

Ele descarregou aquele artefacto robusto do reboque como se o tivesse acabado de roubar.
Pagou menos por ele do que por um carro compacto. “Perfeito para começar”, disse. O primeiro trabalho foi uma série de suportes simples em aço — dobras de 90 graus, nada de especial. Ao final da tarde, três em cada dez estavam tortos no caixote de sucata. Ângulo fora por dois graus. Os furos já não alinhavam. Via-se a confiança a escoar mais depressa do que o óleo hidráulico.
É uma máquina barata, claro. Mas por que é que começou a cobrar-lhe logo no primeiro dia?

No papel, a matemática parece simples. Uma quinadora manual usada pode custar uma fração de um modelo CNC. Sem controlos complexos. Custos de manutenção mais baixos. Se dobrares apenas algumas peças por semana, o que poderia correr mal?
Eis o que as fichas técnicas não mostram.
As máquinas manuais exigem mais esforço físico e mais julgamento do operador. Cada dobra implica ajustar o batente traseiro à mão, verificar o alinhamento, sentir a pressão, observar o ângulo. Isso é perícia. Perícia real. E a perícia leva tempo a ser adquirida. Até lá, estás a pagar propinas em aço.
Mesmo as oficinas que juram por configurações “manuais” costumam montar indicadores digitais ou batentes CNC apenas para manter a repetibilidade apertada. Se uma máquina básica fosse verdadeiramente a aposta mais segura, porque é que a estão discretamente a atualizar para se comportar menos como tal?
Então, o que acontece quando “suficientemente bom” se torna o teu padrão?
Vamos fazer um hipotético simples.
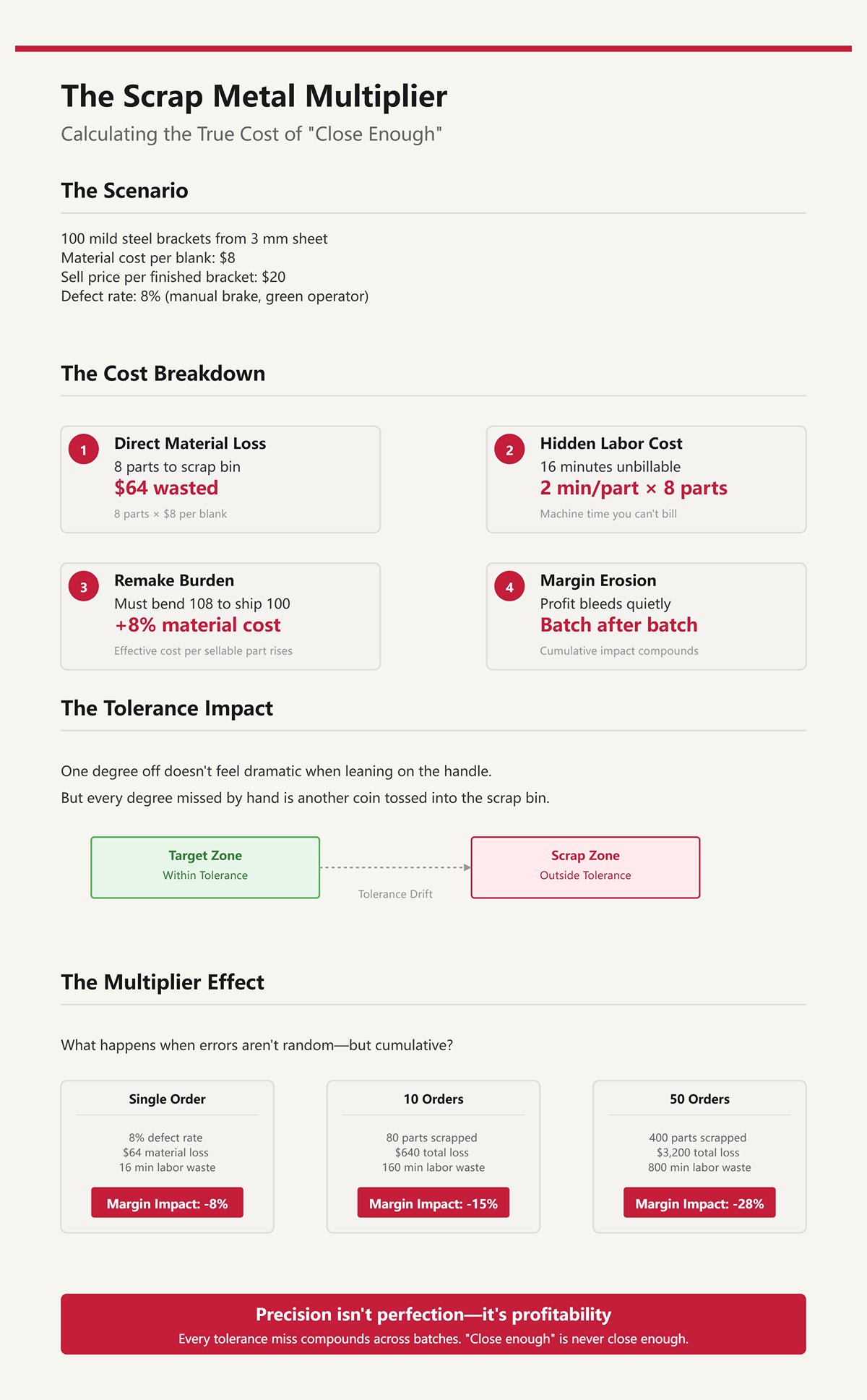
Estás a dobrar 100 suportes em aço macio a partir de chapa de 3 mm. Custo do material por peça: $8. Preço de venda por suporte acabado: $20. Num bom dia com uma quinadora manual e um operador inexperiente, talvez 8% fiquem fora de tolerância — ângulo desviado, comprimento da aba a variar, marcas visíveis devido à pressão desigual.
São 8 peças diretamente para o caixote de sucata. $64 de material perdido. Mas isso é apenas o começo.
Cada peça defeituosa também consumiu tempo de máquina. Digamos dois minutos por ciclo de dobra, incluindo manuseamento. São 16 minutos de trabalho e tempo de máquina que não podes faturar. E se as refizeres, estás agora a dobrar 108 peças para enviar 100.
O teu custo material efetivo acabou de subir. O teu custo de mão de obra por peça vendável acabou de aumentar. A tua margem afina-se silenciosamente, lote após lote.
Um grau fora não parece dramático quando estás a empurrar a manivela. Mas cada grau que falhas à mão é mais uma moeda atirada para o caixote da sucata. É a tua margem a esvair-se.
E isso é num único pedido. O que acontece quando os erros não são aleatórios — mas cumulativos?

Numa quinadora manual, as primeiras cinco peças costumam parecer decentes. O operador encontra o ritmo. Depois instala-se a fadiga. Os braços pesam. Os olhos confiam no último ajuste em vez de voltarem a verificar. O batente recua meio milímetro. O retorno elástico — a tendência do metal relaxar após a dobra — varia ligeiramente entre chapas.
Individualmente, são desvios minúsculos. Juntos, acumulam-se.
Uma flange que tem menos 0,5 mm empurra a característica seguinte para fora de posição. Um erro de dois graus significa que uma montagem não assenta completamente. Agora não estás apenas a rejeitar peças — estás a refazer montagens, a abrir rasgos nos furos, a explicar atrasos aos clientes.
O desvio de tolerância não é dramático. É silencioso. Aparece como “Porque é que isto não está alinhado?” às 16h30.
Quando uma máquina depende da força e do julgamento humanos para garantir consistência, estás a pedir a uma pessoa que seja o sistema de controlo. Os músculos substituem os servomotores. A memória substitui a repetibilidade programada. E as pessoas — por mais experientes que sejam — cansam-se.
Por isso, a verdadeira questão não é se a quinadeira manual é mais barata de comprar.
É porque esperamos que um corpo humano faça o trabalho de um equipamento de precisão sem nos cobrar juros pelo esforço.
Ele faz a pergunta diretamente: Se a quinadeira manual continua a reduzir a minha margem, o que é que realmente protege o lucro de um principiante?
Imagina uma quinadeira manual de 4 pés e 17 toneladas no chão da oficina. Pintura limpa. Estrutura pesada. Um cabo longo que transmite confiança nas mãos. O catálogo chama-lhe “simples”. Sem ecrãs. Sem software. Apenas aço e alavanca.
Agora coloca um operador novato à sua frente com uma pilha de chapas de calibre 14 que precisam de uma dobra a 90 graus dentro de ±0,5 graus para que a montagem assente corretamente. Sem leitura digital do ângulo. Sem batente programável. Apenas riscos, uma fita métrica e o olho dele.
No papel, isso é simplicidade. No chão, é uma exigência de julgamento que rivaliza com qualquer programa CNC.
O paradoxo não é que as quinadeiras manuais sejam rudes. É que apenas parecem tolerantes. Na realidade, exigem um nível mestre de perceção do comportamento do material, alinhamento e sequenciamento — porque a máquina não compensa nada. O operador é que compensa.
E os principiantes não sabem o que deveriam estar a compensar por, pois não?
Vi um homem saltar uma verificação de alinhamento porque a última chapa dobrara bem. Mesmo lote, mesma espessura, mesma matriz. Alinhou-a “a olho” e puxou a alavanca.
A flange saiu curta por menos de um milímetro.
Isso não parece muito até tentares aparafusá-la a uma peça correspondente furada numa fresadora CNC que mantém ±0,1 mm o dia inteiro. Agora os furos estão a desviar-se. A montagem abana. Três peças seguem para o contentor de sucata.
Numa quinadeira manual, não há circuito de feedback. Nenhum sensor confirma a posição do punção. Nenhum codificador segue o ângulo em tempo real. Um sistema de feedback mede o resultado e ajusta automaticamente a entrada. Uma quinadeira CNC detecta que está a 88,7 graus e corrige a pressão para atingir 90,0.
Um “monumento à força dos braços” apenas pára onde o operador decide que deve parar.
Quando uma máquina depende da força e do juízo humanos para manter a consistência, está-se a pedir a uma pessoa que seja o sistema de controlo. Isso significa lembrar o retorno elástico, verificar o alinhamento do batente traseiro a cada poucas peças, compensar pequenas variações de espessura entre chapas. Esquecer uma variável e a peça desvia-se.
Mesmo operadores experientes são apanhados quando elementos do design se aproximam demais da linha de dobra — furos ou entalhes mais próximos do que cerca de quatro vezes a espessura do material. O metal deforma ou fissura porque a tensão concentra-se onde não há material de suporte suficiente. Não se consegue “sentir” isso através de uma alavanca. Quando se vê, já é desperdício.
Portanto, a máquina não falhou. Foi a física. E o humano, que substituía um sistema de feedback, não teve qualquer aviso.
O que acontece quando entra em cena a força bruta?
Pegue em aço macio de 3 mm. Dobre-o a 90 graus na matriz. Libere a pressão e ele relaxa para talvez 92 graus. Essa recuperação elástica é o retorno. Para atingir um verdadeiro 90, é preciso dobrar um pouco mais — talvez até 88 — para que volte para a especificação.
Num travão CNC, o controlador calcula essa compensação com base nos dados de material armazenados e na profundidade real da dobra. Repete-o da mesma forma às 8h e às 16h.
Num travão manual, o excesso de dobra é memória muscular.
Primeira peça: puxas com mais força, ultrapassas até 85. Sucata. Segunda peça: alivias, chegas a 91. Retrabalho. Terceira peça: achas que já acertaste — até que a chapa seguinte da pilha mede um pouco mais e resiste mais, por isso a tua força habitual só chega a 92 depois do retorno.
Inclinas-te um pouco mais para “corrigir”.”
Agora o teu ângulo depende de quanto café tomaste e de como o teu ombro se sente. Isso não é precisão; é negociação com o aço.
E aqui está a parte silenciosa: à medida que a espessura aumenta dentro do intervalo nominal da máquina, a força necessária cresce rapidamente. Não de forma linear. Um pequeno aumento na espessura exige um acréscimo desproporcional em tonelagem. O teu corpo torna-se a variável que tenta fornecer essa força de forma consistente.
A força bruta não controla o ângulo. Amplifica a inconsistência.
Então, onde é que a classificação de capacidade do folheto começa a mentir?
| Secção | Conteúdo |
|---|---|
| Tópico | Força bruta vs. retorno elástico do material: quem controla realmente o ângulo? |
| Exemplo de Retorno Elástico | Pegue em aço macio de 3 mm. Dobre-o a 90 graus na matriz. Libere a pressão e ele relaxa para talvez 92 graus. Essa recuperação elástica é o retorno. Para atingir um verdadeiro 90, é preciso dobrar um pouco mais — talvez até 88 — para que volte para a especificação. |
| Comportamento do Travão CNC | Num travão CNC, o controlador calcula essa compensação com base nos dados de material armazenados e na profundidade real da dobra. Repete-o da mesma forma às 8h e às 16h. |
| Realidade do Travão Manual | Num travão manual, o excesso de dobra é memória muscular. |
| Exemplo de Inconsistência | Primeira peça: puxas com mais força, ultrapassas até 85. Sucata. Segunda peça: alivias, chegas a 91. Retrabalho. Terceira peça: achas que já acertaste — até que a chapa seguinte da pilha mede um pouco mais e resiste mais, por isso a tua força habitual só chega a 92 depois do retorno. |
| Compensação Humana | Inclinas-te um pouco mais para “corrigir”. Agora o teu ângulo depende de quanto café tomaste e de como o teu ombro se sente. Isso não é precisão; é negociação com o aço. |
| Força vs. Espessura | À medida que a espessura aumenta dentro do intervalo de classificação da máquina, a força necessária sobe rapidamente — e não de forma linear. Um pequeno aumento na espessura exige um acréscimo desproporcional na tonelagem. O teu corpo torna-se a variável que tenta fornecer essa força de forma consistente. |
| Perceção Fundamental | A força bruta não controla o ângulo. Amplifica a inconsistência. |
| Pergunta Final | Então, onde é que a classificação de capacidade do folheto começa a mentir? |
A maioria das quinadeiras manuais anuncia capacidade até cerca de aço macio de 12–16 calibres. Parece generoso para uma oficina iniciante.
Agora estreita a peça para uma aba pequena — menos de quatro vezes a espessura do material. Ou adiciona uma dobra com desvio apertado — menos de seis vezes a espessura entre dobras. De repente, o material quer mover-se durante o curso. No retorno, o êmbolo pode desalinhar-se ligeiramente porque a carga não estava centrada.
A ficha técnica não mencionava geometria. Assumia condições ideais.
Conhecia um dono de oficina que comprou uma quinadeira manual de 4 pés e 17 toneladas pensando que cobriria “a maioria dos trabalhos”. Na prática, ele descobriu que funcionava para talvez calibre 9 ou 10 em larguras estreitas, e bem menos ao longo dos 4 pés completos. A tonelagem por pé é importante. Se espalhares a dobra por todo o comprimento, diluis a força disponível. A máquina que parecia versátil tornou-se uma ferramenta de nicho para “coisas curiosas”.”
Pagou menos por ela do que por um carro compacto.
Mas cada vez que um trabalho se aproximava dos seus limites físicos, as peças resistiam — mais força necessária, mais esforço do operador, mais variabilidade no ângulo ao longo do comprimento. O centro podia chegar a 90. As extremidades podiam ficar em 93 porque a deflexão não era compensada.
Isso não é um problema de formação. É alavanca e aço a discutir com biologia.
Portanto, sim, uma quinadeira manual pode destacar-se em trabalhos personalizados de baixo volume onde cada peça é única e o tempo de configuração domina. Nesse intervalo estreito, a flexibilidade do operador supera a carga da programação.
Mas se o plano de um principiante envolver lotes repetitivos perto da capacidade da máquina, o “limite” de 16 calibres não é um conforto. É um sinal de alerta. Estás a operar no limite onde a alavanca humana, a deflexão da estrutura e o retorno elástico se somam.
E quando os limites da máquina se tornam a tua realidade diária, o que mais depende do operador além da consistência?
Um novo contratado perguntou-me uma vez por que nos preocupávamos tanto com as proteções na velha quinadeira manual. “É lenta”, disse ele. “Consegues ver a aproximação.”
Tinha razão numa coisa. Consegues ver a aproximação.
O que ele não via era o registo de incidentes na minha secretária: mais de 360 amputações por ano nos EUA ligadas a quinadeiras, e isso inclui todos os tipos — inclusive máquinas modernas com sistemas de segurança. Lentidão não manteve esses dedos intactos. Lentidão apenas deu tempo ao operador para compreender exatamente quão má foi a decisão.
E quando o operador é o sistema de controlo, todas as margens de segurança vivem nos seus reflexos, no seu julgamento e no seu nível de fadiga às 16h45. Isso não é apenas um risco pessoal. É um modelo de negócio construído sobre esperança. Um aperto errado, uma reclamação de acidentes de trabalho, uma semana de paragem enquanto a OSHA faz perguntas — é a tua margem a esvair-se.
Então, mover-se mais devagar protege realmente, ou apenas muda a forma como te magoas?
Imagine uma chapa de aço de calibre 14, com quatro pés de comprimento. O operador alinha-a a olho contra o batente. Segura a borda, puxa a alavanca, e a viga de fixação desce a um ritmo constante, humano. Sem estalido hidráulico. Sem zumbido de servo. Apenas peso e alavanca.
Parece controlável.
Mas aqui está o mecanismo que a maioria dos principiantes ignora: a distância de paragem num travão manual não é engenheirada; é biológica. Os travões hidráulicos e de servo podem funcionar num modo de “velocidade segura” — cerca de 10 mm por segundo — e associar isso a uma cortina de luz ou dispositivo de proteção optoelectrónico ativo (AOPD). Quebra o feixe, e o êmbolo pára dentro de uma distância projetada e testada.
Um relíquia movida a braço não tem tempo de paragem monitorizado. Uma vez que a massa está em movimento e a alavanca está engatada, tu és o travão.
A deslocação mais lenta não reduz a força de esmagamento. Apenas estende o intervalo entre “não devia ter colocado a mão aí” e “não consigo tirá-la”. O aço não se importa com drama. Importa-se com tonelagem.
Essa é a ilusão: o movimento visível parece mais seguro do que a força invisível. Mas lesões por esmagamento dizem respeito à força, não à velocidade.
E se a velocidade não é o verdadeiro perigo, onde é que os dedos ficam realmente presos?
A maioria das pessoas imagina que a zona de perigo está mesmo junto ao punção e à matriz — ferramenta a encontrar ferramenta.
As análises de lesões na indústria contam uma história diferente. Aproximadamente 80 por cento das lesões relatadas com travões de prensa ocorrem em áreas não protegidas, como a face do êmbolo e onde a chapa oscila e se dobra para trás, não exatamente entre punção e matriz. Pensa nisso.
Dobras uma aba longa para cima. À medida que o metal roda, a extremidade livre descreve um arco em direção ao teu corpo. A tua mão de apoio acompanha para “estabilizá-la”. A braçadeira continua a descer. A chapa desloca-se meia polegada porque a carga não está perfeitamente centrada. O teu dedo está agora entre a chapa em movimento e a estrutura fixa.
Esse ponto de aperto não existia no início do curso. Foi criado a meio da dobra pela geometria.
Os travões manuais amplificam isto porque as mãos do operador são o sistema de posicionamento. Sem dedos de contra-medida que se retraiam automaticamente. Sem sequência programada que mantenha as mãos afastadas até ao último momento seguro. Estás a guiar a peça a poucos centímetros da viga de fixação porque é assim que manténs o alinhamento.
Quando uma máquina depende da força e do julgamento humanos para garantir consistência, estás a pedir a uma pessoa que seja o sistema de controlo. Num travão manual, também lhe estás a pedir que seja a estratégia de proteção.
E os principiantes ainda não sabem que movimentos criam novos pontos de aperto. Descobrem uma vez.
Então, se o risco está incorporado na mecânica, porque não simplesmente adicionar proteções e dar o assunto por resolvido?
Assisti a uma auditoria de seguros em que o inspetor passou diretamente ao lado do nosso travão CNC — proteção a laser, testes documentados de tempo de paragem, registos de formação de operadores — e passou vinte minutos junto à antiga unidade manual.
“Onde está a vossa avaliação de riscos?”, perguntou ele.
De acordo com a cláusula geral de dever da OSHA, és obrigado a fornecer um local de trabalho livre de perigos reconhecidos. As normas ANSI, como a B11.3, definem como os travões de prensa modernos devem ser protegidos: dispositivos de deteção de presença, modos de velocidade segura, desempenho de paragem validado. Essas proteções são concebidas para sistemas hidráulicos e de servo que conseguem demonstrar quão rápido param.
Um travão manual não pode provar isso. Não há tempo de paragem monitorizado para validar. Não existe um sistema de controlo integrado para ligar a uma cortina de luz. Podes adicionar barreiras e procedimentos — e deves fazê‑lo — mas estás a contornar um design que antecede a norma.
As companhias de seguros sabem disso. A compra de novos equipamentos desencadeia perguntas sobre avaliações de risco, formação documentada e proteções de engenharia. Se trouxeres um travão manual porque era barato, herdas as mesmas expectativas de conformidade que a oficina ao virar da esquina que usa CNC.
Mas porque é que começou a cobrar‑lhe logo no primeiro dia?
Porque “simples” não te isenta da cultura de segurança moderna. Significa apenas que a diferença entre o que a máquina faz e o que os reguladores esperam é maior — e essa diferença paga‑se em horas de formação, documentação, modificações e, por vezes, em sangue.
Essa é a parte que ninguém coloca na etiqueta do preço.
Num travão eletro‑hidráulico moderno, posso configurar o êmbolo para avançar a 8 mm por segundo assim que entra na “zona muda”, ligar esse movimento a uma barreira laser e documentar a distância de paragem ao milissegundo. Interrompe o feixe, e o controlo descarrega a pressão e interrompe o movimento dentro de um intervalo testado. Esse tempo de paragem fica registado, é repetível e auditável.
É assim que uma solução de segurança engenheirada se manifesta na prática: força gerada por fluido ou servo, movimento monitorizado por sensores e um controlo que pode provar o que fará antes de um dedo se aproximar.
A diferença não é a velocidade. É a responsabilidade.
Um travão manual não te pode dizer a que velocidade pára porque simplesmente não sabe. Não há laço de realimentação, nem transdutor de pressão, nem codificador a observar a posição. Quando passas de um artefacto manual a um sistema motorizado, ganhas algo mais valioso do que tonelagem: ganhas comportamento mensurável. E o comportamento mensurável é aquilo a que respondem os reguladores, as seguradoras e o teu contentor de sucata.
Então, qual sistema motorizado consegue realmente fechar a lacuna sem abrir outra?
Fica ao lado de uma prensa hidráulica básica a trabalhar aço macio de 1/4 de polegada. Ouves a bomba a gerar pressão, vês o êmbolo descer sob fluxo controlado e sentes a diferença imediatamente: a curva de força é governada pela pressão hidráulica, não pelo ombro de um encarregado.
Os sistemas hidráulicos funcionam segundo a lei de Pascal — a pressão aplicada a um fluido confinado é transmitida igualmente em todas as direções. Traduz isso para uma prensa e obténs uma tonelagem previsível ao longo do curso, não “o que o operador conseguir hoje”. Define 80 toneladas, e o sistema entrega 80 toneladas dentro da sua faixa de tolerância, em cada ciclo.
Essa consistência é importante para mais do que o ângulo de dobra. Permite integração com circuitos de segurança. Uma válvula hidráulica pode mudar para um modo de velocidade segura abaixo de cerca de 10 mm por segundo. Uma cortina de luz pode comandar uma paragem monitorizada. O movimento do êmbolo deixa de ser biológico; é hidráulico e, portanto, controlável.
Mas os sistemas hidráulicos não são mágicos. Dependem de óleo, vedantes e válvulas. Velocidades de aproximação rápidas são comuns, mas a aceleração e desaceleração podem ser mais lentas em comparação com servos elétricos, especialmente em conformações de múltiplas passagens em que o êmbolo cicla repetidamente. Se a tua peça precisa de três golpes, esse tempo de aceleração e travagem acumula‑se.
Ganhas força consistente e paragem controlada. Podes perder alguma velocidade de ciclo e acrescentar disciplina de manutenção — trocas de óleo, verificação de vedantes, gestão de fugas. Ignora isso, e as fugas tornam‑se riscos de escorregamento, a deriva de pressão torna‑se deriva de ângulo, e o contentor de sucata começa a encher‑se silenciosamente. É a tua margem a esvair‑se.
Então, se o sistema hidráulico é o meio‑termo prático, porque é que algumas oficinas estão a pagar um prémio para se livrarem do óleo por completo?
Observei um pequeno fabricante instalar um travão servo totalmente elétrico para caixas finas em aço inoxidável. Fusos de esferas acionados por motores servo substituíram os cilindros hidráulicos. Nenhuma bomba a funcionar em vazio. Nenhum óleo a aquecer. Quando o êmbolo se movia, movia‑se porque um motor girava — e quando parava, parava porque o codificador indicava que estava na posição.
Os sistemas servo reduzem mais o desfasamento entre o comando e o movimento do que os sistemas hidráulicos. Os encoders lêem a posição em micrómetros. O motor ajusta o binário em tempo real. Para peças pequenas, isso traduz‑se em ciclos mais rápidos e ângulos repetíveis sem necessidade de esperar pela estabilização da pressão. Algumas oficinas relatam ganhos significativos no tempo de ciclo e no consumo de energia em trabalhos de precisão.
Mecanicamente, a vantagem é simples: elimina‑se a compressibilidade do fluido e o atraso de resposta das válvulas. O controlo ordena ao motor que se mova 0,01 mm, e o fuso desloca‑se 0,01 mm. Essa precisão entra diretamente na lógica de segurança — o sistema sabe exatamente onde está o êmbolo e a que velocidade se desloca em cada instante.
Mas aqui está o que os principiantes não percebem: a tonelagem de um servo é finita, e aumentá‑la rapidamente se torna caro. As chapas espessas continuam a favorecer os sistemas hidráulicos, porque gerar e manter forças muito elevadas através de fusos de esferas exige motores maciços e mecânicas robustas. Muitas oficinas acabam com sistemas híbridos — elétricos para séries finas e de alta precisão; hidráulicos para trabalhos espessos e de alta tonelagem.
Portanto, o aumento de preço não se deve à eliminação do óleo por uma questão de conforto. Trata‑se de comprar controlo mais rigoroso, maior aceleração e menor consumo em vazio para os trabalhos em que isso compensa. Se o seu ganha‑pão forem suportes de chapa de 10 gauges o dia todo, o cálculo do retorno é diferente de quando se faz dobra por ar de chapa de 3/8 de polegada.
O que nos leva à verdadeira linha divisória — e não é a bomba nem o motor.
Imagine duas quinadeiras “CNC”. Uma usa uma barra de torção para sincronizar os lados esquerdo e direito do êmbolo — uma ligação mecânica que une ambas as extremidades. A outra usa cilindros independentes com encoders lineares em cada lado, enviando a posição de volta ao controlador centenas de vezes por segundo.
Ambas têm ecrãs. Ambas executam programas. Só uma sabe realmente onde está.
Num sistema com barra de torção, a deformação elástica da barra e da estrutura pode introduzir variações mensuráveis. Sob carga, o metal torce. Podem observar‑se tolerâncias de dobra a desviar‑se para cerca de um décimo de milímetro à medida que os componentes se fletam. A máquina executa fielmente o programa — mas o programa não corrige a deflexão em tempo real.
Num sistema eletro‑hidráulico moderno de circuito fechado, cada lado do êmbolo comunica a sua posição exata. Se o lado esquerdo atrasa 0,02 mm, o controlador ajusta o fluxo para o corrigir durante o curso. A máquina não se limita a mover‑se; compara o comando com a realidade e reconcilia a diferença antes de terminar a dobra.
Circuito fechado significa retroalimentação. Retroalimentação significa correção antes de a peça sair da matriz.
Esse é o salto que as máquinas manuais não conseguem dar. Num modelo antigo movido a braço, o erro é descoberto depois do retorno elástico, depois da medição, depois da peça arrefecer na mão. O aço já “memoriza” o erro. Com controlo em circuito fechado, o sistema compensa variações de material, deflexão e até efeitos de temperatura durante o curso.
O caixote de refugos deixa de ser uma ferramenta de diagnóstico e passa a ser o que deve ser — quase vazio.
Então, se o feedback e o software estão a fazer o verdadeiro trabalho pesado, onde fica agora a tonelagem bruta?
Já vi uma quinadeira CNC de 60 toneladas superar uma unidade manual maior em suportes de precisão simplesmente porque podia calcular a sequência de dobras, compensar o retorno elástico e posicionar o batente traseiro com centésimos de milímetro. A máquina mais pequena produziu peças perfeitas à primeira tentativa. A maior fez “quase certo” — até a montagem provar o contrário.
A tonelagem determina a espessura que se pode dobrar. O software determina se a peça encaixa quando termina.
Os sistemas CNC modernos simulam a sequência de dobras, assinalam colisões e calculam o desconto de dobra — o comprimento desenvolvido do material plano necessário para atingir as dimensões finais. Errar nisso numa máquina manual significa cortar, voltar a dobrar ou refugá‑la. Com CNC, o controlador ajusta a profundidade com base nas bibliotecas de materiais e em correções anteriores. Cada dobra ensina algo ao sistema.
Quando uma máquina depende da força e do juízo humanos para a consistência, está‑se a pedir a uma pessoa que seja o sistema de controlo. Quando o software modela a física e os sensores confirmam o resultado a meio do curso, está‑se a pedir à matemática e ao feedback que o façam em seu lugar.
Não se trata de conveniência. Trata‑se de transferir o risco da memória muscular para sistemas monitorizados.
E, ainda assim, nem todas as oficinas necessitam de precisão ao nível do micrão ou simulação de colisões. Há nichos deste ofício onde uma máquina simples ainda merece o seu espaço no chão — mas apenas se se compreender exatamente que tipo de trabalho pertence ali e qual não pertence.
Se o software e o controlo de retorno são o que distingue um sistema controlado de uma aposta, quando é que faz sentido recuar para uma máquina que não tem nenhum deles?
Aqui está a resposta que a maioria dos vendedores não lhe dá: quando as apostas são suficientemente baixas, e a precisão é motivo de orgulho, não de vencimento.
Não tenho qualquer problema com um homem que pagou menos por ela do que por um carro compacto e que guarda uma pequena quinadeira manual na garagem para dobrar um suporte para o seu próprio atrelado. Ele não está a fazer orçamentos. Não está a prometer prazos de entrega. Se a primeira peça sai dois graus abaixo e ele corrige com um malhete, ninguém emite uma fatura pelo erro. O caixote das aparas é uma irritação, não uma entrada no livro de contas.
Essa é a exceção de fim de semana.
A tese que tenho vindo a martelar aplica-se a oficinas orientadas para o lucro — lugares onde cinquenta peças a entregar na segunda-feira significam renda, salários e reputação. Um hobbyista a dobrar um reforço numa tarde de sábado não está a operar um sistema de produção; está a fazer experiências. Os 30 ou 40 minutos escondidos de preparação, as dobras de ensaio, o espreitar através de um transferidor — isso faz parte do hobby. Ali, o tempo é lazer, não custos indiretos.
Mas mude o contexto e a matemática muda com ele.
A mesma relíquia à força de braço que parece encantadora num fim de semana tranquilo começa a cobrar juros no momento em que promete entrega a um cliente pagante. É aí que a sua margem começa a esvair-se.
Portanto, a verdadeira linha divisória não é hidráulico versus manual. É a consequência.
Vamos ser claros.
Se dobra suportes por diversão, a inconsistência é uma lição. Se dobra peças por lucro, a inconsistência é uma responsabilidade.
Num sábado, pode dar-se ao luxo de aproximar-se lentamente de um ângulo. Dobrar. Medir. Ajustar. Talvez desperdiçar uma peça. Talvez duas. Aprende como esse lote de aço macio reage. Sente o material. Há uma satisfação artesanal nessa negociação com o aço.
Não há relógio a contar.
Na segunda-feira de manhã numa oficina profissional, esse mesmo processo é peso morto. Cinquenta peças idênticas significam cinquenta oportunidades de variação. Sem batentes traseiros posicionados para dimensões programadas e controladores que compensam o retorno elástico, depende-se da memória e da força muscular. Quando uma máquina depende da força e do julgamento humanos para a consistência, está-se a pedir a uma pessoa que seja o sistema de controlo. Isso funciona para uma peça. Desmorona-se em série.
Faça a si mesmo uma pergunta direta: se fizer três dobras erradas antes de acertar, quem absorve esse custo?
Se a resposta for “eu, e não me importo”, uma quinadeira manual pode ainda ter lugar na sua vida. Se a resposta for “o meu cliente”, então já saiu da exceção.
Há outro nicho onde as manuais podem sobreviver: verdadeiros trabalhos únicos em material de chapa fina — chapa delgada que não exige alta tonagem e onde a tolerância dimensional é permissiva.
Imagina um fabricante a fazer o protótipo de uma caixa personalizada, ainda a ajustar a localização dos furos e o comprimento das abas. O design é fluido. As dimensões mudam entre iterações. Nessa fase, o objetivo não é a repetibilidade; é a exploração. Um simples torno de quinagem pode moldar rapidamente uma peça de teste sem o peso adicional de programação, bibliotecas de ferramentas ou simulação.
A velocidade de pensamento supera a velocidade de ciclo.
Mas mesmo aqui, sê honesto acerca da tua habilidade. As quinadoras manuais recompensam mãos experientes. A maioria dos principiantes subestima o retorno elástico, interpreta mal os ângulos ou introduz torção porque a pressão de fixação não é uniforme. As primeiras peças costumam ir para o caixote de sucata antes de uma sair bem. Numa garagem, isso é propina. Numa oficina, é a tua margem a esvair-se.
E chapa fina não significa automaticamente simplicidade. As quinadoras hidráulicas CNC modernas e as servoquinadoras lidam com material fino com uma precisão absurda, muitas vezes com preparação medida em minutos assim que o trabalho é programado. Se fazes protótipos repetidamente para clientes — mesmo em pequenos lotes — o software que guarda correções e as repete mais tarde compensa-te discretamente. O “único exemplar” tem o hábito de se transformar em “podes fazer mais dez?”.”
Portanto, sim, há uma exceção de fim de semana.
Dobra um suporte. Aprende. Brinca. Desfruta da sensação do aço a ceder sob as tuas mãos.
Só não confundas essa satisfação silenciosa com um modelo de negócio.
Porque no momento em que as tuas peças servem para pagar salários em vez de projetos pessoais, a pergunta deixa de ser “Esta máquina consegue dobrar isto?” e passa a ser “Quanto me vai custar esta máquina nos próximos cinco anos?”
Cinco anos é tempo suficiente para que uma má decisão pareça normal.
Vi proprietários gabarem-se de que “pagaram menos por ela do que por um carro compacto”, apontarem para uma quinadora manual num canto e dizerem que “se pagou sozinha”. Mas por que é que começou a cobrar-lhe no primeiro dia? Porque assim que a máquina serve para pagar salários, cada minuto extra de preparação, cada dobra de teste, cada correção dependente do operador torna-se uma rubrica de custos. Não se nota num único trabalho. Nota-se no caixote da sucata a encher lentamente, semana após semana. É a tua margem a esvair-se.
A parte não óbvia é esta: o preço de compra é um evento único; o custo por peça é um hábito. Um que repetes milhares de vezes.
Portanto, se queres saber quanto custa realmente uma quinadora manual ao longo de cinco anos, deixas de perguntar quanto custa comprá-la. Passas a perguntar quanto custa cada vez que a utilizas sob pressão de produção real.
Vamos colocar números sem fingir que são universais.
Uma quinadora hidráulica básica NC ou de estilo manual pode custar-te entre $10.000 e $15.000. Uma CNC de 40 toneladas de nível de entrada pode situar-se entre $15.000 e $35.000. Uma CNC mais séria de 100 toneladas, devidamente equipada e instalada, pode aproximar-se das seis cifras no total. Essa diferença assusta as pessoas.
Mas a sobrevivência não é decidida pela fatura. É decidida pelo custo por peça.
O custo por peça é simples em conceito: (material + tempo de trabalho + energia + desgaste de ferramentas + desperdício) ÷ peças boas expedidas.
As máquinas manuais distorcem duas dessas variáveis: tempo de trabalho e desperdício.
Quando uma máquina depende da força e do julgamento humanos para garantir consistência, estás a pedir a uma pessoa que seja o sistema de controlo. Um operador inexperiente pode precisar de três dobras de teste para acertar no retorno elástico. Mesmo um experiente verifica manualmente os ângulos e faz pequenos ajustes. Numa série de 200 peças, acrescenta cinco minutos extra de preparação e 20 segundos de “verificação dupla” por peça. Isso resulta em mais de uma hora de trabalho que não precisarias com programas armazenados e posicionamento repetível do batente traseiro.
Espalhe isso por trabalhos ao longo de cinco anos.
Agora acrescente o desperdício. Não uma falha catastrófica. Apenas uma variação de 2–5% devido a desvio de ângulo, posicionamento incorreto, fadiga no final de um turno. Se a sua peça média representa $40 em material e processamento antes da dobra, rejeitar 5 em cada 100 peças queima silenciosamente $200 por lote. Faça isso duas vezes por semana e terá queimado mais de $20.000 num ano.
Poupou $20.000 de início.
E pagou isso em desperdício, só por si.
E isso antes de falarmos de mão-de-obra. Um sistema CNC controlado não reduz apenas peças defeituosas; reduz a dependência do seu operador mais experiente. Os programas guardam correções. As réguas traseiras atingem o mesmo valor todas as vezes. Em algumas oficinas, um operador qualificado pode supervisionar duas prensas automatizadas. Experimente isso com duas relíquias manuais e diga-me quanto tempo duram os seus ombros.
O verdadeiro indicador que prevê a sobrevivência não é “Posso pagar a máquina?” É “Posso pagar o meu custo por peça em escala?”
O que leva à pergunta que a maioria dos proprietários evita: quando é que a atualização deixa de ser um luxo e passa a ser a opção mais barata?
Não começo pela marca. Começo com três perguntas diretas.
1. Quantas peças idênticas produz por mês?
Se o seu trabalho é verdadeiramente aleatório, peças únicas, pouca repetição, baixa tolerância, a automação não mostrará o seu valor. Mas no momento em que repete trabalhos — mesmo trimestralmente — programas armazenados e cálculos repetitivos reduzem a preparação quase a zero. Se repetir um trabalho de suportes de 150 peças seis vezes por ano, e a automação poupa duas horas por execução, isso são 12 horas de trabalho recuperadas anualmente num único número de peça. Multiplique por dez trabalhos repetidos e estará perante semanas de capacidade recuperada.
Capacidade que pode vender.
2. Qual é a sua verdadeira taxa de desperdício em peças dobradas?
Não o que diz aos clientes. O que está no contentor de sucata. Analise um mês de dados. Se estiver acima de 3% nas peças formadas em produções, há dinheiro no chão. Mesmo reduzir de 4% para 1% em $500.000 de subconjuntos dobrados representa $15.000 poupados num ano. Isso, por si só, pode cobrir uma grande parte do financiamento de uma atualização CNC.
É aí que a sua margem está a sangrar — e é mensurável.
3. O seu melhor operador é um gargalo?
Se apenas uma pessoa consegue “sentir” a máquina bem o suficiente para atingir as tolerâncias, não possui um processo escalável. Possui conhecimento tribal. O CNC com medição de ângulo ou controlo de profundidade programável transforma o “sentir” em dados. Isso significa que um operador treinado, e não um talentoso, pode fazer produção. O risco laboral diminui. O planeamento estabiliza.
Em mais de uma oficina vi que o ROI não foi a redução de desperdício — foi libertar o fabricante sénior para fazer orçamentos, formar ou gerir outra célula. A redistribuição da mão-de-obra, não apenas a precisão, pagou a máquina.
Se responder honestamente a essas três perguntas, o tempo de retorno geralmente deixa de ser de cinco anos e passa a parecer de doze meses.
Mas as oficinas não falham porque subestimam o presente. Falham porque julgam mal o futuro.
Aqui está o erro: comprar o sistema maior e mais vistoso “por precaução”.”
“À prova de futuro” soa responsável. Às vezes é apenas o medo disfarçado de formalidade.
Nem todas as atualizações têm o mesmo retorno. Um travão hidráulico CNC de gama média pode situar-se na faixa de 35.000–65.000 € e tratar de 90 % do trabalho de uma pequena oficina. Um modelo elétrico premium pode apresentar um acréscimo de preço de 20–30 %. O elétrico destaca-se em ambientes de grande volume e ciclos rápidos, onde as poupanças de energia e a velocidade se acumulam diariamente. Se dobra 20 peças por hora, esse prémio pode ficar parado. Se dobra 200, começa a trabalhar a seu favor.
Portanto, compre para a trajetória, não para a fantasia.
Observe o seu pipeline de vendas. Os clientes estão a pedir tolerâncias mais apertadas? Lotes maiores? Prazos de entrega mais rápidos? Está a elaborar orçamentos para trabalhos que secretamente espera que não sejam aceites porque sabe que o travão manual não vai aguentar? Essa hesitação é um dado.
Há também um limite para o “passo intermédio”. Algumas oficinas passam de manual para NC básico, pensando que ficam no meio-termo. Custo mais baixo, controlo parcial. Mas se essa máquina não tiver verdadeira repetibilidade programável ou tiver limites estruturais que atingirá em 18 meses, acabou de financiar antecipadamente a sua próxima substituição. Isso não são poupanças. É acumular dívida.
A forma mais simples que encontrei para decidir é esta:
Projete o seu rendimento médio mensal proveniente de peças dobradas daqui a três anos. Aplique o seu perfil atual de desperdício e mão de obra. Depois modele o que acontece se o desperdício cair para 1–2 % e o tempo de preparação por trabalho repetido for reduzido a metade. Não faça suposições exageradas — use números conservadores. Se a diferença cobrir o financiamento e ainda sobrar margem, a automação não é um risco. É uma proteção.
Não está a comprar aço e hidráulicos. Está a comprar controlo sobre a variabilidade.
E quando começa a olhar para as máquinas através dessa lente — variabilidade como passivo, controlo como lucro — a base muda. A pergunta deixa de ser “O que posso pagar hoje?” e passa a ser “Que sistema mantém o meu custo por peça previsível quando o volume duplica?”


















