

В прошлый вторник ты согнул десять кронштейнов из стали A36 толщиной 1/8″. Первый получился под углом 90°. Второй — 91,5°. К восьмому ты уже смотрел на 93° и опускал ползун ещё на .010″, будто это заставит сталь вести себя как надо.
Ты не формовал металл.
Ты затевал с ним драку.
Постоишь перед листогибом достаточно долго — и он начинает казаться штампом. Пуансон опускается. Матрица стоит под углом 90°. Металл зажимается между ними. Так что если деталь не под 90°, новичок думает просто: больше тоннажа.
Я видел парня, который прогонял пластину толщиной 3/16″ в V-образную матрицу 1/2″ и выкручивал давление почти до предела, указанного на станке, потому что угол всё время раскрывался. Он решил, что если 40 тонн не справились, то 60 точно помогут. К обеду ползун скрипел, инструмент был расплющен по плечам, а детали всё равно расходились на градус-полтора. Этот комплект инструмента стоил дороже, чем его пикап. Дорогостоящая ошибка.
Листогиб — это не форма. Это рычаг. А сталь — не глина. Это пружина.
Так что же на самом деле происходит, когда ты давишь на педаль и пытаешься раздавить проблему?

Представь, что у тебя 1/8″ мягкая сталь в V-матрице шириной 1″. При гибке «в воздухе» пуансон никогда не достигает дна. Он вдавливает материал в V, и угол контролируется глубиной хода — а не самим углом матрицы.
Теперь ты теряешь терпение. Двигаешь ползун глубже, гоняясь за 90°, думая, что давление равно точности. На самом деле ты флиртуешь с «доступом до упора» — заставляешь материал контактировать со стенками матрицы.
При гибке с упором или чеканке используется в 3–5 раз больший тоннаж, чем при гибке «в воздухе». Это разрушает нейтральную ось — слой внутри металла, который ни растягивается, ни сжимается — и уменьшает упругий возврат. Вот почему гибка с упором может быть абсолютно повторяемой в производстве.
Но вот в чём подвох: если угол инструмента, толщина материала и настройка станка не идеальны, ты просто сильнее давишь на переменные.
Однажды я пытался “исправить” проблему с углом 92° на металле толщиной 11 gauge, увеличив тоннаж вместо того, чтобы отрегулировать глубину. В итоге получил лёгкие следы матрицы на 200 декоративных панелях и пуансон, который больше никогда не устанавливался как раньше. Мы не получили точности. Мы лишь купили повреждение.
Если ты думаешь, что листогиб — это штамп, ты всегда будешь отвечать на неповторяемость силой.
Проверяй на отходах.
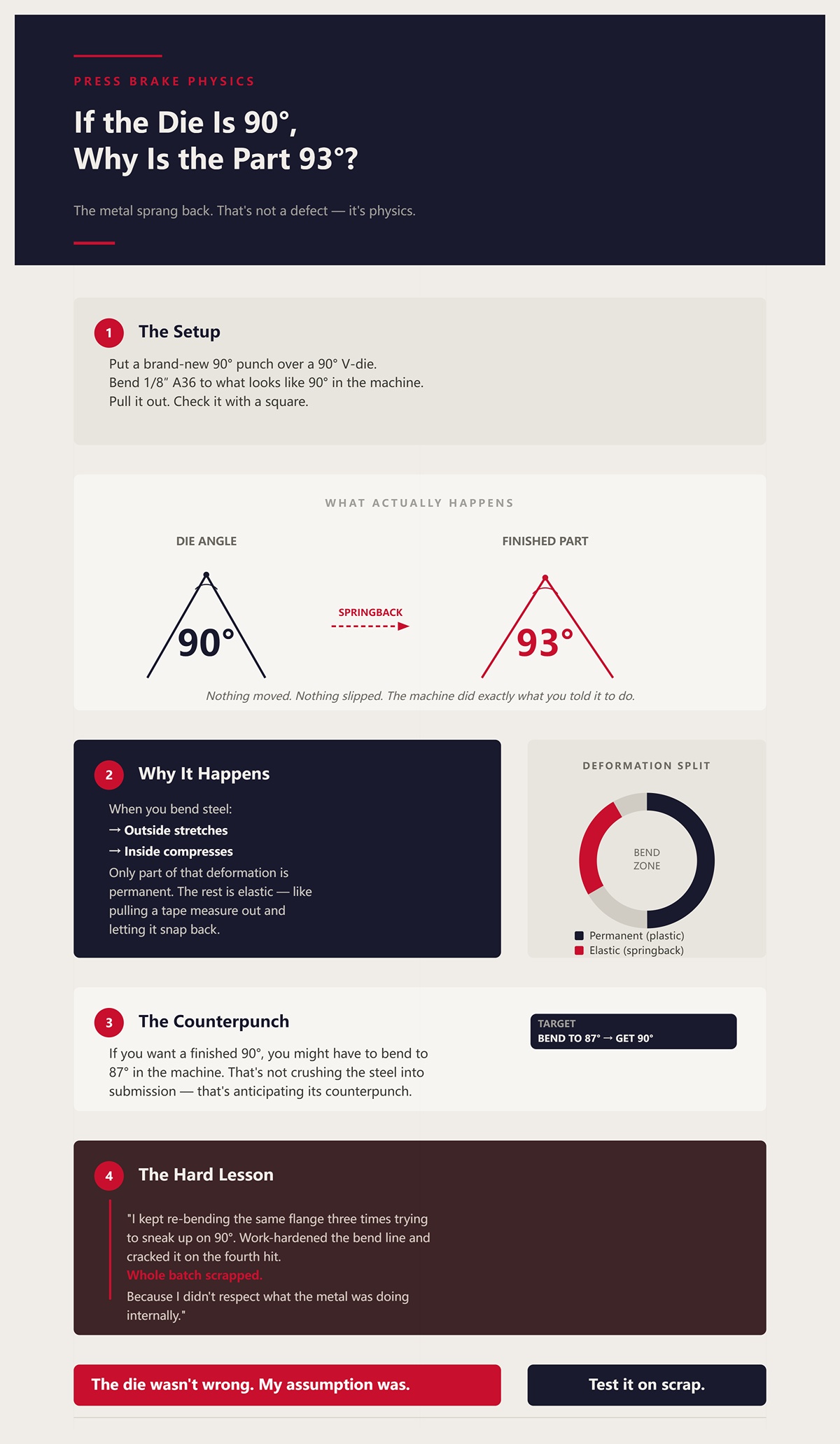
Поставь новый пуансон под углом 90° на 90° V-матрицу. Согни 1/8″ A36 так, чтобы в станке казалось ровно 90°. Вынь деталь. Проверь угольником.
Покажет 93°.
Ничего не сдвинулось. Ничего не проскользнуло. Станок сделал ровно то, что ты ему велел.
Металл отскочил обратно.
Когда ты гнешь сталь, внешняя сторона изгиба растягивается. Внутренняя — сжимается. Только часть этой деформации является постоянной. Остальное — упруго, как когда вытягиваешь рулетку и отпускаешь её, чтобы щелкнула обратно. Когда шток поднимается, упругая часть высвобождается, и угол открывается.
Это называется упругим возвратом. И это не дефект. Это физика.
Если тебе нужен конечный угол 90°, возможно, придётся согнуть до 87° на станке. Это не попытка «подавить» сталь. Это предвидение её ответного действия.
Когда я впервые узнал это, я несколько раз перегибал один и тот же фланец, пытаясь “подобраться” к 90°. Участок изгиба наклёпывался и треснул на четвертом проходе. Вся партия пошла в брак, потому что я не уважал то, что металл делает внутри.
Пуансон был не виноват. Виновато было моё предположение.
Проверяй на отходах.
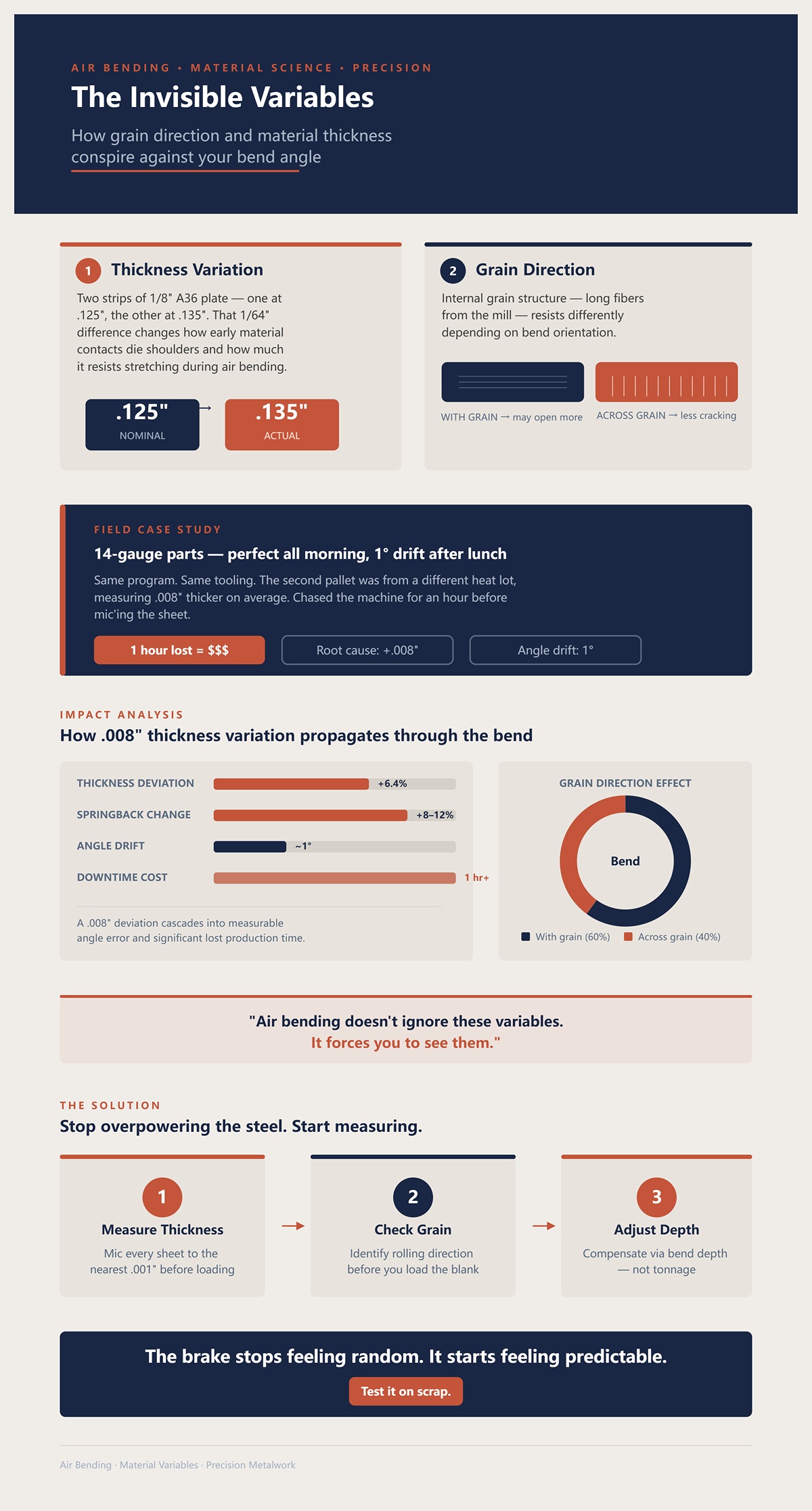
Возьми две полосы листа толщиной 1/8″, обе с маркировкой A36. Одна имеет толщину .125″. Другая — .135″. Разница в 1/64″ кажется несущественной, пока не начнёшь выполнять воздушный изгиб.
При воздушном гибе угол контролируется глубиной проникновения в V-образную матрицу. Толщина влияет на то, как рано материал касается плеч матрицы и насколько он сопротивляется растяжению. Более толстый лист будет вести себя при упругом возврате иначе, чем более тонкий, даже если программа одинакова.
Теперь поверни заготовку на 90°, чтобы гнуть поперёк прокатного направления, а не вдоль него. Внутренняя зернистая структура — длинные волокна из прокатного процесса — ведёт себя по-разному в зависимости от направления. Поперёк волокон ты часто получаешь меньше трещин, но слегка иной упругий возврат. Вдоль волокон — угол может сильнее открываться.
Однажды я гнул детали из 14‑го калибра, которые утром выходили идеальными. После обеда углы ушли на 1°. Та же программа. Та же оснастка. Оказалось, что второй поддон был из другой плавки, в среднем на .008″ толще. Мы гонялись за станком час, пока не промерили лист микрометром. Этот час стоил дороже, чем весь материал.
Воздушный гиб не игнорирует эти переменные. Он заставляет тебя их замечать.
Если перестать пытаться пересилить сталь и начать измерять толщину с точностью до .001″, проверять направление волокон перед загрузкой заготовки и корректировать глубину гиба вместо усилия, то листогиб перестаёт казаться непредсказуемым.
Он начинает казаться предсказуемым.
Проверяй на отходах.
Ты гнёшь полосу A36 толщиной 1/8″ до 87° на станке. Измеритель показывает 87,2°. Поднимаешь шток, снимаешь деталь, прикладываешь угольник.
И видишь идеальные 90°.
Ничего магического за эту полсекунды не произошло. Никаких призраков в гидравлике. Произошло восстановление деформации — упругая часть изгиба отпустила. И началось это ещё до того, как ты отпустил педаль.
Вот что чаще всего упускают новички: изгиб бывает не “временным” или “постоянным”. Он представляет собой оба состояния одновременно, расположенные по толщине. Внешний слой растянут за предел текучести. Внутренний — сжат. Между ними тонкий слой, который ещё не перешёл предел текучести. Этот слой уже пытается распрямить изгиб, пока ты всё ещё нажимаешь вниз.
Это обратное усилие — плата за сам процесс гибки. Его нельзя устранить. Его нужно учитывать.
Так в какой именно момент металл перестаёт «договариваться» и начинает подчиняться?
Возьмём ту же полосу толщиной 1/8″. Мягкая сталь, например A36, имеет предел текучести около 36 000 фунтов на квадратный дюйм. Ниже этого напряжения она ведёт себя упруго — то есть деформация пропорциональна напряжению, и после разгрузки сталь возвращается к исходной форме. Как пружина. Перейдите за предел текучести — и кристаллическая решётка начинает скользить. Это скольжение и есть пластическая деформация. Эта часть остаётся.
Когда вы начинаете изгиб, вся толщина сначала работает упруго. По мере того как пуансон всё глубже входит в V-образную матрицу, наружные волокна — самые удалённые от нейтральной оси — испытывают наибольшее растяжение. Они первыми достигают предела текучести. Пластическая зона зарождается снаружи и продвигается внутрь по мере роста кривизны.
Изгиб становится “постоянным” в тот момент, когда хоть одно волокно перейдёт в область текучести. Но он становится по-настоящему постоянным, только когда достаточная часть толщины перешла в пластическое состояние, и оставшееся упругое ядро уже не может полностью вернуть деталь в исходное положение.
Представьте поперечное сечение: наружные 1/32″ растянуты за предел текучести, внутренние 1/32″ — сжаты за предел текучести, а посередине остаётся тонкое упругое ядро. Когда вы снимаете нагрузку, это упругое ядро разгружается и перераспределяет напряжения. Поэтому угол немного раскрывается.
Однажды я списал целую партию нержавейки толщиной 3/32″, потому что всё время “подкрадывался” к углу 90°, нажимая педаль лёгкими ударами — четыре раза вместо одного контролируемого перегиба. Каждый удар добавлял пластическую деформацию на поверхности, но оставлял упрямое упругое ядро. К четвёртому удару наружные волокна упрочнились и стали хрупкими. Волосные трещины на пятидесяти деталях. Этот заказ стал моей платой за урок.
Если хотите убедиться сами, согните образец под углом 45°, отпустите, затем немного глубже согните повторно и посмотрите, насколько меньше он распрямится во второй раз. Вы увеличили толщину пластической зоны. Упругое ядро стало тоньше.
Отрежьте полосу 2″ × 6″ и попробуйте. Измеряйте до и после каждого удара. Тестируйте на обрезках.
Почему же сталь толщиной 1/4″ кажется «честнее», чем алюминий толщиной .050″, даже если оба заготовлены и согнуты в одном и том же листогибе?
Возьмите сталь A36 толщиной 1/4″ и матрицу с V-образным пазом 2″. Перегните её в станке до 88°. После разгрузки она может раскрыться примерно на 1°.
Теперь возьмите алюминий 5052 толщиной .050″ и матрицу 1/2″. Перегните до 85°. После разгрузки он может раскрыться на 3° или больше.
Происходит два эффекта.
Первый — толщина. Пружинение примерно пропорционально отношению упругой деформации к общей деформации. Более толстый материал, согнутый в правильно подобранной V-матрице (примерно 8 × толщина для стали как отправная точка), формирует более широкую пластическую зону относительно своей толщины. Больше сечения перешло за предел текучести. Упругое ядро составляет меньшую долю и имеет меньше рычага, чтобы раскрывать угол.
Тонкий лист? Пластическая зона мелкая. Упругая часть доминирует. Он вас «обманывает».
Второе — модуль упругости и наклёп. У стали модуль около 29 миллионов psi, у алюминия — примерно 10 миллионов psi. Меньший модуль означает, что при том же напряжении алюминий деформируется упруго сильнее. Больше накапливается упругой энергии. Больше восстанавливается при разгрузке.
И алюминий быстро упрочняется. Я видел заказ, где мы гнули кронштейны из алюминия 5052 толщиной .080″, проверяли — угол был на 2° больше, чем нужно, — и пытались исправить, перегибая повторно. После двух проходов линия изгиба так упрочнилась, что третья коррекция почти не изменила угол — а четвёртая дала трещину. Пришлось остановить производство и отжечь партию в печи, чтобы закончить заказ. Сталь перенесла бы такую последовательность куда спокойнее.
Вот почему более толстая сталь “меньше ложится”. Не потому что она послушная, а потому что пропорционально большая её часть вышла за предел текучести, и её упругая память не такая доминирующая.
Измерьте толщину листа с точностью до .001″. Проверьте сплав и термообработку, прежде чем предположить, что та же программа будет работать. Согните один образец из каждой партии материала и запишите пружинение. Испытайте это на обрезках.
Так как же вся эта сила на самом деле прикладывается изначально?
Посмотрите на установку: наконечник пуансона сверху, плечи матрицы слева и справа. Лист перекрывает V-паз как мост. Когда пуансон опускается, вы не сминаете весь фланец. Вы создаёте систему трёхточечного изгиба — две опоры на плечах матрицы и сосредоточенную нагрузку на наконечнике пуансона.
Это означает максимальный изгибающий момент — наивысшее внутреннее напряжение — прямо под пуансоном. Напряжение уменьшается к плечам матрицы. Оно неравномерное.
Во время нагрузки внешние волокна под пуансоном сначала текут. По мере углубления эта зона текучести расширяется. При отпуске разгрузка также проходит неравномерно. Упругая деформация восстанавливается, но из-за того, что пластическая деформация неоднородна по радиусу, напряжение перераспределяется. Металл не просто “пружинит”. Он внутренне уравновешивается.
Вот почему работает воздушный изгиб. Вы контролируете кривизну глубиной в предсказуемой трёхточечной системе. Она продавливает материал вниз в V-паз, и угол контролируется тем, насколько глубоко вы заходите — а не самим углом матрицы.
Когда вы доходите до дна или используете чеканку, вы меняете модель. Теперь лист контактирует со стенками матрицы. Вы больше не в чистом трёхточечном изгибе. Вы сжимаете всю зону изгиба, подавляя упругое восстановление. Пружинение уменьшается, потому что вы прогнали почти всю толщину за предел текучести. Поэтому чеканка может почти устранить налог на пружинение — ценой 3–5 раз большего усилия и более строгих допусков инструмента.
Другая физика. Другая цена.
Настройте простой тест: согните купон шириной 3″ в воздухе, запишите угол. Затем прижмите ту же толщину в той же матрице с большим усилием и сравните пружинение. Почувствуйте разницу в давлении на педаль. Измерьте изменение угла после отпускания. Испытайте это на обрезках.
Когда вы видите изгиб как трёхточечную нагрузку с многослойным упруго-пластическим сечением, пружинение перестаёт быть оскорблением.
Оно становится числом, которое вы планируете.
И именно здесь воздушный изгиб перестаёт выглядеть как компромисс — и начинает выглядеть как контроль.
У вас есть 1/8″ A36 в конфигурации 8× толщины — это V-матрица в 1″. Вам нужен готовый угол 90°. Первый образец показал 90°, второй — 91,5°, третий — 89°. Та же программа. Та же машина. Так как же предсказать переразгиб, вместо того чтобы гоняться за ним деталь за деталью?
Начните с принятия этого: при воздушном изгибе угол матрицы почти не имеет значения. Пуансон никогда не продавливает лист до полного контакта со стенками матрицы. Вы находитесь в плавающем положении между плечами. Это значит, что единственный жёсткий контроль, который у вас есть — глубина, то есть насколько пуансон проникает в V-паз. Она продавливает материал вниз в V-паз, и угол контролируется тем, насколько глубоко вы заходите — а не самим углом матрицы.
Это и есть лазейка.
Если глубина контролирует угол, значит угол — это функция проникновения пуансона минус пружинение. А пружинение — функция материала, толщины, направления волокон и внутреннего радиуса. Так что реальный вопрос становится: как эта плавающая геометрия превращается в число, которое можно настроить?
Представьте себе V-матрицу с углом 90°. Вы опускаете пуансон, пока деталь не покажет 88° под нагрузкой. Отпускаете. Она раскрывается до 90°. Эти 2° — упругое восстановление.
Теперь не меняете ничего, кроме глубины. Углубляетесь на .010″ больше. Под нагрузкой показывает 86.5°. Отпускаете. Теперь она раскрывается до 89°.
Что изменилось? Не угол матрицы. Не угол пуансона. Только проникновение.
При гибке в воздухе внутренний радиус формируется естественно и примерно равен 16% от ширины раскрытия V для мягкой стали при правильной настройке 8×. Так что в 1″ V вы получаете примерно .160″ внутренний радиус, нравится вам это или нет. Этот радиус определяет, сколько толщины подвергается пластической деформации. Глубина этой деформации определяет толщину упругого ядра. А упругое ядро определяет упругое восстановление.
Таким образом, ваша ручка регулировки — это глубина проникновения, которая меняет угол изгиба, а вместе с этим — то, какая часть сечения переходит в область пластического течения.
Годы назад парень на второй смене заменил 1″ V на 3/4″ V, потому что “казалось достаточно похоже”. Внутренний радиус уменьшился. Зона пластической деформации увеличилась. Упругое восстановление уменьшилось почти на 1°. Программу он не менял. Мы забраковали 60 кронштейнов, прежде чем поняли, что матрица была неправильной. Ширина матрицы изменила радиус. Радиус изменил упругое восстановление. Дорого обошедшийся урок.
Вот как правильно настроить:
Затем протестируйте на отходах.
Если глубина — это главное, то почему просто не давить сильнее и убрать догадки?
Возьмите два листа толщиной 11-gauge. Один — .119″. Другой — .123″. Разница в четыре тысячных дюйма. Кажется, немного.
При гибке в воздухе эта разница в толщине немного сдвигает нейтральную ось — воображаемый слой, который не растягивается и не сжимается. Более толстый лист означает чуть больший внутренний радиус для того же V. Это изменяет упругое восстановление примерно на полградуса.
Но так как вы создаёте только три точки контакта — кончик пуансона и плечи матрицы — система подстраивается под материал. Угол изменяется в основном за счёт глубины, а не за счёт вдавливания толщины в фиксированную полость. Разница проявляется как небольшое отклонение угла, которое можно подкорректировать изменением глубины.
А теперь представьте осадку тех же листов.
На самом деле вы балансируете на грани осадки — заставляя материал контактировать со стенками матрицы. Теперь вариации толщины некуда деваться. Эти дополнительные .004″ сжимаются между стальными инструментами, которые тверже, чем деталь. Ударная сила резко возрастает. Углы колеблются. Инструменты изнашиваются. Детали получают следы.
Я однажды видел, как в мастерской чеканили косметические панели толщиной 14 калибра, потому что устали “гоняться за упругим возвратом”. Они устранили 1° вариации и добавили следы штампа на 200 видимых поверхностях. Заказчик отклонил партию. Они решили проблему дрейфа угла и создали катастрофу с отделкой.
Воздушное гибкое формование впитало бы этот разброс толщины. Колебание в 0,5° дешевле, чем повторная отделка 200 панелей.
Вот дисциплина:
Затем протестируйте на отходах.
Если меньшее усилие дает вам гибкость, где та грань, после которой вы теряете контроль над изгибом?
Посмотрите свою диаграмму усилий. Для A36 толщиной 1/8″ в V шириной 1″ воздушное гибкое формование может требовать примерно 12–15 тонн на фут. Осаживание в той же конфигурации может потребовать в два-три раза больше.
Если ваш пресс показывает 30 тонн на фут на этой работе, вы уже не занимаетесь воздушным гибом. Вы переходите к осаживанию, даже если не планировали. Упругий возврат падает — да. Но теперь внутренний радиус принудительно делается меньше, чем естественный радиус воздушного изгиба. Вся толщина приближается к пределу текучести. Это означает меньше упругого ядра. Это означает меньше прощения.
Контроль превращается в зависимость. Теперь угол зависит от точной толщины и точной геометрии матрицы.
На старых ручных прессах без CNC-повторяемости по глубине новички именно тут обжигаются. Они думают, что большее давление означает больше стабильности. На самом деле они убрали «плавающую подушку», которую дает воздушное формование. Любое отклонение ползуна, любое прогибание рамы, любое изменение направления волокон проявляется напрямую в детали.
Сладкое место выглядит так:
Достаточно проникновения для достижения угла плюс запланированный перегиб. Достаточно усилия, чтобы сформировать естественный внутренний радиус. Недостаточно для полного контакта с матрицей.
Смотрите на индикатор усилия во время хода. Если он резко растет в конце, вы, скорее всего, упираетесь в стенки матрицы. Убавьте глубину на несколько тысячных и перемеряйте.
Затем сделайте три подряд контрольных образца и сравните углы после полного разгрузки. Если они повторяются в пределах вашего допуска — зафиксируйте настройку.
И испытайте это на обрезках.
Потому что, как только вы поймете, что глубина пуансона — а не грубая сила — определяет ваш готовый угол, следующая вещь, о которой стоит спросить, вот какая:
Насколько точным должно быть ваше наладочное оборудование, если тысячные дюйма по глубине управляют градусами угла?
В прошлом месяце мы гнули A36 толщиной 1/8″ в V-образную матрицу шириной 1″ до 93°, чтобы после упругого восстановления получилось 90°. Первый образец показал 90°. Второй — 91,2°. Программное обеспечение не менялось. Изменилась настройка: лист оказался на .006″ толще на дальнем конце, а ползун был непараллелен примерно на .002″ на длине 6′. Этого достаточно. Тысячные доли глубины превращаются в целые градусы на детали.
Ты уже знаешь, что глубина проникновения — это рулевое колесо. Теперь убедимся, что рулевая тяга не имеет люфта.
Начни с машины. Проверь параллельность ползуна при помощи пары шлифованных блоков и щупа. Если .003″ щуп входит с одной стороны и не проходит с другой в нижнем положении, ты будешь целый день гоняться за углом. Вот тут и нужна компенсация прогиба — механическая или гидравлическая, чтобы компенсировать деформацию рамы под нагрузкой. Без неё центр гнётся на 89°, а концы показывают 91°. Я видел, как на одном участке списали 40 архитектурных поручней только потому, что никто не проверил прогиб после работы с 20‑тонной заготовкой ранее в смену — рамка нагрелась. Гибочный пресс вырос ровно настолько, чтобы их обмануть.
Отрегулируй параллельность. Проверь компенсацию прогиба на пробной полосе полной длины. Потом протестируй на обрезках.
Когда машина «честная», следующим шагом идёт геометрия оснастки. Тут большинство новичков рискуют, не осознавая этого.
Возьми микрометр. Измерь лист. Допустим, это ровно .125″. Умножь на 8. Получается отверстие матрицы 1.000″ для малоуглеродистой стали. Не 7×, потому что “почти подходит”. Не 10×, потому что “так есть на складе”. Восемь раз толщину — это отправная точка, поскольку она балансирует три вещи: формирование внутреннего радиуса, необходимое усилие и предсказуемость упругого восстановления.
В правильной настройке 8× для мягкой стали внутренний радиус будет примерно равен 16% от ширины V‑отверстия. В 1″ V это около .160″ внутреннего радиуса. Этот радиус определяет, какая часть поперечного сечения подвергается текучести. Измени V на 3/4″ — и естественный радиус уменьшится примерно до .120″. Меньший радиус означает больше пластической деформации. Больше пластической деформации — меньше упругое восстановление и выше усилие.
Я однажды видел, как человек гнул лист толщиной 3/16″ в 1″ V, потому что он “влез”. Это всего лишь 5.3× толщины. Усилие превысило расчётное значение. Они сломали плечо матрицы пополам. Восемь тысяч долларов — из-за того, что никто не сделал простое умножение.
Есть уточнение: плотные изгибы ближе чем примерно 6× толщины материала могут конфликтовать с матрицей 8×. В таком случае можно уменьшить V, но нужно пересчитать усилие и ожидать другой внутренний радиус и величину упругого восстановления. Меняешь одну переменную — обнови расчёт.
Выбирай V по толщине, а не по удобству. Проверь расчёт по таблице усилий. Потом протестируй на обрезках.
Если V‑отверстие определяет естественный радиус, то что делает пуансон?
Поставь острый пуансон — скажем, с кончиком .030″ — над 1″ V при стали толщиной 1/8″. Новички думают, что внутренний радиус будет .030″. Нет. При воздушном гибе ширина матрицы в основном определяет внутренний радиус, а не радиус кончика пуансона, если радиус пуансона меньше естественного радиуса, который формирует V‑матрица.
Тот самый внутренний радиус .160″, о котором мы говорили? Он формируется потому, что лист «плавает» между плечами. Материал вдавливается вниз в V, а угол определяется тем, насколько глубоко ты идёшь — а не самим углом матрицы. Пуансон лишь инициирует гиб и концентрирует усилие.
Теперь поставь пуансон с радиусом .200″ — больше, чем естественный .160″. Внезапно ограничителем становится пуансон. Материал оборачивается вокруг пуансона, и внутренний радиус увеличивается. Упругое восстановление меняется, потому что изменилась зона пластичности. Та же матрица. Та же толщина. Разный результат.
Я узнал это на нержавейке толщиной 3/32″. Мы перешли на пуансон с большим радиусом, чтобы предотвратить трещины на поверхности декоративной полированной детали. Внутренний радиус увеличился примерно на 1/32″. Упругое восстановление выросло почти на градус. Никто не скорректировал угол перегиба. Мы списали всю партию панелей с микро‑трещинами и неверными углами за одну неделю.
Подбирай радиус пуансона равным или немного меньшим ожидаемого естественного радиуса, если только чертёж не требует иначе. Если ты намеренно изменяешь его, скорректируй целевой угол перегиба и ожидаемое усилие.
Настрой систему. Прогни один пробный образец. Измерь внутренний радиус радиусовыми шаблонами, а не на глаз. Потом протестируй на обрезках.
Когда геометрия зафиксирована, точность угла сводится к одному преднамеренному действию: целиться за пределы цели.
Возьмите деталь из стали A36 толщиной 1/8″ в матрице с V‑образным пазом 1″. Типичный упругий возврат при воздушном сгибании может составлять около 2°. Поэтому, если по чертежу требуется 90°, запрограммируйте 92°. Возможно, 93°, в зависимости от направления волокон.
Не гадайте. Согните испытательный образец до 90° под нагрузкой и дайте ему разогнуться. Если угол откроется до 92°, значит упругий возврат — 2°. Теперь согните до 88° под нагрузкой, чтобы после разгрузки получилось 90°. Это и есть целиться сквозь угол.
По сути вы прогнозируете, сколько упругого ядра останется после снятия давления. Вы как бы ведёте переговоры с материалом. Если надавить сильнее и приблизиться к осаждению, упругий возврат уменьшается — но теперь точность угла определяется изменением толщины, а не глубиной. Так начинающие ошибочно думают, что грубая сила — это точность.
Я наблюдал, как новый оператор пытался исправить ошибку в 0,5°, добавляя давление вместо регулировки глубины. Он перешёл к контакту с матрицей. Угол выглядел идеальным на пяти деталях. Затем следующий лист, на .004″ толще, вышел с превышением на 1,5°. Он неосознанно убрал «подушку», которую даёт воздушное сгибание.
Запишите фактический угол упругого возврата для данного материала, толщины, направления волокон и размера V. Программируйте перегиб намеренно. Затем подтвердите на трёх последовательных деталях после полной разгрузки.
И да — протестируйте это на обрезках.
Но всё это предполагает, что вы работаете в пределах допустимой тоннажности. Пропустите этот момент — и всё остальное не имеет значения.
Откройте таблицу. Найдите 1/8″ низкоуглеродистую сталь в матрице 1″ V. Вы увидите примерно 12–15 тонн на фут при воздушном сгибании. На детали длиной 4′ это 48–60 тонн в сумме. Если ваш пресс рассчитан на 100 тонн на 10′ — всё хорошо, при условии, что вы действительно сгибаете в воздухе.
Теперь посмотрите числа для осаждения при той же настройке. Они могут прыгнуть до 25–30 тонн на фут и более. Это вдвое, порой втрое больше.
Если индикатор давления резко подскакивает в нижней точке хода, вы больше не «плаваете» между плечами. Вы вдавливаете материал в стенки матрицы. На деле вы флиртуете с осаждением — заставляя материал касаться стенок матрицы. Инструмент ощущает эту нагрузку раньше вас.
Однажды пресс на 90 тонн сломал сегментированный пуансон, потому что кто‑то решил: “это же всего лишь лист 11‑го калибра”. Они не заметили, что V‑паз был мал, а деталь длиной 6′. Фактическая нагрузка превысила рейтинг инструмента примерно на 20%. Стальу безразличны ваши предположения.
Рассчитайте тонны на фут. Умножьте на длину сгиба. Сравните и с ёмкостью машины, и с рейтингом инструмента — это не всегда одинаковые цифры. Оставайтесь заметно ниже тоннажа осаждения, если работа требует точности воздушного сгибания.
Устанавливайте упор глубины по углу, а не по усилию. Следите за индикатором на неожиданные всплески. Затем выполните первый образец и измерьте результат.
Потому что как только вы можете подобрать правильный размер V, совместить пуансон, компенсировать упругий возврат и подтвердить безопасную тоннажность, вы больше не crushите металл.
| Раздел | Содержание |
|---|---|
| Заголовок | Чтение таблицы тоннажности против угадывания: расчёт, который предотвращает повреждение инструмента |
| Справочные данные по воздушному сгибанию | Откройте таблицу. Найдите 1/8″ низкоуглеродистую сталь в матрице 1″ V. Вы увидите примерно 12–15 тонн на фут при воздушном сгибании. На детали длиной 4′ это 48–60 тонн в сумме. Если ваш пресс рассчитан на 100 тонн на 10′ — всё хорошо, при условии, что вы действительно сгибаете в воздухе. |
| Сравнение с осаждением | Теперь посмотрите числа для осаждения при той же настройке. Они могут прыгнуть до 25–30 тонн на фут и более. Это вдвое, порой втрое больше. |
| Предупреждающие признаки | Если индикатор давления резко подскакивает в нижней точке хода, вы больше не «плаваете» между плечами. Вы вдавливаете материал в стенки матрицы. На деле вы флиртуете с осаждением — заставляя материал касаться стенок матрицы. Инструмент ощущает эту нагрузку раньше вас. |
| Пример отказа в реальных условиях | Однажды пресс на 90 тонн сломал сегментированный пуансон, потому что кто‑то решил: “это же всего лишь лист 11‑го калибра”. Они не заметили, что V‑паз был мал, а деталь длиной 6′. Фактическая нагрузка превысила рейтинг инструмента примерно на 20%. Стальу безразличны ваши предположения. |
| Правильный метод расчёта | Рассчитайте тонны на фут. Умножьте на длину сгиба. Сравните и с ёмкостью машины, и с рейтингом инструмента — это не всегда одинаковые цифры. Оставайтесь заметно ниже тоннажа осаждения, если работа требует точности воздушного сгибания. |
| Лучшие практики настройки | Устанавливайте упор глубины по углу, а не по усилию. Следите за индикатором на неожиданные всплески. Затем выполните первый образец и измерьте результат. |
| Заключение | Потому что как только вы можете подобрать правильный размер V, совместить пуансон, компенсировать упругий возврат и подтвердить безопасную тоннажность, вы больше не crushите металл. |
Вы контролируете это.
И вот тогда можно начать задавать более умный вопрос: когда гибка на воздух перестаёт быть достаточной?
Вы сделали всё правильно — выбрали V 1″ для A36 толщиной 1/8″, подобрали радиус пуансона, нацелились на 2° выше 90°, подтвердили 12–15 тонн на фут, и первая деталь показала 90°.
Так когда же гибка на воздух перестаёт быть достаточной?
Не когда вы ленивы. А когда допуск становится более строгим, чем тот зазор, который предоставляет гибка на воздухе.
Гибка на воздух контролируется, потому что глубина проникновения — это рулевое колесо. Вы находитесь между опорами, предсказываете пружинение и регулируете ход ползуна на тысячные доли. Эта гибкость — её сила. Но гибкость — это также движение, а движение имеет пределы. Когда чертёж требует ±0,25° на отбортовке длиной 36″, вы больше не ведёте переговоры — вас проверяют.
Вот тут и появляются осадка и чеканка. Не как улучшение. А как компромисс.
Они не делают вас умнее. Они просто уменьшают, насколько деталь может «думать».
В чистой гибке на воздух изменение толщины на .004″ может сместить угол примерно на полградуса, а иногда и больше — в зависимости от ширины V и прочности материала. Это не небрежность. Это геометрия.
Потому что при гибке на воздух угол получается от глубины. А глубина реагирует на толщину.
Если партия листов варьируется от .119″ до .123″, ваша нейтральная ось — воображаемая линия в сечении, которая не растягивается и не сжимается — слегка смещается. Это меняет количество упругого ядра, оставшегося после разгрузки. Пружинение изменяется. Ваш запрограммированный 92° под нагрузкой может пружинить до 89,5° на одном листе и до 90,7° на следующем.
Теперь представьте, что на чертеже указано 90° ±0,25°. Вы можете настроить ползун с точностью до .001″ повторяемости. Пресс может быть идеальным. Расчёты могут быть правильными. Но сам материал сдвигает целевые значения.
Я видел, как парень пытался удержать ±0,25° на нержавейке толщиной 3/16″ в V 1‑1/4″. Он продолжал подбавлять глубину на .002″ за раз. Детали всё время выходили и входили в допуск в течение всего дня. Мы забраковали 38 кронштейнов, прежде чем он понял, что проблема не в прессе — а в изменчивости, которую гибка на воздухе вежливо допускает.
Когда диапазон допуска уже, чем вариация материала, гибка на воздух достигает своего потолка.
Так что же происходит, если перестать позволять глубине управлять всем?
Осадка означает, что вы намеренно опускаете пуансон до тех пор, пока материал не коснётся стенок матрицы. Не раздавливая его в плоскость — это уже чеканка — а плотно усаживая его в V‑образный паз так, что угол матрицы начинает иметь значение.
Вы переносите контроль с глубины хода ползуна на геометрию инструмента.
Вот почему старый пресс‑тормоз с посредственной повторяемостью по глубине всё равно может держать точные углы при осадке. Матрица становится регулятором. Как только материал полностью садится, небольшие изменения толщины не сильно влияют на угол, потому что стенки его ограничивают.
Но вот цена этого.
Угол пуансона, угол матрицы и толщина материала должны почти точно совпадать. Если вы гнёте 90° на металле толщиной 1/8″, вам нужен пуансон с углом 90° и матрица 90°, рассчитанная на эту толщину. Нужен угол 88°? Новая матрица. Другая толщина? Скорее всего снова новая матрица.
Однажды я поменял материал с .120″ на .135″ в середине партии и попытался схитрить, оставив ту же осадочную настройку. Углы получились на 1° более раскрытыми, потому что более толстый лист не мог полностью сесть без большего усилия. Мы заставили его. Треснул плечо матрицы, что обошлось дороже, чем весь заказ.
Осадка даёт повторяемость за счёт устранения гибкости. Отлично для 1 000 одинаковых деталей. Мучительно для пяти деталей с разными углами.
А что, если даже осадка недостаточно точна?
Чеканка — это когда вы перестаёте договариваться и переписываете «память» материала.
Вы вдавливаете кончик пуансона в материал с достаточной силой — иногда в 5–10 раз больше силы при воздушном гибе — так, что пластически сжимаете внутреннюю поверхность. Вы уже не просто гнёте. Вы утоняете материал по линии сгиба.
Упругое восстановление падает почти до нуля, потому что вы вывели из упругого состояния почти весь поперечный срез.
Угол равен углу пуансона. И точка.
Звучит идеально, правда?
Вот о чём вам не скажут: сила растёт очень быстро. Возьмите ту же сталь 1/8″, которой примерно нужно 15 тонн на фут при воздушном гибе. Чеканка может потребовать более 100 тонн на фут в зависимости от радиуса пуансона и раскрытия матрицы. Ваш инструмент ощущает каждую унцию этой нагрузки.
Однажды мы чеканили нержавейку толщиной 16‑го калибра для декоративного 90° загиба, который должен был сидеть абсолютно заподлицо. После 600 ударов кончик пуансона начал расплющиваться. К 1 200 ударов угол начал уходить, потому что изменилась геометрия инструмента. “Идеальный” метод износился прямо в процессе.
И вы навсегда утоняете зону сгиба. Для конструкционных деталей это важно.
Чеканка — это хирургический скальпель, сделанный из кувалды.
Так что теперь настоящий вопрос — не какой метод самый точный, а стоит ли работа таких наказаний.
Гибка воздухом: одна V-образная матрица, несколько углов, минимальные смены оснастки. Вы регулируете глубину и работаете. Срок службы инструмента долгий, потому что вы остаётесь ниже нагрузки при осадке.
Осадка: инструмент для каждого угла, точное совпадение, более высокая нагрузка. Настройка занимает больше времени. Износ инструмента увеличивается, но вы получаете повторяемость на больших партиях.
Коининг: максимальная нагрузка, самый быстрый износ инструмента, наименьшая гибкость — но практически отсутствие пружинения.
Если вы гнёте 25 кронштейнов под тремя разными углами, гибка воздухом всегда выигрывает. Вы потратите больше времени на смену матриц для осадки, чем на саму гибку.
Если вы гнёте 5000 нержавеющих направляющих, которые должны сохранять ±0,25° весь день, осадка может окупиться хотя бы за счёт уменьшения брака.
Если вы делаете прецизионный электрический контакт, где угол должен быть идеально точным и пружинения быть не должно, коининг оправдывает себя — и вы закладываете износ инструмента в бюджет как расходный материал.
Большинство новичков думают, что осадка и коининг “более точные”. Это не так. Они более ограничены.
Гибка воздухом используется по умолчанию, потому что она позволяет управлять физикой, а не подавлять её. Осадку и коининг применяют, когда чертёж, объём или станок вынуждают к этому.
И как только вы знаете, какой метод выбрали и почему, следующий навык — это не выбор процесса.
А умение «читать» плохой изгиб и отслеживать его до пропущенной переменной.
Вы снимаете с пресса кронштейн длиной 36″ и толщиной 1/8″ из A36. Левый конец показывает 90°. Центр — 91°. Правый конец — 88,5°. Та же программа. Те же инструменты. Тот же оператор.
Так что же произошло — станина, инструмент, материал или метод?
Перестаньте винить машину на пять минут и посмотрите на деталь, как будто она разговаривает с вами. Изгиб никогда не лжёт. Он показывает, куда ушло усилие, где материал сопротивлялся и где вы потеряли контроль над пружинением. Ваша задача — не «додавить» его ровнее. Ваша задача — прочитать подсказки и отследить их до одной переменной за раз.
Так вы сохраняете контроль над гибкой воздухом вместо того, чтобы позволять ей ускользать.
Представьте снова тот кронштейн длиной 36″. Концы плотные. Центр открыт на 1°.
Первый вопрос: ошибка постепенная и по центру? Это похоже на прогиб. Когда вы создаёте нагрузку 12–15 тонн на фут, гибя 1/8″ A36 в V-матрице 1″, вы подвешиваете силу, сравнимую с мостом, на скамье пресса. Ползун и станина прогибаются вверх в середине, если система компенсации не уравновешивает. Меньшее проникновение в центре означает меньшее «перегибание», что ведёт к большему пружинению там. Открытый угол в середине — каждый раз.
Я наблюдал, как один цех списал 40 направляющих, прежде чем проверить компенсацию прогиба. Они всё увеличивали глубину на .003″, пытаясь исправить центр. В итоге лишь перегнули концы. Дорогостоящая ошибка.
Как изолировать проблему? Запустите ту же деталь, ту же настройку, но согните купон длиной 6″ только по центру станка. Затем согните ещё один купон 6″ возле левой стороны. Если короткие куски совпадают, а длинный — нет, вы имеете дело с прогибом рамы. Отрегулируйте крон и проверьте на металлоломе.
Теперь представьте, что угол меняется случайным образом — плотный, открытый, плотный — без закономерности. Обычно это связано с колебанием толщины материала. Помните, когда я говорил, что глубина проникновения — это рулевое управление? При воздушном гибе угол контролируется тем, насколько глубоко вы идёте — а не самим углом матрицы. Если ваши листы варьируются от .119″ до .123″, нейтральная ось смещается, и упругий сердечник изменяется. Пружинение меняется вместе с ним.
Я видел, как парень целый день гонялся за ±0.25° на нержавейке 3/16″, потому что он не измерил стопку микрометром. Четыре тысячных толщины стоили ему 38 деталей. Дорогая ошибка.
Измерьте три точки по ширине листа микрометром. Если толщина изменяется, то и угол изменится, если только вы не компенсируете глубину для каждого листа или не ужесточите спецификацию материала. Проверьте на металлоломе.
Последняя возможность: оснастка. Если пуансон не закреплён или плечи матрицы изношены неравномерно, один конец может заходить глубже, чем другой. Нанесите на кончик пуансона синюю разметку, сделайте лёгкий удар и проверьте рисунок контакта. Неравномерные следы означают проблему настройки, а не физики. Очистите, заново установите, снова зажмите. Проверьте на металлоломе.
Видите закономерность? Мы не угадываем. Мы изолируем.
А что, если угол правильный, но металл трескается?
Возьмите полоску нержавейки 3/32″. Согните её на 90° поперёк зерна в V-образной матрице 1/2″ с острым радиусом пуансона около 1/32″. Вы услышите это раньше, чем увидите — тихий звук разрыва. Потом появится волосок трещины на внешней поверхности.
Что произошло?
При гибке внутренняя часть сжимается, а внешняя растягивается. Чем меньше внутренний радиус, тем сильнее растягиваются внешние волокна. Если радиус пуансона меньше, чем материал способен выдержать, вы превышаете предел удлинения. Гибка поперёк зерна усугубляет ситуацию, потому что направление прокатки уже имеет удлинённую структуру. Вы растягиваете её самым трудным способом.
Однажды я списал целую стойку кронштейнов из нержавейки 3/32″, потому что мы гнули перпендикулярно зерну с слишком острым пуансоном. В чертеже зерно не было указано. Мы сделали предположение. Это предположение стоило нам неделю. Дорогая ошибка.
Диагностика проста. Измерьте внутренний радиус. При воздушном гибе внутренний радиус примерно равен 16% отверстия матрицы для мягкой стали. То есть V-образная матрица 1″ даёт внутренний радиус около .160″. Сужаем — например, до V-образной матрицы 1/2″ — и вы рискуете перейти в режим осадки и заставить радиус стать меньше. Фактически вы рискуете перейти в осадку — заставляя материал контактировать со стенками матрицы — и это резко увеличивает напряжение на поверхности.
Поверните заготовку на 90° и согните снова. Если трещины исчезли при правильном направлении зерна, вы нашли причину. Если нет, откройте V-образную матрицу на один размер больше и увеличьте внутренний радиус. Проверьте на металлоломе.
Трещины никогда не бывают случайными. Это напряжение, превышающее предел пластичности. Ваша задача — уменьшить напряжение или изменить направление.
А теперь о детали, которая не трескается и не имеет отклонений по углу — она просто физически не позволяет сделать второй гиб.
Представьте канал: 2″ полка, 1″ фланцы с обеих сторон, толщина 1/8″. Вы сгибаете один фланец 1″ вверх на 90° в V-образной матрице 1″. Чисто. Затем переворачиваете, чтобы согнуть противоположный фланец.
Уже согнутый фланец упирается в тело пуансона, прежде чем второй гиб достигает 90°. Вы останавливаетесь на 75°. Машина не слабая. Геометрия блокирует вас.
Я видел, как ученик пытался сделать такой гиб силой, думая, что тоннаж решит проблему зазора. Он надавил сильнее. Оставил след на плече пуансона и деформировал первый фланец. Две испорченные детали, прежде чем мы его остановили. Дорогая ошибка.
Проблема не в усилии. Дело в последовательности и зазоре для инструмента. При гибке в воздухе пуансон имеет ширину корпуса. Если обратный фланец слишком близко, он сталкивается до полного проникновения. Помните: пуансон проталкивает материал вниз в V-образный матриц, а угол контролируется глубиной хода — не самим углом матрицы. Если вы не достигли глубины, вы не достигли угла.
Исправьте это, изгибая сначала самый дальний фланец или используя пуансон с «гусиным» профилем, имеющий зазор в горле. Перед циклом положите деталь на пуансон и физически проверьте на наличие помех. Если сталь касается стали там, где не должна, никакое усилие не решит проблему. Испытайте это на обрезках.
Каждый плохой изгиб попадает в одну из категорий: распределение усилия, поведение материала или геометрические помехи. Деталь подскажет вам, в какую — если перестанете относиться к прессу как к молотку и начнёте относиться к стали как к пружине, с которой ведёте переговоры.
И как только вы сможете читать эти подсказки без паники, вы перестанете реагировать на плохие изгибы.
Вы начнёте их предсказывать.
Хотите изгибы, которые вас не удивят?
Тогда перестаньте пытаться попасть ровно в 90°.
В прошлом месяце мы гнули A36 толщиной 1/8″ в V-образной матрице с раскрытием 1″. Первый замер показал 90°. Парень улыбнулся. Вынул деталь, проверил снова через пять минут — 91.5°. Сталь расслабилась. Он подумал, что станок сбился, и углубил ход ещё на 0.010″. Теперь после упругого возврата деталь вышла на 88.5°. Через три детали мы уже гонялись за призраками.
Дорогая ошибка.
Вы не делаете изгиб на 90°. Вы гнёте до 92°, чтобы он расслабился до 90°. Это и есть ментальная модель перегиба. Вы не боретесь с упругим возвратом — вы планируете его.
И как только вы это принимаете, вопрос наладки меняется.
Сталь — это пружина с пределом текучести. До текучести она изгибается и возвращается. После текучести она остаётся согнутой — но упругий сердечник внутри всё ещё стремится разогнуться. Этот разогиб — упругий возврат.
При гибке в воздухе пуансон не штампует угол в матрице. Он проталкивает материал вниз в V-образный паз, и угол контролируется глубиной хода — не самим углом матрицы. Эта глубина определяет, насколько далеко за предел текучести вы продвигаете внешние волокна, прежде чем отпустить.
Итак, ваша реальная цель — не 90°, а 90° плюс тот угол, на который этот конкретный материал данной толщины в данном раскрытии V-матрицы возвращается.
Гипотетический пример: 0.125″ мягкая сталь в V с раскрытием 1″ может вернуться на 1.5°–2°. Нержавейка той же толщины в том же V может вернуться на 3° или больше. Та же машина. Та же матрица. Разное поведение.
Если вы регулируете ход так, чтобы под давлением прибор показывал 90°, вы обречены получить угол более открытым после снятия давления. Это мышление новичка — попытка задавить металл до полного подчинения.
Однажды я видел, как человек пытался “убить” упругий возврат, увеличивая усилие до тех пор, пока пуансон не коснулся плеч матрицы. На самом деле вы приближаетесь к осадке — заставляете материал контактировать со стенками матрицы. Он оставил два блестящих следа и лёгкое изменение радиуса, что испортило 24 декоративные панели.
Дорогая ошибка.
Так что вот сдвиг: решите свой намеренный перегиб до первой реальной детали. Не угадыванием, а проверкой. На обрезках.
Вы не узнаете упругое восстановление по диаграмме, приклеенной к стене. Вы узнаете его по купону длиной 4″, вырезанному из того же листа, который вы собираетесь запускать.
Та же толщина. То же направление волокон. Та же оснастка. Та же позиция машины.
Сделайте один удар. Измерьте после снятия нагрузки. Если вам нужен угол 90°, а получается 91.8°, то у вас 1.8° открыто. Увеличьте глубину проникновения чуть-чуть — речь идет о .005″–.010″ для тонкого металла — и сделайте удар по другому купону.
Измерьте снова.
Когда он расслабится до 90°, перестаньте изменять глубину. Зафиксируйте её. Запускайте производство.
Этот маленький купон только что показал вам налог на упругое восстановление для этого материала в этой настройке. Заплатите его один раз, заранее.
Я видел, как мастерские пропускали этот шаг, потому что “мы делали эту работу в прошлом месяце”. Другой плав, на этот раз толщина была на .003″ больше. Они забраковали 60 кронштейнов, прежде чем признали, что вчерашние настройки не гнут сегодняшнюю сталь.
Дорогая ошибка.
Срок годности купона — примерно партия. Новый поддон? Новый тест. И вы всегда проверяете после снятия нагрузки, а не под нагрузкой.
Если хотите предсказуемые изгибы, сначала докажите величину переразгиба — затем защитите её.
Что приводит к моменту, который действительно важен.
Прежде чем ваша нога двинется, спросите себя три вещи.
Первое: Какое ожидаемое упругое восстановление у этого материала и при этом V-отверстии? Если не знаете — вы гадаете. Отрежьте купон.
Второе: Способна ли моя машина держать глубину проникновения с точностью до нескольких тысячных? При воздушной гибке угол зависит и определяется глубиной. На тонком материале толщиной 0.060″ дополнительный ход в .005″ может изменить угол на целый градус. Старые тормоза с люфтами могут сделать воздушную гибку “нестабильной”, хотя на самом деле это механический люфт. Если ваш пресс не повторяет глубину, либо корректируйте ожидания, либо выбирайте гибку с упором и принимайте тонnage.
Третье: Оправдывает ли этот допуск воздушную гибку? Производственное правило — воздушная гибка легко справляется примерно с 90% работы. Но если чертеж требует ±0,5° на тонком металле, а толщина материала варьируется на ±.005″, поймите, на что вы соглашаетесь. Воздушная гибка перекладывает ответственность за точность на вас и материал. Гибка с упором расходует тонnage, чтобы убрать вариации из уравнения.
Однажды я видел, как 200 декоративных панелей были повреждены потому, что кто-то выбрал коиннинг, чтобы “гарантировать угол”. Тonnage был втрое выше, чем для воздушной гибки. Оснастка оставила след на каждой поверхности.
Дорогая ошибка.
Вот взгляд, который я хочу, чтобы вы взяли с собой на следующую смену:
Вы не командуете сталью. Вы ведёте переговоры с пружиной. Вы гнёте дальше своей цели намеренно. Проверяете на обрезках. Фиксируете глубину, а не надежду.
Когда вы думаете в терминах переразгиба вместо “ударить на 90°”, пресс перестаёт быть молотком.
Это становится измерительным инструментом.
А теперь настоящий вопрос — не в том, насколько сильно нужно нажимать.
А в том, насколько точно вы можете предсказать, что произойдет, когда вы отпустите.


















