

Mardi dernier, tu as plié dix équerres à partir d’acier A36 de 1/8″. La première indiquait 90°. La seconde 91,5°. À la huitième, tu voyais 93° et tu descendais encore le vérin de .010″, comme si ça allait faire peur à l’acier pour qu’il se tienne tranquille.
Tu ne façonnais pas du métal.
Tu te battais avec lui.
Reste assez longtemps devant une presse plieuse et elle finit par ressembler à un tampon. Le poinçon descend. L’outil inférieur est là à 90°. Le métal est coincé entre les deux. Donc, si la pièce n’est pas à 90°, la réponse du débutant est simple : plus de tonnage.
J’ai vu un jeune faire passer une tôle de 3/16″ dans une matrice en V de 1/2″ et monter la pression presque jusqu’à la limite de la machine parce que l’angle continuait de s’ouvrir. Il se disait que si 40 tonnes ne suffisaient pas, 60 tonnes le feraient. À midi, le vérin gémissait, les outils étaient écrasés sur les épaules, et les pièces dérivaient encore d’un degré et demi. Cet ensemble d’outils coûtait plus cher que son pick-up. Erreur coûteuse.
La presse plieuse n’est pas un moule. C’est un levier. Et l’acier n’est pas de l’argile. C’est un ressort.
Alors, que se passe-t-il réellement quand tu appuies sur la pédale et essaies d’écraser le problème à plat ?

Disons que tu as de l’acier doux de 1/8″ dans une matrice en V de 1″. En pliage à l’air, le poinçon n’atteint jamais le fond. Il pousse le matériau dans le V, et l’angle est contrôlé par la profondeur — pas par l’angle de la matrice elle-même.
Puis tu perds patience. Tu enfonces le vérin plus profondément, en poursuivant ton 90°, pensant que la pression équivaut à la précision. Ce que tu fais en réalité, c’est flirter avec le matage — forcer le matériau à toucher les parois de la matrice.
Quand tu mates ou coins le métal, tu utilises 3 à 5 fois le tonnage du pliage à l’air. Cela écrase l’axe neutre — la couche à l’intérieur du métal qui ne s’étire ni ne se comprime — et cela réduit effectivement le retour élastique. C’est pour cela que le matage peut être parfaitement répétable en production.
Mais voilà le piège : à moins que l’angle de ton outillage, l’épaisseur du matériau et le calibrage de la machine soient absolument exacts, tu fais juste s’écraser les variables les unes contre les autres, plus fort.
Une fois, j’ai essayé de “ corriger ” un problème de 92° sur de l’acier 11 gauge en augmentant le tonnage au lieu d’ajuster la profondeur. Résultat : de légères marques d’outil sur 200 panneaux de finition et un poinçon qui ne s’est plus jamais ajusté correctement. Nous n’avons pas gagné en précision. Nous avons simplement acheté des dommages.
Si tu penses que la presse est un tampon, tu répondras toujours à l’incohérence par la force.
Teste sur une chute.
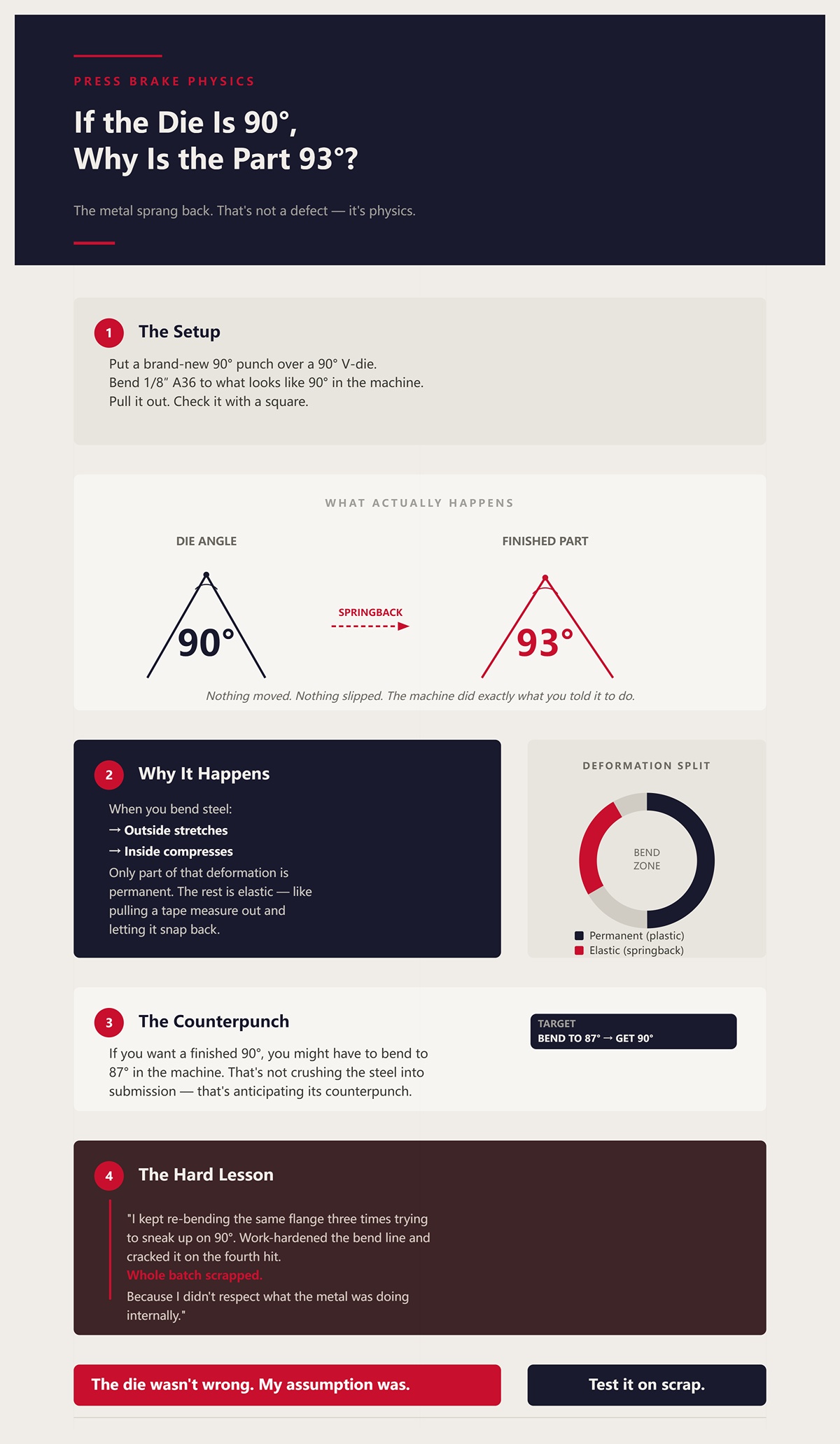
Place un poinçon tout neuf à 90° au-dessus d’une matrice en V à 90°. Plie du A36 en 1/8″ jusqu’à ce qui semble être 90° dans la machine. Retire la pièce. Vérifie avec une équerre.
Elle indique 93°.
Rien n’a bougé. Rien n’a glissé. La machine a fait exactement ce que tu lui as demandé de faire.
Le métal a repris sa forme.
Lorsque vous pliez l’acier, l’extérieur du pli s’étire. L’intérieur se comprime. Seule une partie de cette déformation est permanente. Le reste est élastique — comme lorsqu’on tire sur un mètre ruban avant de le laisser se rétracter. Quand le vérin remonte, la portion élastique se libère et l’angle s’ouvre.
C’est le retour élastique. Et ce n’est pas un défaut. C’est de la physique.
Si vous voulez un angle fini de 90°, vous devrez peut-être plier à 87° sur la machine. Ce n’est pas forcer l’acier à se soumettre. C’est anticiper sa contre-réaction.
La première fois que j’ai appris cela, j’ai replié la même bride trois fois en essayant de “m’approcher” de 90°. J’ai écroui la ligne de pliage et elle s’est fissurée au quatrième essai. Toute la série mise au rebut parce que je n’avais pas respecté ce que le métal faisait intérieurement.
Ce n’était pas la matrice qui avait tort. C’était mon hypothèse.
Teste sur une chute.
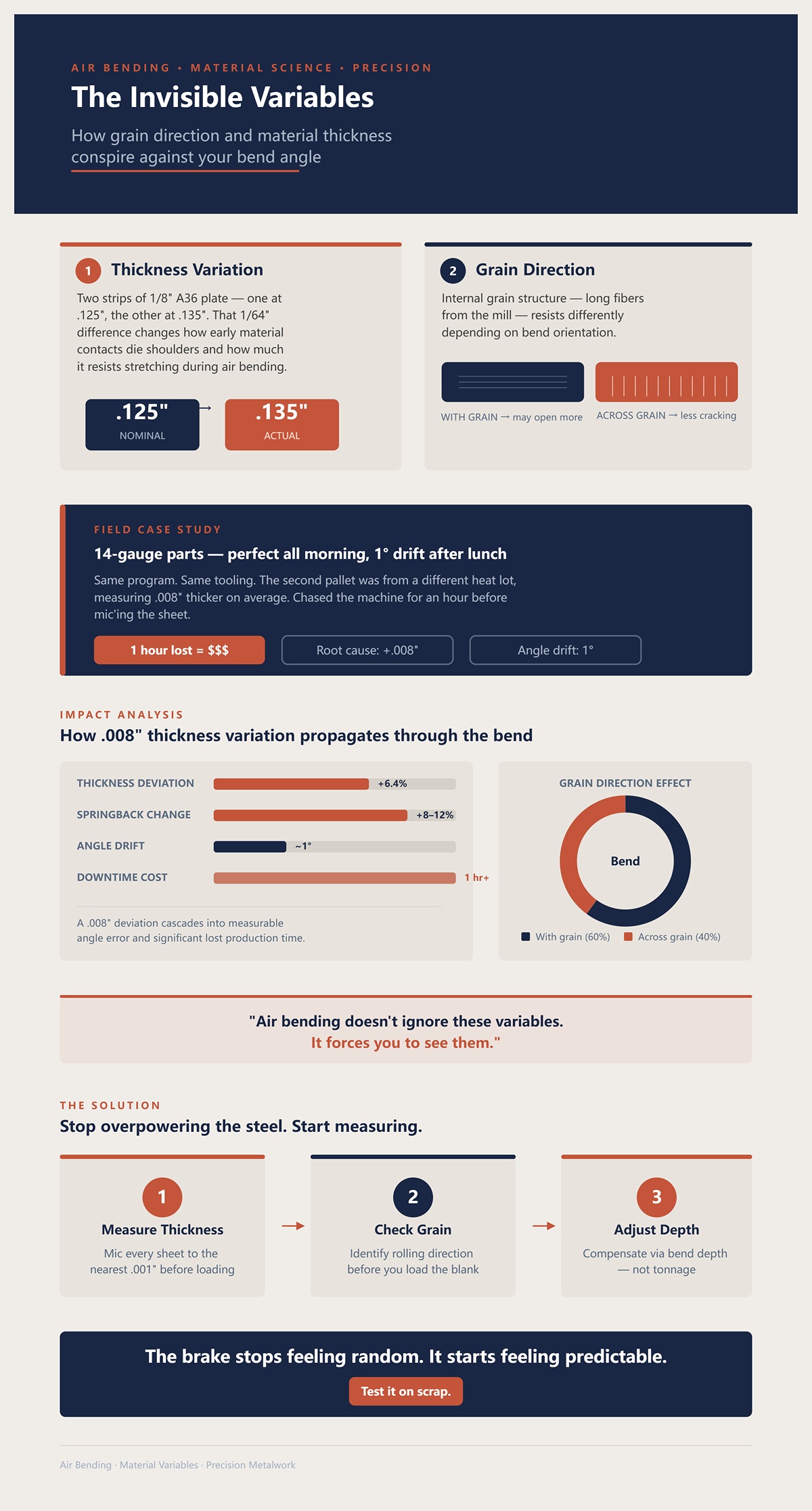
Prenez deux bandes de tôle de 1/8″, toutes deux étiquetées A36. L’une mesure 0,125″. L’autre 0,135″. Cette différence de 1/64″ ne semble pas énorme jusqu’à ce que vous fassiez du pliage en l’air.
L’angle de pliage en l’air est contrôlé par la profondeur de pénétration dans le V. L’épaisseur influe sur le moment où le matériau touche les épaules de la matrice et sur sa résistance à l’étirement. Une tôle plus épaisse réagira différemment d’une tôle plus fine, même si le programme est identique.
Faites maintenant pivoter la pièce de 90° pour plier à travers le grain de laminage plutôt que dans sa longueur. La structure interne du grain — de longues fibres issues du laminoir — réagit différemment selon la direction. À travers le grain, on obtient souvent moins de fissures mais un retour élastique légèrement différent. Dans le sens du grain, l’ouverture peut être plus importante.
J’ai déjà plié des pièces en tôle calibre 14 qui étaient parfaites toute la matinée. Après le déjeuner, les angles avaient dérivé de 1°. Même programme. Même outillage. Il s’est avéré que la deuxième palette provenait d’un autre lot de coulée, avec une épaisseur moyenne supérieure de 0,008″. Nous avons ajusté la machine pendant une heure avant de mesurer la tôle au micromètre. Cette heure a coûté plus cher que le matériau.
Le pliage en l’air n’ignore pas ces variables. Il vous force à les observer.
Si vous arrêtez d’essayer de dominer l’acier et commencez à mesurer l’épaisseur au millième de pouce près, à vérifier la direction du grain avant de charger la pièce, et à ajuster la profondeur de pliage plutôt que le tonnage, la presse cesse de sembler aléatoire.
Elle commence à devenir prévisible.
Teste sur une chute.
Vous pliez une bande de 1/8″ A36 à 87° sur la machine. Le capteur indique 87,2°. Vous relevez le vérin, retirez la pièce, posez une équerre dessus.
Elle affiche un 90° parfait.
Rien de magique ne s’est produit en une demi-seconde. Pas de fantômes dans l’hydraulique. Ce qui s’est produit, c’est la récupération de déformation — la partie élastique du pli qui se relâche. Et cela a commencé avant même que vous relâchiez la pédale.
Voici ce que la plupart des débutants ignorent : le pli n’est ni “temporaire” ni “permanent”. Il est les deux à la fois, superposés à travers l’épaisseur. La surface extérieure s’étire au-delà de la limite d’élasticité. La face intérieure se comprime. Et quelque part entre les deux se trouve une fine couche qui n’a pas encore cédé. Cette couche essaie déjà de rouvrir le pli pendant que vous appuyez encore vers le bas.
Cette reprise est le prix à payer pour le pliage. Vous ne l’éliminez pas. Vous le prévoyez.
Alors, à quel moment exact le métal cesse-t-il de négocier et commence-t-il à obéir ?
Prenez cette même bande de 1/8″. L’acier doux comme A36 commence à se déformer de façon permanente vers 36 000 psi. En dessous de cette contrainte, il se comporte de manière élastique — ce qui signifie que la déformation est proportionnelle à la contrainte, et qu’une fois déchargé, il reprend sa forme d’origine. Comme un ressort. Au-delà de la limite d’élasticité, la structure cristalline glisse. Ce glissement est la déformation plastique. Cette partie reste.
Lorsque vous commencez la courbure, toute l’épaisseur est élastique. À mesure que le poinçon s’enfonce plus profondément dans le V, les fibres extérieures — les plus éloignées de l’axe neutre — subissent la plus forte tension. Elles atteignent la limite d’élasticité en premier. La zone plastique commence à l’extérieur et progresse vers l’intérieur à mesure que la courbure augmente.
La courbure devient “ permanente ” au moment où une fibre dépasse la limite d’élasticité. Mais elle devient véritablement permanente seulement lorsque suffisamment d’épaisseur a cédé pour que le noyau élastique restant ne puisse pas la ramener complètement à plat.
Imaginez la section transversale : 1/32″ extérieur plastifié, 1/32″ intérieur plastifié par compression, et un noyau élastique mince au milieu. Lorsque vous relâchez la charge, ce noyau élastique se détend et redistribue la contrainte. Voilà pourquoi l’angle s’ouvre.
J’ai mis au rebut une série de pièces en inox de 3/32″ une fois parce que j’appuyais à répétition sur la pédale, essayant de “ m’approcher ” de 90° en quatre coups légers au lieu d’un seul surpli contrôlé. Chaque coup ajoutait une déformation plastique en surface tout en laissant un noyau élastique tenace. Au quatrième coup, les fibres extérieures étaient écrouies et fragiles. Fissures capillaires sur 50 pièces. Ce travail a payé ma leçon.
Si vous voulez le constater vous-même, pliez un échantillon à 45°, relâchez-le, puis repliez-le un peu plus profond et observez combien il revient moins après le deuxième pli. Vous avez augmenté l’épaisseur de la zone plastique. Le noyau élastique s’est aminci.
Coupez une bande de 2″ × 6″ et essayez. Mesurez avant et après chaque coup. Testez sur une chute.
Alors pourquoi l’acier de 1/4″ semble plus « honnête » que l’aluminium de .050″, même lorsque les deux sont coupés proprement et pliés dans la même presse plieuse ?
Faites passer du A36 de 1/4″ dans une matrice en V de 2″. Surpliez-le à 88° dans la machine. Il pourrait revenir d’un degré.
Puis pliez du 5052 aluminium de .050″ dans une matrice en V de 1/2″. Surpliez à 85°. Il pourrait revenir de 3° ou plus.
Deux phénomènes se produisent.
Premièrement, l’épaisseur. Le retour élastique est à peu près proportionnel au rapport entre la déformation élastique et la déformation totale. Un matériau plus épais, plié dans un V correctement dimensionné (environ 8 × l’épaisseur pour l’acier en point de départ), développe une zone plastique plus grande par rapport à son épaisseur. Une plus grande partie de la section a cédé. Le noyau élastique représente un plus faible pourcentage de l’ensemble, donc il a moins de levier pour rouvrir l’angle.
Tôle mince ? La zone plastique est peu profonde. La portion élastique domine. Elle vous trompe.
Deuxièmement, le module et l’écrouissage. L’acier a un module d’élasticité d’environ 29 millions psi. L’aluminium est plus proche de 10 millions psi. Un module plus faible signifie qu’à contrainte égale, l’aluminium se déforme davantage de façon élastique. Il stocke plus d’énergie élastique. Davantage à récupérer au relâchement.
Et l’aluminium s’écrouit rapidement. J’ai vu un travail où nous pliions des supports en 5052 de .080″, les vérifiions, constatant un écart de 2°, et tentions de corriger en repliant. Après deux coups, la ligne de pli s’était tellement rigidifiée que la troisième correction la bougeait à peine — et la quatrième a fissuré. Nous avons dû arrêter la production et recuire un lot au four juste pour terminer la commande. L’acier aurait mieux toléré cette séquence.
C’est pourquoi l’acier plus épais “ se déforme moins ”. Non pas parce qu’il est obéissant, mais parce que, proportionnellement, une plus grande partie de son épaisseur a dépassé la limite d’élasticité, et que sa mémoire élastique n’est plus aussi dominante.
Mesurez votre tôle au millième de pouce près (.001″). Vérifiez l’alliage et la trempe avant de supposer que le même programme fonctionnera. Pliez un échantillon de chaque lot de matériau et notez le retour élastique. Testez-le sur des chutes.
Alors, comment toute cette force est-elle réellement appliquée, au départ ?
Regardez le montage : pointe du poinçon en haut, épaules de la matrice à gauche et à droite. La tôle enjambe le V comme un pont. Lorsque le poinçon descend, vous n’écrasez pas toute la bride. Vous créez un système de flexion en trois points — deux appuis aux épaules de la matrice et une charge concentrée à la pointe du poinçon.
Cela signifie que le moment de flexion maximal — la contrainte interne la plus élevée — se trouve juste sous le poinçon. La contrainte diminue vers les épaules de la matrice. Elle n’est pas uniforme.
Pendant le chargement, les fibres extérieures sous le poinçon se déforment plastiquement en premier. À mesure que vous allez plus profondément, cette zone plastifiée s’étend. Lors du relâchement, le déchargement n’est pas uniforme non plus. La déformation élastique se rétablit, mais comme la déformation plastique n’est pas homogène sur le rayon, la contrainte se redistribue. Le métal ne “rebondit” pas simplement. Il se rééquilibre intérieurement.
C’est pour cela que le pliage à l’air fonctionne. Vous contrôlez la courbure par la profondeur dans un système à trois points prévisible. Le poinçon enfonce le matériau dans le V, et l’angle est contrôlé par la profondeur de pénétration — pas par l’angle de la matrice elle-même.
Lorsque vous travaillez en fond de matrice ou en matriçage (coining), vous changez de modèle. La tôle entre alors en contact avec les parois de la matrice. Vous n’êtes plus dans une flexion purement à trois points. Vous comprimez toute la zone de pli, réduisant drastiquement le retour élastique. Celui-ci diminue parce que vous avez fait passer presque toute l’épaisseur au-delà de la limite d’élasticité. C’est pourquoi le matriçage peut presque éliminer le “coût du retour élastique” — au prix d’une force de 3 à 5 fois supérieure et de tolérances d’outillage plus serrées.
Physique différente. Facture différente.
Mettez en place un test simple : pliez à l’air un échantillon de 3″ de large et notez l’angle. Puis, réalisez un pliage en fond de matrice du même matériau, dans la même matrice, avec une force plus élevée, et comparez le retour élastique. Sentez la différence de pression sur la pédale. Mesurez le changement d’angle après relâchement. Testez-le sur des chutes.
Une fois que vous voyez le pliage comme un chargement en trois points avec une section transversale élasto-plastique en couches, le retour élastique cesse d’être une insulte.
Il devient un nombre que vous pouvez anticiper.
Et c’est là que le pliage à l’air cesse de paraître un compromis — et commence à ressembler à de la maîtrise.
Vous avez de l’acier A36 de 1/8″ dans un montage de 8× l’épaisseur — soit une matrice en V de 1″. Vous avez besoin d’un angle final de 90°. Le premier pli donne 90°. Le deuxième 91,5°. Le troisième 89°. Même programme. Même machine. Alors, comment prédire la sur‑courbure au lieu de la corriger pièce par pièce ?
Vous commencez par accepter ceci : en pliage à l’air, l’angle de la matrice est presque sans importance. Le poinçon ne pousse jamais la tôle en contact complet avec les parois de la matrice. Vous “flottez” entre les épaules. Cela signifie que le seul paramètre rigide que vous contrôlez, c’est la profondeur — la distance à laquelle le poinçon pénètre dans le V. Il pousse le matériau dans le V, et l’angle est contrôlé par la profondeur de pénétration — pas par l’angle de la matrice.
C’est ça, la faille.
Si la profondeur contrôle l’angle, alors l’angle est une fonction de la pénétration du poinçon moins le retour élastique. Et le retour élastique dépend du matériau, de l’épaisseur, de la direction du grain et du rayon intérieur. La vraie question devient donc : comment cette géométrie flottante se traduit-elle en un chiffre que vous pouvez régler ?
Imaginez une matrice en V à 90°. Vous abaissez le poinçon jusqu’à ce que la pièce mesure 88° sous charge. Vous relâchez. Elle s’ouvre à 90°. Ces 2° étaient la récupération élastique.
Maintenant, ne changez rien sauf la profondeur. Descendez de .010″ plus bas. Sous charge, la lecture indique 86,5°. Relâchez. Elle revient à 89°.
Qu’est-ce qui a changé ? Pas l’angle de la matrice. Pas l’angle du poinçon. Seulement la pénétration.
En pliage à l’air, le rayon intérieur se forme naturellement à environ 1/6 de l’ouverture du V pour l’acier doux dans un montage correct de 8×. Ainsi, dans un V de 1″, vous obtenez environ un rayon intérieur de .160″, que cela vous plaise ou non. Ce rayon détermine la quantité d’épaisseur qui entre dans le domaine plastique. Cette profondeur de limite élastique détermine l’épaisseur du noyau élastique. Ce noyau élastique détermine le retour élastique.
Votre commande principale est donc la profondeur de pénétration, qui modifie l’angle de pliage, ce qui change la proportion de la section qui dépasse la limite d’élasticité.
Il y a des années, un jeune de l’équipe de nuit a remplacé un V de 1″ par un V de 3/4″ parce que “ ça avait l’air assez proche ”. Le rayon intérieur a diminué. La zone plastique a augmenté. Le retour élastique a diminué de presque 1°. Il n’a pas changé le programme. Nous avons mis au rebut 60 supports avant de comprendre que la matrice n’était pas la bonne. La largeur de la matrice a modifié le rayon. Le rayon a modifié le retour élastique. Une leçon coûteuse.
Voici comment le régler correctement :
Puis testez sur une chute.
Alors, si la profondeur est reine, pourquoi ne pas simplement enfoncer plus fort et éliminer les devinettes ?
Prenez deux tôles de calibre 11. L’une mesure .119″. L’autre .123″. Quatre millièmes de différence. Cela ne semble pas énorme.
En pliage à l’air, cette variation d’épaisseur déplace légèrement la fibre neutre — cette couche imaginaire qui ne s’étire ni ne se comprime. Une tôle plus épaisse signifie qu’un rayon intérieur légèrement plus grand se forme pour le même V. Cela modifie le retour élastique d’environ un demi-degré.
Mais comme vous ne créez que trois points de contact — la pointe du poinçon et les épaulements de la matrice — le système fléchit avec le matériau. L’angle varie surtout selon la profondeur, pas en écrasant l’épaisseur dans une cavité fixe. La variation se traduit par une petite différence d’angle que vous pouvez corriger avec un léger ajustement de profondeur.
Imaginez maintenant le matage des mêmes tôles.
En réalité, vous frôlez le matage — en forçant le matériau à entrer en contact avec les parois de la matrice. À ce stade, la variation d’épaisseur ne peut plus se compenser. Les .004″ supplémentaires sont comprimés entre des outils en acier plus durs que la pièce. Le tonnage explose. Les angles varient. Les outils s’usent. Les pièces se marquent.
J’ai vu une fois un atelier mater des panneaux cosmétiques en tôle de 14 gauge parce qu’ils en avaient assez de “ courir après le ressort élastique ”. Ils ont éliminé 1° de variation et ajouté des marques de matrice sur 200 faces visibles. Le client a rejeté le lot. Ils ont résolu la dérive d’angle et créé un désastre de finition.
Le pliage à l’air aurait absorbé cette variation d’épaisseur. Une oscillation de 0,5° coûte moins cher que de reprendre la finition de 200 panneaux.
Voici la discipline :
Puis testez sur une chute.
Si moins de force vous donne de la flexibilité, où se situe la limite avant de perdre le contrôle du pli ?
Regardez votre tableau de tonnage. Pour une tôle de 1/8″ en A36 dans un V de 1″, le pliage à l’air pourrait nécessiter environ 12 à 15 tonnes par pied. Le matriçage avec la même configuration pourrait en demander deux à trois fois plus.
Si votre presse indique 30 tonnes par pied sur ce travail, vous ne faites plus de pliage à l’air. Vous passez au matriçage, que vous l’ayez prévu ou non. Le ressort élastique diminue — certes. Mais maintenant le rayon intérieur est forcé à être plus petit que le rayon naturel de pliage à l’air. Toute l’épaisseur est conduite plus près de la limite d’élasticité. Cela signifie moins de cœur élastique. Cela signifie moins de tolérance.
Le contrôle se transforme en dépendance. L’angle dépend alors exactement de l’épaisseur et de la géométrie précise de la matrice.
Sur les freins manuels plus anciens, sans répétabilité CNC de la profondeur, c’est là que les débutants se brûlent. Ils pensent que plus de pression donne plus de constance. En réalité, ils ont supprimé le coussin flottant que le pliage à l’air leur offrait. Toute variation du coulisseau, toute déflexion du bâti, tout changement de direction du grain apparaissent directement sur la pièce.
Le point idéal est le suivant :
Assez de pénétration pour atteindre l’angle plus la surpli prévue. Assez de tonnage pour former le rayon intérieur naturel. Pas assez pour forcer le contact total avec la matrice.
Surveillez le manomètre de tonnage pendant la descente. S’il monte brusquement en fin de course, vous touchez probablement les parois de la matrice. Réduisez la profondeur de quelques millièmes et remesurez.
Ensuite, réalisez trois éprouvettes consécutives et comparez les angles après déchargement complet. Si elles se répètent dans votre tolérance, verrouillez le réglage.
Et testez sur des chutes.
Parce qu’une fois que vous comprenez que la profondeur du poinçon — et non la force brute — détermine votre angle final, la prochaine question que vous devriez poser est :
Quelle précision votre configuration doit‑elle avoir si des millièmes de profondeur pilotent des degrés d’angle ?
Le mois dernier, nous avons plié de l’A36 de 1/8″ dans un V d’1″ à 93° pour qu’il revienne à 90°. Le premier affichait 90°. Le deuxième, 91,2°. Le programme n’avait pas changé. Ce qui avait changé, c’était le réglage : la tôle était plus épaisse de .006″ à l’extrémité, et le coulisseau présentait un désalignement d’environ .002″ sur 6′. C’est tout ce qu’il faut. Quelques millièmes de profondeur se traduisent par des degrés entiers sur la pièce.
Vous savez déjà que la profondeur de pénétration est le volant de direction. Maintenant, nous nous assurons que la direction n’a pas de jeu.
Commencez par la machine. Vérifiez le parallélisme du coulisseau avec une paire de blocs rectifiés et une jauge d’épaisseur. Si vous pouvez glisser une jauge de .003″ d’un côté et pas de l’autre en bas de course, vous allez courir après l’angle toute la journée. C’est là qu’intervient le bombage — compensation mécanique ou hydraulique pour contrer la déflexion du bâti sous charge. Sans cela, le centre plie à 89° tandis que les extrémités affichent 91°. J’ai vu un atelier mettre au rebut 40 rampes architecturales parce que personne n’avait vérifié la déflexion après qu’un travail de 20 tonnes plus tôt dans le poste ait réchauffé le bâti. La presse s’était dilatée juste assez pour les tromper.
Réglez le parallélisme. Vérifiez le bombage sur une bande d’essai pleine longueur. Puis testez sur une chute.
Une fois la machine honnête, la géométrie de l’outillage vient ensuite. C’est là que la plupart des débutants jouent à pile ou face sans le savoir.
Prenez un micromètre. Mesurez votre tôle. Disons qu’elle fait .125″ pile. Multipliez par 8. Cela vous donne une ouverture de V de 1.000″ pour de l’acier doux. Pas 7× parce que c’est “presque bon”. Pas 10× parce que c’est “ce qu’il y a sur l’étagère”. Huit fois l’épaisseur est le point de départ parce que cela équilibre trois paramètres : la formation du rayon intérieur, la force nécessaire, et la prévisibilité du retour élastique.
Dans un réglage 8× sur acier doux, votre rayon intérieur sera d’environ 16% de l’ouverture du V. Dans un V de 1″, cela fait environ .160″ de rayon intérieur. Ce rayon détermine la proportion de la section qui entre en plasticité. Changez le V pour 3/4″ et votre rayon naturel se réduit à environ .120″. Un plus petit rayon signifie plus de déformation plastique. Plus de déformation plastique signifie moins de retour élastique — et plus de force.
J’ai vu un jour quelqu’un presser une tôle de 3/16″ dans un V d“1″ parce que ”ça rentrait”. Cela correspond à peine à 5,3× l’épaisseur. La force a dépassé le tableau. Ils ont cassé net une épaule de matrice. Huit mille dollars perdus parce que personne n’a fait la multiplication.
Il y a un cas particulier : des décalages serrés, inférieurs à environ 6× l’épaisseur du matériau, peuvent entrer en conflit avec une matrice 8×. Dans ce cas, vous pouvez réduire la taille du V, mais il faut recalculer la force et s’attendre à un rayon intérieur et un retour élastique différents. Changez une variable, mettez à jour les calculs.
Choisissez le V en fonction de l’épaisseur, pas de la commodité. Confirmez les calculs avec votre tableau de tonnage. Puis testez sur une chute.
Si l’ouverture en V définit le rayon naturel, que fait réellement le poinçon ?
Placez un poinçon vif — disons une pointe de .030″ — sur ce V d’1″ avec de l’acier de 1/8″. Les débutants pensent que le rayon intérieur sera de .030″. Ce n’est pas le cas. En pliage à l’air, la largeur de la matrice détermine principalement le rayon intérieur, pas la pointe du poinçon, tant que le rayon du poinçon est inférieur au rayon naturel que le V tend à créer.
Ce rayon intérieur de .160″ dont nous avons parlé ? Il se forme parce que la tôle flotte entre les épaules. Elle pousse le matériau dans le V, et l’angle est contrôlé par la profondeur de pénétration — pas par l’angle du V lui-même. Le poinçon ne fait qu’initier le pli et concentrer la force.
Maintenant, remplacez par un poinçon de rayon .200″ — plus grand que le rayon naturel de .160″. Soudain, c’est le poinçon qui limite. Le matériau épouse le poinçon, et votre rayon intérieur augmente. Le retour élastique change parce que votre zone plastique a changé. Même V. Même épaisseur. Résultat différent.
J’ai appris cela sur de l’inox de 3/32″. Nous sommes passés à un poinçon de rayon plus grand pour éviter les fissures de surface sur une pièce cosmétique brossée. Le rayon intérieur a augmenté d’environ 1/32″. Le retour élastique a bondi de presque un degré. Personne n’a ajusté la sur-courbure. Nous avons mis au rebut toute une série de panneaux avec des microfissures et des angles erronés la même semaine.
Faites correspondre le rayon du poinçon pour qu’il soit égal ou légèrement inférieur au rayon naturel attendu, sauf si le plan l’exige autrement. Si vous le modifiez intentionnellement, ajustez votre cible de sur-courbure et la force prévue.
Réglez. Faites un coupon d’essai. Mesurez le rayon intérieur avec des jauges de rayon, pas à l’œil nu. Puis testez sur une chute.
Une fois la géométrie fixée, la précision de l’angle dépend d’un seul geste intentionnel : viser au‑delà de la cible.
Prenez cette tôle A36 de 1/8″ dans un V de 1″. Le retour élastique typique peut être de 2° en pliage à l’air. Donc, si le plan demande 90°, vous programmez 92°. Peut‑être 93° selon la direction du grain.
Ne devinez pas. Pliez une éprouvette à 90° sous charge et laissez‑la revenir. Si elle s’ouvre à 92°, vous savez que le retour élastique est de 2°. Pliez alors à 88° sous charge pour qu’elle revienne à 90°. C’est viser à travers l’angle.
Ce que vous faites réellement, c’est prédire combien de cœur élastique reste après avoir relâché la pression. Vous négociez avec lui. Si vous poussez plus fort et vous rapprochez du matage, le retour élastique diminue — mais désormais la variation d’épaisseur contrôle votre angle au lieu de la profondeur. C’est ainsi que les débutants se laissent tromper en pensant que la force brute équivaut à la précision.
J’ai vu un nouvel opérateur chasser une erreur de 0,5° en ajoutant de la pression plutôt que de la profondeur. Il est passé en contact avec la matrice. L’angle semblait parfait pendant cinq pièces. Puis la feuille suivante, plus épaisse de .004″, est sortie 1,5° trop serrée. Il avait involontairement supprimé la marge que le pliage à l’air lui offrait.
Enregistrez la valeur réelle du retour élastique pour ce matériau, cette épaisseur, cette direction de grain et ce V. Programmez le sur‑pliage intentionnellement. Puis vérifiez trois pièces consécutives après décharge complète.
Et oui — testez‑le sur des chutes.
Mais tout cela suppose que vous restez dans le tonnage de sécurité. Ratez cela, et le reste n’a plus d’importance.
Ouvrez le tableau. Trouvez l’acier doux de 1/8″ dans un V de 1″. Vous verrez environ 12–15 tonnes par pied pour un pliage à l’air. Sur une pièce de 4′, cela fait 48–60 tonnes au total. Si votre presse est donnée pour 100 tonnes sur 10′, vous êtes tranquille — tant que vous êtes bien en pliage à l’air.
Regardez maintenant les chiffres pour le matage avec le même montage. Ils peuvent grimper à 25–30 tonnes par pied ou plus. C’est le double. Parfois le triple.
Si la jauge de tonnage monte brutalement en fin de course, vous ne flottez plus entre les épaules. Vous poussez le matériau contre les parois de la matrice. Ce que vous faites réellement, c’est flirter avec le matage — forcer le matériau à toucher les parois de la matrice. L’outillage subit cette charge avant vous.
Nous avons vu une presse de 90 tonnes casser un poinçon segmenté parce que quelqu’un pensait “ ce n’est que du 11‑gauge ”. Il n’avait pas remarqué que le V était sous‑dimensionné et que la pièce faisait 6′ de long. La charge réelle dépassait la capacité de l’outil d’environ 20%. L’acier ne se soucie pas de vos présomptions.
Calculez les tonnes par pied. Multipliez par la longueur de pliage. Comparez à la fois à la capacité de la machine et à la notation de l’outil — qui ne sont pas toujours identiques. Restez nettement en dessous du tonnage de matage si le travail exige la précision du pliage à l’air.
Réglez la butée de profondeur selon l’angle, pas la force. Surveillez la jauge pour repérer les pics inattendus. Ensuite, réalisez votre première pièce et mesurez.
Car une fois que vous savez choisir le bon V, associer le poinçon, viser à travers le retour élastique et prouver que le tonnage est sûr, vous ne déformez plus le métal.
| Section | Contenu |
|---|---|
| Titre | Lire un tableau de tonnages vs. deviner : le calcul qui évite d’endommager l’outil |
| Référence de pliage à l’air | Ouvrez le tableau. Trouvez l’acier doux de 1/8″ dans un V de 1″. Vous verrez environ 12–15 tonnes par pied pour un pliage à l’air. Sur une pièce de 4′, cela fait 48–60 tonnes au total. Si votre presse est donnée pour 100 tonnes sur 10′, vous êtes tranquille — tant que vous êtes bien en pliage à l’air. |
| Comparaison avec le matage | Regardez maintenant les chiffres pour le matage avec le même montage. Ils peuvent grimper à 25–30 tonnes par pied ou plus. C’est le double. Parfois le triple. |
| Signes d’alerte | Si la jauge de tonnage monte brutalement en fin de course, vous ne flottez plus entre les épaules. Vous poussez le matériau contre les parois de la matrice. Ce que vous faites réellement, c’est flirter avec le matage — forcer le matériau à toucher les parois de la matrice. L’outillage subit cette charge avant vous. |
| Exemple de défaillance réelle | Nous avons vu une presse de 90 tonnes casser un poinçon segmenté parce que quelqu’un pensait “ ce n’est que du 11‑gauge ”. Il n’avait pas remarqué que le V était sous‑dimensionné et que la pièce faisait 6′ de long. La charge réelle dépassait la capacité de l’outil d’environ 20%. L’acier ne se soucie pas de vos présomptions. |
| Méthode de calcul adéquate | Calculez les tonnes par pied. Multipliez par la longueur de pliage. Comparez à la fois à la capacité de la machine et à la notation de l’outil — qui ne sont pas toujours identiques. Restez nettement en dessous du tonnage de matage si le travail exige la précision du pliage à l’air. |
| Bonnes pratiques de configuration | Réglez la butée de profondeur selon l’angle, pas la force. Surveillez la jauge pour repérer les pics inattendus. Ensuite, réalisez votre première pièce et mesurez. |
| Conclusion | Car une fois que vous savez choisir le bon V, associer le poinçon, viser à travers le retour élastique et prouver que le tonnage est sûr, vous ne déformez plus le métal. |
C’est vous qui le contrôlez.
Et c’est là que vous pouvez commencer à poser une question plus intelligente : quand le pliage à l’air cesse-t-il d’être suffisant ?
Vous avez tout fait correctement — choisi la matrice en V de 1″ pour l’A36 de 1/8″, assorti le rayon du poinçon, visé 2° au-delà de 90°, confirmé 12–15 tonnes par pied, et votre premier pli a donné 90°.
Alors, quand le pliage à l’air cesse-t-il d’être suffisant ?
Pas quand vous êtes négligent. Quand la tolérance devient plus serrée que la marge que le pliage à l’air vous offre.
Le pliage à l’air est contrôlé parce que la profondeur de pénétration est le volant de direction. Vous flottez entre les épaulements, prédisez le retour élastique, et ajustez par millièmes de pouce de déplacement du coulisseau. Cette flexibilité est sa force. Mais la flexibilité, c’est aussi du mouvement, et le mouvement a des limites. Quand le plan indique ±0,25° sur un rebord de 36″, vous n’êtes plus en train de négocier — vous êtes audité.
C’est là que le matage et le coinage interviennent. Pas comme des améliorations. Comme des compromis.
Ils ne vous rendent pas plus intelligent. Ils réduisent simplement la part de réflexion que la pièce est autorisée à faire.
En pliage à l’air pur, une variation d’épaisseur de .004″ peut modifier votre angle d’environ un demi‑degré, parfois plus selon la largeur du V et la résistance du matériau. Ce n’est pas de la négligence. C’est de la géométrie.
Parce qu’en pliage à l’air, l’angle dépend de la profondeur. Et la profondeur réagit à l’épaisseur.
Si votre lot de tôles varie de .119″ à .123″, votre axe neutre — cette ligne imaginaire dans la section transversale qui ne s’étire ni ne se comprime — se déplace légèrement. Cela change la quantité de cœur élastique restante après le déchargement. Le retour élastique change. Votre 92° programmé sous charge peut remonter à 89,5° sur une tôle et 90,7° sur la suivante.
Imaginez maintenant un plan demandant 90° ±0,25°. Vous pouvez régler le coulisseau à .001″ de répétabilité. La presse peut être parfaite. Les calculs peuvent être exacts. Mais le matériau lui-même déplace les objectifs.
J’ai vu un jeune essayer de tenir ±0,25° sur de l’inox de 3/16″ dans un V de 1‑1/4″. Il ajustait la profondeur de .002″ à chaque fois. Les pièces entraient et sortaient de la tolérance toute l’après‑midi. Nous avons mis au rebut 38 supports avant qu’il ne comprenne que ce n’était pas la machine — c’était la variabilité que le pliage à l’air tolère poliment.
Quand la bande de tolérance est plus étroite que la variation du matériau, le pliage à l’air atteint son plafond.
Alors, que se passe‑t‑il si vous cessez de laisser la profondeur tout contrôler ?
Le matage signifie que vous enfoncez intentionnellement le poinçon jusqu’à ce que le matériau touche les parois de la matrice. Il ne s’agit pas de l’écraser à plat — c’est du monnayage — mais de l’asseoir fermement dans le V afin que l’angle de la matrice devienne déterminant.
Vous transférez le contrôle de la profondeur du coulisseau à la géométrie de l’outil.
C’est pourquoi une vieille presse-plieuse avec une répétabilité de profondeur médiocre peut tout de même maintenir des angles précis en matage. La matrice devient le régulateur. Une fois le matériau entièrement en place, de légères variations d’épaisseur ne font pas autant varier l’angle, car les parois le contraignent.
Mais voici le coût.
L’angle du poinçon, l’angle de la matrice et l’épaisseur du matériau doivent presque parfaitement correspondre. Si vous pliez à 90° dans 1/8″, il vous faut un poinçon à 90° et une matrice à 90° dimensionnée pour cette épaisseur. Vous voulez 88° à la place ? Nouvelle matrice. Épaisseur différente ? Probablement nouvelle matrice encore.
Une fois, je suis passé d’un matériau de .120″ à .135″ en cours de production et j’ai essayé de tricher avec le même réglage de matage. Les angles sont sortis avec 1° d’ouverture parce que la tôle plus épaisse ne pouvait pas s’asseoir complètement sans plus de tonnage. Nous avons forcé. Résultat : épaule de matrice fissurée, ce qui a coûté plus cher que tout le travail.
Le matage vous offre la répétabilité en supprimant la flexibilité. Parfait pour 1 000 pièces identiques. Affreux pour cinq pièces toutes à des angles différents.
Alors, que faire si même le matage n’est pas assez précis ?
Le monnayage, c’est quand vous cessez de négocier et réécrivez la mémoire du matériau.
Vous enfoncez la pointe du poinçon dans le matériau avec une force suffisante — parfois 5 à 10 fois le tonnage du pliage à l’air — pour comprimer plastiquement la surface intérieure. Vous ne pliez plus simplement. Vous amincissez le matériau sur la ligne de pliage.
Le retour élastique tombe presque à zéro parce que vous avez fait fluer presque toute la section.
L’angle équivaut à l’angle du poinçon. Point final.
Ça semble parfait, non ?
Voici ce qu’on ne vous dit pas : le tonnage grimpe très vite. Prenez ce même acier de 1/8″ qui nécessitait environ 15 tonnes par pied en pliage à l’air. Le monnayage pourrait demander bien plus de 100 tonnes par pied selon le rayon du poinçon et l’ouverture de la matrice. Votre outillage ressent chaque once de cette charge.
Nous avons monnayé de l’acier inoxydable de calibre 16 une fois pour un ourlet esthétique à 90° qui devait être parfaitement affleuré. Après 600 coups, la pointe du poinçon a commencé à se déformer. À 1 200, l’angle s’est décalé parce que la géométrie de l’outil avait changé. La méthode “ parfaite ” s’était usée en pleine série.
Et vous avez définitivement aminci la zone de pliage. Sur les pièces structurelles, cela compte.
Le monnayage est un scalpel fait d’un marteau-pilon.
Ainsi, la vraie question n’est plus de savoir quelle méthode est la plus précise. C’est de savoir si le travail justifie la punition.
Pliage par air : une matrice en V, plusieurs angles, très peu de changements de réglage. Vous ajustez la profondeur et vous partez. La durée de vie des outils est longue parce que vous restez en dessous de la tonnage de matage.
Matage : outillage spécifique à chaque angle, correspondance précise, charge plus élevée. Le réglage prend plus de temps. L’usure des outils augmente, mais vous gagnez en répétabilité sur les grandes séries.
Coinage : charge maximale, usure la plus rapide des outils, flexibilité minimale — mais pratiquement pas de retour élastique.
Si vous formez 25 supports à trois angles différents, le pliage par air l’emporte à chaque fois. Vous passerez plus de temps à changer les matrices de matage qu’à plier réellement.
Si vous produisez 5 000 rails en acier inoxydable qui doivent tenir ±0,25° toute la journée, le matage peut s’amortir rien que par la réduction des rebuts.
Si vous fabriquez un contact électrique de précision où l’angle doit être parfaitement exact et où le retour élastique est interdit, le coinage s’impose — et vous budgétez l’usure des outils comme un consommable.
La plupart des débutants pensent que le matage et le coinage sont “ plus précis ”. Ils ne le sont pas. Ils sont plus contraignants.
Le pliage par air est le choix par défaut car il vous permet de contrôler la physique plutôt que de la dominer. Le matage et le coinage sont les méthodes vers lesquelles vous allez quand le plan, le volume ou la machine vous y obligent.
Et une fois que vous savez quelle méthode vous avez choisie et pourquoi, la compétence suivante ne consiste pas à choisir le procédé.
Elle consiste à lire un pliage défectueux et à le remonter jusqu’à la variable que vous avez manquée.
Vous retirez un support en A36 de 1/8″ de 36″ de long de la presse plieuse. L’extrémité gauche indique 90°. Le milieu indique 91°. L’extrémité droite indique 88,5°. Même programme. Même outils. Même opérateur.
Alors qu’est-ce qui a échoué — le banc, l’outillage, le matériau ou votre méthode ?
Arrêtez de blâmer la machine pendant cinq minutes et regardez la pièce comme si elle vous parlait. Un pliage ne ment jamais. Il vous montre où la force est passée, où le matériau a résisté et où vous avez perdu le contrôle du retour élastique. Votre travail n’est pas de le redresser en le forçant. Votre travail est de lire les indices et de les relier à une variable à la fois.
C’est ainsi que vous gardez le contrôle du pliage par air au lieu de le laisser dériver.
Imaginez à nouveau ce support de 36″. Extrémités serrées. Centre ouvert de 1°.
Première question : l’erreur est-elle progressive et centrée ? Cela sent la déflexion. Lorsque vous appliquez 12 à 15 tonnes par pied en pliant de l’A36 de 1/8″ dans une matrice en V de 1″, vous suspendez une force équivalente à un petit pont sur le banc. Le coulisseau et le banc se courbent vers le haut au centre à moins que la correction de flambage ne compense. Moins de pénétration au centre signifie moins de surpliage, donc plus de retour élastique là-bas. Angle ouvert au milieu à chaque fois.
J’ai vu un atelier mettre au rebut 40 rails avant de vérifier la correction de flambage. Ils continuaient à augmenter la profondeur de .003″ pour essayer de corriger le centre. Cela ne faisait que trop plier les extrémités. Erreur coûteuse.
Comment l’isoler ? Exécute la même pièce, même configuration, mais plie un spécimen de 6 po au centre de la machine uniquement. Puis plie un autre spécimen de 6 po près du côté gauche. Si les petites pièces coïncident mais que la longue ne le fait pas, tu as affaire à la déflexion du bâti. Ajuste le bombage. Fais un essai sur une chute.
Supposons maintenant que l’angle varie au hasard — serré, ouvert, serré — sans motif. C’est généralement une variation d’épaisseur du matériau. Souviens‑toi quand je t’ai dit que la profondeur de pénétration est le volant de direction ? En pliage à l’air, l’angle est contrôlé par la profondeur de la descente — pas par l’angle de la matrice elle‑même. Si tes tôles varient de 0,119 po à 0,123 po, la fibre neutre se déplace et le noyau élastique change. Le ressort varie avec lui.
J’ai vu un jeune passer tout l’après‑midi à poursuivre ±0,25° sur de l’inox de 3/16 po parce qu’il n’avait pas mesuré l’épaisseur au micromètre. Quatre millièmes d’écart lui ont coûté 38 pièces. Erreur coûteuse.
Mesure trois points à travers la tôle. Si l’épaisseur varie, ton angle variera à moins de compenser la profondeur pour chaque tôle ou de resserrer la spécification du matériau. Fais un essai sur une chute.
Dernière possibilité : l’outillage. Si le poinçon n’est pas bien en place ou si les épaules de la matrice sont usées de façon inégale, une extrémité peut pénétrer plus profondément que l’autre. Enduis la pointe du poinçon de bleu de traçage, fais une légère frappe et vérifie le motif de contact. Des marques inégales signifient un problème de montage, pas de physique. Nettoie, repositionne, resserre. Fais un essai sur une chute.
Tu vois le schéma ? On ne devine pas. On isole.
Mais que se passe‑t‑il si l’angle est correct et que le métal se fissure ?
Prends une bande d’inox de 3/32 po. Plie‑la à 90° à travers le grain dans une matrice en V de 1/2 po avec un rayon de poinçon vif d’environ 1/32 po. Tu l’entendras avant de le voir — ce léger bruit de déchirure. Puis la micro‑fissure apparaît sur la surface extérieure.
Que s’est‑il passé ?
Quand tu plies, l’intérieur se comprime et l’extérieur s’étire. Plus le rayon intérieur est serré, plus les fibres extérieures s’allongent. Si le rayon du poinçon est trop petit pour le matériau, tu dépasses sa limite d’allongement. À travers le grain, c’est pire, car la direction du grain laminé présente déjà une structure allongée. Tu l’étends dans le sens difficile.
J’ai déjà mis au rebut tout un chariot de supports inox de 3/32 po parce que nous avions plié perpendiculairement au grain avec un poinçon trop aigu. Le plan ne précisait pas la direction du grain. Nous avons supposé. Cette supposition a coûté une semaine. Erreur coûteuse.
Le diagnostic est simple. Mesure ton rayon intérieur. En pliage à l’air, le rayon intérieur est environ 16 % de l’ouverture de la matrice pour l’acier doux. Ainsi, une matrice en V de 1 po donne un rayon intérieur d’environ 0,160 po. Si tu serres davantage — disons une matrice de 1/2 po — tu frôles le matriçage plan et forces un rayon plus petit. En réalité, tu fais entrer le matériau en contact avec les parois de la matrice — et cela accroît brutalement la contrainte en surface.
Fais pivoter une ébauche de 90° et replie‑la. Si les fissures disparaissent avec la direction du grain, tu as trouvé la cause. Sinon, ouvre la matrice en V d’une taille et augmente le rayon intérieur. Fais un essai sur une chute.
Les fissures ne sont jamais aléatoires. Ce sont des contraintes dépassant la ductilité. Ton travail est de réduire la contrainte ou de changer sa direction.
Et que dire d’une pièce qui ne se fissure pas, ne varie pas d’angle — mais refuse simplement qu’on fasse le deuxième pli ?
Imagine un profilé en U : âme de 2 po, ailes de 1 po de chaque côté, épaisseur de 1/8 po. Tu plies une aile de 1 po à 90° dans une matrice en V de 1 po. Impeccable. Puis tu retournes la pièce pour plier l’aile opposée.
L’aile déjà pliée heurte le corps du poinçon avant que le second pli n’atteigne 90°. Tu bloques à 75°. La machine n’est pas faible. C’est la géométrie qui t’arrête.
J’ai vu un apprenti forcer une pièce ainsi, pensant que la tonnage réglerait le problème de dégagement. Il a appuyé plus fort. Il a marqué l’épaule du poinçon et déformé la première aile. Deux pièces ruinées avant que nous l’arrêtions. Erreur coûteuse.
Le problème n’est pas la force. C’est la séquence et le dégagement de l’outil. En pliage à l’air, le poinçon a une largeur de corps. Si le rebord de retour est trop proche, il entre en collision avant la pénétration complète. Souviens-toi : il pousse le matériau dans le V, et l’angle est contrôlé par la profondeur — pas par l’angle de la matrice elle-même. Si tu ne peux pas atteindre la profondeur, tu ne peux pas atteindre l’angle.
Résous-le en pliant d’abord le rebord le plus éloigné, ou en utilisant un poinçon à col de cygne avec dégagement de gorge. Pose la pièce contre le poinçon avant le cycle et vérifie physiquement toute interférence. Si l’acier touche l’acier là où il ne devrait pas, aucune quantité de tonnage ne la résoudra. Teste sur de la chute.
Chaque mauvais pliage rentre dans une catégorie : répartition de la force, comportement du matériau ou interférence géométrique. La pièce te dit laquelle — si tu cesses de traiter la presse plieuse comme un marteau et commences à traiter l’acier comme un ressort avec lequel tu négocies.
Et une fois que tu peux lire ces indices sans paniquer, tu arrêtes de réagir aux mauvais plis.
Tu commences à les prédire.
Tu veux des pliages qui ne te surprennent pas ?
Alors arrête d’essayer d’atteindre 90°.
Le mois dernier, nous avons plié du A36 de 1/8″ dans un V de 1″. Le premier a montré 90°. Le gamin a souri. Il l’a retiré, revérifié cinq minutes plus tard — 91,5°. L’acier s’était détendu. Il pensait que la machine avait dérivé et a ajouté encore .010″ de profondeur. Maintenant, c’est sorti à 88,5° après retour élastique. Trois pièces plus tard, nous courions après des fantômes.
Erreur coûteuse.
Tu ne fais pas un pli de 90°. Tu plies à 92° pour qu’il se détende à 90°. C’est le modèle mental du surpliage. Tu ne combats pas le retour élastique. Tu le prévois.
Et une fois que tu acceptes cela, la question de réglage change.
L’acier est un ressort avec une limite d’élasticité. Jusqu’à cette limite, il fléchit et revient. Au-delà, il reste plié — mais le noyau élastique à l’intérieur veut toujours s’ouvrir. Cette ouverture est le retour élastique.
En pliage à l’air, le poinçon n’imprime pas l’angle dans la matrice. Il pousse le matériau dans le V, et l’angle est contrôlé par la profondeur — pas par l’angle de la matrice elle-même. Cette profondeur détermine à quel point tu pousses les fibres extérieures au-delà de la limite avant de relâcher.
Ainsi, ton vrai objectif n’est pas 90°. C’est 90° plus le retour élastique propre à ce lot, pour cette épaisseur, dans cette ouverture de V.
Exemple hypothétique : l’acier doux de 0,125″ dans un V de 1″ peut reprendre de 1,5° à 2°. L’inox de même épaisseur dans le même V peut reprendre 3° ou plus. Même machine. Même matrice. Comportement différent.
Si tu règles jusqu’à ce que le calibre indique 90° sous pression, tu te prépares à être trop ouvert après relâchement. C’est une pensée de débutant — écraser le métal pour le soumettre.
J’ai déjà vu un gars essayer de “tuer” le retour élastique en augmentant le tonnage jusqu’à frôler les épaules de la matrice. Ce que tu fais vraiment, c’est flirter avec le matriçage complet — forcer le matériau à toucher les parois de la matrice. Il a laissé deux lignes brillantes et un léger changement de rayon qui ont gâché 24 panneaux esthétiques.
Erreur coûteuse.
Alors voici le changement : détermine ton surpliage intentionnel avant la première vraie pièce. Pas en devinant. En le prouvant. Sur de la chute.
On n’apprend pas le retour élastique grâce à un tableau accroché au mur. On l’apprend avec un coupon de 4″ découpé dans la même tôle que celle qu’on s’apprête à plier.
Même épaisseur. Même sens du grain. Même outillage. Même position de la machine.
Fais une frappe. Mesure après relâchement. Si tu veux 90° et que tu obtiens 91,8°, tu es ouvert de 1,8°. Augmente un peu la profondeur de pénétration — on parle de .005″ à .010″ pour les faibles épaisseurs — et frappe un autre coupon.
Mesure à nouveau.
Quand il se détend à 90°, cesse de toucher à la profondeur. Verrouille-la. Lance la production.
Ce petit coupon vient de te montrer la “taxe de retour élastique” pour ce matériau dans cette configuration. Paie-la une fois, au départ.
J’ai vu des ateliers sauter cette étape parce que “on a déjà fait ce travail le mois dernier.” Lot de chaleur différent. L’épaisseur était de .003″ supérieure cette fois. Ils ont mis au rebut 60 supports avant d’admettre que les réglages d’hier ne plient pas l’acier d’aujourd’hui.
Erreur coûteuse.
Les coupons ont une durée de vie d’environ un lot. Nouveau skid ? Nouveau test. Et tu vérifies toujours après relâchement, jamais sous charge.
Si tu veux des pliages prévisibles, prouve d’abord le surpli — puis protège-le.
Ce qui mène au moment qui compte vraiment.
Avant que ton pied ne bouge, pose-toi trois questions.
Première : Quel est mon retour élastique attendu pour ce matériau et cette ouverture en V ? Si tu ne le sais pas, tu supposes. Coupe un coupon.
Deuxième : Ma machine est-elle capable de maintenir la profondeur de pénétration à quelques millièmes près ? L’angle en pliage par air dépend entièrement du contrôle de la profondeur. Sur du matériau de 0.060″, .005″ de course supplémentaire peuvent déplacer d’un degré entier. Les presses plieuses plus anciennes avec des butées approximatives peuvent donner l’impression d’un pliage “inconstant” alors qu’il s’agit simplement de jeu mécanique. Si ta presse ne peut pas répéter la profondeur, soit tu ajustes tes attentes, soit tu choisis le pliage en fond et acceptes le tonnage.
Troisième : Cette tolérance justifie-t-elle le pliage par air ? Règle empirique du secteur — le pliage par air gère environ 90% de travail sans problème. Mais si le plan exige ±0,5° sur tôle fine et que l’épaisseur du matériau varie de ±.005″, comprends dans quoi tu t’engages. Le pliage par air transfère la responsabilité de la précision à toi et au matériau. Le pliage en fond dépense du tonnage pour écraser la variabilité hors de l’équation.
J’ai déjà vu 200 panneaux esthétiques endommagés parce que quelqu’un avait choisi le refoulement pour “garantir l’angle.” Le tonnage était triple de celui requis pour le pliage par air. L’outillage a marqué chaque face.
Erreur coûteuse.
Voici donc la manière de voir que je veux que tu adoptes pour ta prochaine équipe :
Tu ne commandes pas l’acier. Tu négocies avec un ressort. Tu plies au-delà de ton objectif volontairement. Tu vérifies sur la ferraille. Tu verrouilles la profondeur, pas l’espoir.
Quand tu penses en surpli plutôt qu’en “frapper à 90°”, la presse plieuse cesse d’être un marteau.
Il devient un instrument de mesure.
Et maintenant, la vraie question n’est pas avec quelle force pousser.
C’est à quel point vous pouvez prédire précisément ce qui se passera lorsque vous relâchez.


















