

Él descargó esa reliquia de brazo fuerte del remolque como si acabara de robar algo.
Pagó menos por ella que por un coche compacto. “Perfecto para comenzar”, dijo. El primer trabajo fue una serie de simples soportes de acero—dobleces de 90 grados, nada sofisticado. Al final de la tarde, tres de cada diez estaban torcidos en el contenedor de chatarra. El ángulo se desvió dos grados. Los agujeros ya no coincidían. Se podía ver cómo la confianza se drenaba más rápido que el aceite hidráulico.
Es una máquina barata, claro. Pero ¿por qué empezó a cobrarle desde el primer día?

Sobre el papel, las cifras se ven limpias. Una prensa plegadora manual usada puede costar una fracción de un modelo CNC. Sin controles complejos. Menores gastos de mantenimiento. Si estás doblando unas pocas piezas por semana, ¿qué podría salir mal?
Esto es lo que las hojas de especificaciones no te muestran.
Las máquinas manuales exigen más esfuerzo físico y más juicio del operador. Cada doblez implica ajustar el tope trasero a mano, revisar la alineación, sentir la presión, observar el ángulo. Eso es habilidad. Habilidad real. Y la habilidad toma tiempo en adquirirse. Hasta entonces, estás pagando matrícula en acero.
Incluso los talleres que juran por configuraciones “manuales” suelen añadir indicadores digitales o topes traseros CNC solo para mantener la repetibilidad ajustada. Si una máquina básica fuera realmente la apuesta más segura, ¿por qué la actualizan silenciosamente para que se comporte menos como una?
Entonces, ¿qué pasa cuando “suficientemente cerca” se convierte en tu estándar?
Hagamos una simple hipótesis.
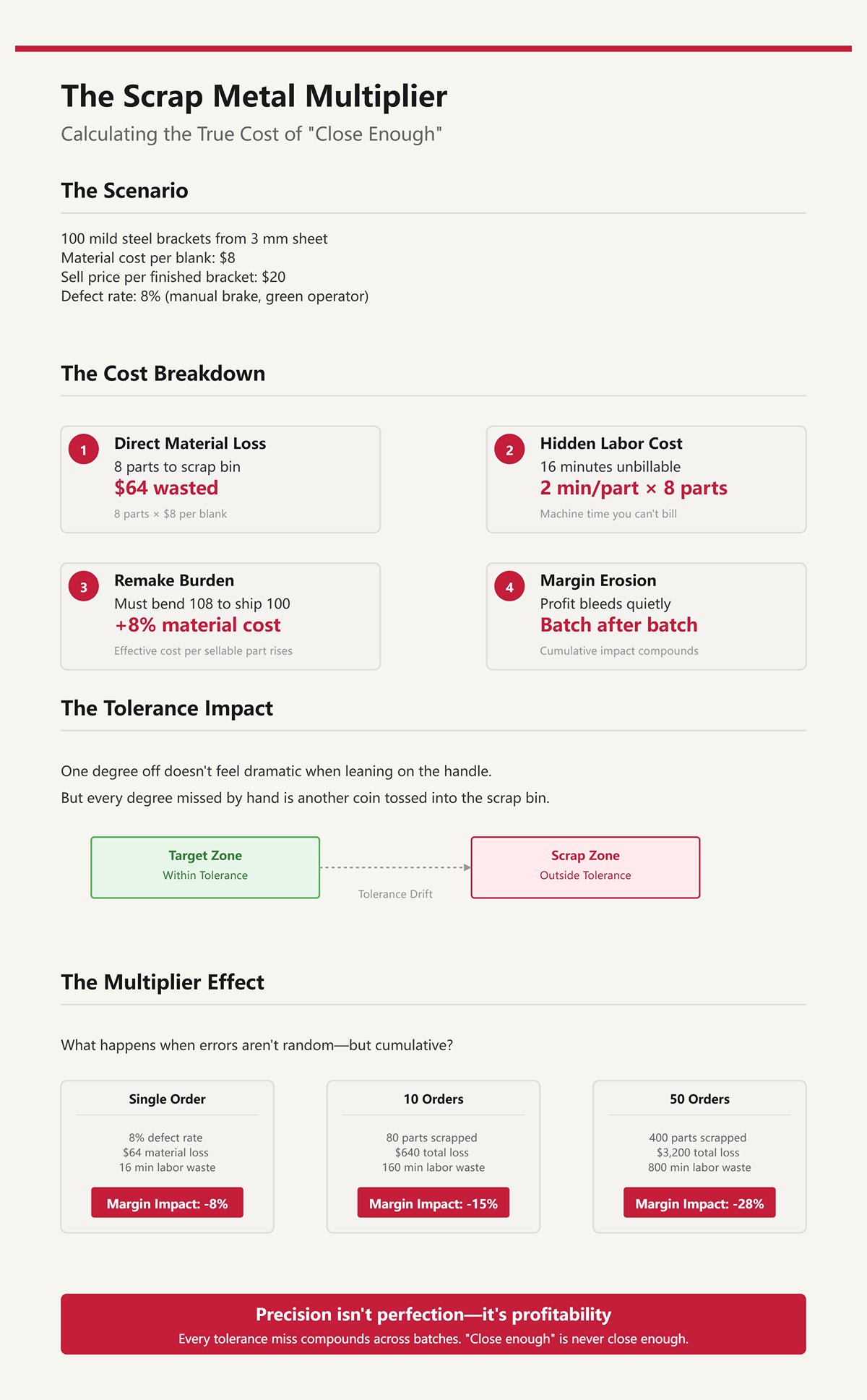
Estás doblando 100 soportes de acero dulce de 3 mm de espesor. Costo de material por pieza: $8. Precio de venta por soporte terminado: $20. En un buen día con una prensa manual y un operador novato, quizá 8% queden fuera de tolerancia—ángulo incorrecto, longitud de ala desviada, marcas cosméticas por presión desigual.
Esas son 8 piezas directo al contenedor de chatarra. $64 en material perdido. Pero eso es solo el comienzo.
Cada pieza defectuosa también consumió tiempo de máquina. Supongamos dos minutos por ciclo de doblado, incluyendo manipulación. Eso son 16 minutos de trabajo y tiempo de máquina que no puedes facturar. Y si las rehaces, ahora estás doblando 108 piezas para enviar 100.
Tu costo efectivo de material acaba de aumentar. Tu mano de obra por pieza vendible acaba de subir. Tu margen se adelgaza silenciosamente, lote tras lote.
Un grado de diferencia no parece dramático cuando estás empujando la palanca. Pero cada grado que fallas a mano es otra moneda lanzada al contenedor de chatarra. Así se desangra tu margen.
Y eso en un solo pedido. ¿Qué pasa cuando los errores no son aleatorios, sino acumulativos?

En una prensa plegadora manual, las primeras cinco piezas suelen verse decentes. El operador encuentra el ritmo. Luego aparece la fatiga. Los brazos se vuelven pesados. Los ojos confían en el último ajuste en lugar de volver a comprobar. El tope trasero se desliza medio milímetro. El springback—la tendencia del metal a relajarse después del doblado—varía ligeramente entre hojas.
Individualmente, son desviaciones minúsculas. Juntas, se acumulan.
Una brida que tiene un desfase de 0,5 mm empuja la siguiente característica fuera de posición. Un error de dos grados significa que un montaje no queda al ras. Ahora no solo estás desechando piezas, sino también retrabajando ensamblajes, ajustando agujeros y explicando retrasos a los clientes.
La deriva de tolerancia no es dramática. Es silenciosa. Se manifiesta como “¿Por qué no se alinean estas piezas?” a las 4:30 p.m.
Cuando una máquina depende de la fuerza y el juicio humanos para mantener la consistencia, le estás pidiendo a una persona que sea el sistema de control. Los músculos reemplazan a los servomotores. La memoria reemplaza la repetibilidad programada. Y las personas —por muy experimentadas que sean— se cansan.
Así que la verdadera pregunta no es si la prensa plegadora manual es más barata de comprar.
Es por qué esperamos que el cuerpo humano haga el trabajo de un hardware de precisión sin cobrarnos intereses por el esfuerzo.
Él plantea la pregunta directamente: Si la prensa manual sigue devorando mi margen, ¿qué protege realmente la ganancia de un principiante?
Imagina una prensa manual de 4 pies y 17 toneladas en el taller. Pintura limpia. Estructura pesada. Una palanca larga que se siente tranquilizadora en tus manos. El catálogo la llama “simple”. Sin pantallas. Sin software. Solo acero y palanca.
Ahora coloca a un operador novato frente a ella con una pila de láminas calibre 14 que necesitan un doblez de 90 grados dentro de ±0,5 grados para que el ensamblaje quede al ras. Sin lectura digital del ángulo. Sin tope programable. Solo marcas trazadas, una cinta métrica y su vista.
En el papel, eso es simplicidad. En el taller, es una exigencia de juicio que rivaliza con cualquier programa CNC.
La paradoja no es que las prensas manuales sean toscas. Es que solo parecen indulgentes. En realidad, exigen una conciencia a nivel maestro del comportamiento del material, la alineación y la secuencia, porque la máquina no compensa nada. El operador sí.
Y los principiantes no saben qué se supone que deben compensar para, ¿verdad?
Vi a un hombre saltarse una verificación de alineación porque la última lámina se dobló bien. Misma tanda, mismo espesor, mismo troquel. La alineó por tacto y bajó la palanca.
La brida salió corta por menos de un milímetro.
Eso no suena a mucho hasta que intentas atornillarla a una pieza complementaria perforada en un centro de mecanizado CNC que mantiene ±0,1 mm todo el día. Ahora los agujeros se desvían. El ensamblaje se tambalea. Tres piezas acaban en el contenedor de desecho.
En una prensa manual, no hay bucle de retroalimentación. No hay sensor que confirme la posición del ariete. No hay codificador que rastree el ángulo en tiempo real. Un sistema de retroalimentación mide la salida y ajusta la entrada automáticamente. Una prensa CNC ve que está en 88,7 grados y ajusta la presión para alcanzar los 90,0.
Una reliquia de brazo fuerte simplemente se detiene donde el operador decide detenerla.
Cuando una máquina depende de la fuerza y el juicio humanos para mantener la consistencia, se le está pidiendo a una persona que sea el sistema de control. Eso significa recordar el retroceso elástico, verificar la alineación del tope trasero cada pocas piezas, compensar por ligeras variaciones de espesor entre láminas. Si se pasa por alto una variable, la pieza se desvía.
Incluso los operadores experimentados caen en la trampa cuando las características del diseño se acercan demasiado a la línea de plegado: orificios o muescas a menos de unas cuatro veces el espesor del material. El metal se deforma o se agrieta porque la tensión se concentra donde no hay suficiente material de soporte. No se puede “sentir” eso a través de una palanca. Para cuando lo ves, ya es chatarra.
Así que la máquina no falló. La física sí. Y el humano que actuaba como sistema de retroalimentación no tuvo aviso alguno.
¿Qué pasa cuando entra en juego la fuerza bruta?
Toma acero dulce de 3 mm. Dóblalo a 90 grados en la matriz. Suelta la presión y se relajará hasta unos 92 grados. Esa recuperación elástica es el retroceso. Para alcanzar un verdadero 90, tienes que sobreplegar—quizás hasta 88—para que vuelva hacia adelante hasta la especificación.
En una prensa plegadora CNC, el controlador calcula esa compensación a partir de los datos del material almacenados y de la profundidad real del plegado. Lo repite de la misma forma a las 8 a. m. y a las 4 p. m.
En una prensa plegadora manual, el sobreplegado se basa en la memoria muscular.
Primera pieza: tiras más fuerte, sobrepasas hasta 85. Desecho. Segunda pieza: aflojas, quedas en 91. Retrabajo. Tercera pieza: crees que ya lo dominas, hasta que la siguiente lámina en la pila resulta un poco más gruesa y ofrece más resistencia, así que tu tirón habitual solo llega a 92 después del retroceso.
Te inclinas un poco más para “corregir”.”
Ahora tu ángulo depende de cuánta café hayas tomado y de cómo se sienta tu hombro. Eso no es precisión; eso es una negociación con el acero.
Y aquí está la parte silenciosa: a medida que el espesor aumenta dentro del rango nominal de la máquina, la fuerza requerida se eleva rápidamente. No de forma lineal. Un pequeño salto en espesor exige un incremento desproporcionado en el tonelaje. Tu cuerpo se convierte en la variable que intenta suministrar esa fuerza de manera constante.
La fuerza bruta no controla el ángulo. Amplifica la inconsistencia.
Entonces, ¿dónde empieza a mentirte la capacidad nominal del folleto?
| Sección | Contenido |
|---|---|
| Tema | Fuerza bruta contra retroceso del material: ¿quién controla realmente el ángulo? |
| Ejemplo de retroceso | Toma acero dulce de 3 mm. Dóblalo a 90 grados en la matriz. Suelta la presión y se relajará hasta unos 92 grados. Esa recuperación elástica es el retroceso. Para alcanzar un verdadero 90, tienes que sobreplegar—quizás hasta 88—para que vuelva hacia adelante hasta la especificación. |
| Comportamiento de la prensa plegadora CNC | En una prensa plegadora CNC, el controlador calcula esa compensación a partir de los datos del material almacenados y de la profundidad real del plegado. Lo repite de la misma forma a las 8 a. m. y a las 4 p. m. |
| Realidad de la prensa plegadora manual | En una prensa plegadora manual, el sobreplegado se basa en la memoria muscular. |
| Ejemplo de inconsistencia | Primera pieza: tiras más fuerte, sobrepasas hasta 85. Desecho. Segunda pieza: aflojas, quedas en 91. Retrabajo. Tercera pieza: crees que ya lo dominas, hasta que la siguiente lámina en la pila resulta un poco más gruesa y ofrece más resistencia, así que tu tirón habitual solo llega a 92 después del retroceso. |
| Compensación humana | Te inclinas un poco más para “corregir”. Ahora tu ángulo depende de cuánta café hayas tomado y de cómo se sienta tu hombro. Eso no es precisión; eso es una negociación con el acero. |
| Fuerza vs. Espesor | A medida que el espesor aumenta dentro del rango nominal de la máquina, la fuerza requerida se incrementa rápidamente—no de forma lineal. Un pequeño aumento en el espesor exige un incremento desproporcionado en la tonelada. Tu cuerpo se convierte en la variable que intenta suministrar esa fuerza de manera constante. |
| Idea principal | La fuerza bruta no controla el ángulo. Amplifica la inconsistencia. |
| Pregunta final | Entonces, ¿dónde empieza a mentirte la capacidad nominal del folleto? |
La mayoría de las prensas plegadoras manuales anuncian una capacidad de hasta aproximadamente acero dulce de calibre 12–16. Suena generoso para un taller principiante.
Ahora estrecha la pieza a una pequeña pestaña—menos de cuatro veces el espesor del material. O añade una doblez ajustada—menos de seis veces el espesor entre dobleces. De repente el material quiere desplazarse durante el recorrido. En el retorno, el pistón puede desalinearse ligeramente porque la carga no estaba centrada.
La hoja de especificaciones no mencionaba la geometría. Asumía condiciones ideales.
Conocí a un propietario de taller que compró una plegadora manual de 4 pies y 17 toneladas pensando que cubriría “la mayoría de los trabajos”. En la práctica, la encontró manejable para quizá calibre 9 o 10 en anchos estrechos, y mucho menos a lo largo de los 4 pies completos. Las toneladas por pie importan. Si distribuyes el doblez a lo largo de toda la longitud, diluyes la fuerza disponible. La máquina que parecía versátil se convirtió en una herramienta de nicho para “cosas precisas”.”
Pagó menos por ella que por un coche compacto.
Pero cada vez que un trabajo se acercaba a sus límites físicos, las piezas contraatacaban—más fuerza requerida, más esfuerzo para el operador, más variabilidad en el ángulo a lo largo de la longitud. El centro podía alcanzar 90. Los extremos podían quedarse en 93 porque la deflexión no se compensaba.
Eso no es un problema de capacitación. Eso es la palanca y el acero discutiendo con la biología.
Así que sí, una plegadora manual puede destacar en trabajos personalizados de bajo volumen donde cada pieza es única y el tiempo de configuración domina. En ese carril estrecho, la flexibilidad del operador supera la carga de la programación.
Pero si el plan de un principiante implica lotes repetibles cerca de la capacidad de la máquina, el “límite” de calibre 16 no es un consuelo. Es una señal de advertencia. Estás operando al borde donde la palanca humana, la deflexión del bastidor y el rebote elástico se acumulan.
Y cuando los límites de la máquina se convierten en tu realidad diaria, ¿qué más depende del operador además de la consistencia?
Un nuevo empleado me preguntó una vez por qué nos preocupábamos tanto por las protecciones en la vieja plegadora manual. “Es lenta,” dijo. “Puedes verla venir.”
Tenía razón en una cosa. Puedes verla venir.
Lo que no vio fue el registro de incidentes en mi escritorio: más de 360 amputaciones al año en Estados Unidos relacionadas con prensas plegadoras, y eso abarca todos los tipos —incluidas las máquinas modernas con sistemas de seguridad. La lentitud no mantuvo esos dedos unidos. La lentitud solo le dio al operador tiempo para comprender exactamente lo grave que fue la decisión.
Y cuando el operador es el sistema de control, cada margen de seguridad vive en sus reflejos, su juicio y su nivel de fatiga a las 4:45 p. m. Eso no es solo un riesgo personal. Es un modelo de negocio basado en la esperanza. Un mal pellizco, una reclamación de compensación laboral, una semana de inactividad mientras OSHA hace preguntas —ese es tu margen desangrándose.
Entonces, ¿moverse más despacio realmente te protege, o simplemente cambia la forma en que te lastimas?
Imagina una lámina de acero calibre 14, de cuatro pies de largo. El operador la alinea a ojo contra el tope trasero. Agarra el borde, tira de la palanca, y la viga de sujeción desciende a un ritmo constante, humano. Sin golpe hidráulico. Sin zumbido de servomotor. Solo peso y palanca.
Se siente controlable.
Pero aquí está el mecanismo que la mayoría de los principiantes pasa por alto: la distancia de detención en una prensa manual no está diseñada; es biológica. Las prensas hidráulicas y servo pueden funcionar en un modo de “velocidad segura” — por debajo de unos 10 mm por segundo — y vincularlo a una cortina de luz o a un AOPD (Dispositivo de Protección Optoelectrónica Activo). Rompe el haz, y el ariete se detiene dentro de una distancia diseñada y probada.
Una reliquia movida a fuerza de brazo no tiene un tiempo de parada monitoreado. Una vez que la masa está en movimiento y la palanca está engranada, tú eres el freno.
Un movimiento más lento no reduce la fuerza de aplastamiento. Solo estira la línea de tiempo entre “no debería haber puesto mi mano allí” y “ya no puedo retirarla”. Al acero no le importa el drama. Le importa la tonelada de presión.
Esa es la ilusión: el movimiento visible parece más seguro que la fuerza invisible. Pero las lesiones por aplastamiento tienen que ver con fuerza, no con velocidad.
Y si la velocidad no es el verdadero peligro, ¿dónde se atrapan realmente los dedos?
La mayoría de la gente imagina que la zona de peligro está justo en el punzón y la matriz — herramienta contra herramienta.
Los análisis de lesiones en la industria cuentan una historia diferente. Aproximadamente el 80 por ciento de las lesiones reportadas en prensas dobladoras ocurren en áreas sin protección, como la cara del ariete y donde la lámina gira y se pliega hacia atrás, no precisamente entre el punzón y la matriz. Piensa en eso.
Doblas una pestaña larga hacia arriba. A medida que el metal rota, el extremo libre se arquea hacia tu cuerpo. Tu mano de apoyo se mueve para “estabilizarlo”. La abrazadera continúa descendiendo. La lámina se desplaza media pulgada porque la carga no está perfectamente centrada. Tu dedo ahora está entre la lámina en movimiento y el marco fijo.
Ese punto de pinzamiento no existía al inicio del golpe. Se creó a mitad del doblado por la geometría.
Las prensas manuales amplifican esto porque las manos del operador son el sistema de posicionamiento. No hay dedos de tope que se retraigan automáticamente. No hay secuencia programada que mantenga las manos fuera hasta el último momento seguro. Estás guiando la pieza a pocos centímetros de la viga de sujeción porque así se mantiene la alineación.
Cuando una máquina depende de la fuerza y el juicio humanos para la consistencia, estás pidiéndole a una persona que sea el sistema de control. En una prensa manual, también le estás pidiendo que sea la estrategia de protección.
Y los principiantes aún no saben qué movimientos crean nuevos puntos de pinzamiento. Lo descubren una sola vez.
Entonces, si el riesgo está integrado en la mecánica, ¿por qué no simplemente añadir protecciones y darlo por solucionado?
Asistí a una auditoría de seguros donde el inspector pasó directamente frente a nuestra prensa CNC — con protección láser, pruebas documentadas de tiempo de detención, registros de capacitación del operador — y pasó veinte minutos en la vieja unidad manual.
“¿Dónde está su evaluación de riesgos?” preguntó.
Según la cláusula general de deber de OSHA, se requiere proporcionar un lugar de trabajo libre de peligros reconocidos. Las normas ANSI como la B11.3 establecen cómo deben protegerse las prensas dobladoras modernas: dispositivos de detección de presencia, modos de velocidad segura, desempeño de parada validado. Esas protecciones están diseñadas alrededor de sistemas hidráulicos y servo que pueden demostrar qué tan rápido se detienen.
Un freno manual no puede demostrar eso. No hay un tiempo de parada monitoreado que validar. No existe un sistema de control integrado con el que conectarse a una cortina de luz. Puedes añadir barreras y procedimientos —y deberías hacerlo—, pero estás trabajando sobre un diseño que precede a la norma.
Las compañías de seguros lo saben. La compra de nuevo equipo desencadena preguntas sobre evaluaciones de riesgo, capacitación documentada y salvaguardas diseñadas. Si adquieres un freno manual porque era barato, aún heredas las mismas expectativas de cumplimiento que el taller de la esquina que usa CNC.
Pero ¿por qué comenzó a cobrarle desde el primer día?
Porque lo “simple” no te exime de la cultura moderna de seguridad. Solo significa que la brecha entre lo que la máquina hace y lo que los reguladores esperan es mayor —y esa brecha se paga en horas de capacitación, documentación, actualizaciones y, a veces, con sangre.
Esa es la parte que nadie incluye en la etiqueta de precio.
En un freno electrohidráulico moderno, puedo ajustar el ariete para que avance a 8 mm por segundo una vez que entra en la “zona muda”, vincular ese movimiento a una protección láser y documentar la distancia de parada hasta el milisegundo. Si se interrumpe el haz, el control descarga la presión y detiene el movimiento dentro de una ventana probada. Ese tiempo de parada está registrado, es repetible y auditable.
Así es como se ve una solución de seguridad diseñada en la práctica: fuerza generada por fluido o servos, movimiento monitoreado por sensores y un control que puede demostrar lo que hará antes de que un dedo se acerque.
La diferencia no está en la velocidad. Está en la responsabilidad.
Un freno manual no puede decirte a qué velocidad se detiene porque no lo sabe. No hay un lazo de retroalimentación, ni un transductor de presión, ni un codificador vigilando la posición. Una vez que pasas de un relicto manual a un sistema con potencia, obtienes algo más valioso que el tonelaje: obtienes comportamiento medible. Y el comportamiento medible es a lo que responden los reguladores, aseguradoras y tu contenedor de chatarra.
Entonces, ¿qué sistema de potencia realmente cierra la brecha sin abrir una nueva?
Párate junto a una prensa plegadora hidráulica básica trabajando acero dulce de 1/4 de pulgada. Oirás la bomba generar presión, verás descender el ariete bajo flujo controlado y sentirás la diferencia de inmediato: la curva de fuerza está gobernada por la presión hidráulica, no por el hombro de un capataz.
Los sistemas hidráulicos funcionan según la ley de Pascal: la presión aplicada a un fluido confinado se transmite por igual en todas las direcciones. Trasládalo a una prensa plegadora y obtendrás un tonelaje predecible a lo largo del recorrido, no “lo que el operador pueda lograr hoy”. Configura 80 toneladas, y el sistema entregará 80 toneladas dentro de su margen de tolerancia, en cada ciclo.
Esa consistencia importa por más que el ángulo de doblado. Permite la integración con los circuitos de seguridad. Una válvula hidráulica puede cambiar a un modo de velocidad segura por debajo de unos 10 mm por segundo. Una cortina de luz puede ordenar una parada monitoreada. El movimiento del ariete ya no es biológico; es hidráulico y, por tanto, controlable.
Pero los sistemas hidráulicos no son mágicos. Dependen de aceite, sellos y válvulas. Las velocidades de aproximación rápida son comunes, pero la aceleración y la desaceleración pueden quedarse atrás frente a los servos eléctricos, especialmente en el conformado de múltiples pasadas donde el ariete cicla repetidamente. Si tu pieza necesita tres golpes, ese tiempo de aceleración y desaceleración se acumula.
Ganas fuerza constante y una parada diseñada. Puedes perder algo de velocidad de ciclo y añadir disciplina de mantenimiento —cambios de aceite, verificación de sellos, control de fugas—. Si ignoras eso, las fugas se convierten en riesgos de resbalón, la deriva de presión se convierte en desviación de ángulo y el contenedor de chatarra comienza a llenarse silenciosamente. Ese es tu margen desangrándose.
Así que si los sistemas hidráulicos son el punto medio práctico, ¿por qué algunos talleres están pagando una prima por eliminar el aceite por completo?
Vi a un pequeño fabricante instalar un freno servo totalmente eléctrico para carcasas delgadas de acero inoxidable. Los husillos de bolas accionados por servomotores reemplazaron los cilindros hidráulicos. No hay bomba en funcionamiento constante. No hay aceite calentándose. Cuando el ariete se movía, lo hacía porque un motor giraba —y cuando se detenía, se detenía porque el codificador indicaba que estaba en posición.
Los sistemas servo cierran la brecha entre la orden y el movimiento con más precisión que los hidráulicos. Los codificadores leen la posición en micras. El motor ajusta el par en tiempo real. Para piezas pequeñas, eso se traduce en ciclos más rápidos y ángulos repetibles sin esperar la estabilización de la presión. Algunos talleres informan mejoras significativas en tiempo de ciclo y consumo energético en trabajos de precisión.
Mecánicamente, la ventaja es simple: eliminas la compresibilidad del fluido y el retraso en la respuesta de las válvulas. El control le indica al motor que se mueva 0,01 mm, y el tornillo se mueve 0,01 mm. Esa precisión alimenta directamente la lógica de seguridad: el sistema sabe exactamente dónde está el cilindro y a qué velocidad se desplaza en cada instante.
Pero aquí está la parte que los novatos pasan por alto: la capacidad de tonaje de un servo es limitada, y escalarla cuesta caro rápidamente. Las placas pesadas aún favorecen la hidráulica porque generar y mantener fuerzas muy altas mediante husillos de bolas requiere motores masivos y mecánicas robustas. Muchos talleres terminan con sistemas híbridos: eléctricos para corridas delgadas y de alta precisión; hidráulicos para trabajos gruesos y de alto tonelaje.
Así que el salto de precio no se trata de eliminar el aceite por comodidad. Se trata de comprar un control más preciso, mayor aceleración y menor energía en reposo para los trabajos que lo justifican. Si tu fuente principal de trabajo son soportes de calibre 10 todo el día, el cálculo de retorno se ve diferente que si estás doblando en el aire placas de 3/8 de pulgada.
Lo que nos lleva a la verdadera línea divisoria — y no es la bomba ni el motor.
Imagina dos prensas dobladoras “CNC”. Una usa una barra de torsión para sincronizar los lados izquierdo y derecho del ariete — un enlace mecánico que une ambos extremos. La otra utiliza cilindros independientes con codificadores lineales en cada lado, enviando la posición de vuelta al controlador cientos de veces por segundo.
Ambas tienen pantallas. Ambas aceptan programas. Solo una sabe realmente dónde está.
En un sistema con barra de torsión, la deformación elástica de la barra y el bastidor puede introducir variaciones medibles. Bajo carga, el metal se tuerce. Podrías ver que las tolerancias de doblado se desvían hacia una décima de milímetro a medida que los componentes se flexionan. La máquina ejecuta el programa fielmente — pero el programa no corrige la deflexión en tiempo real.
En un sistema moderno electrohidráulico de lazo cerrado, cada lado del ariete informa su posición exacta. Si el lado izquierdo se retrasa 0,02 mm, el controlador ajusta el flujo para corregirlo durante la carrera. La máquina no solo se mueve; está comparando la orden con la realidad y reconciliando la diferencia antes de que el doblado termine.
Lazo cerrado significa retroalimentación. Retroalimentación significa corrección antes de que la pieza salga del molde.
Ese es el salto que las máquinas manuales no pueden dar. En una reliquia accionada a brazo, descubres el error después del rebote elástico, después de la medición, después de que la pieza se enfría en tu mano. El acero ya ha “memorizado” el error. Con control de lazo cerrado, el sistema compensa las variaciones del material, la deflexión, incluso los efectos de temperatura durante la carrera.
El contenedor de desperdicio deja de ser una herramienta de diagnóstico y se convierte en lo que debería ser: mayormente vacío.
Así que, si la retroalimentación y el software están haciendo el trabajo pesado real, ¿en qué posición queda ahora el tonelaje bruto?
He visto una prensa dobladora CNC de 60 toneladas superar a una unidad manual más grande en soportes de precisión simplemente porque podía calcular la secuencia de doblado, compensar el rebote y posicionar el tope posterior con centésimas de milímetro de precisión. La máquina más pequeña fabricó piezas que encajaron a la primera. La más grande hizo “lo suficientemente cerca”, hasta que el montaje demostró lo contrario.
El tonelaje determina qué espesor puedes doblar. El software determina si la pieza encaja cuando has terminado.
Los sistemas CNC modernos simulan la secuencia de doblado, señalan colisiones y calculan la tolerancia de doblado — la longitud desarrollada del material plano necesaria para lograr las dimensiones finales. Si eso se hace mal en una máquina manual, hay que recortar, volver a doblar o desechar. Con CNC, el controlador ajusta la profundidad basándose en bibliotecas de materiales y correcciones previas. Cada doblez le enseña algo al sistema.
Cuando una máquina depende de la fuerza y el juicio humanos para la consistencia, estás pidiéndole a una persona que sea el sistema de control. Cuando el software modela la física y los sensores confirman el resultado a mitad de carrera, estás pidiéndole a las matemáticas y a la retroalimentación que lo hagan en su lugar.
No se trata de comodidad. Se trata de trasladar el riesgo desde la memoria muscular hacia sistemas monitorizados.
Y, sin embargo, no todos los talleres necesitan precisión a nivel de micrones o simulación de colisiones. Hay rincones de este oficio donde una máquina sencilla aún se gana su lugar en el suelo — pero solo si entiendes exactamente qué trabajo pertenece allí y cuál no.
Si el software y la retroalimentación son lo que separa un sistema controlado de una apuesta, ¿cuándo tiene sentido retroceder a una máquina que no tiene ninguno de los dos?
Aquí está la respuesta que la mayoría de los vendedores no te darán: cuando lo que está en juego es lo suficientemente bajo como para que la precisión sea orgullo, no nómina.
No tengo ningún problema con un hombre que pagó menos por ella que por un coche compacto y guarda una pequeña prensa dobladora manual en su garaje para doblar un soporte para su propio remolque. No está cotizando trabajos. No está prometiendo fechas de entrega. Si la primera pieza sale dos grados corta y la ajusta con un mazo, nadie factura el error. El contenedor de desperdicios es una molestia, no una entrada en el libro contable.
Esa es la exención de fin de semana.
La tesis que he estado martillando aplica a los talleres impulsados por la ganancia — lugares donde cincuenta piezas para el lunes significan renta, salarios y reputación. Un aficionado doblando un refuerzo el sábado por la tarde no está ejecutando un sistema de producción; está trasteando. Los 30 o 40 minutos ocultos de configuración, las pruebas de doblado, el entrecerrar los ojos mirando un transportador — eso forma parte del pasatiempo. Allí el tiempo es ocio, no costos generales.
Pero cambia el contexto y las matemáticas cambian con él.
La misma reliquia de brazo fuerte que se siente encantadora en un tranquilo fin de semana empieza a cobrar intereses en el momento en que prometes entrega a un cliente que paga. Ahí es donde tu margen sangra.
Así que la verdadera línea divisoria no es hidráulica versus manual. Es consecuencia.
Hagámoslo claro.
Si estás doblando soportes por diversión, la inconsistencia es una lección. Si estás doblando piezas por ganancia, la inconsistencia es una responsabilidad.
Un sábado, puedes permitirte acercarte lentamente a un ángulo. Doblar. Medir. Ajustar. Tal vez desechar una. Tal vez dos. Aprendes cómo ese lote de acero dulce se recupera. Sientes el material. Hay una satisfacción artesanal en esa negociación con el acero.
El reloj no está corriendo.
Llega el lunes por la mañana en un taller de trabajo, ese mismo proceso es peso muerto. Cincuenta piezas idénticas significan cincuenta oportunidades para la variación. Sin topes traseros que se posicionen según dimensiones programadas y controladores que compensen el retroceso elástico, dependes de la memoria y del músculo. Cuando una máquina depende de la fuerza y el juicio humanos para la consistencia, estás pidiendo a una persona que sea el sistema de control. Eso funciona para una pieza. Se descompone a escala.
Hazte una pregunta directa: si haces tres dobleces malos antes de lograrlo, ¿quién absorbe ese costo?
Si la respuesta es “yo, y no me importa”, una prensa manual aún puede tener un lugar en tu vida. Si la respuesta es “mi cliente”, ya has cruzado fuera de la exención.
Hay otro rincón donde las manuales pueden sobrevivir: verdaderos ejemplares únicos en material de calibre ligero — chapa delgada que no exige alta tonelada y donde la tolerancia dimensional es flexible.
Imagina a un fabricante haciendo un prototipo de un recinto personalizado, todavía ajustando las ubicaciones de los orificios y las longitudes de las pestañas. El diseño es fluido. Las dimensiones cambian entre iteraciones. En esa fase, el objetivo no es la repetibilidad; es la exploración. Una prensa simple puede formar una pieza de prueba rápida sin la carga de programación, bibliotecas de herramientas o simulación.
La velocidad de pensamiento supera la velocidad de ciclo.
Pero incluso aquí, sé honesto acerca de tus habilidades. Las prensas manuales recompensan las manos experimentadas. La mayoría de los principiantes subestiman el retroceso elástico, interpretan mal los ángulos o introducen torsión porque la presión de sujeción no es uniforme. Las primeras piezas a menudo terminan en el contenedor de chatarra antes de que una salga bien. En un garaje, eso es aprendizaje. En un taller, eso es tu margen desangrándose.
Y el calibre ligero no significa automáticamente simplicidad. Las modernas prensas hidráulicas CNC y de servomotor manejan material delgado con una precisión absurda, a menudo con configuraciones que se logran en minutos una vez programado el trabajo. Si haces prototipos repetidamente para clientes — incluso en lotes pequeños — el software que almacena correcciones y las reproduce después te devuelve el dinero discretamente. El “único” tiene la costumbre de convertirse en un “¿puedes hacer diez más?”
Así que sí, hay una exención de fin de semana.
Dobla un soporte. Aprende. Experimenta. Disfruta la sensación del acero cediendo bajo tus manos.
Solo no confundas esa tranquila satisfacción con un modelo de negocio.
Porque en el momento en que tus piezas paguen nómina en lugar de proyectos personales, la pregunta deja de ser “¿Puede esta máquina doblarlo?” y se convierte en “¿Cuánto me costará esta máquina durante los próximos cinco años?”
Cinco años son suficientes para que una mala decisión parezca normal.
He visto propietarios presumir que pagaron menos por ella que por un coche compacto, señalar una prensa manual en la esquina y decir que “se pagó sola”. Pero, ¿por qué empezó a cobrarle desde el día uno? Porque una vez que esa máquina alimenta la nómina, cada minuto extra de configuración, cada prueba de doblez, cada corrección dependiente del operador se convierte en un elemento de costo. No lo sientes en un solo trabajo. Lo sientes en el contenedor de chatarra llenándose lentamente, semana tras semana. Ese es tu margen desangrándose.
La parte no obvia es esta: el precio de compra es un evento único; el costo por pieza es un hábito. Uno que repites miles de veces.
Así que, si quieres saber cuánto cuesta realmente una prensa manual durante cinco años, deja de preguntar cuánto cuesta comprarla. Pregunta cuánto cuesta cada vez que la haces funcionar bajo presión de producción real.
Pongamos números sin fingir que son universales.
Una prensa hidráulica básica tipo NC o manual puede costarte entre $10,000 y $15,000. Una CNC de 40 toneladas de nivel inicial podría situarse entre $15,000 y $35,000. Una CNC más seria de 100 toneladas, bien equipada e instalada, puede acercarse a seis cifras en total. Esa diferencia asusta a la gente.
Pero la supervivencia no se decide por la factura. Se decide por el costo por pieza.
El costo por pieza es simple en concepto: (material + tiempo de trabajo + energía + desgaste de herramienta + chatarra) ÷ piezas buenas enviadas.
Las máquinas manuales distorsionan dos de esas variables: tiempo de trabajo y chatarra.
Cuando una máquina depende de la fuerza y el juicio humanos para la consistencia, le estás pidiendo a una persona que sea el sistema de control. Un operador novato podría necesitar tres dobleces de prueba para ajustar el retroceso elástico. Incluso uno experimentado verifica los ángulos manualmente y hace pequeños ajustes. En una serie de 200 piezas, agrega cinco minutos extra de configuración y 20 segundos de “doble verificación” por pieza. Eso es más de una hora de trabajo que no necesitarías con programas almacenados y posicionamiento repetible del tope posterior.
Distribúyelo entre los trabajos durante cinco años.
Ahora añade el desperdicio. No un fallo catastrófico. Solo una variación de 2–5 % por desviación de ángulo, mala colocación, fatiga al final de un turno. Si tu pieza promedio tiene un costo de 1 ,40 $ en material y procesamiento antes del doblado, desechar 5 de cada 100 piezas quema silenciosamente 1 ,200 $ por lote. Haz eso dos veces por semana y habrás quemado más de 20 ,000 $ en un año.
Ahorraste 20 ,000 $ por adelantado.
Y lo devolviste únicamente en desperdicio.
Eso antes de hablar de la mano de obra. Un sistema CNC controlado no solo reduce las piezas defectuosas; también reduce la dependencia de tu operario más experimentado. Los programas almacenan correcciones. Los topes traseros alcanzan el mismo número cada vez. En algunos talleres, un operador calificado puede supervisar dos prensas automatizadas. Intenta eso con dos reliquias manuales y dime cuánto tiempo aguantan tus hombros.
La métrica real que predice la supervivencia no es “¿Puedo permitirme la máquina?” sino “¿Puedo permitirme mi costo por pieza a escala?”
Lo que lleva a la pregunta que la mayoría de los dueños evitan: ¿cuándo la mejora deja de ser un lujo y empieza a ser la opción más barata?
No empiezo con la marca. Empiezo con tres preguntas directas.
1. ¿Cuántas piezas idénticas produces por mes?
Si tu trabajo es verdaderamente aleatorio, de una sola pieza, poca repetición y baja tolerancia, la automatización no mostrará su músculo. Pero en el momento en que repites trabajos —incluso trimestralmente— los programas almacenados y el calibrado repetible reducen la preparación casi a cero. Si repites un trabajo de soportes de 150 piezas seis veces al año y la automatización ahorra dos horas en cada corrida, eso son 12 horas de trabajo recuperadas al año en un solo número de parte. Multiplícalo por diez trabajos repetitivos y estarás mirando semanas de capacidad recuperada.
Capacidad que puedes vender.
2. ¿Cuál es tu tasa real de desperdicio en piezas dobladas?
No la que dices a los clientes. La que está en el contenedor de chatarra. Extrae un mes de datos. Si estás por encima del 3 % en piezas formadas en producciones, hay dinero en el suelo. Incluso bajando de 4 % a 1 % en 500 ,000 $ de subconjuntos doblados se ahorran 15 ,000 $ en un año. Eso por sí solo puede cubrir una gran parte del financiamiento de una mejora CNC.
Esa es tu rentabilidad desangrándose — y es medible.
3. ¿Tu mejor operador es un cuello de botella?
Si solo una persona puede “sentir” la máquina lo suficiente para cumplir la tolerancia, no posees un proceso escalable. Posees conocimiento tribal. El CNC con medición de ángulo o control de profundidad programable convierte la sensación en datos. Eso significa que un operador capacitado, no uno dotado, puede llevar la producción. El riesgo laboral disminuye. La programación se estabiliza.
En más de un taller he visto que el retorno de inversión no fue la reducción del desperdicio —fue liberar al fabricante senior para cotizar, capacitar o dirigir otra célula. La redistribución de la mano de obra, no solo la precisión, pagó la máquina.
Si respondes esas tres preguntas con honestidad, la ventana de recuperación normalmente deja de ser de cinco años y empieza a parecer de doce meses.
Pero los talleres no fracasan porque subestimen el presente. Fracasan porque juzgan mal el futuro.
Aquí está el error: comprar el sistema más grande y llamativo “por si acaso”.”
Prepararse para el futuro suena responsable. A veces solo es el miedo con corbata.
No todas las actualizaciones devuelven el mismo valor. Una prensa plegadora hidráulica CNC de gama media puede situarse en el rango de 35.000–65.000 y manejar el 90 % del trabajo de un pequeño taller. Un modelo eléctrico de gama alta puede tener un sobreprecio de 20–30 %. Los equipos eléctricos brillan en entornos de alto volumen y ciclos rápidos, donde el ahorro de energía y la velocidad se multiplican día a día. Si doblas 20 piezas por hora, esa prima puede quedarse inactiva. Si doblas 200, empieza a trabajar para ti.
Así que compra según tu trayectoria, no según una fantasía.
Mira tu canal de ventas. ¿Los clientes están pidiendo tolerancias más precisas? ¿Lotes más grandes? ¿Entregas más rápidas? ¿Estás cotizando trabajos que secretamente esperas que no acepten porque sabes que la prensa manual se atascará? Esa vacilación es un dato.
También hay un techo para el “paso intermedio”. Algunos talleres pasan de una máquina manual a una NC básica pensando que es el punto medio. Menor costo, control parcial. Pero si esa máquina carece de verdadera repetibilidad programable o tiene limitaciones estructurales que alcanzarás en 18 meses, acabas de financiar tu próximo reemplazo por adelantado. Eso no es ahorro. Es acumulación de deuda.
La forma más clara que he encontrado para decidir es esta:
Proyecta tus ingresos mensuales promedio por piezas dobladas dentro de tres años. Aplica tu perfil actual de desperdicio y mano de obra. Luego modela qué sucede si el desperdicio baja a 1–2 % y el tiempo de preparación por trabajo repetido se reduce a la mitad. No adivines — usa cifras conservadoras. Si la diferencia cubre el financiamiento y deja margen, la automatización no es una apuesta. Es un seguro.
No estás comprando acero e hidráulica. Estás comprando control sobre la variabilidad.
Y una vez que empieces a ver las máquinas a través de ese lente —la variabilidad como pasivo, el control como ganancia—, la base cambia. La pregunta deja de ser “¿Qué puedo pagar hoy?” y pasa a ser “¿Qué sistema mantiene mi costo por pieza predecible cuando el volumen se duplica?”


















