطلب وعيًا بمستوى الأستاذ في سلوك المادة، والمحاذاة، والتسلسل – لأن الآلة لا تُعوّض عن أي شيء. المشغل هو من يفعل ذلك.
والمبتدئون لا يعرفون ما الذي من المفترض أن يعوضوه مقابل, ، أليس كذلك؟
شاهدت رجلاً يتجاوز فحص المحاذاة لأن الصفيحة الأخيرة انثنت بشكل جيد. نفس الدفعة، نفس السماكة، نفس القالب. قام بمحاذاتها اعتمادًا على الإحساس وسحب المقبض.
خرجت الشفة أقصر بأقل من مليمتر واحد.
قد لا يبدو ذلك كثيرًا حتى تحاول ربطها بجزء مطابق تم حفره على ماكينة CNC تحافظ على ±0.1 مم طوال اليوم. الآن الفتحات تنجرف. التجميع يتمايل. ثلاثة أجزاء تتجه إلى سلة النفايات.
في مكبس الثني اليدوي، لا يوجد حلقة تغذية راجعة. لا جهاز استشعار يؤكد موضع الكباس. لا مشفر يتتبع الزاوية في الوقت الحقيقي. نظام التغذية الراجعة يقيس المخرجات ويعدّل المدخلات تلقائيًا. مكبس CNC يرى أنه عند 88.7 درجة ويزيد الضغط قليلاً ليصل إلى 90.0.
قطعة أثرية تعمل بالقوة اليدوية تتوقف فقط عند النقطة التي يقرر المشغل أن تتوقف عندها.
عندما تعتمد آلة على القوة البشرية والحكم الشخصي من أجل الاتساق، فأنت تطلب من شخص أن يكون نظام التحكم. هذا يعني تذكر الارتداد المرن، وفحص محاذاة مقياس الرجوع كل عدة أجزاء، والتعويض عن الاختلاف الطفيف في السمك بين الصفائح. إغفال متغير واحد يجعل الجزء ينحرف.
حتى المشغلون ذوو الخبرة يقعون في الخطأ عندما تزدحم ميزات التصميم بخط الثني — ثقوب أو شقوق أقرب من حوالي أربعة أضعاف سمك المادة. يتشوه المعدن أو يتشقق لأن الإجهاد يتركز في مكان لا يوجد فيه ما يكفي من المادة الداعمة. لا يمكنك “الشعور” بذلك عبر المقبض. وبحلول الوقت الذي تراه فيه، تكون قد تحول إلى خردة بالفعل.
إذن الآلة لم تفشل. الفيزياء هي التي فشلت. والشخص الذي يقوم مقام نظام التغذية الراجعة لم يحصل على أي تحذير.
ماذا يحدث عندما تدخل القوة الغاشمة إلى المشهد؟
خذ فولاذًا معتدلًا بسماكة 3 مم. اثنيه إلى 90 درجة في القالب. أطلق الضغط فيرتد ربما إلى 92 درجة. هذا الارتداد المرن هو الارتداد نفسه. لتحقيق 90 حقيقية، عليك أن تثني أكثر — ربما إلى 88 — حتى يرتد ويتوافق مع المواصفات.
في مكبح CNC، يحسب المتحكم ذلك التعويض من بيانات المواد المخزنة وعمق الثني الفعلي. يعيد تكراره بنفس الطريقة في الساعة 8 صباحًا و4 مساءً.
في مكبح يدوي، الثني الزائد هو ذاكرة عضلية.
الجزء الأول: تشد بقوة أكبر، فتتجاوز إلى 85. خردة. الجزء الثاني: تخف قليلاً، تصِل إلى 91. إعادة عمل. الجزء الثالث: تظن أنك أتقنت الأمر — حتى يقيس اللوح التالي في الكومة سماكة أكبر قليلاً ويقاوم أكثر، وبالتالي فإن شدك المعتاد يصل فقط إلى 92 بعد الارتداد.
تضغط قليلاً أكثر لتقوم “بالتصحيح”.”
الآن أصبحت زاويتك تعتمد على كمية القهوة التي شربتها وكيف تشعر كتفك. هذا ليس دقة؛ هذا تفاوض مع الفولاذ.
والجزء الهادئ هنا: كلما زادت السماكة ضمن نطاق قدرة الآلة، ارتفعت القوة المطلوبة سريعًا. ليس بشكل خطي. قفزة صغيرة في السماكة تتطلب زيادة غير متناسبة في القوة بالطن. يصبح جسدك هو المتغير الذي يحاول تزويد تلك القوة باستمرار.
القوة الغاشمة لا تتحكم في الزاوية. إنها تضخم عدم الاتساق.
فأين تبدأ قيمة قدرة الكتيب في خداعك؟
| القسم | المحتوى |
|---|---|
| الموضوع | القوة الغاشمة مقابل الارتداد المرن: من يتحكم فعلاً في الزاوية؟ |
| مثال على الارتداد المرن | خذ فولاذًا معتدلًا بسماكة 3 مم. اثنيه إلى 90 درجة في القالب. أطلق الضغط فيرتد ربما إلى 92 درجة. هذا الارتداد المرن هو الارتداد نفسه. لتحقيق 90 حقيقية، عليك أن تثني أكثر — ربما إلى 88 — حتى يرتد ويتوافق مع المواصفات. |
| سلوك مكبح CNC | في مكبح CNC، يحسب المتحكم ذلك التعويض من بيانات المواد المخزنة وعمق الثني الفعلي. يعيد تكراره بنفس الطريقة في الساعة 8 صباحًا و4 مساءً. |
| واقع المكبح اليدوي | في مكبح يدوي، الثني الزائد هو ذاكرة عضلية. |
| مثال على عدم الاتساق | الجزء الأول: تشد بقوة أكبر، فتتجاوز إلى 85. خردة. الجزء الثاني: تخف قليلاً، تصِل إلى 91. إعادة عمل. الجزء الثالث: تظن أنك أتقنت الأمر — حتى يقيس اللوح التالي في الكومة سماكة أكبر قليلاً ويقاوم أكثر، وبالتالي فإن شدك المعتاد يصل فقط إلى 92 بعد الارتداد. |
| التعويض البشري | تميل قليلاً أكثر نحو “التصحيح”. الآن زاويتك تعتمد على مقدار القهوة التي تناولتها وكيف تشعر كتفك. هذه ليست دقة؛ إنها تفاوض مع الفولاذ. |
| القوة مقابل السماكة | مع زيادة السماكة ضمن النطاق الذي تم تقييمه للآلة، ترتفع القوة المطلوبة بسرعة—وليس بشكل خطي. قفزة صغيرة في السماكة تتطلب زيادة غير متناسبة في الحمل. يصبح جسمك هو المتغير الذي يحاول توفير هذه القوة بشكل ثابت. |
| رؤى أساسية | القوة الغاشمة لا تتحكم في الزاوية. إنها تضخم عدم الاتساق. |
| السؤال الختامي | فأين تبدأ قيمة قدرة الكتيب في خداعك؟ |
تعلن معظم المكابس اليدوية عن قدرة تصل إلى حوالي 12–16 قياس من الفولاذ المعتدل. يبدو ذلك كريمًا لمتجر المبتدئين.
الآن ضيّق القطعة إلى حافة صغيرة—أقل من أربعة أضعاف سماكة المادة. أو أضف انحناءة إزاحة ضيقة—أقل من ستة أضعاف السماكة بين الانحناءات. فجأة، تريد المادة أن تتحرك أثناء الضربة. عند العودة، يمكن أن ينحرف المكبس قليلاً لأن الحمل لم يكن متمركزًا.
لم يذكر جدول المواصفات الهندسية الهندسة. افترض الظروف المثالية.
عرفت مالك متجر اشترى مكبس يدوي طوله 4 أقدام وسعة 17 طن معتقدًا أنه سيغطي “معظم الأعمال”. في الممارسة، وجده مناسبًا ربما لـ 9 أو 10 قياس عند عرض ضيق، وأقل بكثير عبر طول الـ 4 أقدام بالكامل. قوة الضغط لكل قدم مهمة. عندما توزع الانحناء عبر الطول الكامل، تقلل من القوة المتاحة. الآلة التي بدت متعددة الاستخدامات تحولت إلى أداة متخصصة لـ “الأشياء الدقيقة”.”
دفع أقل مقابلها من سعر سيارة مدمجة.
لكن في كل مرة اقترب العمل من حدودها المادية، كانت القطع تقاوم—مطلوبة قوة أكبر، وإرهاق أكبر للمشغل، وتفاوت أكبر في الزاوية على طول القطعة. قد يصل الوسط إلى 90، بينما تصل الأطراف إلى 93 لأن الانحناء لم يتم تعويضه.
هذه ليست مسألة تدريب. إنها قضية رافعة وفولاذ يتجادلان مع البيولوجيا.
نعم، يمكن للمكبس اليدوي أن يتألق في الأعمال المخصصة قليلة الإنتاج حيث تكون كل قطعة فريدة ووقت الإعداد هو المسيطر. في هذا المجال الضيق، يتفوق مرونة المشغل على تكلفة البرمجة.
ولكن إذا كانت خطة المبتدئ تتضمن دفعات قابلة للتكرار بالقرب من قدرة الآلة، فإن حد الـ 16 قياس ليس مصدر طمأنينة. إنه إشارة إنذار. أنت تعمل على الحافة حيث تتجمع قدرة الإنسان، انحناء الإطار، والعودة المرنة كلها معًا.
وعندما تصبح حدود الآلة واقعك اليومي، ما الذي يعتمد على المشغل بجانب الاستمرارية؟
سألني موظف جديد مرة لماذا نقلق كثيرًا بشأن الحماية على المكبس اليدوي القديم. قال: “إنه بطيء، يمكنك رؤيته وهو يقترب.”
كان محقًا في شيء واحد. يمكنك رؤيته وهو يقترب.
ما لم يره هو سجل الحوادث على مكتبي: أكثر من 360 عملية بتر سنويًا في الولايات المتحدة مرتبطة بالمكابس، وهذا عبر جميع الأنواع — بما في ذلك الآلات الحديثة مع أنظمة الحماية. البطء لم يمنع تلك الأصابع من الانفصال. البطء فقط منح المشغل وقتًا ليفهم بالضبط مدى سوء القرار.
وعندما يكون المشغل هو نظام التحكم، تعيش كل هامش أمان في ردود أفعاله، وحكمه، ومستوى إرهاقه عند الساعة 4:45 مساءً. هذه ليست مجرد مخاطر شخصية. إنها نموذج عمل قائم على الأمل. قرصة سيئة واحدة، مطالبة واحدة بتعويض العمال، أسبوع واحد من التوقف بينما تطرح OSHA أسئلة — هذا هو هامشك الذي ينزف.
فهل التحرك ببطء يحميك فعلاً، أم أنه فقط يغير طريقة إصابتك؟
تخيّل صفيحة من الفولاذ بسماكة 14 قياس، طولها أربعة أقدام. يقوم المشغّل بمحاذاتها بصرياً مع الحاجز الخلفي. يمسك الحافة، يسحب المقبض، وينخفض قضيب التثبيت بوتيرة ثابتة وبشرية. لا فرقعة هيدروليكية، ولا صفير للمحرك الخدمي. فقط وزن وعزم.
تشعر أنها قابلة للتحكم.
لكنّ هذه الآلية يغفل عنها أغلب المبتدئين: مسافة التوقف في المكبح اليدوي ليست هندسية بل بيولوجية. المكابح الهيدروليكية والخدمية يمكنها العمل في وضع “السرعة الآمنة” — أقل من 10 ملم في الثانية — وتربط ذلك بستارة ضوئية أو جهاز حماية ضوئي نشط (AOPD). إذا قطعت الشعاع، يتوقف الكباس ضمن مسافة مصممة ومختبرة.
الآلة التي تعتمد على قوة الذراع لا تملك وقت توقف مراقب. بمجرد أن تبدأ الكتلة بالحركة ويتم تفعيل القوة، تصبح أنت المكبح.
الحركة الأبطأ لا تقلل من قوة السحق، إنها فقط تمدد الزمن بين “لم يكن ينبغي أن أضع يدي هناك” و“لا أستطيع سحبها الآن”. الفولاذ لا يهتم بالدراما، إنه يهتم بالحمولة.
ذلك هو الوهم: الحركة المرئية تبدو أكثر أماناً من القوة غير المرئية. لكن إصابات السحق تتعلق بالقوة، لا بالسرعة.
وإذا لم تكن السرعة هي الخطر الحقيقي، فأين تُحتجز الأصابع فعلاً؟
معظم الناس يتصورون أن منطقة الخطر هي عند نقطة التقاء الأداة مع القالب — حيث تلتقي الأدوات ببعضها.
تحليلات إصابات الصناعة تروي قصة مختلفة. نحو 80 بالمئة من إصابات مكابس الثني المبلغ عنها تحدث في مناطق غير محمية مثل واجهة الضغط وأماكن دوران الصفيحة وانطوائها للخلف، وليس بين الأداة والقالب بوضوح. فكّر في ذلك.
أنت تثني حافة طويلة إلى الأعلى. أثناء دوران المعدن، يقوس الطرف الحر نحو جسمك. تتحرك يدك الداعمة لتثبيته. يستمر المشبك في النزول. تنزاح الصفيحة نصف بوصة لأن الحمولة ليست مركزية تماماً. تصبح إصبعك الآن بين صفيحة تتحرك وإطار ثابت.
تلك النقطة القابضة لم تكن موجودة عند بداية الضربة. تم إنشاؤها أثناء الثني بسبب الهندسة.
المكابح اليدوية تُضخّم ذلك لأن يدي المشغّل هما نظام التموضع. لا أصابع معايرة خلفية تنسحب تلقائياً، ولا تسلسل مبرمج يبقي اليدين بعيدتين حتى اللحظة الآمنة الأخيرة. أنت توجه الجزء على بُعد بوصات من قضيب التثبيت لأن هذا ما يحافظ على المحاذاة.
عندما تعتمد الآلة على القوة والحكم البشري للثبات، فأنت تطلب من الشخص أن يكون نظام التحكم. وفي المكبح اليدوي، تطلب منه أيضاً أن يكون استراتيجية الحماية.
والمبتدئون لا يعرفون بعد الحركات التي تخلق نقاط سَحق جديدة. يكتشفون ذلك مرة واحدة.
إذن إذا كان الخطر متأصلاً في الآلية، فلماذا لا نضيف الحواجز وننهي الأمر؟
جلست خلال تدقيق تأميني حيث مرّ المُقيّم مباشرة أمام مكبح CNC لدينا — حماية ليزرية، اختبارات زمن توقف موثقة، سجلات تدريب للمشغلين — وقضى عشرين دقيقة عند الوحدة اليدوية القديمة.
“سأل: ”أين تقييم المخاطر الخاص بكم؟".
بموجب بند الواجب العام لدى إدارة السلامة والصحة المهنية (OSHA)، يتعين عليك توفير بيئة عمل خالية من المخاطر المعروفة. تحدد معايير ANSI مثل B11.3 كيفية تأمين مكابح الضغط الحديثة: أجهزة استشعار وجود الأشخاص، أوضاع السرعة الآمنة، وأداء الإيقاف المُتحقق منه. تم تصميم تلك وسائل الحماية حول أنظمة هيدروليكية وسيرفو يمكنها إثبات مدى سرعة توقفها.
لا يمكن للمكبح اليدوي إثبات ذلك. لا يوجد وقت مراقب للتوقف للتحقق منه. ولا يوجد نظام تحكم متكامل يمكن ربطه بستارة ضوئية. يمكنك إضافة حواجز وإجراءات — ويجب عليك ذلك — ولكنك تتعامل مع تصميم يسبق المعيار بسنوات.
شركات التأمين تعرف ذلك. عمليات شراء المعدات الجديدة تثير أسئلة حول تقييمات المخاطر، التدريب الموثق، ووسائل الأمان الهندسية. إذا أدخلت مكبحًا يدويًا لأنه كان رخيصًا، فأنت لا تزال تتحمل نفس متطلبات الامتثال التي يتحملها المصنع المجاور الذي يعمل بنظام CNC.
لكن لماذا بدأ في فرض رسوم عليه منذ اليوم الأول؟
لأن “البساطة” لا تُعفيك من ثقافة السلامة الحديثة. إنها فقط تعني أن الفجوة بين ما تفعله الآلة وما يتوقعه المنظمون أصبحت أوسع — وهذه الفجوة تُدفع على شكل ساعات تدريب، ووثائق، وتعديلات هندسية، وأحيانًا بالدم.
وهذا هو الجزء الذي لا يضعه أحد على بطاقة السعر.
في مكبح ضغط كهربائي‑هيدروليكي حديث، يمكنني ضبط حركة الكباس لتزحف بسرعة 8 ملم في الثانية بمجرد دخولها “منطقة الصمت”، وربط تلك الحركة بحارس ليزري، وتوثيق مسافة التوقف بالمللي ثانية. عند كسر الشعاع، يقوم النظام بتفريغ الضغط وإيقاف الحركة ضمن نافذة اختبار محددة. وقت التوقف هذا مُسجل، قابل للتكرار، ويمكن التدقيق فيه.
هكذا تبدو حلول السلامة الهندسية في التطبيق العملي: قوة تُولد بواسطة سائل أو سيرفو، حركة تُراقب بالمستشعرات، ونظام تحكم يمكنه إثبات ما سيفعله قبل أن تقترب الإصبع من الخطر.
الفرق ليس في السرعة. بل في المسؤولية.
لا يمكن للمكبح اليدوي أن يخبرك بمدى سرعته في التوقف لأنه لا يعرف ذلك. لا يوجد حلقة تغذية راجعة، ولا محول ضغط، ولا مشفر يراقب الموقع. بمجرد الانتقال من آلة يدوية تعتمد على الذراع إلى نظام مزود بالطاقة، تكسب شيئًا أكثر قيمة من الحمولة: تكسب سلوكًا قابلاً للقياس. والسلوك القابل للقياس هو ما يستجيب له المنظمون وشركات التأمين وسلة الخردة لديك.
إذن، أي نظام طاقة يغلق الفجوة فعلاً دون أن يفتح أخرى جديدة؟
قف بجانب مكبح ضغط هيدروليكي أساسي يعالج فولاذًا معتدلًا بسماكة ربع بوصة. ستسمع المضخة تبني الضغط، وترى الكباس يهبط بتدفق متحكم فيه، وتشعر بالاختلاف فورًا: منحنى القوة يُحكم بالضغط الهيدروليكي، وليس بكتف المشرف.
تعمل الأنظمة الهيدروليكية وفق قانون باسكال — الضغط المطبق على سائل محصور يُنقل بالتساوي في جميع الاتجاهات. عند تطبيق ذلك على مكبح الضغط، تحصل على قوة متوقعة عبر كامل الشوط، وليس “ما يمكن للمشغل أن يبذله اليوم”. اضبط 80 طنًا، وسيقدم النظام 80 طنًا ضمن نطاق تسامحه، في كل دورة.
تلك الاتساقية مهمة لأكثر من مجرد زاوية الانحناء. إنها تسمح بالتكامل مع دوائر الأمان. يمكن أن يتحول الصمام الهيدروليكي إلى وضع السرعة الآمنة عند أقل من نحو 10 ملم في الثانية. يمكن للستارة الضوئية أن تأمر بإيقاف مراقب. لم تعد حركة الكباس بيولوجية؛ إنها هيدروليكية وبالتالي قابلة للتحكم.
لكن الأنظمة الهيدروليكية ليست سحرية. فهي تعتمد على الزيت والحشوات والصمامات. سرعات الاقتراب السريعة شائعة، لكن التسارع والتباطؤ قد يتأخران مقارنة بسيرفو كهربائي، خصوصًا في عمليات التشكيل متعددة الضربات حيث تتكرر دورة الكباس. إذا كان الجزء يحتاج ثلاث ضربات، يتراكم وقت التسارع والتباطؤ.
تكسب قوة متسقة وإيقافًا هندسيًا. قد تفقد بعض سرعة الدورة وتضيف انضباطًا في الصيانة — تغييرات الزيت، فحص الحشوات، وإدارة التسربات. تجاهل ذلك، وستتحول التسريبات إلى مخاطر انزلاق، والانحراف في الضغط إلى انحراف في الزاوية، وتبدأ سلة الخردة بالامتلاء بهدوء. هذا هو هامشك الذي ينزف.
إذن إذا كانت الأنظمة الهيدروليكية هي الحل العملي المتوسط، فلماذا تدفع بعض الورش مبالغ إضافية للتخلص من الزيت تمامًا؟
لقد شاهدتُ مُصنِّعًا صغيرًا يركّب مكبحًا كهربائيًا بالكامل يعمل بسيرفو للعلب المصنوعة من الستانلس ستيل الرقيق. استبدلت البراغي الكروية التي تدفعها محركات السيرفو الأسطوانات الهيدروليكية. لا مضخة تعمل دون حمل. لا زيت يسخن. عندما يتحرك المكبس، يتحرك لأن محركًا يدور — وعندما يتوقف، يتوقف لأن المشفّر قال إنه في الموقع المحدد.
أنظمة السيرفو تقلص الفجوة بين الأمر والحركة أكثر إحكامًا من الهيدروليك. المشفرات تقرأ الموقع بالدقة الميكرونية. يضبط المحرك العزم في الوقت الفعلي. بالنسبة للأجزاء الصغيرة، هذا يعني دورات أسرع وزوايا متكررة دون انتظار استقرار الضغط. بعض الورش تُبلغ عن مكاسب ملموسة في وقت الدورة واستهلاك الطاقة عند العمل الدقيق.
ميكانيكيًا، الفائدة بسيطة: أنت تلغي قابلية ضغط السوائل وتأخر استجابة الصمامات. يطلب التحكم من المحرك التحرك 0.01 مم، فيتحرك المسمار 0.01 مم. هذه الدقة تدخل مباشرة في منطق الأمان — النظام يعرف بالضبط أين يوجد المكبس ومدى سرعته في كل لحظة.
لكن هنا الجزء الذي يغفله المبتدئون: قدرة السيرفو على القوة محدودة، وتوسيعها يصبح مكلفًا بسرعة. الصفائح الثقيلة لا تزال تفضل الهيدروليك لأن توليد واستدامة قوى عالية جدًا عبر البراغي الكروية يتطلب محركات ضخمة وميكانيكا قوية. كثير من الورش ينتهي بها الأمر إلى النظام الهجين — كهربائي للجولات الرقيقة عالية الدقة؛ وهيدروليكي للوظائف السميكة عالية القوة.
لذا فالقفزة في السعر ليست عن إزالة الزيت للراحة. بل عن شراء تحكم أكثر إحكامًا، وتسارع أعلى، وطاقة خاملة أقل للعمل الذي يحقق مكسبًا منه. إذا كان عملك الأساسي هو حوامل مقاس 10‑جوج طوال اليوم، فإن حسابات العائد تبدو مختلفة عما إذا كنت تقوم بثني الهواء لصفائح بسمك 3/8 بوصة.
وهذا يقودنا إلى خط الفصل الحقيقي — وليس المضخة أو المحرك.
تخيّل فرامل “CNC” اثنتين. واحدة تستخدم قضيب التواء لمزامنة الجانبين الأيسر والأيمن للمكبس — رابط ميكانيكي يربط الطرفين معًا. والأخرى تستخدم أسطوانات مستقلة مع مشفرات خطية على كل جانب، تُعيد موقعها إلى وحدة التحكم مئات المرات في الثانية.
كلاهما يحتوي على شاشات. كلاهما يأخذ برامج. واحدة فقط تعرف حقًا أين هي.
في نظام قضيب الالتواء، يمكن أن تُدخل التشوّهات المرنة في القضيب والإطار انحرافات قابلة للقياس. تحت الحمل، يلتوي المعدن. قد ترى تسامح الثني ينحرف نحو عُشر المليمتر مع انحناء المكونات. تنفذ الماكينة البرنامج بأمانة — لكن البرنامج لا يصحح التشوّهات في الوقت الفعلي.
في نظام تحكم كهربائي‑هيدروليكي حديث ذو حلقة مغلقة، يبلغ كل جانب من المكبس عن موقعه الدقيق. إذا تأخر الجانب الأيسر بمقدار 0.02 مم، تعدّل وحدة التحكم التدفق لتصحيح ذلك أثناء الضربة. الماكينة لا تتحرك فقط؛ بل تقارن بين الأمر والواقع وتوفق بينهما قبل أن يكتمل الثني.
الحلقة المغلقة تعني التغذية المرتدة. التغذية المرتدة تعني التصحيح قبل أن يغادر الجزء القالب.
هذا هو القفز الذي لا تستطيع الماكينات اليدوية فعله. في آلة قديمة بقوة الذراع، تكتشف الخطأ بعد الارتداد، وبعد القياس، وبعد أن يبرد الجزء في يدك. الفولاذ قد “تذكر” الخطأ بالفعل. مع التحكم ذي الحلقة المغلقة، يعوض النظام عن اختلافات المواد، والانحراف، وحتى تأثيرات الحرارة أثناء الضربة.
يتوقف صندوق الخردة عن كونه أداة تشخيص ويصبح كما يجب أن يكون — شبه فارغ.
إذًا إذا كانت التغذية المرتدة والبرمجيات تقوم بالعمل الثقيل الحقيقي، أين يترتب الآن موقع القوة الخام؟
لقد رأيت مكبح CNC بسعة 60 طن يتفوق على وحدة يدوية أكبر في الأقواس الدقيقة فقط لأنه يستطيع حساب تسلسل الثني، التعويض عن الارتداد، ووضع مقياس الخلفية في حدود أجزاء من المليمتر. الآلة الصغيرة تصنع أجزاء تتناسب من المحاولة الأولى. الكبيرة تصنع “قريبة بما فيه الكفاية” — حتى يُثبت التجميع غير ذلك.
القوة تحدد السماكة التي يمكنك ثنيها. البرمجيات تحدد ما إذا كان الجزء يناسب عند الانتهاء.
أنظمة CNC الحديثة تحاكي تسلسل الثني، تضع علامات على الاصطدامات، وتحسب بدل الثني — وهو طول المادة المسطحة اللازمة لتحقيق الأبعاد النهائية. إذا أخطأت في ذلك على آلة يدوية، فإنك تقص، أو تعيد الثني، أو تتخلص منه. مع CNC، يعدّل المتحكم العمق بناءً على مكتبات المواد والتصحيحات السابقة. كل ثني يعلم النظام شيئًا.
عندما تعتمد آلة على قوة الإنسان وحكمه للاتساق، فأنت تطلب من الشخص أن يكون نظام التحكم. عندما تقوم البرمجيات بنمذجة الفيزياء ويؤكد المستشعر النتيجة في منتصف الضربة، فأنت تطلب من الرياضيات والتغذية المرتدة القيام بذلك بدلًا منه.
ليس الأمر متعلقًا بالراحة. بل يتعلق بنقل المخاطر من ذاكرة العضلات إلى الأنظمة المراقبة.
ومع ذلك، ليست كل ورشة بحاجة إلى دقة على مستوى الميكرون أو محاكاة التصادم. هناك زوايا في هذه المهنة ما زالت فيها الآلة البسيطة تستحق مساحتها على الأرض — ولكن فقط إذا كنت تفهم تمامًا أي الأعمال تنتمي إليها وأيها لا.
إذا كان البرنامج وردود الفعل هما ما يميز النظام المتحكم فيه عن المقامرة، فمتى يكون من المنطقي العودة إلى آلة لا تملك أيًّا منهما؟
إليك الإجابة التي لن يخبرك بها معظم الباعة: عندما تكون المخاطرة منخفضة إلى الحد الذي تكون فيه الدقة مسألة فخر، لا مسألة راتب.
ليس لدي أي خلاف مع رجل دفع ثمنها أقل من سيارة صغيرة ويحتفظ بمكبس ثني يدوي صغير في مرآبه ليثني حاملًا لمقطورته الخاصة. إنه لا يقدم عروض أسعار. ولا يعد بمواعيد تسليم. وإذا خرجت القطعة الأولى بانحراف درجتين وأصلحها بمطرقة، فلن يصدر أحد فاتورة عن الخطأ. سلة الخردة مجرد إزعاج، لا بند في دفتر الحساب.
هذا هو استثناء عطلة نهاية الأسبوع.
الأطروحة التي كنت أؤكد عليها تنطبق على الورش الساعية للربح — أماكن يكون فيها إنجاز خمسين قطعة قبل يوم الاثنين مسألة إيجار وأجور وسمعة. الهاوي الذي يثني حافة واحدة في ظهر يوم السبت لا يدير نظام إنتاج؛ إنه يلهو. الثلاثين أو الأربعون دقيقة المخفية في الإعداد، الانحناءات التجريبية، التحديق في المنقلة — كل ذلك جزء من الهواية. الوقت هناك ترفيه، لا تكلفة تشغيل.
لكن غيّر السياق، وسيتغير الحساب معه.
ذلك الأثر اليدوي القديم الذي يبدو ساحرًا في عطلة هادئة يبدأ في فرض الفوائد فور أن تعد بالالتزام بالتسليم لعميل يدفع مالًا. تلك هي الأرباح التي تنزف.
إذن الخط الفاصل الحقيقي ليس بين الهيدروليكي واليدوي. بل بين العواقب.
دعنا نجعلها واضحة.
إذا كنت تثني الحوامل للمتعة، فعدم الاتساق درس. إذا كنت تثني القطع من أجل الربح، فعدم الاتساق عبء.
في يوم السبت، يمكنك أن تتحمل التدرج نحو الزاوية المطلوبة. تثني. تقيس. تضبط. ربما تتلف قطعة. ربما اثنتين. تتعلم كيف يرتد هذا الصلب الطري. تشعر بالمادة. هناك رضا حرفي في تلك المساومة مع الفولاذ.
لا ساعة تعمل.
مع صباح يوم الاثنين في ورشة إنتاج، تصبح تلك العملية نفسها عبئًا ثقيلًا. خمسون قطعة متماثلة تعني خمسين فرصة للاختلاف. بدون قياسات خلفية تتموضع وفق الأبعاد المبرمجة ووحدات تحكم تعوض عن الارتداد، فأنت تعتمد على الذاكرة والعضلات. عندما تعتمد الآلة على القوة والحكم البشري للحفاظ على الاتساق، فأنت تطلب من الشخص أن يكون نظام التحكم. هذا ينفع لقطعة واحدة. لكنه ينهار عند الإنتاج بالجملة.
اسأل نفسك سؤالًا مباشرًا: إذا صنعت ثلاث انحناءات سيئة قبل الوصول إلى الضبط الصحيح، من يتحمل تلك التكلفة؟
إذا كانت الإجابة “أنا، ولا أمانع”، فقد يبقى المكبس اليدوي له مكان في حياتك. أما إذا كانت الإجابة “زبوني”، فقد خرجت بالفعل من نطاق الاستثناء.
هناك زاوية أخرى يمكن أن تبقى فيها الأدوات اليدوية على قيد الحياة: القطع الفريدة الحقيقية المصنوعة من مواد رقيقة — صفائح نحيفة لا تتطلب قدرة ضغط عالية، وتكون فيها حدود الأبعاد متسامحة.
تخيل صانعاً يقوم بتصنيع نموذج أولي لغلاف مخصص، لا يزال يضبط مواقع الثقوب وأطوال الحواف. التصميم متغير. تتغير الأبعاد بين كل تجربة وأخرى. في تلك المرحلة، الهدف ليس التكرار بل الاستكشاف. يمكن لآلة ثني بسيطة تشكيل قطعة اختبار سريعة دون عناء البرمجة أو مكتبات الأدوات أو المحاكاة.
سرعة التفكير تتفوق على سرعة الدورة.
لكن حتى هنا، كن صادقاً بشأن مهارتك. آلات الثني اليدوية تكافئ الأيدي الخبيرة. معظم المبتدئين يقللون من تأثير الارتداد، يخطئون في قراءة الزوايا، أو يتسببون في التواء لأن ضغط التثبيت ليس متوازناً. غالباً ما ينتهي الأمر بالأجزاء القليلة الأولى في سلة الخردة قبل أن تبدو واحدة منها صحيحة. في المرآب، هذا بمثابة رسوم تعليمية. في الورشة، هذا هو هامشك الذي ينزف.
والمادة الرقيقة لا تعني بالضرورة البساطة. الأنظمة الهيدروليكية الحديثة وآلات الثني المؤازرة الموجهة بالحاسوب تتعامل مع المواد الرقيقة بدقة مذهلة، وغالباً ما يكون الإعداد محسوباً بالدقائق بمجرد برمجة العمل. إذا كنت تكرر النماذج الأولية للعملاء — حتى بكميات صغيرة — فإن البرنامج الذي يخزن التصحيحات ويعيد تنفيذها لاحقاً يكافئك بصمت. فما يُسمى “قطعة واحدة فقط” يتحول بسهولة إلى “هل يمكنك صنع عشرة أخرى؟”
إذن نعم، هناك استثناء لعطلة نهاية الأسبوع.
اثنِ حاملًا واحدًا. تعلم. جرب. استمتع بإحساس الفولاذ وهو يستسلم بين يديك.
فقط لا تخلط بين ذلك الرضا الهادئ ونموذج عمل تجاري.
لأن اللحظة التي تبدأ فيها قطعك بتمويل الرواتب بدلاً من المشاريع الشخصية، يتوقف السؤال عن “هل يمكن لهذه الآلة أن تثنيها؟” ويصبح “كم ستكلفني هذه الآلة خلال السنوات الخمس القادمة؟”
خمس سنوات مدة كافية لكي يبدو القرار السيئ طبيعياً.
لقد رأيت أصحاباً يتفاخرون بأنهم دفعوا أقل مقابلها من سعر سيارة صغيرة، ويشيرون إلى آلة ثني يدوية في الزاوية، ويقولون إنها “دفعت ثمن نفسها.” لكن لماذا بدأت في تحميله التكاليف منذ اليوم الأول؟ لأن بمجرد أن تبدأ تلك الآلة في تمويل الرواتب، فإن كل دقيقة إعداد إضافية، وكل تجربة ثني، وكل تصحيح يعتمد على المشغل تتحول إلى بند تكلفة. أنت لا تشعر بذلك في عمل واحد، ولكنك تشعر به في سلة الخردة التي تمتلئ ببطء، أسبوعاً بعد أسبوع. هذا هو هامشك الذي ينزف.
الجزء غير البديهي هو التالي: سعر الشراء حدث لمرة واحدة؛ أما تكلفة الجزء الواحد فهي عادة. عادة تكررها آلاف المرات.
إذن إذا أردت أن تعرف التكلفة الفعلية لآلة الثني اليدوية خلال خمس سنوات، توقف عن السؤال حول كم تكلف شراؤها. واسأل كم تكلف في كل مرة تشغلها تحت ضغط الإنتاج الحقيقي.
دعنا نضع أرقاماً دون الادعاء بأنها عالمية.
آلة ثني هيدروليكية أساسية من نوع NC أو يدوي قد تكلفك ما بين $10,000 إلى $15,000. أما آلة CNC بقدرة 40 طن للمبتدئين فقد تتراوح بين $15,000 و$35,000. ومن ناحية أخرى، آلة CNC بقدرة 100 طن مجهزة ومثبتة بشكل جيد قد تصل إلى ستة أرقام بالكامل. هذا الفارق يخيف الناس.
لكن البقاء لا يُحدد بالفاتورة. بل يُحدد بتكلفة الجزء الواحد.
تكلفة الجزء الواحد بسيطة في المفهوم: (المواد + وقت العمل + الطاقة + اهتلاك الأدوات + الخردة) ÷ الأجزاء الجيدة المشحونة.
الآلات اليدوية تُشوه متغيرين من هذه المعادلة: وقت العمل والخردة.
عندما تعتمد آلة على القوة والحكم البشري لتحقيق الاتساق، فأنت تطلب من الشخص أن يكون نظام التحكم. قد يحتاج المشغل غير المتمرس إلى ثلاث محاولات ثني لاختبار الارتداد الربيعي وضبطه. حتى المشغل المتمرس يتحقق يدويًا من الزوايا ويُجري تعديلات طفيفة. في تشغيل مكوّن من 200 قطعة، أضف خمس دقائق إضافية للإعداد و20 ثانية من “التحقق المزدوج” لكل قطعة. هذا يزيد عن ساعة من العمل لا تحتاجها إذا كان لديك برامج مخزنة ووضعية متكررة للقياس الخلفي.
انشر ذلك عبر الوظائف لمدة خمس سنوات.
الآن أضف الهدر. ليس الفشل الكارثي، بل مجرد تفاوت بنسبة 2–5% نتيجة انحراف الزاوية، أو سوء التموضع، أو التعب في نهاية وردية العمل. إذا كان متوسط القطعة لديك يحمل $40 في المواد والمعالجة قبل الثني، فإن التخلص من 5 من كل 100 قطعة يحرق بالفعل $200 لكل دفعة. افعل ذلك مرتين أسبوعيًا، وقد أحرقت أكثر من $20,000 في سنة.
لقد وفرت $20,000 مقدمًا.
ودفعتها مرة أخرى في الهدر وحده.
وذلك قبل أن نتحدث عن العمل. النظام المراقب بالتحكم الرقمي CNC لا يقلل فقط من القطع الرديئة؛ بل يقلل من اعتمادك على المشغل الأكثر خبرة لديك. البرامج تخزن التصحيحات. القياس الخلفي يحقق نفس الرقم كل مرة. في بعض الورش، يمكن لمشغل ماهر واحد الإشراف على مكابسين أتوماتيكيين. حاول القيام بذلك مع مكابسين قديمين معتمدين على القوة الجسدية، وأخبرني كم ستصمد كتفاك.
المقياس الحقيقي الذي يتنبأ بالبقاء ليس “هل أستطيع تحمل تكلفة الآلة؟” بل “هل أستطيع تحمل تكلفة القطعة عند التوسع؟”
وهذا يقود إلى السؤال الذي يتجنبه معظم الملاك: متى يتوقف الترقية عن كونها رفاهية وتصبح الخيار الأرخص؟
لا أبدأ بالعلامة التجارية. أبدأ بثلاثة أسئلة صريحة.
1. كم عدد القطع المتطابقة التي تنتجها شهريًا؟
إذا كان عملك عبارة عن قطع مفردة عشوائية، أو تكرار منخفض، أو تسامح منخفض، فلن تُظهر الأتمتة قوتها. لكن بمجرد أن تكرر الوظائف — حتى بشكل ربع سنوي — فإن البرامج المخزنة والقياس المتكرر يخفضان الإعداد إلى ما يقارب الصفر. إذا أعدت تشغيل وظيفة قوس مكونة من 150 قطعة ست مرات في السنة، والأتمتة توفر ساعتين في كل تشغيل، فهذا يعني استرجاع 12 ساعة عمل سنويًا على رقم جزء واحد. اضرب ذلك في عشر وظائف متكررة وستجد نفسك أمام أسابيع من السعة المستعادة.
سعة يمكنك بيعها.
2. ما هو معدل الهدر الحقيقي في الأجزاء المثنية لديك؟
ليس ما تخبر به العملاء. بل ما يوجد في صندوق النفايات. اسحب بيانات شهر كامل. إذا تجاوزت 3% في الأجزاء المشكّلة خلال الإنتاج، فهناك أموال على الأرض. حتى الهبوط من 4% إلى 1% على $500,000 من التجميعات المثنية يعني توفير $15,000 في سنة. هذا وحده يمكن أن يغطي جزءًا كبيرًا من تمويل ترقية CNC.
هذا هو هامش الربح الذي يتسرب — وهو قابل للقياس.
3. هل مشغلك الأفضل يمثل عنق زجاجة؟
إذا كان شخص واحد فقط يستطيع “الإحساس” بالآلة بما يكفي لتحقيق التسامح المطلوب، فأنت لا تملك عملية قابلة للتوسع. أنت تملك معرفة مكتسبة. التحكم الرقمي CNC مع قياس الزوايا أو التحكم في العمق القابل للبرمجة يحول الإحساس إلى بيانات. هذا يعني أنه يمكن لمشغل مدرب، وليس موهوبًا، أن يُشغل الإنتاج. خطر العمل ينخفض. الجدولة تستقر.
في أكثر من ورشة رأيت أن العائد على الاستثمار لم يكن من تقليل الهدر — بل من تحرير المصنّع الكبير ليقوم بالتسعير، أو التدريب، أو تشغيل خلية أخرى. إعادة توزيع العمل، وليس فقط الدقة، هو ما دفع ثمن الآلة.
إذا أجبت عن هذه الثلاثة بصدق، فإن نافذة الاسترداد عادة ما تتوقف عن كونها خمسة أعوام وتبدأ بالظهور كاثني عشر شهرا.
لكن المتاجر لا تفشل لأنها تقلل من شأن الحاضر، بل لأنها تُسيء تقدير المستقبل.
إليك الخطأ: شراء النظام الأكبر والأكثر بهرجة “تحسبًا لأي ظرف”.”
يبدو التحصين ضد المستقبل تصرفًا مسؤولًا، لكنه أحيانًا مجرد خوف يرتدي ربطة عنق.
ليست كل الترقية تحقق نفس العائد. مكبح هيدروليكي CNC متوسط المستوى قد يقع في نطاق $35,000–$65,000 ويتعامل مع 90% من أعمال الورش الصغيرة. أما النموذج الكهربائي المتميز فقد يحمل زيادة سعرية قدرها 20–30%. يتألق النظام الكهربائي في بيئات الإنتاج الكبير والدورات السريعة حيث تتضاعف وفورات الطاقة والسرعة يوميًا. إذا كنت تثني 20 قطعة في الساعة، فقد يبقى هذا النظام المتميز بلا فائدة. أما إذا كنت تثني 200 قطعة، فحينها يبدأ العمل لصالحك.
اشترِ بناءً على المسار، لا على الخيال.
انظر إلى خط مبيعاتك. هل يطلب العملاء تسامحات أشد؟ دفعات أكبر؟ سرعة إنجاز أعلى؟ هل تقدم عروض أسعار لوظائف تأمل سرًا ألا تُقبل لأنك تعرف أن المكبح اليدوي سيتعثر؟ هذا التردد هو بيانات.
هناك أيضًا سقف لـ“الخطوة الوسطى”. بعض الورش تنتقل من النظام اليدوي إلى NC أساسي ظنًا منها أنها تمزج بين الخيارين. تكلفة أقل، تحكم جزئي. ولكن إذا كان هذا الجهاز يفتقر إلى قابلية البرمجة المتكررة الحقيقية أو لديه قيود هيكلية ستصل إليها خلال 18 شهرًا، فإنك ببساطة تمول استبدالك القادم مسبقًا. هذا ليس توفيرًا، بل تراكم ديون.
الطريقة الأوضح التي وجدتُها لاتخاذ القرار هي التالية:
توقع متوسط إيرادات الأجزاء المثنية شهريًا بعد ثلاث سنوات. طبّق ملفك الحالي للخردة والعمالة. ثم نمذج ما يحدث إذا انخفضت الخردة إلى 1–2% وقل وقت الإعداد لكل عملية متكررة إلى النصف. لا تُقدّر بشكل عشوائي — استخدم أرقامًا متحفظة. إذا غطى الفرق التمويل وترك مساحة إضافية، فالأتمتة ليست مقامرة، بل عازل حماية.
أنت لا تشتري فولاذًا وهيدروليك، بل تشتري السيطرة على التفاوت.
ومتى بدأت تنظر إلى الآلات من خلال هذه العدسة — التفاوت كخطر، والسيطرة كربح — يتغير الأساس. ويتحول السؤال من “ما الذي يمكنني تحمله اليوم؟” إلى “أي نظام يُبقي تكلفة القطعة الواحدة متوقعة عندما يتضاعف الإنتاج؟”


















