

Geçen Salı günü 1/8″ A36 çelikten on adet braket büktünüz. İlki 90° okundu. İkincisi 91,5°. Sekizinciye geldiğinizde 93°'ye bakıyordunuz ve çeliği yola getirecekmiş gibi koçu .010″ daha aşağı zorluyordunuz.
Metale şekil vermiyordunuz.
Onunla kavga ediyordunuz.
Bir abkant presin önünde yeterince uzun süre durursanız, bir damga gibi görünmeye başlar. Zımba aşağı iner. Kalıp 90°'de durur. Metal araya sıkışır. Yani parça 90° değilse, çaylak cevabı basittir: daha fazla tonaj.
Bir gencin 3/16″ sacı 1/2″ V-kalıba soktuğunu ve açı sürekli açıldığı için basıncı makinenin nominal sınırına kadar çıkardığını izledim. 40 ton yapmadıysa 60 tonun yapacağını düşündü. Öğle yemeği vaktine kadar koç inliyor, kalıpların omuzları mantarlaşmış ve parçalar hala bir buçuk derece sapıyordu. O kalıp seti, kullandığı kamyonetten daha pahalıydı. Pahalı bir hata.
Abkant bir kalıp değildir. Bir kaldıraçtır. Ve çelik kil değildir. Bir yaydır.
Peki, o pedala yüklenip sorunu dümdüz ezmeye çalıştığınızda gerçekte ne olur?

Diyelim ki 1″ V-kalıpta 1/8″ yumuşak çeliğiniz var. Havalı bükümde zımba asla dibe vurmaz. Malzemeyi V'nin içine doğru iter ve açı, kalıp açısı tarafından değil, ne kadar derine indiğiniz tarafından kontrol edilir.
Şimdi sabırsızlanıyorsunuz. Basıncın hassasiyete eşit olduğunu düşünerek, 90°'yi yakalamak için koçu daha derine sürüyorsunuz. Aslında yaptığınız şey, dibe vurma ile flört etmek; yani malzemeyi kalıp duvarlarına temas etmeye zorlamaktır.
Dibe vurduğunuzda veya madeni para gibi ezdiğinizde (coining), havalı bükümün 3-5 katı tonaj kullanırsınız. Bu, metalin içinde ne uzayan ne de kısalan nötr ekseni ezer ve geri esnemeyi azaltır. İşte bu yüzden dibe vurma, üretimde tam olarak tekrarlanabilir olabilir.
Ancak işin püf noktası şudur: kalıp açınız, malzeme kalınlığınız ve makine kalibrasyonunuz tam olarak doğru değilse, değişkenleri sadece daha sert bir şekilde birbirine eziyorsunuz demektir.
Bir keresinde 11 gauge sacdaki 92° sorununu derinliği ayarlamak yerine tonajı artırarak “çözmeye” çalışmıştım. Sonuçta 200 estetik panelde hafif kalıp izleri ve bir daha asla aynı şekilde oturmayan bir zımba ile kaldım. Doğruluk kazanmadık. Sadece hasar satın aldık.
Eğer abkantın bir damga olduğunu düşünürseniz, tutarsızlığa her zaman güçle cevap verirsiniz.
Hurda üzerinde test edin.
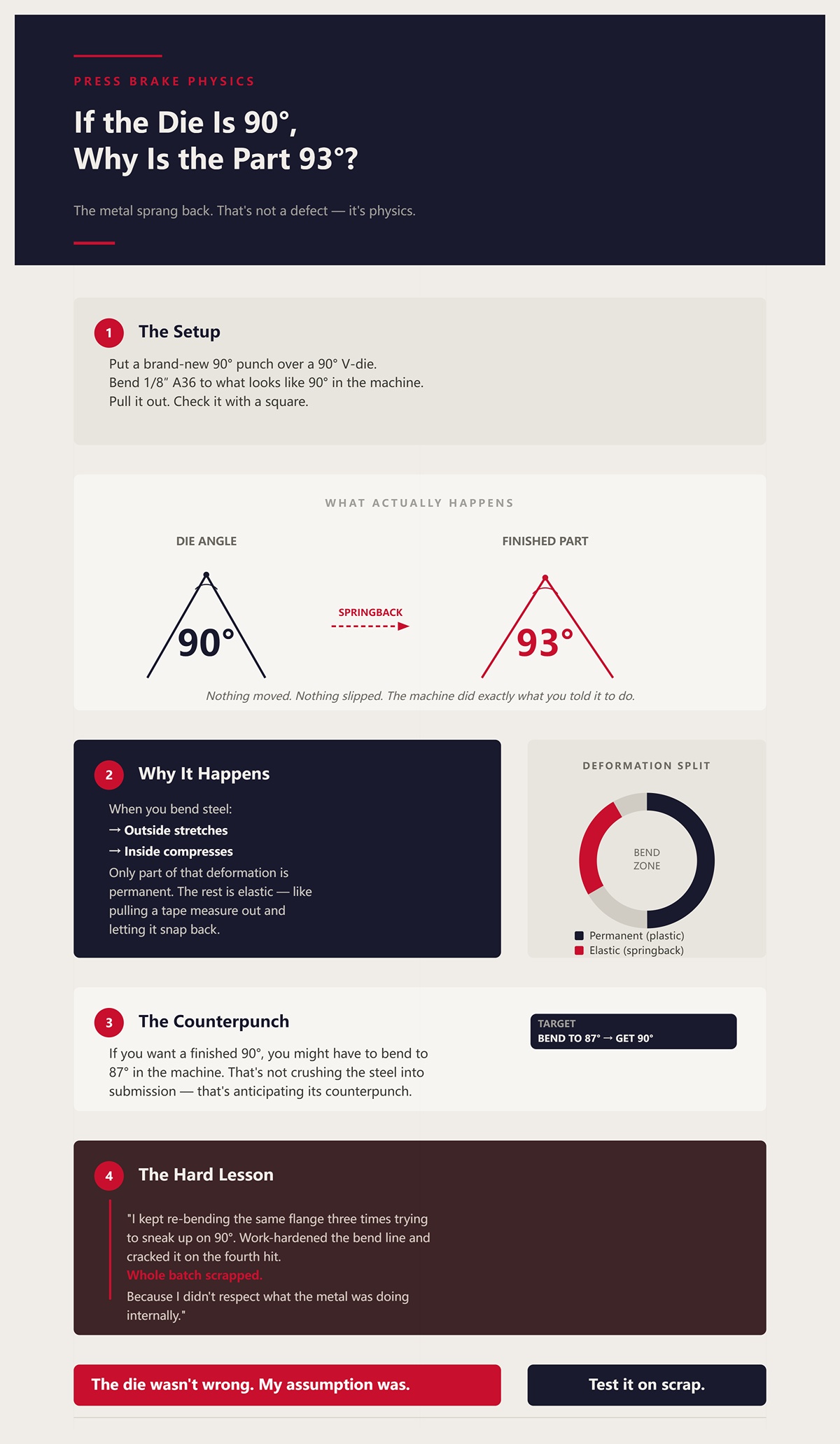
Yepyeni bir 90° zımbayı 90° bir V-kalıbın üzerine yerleştirin. 1/8″ A36 çeliği makinede 90° gibi görünen bir şekilde bükün. Çıkarın. Bir gönye ile kontrol edin.
93° okuyor.
Hiçbir şey yerinden oynamadı. Hiçbir şey kaymadı. Makine tam olarak ona söylediğiniz şeyi yaptı.
Metal geri sıçradı.
Çeliği büktüğünüzde, bükümün dış tarafı esner. İç tarafı ise sıkışır. Bu deformasyonun sadece bir kısmı kalıcıdır. Geri kalanı elastiktir; tıpkı bir şerit metreyi çekip bırakınca geri toplaması gibi. Koç (ram) yukarı kalktığında, elastik kısım serbest kalır ve açı açılır.
Buna geri yaylanma (springback) denir. Ve bu bir kusur değildir. Bu fiziktir.
Eğer 90° bitmiş bir parça istiyorsanız, makinede 87°'ye kadar bükmeniz gerekebilir. Bu, çeliği zorla ezmek değildir. Bu, onun karşı hamlesini öngörmektir.
Bunu ilk öğrendiğimde, 90°“yi ”tutturmaya" çalışarak aynı flanşı üç kez tekrar büktüm. Büküm hattını iş sertleşmesine uğrattım ve dördüncü vuruşta çatlattım. Metalin içsel olarak ne yaptığını önemsemediğim için tüm parti çöpe gitti.
Kalıp yanlış değildi. Yanlış olan benim varsayımdı.
Hurda üzerinde test edin.
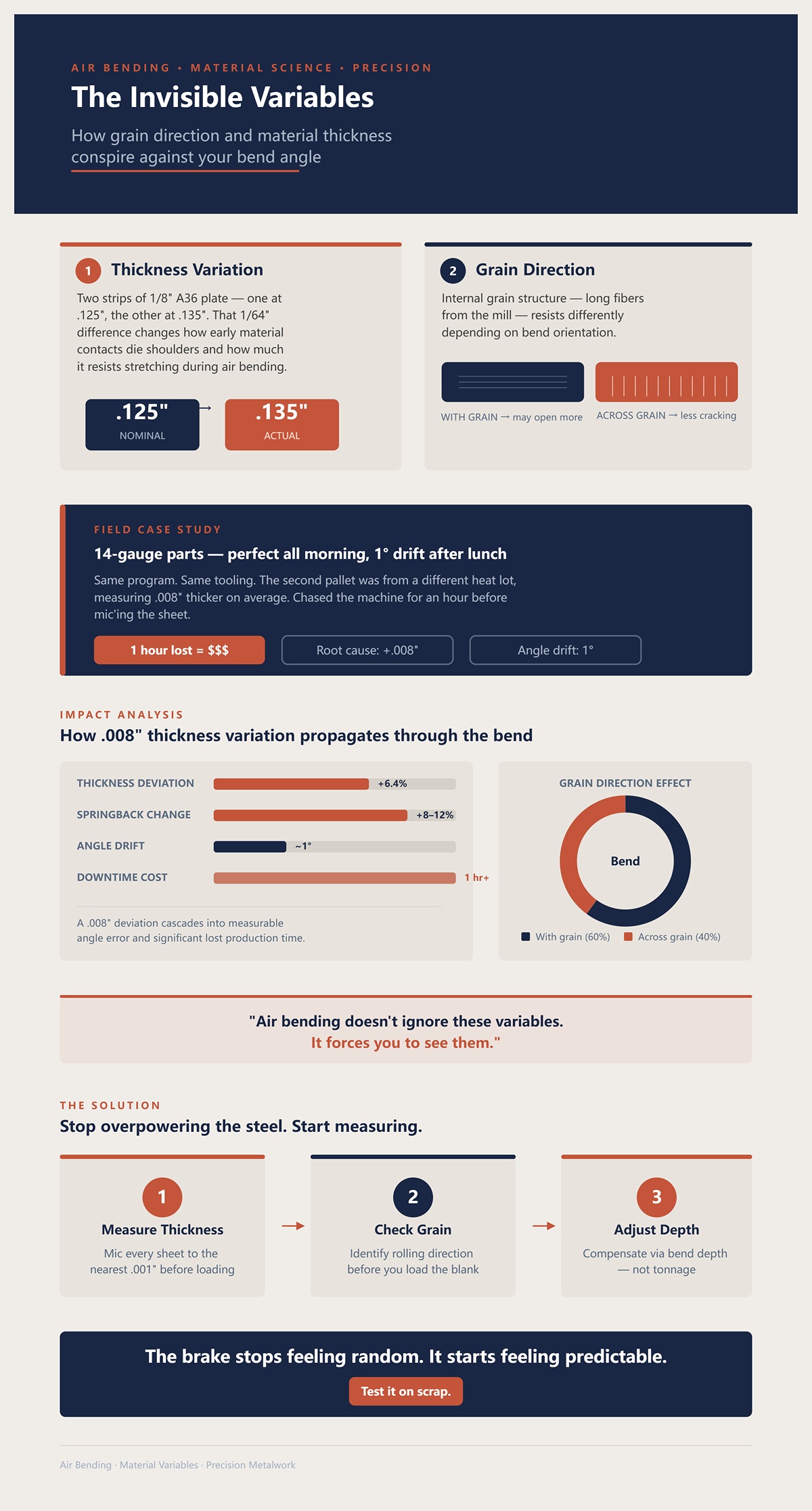
1/8 inçlik plakadan iki şerit alın, ikisi de A36 olarak etiketlenmiş olsun. Biri .125 inç ölçüsündedir. Diğeri ise .135 inç. Hava bükümü yaparken bu 1/64 inçlik fark pek önemli görünmeyebilir.
Hava bükümü açısı, V kalıbına giriş derinliği ile kontrol edilir. Kalınlık, malzemenin kalıp omuzlarına ne kadar erken temas edeceğini ve esnemeye ne kadar direneceğini değiştirir. Program aynı olsa bile, daha kalın bir sac, daha ince olandan farklı şekilde geri yaylanacaktır.
Şimdi boş parçayı 90° döndürün, böylece haddeleme lifi yönünde değil, ona dik büküm yapın. Haddehaneden gelen uzun liflerden oluşan içsel lif yapısı, yöne bağlı olarak farklı direnç gösterir. Liflere dik yönde genellikle daha az çatlama olur ancak biraz daha farklı bir geri yaylanma yaşanır. Lif yönünde ise daha fazla açılma olabilir.
Bir keresinde tüm sabah mükemmel çıkan 14 gauge parçalar basmıştım. Öğle yemeğinden sonra açılar 1° kaydı. Aynı program. Aynı kalıp. İkinci paletin farklı bir döküm partisinden olduğu ve ortalama .008 inç daha kalın olduğu ortaya çıktı. Sacı mikrometreyle ölçmeden önce bir saat boyunca makinenin peşinden koştuk. O bir saat, malzemenin kendisinden daha pahalıya mal oldu.
Hava bükümü bu değişkenleri görmezden gelmez. Onları görmeye zorlar.
Çeliği zorlamaktan vazgeçip kalınlığı .001 inç hassasiyetle ölçmeye, parçayı yüklemeden önce lif yönünü kontrol etmeye ve tonaj yerine büküm derinliğini ayarlamaya başlarsanız, abkant pres rastgele çalışıyormuş gibi hissettirmez.
Tahmin edilebilir hissettirmeye başlar.
Hurda üzerinde test edin.
1/8 inçlik bir A36 şeridini makinede 87°'ye büküyorsunuz. Gösterge 87.2° diyor. Koçu kaldırıyor, parçayı çekiyor ve üzerine bir gönye koyuyorsunuz.
Tam 90° gösteriyor.
O yarım saniyede sihirli bir şey olmadı. Hidrolik sistemde hayaletler yoktu. Olan şey gerinim geri kazanımıydı; yani bükümün elastik kısmının serbest kalması. Ve bu, siz pedalı bırakmadan önce başlamıştı.
Çoğu aceminin kaçırdığı nokta şudur: büküm ne “geçici” ne de “kalıcıdır”. Her ikisi de aynı anda, kalınlık boyunca istiflenmiş haldedir. Dış yüzey akma sınırını geçerek esner. İç yüzey sıkışır. İkisinin arasında henüz akmaya uğramamış ince bir katman vardır. Siz hala aşağı doğru bastırırken, o katman bükümü geri açmaya çalışmaktadır.
Bu geri çekilme, bükme işlemi için ödediğiniz vergidir. Bunu ortadan kaldıramazsınız. Bunun için bütçe ayırırsınız.
Peki metal tam olarak hangi noktada müzakereyi bırakıp itaat etmeye başlar?
Aynı 1/8 inçlik şeridi ele alalım. A36 gibi yumuşak çelik, yaklaşık 36.000 psi civarında akmaya başlar. Bu gerilmenin altında elastik davranır; yani şekil değiştirme gerilme ile orantılıdır ve yükü kaldırdığınızda orijinal şekline geri döner. Bir yay gibi. Akma noktasını geçtiğinizde kristal yapısı kayar. Bu kayma plastik deformasyondur. O kısım öyle kalır.
Bükmeye başladığınızda, tüm kalınlık elastiktir. Zımba V kalıbının içine daha derine indikçe, nötr eksenden en uzaktaki dış lifler en yüksek gerilime maruz kalır. İlk önce onlar akma noktasına ulaşır. Plastik bölge dıştan başlar ve eğrilik arttıkça içeriye doğru ilerler.
Bükülme, herhangi bir lif akma noktasını geçtiği anda “kalıcı” hale gelir. Ancak işe yarar şekilde kalıcı olması, ancak kalınlığın yeterli bir kısmı akmaya uğradığında ve geriye kalan elastik çekirdek parçayı tamamen düz hale getirecek kadar geri çekemediğinde gerçekleşir.
Kesiti gözünüzün önüne getirin: dıştaki 1/32 inç akmış, içteki 1/32 inç bası altında akmış ve ortada ince bir elastik çekirdek var. Yükü serbest bıraktığınızda, o elastik çekirdek boşalır ve gerilmeyi yeniden dağıtır. Açı bu yüzden açılır.
Bir keresinde 3/32 inçlik paslanmaz çelikten bir seriyi hurdaya ayırmıştım çünkü pedala sürekli basıp, tek bir kontrollü fazla bükme (overbend) yerine dört hafif vuruşla 90 dereceyi “yakalamaya” çalışıyordum. Her vuruş yüzeyde plastik şekil değişimi ekledi ama inatçı bir elastik çekirdek bıraktı. Dördüncü vuruşa gelindiğinde, dış lifler işleme sertleşmesiyle sertleşmiş ve kırılganlaşmıştı. 50 parçanın tamamında kılcal çatlaklar oluştu. O iş, aldığım dersin bedeli oldu.
Bunu kendiniz görmek istiyorsanız, bir numuneyi 45 dereceye kadar bükün, serbest bırakın, sonra biraz daha derine bükün ve ikinci seferde ne kadar az geri yaylandığını izleyin. Plastik bölge kalınlığını artırdınız. Elastik çekirdek inceldi.
2 inç × 6 inçlik bir şerit kesin ve deneyin. Her vuruştan önce ve sonra ölçün. Hurda üzerinde test edin.
Peki neden 1/4 inçlik çelik, her ikisi de düzgün kesilip aynı abkant presinde büküldüğünde bile 0,050 inçlik alüminyumdan daha "dürüst" hissettirir?
1/4 inçlik A36 çeliği 2 inçlik bir V kalıbında çalıştırın. Makinede 88 dereceye kadar fazla bükün. Belki 1 derece geri yaylanır.
Şimdi 0,050 inçlik 5052 alüminyumu 1/2 inçlik bir V kalıbında çalıştırın. 85 dereceye kadar fazla bükün. 3 derece veya daha fazla geri yaylanabilir.
İki şey oluyor.
Birincisi, kalınlık. Geri yaylanma, kabaca elastik şekil değiştirmenin toplam şekil değiştirmeye oranına bağlıdır. Daha kalın malzeme (çelik için başlangıç noktası olarak kalınlığın yaklaşık 8 katı olan) uygun boyutta bir V kalıbında büküldüğünde, kalınlığına oranla daha büyük bir plastik bölge geliştirir. Kesitin daha büyük bir kısmı akmıştır. Elastik çekirdek, bütünün daha küçük bir yüzdesidir, bu yüzden açıyı geri çekmek için daha az güce sahiptir.
İnce sac mı? Plastik bölge sığdır. Elastik kısım baskındır. Size yalan söyler.
İkincisi, elastisite modülü ve işleme sertleşmesi. Çeliğin elastisite modülü yaklaşık 29 milyon psi civarındadır. Alüminyum ise 10 milyon psi'ye yakındır. Daha düşük modül, aynı gerilme için alüminyumun daha fazla elastik olarak şekil değiştirdiği anlamına gelir. Daha fazla elastik gerilme depolanır. Serbest bırakıldığında geri kazanılacak daha fazla enerji olur.
Ve alüminyum hızla işleme sertleşmesi gösterir. 0,080 inçlik 5052 braketleri büktüğümüz, kontrol ettiğimiz, 2 derece açık olduğunu gördüğümüz ve yeniden bükerek düzeltmeye çalıştığımız bir iş görmüştüm. İki vuruştan sonra, büküm hattı o kadar sertleşti ki üçüncü düzeltme neredeyse hiç hareket ettirmedi ve dördüncüsünde çatladı. Üretimi durdurup siparişi bitirebilmek için bir partiyi fırında tavlamak zorunda kaldık. Çelik bu süreci daha iyi tolere ederdi.
İşte bu yüzden daha kalın çelik “daha az yalan söyler”. İtaatkar olduğu için değil. Oransal olarak, daha büyük bir kısmı akma sınırını geçtiği için ve elastik hafızası o kadar baskın olmadığı için.
Sacınızı en yakın .001″ değerine kadar ölçün. Aynı programın işe yarayacağını varsaymadan önce alaşımı ve temperi kontrol edin. Her malzeme partisinden bir numune bükün ve geri esnemeyi kaydedin. Hurda üzerinde test edin.
Peki, tüm bu kuvvet aslında ilk etapta nasıl uygulanıyor?
Kuruluma bakın: zımba ucu üstte, kalıp omuzları solda ve sağda. Sac, V kalıbın üzerini bir köprü gibi geçer. Zımba aşağı indiğinde, tüm flanşı ezmiyorsunuz. Üç noktalı bir bükme sistemi yaratıyorsunuz; kalıp omuzlarında iki destek ve zımba ucunda yoğunlaştırılmış bir yük.
Bu, maksimum bükülme momentinin —en yüksek iç gerilimin— tam zımbanın altında olduğu anlamına gelir. Gerilim, kalıp omuzlarına doğru azalır. Tekdüze değildir.
Yükleme sırasında, zımbanın altındaki dış lifler önce akmaya başlar. Derine indikçe, bu akmış bölge genişler. Bıraktığınızda, boşaltma da tekdüze olmaz. Elastik gerinim geri kazanılır, ancak plastik deformasyon yarıçap boyunca homojen olmadığı için gerilim yeniden dağılır. Metal sadece “yaylanmaz”. Kendi içinde yeniden dengelenir.
Hava bükmenin çalışma nedeni budur. Eğriliği, öngörülebilir bir üç noktalı sistemde derinlik ile kontrol ediyorsunuz. Malzemeyi V kalıbın içine doğru iter ve açı, kalıbın kendi açısından ziyade ne kadar derine indiğinizle kontrol edilir.
Tabana oturduğunuzda veya ezme (coining) yaptığınızda modeli değiştirirsiniz. Artık sac kalıp duvarlarına temas eder. Artık saf üç noktalı bükme içinde değilsiniz. Tüm büküm bölgesini sıkıştırıyor ve elastik geri kazanımı bastırıyorsunuz. Geri esneme düşer çünkü neredeyse tüm kalınlığı akma sınırının ötesine geçirdiniz. İşte bu yüzden ezme işlemi, geri esneme vergisini neredeyse ortadan kaldırabilir; ancak 3 ila 5 kat daha fazla tonaj ve daha sıkı takım toleransları pahasına.
Farklı fizik. Farklı fatura.
Basit bir test hazırlayın: 3″ genişliğinde bir numuneyi havada bükün, açıyı kaydedin. Ardından aynı kalınlığı aynı kalıpta daha yüksek tonajla tabana oturtun ve geri esnemeyi karşılaştırın. Pedal basıncındaki farkı hissedin. Bıraktıktan sonra açı değişimini ölçün. Hurda üzerinde test edin.
Bükmeyi, katmanlı elastik-plastik kesite sahip üç noktalı bir yükleme olarak görmeye başladığınızda, geri esneme bir hakaret olmaktan çıkar.
Planladığınız bir sayıya dönüşür.
Ve işte hava bükmenin bir taviz gibi görünmekten çıkıp bir kontrol gibi görünmeye başladığı nokta burasıdır.
8× kalınlık kurulumunda 1/8″ A36 sacınız var, yani bu 1″ V-kalıbı demektir. 90° bitmiş ürün gerekiyor. İlki 90° okundu. İkincisi 91.5° okundu. Üçüncüsü 89°. Aynı program. Aynı makine. Peki, parçadan parçaya kovalamak yerine aşırı bükülmeyi nasıl tahmin edersiniz?
Şunu kabul ederek başlarsınız: hava bükmede kalıp açısı neredeyse önemsizdir. Zımba, sacı asla kalıp duvarlarıyla tam temasa sokmaz. Omuzlar arasında yüzüyorsunuz. Bu, elinizdeki tek kesin kontrolün derinlik olduğu anlamına gelir; yani zımbanın V kalıbın içine ne kadar girdiği. Malzemeyi V kalıbın içine doğru iter ve açı, kalıbın kendi açısından ziyade ne kadar derine indiğinizle kontrol edilir.
Boşluk işte budur.
Eğer derinlik açıyı kontrol ediyorsa, o zaman açı; zımba penetrasyonu eksi geri esnemenin bir fonksiyonudur. Geri esneme ise malzeme, kalınlık, lif yönü ve iç yarıçapın bir fonksiyonudur. Dolayısıyla asıl soru şuna dönüşür: bu yüzen geometri, girebileceğiniz bir sayıya nasıl dönüşür?
90°'lik bir V kalıbı hayal edin. Zımbayı, parça yük altında 88° ölçülene kadar aşağı indirin. Bırakın. 90°'ye açılır. O 2°, elastik geri esnemeydi.
Şimdi derinlik dışında hiçbir şeyi değiştirmeyin. 0,010 inç daha derine inin. Yük altında 86,5° okur. Bırakın. Şimdi 89°'ye yaylanır.
Ne değişti? Kalıp açısı değil. Zımba açısı değil. Sadece penetrasyon (derinlik).
Havada bükmede, iç yarıçap, uygun bir 8× kurulumunda yumuşak çelik için V açıklığının kabaca 'sı kadar doğal bir şekilde oluşur. Yani 1 inçlik bir V'de, isteseniz de istemeseniz de yaklaşık 0,160 inçlik bir iç yarıçap elde edersiniz. Bu yarıçap, kalınlığın ne kadarının akmaya uğrayacağını belirler. Bu akma derinliği, elastik çekirdek kalınlığını belirler. Bu elastik çekirdek de geri esnemeyi belirler.
Yani kontrol düğmeniz, bükme açısını değiştiren ve kesit alanının ne kadarının akma sınırını geçtiğini belirleyen penetrasyon derinliğidir.
Yıllar önce, ikinci vardiyadaki bir çocuk, “yeterince yakın göründüğü” için 1 inçlik bir V kalıbını 3/4 inçlik bir V ile değiştirdi. İç yarıçap düştü. Plastik bölge arttı. Geri esneme neredeyse 1° azaldı. Programı değiştirmedi. Kalıbın yanlış olduğunu anlayana kadar 60 braketi hurdaya çıkardık. Kalıp genişliği yarıçapı değiştirdi. Yarıçap geri esnemeyi değiştirdi. Pahalı bir dersti.
İşte bunu nasıl doğru şekilde ayarlayacağınız:
Sonra hurda üzerinde test edin.
Peki, derinlik kral ise, neden sadece daha sert bastırıp tahmin yürütmeyi ortadan kaldırmıyoruz?
11 gauge iki sac alın. Biri 0,119 inç ölçülüyor. Diğeri 0,123 inç. Dört binde birlik fark. Çok görünmüyor.
Havada bükmede, bu kalınlık değişimi, nötr ekseni (esnemeyen veya sıkışmayan o hayali katman) hafifçe kaydırır. Daha kalın sac, aynı V kalıbı için biraz daha büyük bir iç yarıçap oluşması anlamına gelir. Bu, geri esnemeyi belki yarım derece değiştirir.
Ancak sadece üç temas noktası (zımba ucu ve kalıp omuzları) oluşturduğunuz için sistem malzeme ile birlikte esner. Açı, kalınlığı sabit bir boşluğa ezerek değil, çoğunlukla derinlik ile değişir. Varyasyon, derinlik ayarıyla düzeltebileceğiniz küçük bir açı farkı olarak ortaya çıkar.
Şimdi aynı sacları dibe vurdurduğunuzu (bottoming) hayal edin.
Aslında yaptığınız şey, dibe vurdurma ile flört etmektir; malzemeyi kalıp duvarlarına temas etmeye zorlamak. Şimdi kalınlık varyasyonunun gidecek yeri yok. O fazladan 0,004 inç, parçadan daha sert derecelendirilmiş çelik takımlar arasında sıkışır. Tonaj fırlar. Açılar sapar. Takımlar aşınır. Parçalar iz yapar.
Bir keresinde bir atölyenin, “yaylanmanın peşinde koşmaktan” bıktıkları için 14 gauge kozmetik panellere baskı (coining) uyguladığını gördüm. 1 derecelik sapmayı ortadan kaldırdılar ancak 200 görünür yüzeye kalıp izi eklediler. Müşteri partiyi reddetti. Açı kaymasını çözdüler ama bir finiş felaketi yarattılar.
Hava bükümü (air bending) bu kalınlık farkını tolere edebilirdi. 0,5 derecelik bir sapma, 200 paneli yeniden işlemeye çalışmaktan daha ucuzdur.
İşte disiplin:
Sonra hurda üzerinde test edin.
Daha az kuvvet size esneklik sağlıyorsa, büküm üzerindeki hakimiyetinizi kaybettiğiniz sınır neresidir?
Tonaj tablonuza bakın. 1 inçlik V kanalında 1/8 inç A36 çelik için hava bükümü, ayak başına kabaca 12–15 ton gerektirebilir. Aynı kurulumda tabana vurma işlemi bunun iki veya üç katını gerektirebilir.
Eğer abkant presiniz bu işte ayak başına 30 ton okuyorsa, artık hava bükümü yapmıyorsunuz demektir. Planlasanız da planlamasanız da tabana vurma işlemine geçiş yapıyorsunuz. Yaylanma azalır, evet. Ancak artık iç yarıçap, doğal hava bükümü yarıçapından daha küçük olmaya zorlanıyor. Tüm kalınlık akma noktasına daha fazla yaklaştırılıyor. Bu da daha az elastik çekirdek demektir. Bu da daha az tolerans demektir.
Kontrol, bağımlılığa dönüşür. Artık açı, tam kalınlığa ve tam kalıp geometrisine bağlıdır.
CNC derinlik tekrarlanabilirliği olmayan eski manuel preslerde, yeni başlayanların yandığı nokta burasıdır. Daha fazla basıncın daha fazla tutarlılık anlamına geldiğini düşünürler. Gerçekte ise hava bükümünün onlara sağladığı yüzer yastığı ortadan kaldırmış olurlar. Ram üzerindeki herhangi bir sapma, gövdedeki herhangi bir esneme veya sacın lif yönündeki herhangi bir değişim doğrudan parçaya yansır.
İdeal nokta şudur:
Açıyı ve planlanan fazla bükümü (overbend) elde edecek kadar giriş. Doğal iç yarıçapı oluşturacak kadar tonaj. Tam kalıp teması zorlamayacak kadar az.
Strok sırasında tonaj göstergesini izleyin. Eğer hareketin sonunda keskin bir şekilde yükseliyorsa, muhtemelen kalıp duvarlarına çarpıyorsunuzdur. Derinliği birkaç binde bir geri çekin ve tekrar ölçün.
Ardından art arda üç numune parçayı bükün ve tam boşaltma sonrası açıları karşılaştırın. Eğer toleransınız dahilinde tekrarlanıyorlarsa, ayarı sabitleyin.
Ve bunu hurda üzerinde test edin.
Çünkü zımba derinliğinin — kaba kuvvetin değil — bitmiş açınıza karar verdiğini anladığınızda, kendinize sormanız gereken bir sonraki soru şu olmalıdır:
Derinlikteki binde birlik farklar açının derecelerini yönlendiriyorsa, kurulumunuzun ne kadar hassas olması gerekiyor?
Geçen ay 1/8 inçlik A36 sacı, 90 dereceye geri esnemesi için 1 inçlik bir V kalıpta 93 dereceye büktük. İlki 90 derece ölçüldü. İkincisi 91,2 derece ölçüldü. Programda hiçbir şey değişmemişti. Değişen şey kurulumdu: sacın uzak ucunda 0,006 inçlik bir kalınlık farkı vardı ve koç, 6 fitlik mesafede yaklaşık 0,002 inç kadar paralellikten sapmıştı. Hepsi bu kadar. Derinlikteki binde birlik farklar, parçada tam derecelere dönüşür.
Bükme derinliğinin direksiyon simidi olduğunu zaten biliyorsunuz. Şimdi direksiyon bağlantısının gevşek olmadığından emin olalım.
İşe makineden başlayın. Koç paralelliğini bir çift taşlanmış blok ve bir sentil çakısı ile kontrol edin. Strokun alt noktasında bir tarafa 0,003 inçlik bir sentil sokup diğer tarafa sokamıyorsanız, tüm gün açı peşinde koşarsınız. İşte "crowning" (bombelik) burada devreye girer; yük altındaki gövde esnemesini dengelemek için mekanik veya hidrolik telafi. Bu olmadan, merkez 89 derecede bükülürken uçlar 91 derece ölçülür. Bir atölyenin, vardiyanın başındaki 20 tonluk bir işin gövdeyi ısıtmasının ardından esnemeyi kimse kontrol etmediği için 40 adet mimari korkuluğu hurdaya ayırdığını izledim. Abkant pres, onlara yalan söyleyecek kadar genleşmişti.
Paralelliği hassas bir şekilde ayarlayın. Bombeliği tam boy bir test şeridi ile doğrulayın. Ardından hurda üzerinde test edin.
Makine düzgün çalıştığında, sıra takım geometrisine gelir. Yeni başlayanların çoğu farkında olmadan burada kumar oynar.
Bir mikrometre alın. Sacınızı ölçün. Diyelim ki tam 0,125 inç. 8 ile çarpın. Bu size yumuşak çelik için 1,000 inçlik bir V-ağzı verir. “Yakın” olduğu için 7x değil. “Rafta o olduğu için” 10x değil. Kalınlığın sekiz katı başlangıç noktasıdır çünkü üç şeyi dengeler: iç yarıçap oluşumu, gereken tonaj ve geri esneme öngörülebilirliği.
Yumuşak çelikte gerçek bir 8x kurulumunda, iç yarıçapınız V-ağzının yaklaşık 'sına denk gelecektir. 1 inçlik bir V'de bu yaklaşık 0,160 inçlik bir iç yarıçaptır. Bu yarıçap, kesitin ne kadarının akacağını tanımlar. V'yi 3/4 inç olarak değiştirirseniz, doğal yarıçapınız yaklaşık 0,120 inç'e düşer. Daha küçük yarıçap, daha fazla plastik deformasyon demektir. Daha fazla plastik deformasyon, daha az geri esneme ve daha fazla tonaj demektir.
Bir keresinde bir adamın 3/16 inçlik sacı, “sığdığı” için 1 inçlik V'de sıktığını gördüm. Bu, kalınlığın 5,3 katı bile etmiyor. Tonaj tablonun üzerine çıktı. Kalıp omurgasını çatlatıp kırdılar. Kimse çarpma işlemi yapmadığı için sekiz bin dolar çöpe gitti.
Bir istisna var: 6x malzeme kalınlığından daha dar olan sıkı ofsetler, 8x bir kalıp ile çakışabilir. Bu durumda bir alt V'ye geçebilirsiniz, ancak tonajı yeniden hesaplamanız ve farklı bir iç yarıçap ile geri esneme değeri beklemeniz gerekir. Bir değişkeni değiştirirseniz, matematiği güncelleyin.
V'yi kolaylığa göre değil, kalınlığa göre seçin. Matematiği tonaj tablonuzla doğrulayın. Ardından hurda üzerinde test edin.
Eğer V-ağzı doğal yarıçapı belirliyorsa, zımba aslında ne yapıyor?
1/8 inçlik çelik ile 1 inçlik V'nin üzerine keskin bir zımba (diyelim ki 0,030 inç uçlu) koyun. Yeni başlayanlar iç yarıçapın 0,030 inç olacağını düşünür. Olmayacaktır. Hava bükümünde, zımba yarıçapı V'nin oluşturmak istediği doğal yarıçaptan daha küçük olduğu sürece, iç yarıçapa zımba ucu değil, büyük ölçüde kalıp genişliği karar verir.
Bahsettiğimiz 0,160 inçlik iç yarıçap neden oluşur? Çünkü sac, omuzlar arasında yüzmektedir. Malzemeyi V'nin içine doğru iter ve açı, kalıp açısı tarafından değil, ne kadar derine indiğinizle kontrol edilir. Zımba sadece bükümü başlatır ve kuvveti yoğunlaştırır.
Şimdi 0,200 inç yarıçaplı bir zımba ile değiştirin; yani doğal 0,160 inçten daha büyük. Aniden zımba sınırlayıcı olur. Malzeme zımbayı sarar ve iç yarıçapınız büyür. Plastik bölgeniz değiştiği için geri esneme değişir. Aynı V. Aynı kalınlık. Farklı sonuç.
Bunu 3/32 inçlik paslanmaz çelikte öğrendim. Fırçalanmış kozmetik bir parçada yüzey çatlamasını önlemek için daha büyük bir zımba yarıçapına geçtik. İç yarıçap yaklaşık 1/32 inç arttı. Geri esneme neredeyse bir derece fırladı. Kimse aşırı büküm ayarını yapmadı. Aynı hafta içinde kılcal çatlakları ve yanlış açıları olan bir grup paneli hurdaya ayırdık.
Teknik resim aksi belirtmedikçe, zımba yarıçapını beklenen doğal yarıçapa eşit veya ondan biraz daha küçük olacak şekilde eşleştirin. Kasıtlı olarak değiştirirseniz, aşırı büküm hedefinizi ve tonaj beklentinizi ayarlayın.
Kurulumu yapın. Bir numune parçası basın. İç yarıçapı göz kararıyla değil, yarıçap mastarlarıyla ölçün. Ardından hurda üzerinde test edin.
Geometri sabitlendiğinde, açı hassasiyeti tek bir bilinçli hamleye indirgenir: hedefin ötesini hedeflemek.
1 inçlik bir V kalıbında 1/8 inçlik A36 çeliği ele alalım. Havada bükmede tipik geri esneme 2° olabilir. Bu yüzden teknik resim 90° istiyorsa, siz 92° için programlama yaparsınız. Hatta sacın yönüne bağlı olarak belki 93°.
Tahmin etmeyin. Bir numuneyi yük altında 90°'ye bükün ve geri esnemesine izin verin. Eğer 92°'ye açılıyorsa, geri esnemenin 2° olduğunu bilirsiniz. Şimdi yük altında 88°'ye bükün ki 90°'ye geri esnesin. İşte açıyı aşarak hedefleme budur.
Aslında yaptığınız şey, basıncı serbest bıraktıktan sonra ne kadar elastik çekirdek kaldığını tahmin etmektir. Onunla pazarlık yapıyorsunuz. Eğer daha sert bastırıp kalıp dibine (bottoming) doğru kayarsanız, geri esneme azalır; ancak bu sefer açı derinlik yerine kalınlık varyasyonuna göre belirlenir. Yeni başlayanlar, kaba kuvvetin hassasiyet olduğunu düşünerek işte böyle yanılırlar.
Yeni bir operatörün, derinlik yerine basıncı artırarak 0,5°'lik bir hatayı düzeltmeye çalıştığını izledim. Kalıba temas noktasına geçti. Beş parça boyunca açı mükemmel görünüyordu. Sonra 0,004 inç daha kalın olan bir sonraki sac, 1,5° dar çıktı. Farkında olmadan, havada bükmenin sağladığı esneklik payını ortadan kaldırmıştı.
O malzeme, kalınlık, sac yönü ve V kalıbı için gerçek geri esneme değerini kaydedin. Fazladan bükmeyi (overbend) kasıtlı olarak programlayın. Ardından, tam yük boşaltıldıktan sonra art arda üç parçayı doğrulayın.
Ve evet, bunu hurda üzerinde test edin.
Ancak tüm bunlar, güvenli tonaj sınırları içinde olduğunuzu varsayar. Bunu kaçırırsanız, gerisinin bir önemi kalmaz.
Tabloyu açın. 1 inçlik V kalıbında 1/8 inçlik yumuşak çeliği bulun. Havada bükme için fit başına yaklaşık 12–15 ton göreceksiniz. 4 fitlik bir parçada bu toplam 48–60 ton eder. Eğer abkant presiniz 10 fit boyunca 100 ton kapasiteye sahipse, havada bükme yaptığınız sürece sorun yok demektir.
Şimdi aynı kurulum için kalıp dibine basma (bottoming) değerlerine bakın. Bunlar fit başına 25–30 tona veya daha fazlasına çıkabilir. Bu iki katıdır. Bazen üç katı.
Eğer tonaj göstergeniz strokun sonunda sert bir şekilde yükseliyorsa, artık omuzlar arasında havada asılı kalmıyorsunuz demektir. Malzemeyi kalıp duvarlarına doğru sürüyorsunuz. Aslında yaptığınız şey, kalıp dibine basma ile flört etmek; yani malzemeyi kalıp duvarlarına temas etmeye zorlamaktır. Takımlar bu yükü sizden önce hisseder.
90 tonluk bir presimizde, birisi “sadece 11 gauge” diye varsaydığı için parçalı bir zımbayı kırdık. V kalıbının çok küçük olduğunu ve parçanın 6 fit uzunluğunda olduğunu fark etmediler. Gerçek yük, takım kapasitesini yaklaşık oranında aştı. Çelik, sizin varsayımlarınızı umursamaz.
Fit başına tonajı hesaplayın. Büküm uzunluğu ile çarpın. Hem makine kapasitesi hem de takım dayanımı ile karşılaştırın; bunlar her zaman aynı değer değildir. Eğer iş havada bükme hassasiyeti gerektiriyorsa, kalıp dibine basma tonajının rahatlıkla altında kalın.
Derinlik durdurucusunu kuvvete göre değil, açıya göre ayarlayın. Beklenmedik yükselmeler için göstergeyi izleyin. Ardından ilk parçanızı üretin ve ölçün.
Çünkü doğru V kalıbını seçip, zımbayı eşleştirip, geri esnemeyi aşarak hedefleyip ve tonajın güvenli olduğunu kanıtladığınızda, artık metali sadece ezmiyorsunuz demektir.
| Bölüm | İçerik |
|---|---|
| Başlık | Tonaj tablosunu okumak ile tahmin yürütmek: Takım hasarını önleyen hesaplama |
| Havada Bükme Referansı | Tabloyu açın. 1 inçlik V kalıbında 1/8 inçlik yumuşak çeliği bulun. Havada bükme için fit başına yaklaşık 12–15 ton göreceksiniz. 4 fitlik bir parçada bu toplam 48–60 ton eder. Eğer abkant presiniz 10 fit boyunca 100 ton kapasiteye sahipse, havada bükme yaptığınız sürece sorun yok demektir. |
| Kalıp Dibine Basma (Bottoming) Karşılaştırması | Şimdi aynı kurulum için kalıp dibine basma (bottoming) değerlerine bakın. Bunlar fit başına 25–30 tona veya daha fazlasına çıkabilir. Bu iki katıdır. Bazen üç katı. |
| Uyarı İşaretleri | Eğer tonaj göstergeniz strokun sonunda sert bir şekilde yükseliyorsa, artık omuzlar arasında havada asılı kalmıyorsunuz demektir. Malzemeyi kalıp duvarlarına doğru sürüyorsunuz. Aslında yaptığınız şey, kalıp dibine basma ile flört etmek; yani malzemeyi kalıp duvarlarına temas etmeye zorlamaktır. Takımlar bu yükü sizden önce hisseder. |
| Gerçek Dünya Hata Örneği | 90 tonluk bir presimizde, birisi “sadece 11 gauge” diye varsaydığı için parçalı bir zımbayı kırdık. V kalıbının çok küçük olduğunu ve parçanın 6 fit uzunluğunda olduğunu fark etmediler. Gerçek yük, takım kapasitesini yaklaşık oranında aştı. Çelik, sizin varsayımlarınızı umursamaz. |
| Doğru Hesaplama Yöntemi | Fit başına tonajı hesaplayın. Büküm uzunluğu ile çarpın. Hem makine kapasitesi hem de takım dayanımı ile karşılaştırın; bunlar her zaman aynı değer değildir. Eğer iş havada bükme hassasiyeti gerektiriyorsa, kalıp dibine basma tonajının rahatlıkla altında kalın. |
| Kurulum İçin En İyi Uygulamalar | Derinlik durdurucusunu kuvvete göre değil, açıya göre ayarlayın. Beklenmedik yükselmeler için göstergeyi izleyin. Ardından ilk parçanızı üretin ve ölçün. |
| Sonuç | Çünkü doğru V kalıbını seçip, zımbayı eşleştirip, geri esnemeyi aşarak hedefleyip ve tonajın güvenli olduğunu kanıtladığınızda, artık metali sadece ezmiyorsunuz demektir. |
Kontrol sizde.
İşte o zaman daha akıllıca bir soru sormaya başlayabilirsiniz: Hava bükme ne zaman yeterli olmaktan çıkar?
Her şeyi doğru yaptınız; 1/8″ A36 için 1″ V kalıbı seçtiniz, zımba yarıçapını eşleştirdiniz, 90°'nin 2° ötesini hedeflediniz, fit başına 12–15 tonu doğruladınız ve ilk parçanız 90° çıktı.
Peki, hava bükme ne zaman yeterli olmaktan çıkar?
Tembel olduğunuzda değil. Tolerans, hava bükmenin size sağladığı esneklik payından daha dar olduğunda.
Hava bükme kontrollüdür çünkü dalma derinliği direksiyondur. Omuzlar arasında yüzersiniz, geri esnemeyi tahmin edersiniz ve koç strokunu binde birlik değerlerle ayarlarsınız. Bu esneklik onun gücüdür. Ancak esneklik aynı zamanda hareket demektir ve hareketin sınırları vardır. Teknik resimde 36″ bir flanş için ±0.25° yazıyorsa, artık pazarlık yapmıyorsunuz demektir; denetleniyorsunuzdur.
İşte tabana oturtma ve ezerek bükme burada devreye girer. Birer yükseltme olarak değil, birer ödünleşim olarak.
Sizi daha akıllı yapmazlar. Sadece parçanın "kendi başına karar verme" payını azaltırlar.
Temiz bir hava bükme işleminde, .004″ kalınlık değişimi açınızı yaklaşık yarım derece, bazen V genişliğine ve malzeme mukavemetine bağlı olarak daha fazla değiştirebilir. Bu dikkatsizlik değildir. Bu geometridir.
Çünkü hava bükmede açı, derinlikten gelir. Derinlik ise kalınlığa tepki verir.
Eğer sac partiniz .119″ ile .123″ arasında değişiyorsa, kesit içindeki o hayali, esnemeyen veya sıkışmayan nötr ekseniniz hafifçe kayar. Bu, boşaltma işleminden sonra geriye ne kadar elastik çekirdek kaldığını değiştirir. Geri esneme değişir. Yük altındaki programlanmış 92°'niz, bir sacda 89.5°'ye, diğerinde 90.7°'ye esneyebilir.
Şimdi 90° ±0.25° isteyen bir teknik resim hayal edin. Koçu .001″ tekrarlanabilirlik seviyesine kadar ayarlayabilirsiniz. Abkant pres mükemmel olabilir. Matematik doğru olabilir. Ancak malzemenin kendisi hedefi sürekli hareket ettiriyordur.
Bir gencin 1-1/4″ V kalıpta 3/16″ paslanmaz çelikte ±0.25° tutturmaya çalıştığını izledim. Sürekli derinliği .002″ artırıp azaltıyordu. Parçalar tüm öğleden sonra toleransın içine girip çıktı. Sorunun makinede değil, hava bükmenin nazikçe tolere ettiği değişkenlikte olduğunu anlayana kadar 38 braketi hurdaya ayırdık.
Tolerans aralığı, malzeme değişkenliğinden daha dar olduğunda, hava bükme sınırına ulaşır.
Peki, derinliğin her şeyi kontrol etmesine izin vermeyi bırakırsanız ne olur?
Tabana oturtma, zımbayı malzeme kalıp duvarlarına temas edene kadar kasıtlı olarak sürmeniz anlamına gelir. Bunu dümdüz ezmek —ki bu madeni para basma (coining) işlemidir— değil, kalıp açısının artık önemli olması için malzemeyi V kanalına sıkıca oturtmak olarak düşünün.
Kontrolü koç derinliğinden takım geometrisine kaydırırsınız.
İşte bu yüzden, derinlik tekrarlanabilirliği vasat olan eski bir abkant pres, tabana oturtma işleminde hala hassas açılar elde edebilir. Kalıp, denetleyici haline gelir. Malzeme tam olarak oturduğunda, küçük kalınlık değişimleri duvarlar tarafından kısıtlandığı için açıyı o kadar sert bir şekilde değiştirmez.
Ancak bunun bir bedeli var.
Zımba açınız, kalıp açınız ve malzeme kalınlığınız neredeyse tam olarak eşleşmelidir. Eğer 1/8 inçlik malzemede 90° büküm yapıyorsanız, o kalınlığa göre boyutlandırılmış 90°'lik bir zımbaya ve 90°'lik bir kalıba ihtiyacınız vardır. Bunun yerine 88° mi istiyorsunuz? Yeni kalıp. Farklı bir kalınlık mı? Muhtemelen yine yeni bir kalıp.
Bir keresinde işin ortasında .120 inçlik malzemeden .135 inçlik malzemeye geçtim ve aynı tabana oturtma ayarıyla hile yapmaya çalıştım. Daha kalın olan sac, daha fazla tonaj olmadan tam olarak oturamadığı için açılar 1° açık çıktı. Zorladık. Tüm işten daha pahalıya mal olan bir kalıp omzunu çatlattık.
Tabana oturtma, esnekliği ortadan kaldırarak size tekrarlanabilirlik sağlar. 1.000 adet aynı parça için harikadır. Hepsi farklı açılarda olan beş parça için ise tam bir kabustur.
Peki ya tabana oturtma bile yeterince hassas değilse?
Madeni para basma, pazarlığı bıraktığınız ve malzemenin hafızasını yeniden yazdığınız yerdir.
Zımba ucunu, hava bükme tonajının bazen 5 ila 10 katı kadar bir kuvvetle malzemenin içine sürersiniz; bu, iç yüzeyi plastik olarak sıkıştırmanızı sağlar. Artık sadece bükmüyorsunuz. Büküm hattındaki malzemeyi inceltiyorsunuz.
Kesitin neredeyse tamamını akıttığınız için geri esneme sıfıra yaklaşır.
Açı, zımba açısına eşittir. Nokta.
Kulağa mükemmel geliyor, değil mi?
Size söylemedikleri şey şu: tonaj hızla yükselir. Hava bükmede ayak başına yaklaşık 15 ton gerektiren aynı 1/8 inçlik çeliği ele alalım. Madeni para basma işlemi, zımba yarıçapına ve kalıp açıklığına bağlı olarak ayak başına 100 tonun üzerinde bir güç gerektirebilir. Takımlarınız bunun her zerresini hisseder.
Bir keresinde, tam düz oturması gereken estetik bir 90° kenet için 16 ayar paslanmaz çeliğe madeni para basma işlemi uyguladık. 600 vuruştan sonra zımba ucu mantarlaşmaya başladı. 1.200 vuruşa gelindiğinde, takım geometrisi değiştiği için açı kaymaya başladı. “Mükemmel” yöntem, işin ortasında kendini tüketti.
Ve büküm bölgesini kalıcı olarak incelttiniz. Yapısal parçalarda bu önemlidir.
Madeni para basma, balyozdan yapılmış bir neşterdir.
Şimdi asıl soru hangi yöntemin en doğru olduğu değil. Asıl soru, işin bu cezaya değip değmediğidir.
Hava bükme: tek V kalıp, çoklu açılar, minimum kurulum değişikliği. Derinliği ayarlarsınız ve devam edersiniz. Alt kalıba tam oturtma (bottoming) tonajının altında kaldığınız için takım ömrü uzundur.
Alt kalıba tam oturtma (Bottoming): açıya özel takım, dikkatli eşleştirme, daha yüksek yük. Kurulum daha uzun sürer. Takım aşınması artar, ancak büyük partilerde tekrarlanabilirlik kazanırsınız.
Vurma (Coining): maksimum yük, en hızlı takım aşınması, en az esneklik — ancak sıfıra yakın geri yaylanma.
Üç farklı açıda 25 adet braket üretiyorsanız, hava bükme her zaman kazanır. Alt kalıba tam oturtma kalıplarını değiştirmek için harcayacağınız süre, büküm yapmaktan daha uzun olacaktır.
Tüm gün ±0.25° toleransı koruması gereken 5.000 adet paslanmaz çelik ray üretiyorsanız, alt kalıba tam oturtma yöntemi sadece hurda azaltımıyla bile kendini amorti edebilir.
Açının tam olması gereken ve geri yaylanmanın olmaması gereken hassas bir elektrik kontağı üretiyorsanız, vurma (coining) yöntemi maliyetini çıkarır — ve takım aşınmasını sarf malzemesi gibi bütçelendirirsiniz.
Çoğu yeni başlayan, alt kalıba tam oturtma ve vurma yöntemlerinin “daha hassas” olduğunu düşünür. Öyle değillerdir. Daha kısıtlayıcıdırlar.
Hava bükme varsayılan yöntemdir çünkü fiziği zorlamak yerine kontrol etmenizi sağlar. Alt kalıba tam oturtma ve vurma yöntemleri, teknik resim, üretim hacmi veya makine sizi zorladığında başvurduğunuz yöntemlerdir.
Hangi yöntemi neden seçtiğinizi bildiğinizde, bir sonraki beceri süreci seçmek değildir.
Kötü bir bükümü okumak ve onu gözden kaçırdığınız değişkene kadar takip etmektir.
Abkant presinden 36 inç uzunluğunda, 1/8 inçlik bir A36 braket alıyorsunuz. Sol uç 90°. Orta 91°. Sağ uç 88.5°. Aynı program. Aynı takımlar. Aynı operatör.
Peki ne hata yaptı — tabla mı, takımlar mı, malzeme mi, yoksa yönteminiz mi?
Beş dakikalığına makineyi suçlamayı bırakın ve parçaya sanki sizinle konuşuyormuş gibi bakın. Bir büküm asla yalan söylemez. Size kuvvetin nereye gittiğini, malzemenin nerede direndiğini ve geri yaylanma kontrolünü nerede kaybettiğinizi söyler. İşiniz onu daha düz hale getirmek için ezmek değildir. İşiniz ipuçlarını okumak ve bunları her seferinde tek bir değişkene kadar takip etmektir.
Hava bükme işleminde kontrolü kaybetmek yerine kontrolü elinizde tutmanın yolu budur.
O 36 inçlik braketi tekrar hayal edin. Uçlar sıkı. Orta kısım 1° açık.
İlk soru: hata kademeli mi ve merkezde mi? Bu, sehim (deflection) gibi kokuyor. 1/8 inçlik A36 malzemeyi 1 inçlik V kalıpta bükerken fit başına 12–15 ton yüklediğinizde, tabla boyunca küçük bir köprü ağırlığında kuvvet asıyorsunuz demektir. Taçlandırma (crowning) telafi etmediği sürece, koç ve tabla ortada yukarı doğru esner. Merkezde daha az giriş, daha az aşırı büküm demektir, bu da orada daha fazla geri yaylanma anlamına gelir. Her seferinde ortada açık açı olur.
Bir atölyenin taçlandırmayı kontrol etmeden önce 40 rayı hurdaya ayırdığını izledim. Merkezdeki sorunu düzeltmek için derinliği sürekli .003 inç artırıyorlardı. Bu sadece uçları gereğinden fazla büktü. Pahalı bir hata.
Bunu nasıl izole edersiniz? Aynı parçayı, aynı kurulumla çalıştırın, ancak sadece makinenin merkezinde 6 inçlik bir numuneyi bükün. Ardından sol tarafa yakın bir yerde başka bir 6 inçlik numuneyi bükün. Kısa parçalar birbirini tutuyor ancak uzun olan tutmuyorsa, sorun çerçeve esnemesidir. Taçlandırmayı (crowning) ayarlayın. Hurda üzerinde test edin.
Şimdi açının rastgele değiştiğini varsayalım — dar, açık, dar — bir düzen yok. Bu genellikle malzeme kalınlığı değişiminden kaynaklanır. Penetrasyon derinliğinin direksiyon simidi olduğunu söylediğim zamanı hatırlıyor musunuz? Havada bükmede (air bending) açı, kalıp açısı ile değil, ne kadar derine indiğinizle kontrol edilir. Saclarınız .119 inç ile .123 inç arasında değişiyorsa, nötr eksen kayar ve elastik çekirdek değişir. Geri yaylanma (springback) da bununla birlikte değişir.
3/16 inç paslanmaz çelikte tüm öğleden sonra ±0.25°'yi yakalamaya çalışan bir çırak görmüştüm çünkü sac yığınını mikrometreyle ölçmemişti. Dört binde birlik kalınlık farkı ona 38 parçaya mal oldu. Pahalı bir hata.
Sac boyunca üç noktayı mikrometreyle ölçün. Kalınlık değişiyorsa, her sac için derinliği telafi etmediğiniz veya malzeme spesifikasyonunu sıkılaştırmadığınız sürece açınız değişecektir. Hurda üzerinde test edin.
Son olasılık: takım. Eğer zımba tam oturmuyorsa veya kalıp omuzları düzensiz aşınmışsa, bir uç diğerinden daha derine girebilir. Zımba ucunu boya ile işaretleyin, hafif bir vuruş yapın ve temas izini kontrol edin. Düzensiz izler fiziksel bir soruna değil, kuruluma işaret eder. Temizleyin, yeniden oturtun, yeniden sıkıştırın. Hurda üzerinde test edin.
Düzeni görüyor musunuz? Tahmin etmiyorsunuz. İzole ediyorsunuz.
Peki ya açı doğruysa ve metal çatlıyorsa?
3/32 inçlik bir paslanmaz çelik şerit alın. 1/32 inç civarında keskin bir zımba yarıçapı ile 1/2 inçlik bir V kalıpta lif yönüne dik olarak 90° bükün. Görmeden önce duyacaksınız — o hafif yırtılma sesi. Ardından dış yüzeyde kılcal çatlak belirecektir.
Ne oldu?
Büküm yaptığınızda, iç kısım sıkışır ve dış kısım gerilir. İç yarıçap ne kadar darsa, dış lifler o kadar çok uzar. Zımba yarıçapınız malzemenin kaldırabileceğinden daha küçükse, uzama sınırını aşarsınız. Lif yönüne dik bükmek durumu daha da kötüleştirir çünkü haddelenmiş lif yönü zaten uzamış bir yapıya sahiptir. Onu zor yoldan geriyorsunuz.
Bir keresinde, lif yönüne dik büküm yaptığımız ve çok keskin bir zımba kullandığımız için 3/32 inçlik paslanmaz çelik braketlerden oluşan koca bir rafı hurdaya ayırmıştık. Teknik resimde lif yönü belirtilmemişti. Varsayımda bulunduk. Bu varsayım bir haftamıza mal oldu. Pahalı bir hata.
Teşhis basittir. İç yarıçapınızı ölçün. Havada bükmede, iç yarıçap yumuşak çelik için kalıp açıklığının kabaca 'sıdır. Yani 1 inçlik bir V kalıp yaklaşık .160 inçlik bir iç yarıçap verir. Daha dar bir kalıba — örneğin 1/2 inçlik bir V — geçerseniz, dibe vurma (bottoming) ve daha küçük bir yarıçapı zorlama riskiyle karşı karşıya kalırsınız. Aslında yaptığınız şey dibe vurmayı zorlamak — malzemeyi kalıp duvarlarına temas etmeye zorlamak — ve bu da yüzeydeki gerilimi zirveye taşır.
Bir boş parçayı 90° döndürün ve tekrar bükün. Çatlaklar lif yönüyle birlikte kaybolursa, suçluyu buldunuz demektir. Kaybolmazsa, V kalıbı bir boy büyütün ve iç yarıçapı artırın. Hurda üzerinde test edin.
Çatlaklar asla rastgele değildir. Bunlar sünekliği aşan gerilimdir. Sizin işiniz gerilimi azaltmak veya yönü değiştirmektir.
Peki ya çatlamayan ve açısı değişmeyen, ancak fiziksel olarak ikinci bükümü yapmanıza izin vermeyen bir parça için ne demeli?
Bir kanal hayal edin: 2 inç gövde, her iki tarafta 1 inç flanşlar, 1/8 inç kalınlığında. Bir 1 inçlik flanşı 1 inçlik bir V kalıpta 90° büküyorsunuz. Temiz. Sonra karşı flanşı bükmek için ters çeviriyorsunuz.
Daha önce bükülmüş flanş, ikinci büküm 90°'ye ulaşmadan önce zımba gövdesine çarpar. 75°'de kalırsınız. Makine zayıf değildir. Geometri sizi engelliyordur.
Bir çırağın, tonajın boşluk sorununu çözeceğini düşünerek böyle bir parçayı zorladığını izlemiştim. Daha sert bastırdı. Zımba omzunu işaretledi ve ilk flanşı bozdu. Biz onu durdurana kadar iki parça mahvolmuştu. Pahalı bir hata.
Sorun kuvvet değil. Sorun sıra ve takım boşluğudur. Havalı bükümde zımbanın bir gövde genişliği vardır. Eğer geri dönen flanş çok yakınsa, tam penetrasyondan önce çarpışma yaşanır. Unutmayın: Malzemeyi V kanalının içine doğru iter ve açı, kalıp açısıyla değil, ne kadar derine indiğinizle kontrol edilir. Eğer derinliğe ulaşamazsanız, açıya da ulaşamazsınız.
Bunu, en uzak flanşı önce bükerek veya boğaz boşluğu olan bir deveboynu zımba kullanarak çözün. Döngüyü başlatmadan önce parçayı zımbaya yaslayın ve fiziksel olarak bir engel olup olmadığını kontrol edin. Eğer çelik, olmaması gereken bir yerde çeliğe temas ediyorsa, ne kadar tonaj uygularsanız uygulayın bunu çözemezsiniz. Hurda üzerinde test edin.
Her hatalı büküm şu üç kategoriden birine girer: kuvvet dağılımı, malzeme davranışı veya geometri engeli. Eğer abkant presi bir çekiç gibi kullanmayı bırakıp çeliği uzlaşmaya çalıştığınız bir yay gibi görmeye başlarsanız, parça size sorunun hangisi olduğunu söyleyecektir.
Ve bu ipuçlarını paniklemeden okumayı öğrendiğinizde, hatalı bükümlere tepki vermeyi bırakırsınız.
Onları tahmin etmeye başlarsınız.
Sizi şaşırtmayan bükümler mi istiyorsunuz?
O halde 90°'yi tutturmaya çalışmaktan vazgeçin.
Geçen ay 1 inçlik V kanalında 1/8 inçlik A36 çeliği işledik. İlk parça 90° ölçüldü. Çocuk gülümsedi. Çıkardı, beş dakika sonra tekrar kontrol etti — 91,5°. Çelik gevşedi. Makinenin ayarının kaçtığını sanıp derinliği 0,010 inç daha artırdı. Şimdi ise geri esnemeden sonra 88,5° çıkıyordu. Üç parçada hayaletlerin peşinde koşmaya başladık.
Pahalı bir hata.
Siz 90°'lik bir büküm yapmıyorsunuz. 90°'ye geri gevşemesi için 92°'ye büküyorsunuz. İşte aşırı büküm zihniyet modeli budur. Geri esnemeyle savaşmazsınız. Onun için plan yaparsınız.
Ve bunu kabul ettiğinizde, kurulum sorusu değişir.
Çelik, akma noktası olan bir yaydır. Akma noktasına kadar esner ve geri döner. Akma noktasını geçtiğinde bükülmüş halde kalır — ancak içindeki elastik çekirdek hala açılmak ister. Bu açılma, geri esnemedir.
Havalı bükümde zımba, açıyı kalıba damgalamaz. Malzemeyi V kanalının içine doğru iter ve açı, kalıp açısıyla değil, ne kadar derine indiğinizle kontrol edilir. Bu derinlik, bırakmadan önce dış lifleri akma noktasının ne kadar ötesine iteceğinize karar verir.
Yani gerçek hedefiniz 90° değildir. 90° artı bu kalınlıktaki ve bu V açıklığındaki bu partinin geri esneme miktarıdır.
Varsayımsal örnek: 1 inçlik V kanalındaki 0,125 inçlik yumuşak çelik 1,5° ile 2° arasında geri esneyebilir. Aynı kalınlıktaki paslanmaz çelik aynı V kanalında 3° veya daha fazla geri esneyebilir. Aynı makine. Aynı kalıp. Farklı davranış.
Eğer gösterge basınç altında 90°'yi gösterene kadar ayar yaparsanız, serbest bırakıldıktan sonra açının bozulmasına zemin hazırlamış olursunuz. Bu yeni başlayanların düşünce tarzıdır — metali zorla şekle sokmaya çalışmak.
Bir keresinde bir adamın, kalıp omuzlarına değene kadar tonajı kökleyerek geri esnemeyi “öldürmeye” çalıştığını görmüştüm. Aslında yaptığı şey, alt kalıba tam oturtmaya (bottoming) zorlayarak malzemeyi kalıp duvarlarına temas ettirmekti. İki parlak iz ve 24 dekoratif paneli mahveden hafif bir radyus değişimi bıraktı.
Pahalı bir hata.
İşte değişim burada: İlk gerçek parçadan önce kasıtlı aşırı büküm miktarınıza karar verin. Tahmin ederek değil. Kanıtlayarak. Hurda üzerinde.
Geri esnemeyi duvara yapıştırılmış bir tablodan öğrenemezsiniz. Bunu, işlemeye başlayacağınız aynı sacdan kesilmiş 4 inçlik bir numuneden öğrenirsiniz.
Aynı kalınlık. Aynı tane yönü. Aynı kalıp. Aynı makine konumu.
Bir vuruş yapın. Serbest bıraktıktan sonra ölçün. 90° gerekiyorsa ve 91.8° çıkıyorsa, 1.8° açıktasınız demektir. Giriş derinliğini bir miktar artırın — ince sacda .005 inç ile .010 inçten bahsediyoruz — ve başka bir numuneye vuruş yapın.
Tekrar ölçün.
90°'ye gevşediğinde, derinliğe dokunmayı bırakın. Kilitleyin. Üretime başlayın.
O küçük numune size bu malzemenin bu kurulumdaki geri esneme vergisini söyledi. Bunu bir kez, en başta ödeyin.
Atölyelerin bunu atladığını gördüm çünkü “o işi geçen ay yapmıştık.” Farklı bir döküm partisi. Kalınlık bu sefer .003 inç daha fazlaydı. Dünkü ayarların bugünkü çeliği bükmediğini kabul etmeden önce 60 braketi hurdaya çıkardılar.
Pahalı bir hata.
Numunelerin raf ömrü yaklaşık bir partidir. Yeni bir palet mi geldi? Yeni bir test yapın. Ve her zaman yük altındayken değil, serbest bıraktıktan sonra doğrulayın.
Öngörülebilir bükümler istiyorsanız, önce fazla bükümü kanıtlayın, sonra onu koruyun.
Bu da aslında önemli olan ana götürür.
Ayağınız hareket etmeden önce üç şeyi sorun.
Bir: Bu malzeme ve V-açıklığı için beklenen geri esnemem nedir? Bilmiyorsanız, tahmin yürütüyorsunuz demektir. Bir numune kesin.
İki: Makinem giriş derinliğini birkaç binde bir hassasiyetle koruyabiliyor mu? Hava bükme açısı derinlik kontrolüne bağlıdır. 0.060 inçlik ince malzemede, .005 inçlik fazladan bir strok sizi tam bir derece oynatabilir. Gevşek durdurucuları olan eski abkant presler, aslında mekanik boşluk söz konusu olduğunda hava bükmeyi “tutarsız” gösterebilir. Eğer presiniz derinliği tekrarlayamıyorsa, ya beklentilerinizi ayarlarsınız ya da taban bükmeyi seçip tonajı kabul edersiniz.
Üç: Bu tolerans hava bükmeyi haklı çıkarıyor mu? Sektördeki genel kural, hava bükmenin işlerin yaklaşık 'ını gayet iyi hallettiğidir. Ancak teknik resim ince sacda ±0.5° talep ediyorsa ve malzeme kalınlığı ±.005 inç değişiyorsa, neye imza attığınızı anlayın. Hava bükme, hassasiyet sorumluluğunu size ve malzemeye aktarır. Taban bükme ise değişkenliği denklemden çıkarmak için tonaj harcar.
Bir keresinde, birisi “açıyı garanti etmek” için ezerek bükmeyi (coining) seçtiği için 200 kozmetik panelin hasar gördüğünü gördüm. Tonaj, hava bükmenin ihtiyaç duyduğunun üç katıydı. Kalıplar her yüzeyde iz bıraktı.
Pahalı bir hata.
İşte bir sonraki vardiyanıza taşımanızı istediğim bakış açısı:
Çeliğe hükmetmiyorsunuz. Bir yay ile pazarlık yapıyorsunuz. Hedefinizin ötesine kasten büküyorsunuz. Hurda üzerinde doğruluyorsunuz. Umudu değil, derinliği kilitliyorsunuz.
“90°”ye vur" yerine fazla bükme (overbend) şeklinde düşündüğünüzde, abkant pres bir çekiç olmaktan çıkar.
Bir ölçüm cihazına dönüşür.
Ve şimdi asıl soru ne kadar sert bastırmanız gerektiği değil.
Asıl mesele, bıraktığınızda ne olacağını ne kadar hassas bir şekilde tahmin edebildiğinizdir.


















