

He rolled that arm-strong relic off the trailer like he’d just stolen something.
Paid less for it than a compact car. “Perfect for getting started,” he said. First job was a run of simple steel brackets—90-degree bends, nothing fancy. By the end of the afternoon, three out of ten sat crooked in the scrap bin. Angle off by two degrees. Holes no longer lined up. You could see the confidence draining faster than the hydraulic oil.
It’s a cheap machine, sure. But why did it start charging him on day one?

On paper, the math looks clean. A used manual press brake might cost a fraction of a CNC model. No complex controls. Lower maintenance bills. If you’re bending a few parts a week, what could go wrong?
Here’s what the spec sheets don’t show you.
Manual machines demand more physical input and more operator judgment. Every bend means setting the backgauge by hand, checking alignment, feeling the pressure, watching the angle. That’s skill. Real skill. And skill takes time to earn. Until then, you’re paying tuition in steel.
Even shops that swear by “manual” setups often bolt on digital readouts or CNC backgauges just to keep repeatability tight. If a basic machine were truly the safest bet, why are they quietly upgrading it to behave less like one?
So what happens when “close enough” becomes your standard?
Let’s run a simple hypothetical.
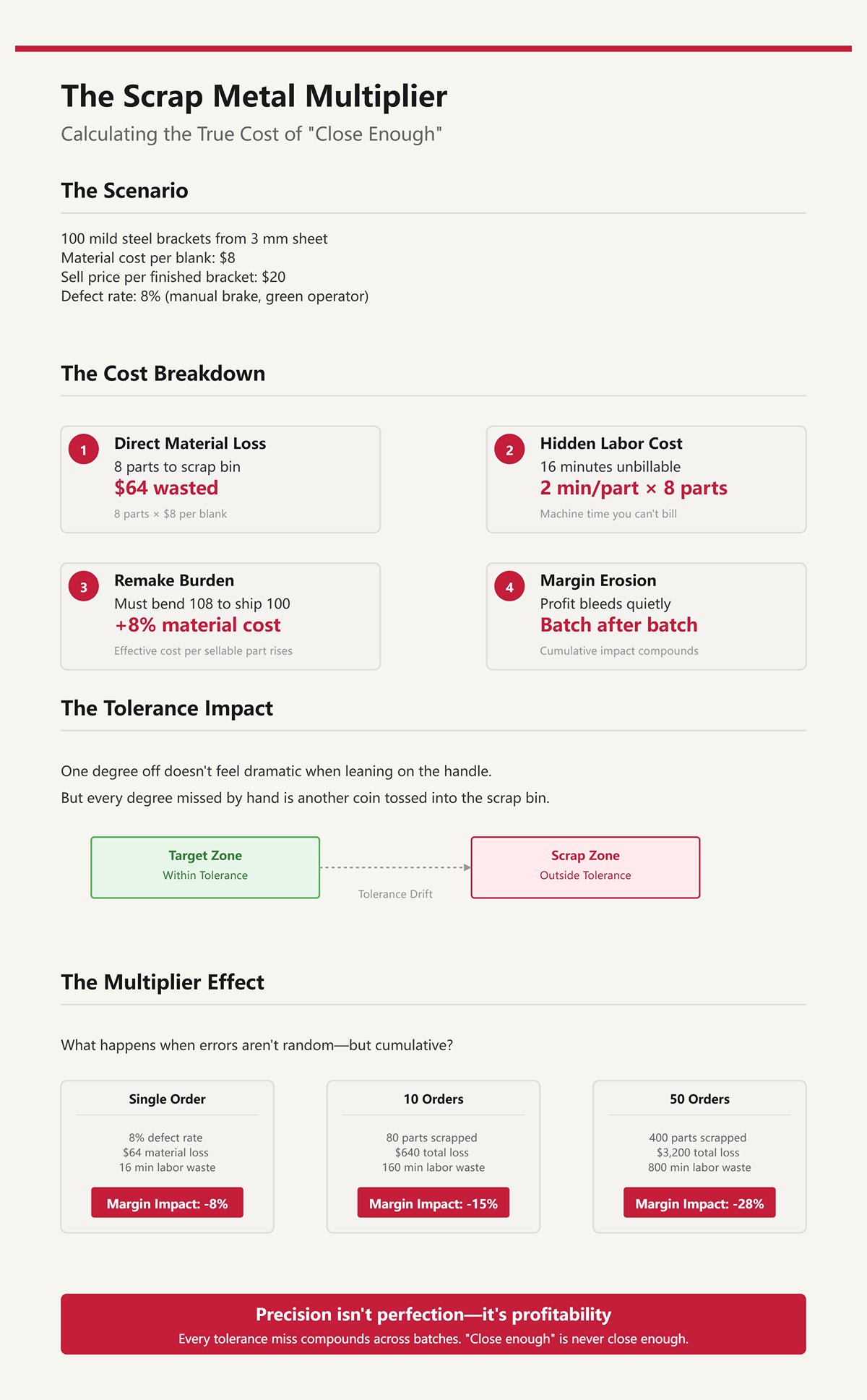
You’re bending 100 mild steel brackets from 3 mm sheet. Material cost per blank: $8. Sell price per finished bracket: $20. On a good day with a manual brake and a green operator, maybe 8% end up outside tolerance—angle off, flange length drifting, cosmetic marks from uneven pressure.
That’s 8 parts straight to the scrap bin. $64 in material gone. But that’s just the start.
Each bad part also ate machine time. Say two minutes per bend cycle including handling. That’s 16 minutes of labor and machine time you can’t bill. And if you remake them, you’re now bending 108 parts to ship 100.
Your effective material cost just jumped. Your labor per sellable part just crept up. Your margin thins quietly, batch after batch.
One degree off doesn’t feel dramatic when you’re leaning on the handle. But every degree you miss by hand is another coin tossed into the scrap bin. That’s your margin bleeding out.
And that’s on a single order. What happens when the errors aren’t random—but cumulative?

On a manual press brake, the first five parts often look decent. The operator finds a rhythm. Then fatigue sets in. Arms get heavy. Eyes trust the last setting instead of rechecking. The backgauge slips half a millimeter. Springback—metal’s tendency to relax after bending—varies slightly between sheets.
Individually, those are tiny deviations. Together, they stack.
A flange that’s 0.5 mm short pushes the next feature out of position. A two-degree angle error means an assembly doesn’t sit flush. Now you’re not just scrapping parts—you’re reworking assemblies, slotting holes, explaining delays to customers.
Tolerance drift isn’t dramatic. It’s quiet. It shows up as “Why don’t these line up?” at 4:30 p.m.
When a machine relies on human force and judgment for consistency, you’re asking a person to be the control system. Muscles replace servo motors. Memory replaces programmed repeatability. And people—no matter how seasoned—get tired.
So the real question isn’t whether the manual press brake is cheaper to buy.
It’s why we expect a human body to do the job of precision hardware without charging us interest for the effort.
He asks the question straight: If the manual brake keeps nibbling at my margin, what actually protects a beginner’s profit?
Picture a 4-foot, 17-ton manual brake on the shop floor. Clean paint. Heavy frame. A long handle that feels reassuring in your hands. The catalog calls it “simple.” No screens. No software. Just steel and leverage.
Now put a green operator in front of it with a stack of 14-gauge blanks that need a 90-degree bend within ±0.5 degrees so the assembly sits flush. No digital angle readout. No programmable backgauge. Just scribe marks, a tape measure, and his eye.
On paper, that’s simplicity. On the floor, it’s a demand for judgment that rivals any CNC program.
The paradox isn’t that manual brakes are crude. It’s that they only look forgiving. In reality, they demand master-level awareness of material behavior, alignment, and sequencing—because the machine isn’t compensating for anything. The operator is.
And beginners don’t know what they’re supposed to be compensating for, do they?
I watched a man skip an alignment check because the last sheet bent fine. Same batch, same thickness, same die. He lined it up by feel and pulled the handle.
The flange came out short by less than a millimeter.
That doesn’t sound like much until you try to bolt it to a mating part drilled on a CNC mill that holds ±0.1 mm all day. Now the holes are drifting. The assembly rocks. Three parts head to the scrap bin.
On a manual brake, there’s no feedback loop. No sensor confirming ram position. No encoder tracking angle in real time. A feedback system measures output and adjusts input automatically. A CNC brake sees it’s at 88.7 degrees and nudges pressure to hit 90.0.
An arm-strong relic just stops where the operator decides it stops.
When a machine relies on human force and judgment for consistency, you’re asking a person to be the control system. That means remembering springback, checking backgauge alignment every few parts, compensating for slight sheet-to-sheet thickness variation. Miss one variable and the part drifts.
Even experienced operators get caught when design features crowd the bend line—holes or notches closer than about four times the material thickness. The metal distorts or cracks because stress concentrates where there isn’t enough supporting material. You can’t “feel” that coming through a handle. By the time you see it, it’s already scrap.
So the machine didn’t fail. The physics did. And the human standing in for a feedback system had no warning.
What happens when brute strength enters the picture?
Take 3 mm mild steel. Bend it to 90 degrees in the die. Release pressure and it relaxes back to maybe 92 degrees. That elastic recovery is springback. To hit a true 90, you have to overbend—maybe to 88—so it springs forward into spec.
On a CNC brake, the controller calculates that compensation from stored material data and actual bend depth. It repeats it the same way at 8 a.m. and 4 p.m.
On a manual brake, overbending is muscle memory.
First part: you pull harder, overshoot to 85. Scrap. Second part: you ease up, land at 91. Rework. Third part: you think you’ve got it—until the next sheet in the stack measures a hair thicker and resists more, so your usual pull only reaches 92 after springback.
You lean a little harder to “correct.”
Now your angle depends on how much coffee you had and how your shoulder feels. That’s not precision; that’s negotiation with steel.
And here’s the quiet part: as thickness increases within the machine’s rated range, the force required rises fast. Not linearly. A small jump in thickness demands a disproportionate increase in tonnage. Your body becomes the variable trying to supply that force consistently.
Brute force doesn’t control angle. It amplifies inconsistency.
So where does the brochure’s capacity rating start lying to you?
| Section | Content |
|---|---|
| Topic | Brute force vs. material springback: who really controls the angle? |
| Springback Example | Take 3 mm mild steel. Bend it to 90 degrees in the die. Release pressure and it relaxes back to maybe 92 degrees. That elastic recovery is springback. To hit a true 90, you have to overbend—maybe to 88—so it springs forward into spec. |
| CNC Brake Behavior | On a CNC brake, the controller calculates that compensation from stored material data and actual bend depth. It repeats it the same way at 8 a.m. and 4 p.m. |
| Manual Brake Reality | On a manual brake, overbending is muscle memory. |
| Inconsistency Example | First part: you pull harder, overshoot to 85. Scrap. Second part: you ease up, land at 91. Rework. Third part: you think you’ve got it—until the next sheet in the stack measures a hair thicker and resists more, so your usual pull only reaches 92 after springback. |
| Human Compensation | You lean a little harder to “correct.” Now your angle depends on how much coffee you had and how your shoulder feels. That’s not precision; that’s negotiation with steel. |
| Force vs. Thickness | As thickness increases within the machine’s rated range, the force required rises fast—not linearly. A small jump in thickness demands a disproportionate increase in tonnage. Your body becomes the variable trying to supply that force consistently. |
| Core Insight | Brute force doesn’t control angle. It amplifies inconsistency. |
| Closing Question | So where does the brochure’s capacity rating start lying to you? |
Most manual brakes advertise capacity up to around 12–16 gauge mild steel. Sounds generous for a beginner shop.
Now narrow the part to a small flange—less than four times the material thickness. Or add a tight offset bend—less than six times thickness between bends. Suddenly the material wants to shift during the stroke. On the return, the ram can misalign slightly because the load wasn’t centered.
The spec sheet didn’t mention geometry. It assumed ideal conditions.
I knew a shop owner who bought a 4-foot, 17-ton manual brake thinking it would cover “most jobs.” In practice, he found it workable for maybe 9 or 10 gauge at narrow widths, and far less across the full 4 feet. Tonnage per foot matters. Spread the bend across the entire length and you dilute available force. The machine that looked versatile turned into a niche tool for “neat stuff.”
Paid less for it than a compact car.
But every time a job crept near its physical limits, the parts fought back—more force required, more operator strain, more variability in angle along the length. The center might hit 90. The ends might sit at 93 because deflection wasn’t compensated.
That’s not a training issue. That’s leverage and steel arguing with biology.
So yes, a manual brake can shine in low-volume custom work where each part is unique and setup time dominates. In that narrow lane, the operator’s flexibility beats programming overhead.
But if a beginner’s plan involves repeatable batches near the machine’s capacity, the 16-gauge “limit” isn’t a comfort. It’s a warning flare. You’re operating at the edge where human leverage, frame deflection, and springback all stack up.
And when the machine’s limits become your daily reality, what else is riding on the operator besides consistency?
A new hire once asked me why we worried so much about guarding on the old manual brake. “It’s slow,” he said. “You can see it coming.”
He was right about one thing. You can see it coming.
What he didn’t see was the incident log on my desk: over 360 amputations a year in the U.S. tied to press brakes, and that’s across all types — including modern machines with safeguards. Slow didn’t keep those fingers attached. Slow just gave the operator time to understand exactly how bad the decision was.
And when the operator is the control system, every safety margin lives in their reflexes, their judgment, and their fatigue level at 4:45 p.m. That’s not just a personal risk. That’s a business model built on hope. One bad pinch, one workers’ comp claim, one week of downtime while OSHA asks questions — that’s your margin bleeding out.
So does moving slower actually protect you, or does it just change how you get hurt?
Picture a sheet of 14‑gauge steel, four feet long. The operator lines it up by eye against the backstop. He grips the edge, pulls the handle, and the clamping beam descends at a steady, human pace. No hydraulic snap. No servo whine. Just weight and leverage.
It feels controllable.
But here’s the mechanism most beginners miss: the stopping distance on a manual brake is not engineered; it’s biological. Hydraulic and servo brakes can run in a “safe speed” mode — under about 10 mm per second — and tie that to a light curtain or laser AOPD (Active Optoelectronic Protective Device). Break the beam, and the ram stops within a designed, tested distance.
An arm-strong relic doesn’t have a monitored stop time. Once the mass is moving and the leverage is engaged, you are the brake.
Slower travel doesn’t reduce crushing force. It just stretches the timeline between “I shouldn’t have put my hand there” and “I can’t get it back.” Steel doesn’t care about drama. It cares about tonnage.
That’s the illusion: visible motion feels safer than invisible force. But crush injuries are about force, not speed.
And if speed isn’t the real hazard, where are fingers actually getting caught?
Most people imagine the danger zone is right at the punch and die — tooling meeting tooling.
Industry injury analyses tell a different story. Roughly 80 percent of reported press brake injuries happen in unguarded areas like the ram face and where the sheet swings and folds back, not neatly between punch and die. Think about that.
You bend a long flange upward. As the metal rotates, the free end arcs toward your body. Your supporting hand rides along to “steady” it. The clamp continues down. The sheet shifts half an inch because the load isn’t perfectly centered. Your finger is now between moving sheet and fixed frame.
That pinch point didn’t exist at the start of the stroke. It was created mid-bend by geometry.
Manual brakes amplify this because the operator’s hands are the positioning system. No backgauge fingers that retract automatically. No programmed sequence keeping hands clear until the last safe moment. You’re guiding the part inches from the clamping beam because that’s how you maintain alignment.
When a machine relies on human force and judgment for consistency, you’re asking a person to be the control system. In a manual brake, you’re also asking them to be the guarding strategy.
And beginners don’t yet know which motions create new pinch points. They find out once.
So if the risk is baked into the mechanics, why not just add guards and call it even?
I sat through an insurance audit where the adjuster walked straight past our CNC brake — laser guarding, documented stop-time tests, operator training records — and spent twenty minutes at the old manual unit.
“Where’s your risk assessment?” he asked.
Under OSHA’s general duty clause, you’re required to provide a workplace free from recognized hazards. ANSI standards like B11.3 lay out how modern press brakes should be safeguarded: presence-sensing devices, safe-speed modes, validated stopping performance. Those safeguards are designed around hydraulic and servo systems that can prove how fast they stop.
A manual brake can’t prove that. There’s no monitored stop time to validate. No integrated control system to tie into a light curtain. You can add barriers and procedures — and you should — but you’re working around a design that predates the standard.
Insurance companies know this. New equipment purchases trigger questions about risk assessments, documented training, and engineered safeguards. If you bring in a manual brake because it was cheap, you still inherit the same compliance expectations as the shop down the street running CNC.
But why did it start charging him on day one?
Because “simple” doesn’t exempt you from modern safety culture. It just means the gap between what the machine does and what regulators expect is wider — and that gap is paid in training hours, documentation, retrofits, and sometimes in blood.
That’s the part nobody puts on the price tag.
On a modern electro‑hydraulic brake, I can set the ram to crawl at 8 mm per second once it enters the “mute zone,” tie that motion to a laser guard, and document the stopping distance to the millisecond. Break the beam, and the control dumps pressure and arrests motion within a tested window. That stop time is written down, repeatable, auditable.
That’s what an engineered safety solution looks like in practice: force generated by fluid or servo, motion monitored by sensors, and a control that can prove what it will do before a finger ever gets close.
The difference isn’t speed. It’s accountability.
A manual brake can’t tell you how fast it stops because it doesn’t know. There’s no feedback loop, no pressure transducer, no encoder watching position. Once you move from arm‑strong relic to powered system, you gain something more valuable than tonnage: you gain measurable behavior. And measurable behavior is what regulators, insurers, and your scrap bin respond to.
So which power system actually closes the gap without opening a new one?
Stand beside a basic hydraulic press brake running 1/4‑inch mild steel. You’ll hear the pump build pressure, see the ram descend under controlled flow, and feel the difference immediately: the force curve is governed by hydraulic pressure, not a foreman’s shoulder.
Hydraulics work on Pascal’s law — pressure applied to a confined fluid is transmitted equally in all directions. Translate that to a press brake and you get predictable tonnage across the stroke, not “whatever the operator can muster today.” Set 80 tons, and the system delivers 80 tons within its tolerance band, every cycle.
That consistency matters for more than bend angle. It allows integration with safety circuits. A hydraulic valve can shift to a safe-speed mode below about 10 mm per second. A light curtain can command a monitored stop. The ram’s motion is no longer biological; it’s hydraulic and therefore controllable.
But hydraulics aren’t magic. They rely on oil, seals, and valves. Fast approach speeds are common, yet acceleration and deceleration can lag compared to electric servos, especially in multi‑pass forming where the ram cycles repeatedly. If your part needs three hits, that ramp-up and slow-down time stacks up.
You gain consistent force and engineered stopping. You may lose some cycle speed and add maintenance discipline — oil changes, seal checks, leak management. Ignore that, and leaks become slip hazards, pressure drift becomes angle drift, and the scrap bin starts filling quietly. That’s your margin bleeding out.
So if hydraulics are the practical middle ground, why are some shops paying a premium to get rid of oil altogether?
I watched a small fabricator install an all‑electric servo brake for thin stainless enclosures. Ball screws driven by servo motors replaced hydraulic cylinders. No pump running idle. No oil warming up. When the ram moved, it moved because a motor turned — and when it stopped, it stopped because the encoder said it was at position.
Servo systems close the gap between command and motion tighter than hydraulics. Encoders read position in microns. The motor adjusts torque in real time. For small parts, that translates to faster cycles and repeatable angles without waiting for pressure stabilization. Some shops report meaningful gains in cycle time and energy use on precision work.
Mechanically, the advantage is simple: you eliminate fluid compressibility and valve response lag. The control tells the motor to move 0.01 mm, and the screw moves 0.01 mm. That precision feeds directly into safety logic — the system knows exactly where the ram is and how fast it’s traveling at every instant.
But here’s the part greenhorns miss: servo tonnage is finite, and scaling it up gets expensive fast. Heavy plate still favors hydraulics because generating and sustaining very high forces through ball screws demands massive motors and robust mechanics. Many shops end up hybrid — electric for thin, high-precision runs; hydraulic for thick, high-tonnage jobs.
So the price jump isn’t about removing oil for comfort. It’s about buying tighter control, higher acceleration, and lower idle energy for the work that rewards it. If your bread and butter is 10‑gauge brackets all day, the payback math looks different than if you’re air‑bending 3/8‑inch plate.
Which leads to the real dividing line — and it’s not the pump or the motor.
Picture two “CNC” brakes. One uses a torsion bar to synchronize the left and right sides of the ram — a mechanical linkage tying both ends together. The other uses independent cylinders with linear encoders on each side, feeding position back to the controller hundreds of times per second.
Both have screens. Both take programs. Only one truly knows where it is.
In a torsion‑bar system, elastic deformation in the bar and frame can introduce measurable variation. Under load, metal twists. You might see bend tolerances drift toward a tenth of a millimeter as components flex. The machine executes the program faithfully — but the program isn’t correcting for real‑time deflection.
In a modern electro‑hydraulic closed‑loop system, each side of the ram reports its exact position. If the left lags by 0.02 mm, the controller adjusts flow to correct it during the stroke. The machine isn’t just moving; it’s comparing command versus reality and reconciling the difference before the bend is finished.
Closed loop means feedback. Feedback means correction before the part leaves the die.
That’s the leap manual machines can’t make. On an arm‑strong relic, you discover error after springback, after measurement, after the part cools in your hand. The steel has already “remembered” the mistake. With closed-loop control, the system compensates for material variation, deflection, even temperature effects during the stroke.
The scrap bin stops being a diagnostic tool and becomes what it should be — mostly empty.
So if feedback and software are doing the real heavy lifting, where does raw tonnage rank now?
I’ve seen a 60‑ton CNC brake outperform a larger manual unit on precision brackets simply because it could calculate bend sequence, compensate for springback, and position the backgauge within hundredths of a millimeter. The smaller machine made parts that fit on the first try. The bigger one made “close enough” — until assembly proved otherwise.
Tonnage determines what thickness you can bend. Software determines whether the part fits when you’re done.
Modern CNC systems simulate the bend sequence, flag collisions, and calculate bend allowance — the developed length of flat material needed to achieve final dimensions. Get that wrong on a manual machine, and you trim, re-bend, or scrap. With CNC, the controller adjusts depth based on material libraries and past corrections. Each bend teaches the system something.
When a machine relies on human force and judgment for consistency, you’re asking a person to be the control system. When software models the physics and sensors confirm the result mid‑stroke, you’re asking math and feedback to do it instead.
That’s not about convenience. It’s about moving risk from muscle memory to monitored systems.
And yet, not every shop needs micron-level precision or collision simulation. There are corners of this trade where a simple machine still earns its floor space — but only if you understand exactly what work belongs there and what doesn’t.
If software and feedback are what separate a controlled system from a gamble, when does it make sense to step back to a machine that has neither?
Here’s the answer most salesmen won’t give you: when the stakes are low enough that precision is pride, not payroll.
I’ve got no quarrel with a man who Paid less for it than a compact car and keeps a small manual brake in his garage to bend a bracket for his own trailer. He’s not quoting jobs. He’s not promising delivery dates. If the first piece comes out two degrees shy and he tweaks it with a mallet, nobody invoices the mistake. The scrap bin is an annoyance, not a ledger entry.
That’s the weekend exemption.
The thesis I’ve been hammering applies to profit-driven shops — places where fifty parts due Monday mean rent, wages, and reputation. A hobbyist bending one gusset on Saturday afternoon isn’t running a production system; he’s tinkering. The hidden 30 or 40 minutes of setup, the trial bends, the squinting at a protractor — that’s part of the hobby. Time there is leisure, not overhead.
But change the context and the math changes with it.
The same arm-strong relic that feels charming on a quiet weekend starts charging interest the moment you promise delivery to a paying customer. That’s your margin bleeding out.
So the real dividing line isn’t hydraulic versus manual. It’s consequence.
Let’s make it plain.
If you’re bending brackets for fun, inconsistency is a lesson. If you’re bending parts for profit, inconsistency is a liability.
On a Saturday, you can afford to creep up on an angle. Bend. Measure. Adjust. Maybe scrap one. Maybe two. You learn how that batch of mild steel springs back. You feel the material. There’s a craftsman’s satisfaction in that negotiation with steel.
No clock is running.
Come Monday morning in a job shop, that same process is dead weight. Fifty identical parts mean fifty chances for variation. Without backgauges that position to programmed dimensions and controllers that compensate for springback, you’re depending on memory and muscle. When a machine relies on human force and judgment for consistency, you’re asking a person to be the control system. That works for one piece. It breaks down at scale.
Ask yourself a blunt question: if you make three bad bends before dialing it in, who absorbs that cost?
If the answer is “me, and I don’t mind,” a manual brake may still have a place in your life. If the answer is “my customer,” you’ve already crossed out of the exemption.
There’s another corner where manuals can survive: true one-offs in light-gauge material — thin sheet that doesn’t demand high tonnage and where dimensional tolerance is forgiving.
Picture a fabricator mocking up a custom enclosure, still adjusting hole locations and flange lengths. The design is fluid. Dimensions change between iterations. In that phase, the goal isn’t repeatability; it’s exploration. A simple brake can shape a quick test piece without the overhead of programming, tool libraries, or simulation.
Speed of thought beats speed of cycle.
But even here, be honest about your skill. Manual brakes reward experienced hands. Most beginners underestimate springback, misread angles, or introduce twist because clamping pressure isn’t even. The first few parts often land in the scrap bin before one looks right. In a garage, that’s tuition. In a shop, that’s your margin bleeding out.
And light gauge doesn’t automatically mean simple. Modern CNC hydraulics and servo brakes handle thin material with absurd precision, often with setup measured in minutes once the job is programmed. If you’re repeatedly prototyping for customers — even in small batches — software that stores corrections and replays them later quietly pays you back. The “one-off” has a habit of becoming a “can you make ten more?”
So yes, there is a weekend exemption.
Bend one bracket. Learn. Tinker. Enjoy the feel of steel yielding under your hands.
Just don’t confuse that quiet satisfaction with a business model.
Because the moment your parts feed payroll instead of personal projects, the question stops being “Can this machine bend it?” and becomes “What will this machine cost me over the next five years?”
Five years is long enough for a bad decision to look normal.
I’ve watched owners brag that they Paid less for it than a compact car, point at a manual brake in the corner, and say it “paid for itself.” But why did it start charging him on day one? Because once that machine feeds payroll, every extra minute of setup, every trial bend, every operator-dependent correction becomes a line item. You don’t feel it in a single job. You feel it in the scrap bin filling slowly, week after week. That’s your margin bleeding out.
The non-obvious part is this: the purchase price is a one-time event; cost per part is a habit. One you repeat thousands of times.
So if you want to know what a manual brake truly costs over five years, you stop asking what it costs to buy. You ask what it costs every time you cycle it under real production pressure.
Let’s put numbers to it without pretending they’re universal.
A basic NC or manual-style hydraulic brake might run you $10,000 to $15,000. An entry-level 40-ton CNC could land somewhere between $15,000 and $35,000. A more serious 100-ton CNC, properly equipped and installed, can push toward six figures all-in. That gap scares people.
But survival isn’t decided by the invoice. It’s decided by cost per part.
Cost per part is simple in concept: (material + labor time + energy + tooling wear + scrap) ÷ good parts shipped.
Manual machines distort two of those variables: labor time and scrap.
When a machine relies on human force and judgment for consistency, you’re asking a person to be the control system. A green operator might need three test bends to dial in springback. Even a seasoned one checks angles manually and nudges adjustments. On a run of 200 parts, add five extra minutes of setup and 20 seconds of “double-check” per piece. That’s over an hour of labor you wouldn’t need with stored programs and repeatable backgauge positioning.
Spread that across jobs for five years.
Now add scrap. Not catastrophic failure. Just 2–5% variation from angle drift, mispositioning, fatigue at the end of a shift. If your average part carries $40 in material and processing before bending, scrapping 5 out of every 100 parts quietly burns $200 per batch. Do that twice a week and you’ve torched over $20,000 in a year.
You saved $20,000 upfront.
And you paid it back in scrap alone.
That’s before we talk about labor. A controlled CNC system doesn’t just reduce bad parts; it reduces dependence on your most experienced operator. Programs store corrections. Backgauges hit the same number every time. In some shops, one skilled operator can oversee two automated brakes. Try that with two arm-strong relics and tell me how long your shoulders last.
The real metric predicting survival isn’t “Can I afford the machine?” It’s “Can I afford my cost per part at scale?”
Which leads to the question most owners avoid: when does the upgrade stop being a luxury and start being the cheaper option?
I don’t start with brand. I start with three blunt questions.
1. How many identical parts do you run per month?
If your work is truly random one-offs, low repeat, low tolerance, automation won’t flex its muscle. But the moment you repeat jobs — even quarterly — stored programs and repeatable gauging cut setup to near zero. If you rerun a 150-piece bracket job six times a year, and automation saves two hours each run, that’s 12 labor hours back annually on one part number. Multiply by ten repeat jobs and you’re staring at weeks of reclaimed capacity.
Capacity you can sell.
2. What is your real scrap rate on bent parts?
Not what you tell customers. What’s in the scrap bin. Pull a month of data. If you’re above 3% on formed parts in production runs, there’s money on the floor. Even dropping from 4% to 1% on $500,000 worth of bent assemblies is $15,000 saved in a year. That alone can cover a large chunk of financing on a CNC upgrade.
That’s your margin bleeding out — and it’s measurable.
3. Is your best operator a bottleneck?
If only one person can “feel” the machine well enough to hit tolerance, you don’t own a scalable process. You own tribal knowledge. CNC with angle measurement or programmable depth control turns feel into data. That means a trained operator, not a gifted one, can run production. Labor risk drops. Scheduling stabilizes.
In more than one shop I’ve seen the ROI wasn’t scrap reduction — it was freeing the senior fabricator to quote, train, or run another cell. Labor redeployment, not just accuracy, paid for the machine.
If you answer those three honestly, the payback window usually stops being five years and starts looking like twelve months.
But shops don’t fail because they underestimate the present. They fail because they misjudge the future.
Here’s the mistake: buying the biggest, flashiest system “just in case.”
Future-proofing sounds responsible. Sometimes it’s just fear wearing a tie.
Not every upgrade pays back equally. A mid-range CNC hydraulic brake might land in that $35,000–$65,000 band and handle 90% of a small shop’s work. A premium electric model can carry a 20–30% price bump. Electric shines in high-volume, fast-cycle environments where energy savings and speed compound daily. If you’re bending 20 parts an hour, that premium may sit idle. If you’re bending 200, it starts working for you.
So buy for trajectory, not fantasy.
Look at your sales pipeline. Are customers asking for tighter tolerances? Larger batches? Faster turnaround? Are you quoting jobs you secretly hope they don’t accept because you know the manual brake will choke? That hesitation is data.
There’s also a ceiling to the “middle step.” Some shops jump from manual to basic NC thinking they split the difference. Lower cost, partial control. But if that machine lacks true programmable repeatability or has structural limits you’ll hit in 18 months, you’ve just financed your next replacement early. That’s not savings. That’s stacking debt.
The cleanest way I’ve found to decide is this:
Project your average monthly bent-part revenue three years out. Apply your current scrap and labor profile. Then model what happens if scrap drops to 1–2% and setup time per repeat job falls by half. Don’t guess wildly — run conservative numbers. If the difference covers financing and leaves room, automation isn’t a gamble. It’s insulation.
You’re not buying steel and hydraulics. You’re buying control over variability.
And once you start looking at machines through that lens — variability as liability, control as profit — the baseline shifts. The question stops being “What can I afford today?” and becomes “Which system keeps my cost per part predictable when the volume doubles?”


















