

Na última terça-feira dobraste dez suportes em A36 de 1/8″. O primeiro ficou a 90°. O segundo a 91,5°. Ao oitavo, já estavas a olhar para 93° e a baixar o êmbolo mais 0,010″ como se isso fosse assustar o aço a comportar-se.
Não estavas a moldar metal.
Estavas a provocar uma luta com ele.
Se ficares em frente de uma prensa dobradora tempo suficiente, começa a parecer um carimbo. O punção desce. A matriz fica ali a 90°. O metal é comprimido no meio. Então, se a peça não está a 90°, a resposta de principiante é simples: mais tonagem.
Vi um rapaz meter chapa de 3/16″ numa matriz em V de 1/2″ e aumentar a pressão quase até ao limite nominal da máquina porque o ângulo continuava a abrir. Pensou que se 40 toneladas não chegassem, 60 chegariam. Ao meio-dia o êmbolo já gemia, a ferramenta estava deformada nos ombros, e as peças continuavam a desviar um grau e meio. Esse conjunto de ferramentas custava mais do que a sua carrinha. Erro caro.
A prensa não é um molde. É uma alavanca. E o aço não é barro. É uma mola.
Então o que acontece realmente quando carregas no pedal e tentas esmagar o problema?

Digamos que tens aço macio de 1/8″ numa matriz em V de 1″. No dobrar ao ar, o punção nunca vai até ao fundo. Ele empurra o material para dentro do V e o ângulo é controlado pela profundidade que atinges — não pelo ângulo da própria matriz.
Agora ficas impaciente. Empurras o êmbolo mais fundo, à procura de 90°, pensando que pressão é igual a precisão. O que realmente estás a fazer é flertar com o encosto — forçando o material a contactar com as paredes da matriz.
Quando encostas ou cunhas, estás a usar 3 a 5 vezes a tonagem do dobrar ao ar. Isso esmaga o eixo neutro — a camada dentro do metal que nem se estica nem se comprime — e reduz o retorno elástico. É por isso que o encosto pode ser extremamente repetível na produção.
Mas aqui está o problema: a menos que o ângulo da ferramenta, a espessura do material e a calibração da máquina estejam perfeitamente ajustados, apenas estás a esmagar variáveis com mais força.
Uma vez tentei “corrigir” um problema de 92° em chapa de 11 gauge aumentando a tonagem em vez de ajustar a profundidade. Acabei com ligeiras marcas de matriz em 200 painéis cosméticos e um punção que nunca mais assentou da mesma maneira. Não ganhámos precisão. Apenas comprámos danos.
Se achares que a prensa é um carimbo, vais sempre responder à inconsistência com força.
Testa num desperdício.
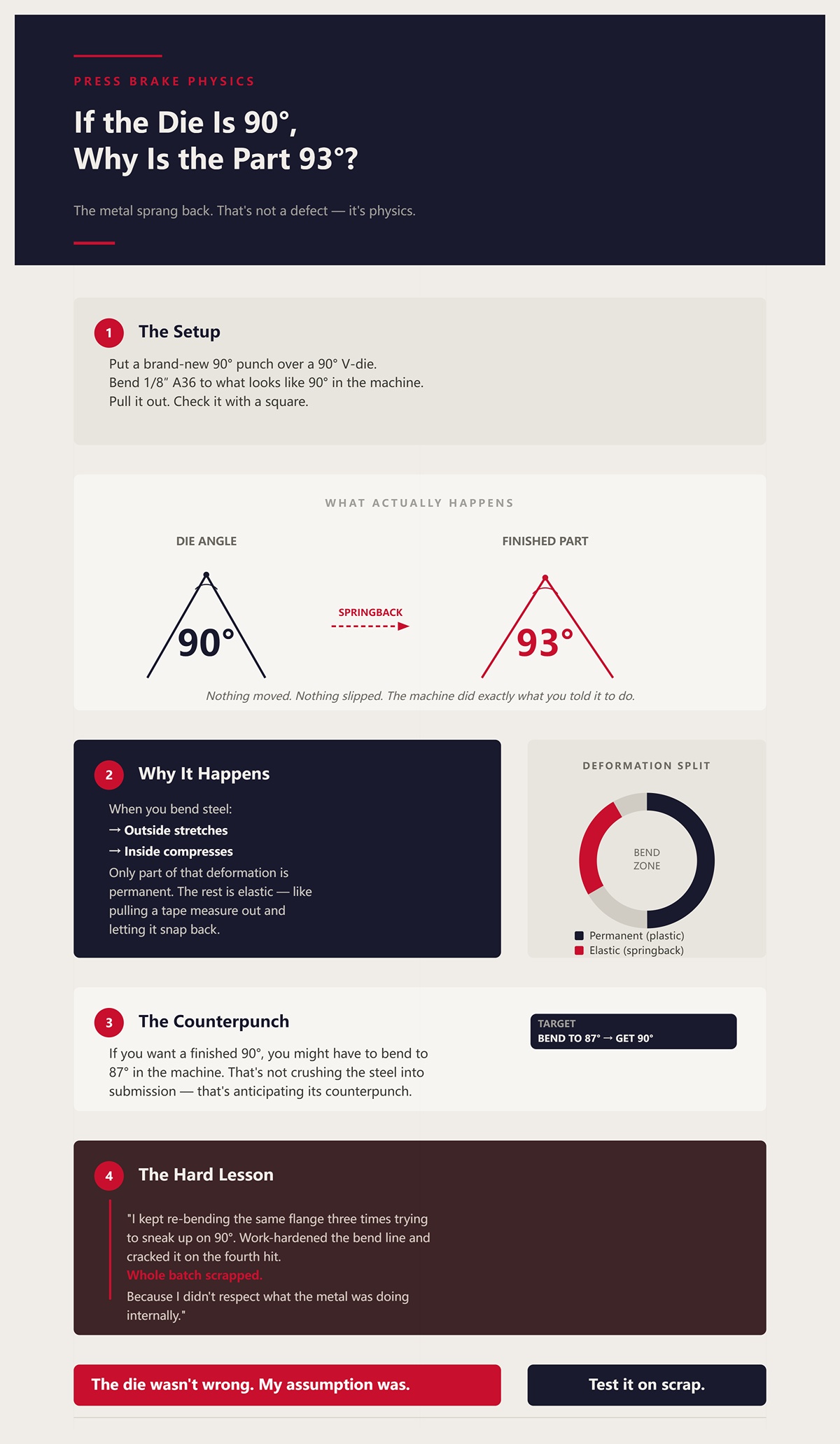
Coloca um punção novo de 90° sobre uma matriz em V de 90°. Dobra A36 de 1/8″ para o que parece ser 90° na máquina. Retira-o. Mede com um esquadro.
Dá 93°.
Nada se mexeu. Nada escorregou. A máquina fez exatamente o que lhe mandaste fazer.
O metal voltou à posição inicial.
Quando dobra aço, o exterior da curva estica. O interior comprime. Apenas parte dessa deformação é permanente. O resto é elástico — como puxar uma fita métrica e deixá-la retrair. Quando o êmbolo sobe, a parte elástica liberta-se e o ângulo abre.
Isso é o “springback”. E não é um defeito. É física.
Se quiser um resultado final de 90°, pode ser necessário dobrar até 87° na máquina. Isso não é esmagar o aço à força. É antecipar a resposta contrária dele.
A primeira vez que aprendi isto, tentei dobrar o mesmo rebordo três vezes para tentar “aproximar-me” dos 90°. Endureci a linha da dobra e parti-a na quarta tentativa. Lote inteiro para sucata porque não respeitei o que o metal estava a fazer internamente.
O molde não estava errado. A minha suposição é que estava.
Testa num desperdício.
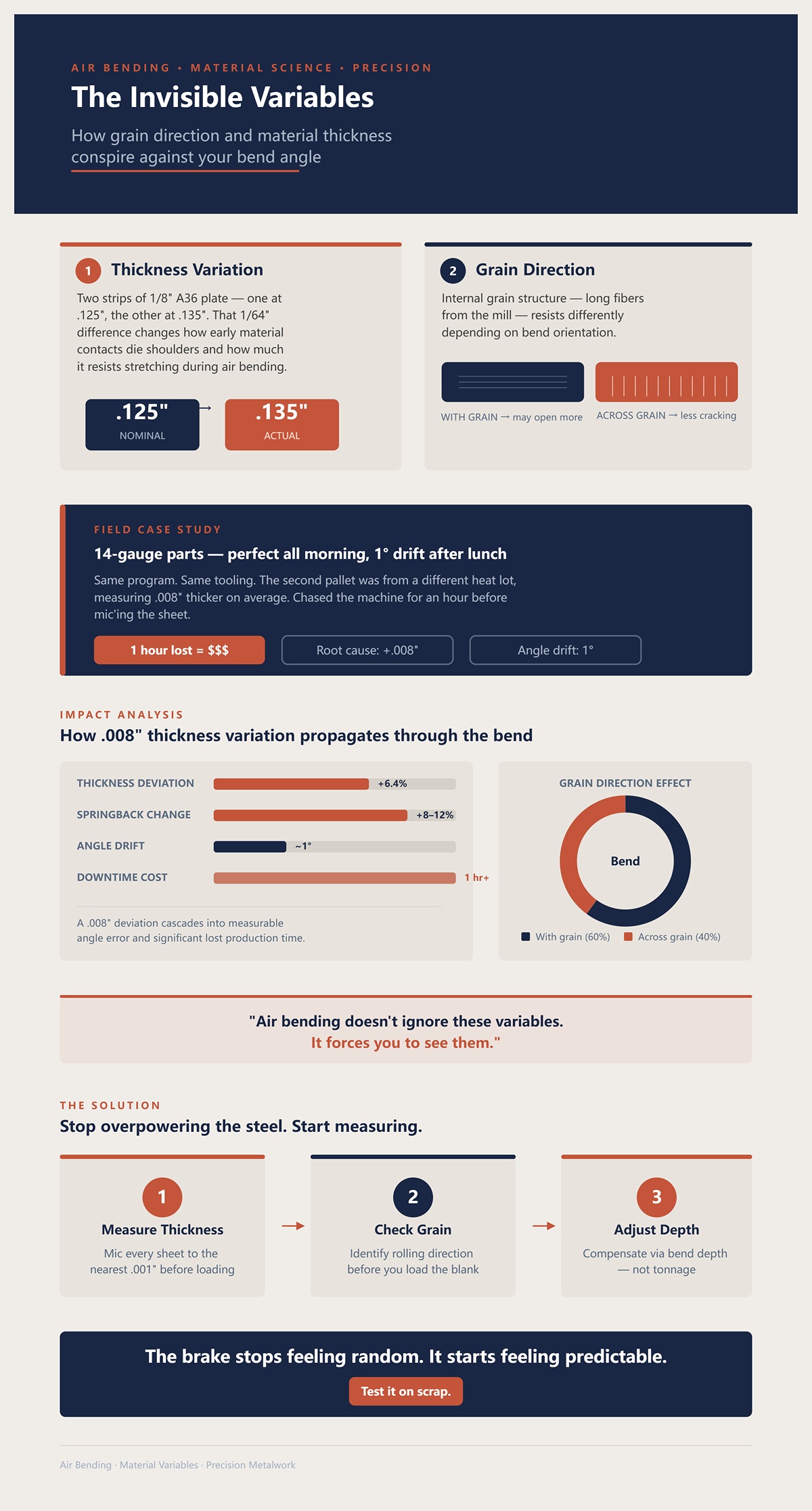
Pegue em duas tiras de chapa de 1/8″, ambas rotuladas A36. Uma mede 0,125″. A outra mede 0,135″. Essa diferença de 1/64″ não parece muito até começares a fazer dobra por ar.
O ângulo na dobra por ar é controlado pela profundidade de penetração no “V”. A espessura altera o momento em que o material toca nos ombros do molde e quanto resiste ao estiramento. Uma chapa mais grossa terá um “springback” diferente de uma mais fina, mesmo que o programa seja idêntico.
Agora roda a peça crua 90° para dobrares através do grão de laminação em vez de acompanhá-lo. A estrutura interna do grão — fibras longas da laminagem — resiste de forma diferente consoante a direção. Através do grão, normalmente tens menos fissuras mas um “springback” ligeiramente diferente. Com o grão, pode abrir mais.
Uma vez trabalhei com peças de calibre 14 que ficaram perfeitas toda a manhã. Depois do almoço, os ângulos desviaram-se 1°. Mesmo programa. Mesmo ferramenta. Descobriu-se que o segundo palete vinha de um lote de produção diferente, medindo em média mais 0,008″ de espessura. Andámos atrás da máquina durante uma hora antes de medir a chapa num micrómetro. Essa hora custou mais do que o material.
A dobra por ar não ignora estas variáveis. Obriga-te a vê-las.
Se parares de tentar dominar o aço e começares a medir a espessura até ao milésimo de polegada, verificar a direção do grão antes de carregar a peça, e ajustar a profundidade da dobra em vez da tonelagem, a prensa deixa de parecer aleatória.
Começa a parecer previsível.
Testa num desperdício.
Dobras uma tira de 1/8″ A36 até 87° na máquina. O medidor mostra 87,2°. Soltas o êmbolo, retiras a peça, colocas um esquadro sobre ela.
Mostra 90° exatos.
Nada de mágico aconteceu nesse meio segundo. Nenhum fantasma nos hidráulicos. O que aconteceu foi a recuperação da deformação — a parte elástica da dobra a libertar-se. E isso começou antes de largares o pedal.
Aqui está a parte que a maioria dos novatos perde: a dobra não é “temporária” ou “permanente”. É ambas ao mesmo tempo, distribuídas pela espessura. A pele exterior está a esticar para lá do limite de elasticidade. A pele interior está a comprimir. Entre elas existe uma fina camada que ainda não foi cedida. Essa camada já está a tentar abrir a dobra, mesmo enquanto ainda estás a empurrar.
Essa retoma é o imposto que pagas por dobrar. Não o eliminas. Planeias para ele.
Então, em que ponto exato o metal deixa de negociar e começa a obedecer?
Pegue nessa mesma tira de 1/8″. O aço macio como o A36 tem um limite de escoamento de cerca de 36.000 psi. Abaixo dessa tensão, comporta-se elasticamente — o que significa que a deformação é proporcional à tensão e, quando se retira a carga, regressa à forma original. Como uma mola. Ultrapassando o limite de escoamento, a estrutura cristalina desliza. Esse deslizamento é deformação plástica. Essa parte mantém-se.
Quando começa a curvatura, toda a espessura é elástica. À medida que o punção penetra mais fundo no V, as fibras exteriores — as mais afastadas do eixo neutro — sofrem a maior tensão. São as primeiras a atingir o limite de escoamento. A zona plástica começa no exterior e avança para o interior à medida que a curvatura aumenta.
A curvatura torna-se “permanente” no momento em que qualquer fibra ultrapassa o limite de escoamento. Mas torna-se permanentemente útil apenas quando uma parte suficiente da espessura se deformou plasticamente, de modo que o núcleo elástico restante já não consegue puxá-la completamente de volta à posição plana.
Imagine a secção transversal: 1/32″ exterior deformado plasticamente, 1/32″ interior deformado em compressão, e um núcleo elástico fino no meio. Quando se retira a carga, esse núcleo elástico descarrega e redistribui a tensão. É por isso que o ângulo se abre.
Uma vez rejeitei uma série de peças de aço inoxidável de 3/32″ porque continuei a premir o pedal, tentando “aproximar-me” dos 90° em quatro golpes ligeiros em vez de um sobrecurvamento controlado. Cada golpe acrescentava deformação plástica na superfície, mas deixava um núcleo elástico teimoso. Ao quarto golpe, as fibras exteriores estavam endurecidas por trabalho e frágeis. Fissuras microscópicas em 50 peças. Esse trabalho pagou a minha lição.
Se quiser ver isto por si, dobre um corpo de prova a 45°, liberte-o, depois volte a dobrá-lo um pouco mais e observe como recua menos na segunda vez. Aumentou a espessura da zona plástica. O núcleo elástico ficou mais fino.
Corte uma tira de 2″ × 6″ e experimente. Meça antes e depois de cada golpe. Teste em sucata.
Agora, porque é que o aço de 1/4″ parece mais honesto do que o alumínio de .050″, mesmo quando ambos são cortados limpos e dobrados na mesma quinadeira?
Dobre 1/4″ de A36 num V de 2″. Dobre-o em excesso até 88° na máquina. Pode recuperar 1°.
Agora dobre .050″ de alumínio 5052 num V de 1/2″. Dobre-o em excesso até 85°. Pode recuperar 3° ou mais.
Estão a ocorrer duas coisas.
Primeiro, a espessura. O retorno elástico é aproximadamente proporcional à razão entre a deformação elástica e a deformação total. Material mais espesso, dobrado num V de tamanho adequado (cerca de 8× a espessura para o aço como ponto de partida), desenvolve uma zona plástica maior em relação à espessura. Mais da secção transversal sofreu deformação plástica. O núcleo elástico é uma percentagem menor do todo, por isso tem menos força para abrir o ângulo.
Chapa fina? A zona plástica é superficial. A parte elástica domina. Engana-nos.
Segundo, módulo e encruamento. O aço tem um módulo de elasticidade de cerca de 29 milhões psi. O alumínio aproxima-se dos 10 milhões psi. Módulo mais baixo significa que, para a mesma tensão, o alumínio se deforma mais elasticamente. Armazena mais deformação elástica. Mais para recuperar ao libertar.
E o alumínio endurece rapidamente. Vi um trabalho em que dobrámos suportes de .080″ de 5052, verificámos e percebemos que estavam 2° abertos, e tentámos corrigir redobrando. Após dois golpes, a linha de dobra enrijeceu tanto que a terceira correção mal a moveu — e a quarta rachou. Tivemos de parar a produção e recozer um lote num forno só para terminar a encomenda. O aço teria tolerado melhor essa sequência.
É por isso que o aço mais grosso “mente menos”. Não porque seja obediente. Porque proporcionalmente, mais dele passou o limite de elasticidade, e a sua memória elástica não é tão dominante.
Meça a sua chapa com precisão até à .001″ mais próxima. Verifique a liga e o têmperamento antes de assumir que o mesmo programa funcionará. Dobre um cupão de cada lote de material e registe o retorno elástico. Teste-o em sucata.
Então, como é que toda esta força é realmente aplicada, afinal?
Olhe para a configuração: ponta do punção por cima, ombros da matriz à esquerda e à direita. A chapa atravessa o V como uma ponte. Quando o punção desce, não está a esmagar toda a aba. Está a criar um sistema de dobragem a três pontos — dois apoios nos ombros da matriz e uma carga concentrada na ponta do punção.
Isto significa que o momento máximo de dobragem — o maior stress interno — está mesmo por baixo do punção. O stress diminui em direção aos ombros da matriz. Não é uniforme.
Durante o carregamento, as fibras exteriores sob o punção cedem primeiro. À medida que vai mais fundo, essa região cedida espalha-se. Quando liberta, o descarregamento também não é uniforme. A deformação elástica recupera, mas como a deformação plástica é heterogénea ao longo do raio, o stress redistribui-se. O metal não apenas “ressalta”. Reequilibra-se internamente.
É por isso que o ar bending funciona. Está a controlar a curvatura pela profundidade num sistema previsível de três pontos. Empurra o material para baixo no V, e o ângulo é controlado por quão fundo vai — não pelo ângulo da matriz em si.
Quando se faz bottoming ou coining, muda-se o modelo. Agora a chapa contacta as paredes da matriz. Já não está em dobragem pura a três pontos. Está a comprimir toda a zona de dobra, anulando a recuperação elástica. O retorno elástico cai porque passou praticamente toda a espessura do material além do limite elástico. É por isso que o coining pode quase eliminar a penalização do retorno elástico — à custa de 3× a 5× da tonelagem e tolerâncias de ferramentas mais apertadas.
Física diferente. Conta diferente.
Faça um teste simples: dobre um cupão de 3″ de largura no ar, registe o ângulo. Depois faça bottoming da mesma espessura na mesma matriz com maior tonelagem e compare o retorno elástico. Sinta a diferença na pressão do pedal. Meça a variação do ângulo após a libertação. Teste-o em sucata.
Depois de ver a dobragem como um carregamento a três pontos com uma secção transversal elástico-plástica em camadas, o retorno elástico deixa de ser um insulto.
Passa a ser um número para o qual se planeia.
E é aí que o ar bending deixa de parecer um compromisso — e começa a parecer controlo.
Tem 1/8″ A36 numa configuração de 8× a espessura — ou seja, um V de 1″. Precisa de 90° acabados. O primeiro marcou 90°. O segundo marcou 91,5°. O terceiro 89°. Mesmo programa. Mesma máquina. Então, como prevê o sobre-dobrar em vez de estar a persegui-lo peça a peça?
Começa por aceitar isto: no air bending, o ângulo da matriz é quase irrelevante. O punção nunca leva a chapa a contacto total com as paredes da matriz. Está a flutuar entre os ombros. Isso significa que o único controlo rígido que tem é a profundidade — quão longe o punção penetra no V. Empurra o material para baixo no V, e o ângulo é controlado por quão fundo vai — não pelo ângulo da matriz em si.
Essa é a brecha.
Se a profundidade controla o ângulo, então o ângulo é uma função da penetração do punção menos o retorno elástico. E o retorno elástico é função do material, espessura, direção do grão e raio interno. Então a verdadeira questão passa a ser: como é que essa geometria flutuante se traduz num número que pode ajustar?
Imagina uma matriz em V de 90°. Baixas o punção até a peça medir 88° sob carga. Soltas. Abre para 90°. Esses 2° eram recuperação elástica.
Agora não alteres nada exceto a profundidade. Vai 0,010″ mais fundo. Sob carga lê 86,5°. Solta. Agora recupera para 89°.
O que mudou? Não foi o ângulo da matriz. Nem o ângulo do punção. Apenas a penetração.
No dobramento ao ar, o raio interno forma-se naturalmente em cerca de 16% da abertura do V para aço macio num setup correto de 8×. Portanto, numa matriz de 1″, obténs cerca de um raio interno de 0,160″, quer gostes quer não. Esse raio determina quanto da espessura sofre cedência plástica. Essa profundidade de cedência determina a espessura do núcleo elástico. Esse núcleo elástico determina o retorno elástico.
Portanto, o teu “controlo” é a profundidade de penetração, que altera o ângulo de dobra, o que altera quanto da secção transversal ultrapassa o limite de elasticidade.
Há alguns anos, um miúdo do segundo turno trocou uma matriz de 1″ por uma de 3/4″ porque “parecia quase igual”. O raio interno diminuiu. A zona plástica aumentou. O retorno elástico reduziu quase 1°. Ele não alterou o programa. Tivemos de reprovar 60 suportes antes de percebermos que a matriz estava errada. A largura da matriz alterou o raio. O raio alterou o retorno elástico. Lições caras.
Eis como o afinar corretamente:
Depois testa num pedaço de sucata.
Então, se a profundidade é o fator principal, porque não simplesmente forçar mais e eliminar as suposições?
Pega em duas chapas de calibre 11. Uma mede 0,119″. A outra 0,123″. Quatro milésimos de diferença. Não parece muito.
No dobramento ao ar, essa diferença de espessura desloca ligeiramente o eixo neutro — aquela camada imaginária que não estica nem comprime. Chapa mais grossa significa um raio interno ligeiramente maior para o mesmo V. Isso altera o retorno elástico em talvez meio grau.
Mas, como estás apenas a fazer três pontos de contacto — ponta do punção e ombros da matriz — o sistema flexiona-se conforme o material. O ângulo altera-se principalmente pela profundidade, não por esmagar a espessura numa cavidade fixa. A variação surge como uma pequena diferença de ângulo que podes corrigir com um ajuste de profundidade.
Agora imagina encostar totalmente as mesmas chapas.
O que estás realmente a fazer é te aproximar do encosto total — forçando o material a contactar as paredes da matriz. Assim, a variação de espessura não tem para onde ir. Esses 0,004″ extra são comprimidos entre ferramentas de aço mais duras que a peça. A tonelagem dispara. Os ângulos variam. As ferramentas desgastam-se. As peças ficam marcadas.
Uma vez vi uma oficina cunhar painéis cosméticos em chapa de 14-gauge porque estavam cansados de “perseguir o retorno elástico”. Eliminaram 1° de variação e adicionaram marcas de matriz a 200 faces visíveis. O cliente rejeitou o lote. Resolveram a deriva de ângulo e criaram um desastre de acabamento.
A dobra aérea teria absorvido essa variação de espessura. Uma oscilação de 0,5° é mais barata do que refazer o acabamento de 200 painéis.
Aqui está a disciplina:
Depois testa num pedaço de sucata.
Se menos força lhe dá flexibilidade, onde está a linha antes de perder autoridade sobre a dobra?
Olhe para a sua tabela de tonelagem. Para aço A36 de 1/8″ num V de 1″, a dobra aérea pode exigir cerca de 12–15 toneladas por pé. Cunhar nesse mesmo setup pode exigir o dobro ou o triplo.
Se a sua prensa indicar 30 toneladas por pé nesse trabalho, já não está a fazer dobra aérea. Está a passar para cunhagem, quer tenha planeado ou não. O retorno elástico diminui — claro. Mas agora o raio interno está a ser forçado a ficar menor do que o raio natural da dobra aérea. Toda a espessura está a ser levada mais perto do limite de cedência. Isso significa menos núcleo elástico. Isso significa menos tolerância.
O controlo transforma-se em dependência. Agora o ângulo depende da espessura exacta e da geometria exacta da matriz.
Em prensas manuais mais antigas sem repetibilidade de profundidade CNC, é aqui que os principiantes são apanhados. Pensam que mais pressão significa mais consistência. Na realidade, removeram a almofada flutuante que a dobra aérea lhes dá. Qualquer variação no curso da prensa, qualquer deflexão na estrutura, qualquer mudança na direcção do grão aparece directamente na peça.
O ponto ideal é este:
Penetração suficiente para atingir o ângulo mais a sobre-dobra planeada. Tonelagem suficiente para formar o raio interno natural. Não o suficiente para forçar contacto total com a matriz.
Observe o manómetro de tonelagem durante o curso. Se aumentar acentuadamente no final da viagem, é provável que esteja a tocar nas paredes da matriz. Reduza a profundidade alguns milésimos e volte a medir.
Depois execute três amostras consecutivas e compare os ângulos após descarga completa. Se repetirem dentro da sua tolerância, mantenha a configuração.
E teste em sucata.
Porque, uma vez que compreender que a profundidade do punção — e não a força bruta — decide o ângulo final, a próxima coisa que deve perguntar é esta:
Quão precisa precisa ser a sua configuração se milésimos de profundidade estão a determinar graus de ângulo?
No mês passado dobrámos chapa A36 de 1/8″ num V de 1″ a 93°, para que voltasse aos 90° após o retorno elástico. A primeira peça deu 90°. A segunda deu 91,2°. Nada mudou no programa. O que mudou foi a configuração: a chapa era .006″ mais grossa na extremidade distante, e o martelo estava fora de paralelismo talvez .002″ ao longo de 6’. É o suficiente. Milésimos na profundidade transformam-se em graus inteiros na peça.
Já sabes que a profundidade de penetração é o volante de direção. Agora vamos assegurar que a ligação da direção não está folgada.
Começa pela máquina. Verifica o paralelismo do martelo com um par de blocos de precisão e uma lâmina calibrada. Se conseguires introduzir uma lâmina de .003″ de um lado e não do outro no fundo do curso, vais andar o dia inteiro atrás do ângulo correto. É aí que entra o "crowning" — compensação mecânica ou hidráulica para contrariar a deflexão da estrutura sob carga. Sem isso, o centro dobra a 89° enquanto as extremidades marcam 91°. Vi uma oficina deitar fora 40 guardas arquitetónicas porque ninguém verificou a deflexão depois de um trabalho de 20 toneladas mais cedo no turno aquecer a estrutura. A prensa cresceu o suficiente para os enganar.
Ajusta para obter paralelismo. Verifica a compensação ("crowning") com uma tira de teste de comprimento total. Depois testa em sucata.
Quando a máquina estiver calibrada, a geometria das ferramentas é o passo seguinte. É aqui que a maioria dos principiantes arrisca sem se aperceber.
Pega num micrómetro. Mede a tua chapa. Digamos que tem .125″ exatos. Multiplica por 8. Isso dá-te uma abertura de V de 1.000″ para aço macio. Não uses 7× só porque “é parecido”. Nem 10× porque “é o que há na prateleira”. Oitenta vezes a espessura é o ponto de partida porque equilibra três coisas: formação do raio interior, tonelagem necessária e previsibilidade do retorno elástico.
Numa configuração verdadeira de 8× em aço macio, o teu raio interior ficará em torno de 16% da abertura do V. Num V de 1″, isso é cerca de .160″ de raio interior. Esse raio define quanto da secção transversal se deforma plasticamente. Muda o V para 3/4″ e o teu raio natural reduz-se para aproximadamente .120″. Um raio menor significa mais deformação plástica. Mais deformação plástica significa menos retorno elástico — e mais tonelagem.
Certa vez vi alguém apertar uma chapa de 3/16″ num V de 1″ porque “cabria”. Isso é pouco mais de 5,3× a espessura. A tonelagem disparou para além da tabela. Racharam completamente um ombro da matriz. Oito mil dólares perdidos porque ninguém fez a multiplicação.
Há um pormenor: dobras justas com afastamentos inferiores a cerca de 6× a espessura do material podem colidir com uma matriz de 8×. Nesse caso podes reduzir um tamanho de V, mas deves recalcular a tonelagem e esperar um raio interior e um valor de retorno elástico diferentes. Mudando uma variável, atualiza a matemática.
Escolhe o V de acordo com a espessura, não por conveniência. Confirma os cálculos com a tabela de tonelagem. Depois testa em sucata.
Se a abertura do V define o raio natural, o que faz realmente o punção?
Coloca um punção afiado — digamos uma ponta de .030″ — sobre aquele V de 1″ com aço de 1/8″. Os principiantes pensam que o raio interior será .030″. Não será. Na dobragem ao ar, a largura da matriz é que define maioritariamente o raio interior, não a ponta do punção, desde que o raio do punção seja menor que o raio natural que o V tende a criar.
Aquele raio interior de .160″ de que falámos? Forma-se porque a chapa flutua entre os ombros. Empurra o material para dentro do V, e o ângulo é controlado pela profundidade a que desces — não pelo ângulo da matriz em si. O punção apenas inicia a dobra e concentra a força.
Agora substitui por um punção com raio de .200″ — maior do que o natural de .160″. De repente, o punção é o limitador. O material envolve o punção, e o teu raio interior cresce. O retorno elástico muda porque a tua zona plástica mudou. Mesmo V. Mesma espessura. Resultado diferente.
Aprendi isso com inox de 3/32″. Mudámos para um punção com raio maior para evitar fissuras superficiais numa peça cosmética escovada. O raio interior aumentou cerca de 1/32″. O retorno elástico subiu quase um grau. Ninguém ajustou o sobreângulo. Perdemos um lote inteiro de painéis com fissuras minúsculas e ângulos errados na mesma semana.
Combina o raio do punção para ser igual ou ligeiramente menor que o raio natural esperado, a menos que o desenho exija o contrário. Se o alterares intencionalmente, ajusta o teu sobreângulo e a expectativa de tonelagem.
Configura tudo. Executa uma peça de teste. Mede o raio interior com calibradores de raios, não a olho. Depois testa em sucata.
Uma vez que a geometria esteja definida, a precisão do ângulo resume-se a um único movimento deliberado: apontar para além do alvo.
Pegue aquela chapa A36 de 1/8″ num V de 1″. O retorno elástico típico pode ser de 2° em dobra no ar. Então, se o desenho pede 90°, programa-se para 92°. Talvez 93°, dependendo da direção do grão.
Não adivinhe. Dobre um corpo de prova a 90° sob carga e deixe-o retornar. Se abrir para 92°, sabe que o retorno é de 2°. Agora dobre a 88° sob carga para que retorne a 90°. Isso é apontar através do ângulo.
O que está realmente a fazer é prever quanta parte elástica permanece depois de libertar a pressão. Está a negociar com ela. Se empurrar mais e tender para o encosto, o retorno diminui — mas agora a variação de espessura controla o seu ângulo em vez da profundidade. É assim que principiantes se deixam enganar pensando que força bruta é precisão.
Vi um novo operador tentar corrigir um erro de 0,5° adicionando pressão em vez de profundidade. Ele passou para contacto com a matriz. O ângulo pareceu perfeito em cinco peças. Depois, a chapa seguinte, com mais .004″ de espessura, saiu 1,5° mais fechada. Sem saber, ele removeu a folga que a dobra no ar lhe dava.
Registe o número real de retorno elástico para aquele material, espessura, direção do grão e V. Programe a sobre-dobra intencionalmente. Depois confirme em três peças consecutivas após descarga completa.
E sim — teste em sucata.
Mas tudo isto pressupõe que está dentro da tonelagem segura. Falhe nisso e o resto não importa.
Abra a tabela. Encontre aço macio de 1/8″ num V de 1″. Vai ver cerca de 12–15 toneladas por pé em dobra no ar. Numa peça de 4′, isso dá 48–60 toneladas no total. Se a sua prensa tiver capacidade para 100 toneladas em 10′, está bem — desde que esteja realmente a dobrar no ar.
Agora veja os números para encosto (bottoming) na mesma configuração. Podem subir para 25–30 toneladas por pé ou mais. Isso é o dobro. Por vezes o triplo.
Se o medidor de tonelagem sobe abruptamente no fundo do curso, já não está a flutuar entre os ombros. Está a empurrar o material contra as paredes da matriz. O que está realmente a fazer é flertar com o encosto — forçando o material a contactar as paredes da matriz. As ferramentas sentem essa carga antes de si.
Tivemos uma prensa de 90 toneladas que partiu um punção segmentado porque alguém presumiu “é só 11‑gauge”. Não repararam que o V era subdimensionado e a peça tinha 6′ de comprimento. A carga real excedeu a classificação da ferramenta em cerca de 20%. O aço não se preocupa com as suas suposições.
Calcule toneladas por pé. Multiplique pelo comprimento da dobra. Compare tanto com a capacidade da máquina como com a classificação da ferramenta — que nem sempre são o mesmo número. Mantenha-se confortavelmente abaixo da tonelagem de encosto se o trabalho exigir a precisão da dobra no ar.
Defina o batente de profundidade com base no ângulo, não na força. Observe o medidor para picos inesperados. Depois execute a primeira peça e meça.
Porque, uma vez que consiga escolher o V correto, combinar o punção, apontar através do retorno elástico e provar que a tonelagem é segura, já não está a esmagar metal.
| Secção | Conteúdo |
|---|---|
| Título | Ler uma tabela de tonelagem vs. adivinhar: O cálculo que evita danos nas ferramentas |
| Referência de Dobra no Ar | Abra a tabela. Encontre aço macio de 1/8″ num V de 1″. Vai ver cerca de 12–15 toneladas por pé em dobra no ar. Numa peça de 4′, isso dá 48–60 toneladas no total. Se a sua prensa tiver capacidade para 100 toneladas em 10′, está bem — desde que esteja realmente a dobrar no ar. |
| Comparação com Encosto | Agora veja os números para encosto (bottoming) na mesma configuração. Podem subir para 25–30 toneladas por pé ou mais. Isso é o dobro. Por vezes o triplo. |
| Sinais de Aviso | Se o medidor de tonelagem sobe abruptamente no fundo do curso, já não está a flutuar entre os ombros. Está a empurrar o material contra as paredes da matriz. O que está realmente a fazer é flertar com o encosto — forçando o material a contactar as paredes da matriz. As ferramentas sentem essa carga antes de si. |
| Exemplo de Falha no Mundo Real | Tivemos uma prensa de 90 toneladas que partiu um punção segmentado porque alguém presumiu “é só 11‑gauge”. Não repararam que o V era subdimensionado e a peça tinha 6′ de comprimento. A carga real excedeu a classificação da ferramenta em cerca de 20%. O aço não se preocupa com as suas suposições. |
| Método de Cálculo Adequado | Calcule toneladas por pé. Multiplique pelo comprimento da dobra. Compare tanto com a capacidade da máquina como com a classificação da ferramenta — que nem sempre são o mesmo número. Mantenha-se confortavelmente abaixo da tonelagem de encosto se o trabalho exigir a precisão da dobra no ar. |
| Melhores Práticas de Configuração | Defina o batente de profundidade com base no ângulo, não na força. Observe o medidor para picos inesperados. Depois execute a primeira peça e meça. |
| Conclusão | Porque, uma vez que consiga escolher o V correto, combinar o punção, apontar através do retorno elástico e provar que a tonelagem é segura, já não está a esmagar metal. |
És tu que o controlas.
E é então que podes começar a fazer uma pergunta mais inteligente: quando é que o encurvamento por ar deixa de ser suficiente?
Fizeste tudo certo — escolheste o V de 1″ para 1/8″ A36, combinaste o raio do punção, apontaste 2° além dos 90°, confirmaste 12–15 toneladas por pé, e a tua primeira leitura deu 90°.
Então, quando é que o encurvamento por ar deixa de ser suficiente?
Não quando és preguiçoso. Mas quando a tolerância se torna mais apertada do que a margem que o encurvamento por ar te dá.
O encurvamento por ar é controlado porque a profundidade de penetração é o volante. Estás a flutuar entre os ombros, a prever o ressalto e a ajustar por milésimos de polegada de curso do batente. Essa flexibilidade é a sua força. Mas flexibilidade também é movimento, e o movimento tem limites. Quando o desenho indica ±0,25° numa aba de 36″, já não estás a negociar — estás a ser auditado.
É aí que entram o apoio total e a cunhagem. Não como melhorias. Mas como compromissos.
Eles não te tornam mais inteligente. Apenas reduzem o quanto o componente pode “pensar” por si próprio.
Num encurvamento por ar puro, uma variação de espessura de 0,004″ pode alterar o teu ângulo em cerca de meio grau, às vezes mais, dependendo da largura do V e da resistência do material. Isso não é desleixo. É geometria.
Porque, no encurvamento por ar, o ângulo resulta da profundidade. E a profundidade reage à espessura.
Se o teu lote de chapas variar de 0,119″ para 0,123″, o teu eixo neutro — essa linha imaginária na secção transversal que não se estende nem se comprime — desloca-se ligeiramente. Isso altera a quantidade de núcleo elástico que resta após o descarregamento. O ressalto muda. O teu programa de 92° sob carga pode recuperar para 89,5° numa chapa e 90,7° na seguinte.
Agora imagina um desenho que exige 90° ±0,25°. Podes ajustar o batente com uma repetibilidade de 0,001″. A prensa pode estar perfeita. Os cálculos podem estar certos. Mas o próprio material está a mover as balizas.
Vi um rapaz tentar manter ±0,25° em aço inoxidável de 3/16″ num V de 1‑1/4″. Ele continuava a ajustar a profundidade em incrementos de 0,002″. As peças entravam e saíam da tolerância toda a tarde. Rejeitámos 38 suportes antes de ele perceber que não era a máquina — era a variabilidade que o encurvamento por ar tolera de forma educada.
Quando a faixa de tolerância é mais estreita do que a variação do material, o encurvamento por ar atinge o seu limite.
Então, o que acontece se deixares de permitir que a profundidade controle tudo?
Encostar significa conduzir intencionalmente o punção até que o material toque as paredes da matriz. Não o esmagar completamente — isso é cunhagem — mas assentar firmemente no V para que o ângulo da matriz passe a ter importância.
Transfere-se o controlo da profundidade do curso para a geometria da ferramenta.
É por isso que uma prensa dobradeira antiga, com repetibilidade de profundidade mediana, ainda consegue manter ângulos apertados no encosto. A matriz torna-se o regulador. Assim que o material assenta totalmente, pequenas variações de espessura não alteram o ângulo de forma tão pronunciada porque as paredes o restringem.
Mas aqui está o custo.
O ângulo do punção, o ângulo da matriz e a espessura do material têm de coincidir quase exatamente. Se estiveres a dobrar a 90° em 1/8″, precisas de um punção de 90° e de uma matriz de 90° dimensionada para essa espessura. Queres 88° em vez disso? Nova matriz. Espessura diferente? Provavelmente nova matriz outra vez.
Uma vez troquei material de .120″ para .135″ a meio da produção e tentei “enganar” o mesmo setup de encosto. Os ângulos saíram 1° mais abertos porque a chapa mais grossa não conseguia assentar totalmente sem mais tonagem. Forçámos. Rachou-se um ombro da matriz que custou mais do que o trabalho inteiro.
O encosto dá-te repetibilidade eliminando a flexibilidade. Ótimo para 1.000 peças idênticas. Miserável para cinco peças todas com ângulos diferentes.
Então e se mesmo o encosto não for suficientemente preciso?
A cunhagem é quando deixas de negociar e reescreves a memória do material.
Empurras a ponta do punção para dentro do material com força suficiente — por vezes 5 a 10 vezes a tonagem do ar — de modo a comprimir plasticamente a superfície interior. Já não estás apenas a dobrar. Estás a afinar o material na linha de dobra.
O retorno elástico cai quase a zero porque cedeste praticamente toda a secção transversal.
O ângulo é igual ao ângulo do punção. Ponto final.
Parece perfeito, não é?
Eis o que não te dizem: essa tonagem sobe em flecha. Pega nesse mesmo aço de 1/8″ que precisava de cerca de 15 toneladas por pé em dobra por ar. A cunhagem pode exigir bem mais de 100 toneladas por pé, dependendo do raio do punção e da abertura da matriz. As tuas ferramentas sentem cada bit disso.
Uma vez cunhámos aço inox de 16‑gage para uma dobra estética de 90° que tinha de ficar perfeitamente nivelada. Após 600 golpes, a ponta do punção começou a alargar. Aos 1.200, o ângulo desviou-se porque a geometria da ferramenta mudou. O método “perfeito” desgastou-se a meio da produção.
E afinaste permanentemente a zona da dobra. Em peças estruturais, isso conta.
A cunhagem é um bisturi feito de marreta.
Portanto, a verdadeira questão já não é qual o método mais preciso, mas sim se o trabalho justifica o castigo.
Dobra ao ar: um único molde em V, vários ângulos, trocas de configuração mínimas. Ajusta-se a profundidade e pronto. A vida útil da ferramenta é longa porque se mantém abaixo da tonelagem de encosto.
Encosto: ferramentas específicas para ângulos, correspondência cuidadosa, carga mais elevada. A configuração demora mais. O desgaste das ferramentas aumenta, mas ganha-se repetibilidade em grandes lotes.
Moagem: carga máxima, desgaste mais rápido das ferramentas, menor flexibilidade — mas quase zero de retorno elástico.
Se estiver a produzir 25 suportes com três ângulos diferentes, a dobra ao ar vence sempre. Vai gastar mais tempo a mudar os moldes de encosto do que a dobrar propriamente.
Se estiver a produzir 5.000 trilhos de aço inoxidável que têm de manter ±0,25° o dia todo, o encosto pode compensar apenas pela redução de sucata.
Se estiver a fazer um contacto elétrico de precisão onde o ângulo tem de ser absolutamente correto e o retorno elástico não pode existir, a moagem justifica o custo — e deve-se prever o desgaste das ferramentas como se fosse consumível.
A maioria dos principiantes pensa que o encosto e a moagem são “mais precisos”. Não são. São mais restritivos.
A dobra ao ar é o padrão porque permite controlar a física em vez de a sobrepor. Encosto e moagem são opções para recorrer quando o desenho, o volume ou a máquina o obrigam.
E uma vez que saiba qual método escolheu e porquê, a próxima habilidade não é escolher o processo.
É ler uma dobra defeituosa e rastrear até à variável que foi esquecida.
Tira um suporte de 36″ de comprimento, 1/8″ A36, do travão. A extremidade esquerda acusa 90°. O meio acusa 91°. A extremidade direita acusa 88,5°. Mesmo programa. Mesmas ferramentas. Mesmo operador.
Então o que falhou — a bancada, a ferramenta, o material ou o método?
Pare de culpar a máquina durante cinco minutos e olhe para a peça como se estivesse a falar consigo. Uma dobra nunca mente. Diz-lhe para onde foi a força, onde o material resistiu e onde perdeu o controlo do retorno elástico. O seu trabalho não é esmagá-la para ficar mais direita. O seu trabalho é ler os indícios e rastreá-los até uma variável de cada vez.
É assim que mantém o controlo da dobra ao ar em vez de deixar que ela se desvie.
Imagine novamente esse suporte de 36″. Extremidades fechadas. Centro aberto por 1°.
Primeira pergunta: o erro é gradual e centrado? Isso soa a deflexão. Ao aplicar 12–15 toneladas por pé ao dobrar 1/8″ A36 num V de 1″, está a suspender uma pequena ponte de força sobre a bancada. O êmbolo e a bancada arqueiam para cima no meio, a menos que o compensador de curvatura compense. Menor penetração no centro significa menor sobre-dobra, o que resulta em mais retorno elástico ali. Ângulo aberto no meio, sempre.
Vi uma oficina deitar fora 40 trilhos antes de verificar o compensador de curvatura. Continuaram a aumentar a profundidade em .003″ para tentar corrigir o centro. Isso só dobrava demasiado as extremidades. Erro dispendioso.
Como é que o isolas? Faz a mesma peça, mesma configuração, mas dobra apenas um cupão de 6″ no centro da máquina. Depois dobra outro cupão de 6″ perto do lado esquerdo. Se as peças curtas coincidirem mas a longa não, estás a lidar com deflexão do quadro. Ajusta o compensador. Testa com sucata.
Agora imagina que o ângulo varia aleatoriamente — apertado, aberto, apertado — sem padrão. Isso é normalmente variação da espessura do material. Lembras-te quando te disse que a profundidade de penetração é o volante? No dobramento ao ar, o ângulo é controlado pela profundidade — não pelo ângulo da matriz em si. Se as chapas variam de .119″ a .123″, o eixo neutro desloca-se e o núcleo elástico muda. O retorno elástico altera-se com ele.
Já vi um rapaz perseguir ±0,25° toda a tarde em inox de 3/16″ porque não mediu a pilha com o micrómetro. Quatro milésimos de espessura custaram-lhe 38 peças. Erro caro.
Mede três pontos ao longo da chapa. Se a espessura variar, o ângulo vai variar, a menos que compenses a profundidade por chapa ou apertes a especificação do material. Testa com sucata.
Última possibilidade: ferramental. Se o punção não estiver bem assentado ou se os ombros da matriz estiverem desgastados de forma desigual, uma ponta pode penetrar mais do que a outra. Pinta a ponta do punção com tinta de marcação, faz uma pressão leve e verifica o padrão de contacto. Marcas irregulares significam problema de montagem, não de física. Limpa, volta a assentar, volta a fixar. Testa com sucata.
Percebes o padrão? Não se adivinha. Isola-se.
Mas e se o ângulo estiver correto e o metal estiver a partir?
Pega numa tira de inox de 3/32″. Dobra-a a 90° atravessando o grão numa matriz em V de 1/2″ com um raio de punção afiado de cerca de 1/32″. Vais ouvir antes de veres — aquele som suave de rasgão. Depois aparece a fissura fina na superfície exterior.
O que aconteceu?
Quando dobras, o interior comprime e o exterior estica. Quanto menor o raio interior, mais as fibras exteriores se alongam. Se o raio do punção for menor do que o material consegue suportar, ultrapassas o limite de alongamento. Atravessar o grão piora porque a direção do grão laminado já tem estrutura alongada. Estás a esticá-lo pela via mais difícil.
Uma vez destruí um rack inteiro de suportes de inox de 3/32″ porque dobrámos perpendicularmente ao grão com um punção demasiado afiado. O desenho não especificava o grão. Assumimos. Essa suposição custou uma semana. Erro caro.
O diagnóstico é simples. Mede o raio interior. No dobramento ao ar, o raio interior é aproximadamente 16% da abertura da matriz para aço macio. Assim, um V de 1″ dá um raio interior de cerca de .160″. Apertando — por exemplo um V de 1/2″ — estás a arriscar um encosto e a forçar um raio menor. O que realmente estás a fazer é arriscar encosto — forçando o material a contactar as paredes da matriz — e isso aumenta a tensão na superfície.
Roda uma peça em branco 90° e dobra de novo. Se as fissuras desaparecem com o grão, encontraste o culpado. Se não, abre a matriz em V um tamanho e aumenta o raio interior. Testa com sucata.
As fissuras nunca são aleatórias. São tensão que excede a ductilidade. O teu trabalho é reduzir a tensão ou mudar a direção.
E agora, e se uma peça não rachar e não variar no ângulo — simplesmente não te deixar fazer a segunda dobra?
Imagina um perfil em canal: alma de 2″, abas de 1″ em ambos os lados, 1/8″ de espessura. Dobras uma aba de 1″ até 90° numa matriz em V de 1″. Perfeito. Depois viras para dobrar a aba oposta.
A aba já dobrada bate no corpo do punção antes que a segunda dobra chegue aos 90°. Ficas preso nos 75°. A máquina não é fraca. A geometria está a bloquear.
Vi um aprendiz forçar uma peça assim, pensando que a tonelagem resolveria a folga. Forçou mais. Marcou o ombro do punção e deformou a primeira aba. Duas peças arruinadas antes de o pararmos. Erro caro.
O problema não é a força. É a sequência e a folga das ferramentas. No dobramento a ar, o punção tem uma largura corporal. Se a aba de retorno estiver demasiado próxima, colide antes da penetração total. Lembra-te: ele empurra o material para baixo no V, e o ângulo é controlado pela profundidade — não pelo ângulo da matriz em si. Se não conseguires atingir a profundidade, não conseguirás atingir o ângulo.
Resolve-o dobrando primeiro a aba mais distante ou usando um punção tipo “pescoço de ganso” com folga no gargalo. Encosta a peça ao punção antes de o ciclo começar e verifica fisicamente se há interferência. Se o aço toca no aço onde não deveria, nenhuma quantidade de tonelagem vai resolver o problema. Testa em sucata.
Cada dobra mal feita encaixa num dos três grupos: distribuição de força, comportamento do material ou interferência geométrica. A própria peça indica em qual grupo estás — se deixares de tratar a prensa como um martelo e começares a tratar o aço como uma mola com a qual estás a negociar.
E quando conseguires ler esses sinais sem entrar em pânico, deixas de reagir às dobras mal feitas.
Passas a prevê-las.
Queres dobras que não te apanhem de surpresa?
Então pára de tentar atingir 90°.
No mês passado dobrámos A36 de 1/8″ numa abertura de V de 1″. A primeira leitura deu 90°. O miúdo sorriu. Retirou a peça, verificou novamente cinco minutos depois — 91,5°. O aço relaxou. Ele pensou que a máquina tinha derivado e aumentou a profundidade mais 0,010″. Agora saía a 88,5° após o retorno elástico. Três peças depois e andávamos a perseguir fantasmas.
Erro caro.
Não estás a fazer uma dobra de 90°. Estás a dobrar até 92° para que relaxe de volta a 90°. Esse é o modelo mental da sobredobra. Não combates o retorno elástico. Planeias para ele.
E quando aceitas isso, a questão de configuração muda.
O aço é uma mola com um ponto de cedência. Até esse ponto, flete e regressa. Para além dele, mantém-se dobrado — mas o núcleo elástico interno ainda quer abrir. Essa abertura é o retorno elástico.
No dobramento a ar, o punção não marca o ângulo na matriz. Ele empurra o material para baixo no V, e o ângulo é controlado pela profundidade — não pelo ângulo da matriz em si. Essa profundidade decide quão longe além do ponto de cedência empurras as fibras externas antes de largar.
Portanto, o teu alvo real não é 90°. É 90° mais o quanto este lote, desta espessura e nesta abertura de V, recupera.
Exemplo hipotético: aço macio de 0,125″ numa abertura de V de 1″ pode recuperar 1,5° a 2°. O inox da mesma espessura na mesma abertura pode recuperar 3° ou mais. Mesma máquina. Mesma matriz. Comportamento diferente.
Se ajustares até o medidor ler 90° sob pressão, estás a preparar-te para ficar aberto após a libertação. É pensamento de principiante — esmagar o metal à força.
Uma vez vi um tipo tentar “matar” o retorno elástico aumentando a tonelagem até encostar aos ombros da matriz. O que estás realmente a fazer é flertar com o assentamento — forçar o material a contactar as paredes da matriz. Ele deixou duas marcas brilhantes e uma ligeira alteração de raio que estragou 24 painéis de acabamento.
Erro caro.
Então aqui está a mudança: decide a tua sobredobra intencional antes da primeira peça real. Não por adivinhação. Por prova. Em sucata.
Não se aprende o retorno elástico a partir de um gráfico colado na parede. Aprende-se com uma amostra de 4″ cortada da mesma chapa que estás prestes a trabalhar.
Mesma espessura. Mesma direção da fibra. Mesmo ferramental. Mesma posição na máquina.
Faz uma batida. Mede após a libertação. Se precisas de 90° e sai a 91,8°, estás 1,8° aberto. Aumenta ligeiramente a profundidade de penetração — estamos a falar de .005″ a .010″ em chapa fina — e faz outra amostra.
Mede novamente.
Quando relaxar para 90°, para de mexer na profundidade. Trava-a. Inicia a produção.
Essa pequena amostra acabou de te indicar o “imposto de retorno elástico” para este material nesta configuração. Paga-o uma vez, no início.
Já vi oficinas ignorarem isto porque “fizemos este trabalho no mês passado.” Lote de aquecimento diferente. A espessura estava .003″ mais pesada desta vez. Deitaram fora 60 suportes antes de admitirem que os parâmetros de ontem não dobram o aço de hoje.
Erro caro.
As amostras têm validade de cerca de um lote. Novo palete? Novo teste. E deves sempre verificar após a libertação, não sob carga.
Se queres dobras previsíveis, prova primeiro o sobre-dobramento — depois protege-o.
O que nos leva ao momento que realmente importa.
Antes de moveres o pé, faz três perguntas.
Primeira: Qual é o retorno elástico esperado para este material e abertura em V? Se não sabes, estás a adivinhar. Corta uma amostra.
Segunda: A minha máquina é capaz de manter a profundidade de penetração dentro de alguns milésimos? O ângulo na dobra ao ar depende totalmente do controlo de profundidade. Em material fino de 0.060″, uma penetração extra de .005″ pode alterar um grau inteiro. Travões mais antigos, com batentes folgados, podem fazer parecer que a dobra ao ar é “inconsistente”, quando na verdade é apenas folga mecânica. Se o teu travão não consegue repetir a profundidade, ou ajustas as expectativas ou escolhes a dobra de fundo e aceitas a tonagem.
Terceira: Esta tolerância justifica a dobra ao ar? Regra geral da indústria — a dobra ao ar lida com cerca de 90% do trabalho sem problema. Mas se o desenho exigir ±0,5° em chapa fina e a espessura variar ±.005″, percebe o que isso implica. A dobra ao ar transfere a responsabilidade da precisão para ti e para o material. A dobra de fundo gasta tonagem para eliminar a variabilidade da equação.
Uma vez vi 200 painéis estéticos danificados porque alguém escolheu cunhar para “garantir o ângulo.” A tonagem era o triplo da necessária para a dobra ao ar. O ferramental marcou todas as faces.
Erro caro.
Portanto, eis a lente que quero que leves contigo para o próximo turno:
Não estás a comandar o aço. Estás a negociar com uma mola. Dobras além do objetivo de propósito. Verificas em sucata. Travas a profundidade, não a esperança.
Quando pensas em sobre-dobramento em vez de “atingir 90°”, o travão deixa de ser um martelo.
Torna-se um instrumento de medição.
E agora a verdadeira questão não é com quanta força empurrar.
É quão precisamente consegues prever o que acontece quando largas.


















