

Он скатил этот допотопный агрегат с прицепа так, будто только что что-то украл.
Заплатил за него меньше, чем за малолитражку. “Идеально, чтобы начать”, — сказал он. Первая работа — серия простых стальных кронштейнов: изгиб под 90 градусов, ничего сложного. К концу дня три из десяти оказались кривыми и отправились в металлолом. Угол — минус два градуса. Отверстия больше не совпадали. Было видно, как уверенность уходит быстрее, чем гидравлическое масло.
Машина дешёвая, конечно. Но почему она начала брать с него плату уже в первый день?

На бумаге всё выглядит логично. Подержанный ручной листогиб может стоить лишь долю цены модели с ЧПУ. Без сложных систем управления. Меньше затрат на обслуживание. Если сгибаешь пару деталей в неделю — что может пойти не так?
Вот чего не показывают технические характеристики.
Ручные станки требуют больше физического участия и большего мастерства оператора. Каждый сгиб — это настройка упора вручную, проверка выравнивания, ощущение усилия, контроль угла. Это навык. Настоящий навык. А навыки осваиваются со временем. До тех пор ты платишь «обучение» сталью.
Даже мастерские, клянущиеся в преданности “ручным” настройкам, часто устанавливают цифровые индикаторы или ЧПУ-задние упоры, чтобы обеспечить повторяемость. Если бы простая машина действительно была самым безопасным выбором, зачем тогда её потихоньку модернизируют, чтобы она работала уже не как простая?
Так что происходит, когда “и так сойдёт” становится твоим стандартом?
Давайте рассмотрим простой гипотетический пример.
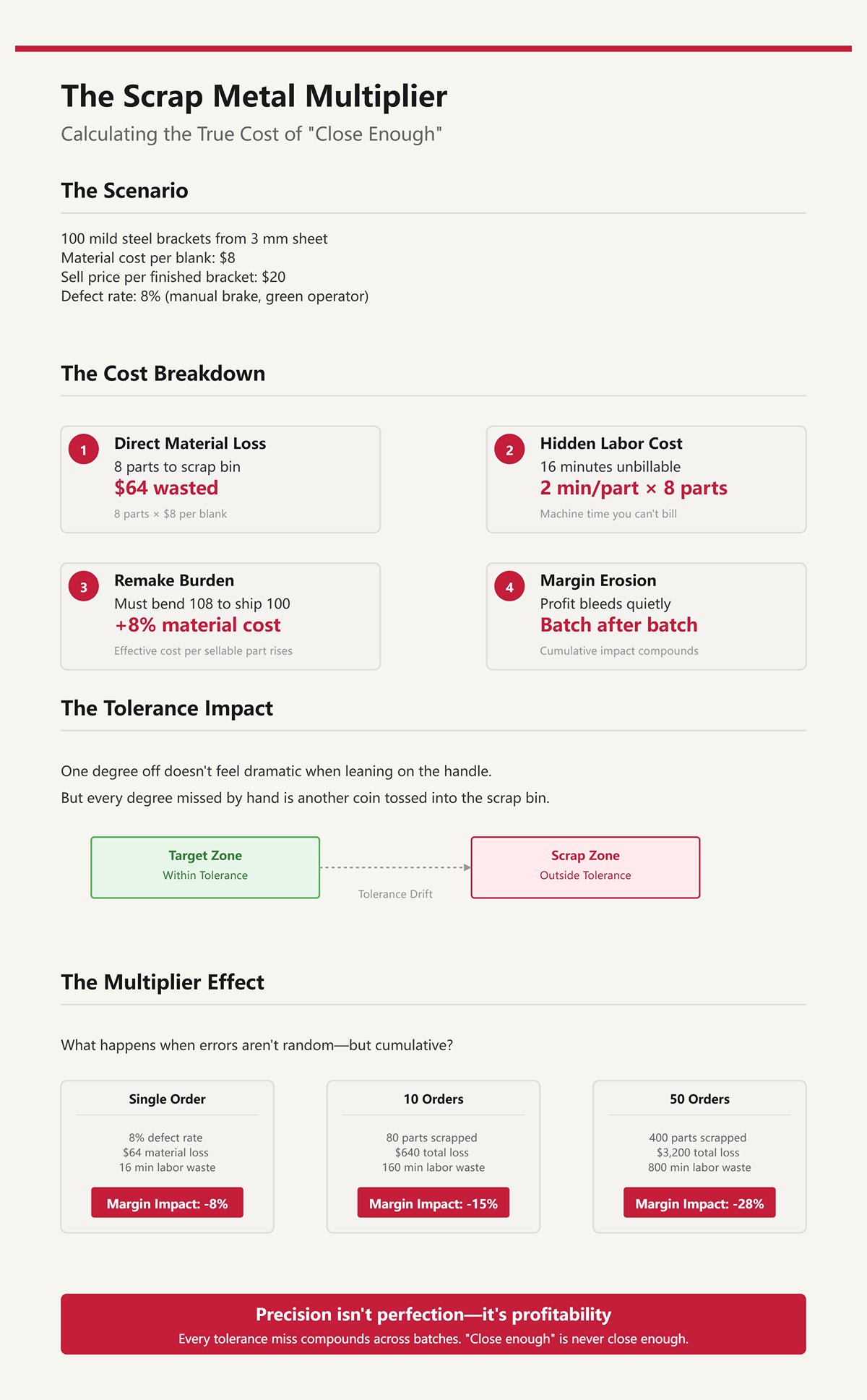
Ты гнешь 100 кронштейнов из мягкой стали толщиной 3 мм. Себестоимость за заготовку: $8. Цена продажи готового кронштейна: $20. В хороший день на ручном листогибе с начинающим оператором примерно 8% выйдут за допуск — угол не тот, длина полки «плавает», на поверхности вмятины от неравномерного давления.
Это 8 деталей прямо в металлолом. Минус $64 на материале. Но это только начало.
Каждая испорченная деталь также съела машинное время. Пусть на один цикл с гибом и манипуляциями уходит две минуты. Это 16 минут труда и времени станка, которые нельзя выставить счётом. А если переделывать — гнёшь уже 108 деталей, чтобы отгрузить 100.
В результате себестоимость материала выросла. Трудозатраты на одну продаваемую деталь подросли. Маржа незаметно тает — партия за партией.
Один градус отклонения не кажется серьёзным, когда нажимаешь на рычаг. Но каждый градус, который ты промахиваешь вручную, — это ещё одна монета, брошенная в контейнер с браком. Вот так и утекает твоя прибыль.
И это на одном заказе. А что, если ошибки не случайны — а накапливаются?

На ручном листогибе первые пять деталей часто выглядят прилично. Оператор входит в ритм. Потом наступает усталость. Руки тяжелеют. Глаза полагаются на прошлую настройку, вместо того чтобы перепроверять. Задний упор съезжает на полмиллиметра. Пружинение — склонность металла возвращаться после гибки — слегка различается от листа к листу.
По отдельности это мелкие отклонения. Вместе — они накапливаются.
Фланец, который короче на 0,5 мм, смещает следующую деталь. Ошибка угла в два градуса — и сборка уже не сидит заподлицо. Теперь вы не просто выбрасываете детали — вы переделываете сборки, расширяете отверстия, объясняете задержки заказчикам.
Уход допуска — это не драма. Это тишина. Он появляется в виде вопроса “Почему это не совпадает?” в 16:30.
Когда машина зависит от человеческой силы и суждения для обеспечения стабильности, вы просите человека стать системой управления. Мышцы заменяют серводвигатели. Память заменяет запрограммированную повторяемость. А люди — какими бы опытными они ни были — устают.
Так что настоящий вопрос не в том, дешевле ли ручной листогиб в покупке.
А в том, почему мы ожидаем, что человеческое тело выполнит работу прецизионного оборудования, не требуя платы за усилия.
Он задаёт вопрос прямо: Если ручной листогиб медленно съедает мою маржу, что реально защищает прибыль новичка?
Представьте себе 4-футовый, 17-тонный ручной листогиб на производственном участке. Чистая краска. Массивная рама. Длинный рычаг, внушающий уверенность в руках. В каталоге он называется “простым”. Без экранов. Без программного обеспечения. Только сталь и рычаг.
Теперь поставьте перед ним новичка с пачкой заготовок из листа 14-го калибра, которым нужно придать угол 90 градусов с точностью ±0,5 градуса, чтобы сборка сидела заподлицо. Без цифрового указателя угла. Без программируемого заднего упора. Только риски, рулетка и его глаз.
На бумаге это — простота. На производстве — требование к суждению, сопоставимому с любым ЧПУ-программированием.
Парадокс не в том, что ручные листогибы примитивны. А в том, что они только кажутся снисходительными. На деле они требуют мастерского понимания поведения материала, выравнивания и последовательности — потому что машина ни за что не компенсирует. Оператор — компенсирует.
А новички не знают, что именно им нужно компенсировать для, правда?
Я видел, как один мужчина пропустил проверку выравнивания, потому что предыдущий лист согнулся нормально. Та же партия, та же толщина, та же матрица. Он навёл на глаз и потянул рычаг.
Фланец вышел короче меньше чем на миллиметр.
Это не кажется значительным — пока не попытаешься прикрутить его к спаренной детали, просверленной на фрезере с ЧПУ, который весь день держит ±0,1 мм. Теперь отверстия смещены. Сборка качается. Три детали отправляются в брак.
На ручном листогибе нет петли обратной связи. Нет датчика, подтверждающего положение ползуна. Нет энкодера, отслеживающего угол в реальном времени. Система обратной связи измеряет результат и автоматически корректирует вход. Листогиб с ЧПУ видит, что угол 88,7°, и слегка увеличивает давление, чтобы довести до 90,0°.
Старая мускульная машина просто останавливается там, где решит оператор.
Когда машина полагается на человеческую силу и суждение для обеспечения стабильности, вы фактически делаете человека системой управления. Это означает необходимость помнить про упругий возврат, проверять выравнивание заднего упора каждые несколько деталей, компенсировать небольшие вариации толщины листа. Пропустите одну переменную — и деталь уйдёт из допуска.
Даже опытные операторы попадаются, когда элементы конструкции слишком близко подходят к линии гиба — отверстия или вырезы ближе примерно чем в четыре толщины материала. Металл деформируется или трескается, потому что напряжение концентрируется там, где недостаточно опорного материала. Вы не можете “почувствовать” это через рычаг. К тому моменту, когда вы это увидите, деталь уже в отходах.
Так что машина не подвела. Подвела физика. А человек, заменяющий систему обратной связи, не получил никакого предупреждения.
Что происходит, когда в дело вступает грубая сила?
Возьмём мягкую сталь толщиной 3 мм. Гнём её под углом 90 градусов в штампе. Сбрасываем давление — она возвращается примерно к 92 градусам. Это упругий возврат. Чтобы получить точные 90, нужно перегнуть — примерно до 88 — чтобы после возврата попасть в нужный угол.
На ЧПУ-гибочном станке контроллер рассчитывает эту компенсацию, исходя из сохранённых данных о материале и фактической глубины гиба. Он повторяет её одинаково в 8 утра и в 4 вечера.
На ручном гибочном станке перегиб зависит от мышечной памяти.
Первая деталь: вы тянете сильнее, перегибаете до 85. Отход. Вторая деталь: ослабляете усилие, получаете 91. Переделка. Третья деталь: думаете, что нашли нужное усилие — пока следующий лист в стопке не окажется чуть толще и не сопротивляется больше, так что привычное усилие даёт только 92 после упругого возврата.
Вы наваливаетесь чуть сильнее, чтобы “исправить”.”
Теперь ваш угол зависит от того, сколько кофе вы выпили и как чувствует себя ваше плечо. Это не точность; это переговоры со сталью.
И вот тихий момент: по мере увеличения толщины в пределах номинального диапазона станка требуемое усилие растёт быстро. Не линейно. Небольшое увеличение толщины требует непропорционального роста усилия. Ваше тело становится переменной, которая должна стабильно обеспечивать это усилие.
Грубая сила не контролирует угол. Она усиливает нестабильность.
Так где же начинается ложь рекламного указания о мощности?
| Раздел | Содержание |
|---|---|
| Тема | Грубая сила против упругого возврата материала: кто на самом деле контролирует угол? |
| Пример упругого возврата | Возьмём мягкую сталь толщиной 3 мм. Гнём её под углом 90 градусов в штампе. Сбрасываем давление — она возвращается примерно к 92 градусам. Это упругий возврат. Чтобы получить точные 90, нужно перегнуть — примерно до 88 — чтобы после возврата попасть в нужный угол. |
| Поведение ЧПУ-гибочного станка | На ЧПУ-гибочном станке контроллер рассчитывает эту компенсацию, исходя из сохранённых данных о материале и фактической глубины гиба. Он повторяет её одинаково в 8 утра и в 4 вечера. |
| Реальность ручного гиба | На ручном гибочном станке перегиб зависит от мышечной памяти. |
| Пример непостоянства | Первая деталь: вы тянете сильнее, перегибаете до 85. Отход. Вторая деталь: ослабляете усилие, получаете 91. Переделка. Третья деталь: думаете, что нашли нужное усилие — пока следующий лист в стопке не окажется чуть толще и не сопротивляется больше, так что привычное усилие даёт только 92 после упругого возврата. |
| Человеческая компенсация | Вы наваливаетесь чуть сильнее, чтобы “исправить”. Теперь ваш угол зависит от того, сколько кофе вы выпили и как чувствует себя ваше плечо. Это не точность; это переговоры со сталью. |
| Сила против толщины | По мере увеличения толщины в пределах номинального диапазона станка требуемая сила возрастает быстро — не линейно. Небольшой скачок в толщине требует непропорционального увеличения тоннажа. Ваше тело становится переменной, которая должна стабильно обеспечивать эту силу. |
| Ключевое понимание | Грубая сила не контролирует угол. Она усиливает нестабильность. |
| Заключительный вопрос | Так где же начинается ложь рекламного указания о мощности? |
Большинство ручных листогибов указывают рабочий диапазон примерно до 12–16 калибра мягкой стали. Для начинающей мастерской это звучит щедро.
Теперь сузьте деталь до маленького фланца — менее чем в четыре раза толще материала. Или сделайте плотный двойной отгиб — менее шести толщин между изгибами. Внезапно материал начинает сдвигаться во время хода. При возврате ползун может немного сместиться, потому что нагрузка была не по центру.
В техническом паспорте не говорилось о геометрии. Там предполагались идеальные условия.
Я знал владельца мастерской, который купил 4-футовый ручной листогиб на 17 тонн, думая, что он “покроет большинство работ”. На практике оказалось, что он справляется, может быть, с листом 9 или 10-го калибра на узких участках и значительно хуже по всей длине 4 футов. Важно учитывать тоннаж на фут. Если распределить изгиб по всей длине, доступная сила уменьшается. Машина, казавшаяся универсальной, превратилась в специализированный инструмент для “интересных мелочей”.”
Заплатил за него меньше, чем за компактный автомобиль.
Но всякий раз, когда работа приближалась к физическим пределам, детали сопротивлялись — требовалось больше силы, оператор уставал сильнее, угол вдоль длины становился менее равномерным. Центр мог попасть в 90 градусов, а края — остаться на 93, потому что прогиб не был компенсирован.
Это не вопрос обучения. Это рычаг и сталь спорят с биологией.
Так что да, ручной листогиб может прекрасно проявить себя при мелкосерийных индивидуальных работах, где каждая деталь уникальна, а время наладки играет главную роль. В этом узком сегменте гибкость оператора перевешивает программные затраты.
Но если новичок планирует серийное производство, близкое к пределу возможностей станка, то “порог” 16-го калибра — это не утешение. Это сигнальная ракета. Вы работаете на грани, где человеческое усилие, прогиб рамы и упругая деформация складываются вместе.
А когда пределы станка становятся вашей ежедневной реальностью, от чего ещё зависит оператор, помимо стабильности?
Однажды новый сотрудник спросил меня, почему мы так беспокоимся о защите на старом ручном листогибе. “Он же медленный,” — сказал он. — “Ты ведь видишь, как он идёт.”
Он был прав в одном. Ты действительно видишь, как он идёт.
Но он не видел отчёт о несчастных случаях на моём столе: более 360 ампутаций в год в США, связанных с листогибами, и это по всем типам — включая современные машины с защитой. Медленная работа не сохранила те пальцы. Медленная просто дала оператору время осознать, насколько плохим было решение.
А когда оператор — это и есть система управления, каждый запас прочности зависит от его рефлексов, от его суждения и уровня усталости в 16:45. Это не просто личный риск. Это бизнес-модель, построенная на надежде. Один неправильный зажим, одна страховая выплата, одна неделя простоя, пока OSHA задаёт вопросы — и вот ваша прибыль утекает.
Так действительно ли более медленная работа защищает вас, или просто меняет способ, каким вы получите травму?
Представьте лист стальной толщиной 14-го калибра, длиной четыре фута. Оператор на глаз выравнивает его по упору. Он берётся за край, тянет за рычаг — и прижимная балка опускается с ровной, человеческой скоростью. Никаких гидравлических щелчков. Никакого воя сервопривода. Только вес и рычаг.
Ощущение управляемости.
Но вот механизм, который большинство новичков упускают: тормозной путь на ручном гибочном прессе не рассчитан инженерами — он биологический. Гидравлические и сервопрессы могут работать в режиме “безопасной скорости” — примерно до 10 мм в секунду — и связывать его с фотоэлементами или лазерным AOPD (активным оптоэлектронным защитным устройством). Пересекаешь луч — и ползун останавливается в пределах рассчитанного, протестированного расстояния.
Ручной «мускульный» агрегат не имеет контролируемого времени остановки. Как только масса пришла в движение и рычаг задействован — тормозом становишься ты сам.
Медленнее движение не уменьшает силу раздавливания. Оно лишь растягивает временной промежуток между “не стоило класть сюда руку” и “уже не могу её вытащить”. Стальу безразлична драма. Её волнует только тоннаж.
Вот и иллюзия: видимое движение кажется безопаснее, чем невидимая сила. Но травмы от раздавливания связаны с усилием, а не со скоростью.
И если опасность кроется не в скорости, то где же пальцы на самом деле застревают?
Большинство людей полагает, что зона опасности — именно там, где пуансон встречается с матрицей, то есть инструмент с инструментом.
Однако анализы производственных травм показывают другую картину. Примерно 80 процентов зарегистрированных несчастных случаев на прессах происходят в незагороженных местах — у поверхности ползуна и в зоне, где лист изгибается и разворачивается назад, а не строго между пуансоном и матрицей. Подумайте об этом.
Вы поднимаете длинный фланец вверх. При изгибе металл вращается, и свободный конец движется дугой к вашему телу. Ведущая рука “страхует” лист. Зажим продолжает опускаться. Лист смещается на полдюйма, потому что нагрузка не идеально по центру. Ваш палец оказывается между движущимся листом и неподвижной рамой.
Этой точки защемления не существовало в начале хода. Она возникла в середине гиба из-за геометрии.
Ручные гибочные прессы усиливают этот эффект, потому что руки оператора и есть система позиционирования. Нет автоматических упоров, которые втягиваются сами. Нет запрограммированной последовательности, удерживающей руки вне опасной зоны до последнего безопасного момента. Вы направляете деталь в считанных дюймах от прижимной балки — так вы сохраняете выравнивание.
Когда машина полагается на человеческую силу и суждение для обеспечения повторяемости, вы просите человека быть системой управления. В ручном прессе вы ещё просите его быть системой защиты.
А новички ещё не знают, какие движения создают новые точки защемления. Узнают один раз.
Так что если риск заложен в самой механике, почему бы просто не добавить ограждения и не считать всё улаженным?
Я присутствовал на страховом аудите, когда инспектор прошёл мимо нашего станка с ЧПУ — лазерная защита, документированные тесты времени остановки, записи обучения операторов — и провёл двадцать минут у старого ручного агрегата.
“Где ваша оценка рисков?” — спросил он.
Согласно общему положению OSHA о служебной обязанности, вы обязаны обеспечить рабочее место, свободное от признанных опасностей. Стандарты ANSI, такие как B11.3, описывают, как современные гибочные прессы должны быть защищены: устройства обнаружения присутствия, режимы безопасной скорости, подтверждённые показатели остановки. Эти меры безопасности разрабатывались для гидравлических и сервосистем, способных доказать, с какой скоростью они останавливаются.
Ручной пресс‑тормоз не может это доказать. Нет контролируемого времени остановки для подтверждения. Нет интегрированной системы управления, чтобы связать её с фотоэлементом. Можно добавить ограждения и процедуры — и это стоит сделать, — но вы работаете с конструкцией, созданной до появления современного стандарта.
Страховые компании это прекрасно знают. Покупка нового оборудования вызывает вопросы о проведении оценки рисков, документированном обучении и инженерных системах безопасности. Если вы взяли ручной пресс‑тормоз, потому что он стоил дёшево, вы всё равно несёте те же требования по соблюдению норм, что и цех по соседству, работающий на ЧПУ.
Но почему он начал начислять плату уже в первый день?
Потому что “простота” не освобождает от требований современной культуры безопасности. Это лишь означает, что разрыв между тем, что делает машина, и тем, чего ожидают регулирующие органы, шире — и этот разрыв оплачивается часами обучения, документацией, доработками и иногда кровью.
Эту часть никто не указывает на ценнике.
На современном электро‑гидравлическом прессе я могу задать движение ползуна со скоростью 8 мм в секунду при входе в “зону приглушения”, связать это движение с лазерным барьером и задокументировать время остановки с точностью до миллисекунды. Прервите луч — и система сбрасывает давление и останавливает движение в пределах проверенного окна. Это время остановки фиксируется, повторяемо, подлежит аудиту.
Так выглядит инженерное решение для безопасности на практике: усилие создаётся жидкостью или сервоприводом, движение контролируется датчиками, а система управления может доказать, что она сделает, прежде чем палец приблизится к зоне риска.
Разница не в скорости. Она в ответственности.
Ручной пресс‑тормоз не может сказать, с какой скоростью он останавливается, потому что не знает этого. Нет обратной связи, нет датчика давления, нет энкодера, отслеживающего позицию. Когда вы переходите от «реликвии мышечной силы» к системе с приводом, вы получаете не только мощность, но и нечто более ценное — измеряемое поведение. А измеряемое поведение — это то, на что реагируют регуляторы, страховщики и ваш контейнер для брака.
Так какая система привода действительно закрывает этот разрыв, не создавая нового?
Встаньте рядом с простым гидравлическим пресс‑тормозом, гнущим лист из мягкой стали толщиной в 1/4 дюйма. Вы услышите, как насос создаёт давление, увидите, как ползун опускается под контролируемым потоком, и сразу почувствуете разницу: кривая усилия определяется гидравлическим давлением, а не плечом мастера.
Гидравлика работает по закону Паскаля — давление, приложенное к замкнутой жидкости, передаётся одинаково во все стороны. Примените этот принцип к пресс‑тормозу, и вы получите предсказуемое усилие по всему ходу, а не “столько, сколько оператор сможет сегодня”. Установите 80 тонн — и система выдаст 80 тонн с допустимым отклонением, в каждом цикле.
Эта стабильность важна не только для угла гиба. Она позволяет интеграцию с цепями безопасности. Гидравлический клапан может переключаться в режим безопасной скорости ниже примерно 10 мм в секунду. Фотоэлемент может задать контролируемую остановку. Движение ползуна больше не зависит от биологии; оно гидравлическое, а значит — управляемое.
Но гидравлика — не панацея. Ей нужны масло, уплотнения и клапаны. Высокие скорости подхода распространены, но ускорение и замедление уступают электрическим сервоприводам, особенно при многократной формовке, когда ползун циклически ходит вверх‑вниз. Если вашей детали нужны три прохода, время разгона и торможения складывается.
Вы получаете стабильное усилие и инженерно рассчитанную остановку. Вы можете потерять немного в скорости цикла и добавить обязанностей по обслуживанию — замена масла, проверка уплотнений, устранение течей. Игнорируйте это, и течи станут причиной скольжений, дрейф давления превратится в дрейф угла, а контейнер с браком начнёт тихо заполняться. Так утончается ваша прибыль.
Если гидравлика — практическая золотая середина, почему же некоторые цеха платят больше, чтобы вообще избавиться от масла?
Я наблюдал, как небольшой изготовитель корпусов из нержавейки установил полностью электрический сервопресс‑тормоз. Шариковые винты, приводимые сервомоторами, заменили гидроцилиндры. Нет постоянно работающего насоса. Нет масла, которое нужно прогревать. Когда ползун двигался, он двигался потому, что вращался мотор, — и когда останавливался, то потому, что энкодер зафиксировал нужное положение.
Сервосистемы сокращают разрыв между командой и движением плотнее, чем гидравлика. Энкодеры считывают положение с точностью до микрон. Двигатель регулирует крутящий момент в реальном времени. Для мелких деталей это означает более быстрые циклы и повторяемые углы без ожидания стабилизации давления. Некоторые мастерские отмечают заметное сокращение времени цикла и энергопотребления при выполнении точных работ.
Механически преимущество очевидно: вы устраняете сжимаемость жидкости и задержку отклика клапана. Контроллер приказывает двигателю переместиться на 0,01 мм, и винт перемещается на 0,01 мм. Эта точность напрямую интегрируется в систему безопасности — система точно знает, где находится ползун и с какой скоростью он движется в каждый момент времени.
Но вот что упускают новички: усилие сервоогиба ограничено, и увеличение его мощности быстро становится дорогим. Для тяжелых листов гидравлика по‑прежнему предпочтительнее, потому что генерация и поддержание очень больших усилий через шарико‑винтовые передачи требуют массивных двигателей и прочной механики. Многие мастерские приходят к гибридным решениям — электро‑приводы для тонких, высокоточных деталей; гидравлика — для толстых, мощных операций.
Так что рост цены тут не из-за того, что убрали масло ради комфорта. Речь о покупке более точного управления, большей скорости ускорения и меньших потерь энергии на холостом ходу — ради того, чтобы добиться выгоды в соответствующих задачах. Если ваш основной продукт — кронштейны из стали 10‑го калибра, окупаемость будет одной, а если вы гнёте 3/8‑дюймовую пластину на воздухе — совершенно другой.
А вот настоящая граница — и дело вовсе не в насосе или двигателе.
Представьте два “ЧПУ” пресса‑гиба. Один использует торсионный вал для синхронизации левой и правой сторон ползуна — механическую связь, объединяющую оба конца. Другой применяет независимые цилиндры с линейными энкодерами по обеим сторонам, которые сотни раз в секунду передают положение обратно в контроллер.
У обоих есть экраны. Оба принимают программы. Но только один по‑настоящему знает, где он находится.
В системе с торсионным валом упругая деформация вала и рамы может вносить заметные отклонения. Под нагрузкой металл скручивается. Допуски на изгиб могут «уплывать» на десятую долю миллиметра по мере изгиба компонентов. Машина точно выполняет программу — но программа не корректирует отклонения в реальном времени.
В современной электро‑гидравлической системе с замкнутым контуром каждая сторона ползуна сообщает свое точное положение. Если левая отстает на 0,02 мм, контроллер регулирует поток для коррекции прямо во время хода. Машина не просто движется — она сравнивает команду и фактическое состояние и устраняет расхождение ещё до завершения изгиба.
Замкнутый контур означает обратную связь. Обратная связь означает коррекцию до того, как деталь покинет штамп.
Это тот скачок, на который ручные машины неспособны. На старом “мышечном” станке ошибка становится очевидной только после упругого возврата, после измерения — когда вы уже держите остывшую деталь. Сталь уже «запомнила» ошибку. При замкнутом управлении система компенсирует различия в материале, прогибах и даже температуре во время хода.
Контейнер для брака перестает быть диагностическим инструментом и становится тем, чем и должен быть — в основном пустым.
Так что если обратная связь и программное обеспечение выполняют настоящую тяжелую работу, как теперь ранжируется сама мощность пресса?
Я видел, как 60‑тонный пресс‑гиб с ЧПУ превосходил более крупную ручную машину при изготовлении точных кронштейнов просто потому, что мог рассчитывать последовательность изгибов, компенсировать упругий возврат и позиционировать задний упор с точностью до сотых долей миллиметра. Меньшая машина выдавала детали, которые подходили с первого раза. Большая делала “почти нормально” — пока сборка не показывала, что нет.
Усилие определяет, какую толщину вы можете гнуть. Программное обеспечение определяет, подойдет ли деталь после окончания операции.
Современные системы ЧПУ моделируют последовательность изгибов, проверяют возможные столкновения и вычисляют припуск на изгиб — длину развернутого листа, необходимую для получения конечных размеров. Ошибитесь с этим на ручном станке — придется подрезать, перегибать или отправлять в брак. В ЧПУ‑системе контроллер корректирует глубину на основе библиотек материалов и предыдущих поправок. Каждый изгиб чему‑то учит систему.
Когда машина полагается на человеческую силу и суждение для поддержания стабильности, вы фактически просите человека стать системой управления. Когда программное обеспечение моделирует физику, а датчики подтверждают результат в середине хода, вы полагаетесь на математику и обратную связь вместо этого.
Дело не в удобстве. Дело в переносе риска с мышечной памяти на контролируемые системы.
И всё же не каждой мастерской нужна микронная точность или симуляция столкновений. Есть области этого ремесла, где простая машина по‑прежнему заслуживает своё место на полу — но только если вы точно понимаете, какая работа предназначена для неё, а какая нет.
Если именно программное обеспечение и обратная связь отличают управляемую систему от азартной игры, то когда стоит вернуться к машине, у которой нет ни того, ни другого?
Вот ответ, который большинство продавцов вам не скажет: когда ставки настолько низки, что точность — вопрос гордости, а не зарплаты.
У меня нет претензий к человеку, который заплатил за неё меньше, чем за компактную машину, и держит небольшой ручной листогиб у себя в гараже, чтобы согнуть кронштейн для собственного прицепа. Он не выставляет счета. Он не обещает сроки поставки. Если первая деталь выходит с отклонением на два градуса и он подправляет её молотком — никто не выписывает счёт за ошибку. Корзина для брака — досадное неудобство, а не бухгалтерская статья.
Вот она — поблажка выходного дня.
Тема, которую я настойчиво продвигаю, относится к мастерским, ориентированным на прибыль — местам, где пятьдесят деталей с сроком на понедельник означают аренду, зарплаты и репутацию. Любитель, который гнёт один косынок в субботу днём, не управляет производственной системой; он просто возится. Те скрытые 30 или 40 минут на подготовку, пробные сгибы, щурение на транспортир — это часть хобби. Время здесь — это отдых, а не накладные расходы.
Но измени контекст — и вместе с ним изменится математика.
Тот же мускульный раритет, который кажется очаровательным в тихие выходные, начинает взимать проценты в тот момент, когда вы обещаете поставку заказчику, который платит. Это ваша маржа, утекающая прочь.
Так что настоящая грань проходит не между гидравликой и ручным приводом. А между последствиями.
Давайте скажем прямо.
Если вы гнёте кронштейны ради удовольствия, непостоянство — это урок. Если вы гнёте детали ради прибыли, непостоянство — это риск и убытки.
В субботу вы можете позволить себе подкрадываться к углу. Сгиб. Измерение. Корректировка. Может, одна деталь уйдёт в брак. Может, две. Вы узнаёте, как именно отрабатывает этот листовой металл. Вы чувствуете материал. Есть удовлетворение мастера в этом диалоге со сталью.
Никакие часы не тикают.
А вот в понедельник утром в производственной мастерской тот же процесс — уже обуза. Пятьдесят одинаковых деталей означают пятьдесят шансов на разброс. Без задних упоров, устанавливающих размеры по программе, и контроллеров, компенсирующих возврат упругости, вы полагаетесь на память и мускулы. Когда машина зависит от человеческой силы и суждения для поддержания постоянства, вы просите человека быть системой управления. Это работает для одной детали. Но рушится при масштабировании.
Задайте себе прямой вопрос: если вы сделаете три ошибочных сгиба, прежде чем поймаете нужный угол, кто понесёт эти расходы?
Если ответ — “я, и меня это не беспокоит”, ручной листогиб всё ещё может иметь место в вашей жизни. Если ответ — “мой заказчик”, вы уже вышли за пределы поблажки.
Есть ещё одна ниша, где ручные машины могут выжить: настоящие единичные изделия из тонколистового материала — тонкого металла, не требующего высокой мощности и допускающего большие отклонения размеров.
Представьте себе изготовителя, который разрабатывает макет нестандартного корпуса, всё ещё корректируя расположение отверстий и длину фланцев. Конструкция находится в стадии развития. Размеры меняются от итерации к итерации. На этом этапе цель — не повторяемость, а исследование. Простой листогиб может быстро сформировать пробную деталь без необходимости программирования, библиотек инструментов или моделирования.
Скорость мысли побеждает скорость цикла.
Но даже здесь важно быть честным относительно своих навыков. Ручные листогибы вознаграждают опытные руки. Большинство новичков недооценивают упругий возврат, неправильно читают углы или вводят перекос из-за неравномерного зажима. Первые несколько деталей часто оказываются в отходах, прежде чем получится что-то достойное. В гараже это плата за обучение. В цеху — это ваши теряющиеся проценты прибыли.
И тонкий металл не означает автоматически простую задачу. Современные гидравлические и сервоприводные ЧПУ-листогибы обрабатывают тонкий материал с поразительной точностью, часто с наладкой, измеряемой минутами после программирования задания. Если вы регулярно создаёте прототипы для клиентов — даже небольшими сериями — программное обеспечение, запоминающее корректировки и воспроизводящее их позже, тихо окупает себя. “Одиночный экземпляр” обычно превращается в “а можно ещё десяток?”
Так что да, есть выходные послабления.
Изгибайте один кронштейн. Учитесь. Экспериментируйте. Наслаждайтесь ощущением, когда сталь поддаётся под вашими руками.
Просто не путайте это тихое удовлетворение с бизнес-моделью.
Потому что в тот момент, когда ваши детали начинают обеспечивать зарплату, а не личные проекты, вопрос перестаёт звучать как “Может ли этот станок это согнуть?” и превращается в “Во что обойдётся мне этот станок за ближайшие пять лет?”
Пяти лет достаточно, чтобы ошибочное решение стало казаться нормой.
Я видел владельцев, которые с гордостью говорили, что “заплатили за него меньше, чем за малолитражку”, показывали на ручной листогиб в углу и утверждали, что он “окупился”. Но почему он начал брать оплату с первого дня? Потому что как только этот станок начинает работать на зарплаты, каждая лишняя минута настройки, каждый пробный изгиб, каждая зависящая от оператора корректировка становится статьёй расходов. Этого не видно в одной работе. Это ощущается, когда контейнер с браком медленно заполняется неделями. Это ваши утекающие проценты прибыли.
Неочевидная часть вот в чём: цена покупки — это разовое событие; стоимость за деталь — это привычка. Привычка, которую вы повторяете тысячи раз.
Так что если вы хотите понять, во что действительно обходится ручной листогиб за пять лет, перестаньте спрашивать, сколько стоит его купить. Спросите, во что обходится каждый цикл под реальной рабочей нагрузкой.
Давайте сопоставим цифры, не притворяясь, что они универсальны.
Простой гидравлический листогиб с NC или ручным управлением может стоить от $10 000 до $15 000. Базовая модель ЧПУ на 40 тонн — от $15 000 до $35 000. Более серьёзный ЧПУ-листогиб на 100 тонн, полностью оснащённый и установленный, может подойти к шестизначной сумме. Этот разрыв пугает людей.
Но выживаемость определяется не счётом-фактурой, а стоимостью за деталь.
Стоимость за деталь проста по сути: (материал + трудозатраты + энергия + износ инструмента + брак) ÷ годные детали на выходе.
Ручные машины искажают два этих показателя: трудозатраты и брак.
Когда машина опирается на человеческую силу и суждение для точности, вы просите человека стать системой управления. Неопытному оператору может понадобиться три пробных изгиба, чтобы учесть упругий возврат. Даже опытный мастер проверяет углы вручную и делает мелкие корректировки. При серии из 200 деталей добавьте пять лишних минут настройки и по 20 секунд на “дополнительную проверку” каждой. Это более часа лишнего труда, который не понадобился бы при сохранённых программах и повторяемом позиционировании заднего упора.
Распределите это по заданиям на пять лет.
Теперь добавьте брак. Не катастрофический отказ. Просто 2–5 % вариации из-за отклонения угла, неправильного позиционирования, усталости к концу смены. Если средняя деталь несёт на себе 1 400 $ затрат на материалы и обработку до гибки, то списание 5 из каждых 100 деталей тихо сжигает 1 200 $ за партию. Делайте это дважды в неделю — и за год вы «сожжёте» более 20 000 $.
Вы сэкономили 20 000 $ сразу.
И вернули их обратно только на браке.
И это ещё до разговора о рабочей силе. Управляемая CNC‑система снижает не только количество плохих деталей; она уменьшает зависимость от самого опытного оператора. Программы сохраняют коррекции. Задние упоры попадают в одно и то же значение каждый раз. В некоторых цехах один квалифицированный оператор может контролировать два автоматизированных пресса. Попробуйте сделать то же с двумя «мускульными» динозаврами — и расскажите, как долго продержатся ваши плечи.
Настоящий показатель, предсказывающий выживание, — это не “Могу ли я позволить себе машину?”, а “Могу ли я позволить себе себестоимость детали в масштабе?”
Что подводит к вопросу, которого большинство владельцев избегают: когда модернизация перестаёт быть роскошью и становится более дешёвым вариантом?
Я не начинаю с бренда. Я начинаю с трёх прямых вопросов.
1. Сколько одинаковых деталей вы производите в месяц?
Если ваша работа действительно состоит из случайных единичных заказов, с низкой повторяемостью и низкой точностью, автоматизация не проявит свою силу. Но как только вы начинаете повторять заказы — даже ежеквартально — сохранённые программы и повторяемая настройка почти обнуляют время переналадки. Если вы повторяете заказ на 150 кронштейнов шесть раз в год, и автоматизация экономит два часа на каждом запуске, это 12 часов труда в год, возвращённых по одной позиции. Умножьте на десять повторяющихся заказов — и вы смотрите на недели высвобождённой мощности.
Мощности, которую можно продать.
2. Каков ваш реальный уровень брака на гнутых деталях?
Не тот, что вы говорите клиентам. Тот, что в контейнере для отходов. Возьмите данные за месяц. Если показатель выше 3 % на сформированных деталях в серийном производстве — на полу лежат деньги. Даже снижение с 4 % до 1 % при объёме 500 000 $ на гнутых сборках даёт экономию 15 000 $ в год. Этого уже достаточно, чтобы покрыть большую часть финансирования обновления до CNC.
Это утечка вашей прибыли — и она измерима.
3. Является ли ваш лучший оператор узким местом?
Если только один человек может “чувствовать” машину настолько, чтобы выдерживать допуск, у вас нет масштабируемого процесса. У вас есть племенные знания. CNC с измерением угла или программируемым управлением глубиной превращает «ощущение» в данные. Это значит, что обученный оператор, а не одарённый, может вести производство. Риски с персоналом снижаются. Графики стабилизируются.
Не в одном цехе я видел, что окупаемость шла не от снижения брака, а от освобождения старшего специалиста для просчёта смет, обучения или работы на другой линии. Перераспределение рабочей силы, а не только точность, окупало машину.
Если вы честно отвечаете на эти три вопроса, срок окупаемости обычно перестаёт быть пятью годами и начинает выглядеть как двенадцать месяцев.
Но цеха терпят неудачу не потому, что недооценивают настоящее. Они терпят её потому, что неправильно оценивают будущее.
Вот в чём ошибка: покупка самой большой и эффектной системы “на всякий случай”.”
«Защита на будущее» звучит ответственно. Иногда это просто страх в галстуке.
Не каждое обновление окупается одинаково. Гидравлический гибочный пресс среднего уровня с ЧПУ может стоить в диапазоне 35 000–65 000 и выполнять 90 % работы небольшой мастерской. Премиум-модель с электрическим приводом может добавить к цене 20–30 %. Электрический вариант блестяще проявляет себя в производстве больших серий с коротким циклом, где экономия энергии и скорость ежедневно дают эффект. Если вы гнёте 20 деталей в час, надбавка простаивает. Если 200 — она начинает работать на вас.
Так что покупайте, исходя из реальной траектории, а не фантазий.
Посмотрите на свою воронку продаж. Просят ли клиенты более точные допуски? Большие партии? Более быструю поставку? Бывает ли, что вы даёте коммерческое предложение на заказы, которых втайне не хотите получить, потому что знаете, что ручной пресс не справится? Это сомнение — тоже данные.
У “средней ступени” тоже есть потолок. Некоторые мастерские переходят с ручных машин на простые NC, думая, что нашли компромисс: ниже цена, частичная автоматизация. Но если у станка нет настоящей программируемой повторяемости или есть конструкционные ограничения, которых вы достигнете через 18 месяцев, вы просто профинансировали свою следующую замену заранее. Это не экономия. Это накопление долга.
Самый ясный способ, который я нашёл для принятия решения, такой:
Спрогнозируйте среднюю месячную выручку от гибки деталей через три года. Примените текущий уровень брака и затрат на труд. Затем смоделируйте, что произойдёт, если брак снизится до 1–2 % и время настройки на повторяемую работу сократится вдвое. Не гадайте — используйте консервативные цифры. Если разница покрывает финансирование и остаётся запас, автоматизация — не риск. Это защита.
Вы покупаете не сталь и гидравлику. Вы покупаете контроль над изменчивостью.
И как только вы начинаете смотреть на станки под этим углом — изменчивость как на источник потерь, контроль как на прибыль — исходная точка смещается. Вопрос перестаёт звучать как “Что я могу позволить себе сегодня?” и становится “Какая система сохранит предсказуемую себестоимость детали, когда объём удвоится?”


















