

Letzten Dienstag hast du zehn Halterungen aus 1/8″ A36 gebogen. Die erste zeigte 90°. Die zweite 91,5°. Bei der achten hast du auf 93° geschaut und den Stößel weitere 0,010″ heruntergedreht, als würdest du den Stahl damit einschüchtern, sich zu benehmen.
Du hast kein Metall geformt.
Du hast einen Kampf mit ihm angefangen.
Wer lange genug vor einer Abkantpresse steht, für den sieht sie irgendwann wie eine Stempelpresse aus. Der Stempel fährt herunter. Die Matrize steht bei 90°. Das Metall wird dazwischen gepresst. Wenn das Teil also nicht 90° hat, lautet die Anfängerantwort einfach: mehr Druck.
Ich habe einmal gesehen, wie ein junger Kerl ein 3/16″-Blech in eine 1/2″-V-Matrize laufen ließ und den Druck fast bis an die Nennlast der Maschine drehte, weil sich der Winkel immer wieder öffnete. Er dachte, wenn 40 Tonnen nicht reichen, dann eben 60. Bis zum Mittag ächzte der Stößel, das Werkzeug war an den Schultern aufgerieben, und die Teile drifteten immer noch um anderthalb Grad. Dieses Werkzeugsatz kostete mehr als sein Pickup. Teurer Fehler.
Die Abkantpresse ist keine Form. Sie ist ein Hebel. Und der Stahl ist kein Ton. Er ist eine Feder.
Was passiert also wirklich, wenn du auf das Pedal trittst und versuchst, das Problem plattzudrücken?

Sagen wir, du hast 1/8″ Baustahl in einer 1″-V-Matrize. Beim Luftbiegen berührt der Stempel den Boden nie. Er drückt das Material in die V-Form, und der Winkel wird durch die Tiefe bestimmt – nicht durch den Winkel der Matrize selbst.
Jetzt wirst du ungeduldig. Du treibst den Stößel tiefer, jagst den 90° hinterher und denkst, Druck bedeute Präzision. In Wirklichkeit näherst du dich dem Boden – du zwingst das Material, die Matrizenflanken zu berühren.
Wenn du bis zum Boden biegst oder prägst, benutzt du das Drei- bis Fünffache der Tonnage des Luftbiegens. Dadurch wird die neutrale Faser – die Schicht im Inneren des Metalls, die sich weder dehnt noch staucht – zusammengedrückt, und das reduziert den Rückfederungseffekt. Deshalb kann das Bodenbiegen in der Serienfertigung absolut wiederholbar sein.
Aber hier ist der Haken: Wenn Winkel des Werkzeugs, Materialstärke und Maschinenkalibrierung nicht exakt stimmen, presst du nur ungleiche Variablen härter zusammen.
Ich habe einmal versucht, ein 92°-Problem bei 11-Gauge zu “lösen”, indem ich die Tonnage statt die Tiefe erhöhte. Das Ergebnis: leichte Matrizenspuren auf 200 Sichtteilen und ein Stempel, der nie wieder exakt so saß wie zuvor. Wir haben keine Genauigkeit gewonnen. Wir haben nur Schaden gekauft.
Wenn du denkst, die Abkantpresse sei ein Stempel, wirst du auf Ungenauigkeiten immer mit Kraft reagieren.
Teste es an Ausschussmaterial.
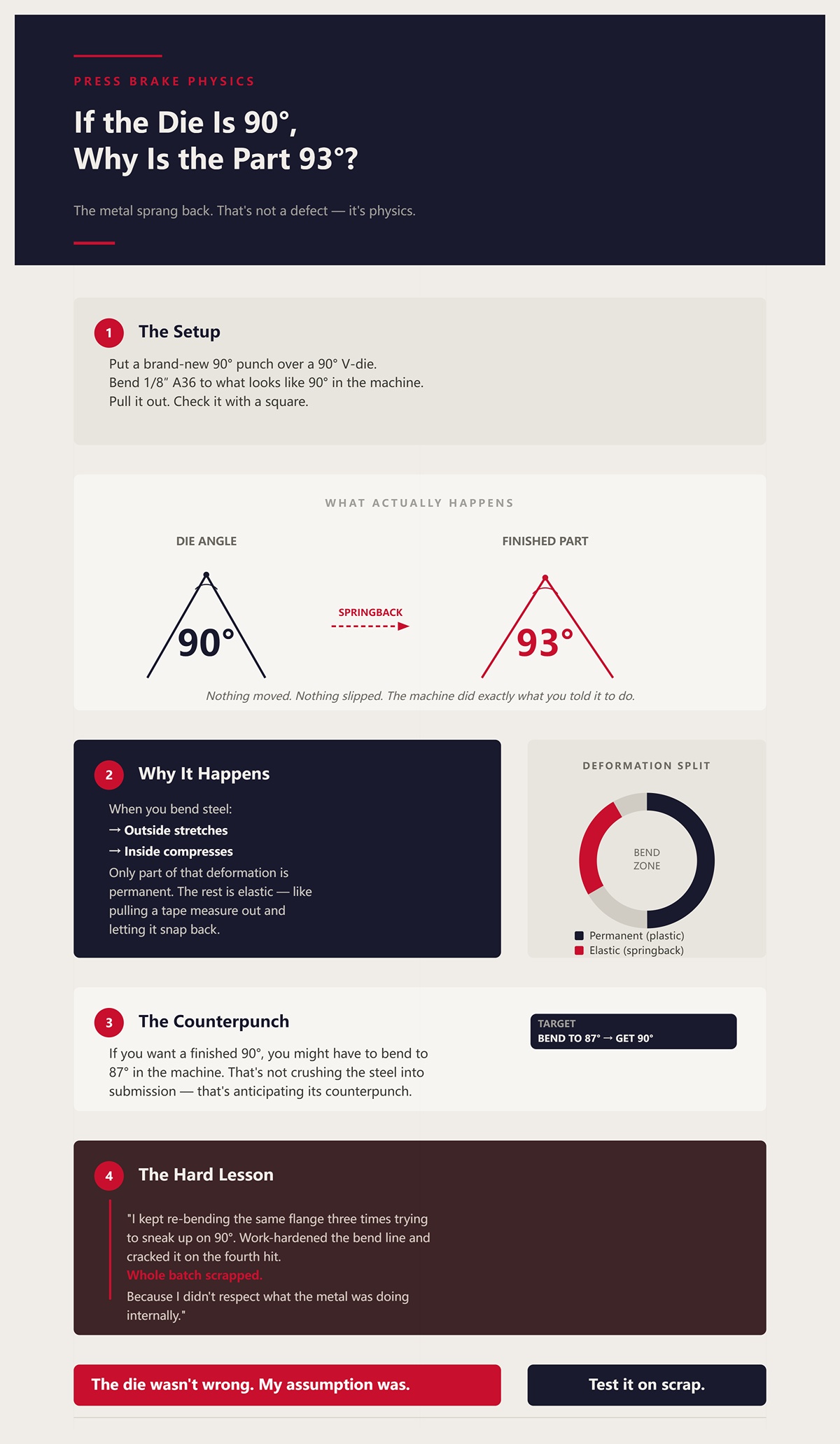
Nimm einen brandneuen 90°-Stempel und eine 90°-V-Matrize. Biege 1/8″ A36 so, dass es in der Maschine wie 90° aussieht. Nimm es heraus. Prüfe es mit einem Winkel.
Er zeigt 93° an.
Nichts hat sich bewegt. Nichts ist verrutscht. Die Maschine hat genau das getan, was du ihr gesagt hast.
Das Metall sprang zurück.
Wenn man Stahl biegt, dehnt sich die Außenseite der Biegung. Die Innenseite wird zusammengedrückt. Nur ein Teil dieser Verformung ist dauerhaft. Der Rest ist elastisch – wie wenn man ein Maßband herauszieht und es zurückschnappen lässt. Wenn der Stößel nach oben fährt, wird der elastische Anteil freigesetzt, und der Winkel öffnet sich.
Das ist Rückfederung. Und es ist kein Fehler. Es ist Physik.
Wenn du einen fertigen 90°-Winkel willst, musst du vielleicht in der Maschine auf 87° biegen. Das ist kein Versuch, den Stahl zu bezwingen. Das ist das Vorausberechnen seines Gegenschlags.
Als ich das zum ersten Mal lernte, habe ich denselben Flansch dreimal nachgebogen, um mich “an die 90° heranzutasten”. Ich habe die Biegekante kaltverfestigt und sie beim vierten Schlag gerissen. Die ganze Charge wurde verschrottet, weil ich nicht respektierte, was das Metall innerlich tat.
Das Werkzeug war nicht falsch. Meine Annahme war es.
Teste es an Ausschussmaterial.
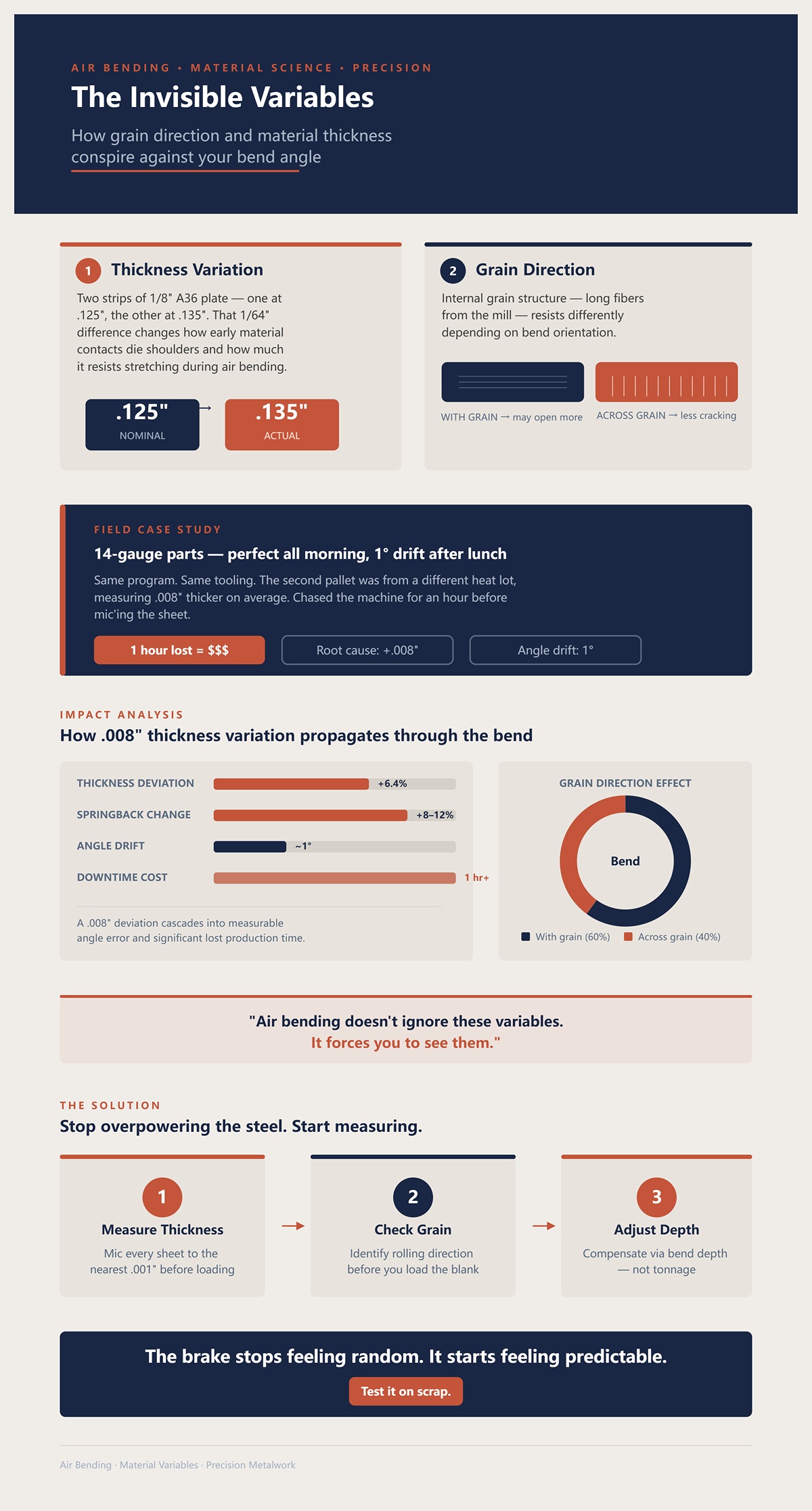
Nimm zwei Streifen aus 1/8″ Blech, beide mit A36 gekennzeichnet. Einer misst .125″. Der andere .135″. Dieser Unterschied von 1/64″ sieht nicht nach viel aus, bis du in der Luft biegst.
Beim Luftbiegen wird der Winkel durch die Eindringtiefe in das V gesteuert. Die Dicke beeinflusst, wie früh das Material die Werkzeugschultern berührt und wie stark es sich dem Strecken widersetzt. Ein dickeres Blech federt anders zurück als ein dünneres, selbst wenn das Programm identisch ist.
Nun drehe das Blech um 90°, sodass du quer zur Walzkornrichtung statt mit ihr biegst. Die innere Kornstruktur – lange Fasern aus dem Walzwerk – reagiert je nach Richtung unterschiedlich. Quer zur Kornrichtung bekommst du oft weniger Risse, aber etwas andere Rückfederung. Mit der Kornrichtung öffnet es sich möglicherweise stärker.
Ich habe einmal 14-Gauge-Teile laufen lassen, die den ganzen Vormittag perfekt waren. Nach dem Mittag drifteten die Winkel um 1°. Gleiches Programm. Gleiches Werkzeug. Es stellte sich heraus, dass die zweite Palette aus einem anderen Schmelzlos stammte und im Durchschnitt .008″ dicker war. Wir jagten der Maschine eine Stunde lang hinterher, bevor wir das Blech gemessen haben. Diese Stunde kostete mehr als das Material.
Luftbiegen ignoriert diese Variablen nicht. Es zwingt dich, sie zu erkennen.
Wenn du aufhörst, den Stahl überwältigen zu wollen, und stattdessen die Dicke auf das nächste .001″ misst, die Kornrichtung prüfst, bevor du das Blech einlegst, und die Biegetiefe statt die Presskraft anpasst, hört sich die Bremse auf, zufällig zu wirken.
Sie beginnt, vorhersehbar zu werden.
Teste es an Ausschussmaterial.
Du biegst einen Streifen 1/8″ A36 in der Maschine auf 87°. Die Messuhr zeigt 87,2°. Du lässt den Stößel hochfahren, nimmst das Teil heraus und legst ein Winkelmaß daran.
Es zeigt exakt 90°.
In dieser halben Sekunde ist nichts Magisches passiert. Keine Geister in der Hydraulik. Was passiert ist, war Spannungsrückbildung – der elastische Anteil der Biegung hat nachgegeben. Und es begann schon, bevor du das Pedal losgelassen hast.
Hier ist der Teil, den die meisten Neulinge übersehen: Die Biegung ist nicht entweder “vorübergehend” oder “dauerhaft”. Sie ist beides gleichzeitig, durch die Dicke geschichtet. Die äußere Schicht dehnt sich über die Streckgrenze hinaus. Die innere Schicht wird komprimiert. Irgendwo dazwischen liegt eine dünne Schicht, die noch nicht nachgegeben hat. Diese Schicht versucht bereits, die Biegung wieder zu öffnen, während du noch herunterdrückst.
Dieses Zurückziehen ist die Steuer, die du fürs Biegen zahlst. Du beseitigst sie nicht. Du planst sie ein.
Also, an welchem genauen Punkt hört das Metall auf zu verhandeln und beginnt zu gehorchen?
Nimm denselben Streifen mit 1/8″. Baustahl wie A36 hat eine Streckgrenze von etwa 36.000 psi. Unterhalb dieser Spannung verhält er sich elastisch – das heißt, Dehnung ist proportional zur Spannung, und wenn du entlastest, kehrt er in seine ursprüngliche Form zurück. Wie eine Feder. Überschreitest du die Streckgrenze, gleitet die Kristallstruktur. Dieses Gleiten ist plastische Verformung. Dieser Teil bleibt.
Wenn du mit dem Biegen beginnst, ist die gesamte Dicke elastisch. Wenn der Stempel tiefer in das V eindringt, erfahren die äußeren Fasern – die am weitesten von der neutralen Achse entfernt sind – die größte Zugspannung. Sie erreichen zuerst die Streckgrenze. Die plastische Zone beginnt außen und wandert nach innen, während die Krümmung zunimmt.
Die Biegung wird “dauerhaft”, sobald eine beliebige Faser die Streckgrenze überschreitet. Aber sie wird nützlich dauerhaft erst, wenn genug von der Dicke plastisch verformt ist, sodass der verbleibende elastische Kern sie nicht vollständig wieder zurückziehen kann.
Stell dir den Querschnitt vor: außen 1/32″ plastisch verformt, innen 1/32″ in Kompression plastisch verformt und ein dünner elastischer Kern in der Mitte. Wenn du die Belastung freigibst, entlastet sich dieser elastische Kern und verteilt die Spannung neu. Deshalb öffnet sich der Winkel.
Ich habe einmal eine Serie aus 3/32″ Edelstahl verschrottet, weil ich immer wieder leicht aufs Pedal getippt habe, um mich in vier kleinen Schlägen “an” 90° heranzutasten, statt mit einer kontrollierten Überbiegung zu arbeiten. Jeder Schlag fügte an der Oberfläche plastische Dehnung hinzu, ließ jedoch einen hartnäckigen elastischen Kern zurück. Beim vierten Schlag waren die äußeren Fasern verfestigt und spröde. Haarrisse bei 50 Teilen. Dieser Auftrag war meine Lehrstunde.
Wenn du das selbst sehen willst, biege ein Probestück auf 45°, entlaste es, biege es dann etwas weiter und beobachte, wie viel weniger es diesmal zurückfedert. Du hast die Dicke der plastischen Zone vergrößert. Der elastische Kern ist dünner geworden.
Schneide einen Streifen von 2″ × 6″ und probiere es aus. Miss vor und nach jedem Schlag. Teste es am Ausschuss.
Warum fühlt sich 1/4″ Stahl ehrlicher an als .050″ Aluminium, selbst wenn beide sauber geschnitten und in derselben Presse gebogen sind?
Verarbeite 1/4″ A36 in einer 2″-V-Matrize. Überbiege es in der Maschine auf 88°. Es könnte um 1° zurückfedern.
Verarbeite nun .050″ 5052 Aluminium in einer 1/2″-V-Matrize. Überbiege auf 85°. Es könnte um 3° oder mehr zurückfedern.
Zwei Dinge passieren hier.
Erstens, die Dicke. Rückfederung ist ungefähr proportional zum Verhältnis von elastischer Dehnung zur gesamten Dehnung. Dickere Materialien, die in einer richtig bemessenen V-Matrize gebogen werden (als Ausgangspunkt etwa das 8-Fache der Dicke bei Stahl), entwickeln eine größere plastische Zone im Verhältnis zur Dicke. Mehr vom Querschnitt hat die Streckgrenze überschritten. Der elastische Kern ist ein kleinerer Prozentsatz des Ganzen und hat daher weniger Hebelwirkung, um den Winkel wieder zu öffnen.
Dünnes Blech? Die plastische Zone ist flach. Der elastische Anteil dominiert. Es lügt dich an.
Zweitens, Elastizitätsmodul und Kaltverfestigung. Stahl hat ein Elastizitätsmodul von etwa 29 Millionen psi. Aluminium liegt näher bei 10 Millionen psi. Ein geringerer Modul bedeutet: Bei gleicher Spannung dehnt sich Aluminium stärker elastisch. Mehr gespeicherte elastische Dehnung. Mehr Rückfederung beim Entlasten.
Und Aluminium verfestigt sich schnell. Ich habe einmal gesehen, wie wir .080″ 5052-Bügel bogen, prüften, feststellten, dass sie 2° offen waren, und versuchten, dies durch erneutes Biegen zu korrigieren. Nach zwei Schlägen war die Biegelinie so stark verfestigt, dass der dritte Korrekturversuch kaum etwas bewirkte – und der vierte ließ Risse entstehen. Wir mussten die Produktion stoppen und eine Charge im Ofen weichglühen, um den Auftrag fertigzustellen. Stahl hätte diese Abfolge besser vertragen.
Deshalb “verzieht” sich dickerer Stahl weniger. Nicht, weil er gehorsam ist. Sondern weil proportional mehr davon die Streckgrenze überschritten hat und sein elastisches Gedächtnis nicht mehr so dominant ist.
Messen Sie Ihr Blech auf die nächste 0,001″. Prüfen Sie Legierung und Härte, bevor Sie annehmen, dass das gleiche Programm funktioniert. Biegen Sie einen Abschnitt aus jeder Materialcharge und zeichnen Sie den Rückfederungswert auf. Testen Sie alles an Ausschussmaterial.
Wie wird diese Kraft überhaupt ursprünglich aufgebracht?
Sehen Sie sich den Aufbau an: Stempelspitze oben, Matrizen-Schultern links und rechts. Das Blech spannt sich über das V wie eine Brücke. Wenn der Stempel herunterkommt, quetschen Sie nicht die ganze Flanschfläche. Sie erzeugen ein Drei-Punkt-Biegesystem – zwei Auflager an den Matrizen-Schultern und eine konzentrierte Last an der Stempelspitze.
Das bedeutet: das maximale Biegemoment – die höchste innere Spannung – liegt direkt unter dem Stempel. Die Spannung nimmt zu den Matrizen-Schultern hin ab. Sie ist nicht gleichmäßig verteilt.
Während der Belastung fließen zuerst die äußeren Fasern unter dem Stempel. Je tiefer Sie gehen, desto weiter breitet sich dieser plastisch verformte Bereich aus. Beim Entlasten ist die Rückverformung ebenfalls nicht gleichmäßig. Die elastische Dehnung wird zwar teilweise zurückgewonnen, doch da die plastische Verformung über den Radius ungleichmäßig ist, wird die Spannung neu verteilt. Das Metall “federt” also nicht einfach – es stellt intern ein Gleichgewicht wieder her.
Deshalb funktioniert Luftbiegen. Sie steuern die Krümmung über die Eindringtiefe in einem vorhersehbaren Drei-Punkt-System. Das Material wird in das V gedrückt, und der Winkel wird durch die Eindringtiefe bestimmt – nicht durch den Matrizenwinkel selbst.
Wenn Sie aufsetzen oder prägen, ändern Sie das Modell. Jetzt berührt das Blech die Wände der Matrize. Sie befinden sich nicht mehr im reinen Drei-Punkt-Biegen. Sie komprimieren den gesamten Biegebereich und überwältigen die elastische Rückfederung. Die Rückfederung nimmt ab, weil Sie fast die gesamte Dicke über die Streckgrenze hinaus getrieben haben. Deshalb kann Prägen den Rückfederungsverlust fast eliminieren – allerdings um den Preis von dem 3- bis 5-fachen Kraftbedarf und engeren Werkzeugtoleranzen.
Andere Physik. Andere Rechnung.
Richten Sie einen einfachen Test ein: Biegen Sie einen 3″ breiten Abschnitt in Luft und zeichnen Sie den Winkel auf. Dann setzen Sie das gleiche Material in derselben Matrize mit höherer Kraft und vergleichen die Rückfederung. Spüren Sie den Unterschied im Pedaldruck. Messen Sie die Winkeländerung nach dem Entlasten. Testen Sie alles an Ausschussmaterial.
Wenn Sie einmal erkennen, dass Biegen ein Drei-Punkt-Belastungssystem mit einem schichtweise elastisch-plastischen Querschnitt ist, hört Rückfederung auf, eine Beleidigung zu sein.
Sie wird zu einer Zahl, mit der Sie planen.
Und genau da hört Luftbiegen auf, wie ein Kompromiss zu wirken – und beginnt, wie Kontrolle auszusehen.
Sie haben 1/8″ A36 in einer 8× Blechdicke-Konfiguration – das ergibt eine 1″ V-Matrize. Sie benötigen einen Endwinkel von 90°. Der erste Teil ergab 90°, der zweite 91,5°, der dritte 89°. Gleiches Programm. Gleiche Maschine. Wie können Sie nun den Überbiegewinkel vorhersagen, statt ihn von Teil zu Teil hinterherzujagen?
Sie beginnen mit dieser Erkenntnis: Beim Luftbiegen ist der Matrizenwinkel fast irrelevant. Der Stempel drückt das Blech niemals vollständig an die Wände der Matrize. Sie „schweben“ zwischen den Schultern. Das bedeutet, die einzige harte Steuergröße, die Sie haben, ist die Tiefe – wie weit der Stempel in das V eindringt. Er drückt das Material in das V, und der Winkel wird durch die Eindringtiefe bestimmt – nicht durch den Matrizenwinkel selbst.
Das ist die Ausnahmeregel.
Wenn die Tiefe den Winkel steuert, dann ist der Winkel eine Funktion aus Stempel-Eindringtiefe minus Rückfederung. Und Rückfederung ist eine Funktion von Material, Dicke, Faserrichtung und Innenradius. Die eigentliche Frage lautet also: Wie wird diese schwebende Geometrie zu einer Zahl, die Sie einstellen können?
Stellen Sie sich ein 90°-V-Matrize vor. Sie führen den Stempel nach unten, bis das Teil unter Last 88° misst. Sie lassen los. Es öffnet sich auf 90°. Diese 2° waren elastische Rückfederung.
Ändern Sie nun nichts außer der Tiefe. Gehen Sie .010″ tiefer. Unter Last zeigt es 86,5°. Lassen Sie los. Jetzt federt es auf 89° zurück.
Was hat sich geändert? Nicht der Matrizenwinkel. Nicht der Stempelwinkel. Nur die Eindringtiefe.
Beim Luftbiegen bildet sich der Innenradius natürlich zu etwa 1/6 der V-Öffnung bei Baustahl in einer richtigen 8×-Einrichtung. In einer 1″-Matrize erhalten Sie also ungefähr einen Innenradius von .160″, ob Sie wollen oder nicht. Dieser Radius bestimmt, wie viel der Dicke plastisch verformt wird. Diese Verformungstiefe bestimmt die Dicke des elastischen Kerns. Dieser elastische Kern bestimmt die Rückfederung.
Ihre Stellgröße ist also die Eindringtiefe, die den Biegewinkel verändert, was wiederum bestimmt, wie viel des Querschnitts die Fließgrenze überschreitet.
Vor Jahren wechselte ein Lehrling in der Nachtschicht eine 1″-Matrize gegen eine 3/4″-Matrize, weil “es ungefähr passte”. Der Innenradius verringerte sich. Die plastische Zone vergrößerte sich. Die Rückfederung verringerte sich um fast 1°. Er änderte das Programm nicht. Wir verschrotteten 60 Halterungen, bevor wir herausfanden, dass die Matrize falsch war. Die Matrizengröße änderte den Radius. Der Radius änderte die Rückfederung. Eine teure Lektion.
So stellen Sie es richtig ein:
Testen Sie es dann an Ausschussmaterial.
Wenn die Tiefe also entscheidend ist, warum nicht einfach stärker drücken und das Rätselraten abschaffen?
Nehmen Sie zwei Bleche mit 11 Gauge. Eines misst .119″. Das andere .123″. Vier Tausendstel Unterschied. Sieht nicht nach viel aus.
Beim Luftbiegen verschiebt diese Dickenänderung die neutrale Faser leicht – jene imaginäre Schicht, die sich weder streckt noch staucht. Dickere Bleche bedeuten, dass sich bei gleicher V-Öffnung ein etwas größerer Innenradius bildet. Das verändert die Rückfederung vielleicht um ein halbes Grad.
Da Sie jedoch nur drei Berührungspunkte haben – Stempelspitze und Matrizenbacken – passt sich das System dem Material an. Der Winkel ändert sich hauptsächlich durch die Tiefe, nicht dadurch, dass die Dicke in eine feste Kavität gepresst wird. Die Abweichung zeigt sich als kleiner Winkelunterschied, den Sie mit einer Tiefenkorrektur ausgleichen können.
Stellen Sie sich nun vor, Sie machen dasselbe beim Bodenpressen.
Tatsächlich flirten Sie mit dem Bodenpressen – Sie zwingen das Material, die Matrizenseiten zu berühren. Jetzt hat die Dickenabweichung keinen Spielraum mehr. Diese zusätzlichen .004″ werden zwischen Stahlwerkzeugen komprimiert, die härter als das Teil sind. Die Presskraft schießt hoch. Winkel schwanken. Werkzeuge verschleißen. Teile bekommen Druckstellen.
Ich habe einmal gesehen, wie eine Werkstatt kosmetische Paneele aus 14-Gauge-Blech prägte, weil sie es leid waren, “dem Rückfedern hinterherzujagen”. Sie beseitigten 1° Abweichung und fügten 200 sichtbaren Flächen Werkzeugabdrücke hinzu. Der Kunde lehnte die gesamte Charge ab. Sie lösten das Problem mit dem Winkel, aber schufen eine Katastrophe bei der Oberfläche.
Luftbiegen hätte die Dickenabweichung abgefangen. Eine Schwankung von 0,5° ist günstiger als das Nachbearbeiten von 200 Paneelen.
Hier ist die Vorgehensweise:
Testen Sie es dann an Ausschussmaterial.
Wenn weniger Kraft dir Flexibilität gibt – wo liegt die Grenze, bevor du die Kontrolle über den Biegewinkel verlierst?
Sieh dir dein Tonnage‑Diagramm an. Für 1/8″ A36 in einem 1″‑V könnte Luftbiegen etwa 12–15 Tonnen pro Fuß erfordern. Das Bodenpressen derselben Einrichtung könnte das Doppelte oder Dreifache verlangen.
Wenn deine Presse bei diesem Auftrag 30 Tonnen pro Fuß anzeigt, biegst du nicht mehr in der Luft. Du befindest dich im Übergang zum Bodenpressen – ob beabsichtigt oder nicht. Das Rückfedern nimmt ab – klar. Aber jetzt wird der Innenradius kleiner als der natürliche Luftbiegeradius erzwungen. Die gesamte Dicke wird näher an die Streckgrenze getrieben. Das bedeutet weniger elastischen Kern. Das bedeutet weniger Nachsicht.
Kontrolle wird zur Abhängigkeit. Jetzt hängt der Winkel von der exakten Dicke und der exakten Matrizensgeometrie ab.
Bei älteren, manuellen Pressen ohne CNC‑Tiefenwiederholbarkeit ist dies der Punkt, an dem Anfänger sich die Finger verbrennen. Sie denken, mehr Druck bedeute mehr Konsistenz. In Wirklichkeit haben sie das „schwebende Polster“ des Luftbiegens beseitigt. Jede Hubabweichung, jede Rahmenverformung, jede Veränderung der Kornrichtung zeigt sich direkt im Teil.
Das optimale Fenster ist Folgendes:
Genug Eindringtiefe, um den Winkel plus geplanten Überbiegewinkel zu erreichen. Genug Tonnage, um den natürlichen Innenradius zu formen. Nicht genug, um vollen Matrizen‑Kontakt zu erzwingen.
Beobachte das Tonnage‑Messgerät während des Hubs. Wenn es am unteren Punkt des Hubs stark ansteigt, triffst du wahrscheinlich die Seitenwände der Matrize. Gehe ein paar Tausendstel in der Tiefe zurück und miss erneut.
Dann führe drei aufeinanderfolgende Musterstücke aus und vergleiche die Winkel nach vollständiger Entlastung. Wenn sie innerhalb deiner Toleranz wiederholbar sind, kannst du sie festlegen.
Und teste es an Ausschussmaterial.
Denn wenn du verstanden hast, dass die Stempeltiefe – nicht rohe Kraft – deinen Endwinkel bestimmt, solltest du als Nächstes Folgendes fragen:
Wie präzise muss deine Einrichtung sein, wenn Tausendstel in der Tiefe über Winkelgrade entscheiden?
Letzten Monat haben wir 1/8″ A36 in einer 1″-V-Matrize auf 93° gebogen, damit es auf 90° zurückfedert. Das erste Teil zeigte 90°. Das zweite 91,2°. Am Programm wurde nichts geändert. Was sich änderte, war das Setup: Das Blech war am entfernten Ende .006″ dicker, und der Stößel war über 6′ vielleicht um .002″ nicht parallel. Mehr braucht es nicht. Tausendstel in der Tiefe ergeben ganze Gradabweichungen am Werkstück.
Du weißt bereits, dass die Eindringtiefe das Lenkrad ist. Jetzt stellen wir sicher, dass die Lenkverbindung kein Spiel hat.
Beginne mit der Maschine. Prüfe die Parallelität des Stößels mit einem Paar geschliffener Blöcke und einer Fühlerlehre. Wenn du auf einer Seite eine .003″-Fühlerlehre einschieben kannst und auf der anderen nicht, wirst du den Winkel den ganzen Tag jagen. Hier kommt das Bombieren ins Spiel – mechanische oder hydraulische Kompensation, um der Rahmenverformung unter Last entgegenzuwirken. Ohne sie biegt sich die Mitte auf 89°, während die Enden 91° anzeigen. Ich sah einmal, wie eine Werkstatt 40 Geländer für die Architektur verschrottete, weil niemand nach einem 20‑Tonnen‑Job früher in der Schicht die Durchbiegung überprüfte, die den Rahmen erwärmt hatte. Die Presse dehnte sich gerade genug aus, um sie zu täuschen.
Stelle Parallelität ein. Überprüfe das Bombieren mit einem Prüfbügel in voller Länge. Teste dann an Ausschussmaterial.
Sobald die Maschine ehrlich ist, kommt die Werkzeuggeometrie. Hier wagen die meisten Anfänger ohne es zu wissen ein Glücksspiel.
Nimm ein Mikrometer. Miss dein Blech. Angenommen, es beträgt .125″ genau. Multipliziere mit 8. Das ergibt eine 1.000″-V-Öffnung für Baustahl. Nicht 7×, weil es “nahe dran” ist. Nicht 10×, weil “das im Regal liegt”. Achtmal die Dicke ist die Ausgangsbasis, weil sie drei Dinge ausbalanciert: Bildung des Innenradius, benötigte Presskraft und Vorhersagbarkeit des Rückfederns.
In einer echten 8×-Einrichtung bei Baustahl liegt dein Innenradius bei etwa 1/6 der V-Öffnung. In einer 1″‑V‑Matrize sind das etwa .160″ Innenradius. Dieser Radius bestimmt, wie viel Querschnitt sich plastisch verformt. Ändere die V‑Öffnung auf 3/4″ und dein natürlicher Radius schrumpft auf ungefähr .120″. Kleinerer Radius bedeutet mehr plastische Verformung. Mehr plastische Verformung bedeutet weniger Rückfederung – und mehr Presskraft.
Ich sah einmal jemanden, der 3/16″ Blech in einer 1″‑V‑Matrize presste, weil es “passte”. Das sind kaum 5,3× der Dicke. Die Presskraft schoss über die Tabelle hinaus. Sie brachen eine Matrizenschulter sauber ab. Acht Tausend Dollar futsch, weil niemand multipliziert hatte.
Es gibt eine Einschränkung: enge Abkantungen mit weniger als etwa dem 6‑fachen der Materialdicke können mit einer 8×‑Matrize kollidieren. In diesem Fall darfst du eine kleinere V‑Öffnung wählen, musst aber die Presskraft neu berechnen und mit einem anderen Innenradius und Rückfederwert rechnen. Ändere eine Variable – aktualisiere die Berechnung.
Wähle die V‑Öffnung nach Dicke, nicht nach Bequemlichkeit. Bestätige die Berechnung anhand deiner Presskrafttabelle. Teste dann an Ausschussmaterial.
Wenn die V‑Öffnung den natürlichen Radius festlegt – was macht dann eigentlich der Stempel?
Setze einen scharfen Stempel – sagen wir mit .030″ Spitze – über diese 1″‑V mit 1/8″ Stahl. Anfänger denken, der Innenradius werde .030″ betragen. Das stimmt nicht. Beim Luftbiegen bestimmt hauptsächlich die Matrizenbreite den Innenradius, nicht die Stempelspitze, solange der Stempelradius kleiner ist als der natürliche Radius, den die V‑Matrize erzeugen will.
Der erwähnte Innenradius von .160″? Er entsteht, weil das Blech zwischen den Schultern schwebt. Es drückt das Material in die V‑Matrize, und der Winkel wird durch die Tiefe bestimmt – nicht durch den Matrizenwinkel selbst. Der Stempel initiiert die Biegung und konzentriert die Kraft.
Tausche nun den Stempel gegen einen mit .200″ Radius – größer als der natürliche .160″. Plötzlich begrenzt der Stempel. Das Material legt sich um den Stempel, und dein Innenradius wächst. Das Rückfedern ändert sich, weil sich deine plastische Zone verändert. Gleiche V‑Matrize. Gleiche Dicke. Anderes Ergebnis.
Ich lernte das an 3/32″ Edelstahl. Wir wechselten auf einen größeren Stempelradius, um Oberflächenrisse an einem gebürsteten Sichtteil zu vermeiden. Der Innenradius vergrößerte sich um etwa 1/32″. Das Rückfedern stieg um fast ein Grad. Niemand passte die Überbiegung an. Wir verschrotteten eine ganze Charge Paneele mit Haarrissen und falschen Winkeln in derselben Woche.
Passe den Stempelradius so an, dass er gleich oder etwas kleiner ist als der erwartete natürliche Radius, es sei denn, die Zeichnung verlangt etwas anderes. Wenn du ihn absichtlich änderst, passe dein Überbiegziel und die erwartete Presskraft an.
Richte alles ein. Biege ein Probestück. Miss den Innenradius mit Radiuslehren, nicht mit dem Auge. Teste dann an Ausschussmaterial.
Sobald die Geometrie festgelegt ist, hängt die Winkelgenauigkeit nur von einer bewussten Bewegung ab: über das Ziel hinaus zielen.
Nehmen wir dieses 1/8″ A36 in einer 1″ V-Öffnung. Die typische Rückfederung könnte beim Luftbiegen etwa 2° betragen. Wenn der Plan also 90° vorgibt, programmierst du 92°. Vielleicht 93°, abhängig von der Kornrichtung.
Rate nicht. Biege ein Probestück auf 90° unter Belastung und lass es sich entspannen. Wenn es sich auf 92° öffnet, weißt du, dass die Rückfederung 2° beträgt. Jetzt biege unter Belastung auf 88°, damit es sich auf 90° entspannt. Das ist das „Durchzielen“ des Winkels.
Was du wirklich tust, ist vorherzusagen, wie viel elastischer Kern nach dem Druckabbau übrig bleibt. Du handelst mit ihm. Wenn du stärker drückst und dich dem Bodenbiegen näherst, verringert sich die Rückfederung – aber nun bestimmt die Dickenabweichung deinen Winkel anstelle der Tiefe. So werden Anfänger dazu verleitet zu glauben, rohe Kraft sei Präzision.
Ich habe einen neuen Bediener beobachtet, der einen Fehler von 0,5° verfolgte, indem er Druck hinzufügte statt Tiefe. Er überschritt den Punkt des Werkzeugkontakts. Der Winkel sah bei fünf Teilen perfekt aus. Dann kam das nächste Blech, 0,004″ dicker – und es war 1,5° zu eng. Ohne es zu wissen, hatte er die Luftpolsterung des Luftbiegens entfernt.
Protokolliere die tatsächliche Rückfederungszahl für dieses Material, diese Dicke, Kornrichtung und V-Öffnung. Programmiere die Überbiegung absichtlich. Bestätige dann drei aufeinanderfolgende Teile nach vollständiger Entlastung.
Und ja — teste es an Ausschussmaterial.
Aber all das setzt voraus, dass du dich innerhalb der sicheren Tonnage befindest. Wenn das nicht stimmt, spielt der Rest keine Rolle.
Öffne die Tabelle. Finde 1/8″ Baustahl in einer 1″ V-Öffnung. Du wirst etwa 12–15 Tonnen pro Fuß beim Luftbiegen sehen. Bei einem 4′-Teil ergibt das insgesamt 48–60 Tonnen. Wenn deine Abkantpresse mit 100 Tonnen auf 10′ nominal bewertet ist, bist du sicher — solange du wirklich luftbiegst.
Schau dir jetzt die Werte für Bodenbiegen im selben Aufbau an. Sie können auf 25–30 Tonnen pro Fuß oder mehr springen. Das ist doppelt, manchmal dreifach.
Wenn dein Tonnageanzeiger am unteren Hub stark ausschlägt, schwebst du nicht mehr zwischen den Schultern. Du drückst das Material in die Wände der Matrize. Du flirtest also mit Bodenbiegen — du zwingst das Material, die Wände der Matrize zu berühren. Das Werkzeug nimmt diese Belastung wahr, bevor du es tust.
Wir hatten eine 90‑Tonnen-Presse, die einen segmentierten Stempel brach, weil jemand annahm: “Es ist doch nur 11‑Gauge.” Er bemerkte nicht, dass die V‑Öffnung zu klein war und das Teil 6′ lang. Die tatsächliche Belastung überschritt die Werkzeugbewertung um etwa 20%. Stahl kümmert sich nicht um deine Annahmen.
Berechne Tonnen pro Fuß. Multipliziere mit der Biegelänge. Vergleiche sowohl mit der Maschinenkapazität als auch mit der Werkzeugbewertung — diese sind nicht immer identisch. Bleib deutlich unter der Bodenbiegetonnage, wenn der Auftrag Luftbiegegenauigkeit erfordert.
Stelle den Tiefenanschlag nach dem Winkel ein, nicht nach der Kraft. Beobachte den Indikator auf unerwartete Ausschläge. Dann fahre dein erstes Musterteil und miss nach.
Denn sobald du die richtige V-Öffnung wählen, den Stempel anpassen, durch die Rückfederung zielen und eine sichere Tonnage nachweisen kannst, verformst du kein Metall mehr.
| Abschnitt | Inhalt |
|---|---|
| Titel | Eine Tonnagetabelle lesen statt raten: Die Berechnung, die Werkzeugschäden verhindert |
| Referenz für Luftbiegen | Öffne die Tabelle. Finde 1/8″ Baustahl in einer 1″ V-Öffnung. Du wirst etwa 12–15 Tonnen pro Fuß beim Luftbiegen sehen. Bei einem 4′-Teil ergibt das insgesamt 48–60 Tonnen. Wenn deine Abkantpresse mit 100 Tonnen auf 10′ nominal bewertet ist, bist du sicher — solange du wirklich luftbiegst. |
| Vergleich zum Bodenbiegen | Schau dir jetzt die Werte für Bodenbiegen im selben Aufbau an. Sie können auf 25–30 Tonnen pro Fuß oder mehr springen. Das ist doppelt, manchmal dreifach. |
| Warnzeichen | Wenn dein Tonnageanzeiger am unteren Hub stark ausschlägt, schwebst du nicht mehr zwischen den Schultern. Du drückst das Material in die Wände der Matrize. Du flirtest also mit Bodenbiegen — du zwingst das Material, die Wände der Matrize zu berühren. Das Werkzeug nimmt diese Belastung wahr, bevor du es tust. |
| Beispiel für ein Versagen in der Praxis | Wir hatten eine 90‑Tonnen-Presse, die einen segmentierten Stempel brach, weil jemand annahm: “Es ist doch nur 11‑Gauge.” Er bemerkte nicht, dass die V‑Öffnung zu klein war und das Teil 6′ lang. Die tatsächliche Belastung überschritt die Werkzeugbewertung um etwa 20%. Stahl kümmert sich nicht um deine Annahmen. |
| Richtige Berechnungsmethode | Berechne Tonnen pro Fuß. Multipliziere mit der Biegelänge. Vergleiche sowohl mit der Maschinenkapazität als auch mit der Werkzeugbewertung — diese sind nicht immer identisch. Bleib deutlich unter der Bodenbiegetonnage, wenn der Auftrag Luftbiegegenauigkeit erfordert. |
| Einrichtungs-Best Practices | Stelle den Tiefenanschlag nach dem Winkel ein, nicht nach der Kraft. Beobachte den Indikator auf unerwartete Ausschläge. Dann fahre dein erstes Musterteil und miss nach. |
| Fazit | Denn sobald du die richtige V-Öffnung wählen, den Stempel anpassen, durch die Rückfederung zielen und eine sichere Tonnage nachweisen kannst, verformst du kein Metall mehr. |
Du hast die Kontrolle.
Und genau dann kannst du anfangen, eine klügere Frage zu stellen: Wann hört Luftbiegen auf, ausreichend zu sein?
Du hast alles richtig gemacht – das 1″‑V für 1/8″ A36 gewählt, den Stempelradius angepasst, 2° über 90° gezielt, 12–15 Tonnen pro Fuß bestätigt, und das erste Teil zeigte genau 90°.
Also, wann hört Luftbiegen auf, ausreichend zu sein?
Nicht, wenn du nachlässig bist. Sondern wenn die Toleranz enger wird als der Spielraum, den dir das Luftbiegen lässt.
Luftbiegen ist kontrolliert, weil die Eindringtiefe das Lenkrad ist. Du schwebst zwischen den Schultern, berechnest die Rückfederung und passt dich auf Tausendstel des Stößelwegs an. Diese Flexibilität ist seine Stärke. Aber Flexibilität ist auch Bewegung, und Bewegung hat Grenzen. Wenn die Zeichnung ±0,25° bei einem 36″‑Schenkel verlangt, verhandelst du nicht mehr – du stehst unter Prüfung.
Und da kommen Bottoming und Coining ins Spiel. Nicht als Aufrüstungen. Sondern als Abwägungen.
Sie machen dich nicht klüger. Sie verringern nur, wie viel das Teil selbst „denken“ darf.
Beim sauberen Luftbiegen kann eine Dickenänderung von 0,004″ deinen Winkel um etwa ein halbes Grad verschieben, manchmal mehr – je nach V‑Breite und Materialfestigkeit. Das ist keine Nachlässigkeit. Das ist Geometrie.
Denn beim Luftbiegen entsteht der Winkel durch die Tiefe. Und die Tiefe reagiert auf die Dicke.
Wenn deine Blechcharge zwischen 0,119″ und 0,123″ schwankt, verschiebt sich deine neutrale Achse – jene imaginäre Linie im Querschnitt, die sich weder dehnt noch staucht – leicht. Das verändert, wie viel elastischer Kern nach dem Entlasten übrig bleibt. Die Rückfederung ändert sich. Dein programmiertes 92° unter Belastung kann bei einem Blech auf 89,5° zurückspringen und beim nächsten auf 90,7°.
Jetzt stell dir eine Zeichnung vor, die 90° ±0,25° fordert. Du kannst den Stößel bis auf 0,001″ Wiederholgenauigkeit einstellen. Die Abkantpresse kann perfekt sein. Die Berechnung korrekt. Aber das Material selbst verschiebt die Zielvorgaben.
Ich habe gesehen, wie ein Anfänger versuchte, ±0,25° bei 3/16″ Edelstahl in einer 1‑1/4″‑V‑Matrize zu halten. Er korrigierte die Tiefe immer wieder um 0,002″. Die Teile liefen den ganzen Nachmittag innerhalb und außerhalb der Toleranz. Wir haben 38 Halterungen verschrottet, bevor er verstand, dass es nicht die Maschine war – sondern die Schwankung, die das Luftbiegen höflich toleriert.
Wenn das Toleranzband enger ist als die Materialschwankung, erreicht Luftbiegen seine Grenze.
Was passiert also, wenn du aufhörst, die Tiefe alles kontrollieren zu lassen?
Bottoming bedeutet, dass du den Stempel absichtlich so weit nach unten fährst, bis das Material die Wände der Matrize berührt. Nicht plattdrücken – das wäre Prägen – sondern fest in das V setzen, sodass der Matrizenwinkel jetzt zählt.
Du verlagerst die Kontrolle von der Stempeltiefe auf die Werkzeuggeometrie.
Deshalb kann eine ältere Abkantpresse mit mäßiger Tiefenwiederholbarkeit beim Bottoming trotzdem enge Winkel halten. Die Matrize wird zum Regler. Sobald das Material vollständig sitzt, führen kleine Dickenänderungen nicht mehr zu großen Winkelschwankungen, weil die Wände es begrenzen.
Aber hier liegt der Preis.
Dein Stempelwinkel, der Matrizenwinkel und die Materialstärke müssen nahezu exakt zusammenpassen. Wenn du 90° in 1/8″ biegst, brauchst du einen 90°-Stempel und eine 90°-Matrize, die für diese Dicke ausgelegt ist. Willst du stattdessen 88°? Neue Matrize. Andere Dicke? Wahrscheinlich wieder neue Matrize.
Ich habe einmal während eines Laufs von .120″ auf .135″ Material gewechselt und versucht, die gleiche Bottoming-Einstellung zu übernehmen. Die Winkel kamen 1° offen heraus, weil das dickere Blech ohne mehr Presskraft nicht vollständig sitzen konnte. Wir haben es erzwungen – dabei ist eine Matrizenschulter gebrochen, die mehr kostete als der gesamte Auftrag.
Bottoming gibt dir Wiederholbarkeit, indem es die Flexibilität entfernt. Perfekt für 1.000 identische Teile. Miserabel für fünf Teile mit jeweils unterschiedlichen Winkeln.
Was aber, wenn selbst Bottoming nicht genau genug ist?
Prägen bedeutet, dass du keine Kompromisse mehr eingehst und das „Gedächtnis“ des Materials neu schreibst.
Du treibst die Stempelspitze mit genügend Kraft – manchmal dem Fünf- bis Zehnfachen der Luftbiegpresskraft – in das Material, sodass du die Innenseite plastisch stauchst. Du biegst nicht mehr nur – du verdünnst das Material an der Biegelinie.
Der Rückfederungseffekt sinkt fast auf null, weil du fast den gesamten Querschnitt plastisch verformt hast.
Der Winkel entspricht dem Stempelwinkel. Punkt.
Klingt perfekt, oder?
Hier ist, was dir niemand sagt: Diese Presskraft steigt schnell an. Nimm dasselbe 1/8″-Stahlblech, das beim Luftbiegen etwa 15 Tonnen pro Fuß brauchte. Prägen könnte je nach Stempelradius und Matrizenöffnung weit über 100 Tonnen pro Fuß erfordern. Dein Werkzeug spürt jede einzelne davon.
Wir haben einmal 16‑gauge Edelstahl für eine kosmetische 90°-Umschlagkante geprägt, die absolut bündig sitzen musste. Nach 600 Hüben begann die Stempelspitze, sich aufzupilzen. Bei 1.200 driftete der Winkel, weil sich die Werkzeuggeometrie verändert hatte. Die “perfekte” Methode verschliss sich mitten im Durchlauf.
Und du hast die Biegezonen dauerhaft verdünnt. Bei Strukturteilen ist das relevant.
Prägen ist ein Skalpell, das aus einem Vorschlaghammer besteht.
Die eigentliche Frage ist jetzt also nicht, welches Verfahren am genauesten ist, sondern ob der Auftrag die Belastung rechtfertigt.
Luftbiegen: eine V-Matrize, mehrere Winkel, minimale Einrichtwechsel. Sie passen die Tiefe an und legen los. Die Werkzeuglebensdauer ist lang, weil Sie unter der Bodenpresskraft bleiben.
Bodenpressen: winkelspezifische Werkzeuge, sorgfältige Abstimmung, höhere Belastung. Das Einrichten dauert länger. Der Werkzeugverschleiß nimmt zu, aber Sie gewinnen Wiederholgenauigkeit bei großen Serien.
Prägen: maximale Belastung, schnellster Werkzeugverschleiß, geringste Flexibilität — aber nahezu kein Rückfedern.
Wenn Sie 25 Halterungen mit drei verschiedenen Winkeln fertigen, gewinnt das Luftbiegen jedes Mal. Sie verbringen mehr Zeit mit dem Wechsel der Bodenpress-Werkzeuge als mit dem eigentlichen Biegen.
Wenn Sie 5.000 Edelstahlprofile herstellen, die den ganzen Tag ±0,25° halten müssen, kann sich das Bodenpressen allein durch die Reduzierung von Ausschuss bezahlt machen.
Wenn Sie einen präzisen elektrischen Kontakt herstellen, bei dem der Winkel exakt stimmen und Rückfederung ausgeschlossen sein muss, lohnt sich das Prägen — und Sie kalkulieren den Werkzeugverschleiß als Verbrauchsmaterial ein.
Die meisten Anfänger denken, Bodenpressen und Prägen seien “präziser”. Das stimmt nicht. Sie sind restriktiver.
Luftbiegen ist die Standardmethode, weil Sie damit die Physik steuern, anstatt sie zu überwältigen. Bodenpressen und Prägen kommen zum Einsatz, wenn die Zeichnung, das Volumen oder die Maschine Sie dazu zwingen.
Und sobald Sie wissen, welche Methode Sie gewählt haben und warum, besteht die nächste Fähigkeit nicht darin, den Prozess auszuwählen.
Sie liegt darin, einen schlechten Biegevorgang zu erkennen und ihn bis zur übersehenen Variablen zurückzuverfolgen.
Sie nehmen eine 36″ lange 1/8″ A36-Halterung von der Abkantpresse. Linkes Ende zeigt 90°. Mitte zeigt 91°. Rechtes Ende zeigt 88,5°. Gleiches Programm. Gleiche Werkzeuge. Gleicher Bediener.
Also was ist fehlgeschlagen – das Bett, das Werkzeug, das Material oder Ihre Methode?
Hören Sie für fünf Minuten auf, die Maschine zu beschuldigen, und sehen Sie sich das Teil an, als würde es mit Ihnen sprechen. Eine Biegung lügt nie. Sie zeigt Ihnen, wohin die Kraft ging, wo das Material Widerstand geleistet hat und wo Sie die Kontrolle über das Rückfedern verloren haben. Ihre Aufgabe ist nicht, es mit Gewalt gerader zu machen. Ihre Aufgabe ist es, die Hinweise zu lesen und sie jeweils auf eine Variable zurückzuführen.
So behalten Sie die Kontrolle beim Luftbiegen, anstatt es treiben zu lassen.
Stellen Sie sich nochmals die 36″ Halterung vor. Enden fest. Mitte um 1° offen.
Erste Frage: Ist der Fehler allmählich und zentriert? Das riecht nach Durchbiegung. Wenn Sie 12–15 Tonnen pro Fuß beim Biegen von 1/8″ A36 in einer 1″ V-Matrize aufbringen, spannen Sie eine Kraft über das Bett, die einer kleinen Brücke entspricht. Stößel und Bett wölben sich in der Mitte nach oben, sofern die Bombierung nicht ausgleicht. Weniger Eindringtiefe in der Mitte bedeutet weniger Überbiegung, was dort zu mehr Rückfederung führt. Offener Winkel in der Mitte – jedes Mal.
Ich habe erlebt, wie eine Werkstatt 40 Profile verschrottete, bevor sie die Bombierung überprüfte. Sie erhöhten die Tiefe immer wieder um .003″, um die Mitte zu korrigieren. Das führte nur dazu, dass die Enden überbogen wurden. Teurer Fehler.
Wie isolierst du es? Führe dasselbe Teil mit demselben Aufbau aus, aber biege ein 6″‑Probestück nur in der Mitte der Maschine. Dann biege ein weiteres 6″‑Probestück nahe der linken Seite. Wenn die kurzen Stücke übereinstimmen, das lange aber nicht, hast du es mit Rahmenverformung zu tun. Krümmung einstellen. An Ausschussmaterial testen.
Nehmen wir nun an, der Winkel schwankt zufällig – eng, offen, eng – ohne Muster. Das ist meist Materialdickenschwankung. Erinnerst du dich, als ich sagte, die Eindringtiefe ist das Lenkrad? Beim Luftbiegen wird der Winkel durch die Tiefe bestimmt, in die du gehst – nicht durch den Stempelwinkel selbst. Wenn deine Bleche von 0,119″ bis 0,123″ variieren, verschiebt sich die neutrale Achse, und der elastische Kern ändert sich. Die Rückfederung verschiebt sich mit ihr.
Ich habe schon erlebt, dass ein Lehrling einen Nachmittag lang ±0,25° bei 3/16″ Edelstahl jagte, weil er den Stapel nicht gemessen hatte. Vier Tausendstel Dicke kosteten ihn 38 Teile. Teurer Fehler.
Miss drei Stellen über das Blech hinweg. Wenn die Dicke sich ändert, wird sich auch dein Winkel ändern, es sei denn, du kompensierst die Tiefe pro Blech oder verschärfst die Materialspezifikation. An Ausschussmaterial testen.
Letzte Möglichkeit: Werkzeug. Wenn der Stempel nicht richtig sitzt oder die Gesenkschultern ungleichmäßig abgenutzt sind, kann ein Ende tiefer eindringen als das andere. Trage Anreißfarbe auf die Stempelspitze auf, mache einen leichten Schlag und prüfe das Kontaktbild. Ungleichmäßige Druckspuren bedeuten Aufbauproblem, keine Physik. Reinigen, neu einsetzen, neu spannen. An Ausschussmaterial testen.
Siehst du das Muster? Du rätst nicht. Du isolierst.
Aber was, wenn der Winkel stimmt und das Metall reißt?
Nimm einen Streifen aus 3/32″ Edelstahl. Biege ihn 90° quer zur Faser in einer 1/2″‑V‑Öffnung mit einem scharfen Stempelradius um 1/32″. Du wirst es hören, bevor du es siehst – dieses leise Reißgeräusch. Dann zeigt sich der Haarriss auf der Außenseite.
Was ist passiert?
Beim Biegen wird die Innenseite gestaucht und die Außenseite gedehnt. Je kleiner der Innenradius, desto stärker werden die Außenfasern gedehnt. Wenn dein Stempelradius kleiner ist, als das Material verkraftet, überschreitest du seine Dehnungsgrenze. Quer zur Faser wird es schlimmer, weil die gewalzte Struktur bereits längsorientiert ist. Du dehnst sie in die harte Richtung.
Ich habe einmal ein ganzes Gestell aus 3/32″‑Edelstahlwinkeln verschrottet, weil wir senkrecht zur Faser mit zu scharfem Stempel gebogen haben. Die Zeichnung gab die Faserrichtung nicht an. Wir haben angenommen. Diese Annahme kostete eine Woche. Teurer Fehler.
Die Diagnose ist einfach. Miss deinen Innenradius. Beim Luftbiegen beträgt der Innenradius ungefähr 16 % der Gesenköffnung bei Baustahl. Eine 1″‑V‑Öffnung ergibt also etwa 0,160″ Innenradius. Gehst du enger – sagen wir 1/2″‑V – spielst du mit dem Bodenbiegen und erzwingst einen kleineren Radius. Tatsächlich bringst du das Material zum Kontakt mit den Gesenkwänden – und das treibt die Dehnung an der Oberfläche hoch.
Drehe ein Blech um 90° und biege erneut. Wenn die Risse mit der Faser verschwinden, hast du den Schuldigen gefunden. Wenn nicht, öffne das Gesenk um eine Größe und vergrößere den Innenradius. An Ausschussmaterial testen.
Risse sind niemals zufällig. Sie bedeuten Dehnung über der Duktilitätsgrenze. Deine Aufgabe ist es, die Dehnung zu verringern oder die Richtung zu ändern.
Und was ist mit einem Teil, das weder reißt noch sich im Winkel ändert – das sich einfach nur nicht für den zweiten Biegevorgang positionieren lässt?
Stell dir einen U‑Kanal vor: 2″ Steg, 1″ Flansche auf beiden Seiten, 1/8″ dick. Du biegst einen 1″‑Flansch auf 90° in einer 1″‑V‑Öffnung. Sauber. Dann drehst du das Teil, um den gegenüberliegenden Flansch zu biegen.
Der bereits gebogene Flansch stößt am Stempelkörper an, bevor die zweite Biegung 90° erreicht. Du bleibst bei 75° stehen. Die Maschine ist nicht zu schwach. Die Geometrie blockiert dich.
Ich sah einmal einen Auszubildenden, der so ein Teil mit Gewalt biegen wollte, weil er dachte, Tonnenkraft würde die Freigängigkeit beheben. Er drückte stärker. Markierte die Stempelschulter und verzog den ersten Flansch. Zwei ruinierte Teile, bevor wir ihn stoppten. Teurer Fehler.
Das Problem ist nicht die Kraft. Es sind die Reihenfolge und der Werkzeugfreiraum. Beim Luftbiegen hat der Stempel eine Körperbreite. Wenn der Rückflansch zu nah ist, stößt er zusammen, bevor die volle Eindringtiefe erreicht ist. Denk daran: Er drückt das Material in das V hinunter, und der Winkel wird durch die Tiefe gesteuert – nicht durch den Winkel der Matrize selbst. Wenn du die Tiefe nicht erreichst, erreichst du den Winkel nicht.
Behebe es, indem du zuerst den am weitesten entfernten Flansch biegst oder indem du einen Gänsehalsstempel mit Halsaussparung verwendest. Lege das Teil vor dem Zyklus an den Stempel an und überprüfe den physischen Kontakt auf eventuelle Kollisionen. Wenn Stahl dort auf Stahl trifft, wo er es nicht sollte, hilft keine Tonnage der Welt. Teste es an Ausschussmaterial.
Jeder fehlerhafte Biegevorgang fällt in eine von drei Kategorien: Kraftverteilung, Materialverhalten oder geometrische Kollision. Das Teil zeigt dir, welche – wenn du aufhörst, die Abkantpresse wie einen Hammer zu behandeln, und anfängst, den Stahl wie eine Feder zu behandeln, mit der du verhandelst.
Und sobald du diese Hinweise lesen kannst, ohne in Panik zu geraten, hörst du auf, auf schlechte Biegungen nur zu reagieren.
Du beginnst, sie vorherzusagen.
Willst du Biegungen, die dich nicht überraschen?
Dann hör auf, 90° treffen zu wollen.
Letzten Monat haben wir 1/8″ A36 in einer 1″-V-Matrize gebogen. Die erste Messung zeigte 90°. Der Junge lächelte. Er zog das Teil heraus, überprüfte es fünf Minuten später erneut – 91,5°. Der Stahl entspannte sich. Er dachte, die Maschine sei abgedriftet, und erhöhte die Tiefe um weitere 0,010″. Jetzt kam es nach dem Rückfedern bei 88,5° heraus. Nach drei Teilen jagten wir Geister.
Teurer Fehler.
Du machst keine 90°-Biegung. Du biegst auf 92°, damit sie sich auf 90° zurückentspannt. Das ist das Überbiege-Denkmodell. Du bekämpfst das Rückfedern nicht. Du planst dafür.
Und sobald du das akzeptierst, ändert sich die Einrichtungsfrage.
Stahl ist eine Feder mit einer Streckgrenze. Bis zur Streckgrenze biegt er sich und kehrt zurück. Darüber hinaus bleibt er gebogen – aber der elastische Kern im Inneren will sich immer noch öffnen. Dieses Öffnen ist das Rückfedern.
Beim Luftbiegen prägt der Stempel den Winkel nicht in die Matrize. Er drückt das Material in das V hinunter, und der Winkel wird durch die Tiefe gesteuert – nicht durch den Winkel der Matrize selbst. Diese Tiefe bestimmt, wie weit über die Streckgrenze du die äußeren Fasern drückst, bevor du loslässt.
Dein eigentliches Ziel ist also nicht 90°. Es ist 90° plus das, was diese Charge dieser Dicke in dieser V-Öffnung zurückfedert.
Hypothetisches Beispiel: 0,125″ Baustahl in einer 1″-V-Matrize könnte um 1,5° bis 2° zurückfedern. Edelstahl der gleichen Dicke in derselben Matrize könnte um 3° oder mehr zurückfedern. Gleiche Maschine. Gleiche Matrize. Unterschiedliches Verhalten.
Wenn du einstellst, bis das Messgerät unter Druck 90° anzeigt, bereitest du dich darauf vor, nach dem Entlasten offen zu sein. Das ist Anfängerdenken – das Metall mit Gewalt zu unterwerfen.
Ich habe einmal beobachtet, wie jemand versuchte, das Rückfedern zu “töten”, indem er die Tonnage erhöhte, bis er die Matrizenschultern berührte. In Wirklichkeit näherst du dich dem Vollkontakt – du zwingst das Material, die Matrizenwände zu berühren. Er hinterließ zwei glänzende Linien und eine leichte Radiusänderung, die 24 Sichtteile ruinierte.
Teurer Fehler.
Hier ist also der Wechsel: Bestimme dein beabsichtigtes Überbiegen, bevor du das erste echte Teil biegst. Nicht durch Raten. Durch Beweis. Am Ausschuss.
Man lernt Rückfederung nicht von einer an die Wand geklebten Tabelle. Man lernt sie von einem 4″ langen Coupon, ausgeschnitten aus demselben Blech, das man gleich verarbeiten wird.
Gleiche Dicke. Gleiche Walzrichtung. Gleiches Werkzeug. Gleiche Maschinenposition.
Ein Schlag. Messen nach dem Entspannen. Wenn man 90° braucht und es ergibt sich 91,8°, ist man 1,8° offen. Eindringtiefe minimal erhöhen — wir reden über .005″ bis .010″ bei dünnem Material — und einen weiteren Coupon schlagen.
Erneut messen.
Wenn es sich auf 90° entspannt, Tiefe nicht mehr anrühren. Feststellen. Produktion laufen lassen.
Dieser kleine Coupon hat Ihnen gerade die Rückfederungs-Korrektur für dieses Material in dieser Einrichtung verraten. Zahlen Sie sie einmal, im Voraus.
Ich habe Werkstätten gesehen, die das überspringen, weil “wir haben diesen Auftrag letzten Monat gemacht”. Andere Schmelzcharge. Diesmal war die Dicke um .003″ schwerer. Sie haben 60 Halterungen verschrottet, bevor sie zugaben, dass die Einstellungen von gestern den heutigen Stahl nicht biegen.
Teurer Fehler.
Coupons haben eine Haltbarkeit von etwa einem Chargenlauf. Neue Palette? Neuer Test. Und man prüft immer nach dem Entspannen, nicht unter Belastung.
Wenn Sie vorhersehbare Biegungen wollen, beweisen Sie zuerst die Überbiegung – und dann sichern Sie sie.
Was zum wirklich entscheidenden Moment führt.
Bevor sich Ihr Fuß bewegt, fragen Sie sich drei Dinge.
Erstens: Was ist meine erwartete Rückfederung für dieses Material und diese V-Öffnung? Wenn Sie es nicht wissen, raten Sie nur. Schneiden Sie einen Coupon.
Zweitens: Ist meine Maschine in der Lage, die Eindringtiefe innerhalb weniger Tausendstel zu halten? Der Luftbiegewinkel steht und fällt mit der Tiefenkontrolle. Bei dünnem 0.060″-Material kann .005″ zusätzlicher Hub einen ganzen Grad verändern. Ältere Abkantpressen mit ungenauen Anschlägen lassen Luftbiegen “inkonsistent” erscheinen, obwohl es in Wirklichkeit mechanisches Spiel ist. Wenn Ihre Presse die Tiefe nicht wiederholen kann, müssen Sie entweder Ihre Erwartungen anpassen oder auf Bodenbiegen umsteigen und die erforderliche Tonnage akzeptieren.
Drittens: Rechtfertigt diese Toleranz das Luftbiegen? Branchenfazit – Luftbiegen bewältigt etwa 90% der Arbeit problemlos. Aber wenn die Zeichnung ±0,5° bei dünnem Material verlangt und die Materialdicke um ±.005″ schwankt, verstehen Sie, worauf Sie sich einlassen. Luftbiegen überträgt die Präzisionsverantwortung an Sie und das Material. Bodenbiegen setzt Tonnage ein, um die Variabilität aus der Gleichung zu entfernen.
Ich habe einmal gesehen, wie 200 optische Paneele beschädigt wurden, weil jemand sich für Prägebiegen entschied, um den Winkel zu “garantieren”. Die Tonnage war dreimal so hoch wie beim Luftbiegen. Das Werkzeug markierte jede Oberfläche.
Teurer Fehler.
Hier ist also die Perspektive, die Sie in Ihre nächste Schicht mitnehmen sollten:
Sie befehlen dem Stahl nicht. Sie verhandeln mit einer Feder. Sie biegen absichtlich über Ihr Ziel hinaus. Sie prüfen am Ausschuss. Sie verriegeln die Tiefe, nicht die Hoffnung.
Wenn Sie in Überbiegung statt in “genau 90° treffen” denken, hört die Presse auf, ein Hammer zu sein.
Es wird zu einem Messinstrument.
Und jetzt lautet die eigentliche Frage nicht, wie stark man drücken soll.
Sondern wie genau du vorhersagen kannst, was passiert, wenn du loslässt.


















