

Martedì scorso hai piegato dieci staffe da 1/8″ A36. La prima risultava a 90°. La seconda a 91,5°. Arrivato all’ottava, stavi guardando 93° e abbassando il pistone di un altro .010″ come se questo potesse intimorire l’acciaio a comportarsi.
Non stavi modellando il metallo.
Stavi cercando di provocarlo.
Rimanendo davanti a una pressa piegatrice abbastanza a lungo, comincia a sembrare un timbro. Il punzone scende. La matrice resta lì a 90°. Il metallo viene schiacciato in mezzo. Quindi, se il pezzo non è a 90°, la risposta da principiante è semplice: più tonnellaggio.
Ho visto un ragazzo far passare una lamiera da 3/16″ in una matrice a V da 1/2″ e aumentare la pressione vicino al limite nominale della macchina perché l’angolo continuava ad aprirsi. Pensava che se 40 tonnellate non bastavano, 60 avrebbero funzionato. A mezzogiorno il pistone gemeva, l’utensile era rigonfio sulle spalle, e i pezzi continuavano a deviare di un grado e mezzo. Quel set di utensili costava più del suo pickup. Errore costoso.
La piegatrice non è uno stampo. È una leva. E l’acciaio non è argilla. È una molla.
Quindi cosa succede in realtà quando premi il pedale e cerchi di schiacciare il problema?

Diciamo che hai un acciaio dolce da 1/8″ in una matrice a V da 1″. Nella piegatura in aria, il punzone non arriva mai a fondo corsa. Spinge il materiale giù nella V, e l’angolo è controllato da quanto scendi — non dall’angolo della matrice stessa.
Ora ti impazienti. Spingi il pistone più in profondità, inseguendo i 90°, pensando che pressione equivalga a precisione. Quello che stai realmente facendo è flirtare con la piegatura a fondo — forzando il materiale a contattare le pareti della matrice.
Quando si piega a fondo o si conia, si usa una forza pari a 3–5 volte il tonnellaggio della piegatura in aria. Questo schiaccia l’asse neutro — lo strato dentro il metallo che né si allunga né si comprime — e riduce il ritorno elastico. Ecco perché la piegatura a fondo può essere estremamente ripetibile in produzione.
Ma ecco il problema: a meno che l’angolo dell’utensile, lo spessore del materiale e la calibrazione della macchina siano perfetti, stai semplicemente schiacciando insieme le variabili con più forza.
Una volta ho provato a “risolvere” un problema di 92° su lamiera 11 gauge aumentando il tonnellaggio invece di regolare la profondità. Ho finito con lievi segni di matrice su 200 pannelli estetici e un punzone che non è mai più stato seduto nello stesso modo. Non abbiamo guadagnato precisione. Abbiamo solo comprato danni.
Se pensi che la piegatrice sia uno stampo, risponderai sempre all’incoerenza con la forza.
Provalo su uno scarto.
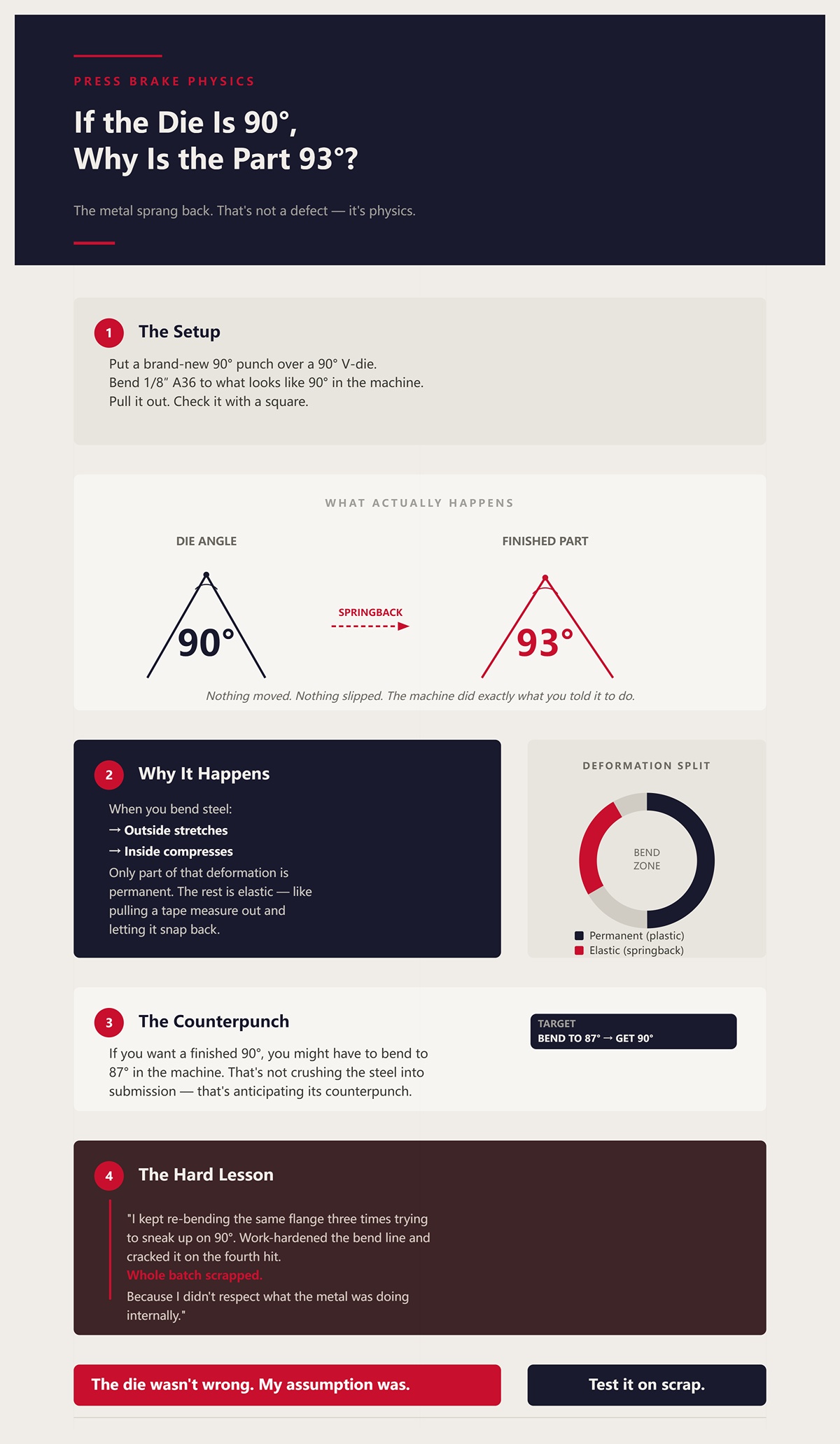
Metti un punzone nuovo di zecca da 90° sopra una matrice a V da 90°. Piega 1/8″ A36 fino a quello che sembra 90° nella macchina. Tiralo fuori. Controllalo con una squadra.
Risulta 93°.
Non si è mosso nulla. Non è scivolato nulla. La macchina ha fatto esattamente quello che le avevi comandato.
Il metallo è tornato indietro.
Quando pieghi l’acciaio, l’esterno della piega si allunga. L’interno si comprime. Solo una parte di quella deformazione è permanente. Il resto è elastico — come tirare fuori un metro a nastro e lasciarlo scattare indietro. Quando il pistone risale, la parte elastica si rilascia e l’angolo si apre.
Questo è il ritorno elastico. E non è un difetto. È fisica.
Se vuoi un 90° finito, potresti dover piegare a 87° nella macchina. Non significa schiacciare l’acciaio fino alla resa. Significa anticipare la sua contromossa.
La prima volta che ho imparato questo, continuavo a ripiegare la stessa flangia tre volte cercando di “avvicinarmi” al 90°. Ho indurito la linea di piega e l’ho crepata al quarto colpo. Intero lotto scartato perché non ho rispettato ciò che il metallo stava facendo internamente.
Lo stampo non era sbagliato. La mia supposizione sì.
Provalo su uno scarto.
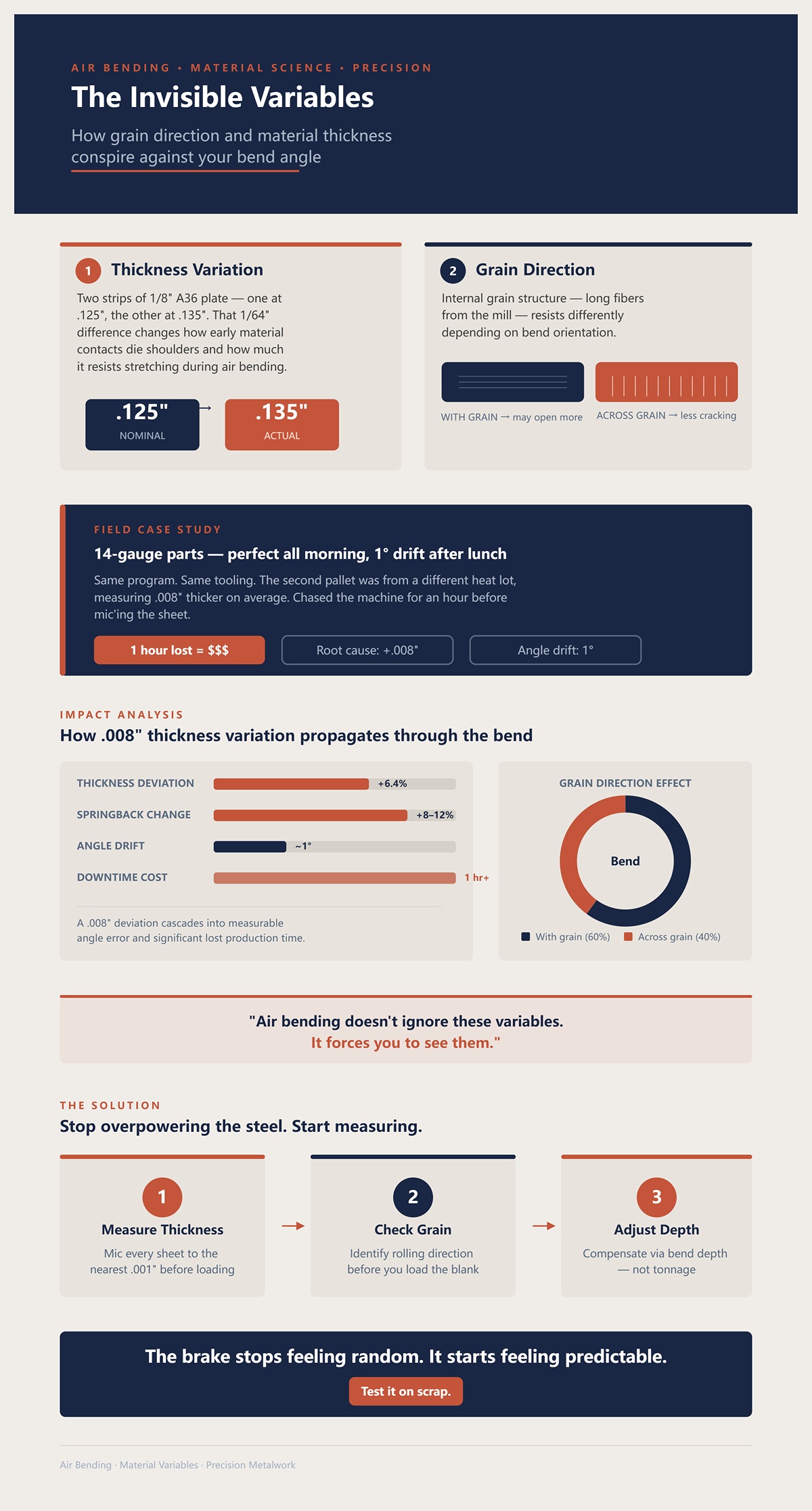
Prendi due strisce di lamiera da 1/8″, entrambe etichettate A36. Una misura 0,125″. L’altra 0,135″. Questa differenza di 1/64″ non sembra molto finché non fai una piega “air bending”.
Nell’air bending, l’angolo è controllato dalla profondità di penetrazione nella V. Lo spessore cambia quanto presto il materiale tocca le spalle dello stampo e quanto resiste all’allungamento. Una lamiera più spessa avrà un ritorno elastico diverso rispetto a una più sottile, anche se il programma è identico.
Ora ruota il pezzo grezzo di 90° così da piegare attraverso la fibra laminata invece che seguendola. La struttura interna della fibra — lunghe fibre provenienti dal laminatoio — reagisce in modo diverso a seconda della direzione. Attraverso la fibra, spesso si ottiene meno crepatura ma un ritorno elastico leggermente diverso. Con la fibra, potrebbe aprirsi di più.
Una volta ho lavorato pezzi da 14 gauge che erano perfetti tutta la mattina. Dopo pranzo, gli angoli sono slittati di 1°. Stesso programma. Stessa attrezzatura. È risultato che il secondo pallet proveniva da un lotto di fusione diverso, con spessore medio maggiorato di 0,008″. Abbiamo inseguito la macchina per un’ora prima di misurare la lamiera col micrometro. Quell’ora è costata più del materiale.
L’air bending non ignora queste variabili. Ti costringe a vederle.
Se smetti di cercare di sopraffare l’acciaio e inizi a misurare lo spessore al decimillesimo di pollice, controllando la direzione della fibra prima di caricare il pezzo e regolando la profondità di piega invece della tonnellata, la pressa smette di sembrare casuale.
Comincia a sembrare prevedibile.
Provalo su uno scarto.
Pieghi una striscia di A36 da 1/8″ a 87° nella macchina. Il calibro indica 87,2°. Lasci risalire il pistone, togli il pezzo, ci appoggi una squadra.
Segna 90° netti.
Non è successo nulla di magico in quel mezzo secondo. Nessun fantasma nell’idraulica. Quello che è successo è il recupero di deformazione — la parte elastica della piega che si libera. E ha iniziato a succedere prima ancora che rilasciassi il pedale.
Ecco la parte che la maggior parte dei principianti perde: la piega non è “temporanea” o “permanente”. È entrambe simultaneamente, stratificate attraverso lo spessore. Lo strato esterno si sta allungando oltre il limite di snervamento. Lo strato interno si sta comprimendo. Da qualche parte tra loro c’è un sottile strato che non ha ancora snervato. Quello strato sta già cercando di riaprire la piega mentre stai ancora spingendo.
Quell’apertura è la tassa che paghi per piegare. Non la elimini. La pianifichi.
Quindi, in quale preciso momento il metallo smette di negoziare e inizia a obbedire?
Prendiamo quella stessa striscia da 1/8″. L’acciaio dolce come l’A36 snerva intorno a 36.000 psi. Al di sotto di quella tensione, si comporta in modo elastico — il che significa che la deformazione è proporzionale alla tensione, e quando lo scarichi, torna alla forma originale. Come una molla. Superando il limite di snervamento, la struttura cristallina slitta. Quello slittamento è deformazione plastica. Quella parte resta.
Quando inizi la piega, tutto lo spessore è elastico. Man mano che il punzone entra più in profondità nella V, le fibre esterne — le più lontane dall’asse neutro — subiscono la massima trazione. Sono le prime a raggiungere il limite di snervamento. La zona plastica inizia all’esterno e procede verso l’interno man mano che aumenta la curvatura.
La piega diventa “permanente” nel momento in cui qualsiasi fibra supera il limite di snervamento. Ma diventa permanentemente utile solo quando abbastanza parte dello spessore è snervata, in modo che il nucleo elastico rimanente non possa riportarla completamente piatta.
Immagina la sezione trasversale: esterno 1/32″ snervato, interno 1/32″ snervato in compressione, e un sottile nucleo elastico al centro. Quando rilasci il carico, quel nucleo elastico si decomprime e redistribuisce la tensione. Ecco perché l’angolo si apre.
Una volta ho scartato una serie di acciaio inox da 3/32″ perché continuavo a toccare il pedale, cercando di “avvicinarmi” ai 90° in quattro colpi leggeri invece di un’unica piega controllata con sovrapiega. Ogni colpo aggiungeva deformazione plastica sulla superficie ma lasciava un ostinato nucleo elastico. Al quarto colpo, le fibre esterne erano incrudite e fragili. Microfessure su 50 pezzi. Quel lavoro ha pagato la mia lezione.
Se vuoi vedere di persona, piega un campione a 45°, rilascialo, poi ripiegalo leggermente più in profondità e osserva quanto meno ritorna indietro la seconda volta. Hai aumentato lo spessore della zona plastica. Il nucleo elastico si è assottigliato.
Taglia una striscia da 2″ × 6″ e prova. Misura prima e dopo ogni colpo. Testalo su scarti.
Ora, perché l’acciaio da 1/4″ sembra più onesto dell’alluminio da .050″, anche quando entrambi sono tagliati puliti e piegati nello stesso piegatore?
Lavora l’A36 da 1/4″ in una matrice a V da 2″. Sovrapiega a 88° in macchina. Potrebbe ritornare di 1°.
Ora lavora l’alluminio 5052 da .050″ in una matrice a V da 1/2″. Sovrapiega a 85°. Potrebbe ritornare di 3° o più.
Stanno succedendo due cose.
Primo, lo spessore. Il ritorno elastico è grosso modo proporzionale al rapporto tra deformazione elastica e deformazione totale. Un materiale più spesso, piegato in una matrice V dimensionata correttamente (circa 8× lo spessore per l’acciaio come punto di partenza), sviluppa una zona plastica più ampia in rapporto allo spessore. Più sezione ha snervato. Il nucleo elastico è una percentuale minore del totale, quindi ha meno leva per riaprire l’angolo.
Lamiera sottile? La zona plastica è poco profonda. La parte elastica domina. Ti inganna.
Secondo, il modulo e l’incrudimento. L’acciaio ha un modulo di elasticità di circa 29 milioni di psi. L’alluminio è intorno a 10 milioni di psi. Modulo più basso significa che, a parità di tensione, l’alluminio si deforma più elasticamente. Più deformazione elastica accumulata. Più da recuperare al rilascio.
E l’alluminio incrudisce velocemente. Ho visto un lavoro in cui piegavamo staffe in 5052 da .080″, le controllavamo, scoprivamo che erano aperte di 2°, e cercavamo di correggere ripiegando. Dopo due colpi, la linea di piega si irrigidiva così tanto che la terza correzione la muoveva appena — e la quarta la crepava. Abbiamo dovuto fermare la produzione e ricottare un lotto in forno solo per completare l’ordine. L’acciaio avrebbe tollerato meglio quella sequenza.
Ecco perché l’acciaio più spesso “mente di meno”. Non perché sia obbediente. Perché proporzionalmente, più di esso ha superato il limite di snervamento, e la sua memoria elastica non è così dominante.
Misura il tuo foglio con il micrometro fino al millesimo di pollice (.001″). Controlla lega e tempra prima di presupporre che lo stesso programma funzionerà. Piega un provino da ogni lotto di materiale e registra il ritorno elastico. Prova su scarti.
Allora, come viene applicata tutta questa forza, in primo luogo?
Guarda la configurazione: punta del punzone sopra, spalle della matrice a sinistra e a destra. Il foglio si estende sulla V come un ponte. Quando il punzone scende, non stai schiacciando tutta la flangia. Stai creando un sistema di piegatura a tre punti — due supporti sulle spalle della matrice e un carico concentrato sulla punta del punzone.
Questo significa che il momento flettente massimo — il più alto stress interno — si trova proprio sotto il punzone. Lo stress diminuisce verso le spalle della matrice. Non è uniforme.
Durante il carico, le fibre esterne sotto il punzone snervano per prime. Man mano che scendi più in profondità, quella zona snervata si estende. Quando rilasci, anche lo scarico non è uniforme. La deformazione elastica si recupera, ma poiché la deformazione plastica è disomogenea lungo il raggio, lo stress si redistribuisce. Il metallo non “rimbalza” semplicemente. Si riequilibra internamente.
Ecco perché la piegatura in aria funziona. Stai controllando la curvatura attraverso la profondità in un sistema prevedibile a tre punti. Spinge il materiale dentro la V e l’angolo è controllato da quanto in profondità vai — non dall’angolo della matrice stessa.
Quando vai a fondo o coni, cambi il modello. Ora il foglio tocca le pareti della matrice. Non sei più nella pura piegatura a tre punti. Stai comprimendo l’intera zona di piega, sopraffacendo il recupero elastico. Il ritorno elastico diminuisce perché quasi tutto lo spessore è stato portato oltre il limite di snervamento. Ecco perché la coniatura può quasi eliminare il “tributo” del ritorno elastico — al costo di tonnellaggio 3× a 5× maggiore e tolleranze degli utensili più strette.
Fisica diversa. Conto diverso.
Imposta un test semplice: piega un provino largo 3″ in aria, registra l’angolo. Poi vai a fondo con lo stesso spessore nella stessa matrice con tonnellaggio maggiore e confronta il ritorno elastico. Senti la differenza nella pressione sul pedale. Misura lo spostamento dell’angolo dopo il rilascio. Prova su scarti.
Una volta che vedi la piegatura come un carico a tre punti con una sezione trasversale elastico-plastica stratificata, il ritorno elastico smette di essere un insulto.
Diventa un numero su cui pianificare.
Ed è lì che la piegatura in aria smette di sembrare un compromesso — e comincia a sembrare controllo.
Hai A36 da 1/8″ in una configurazione di 8× lo spessore — cioè una matrice a V da 1″. Ti serve un 90° finito. Il primo risultato è stato 90°. Il secondo 91,5°. Il terzo 89°. Stesso programma. Stessa macchina. Allora, come prevedi la sovrapiegatura invece di rincorrerla pezzo per pezzo?
Si comincia accettando questo: nella piegatura in aria, l’angolo della matrice è quasi irrilevante. Il punzone non porta mai il foglio a contatto completo con le pareti della matrice. Sei sospeso tra le spalle. Questo significa che l’unico controllo certo che hai è la profondità — quanto il punzone penetra nella V. Spinge il materiale nella V e l’angolo è controllato da quanto in profondità vai — non dall’angolo della matrice stessa.
Questa è la scappatoia.
Se la profondità controlla l’angolo, allora l’angolo è una funzione della penetrazione del punzone meno il ritorno elastico. E il ritorno elastico è funzione di materiale, spessore, direzione del grano e raggio interno. Quindi la vera domanda diventa: come si traduce questa geometria sospesa in un numero che puoi impostare con precisione?
Immagina una matrice a V da 90°. Porti il punzone verso il basso finché il pezzo misura 88° sotto carico. Rilasci. Si apre fino a 90°. Quei 2° erano recupero elastico.
Ora non cambiare nulla tranne la profondità. Vai .010" più in basso. Sotto carico legge 86,5°. Rilasci. Ora ritorna a 89°.
Cosa è cambiato? Non l’angolo della matrice. Non l’angolo del punzone. Solo la penetrazione.
Nella piegatura in aria, il raggio interno si forma naturalmente a circa 16 1/3% dell’apertura a V per l’acciaio dolce in un’adeguata configurazione 8×. Quindi in una V da 1″, ottieni circa un raggio interno di .160″, che ti piaccia o no. Quel raggio determina quanta parte dello spessore snerva. Quella profondità di snervamento determina lo spessore del nucleo elastico. Quel nucleo elastico determina il ritorno elastico.
Quindi la tua manopola di controllo è la profondità di penetrazione, che cambia l’angolo di piega e di conseguenza quanto della sezione trasversale supera il limite di snervamento.
Anni fa, un ragazzo al secondo turno sostituì una V da 1″ con una da 3/4″ perché “sembrava abbastanza simile”. Il raggio interno diminuì. La zona plastica aumentò. Il ritorno elastico calò di quasi 1°. Non cambiò il programma. Abbiamo scartato 60 staffe prima di capire che la matrice era sbagliata. La larghezza della matrice cambiò il raggio. Il raggio cambiò il ritorno elastico. Lezione costosa.
Ecco come regolarsi correttamente:
Poi testalo su uno scarto.
Quindi, se la profondità è fondamentale, perché non spingere di più ed eliminare il margine di incertezza?
Prendi due lamiere da 11 gauge. Una misura .119″. L’altra .123″. Quattro millesimi di differenza. Non sembra molto.
Nella piegatura in aria, questo cambiamento di spessore sposta leggermente l’asse neutro — quello strato immaginario che non si allunga né si comprime. Una lamiera più spessa significa che, per la stessa V, si forma un raggio interno leggermente maggiore. Questo cambia il ritorno elastico forse di mezzo grado.
Ma poiché stai facendo solo tre punti di contatto — la punta del punzone e le spalle della matrice — il sistema si adatta con il materiale. L’angolo cambia principalmente in base alla profondità, non schiacciando lo spessore in una cavità fissa. La variazione si traduce in una piccola differenza d’angolo che puoi correggere con una leggera regolazione della profondità.
Ora immagina di andare a fondo con le stesse lamiere.
Quello che in realtà stai facendo è flirtare con la piegatura a fondo — forzando il materiale a contattare le pareti della matrice. A questo punto la variazione di spessore non ha dove andare. Quei .004″ extra vengono compressi tra utensili in acciaio più duro del pezzo. La tonnellata necessaria sale bruscamente. Gli angoli variano. Gli utensili si usurano. I pezzi si segnano.
Una volta ho visto un’officina coniare pannelli cosmetici in lamiera da 14 gauge perché erano stanchi di “inseguire il ritorno elastico”. Hanno eliminato 1° di variazione e aggiunto segni di stampo su 200 facce a vista. Il cliente ha respinto l’intero lotto. Hanno risolto la deriva dell’angolo e creato un disastro di finitura.
La piegatura in aria avrebbe assorbito quella variazione di spessore. Una variazione di 0,5° costa meno che rifinire 200 pannelli.
Ecco la disciplina:
Poi testalo su uno scarto.
Se meno forza ti dà più flessibilità, dove si trova il limite prima di perdere il controllo sulla piega?
Guarda la tabella del tonnellaggio. Per 1/8″ A36 in una V da 1″, la piegatura in aria può richiedere circa 12–15 tonnellate per piede. Imbutire a fondo con lo stesso setup potrebbe richiederne il doppio o il triplo.
Se la tua pressa indica 30 tonnellate per piede su quel lavoro, non stai più piegando in aria. Stai passando all’imbutitura completa, volente o nolente. Il ritorno elastico si riduce — certo. Ma ora il raggio interno viene forzato a essere più piccolo del raggio naturale della piegatura in aria. L’intero spessore viene portato più vicino al limite di snervamento. Questo significa meno nucleo elastico. Significa meno tolleranza.
Il controllo diventa dipendenza. Ora l’angolo dipende dallo spessore esatto e dalla geometria esatta della matrice.
Su presse piegatrici manuali più vecchie senza ripetibilità di profondità CNC, qui è dove i principianti si scottano. Pensano che più pressione significhi più coerenza. In realtà, hanno rimosso il cuscino flottante che la piegatura in aria offre loro. Qualsiasi variazione del montante, qualsiasi flessione del telaio, qualsiasi variazione della direzione della fibra appare direttamente sul pezzo.
Il punto ideale è questo:
Penetrazione sufficiente per ottenere l’angolo più il sovrapiegamento pianificato. Tonnellaggio sufficiente per formare il raggio interno naturale. Non abbastanza da costringere al contatto completo con la matrice.
Osserva il manometro del tonnellaggio durante la corsa. Se sale bruscamente alla fine della corsa, probabilmente stai toccando le pareti della matrice. Riduci la profondità di qualche millesimo e rimisura.
Poi esegui tre provini consecutivi e confronta gli angoli dopo il completo scarico. Se rientrano nella tua tolleranza, blocca il setting.
E provalo su pezzi di scarto.
Perché una volta che capisci che è la profondità del punzone — non la forza bruta — a determinare l’angolo finito, la prossima cosa che dovresti chiederti è questa:
Quanto deve essere preciso il tuo setup se millesimi di profondità determinano gradi di angolo?
Il mese scorso abbiamo piegato A36 da 1/8″ in una V da 1″ a 93° così che tornasse a 90°. La prima lettura era 90°. La seconda 91,2°. Nulla era cambiato nel programma. Ciò che era cambiato era l’impostazione: il foglio era più spesso di .006″ all’estremità lontana e il punzone era fuori parallelo di forse .002″ su 6′. Questo è tutto ciò che serve. Millesimi nella profondità si trasformano in gradi interi sul pezzo.
Sai già che la profondità di penetrazione è il volante. Ora ci assicuriamo che il collegamento dello sterzo non sia lasco.
Inizia dalla macchina. Controlla il parallelismo del punzone con una coppia di blocchi rettificati e uno spessimetro. Se puoi infilare uno spessimetro da .003″ da un lato e non dall’altro al fondo corsa, inseguirai l’angolo tutto il giorno. È qui che entra in gioco il “crowning” — compensazione meccanica o idraulica per contrastare la deflessione del telaio sotto carico. Senza di essa, il centro piega a 89° mentre le estremità segnano 91°. Ho visto un’officina scartare 40 corrimano architettonici perché nessuno ha controllato la deflessione dopo che un lavoro da 20 tonnellate all’inizio del turno aveva scaldato il telaio. La pressa si è dilatata quel tanto da ingannarli.
Regola il parallelismo. Verifica il crowning con una striscia di prova a lunghezza piena. Poi testalo su un pezzo di scarto.
Una volta che la macchina è “onesta”, la geometria dell’attrezzatura è il passo successivo. È lì che la maggior parte dei principianti scommette senza rendersene conto.
Prendi un micrometro. Misura il tuo foglio. Poniamo che sia .125″ preciso. Moltiplica per 8. Questo ti dà una V da 1.000″ per l’acciaio dolce. Non 7× perché è “vicino”. Non 10× perché “è quello che c’è in magazzino”. Otto volte lo spessore è il punto di partenza perché bilancia tre cose: formazione del raggio interno, tonnellaggio richiesto e prevedibilità del ritorno elastico.
In un’impostazione vera da 8× su acciaio dolce, il tuo raggio interno sarà circa 16% dell’apertura V. In una V da 1″, ciò equivale a circa .160″ di raggio interno. Quel raggio definisce quanta parte della sezione trasversale va in snervamento. Cambia la V a 3/4″ e il raggio naturale si riduce a circa .120″. Raggio più piccolo significa più deformazione plastica. Più deformazione plastica significa meno ritorno elastico — e più tonnellaggio.
Una volta ho visto un tizio schiacciare una lamiera da 3/16″ in una V da 1″ perché “ci stava”. Questo è appena 5,3× lo spessore. Il tonnellaggio è schizzato oltre il grafico. Hanno spaccato di netto una spalla della matrice. Ottomila dollari persi perché nessuno ha fatto la moltiplicazione.
C’è una precisazione: offset stretti più vicini di circa 6× lo spessore del materiale possono interferire con una matrice da 8×. In quel caso puoi ridurre la V, ma devi ricalcolare il tonnellaggio e aspettarti un raggio interno e un ritorno elastico diversi. Cambia una variabile, aggiorna il calcolo.
Scegli la V dallo spessore, non dalla convenienza. Conferma il calcolo con il grafico del tonnellaggio. Poi testalo su un pezzo di scarto.
Se l’apertura V determina il raggio naturale, cosa fa realmente il punzone?
Metti un punzone affilato — diciamo con punta da .030″ — su quella V da 1″ con acciaio da 1/8″. I principianti pensano che il raggio interno sarà di .030″. Non lo sarà. Nella piegatura in aria, la larghezza della matrice decide principalmente il raggio interno, non la punta del punzone, purché il raggio del punzone sia più piccolo del raggio naturale che la V vuole creare.
Quel raggio interno di .160″ di cui abbiamo parlato? Si forma perché il foglio fluttua tra le spalle. Spinge il materiale giù nella V, e l’angolo è controllato da quanto profondamente si va — non dall’angolo della matrice stessa. Il punzone inizia solo la piega e concentra la forza.
Ora sostituisci con un punzone da raggio .200″ — più grande del naturale .160″. Improvvisamente il punzone diventa il limitatore. Il materiale avvolge il punzone e il tuo raggio interno aumenta. Il ritorno elastico cambia perché la zona plastica è cambiata. Stessa V. Stesso spessore. Risultato diverso.
L’ho imparato su acciaio inox da 3/32″. Abbiamo cambiato a un punzone di raggio maggiore per evitare crepe superficiali su un pezzo cosmetico spazzolato. Il raggio interno è aumentato di circa 1/32″. Il ritorno elastico è saltato di quasi un grado. Nessuno ha regolato il sovra-angolo. Abbiamo scartato un intero lotto di pannelli con micro-crepe e angoli sbagliati nella stessa settimana.
Abbina il raggio del punzone a essere uguale o leggermente più piccolo del raggio naturale previsto, salvo che il disegno richieda diversamente. Se lo cambi intenzionalmente, regola il sovra-angolo di piega e le aspettative di tonnellaggio.
Imposta tutto. Esegui un coupon di prova. Misura il raggio interno con calibri di raggio, non a occhio. Poi testalo su un pezzo di scarto.
Una volta fissata la geometria, la precisione dell’angolo si riduce a una mossa deliberata: mirare oltre il bersaglio.
Prendiamo quell’A36 da 1/8″ in una V da 1″. Un ritorno elastico tipico potrebbe essere di 2° nella piegatura in aria. Quindi, se il disegno richiede 90°, programmi per 92°. Magari 93° a seconda della direzione della fibra.
Non indovinare. Piega un provino a 90° sotto carico e lascialo tornare. Se si apre a 92°, sai che il ritorno elastico è di 2°. Ora piega a 88° sotto carico così che torni a 90°. Questo è mirare oltre l’angolo.
Ciò che stai realmente facendo è prevedere quanto nucleo elastico resta dopo aver rilasciato la pressione. Stai negoziando con esso. Se lo spingi di più e ti avvicini alla piegatura a fondo corsa, il ritorno elastico diminuisce — ma ora la variazione di spessore controlla il tuo angolo invece della profondità. È così che i principianti si lasciano ingannare pensando che la forza bruta sia precisione.
Ho visto un nuovo operatore inseguire un errore di 0,5° aggiungendo pressione invece della profondità. È passato al contatto con la matrice. L’angolo sembrava perfetto per cinque pezzi. Poi il foglio successivo, più spesso di .004″, è uscito più stretto di 1,5°. Aveva inconsapevolmente rimosso il margine di sicurezza che la piegatura in aria ti dà.
Registra il numero effettivo di ritorno elastico per quel materiale, spessore, direzione della fibra e V. Programma l’eccesso di piegatura intenzionalmente. Poi conferma tre pezzi consecutivi dopo completo scarico.
E sì — testalo su uno scarto.
Ma tutto ciò presuppone che tu sia all’interno della portata di tonnellaggio sicuro. Se sbagli questo, il resto non conta.
Apri il grafico. Trova acciaio dolce da 1/8″ in una V da 1″. Vedrai circa 12–15 tonnellate per piede per la piegatura in aria. Su un pezzo da 4′, sono in totale 48–60 tonnellate. Se la tua pressa piegatrice è valutata a 100 tonnellate su 10′, sei a posto — finché stai effettivamente piegando in aria.
Ora guarda i numeri per la piegatura a fondo corsa con lo stesso setup. Possono salire a 25–30 tonnellate per piede o più. È il doppio. A volte il triplo.
Se il tuo indicatore di tonnellaggio sale bruscamente al fondo corsa, non stai più fluttuando tra le spalle. Stai spingendo il materiale nelle pareti della matrice. Quello che stai realmente facendo è sfiorare la piegatura a fondo corsa — forzando il materiale a contattare le pareti della matrice. Gli utensili sopportano quel carico prima di te.
Abbiamo avuto una pressa da 90 tonnellate che ha spezzato un punzone segmentato perché qualcuno ha pensato “è solo 11‑gauge”. Non si sono accorti che la V era sottodimensionata e il pezzo lungo 6′. Il carico effettivo ha superato il limite dell’utensile di circa il 20%. L’acciaio non si cura delle tue supposizioni.
Calcola le tonnellate per piede. Moltiplica per la lunghezza della piega. Confronta sia con la capacità della macchina che con il limite dell’utensile — che non sono sempre lo stesso numero. Rimani comodamente al di sotto del tonnellaggio da fondo corsa se il lavoro richiede la precisione della piegatura in aria.
Imposta il fine corsa basandoti sull’angolo, non sulla forza. Osserva il manometro per picchi inaspettati. Poi esegui il tuo primo pezzo campione e misura.
Perché una volta che sai scegliere la V giusta, abbinare il punzone, mirare oltre il ritorno elastico e dimostrare che il tonnellaggio è sicuro, non stai più schiacciando metallo.
| Sezione | Contenuto |
|---|---|
| Titolo | Leggere un grafico di tonnellaggio vs. indovinare: il calcolo che evita danni agli utensili |
| Riferimento per la piegatura in aria | Apri il grafico. Trova acciaio dolce da 1/8″ in una V da 1″. Vedrai circa 12–15 tonnellate per piede per la piegatura in aria. Su un pezzo da 4′, sono in totale 48–60 tonnellate. Se la tua pressa piegatrice è valutata a 100 tonnellate su 10′, sei a posto — finché stai effettivamente piegando in aria. |
| Confronto con la piegatura a fondo corsa | Ora guarda i numeri per la piegatura a fondo corsa con lo stesso setup. Possono salire a 25–30 tonnellate per piede o più. È il doppio. A volte il triplo. |
| Segnali di avvertimento | Se il tuo indicatore di tonnellaggio sale bruscamente al fondo corsa, non stai più fluttuando tra le spalle. Stai spingendo il materiale nelle pareti della matrice. Quello che stai realmente facendo è sfiorare la piegatura a fondo corsa — forzando il materiale a contattare le pareti della matrice. Gli utensili sopportano quel carico prima di te. |
| Esempio di guasto nel mondo reale | Abbiamo avuto una pressa da 90 tonnellate che ha spezzato un punzone segmentato perché qualcuno ha pensato “è solo 11‑gauge”. Non si sono accorti che la V era sottodimensionata e il pezzo lungo 6′. Il carico effettivo ha superato il limite dell’utensile di circa il 20%. L’acciaio non si cura delle tue supposizioni. |
| Metodo di calcolo corretto | Calcola le tonnellate per piede. Moltiplica per la lunghezza della piega. Confronta sia con la capacità della macchina che con il limite dell’utensile — che non sono sempre lo stesso numero. Rimani comodamente al di sotto del tonnellaggio da fondo corsa se il lavoro richiede la precisione della piegatura in aria. |
| Best practice di configurazione | Imposta il fine corsa basandoti sull’angolo, non sulla forza. Osserva il manometro per picchi inaspettati. Poi esegui il tuo primo pezzo campione e misura. |
| Conclusione | Perché una volta che sai scegliere la V giusta, abbinare il punzone, mirare oltre il ritorno elastico e dimostrare che il tonnellaggio è sicuro, non stai più schiacciando metallo. |
Sei tu a controllarlo.
Ed è allora che puoi iniziare a fare una domanda più intelligente: quando la piegatura in aria smette di essere sufficiente?
Hai fatto tutto nel modo giusto — scelto la V da 1″ per A36 da 1/8″, abbinato il raggio del punzone, puntato 2° oltre i 90°, confermato 12–15 tonnellate per piede, e il primo ha misurato 90°.
Quindi, quando la piegatura in aria smette di essere sufficiente?
Non quando sei pigro. Ma quando la tolleranza diventa più stretta del margine che la piegatura in aria ti concede.
La piegatura in aria è controllata perché la profondità di penetrazione è il volante. Ti muovi tra le spalle, prevedendo il ritorno elastico e regolando con millesimi di corsa del pistone. Quella flessibilità è la sua forza. Ma la flessibilità è anche movimento, e il movimento ha limiti. Quando il disegno indica ±0,25° su una flangia da 36″, non stai più negoziando — stai subendo un’ispezione.
È lì che entrano in gioco l’applicazione a fondo corsa e la coniatura. Non come miglioramenti. Come compromessi.
Non ti rendono più intelligente. Semplicemente riducono quanto il pezzo è libero di “pensare”.
In una piegatura in aria pulita, una variazione di spessore di .004″ può spostare il tuo angolo di circa mezzo grado, a volte di più a seconda della larghezza della V e della resistenza del materiale. Non è imprecisione. È geometria.
Perché nella piegatura in aria, l’angolo deriva dalla profondità. E la profondità reagisce allo spessore.
Se il tuo lotto di lamiere varia da .119″ a .123″, il tuo asse neutro — quella linea immaginaria nella sezione trasversale che non si allunga né si comprime — si sposta leggermente. Ciò cambia la quantità di nucleo elastico rimasto dopo il rilascio del carico. Il ritorno elastico cambia. Il tuo 92° programmato sotto carico potrebbe ritornare a 89,5° su una lamiera e a 90,7° sulla successiva.
Ora immagina un disegno che richiede 90° ±0,25°. Puoi regolare il pistone con una ripetibilità di .001″. La pressa può essere perfetta. I calcoli corretti. Ma il materiale stesso sta spostando i punti di riferimento.
Ho visto un ragazzo cercare di mantenere ±0,25° su acciaio inox da 3/16″ in una V da 1‑1/4″. Continuava a incrementare la profondità di .002″ alla volta. I pezzi entravano ed uscivano dalla tolleranza tutto il pomeriggio. Abbiamo scartato 38 staffe prima che capisse che non era la macchina — era la variabilità che la piegatura in aria tollera gentilmente.
Quando il campo di tolleranza è più stretto della variazione del materiale, la piegatura in aria raggiunge il suo limite.
Quindi cosa succede se smetti di lasciare che la profondità controlli tutto?
Il fondo significa che guidi intenzionalmente il punzone finché il materiale non tocca le pareti della matrice. Non schiacciarlo piatto — quello è la coniatura — ma sistemarlo saldamente nella V in modo che ora l’angolo della matrice conti.
Spostate il controllo dalla profondità del martinetto alla geometria dell’utensile.
Ecco perché una pressa più vecchia con una ripetibilità di profondità mediocre può comunque mantenere angoli stretti con il fondo. La matrice diventa il regolatore. Una volta che il materiale si siede completamente, piccoli cambi di spessore non alterano l’angolo in modo così drastico perché le pareti lo vincolano.
Ma ecco il costo.
L’angolo del punzone, l’angolo della matrice e lo spessore del materiale devono combaciare quasi esattamente. Se stai piegando a 90° con 1/8″, ti serve un punzone a 90° e una matrice a 90° dimensionata per quello spessore. Vuoi un 88° invece? Nuova matrice. Spessore diverso? Probabilmente di nuovo nuova matrice.
Una volta cambiai da materiale di 0,120″ a 0,135″ a metà produzione e provai a barare usando lo stesso setup di fondo. Gli angoli risultarono aperti di 1° perché il foglio più spesso non riusciva a sedersi completamente senza più tonnellaggio. Lo forzammo. Spezzammo una spalla della matrice che costò più dell’intero lavoro.
Il fondo ti dà ripetibilità eliminando la flessibilità. Ottimo per 1.000 pezzi identici. Tremendo per cinque pezzi tutti con angoli diversi.
E quindi, cosa succede se nemmeno il fondo è abbastanza preciso?
La coniatura è il momento in cui smetti di negoziare e riscrivi la memoria del materiale.
Spingi la punta del punzone nel materiale con abbastanza forza — a volte da 5 a 10 volte il tonnellaggio della piegatura in aria — da comprimere plasticamente la superficie interna. Non stai più solo piegando. Stai assottigliando il materiale lungo la linea di piega.
Il ritorno elastico scende vicino a zero perché hai snervato quasi l’intera sezione trasversale.
L’angolo è uguale all’angolo del punzone. Punto.
Sembra perfetto, vero?
Ecco cosa non ti dicono: il tonnellaggio aumenta rapidamente. Prendi quello stesso acciaio da 1/8″ che richiedeva circa 15 tonnellate per piede nella piegatura in aria. La coniatura potrebbe richiedere ben oltre 100 tonnellate per piede a seconda del raggio del punzone e dell’apertura della matrice. I tuoi utensili sentono ogni singolo colpo.
Abbiamo coniato una volta acciaio inox da 16 gauge per una piega estetica a 90° che doveva essere perfettamente a filo. Dopo 600 colpi, la punta del punzone ha iniziato a deformarsi. A 1.200, l’angolo è cambiato perché la geometria dell’utensile era alterata. Il metodo “perfetto” si è consumato a metà produzione.
E hai assottigliato permanentemente la zona di piega. Su pezzi strutturali, questo conta.
La coniatura è un bisturi fatto di un martello.
Quindi ora la vera domanda non è quale metodo sia il più preciso. È se il lavoro giustifica la punizione.
Piegatura in aria: una matrice a V, angoli multipli, cambi di attrezzaggio minimi. Regoli la profondità e procedi. La vita dell’utensile è lunga perché resti al di sotto della pressione di stampaggio a fondo corsa.
Stampaggio a fondo corsa: utensili specifici per angolo, abbinamento accurato, carico maggiore. L’attrezzaggio richiede più tempo. L’usura degli utensili aumenta, ma guadagni in ripetibilità su lotti grandi.
Coniatura: carico massimo, usura più rapida dell’utensile, minima flessibilità — ma ritorno elastico quasi nullo.
Se stai producendo 25 staffe con tre angoli diversi, la piegatura in aria vince sempre. Passerai più tempo a cambiare matrici a fondo corsa che a piegare realmente.
Se stai producendo 5.000 binari in acciaio inox che devono mantenere ±0,25° per tutto il giorno, lo stampaggio a fondo corsa può ripagarsi solo grazie alla riduzione degli scarti.
Se stai realizzando un contatto elettrico di precisione dove l’angolo deve essere esatto e il ritorno elastico non può esistere, la coniatura si giustifica — e metti a budget l’usura degli utensili come fosse materiale di consumo.
La maggior parte dei principianti pensa che lo stampaggio a fondo corsa e la coniatura siano “più precisi”. Non lo sono. Sono più restrittivi.
La piegatura in aria è l’impostazione predefinita perché ti consente di controllare la fisica invece di sopraffarla. Lo stampaggio a fondo corsa e la coniatura sono ciò a cui ricorri quando il disegno, il volume o la macchina te lo impongono.
E una volta che sai quale metodo hai scelto e perché, la prossima abilità non è scegliere il processo.
È leggere una piega non corretta e ricondurla alla variabile che ti è sfuggita.
Togli una staffa in A36 da 1/8″ lunga 36″ dalla pressa piegatrice. L’estremità sinistra misura 90°. Il centro misura 91°. L’estremità destra misura 88,5°. Stesso programma. Stessi utensili. Stesso operatore.
Quindi cosa ha ceduto — il banco, l’utensile, il materiale o il metodo?
Smetti di dare la colpa alla macchina per cinque minuti e guarda il pezzo come se ti stesse parlando. Una piega non mente mai. Ti dice dove è andata la forza, dove il materiale ha opposto resistenza e dove hai perso il controllo del ritorno elastico. Il tuo compito non è schiacciarlo di più per raddrizzarlo. Il tuo compito è leggere gli indizi e ricondurli a una variabile alla volta.
Ecco come mantieni il controllo della piegatura in aria invece di lasciarti sfuggire il processo di mano.
Immagina di nuovo quella staffa da 36″. Estremità strette. Centro aperto di 1°.
Prima domanda: l’errore è graduale e centrato? Questo sa di flessione. Quando applichi 12–15 tonnellate per piede piegando A36 da 1/8″ in una V da 1″, stai appendendo l’equivalente della forza di un piccolo ponte sul banco. Il punzone e il banco si incurvano verso l’alto al centro a meno che il bombamento non compensi. Meno penetrazione al centro significa meno piega oltre l’angolo, il che implica più ritorno elastico lì. Angolo aperto al centro ogni volta.
Ho visto un’officina scartare 40 binari prima di controllare il bombamento. Continuavano ad aumentare la profondità di .003″ cercando di correggere il centro. Hanno solo piegato di più le estremità. Errore costoso.
Come lo isoli? Esegui la stessa parte, stesso setup, ma piega solo al centro della macchina un campione da 6″. Poi piega un altro campione da 6″ vicino al lato sinistro. Se i pezzi corti combaciano ma quello lungo no, si tratta di flessione del telaio. Regola il bombatura. Provalo su materiale di scarto.
Ora supponiamo che l’angolo oscilli in modo casuale — stretto, aperto, stretto — senza schema. Di solito è una variazione dello spessore del materiale. Ricorda quando ti ho detto che la profondità di penetrazione è il volante? Nella piegatura in aria, l’angolo è controllato da quanto scendi — non dall’angolo della matrice stessa. Se i tuoi fogli variano da .119″ a .123″, l’asse neutro si sposta e il nucleo elastico cambia. Il ritorno elastico si sposta con esso.
Ho visto un ragazzo inseguire ±0,25° per tutto il pomeriggio su acciaio inox da 3/16″ perché non aveva misurato la pila con il micrometro. Quattro millesimi di spessore gli sono costati 38 pezzi. Errore costoso.
Micrometra tre punti lungo il foglio. Se lo spessore cambia, il tuo angolo cambierà a meno che tu non compensi la profondità per foglio o stringa le specifiche del materiale. Provalo su materiale di scarto.
Ultima possibilità: l’utensile. Se il punzone non è ben posizionato o le spalle della matrice sono consumate in modo irregolare, un’estremità può penetrare più in profondità dell’altra. Colora la punta del punzone con il blu di tracciatura, fai una leggera pressata e controlla il disegno di contatto. Segni di testimone irregolari significano setup, non fisica. Pulisci, riposiziona, ri‑blocca. Provalo su materiale di scarto.
Vedi lo schema? Non si indovina. Si isola.
Ma cosa succede se l’angolo è corretto e il metallo si sta spaccando?
Prendi una striscia di acciaio inox da 3/32″. Piegala a 90° attraverso la grana in una V da 1/2″ con un raggio di punzone affilato di circa 1/32″. Lo sentirai prima di vederlo — quel lieve suono di strappo. Poi apparirà la crepa sottilissima sulla superficie esterna.
Cosa è successo?
Quando pieghi, l’interno si comprime e l’esterno si allunga. Più stretto è il raggio interno, più le fibre esterne si allungano. Se il raggio del punzone è più piccolo di quello che il materiale può sopportare, superi il limite di allungamento. Attraverso la grana peggiora perché la direzione della grana laminata ha già una struttura allungata. La stai stirando nel modo più difficile.
Una volta ho buttato via un’intera rastrelliera di staffe in acciaio inox da 3/32″ perché le abbiamo piegate perpendicolari alla grana con un punzone troppo affilato. Il disegno non indicava la grana. Abbiamo fatto un’assunzione. Quell’assunzione è costata una settimana. Errore costoso.
La diagnosi è semplice. Misura il tuo raggio interno. Nella piegatura in aria, il raggio interno è circa 16% dell’apertura della matrice per l’acciaio dolce. Quindi una V da 1″ dà circa un raggio interno di .160″. Più stretto — diciamo una V da 1/2″ — e flirti con la piegatura a fondo, forzando un raggio più piccolo. In realtà stai flirtando con la piegatura a fondo — forzando il materiale a contattare le pareti della matrice — e questo aumenta la tensione sulla superficie.
Ruota un grezzo di 90° e piega di nuovo. Se le crepe spariscono con la grana, hai trovato il colpevole. In caso contrario, apri la matrice V di una misura e aumenta il raggio interno. Provalo su materiale di scarto.
Le crepe non sono mai casuali. Sono tensione che supera la duttilità. Il tuo compito è ridurre la tensione o cambiare direzione.
Ora che dire di una parte che non si spacca e non varia nell’angolo — semplicemente non ti permette fisicamente di fare la seconda piega?
Immagina un canale: anima da 2″, flange da 1″ su entrambi i lati, spessore 1/8″. Pieghi una flangia da 1″ a 90° in una V da 1″. Perfetto. Poi la giri per piegare la flangia opposta.
La flangia già piegata tocca il corpo del punzone prima che la seconda piega raggiunga i 90°. Ti fermi a 75°. La macchina non è debole. La geometria ti blocca.
Ho visto un apprendista forzarne una così, pensando che la tonnellatura avrebbe risolto il problema di spazio. L’ha spinta più forte. Ha segnato la spalla del punzone e deformato la prima flangia. Due pezzi rovinati prima che lo fermassimo. Errore costoso.
Il problema non è la forza. È la sequenza e lo spazio per l’utensile. Nella piegatura in aria, il punzone ha una larghezza del corpo. Se la flangia di ritorno è troppo vicina, urta prima della penetrazione completa. Ricorda: spinge il materiale verso il basso nella V, e l’angolo è controllato da quanto vai in profondità — non dall’angolo della matrice stessa. Se non puoi raggiungere la profondità, non puoi raggiungere l’angolo.
Risolvilo piegando prima la flangia più lontana, o usando un punzone a collo di cigno con spazio di gola. Appoggia il pezzo contro il punzone prima di azionare la macchina e verifica fisicamente eventuali interferenze. Se l’acciaio tocca l’acciaio dove non dovrebbe, nessuna quantità di tonnellaggio lo risolverà. Provalo su un pezzo di scarto.
Ogni piega errata rientra in una categoria: distribuzione della forza, comportamento del materiale o interferenza geometrica. Il pezzo ti dice quale — se smetti di trattare la pressa come un martello e inizi a trattare l’acciaio come una molla con cui stai negoziando.
E una volta che sai leggere quei segnali senza panico, smetti di reagire alle pieghe sbagliate.
Cominci a prevederle.
Vuoi pieghe che non ti sorprendano?
Allora smetti di cercare di arrivare a 90°.
Il mese scorso abbiamo lavorato A36 da 1/8″ in una V da 1″. La prima è uscita a 90°. Il ragazzo ha sorriso. L’ha tirata fuori, controllata di nuovo dopo cinque minuti — 91,5°. L’acciaio si era rilassato. Ha pensato che la macchina fosse andata fuori taratura e ha aumentato la profondità di altre 0,010″. A quel punto è uscita a 88,5° dopo il ritorno elastico. Dopo tre pezzi stavamo inseguendo fantasmi.
Errore costoso.
Non stai facendo una piega a 90°. Stai piegando a 92° così si rilassa fino a 90°. Questo è il modello mentale dell’oltrepiega. Non combatti il ritorno elastico. Lo prevedi.
E una volta che lo accetti, la domanda di setup cambia.
L’acciaio è una molla con un punto di snervamento. Fino allo snervamento, flette e torna indietro. Oltre lo snervamento, resta piegato — ma il nucleo elastico interno vuole comunque aprirsi. Quella apertura è il ritorno elastico.
Nella piegatura in aria, il punzone non imprime l’angolo nella matrice. Spinge il materiale verso il basso nella V, e l’angolo è controllato da quanto vai in profondità — non dall’angolo della matrice stessa. Quella profondità decide quanto oltre lo snervamento spingi le fibre esterne prima di rilasciare.
Quindi il tuo vero obiettivo non è 90°. È 90° più qualunque sia il ritorno elastico di questo lotto, di questo spessore, in questa apertura a V.
Esempio ipotetico: acciaio dolce da 0,125″ in una V da 1″ può avere un ritorno elastico di 1,5°-2°. L’inox dello stesso spessore nella stessa V può avere un ritorno elastico di 3° o più. Stessa macchina. Stessa matrice. Comportamento diverso.
Se regoli fino a far leggere 90° al calibro sotto pressione, ti stai preparando a trovarti aperto dopo il rilascio. Questo è pensare da principiante — schiacciare il metallo a forza.
Una volta ho visto un tizio cercare di “uccidere” il ritorno elastico aumentando il tonnellaggio finché era a contatto con le spalle della matrice. In realtà stava sfiorando la battuta a fondo corsa — costringendo il materiale a toccare le pareti della matrice. Ha lasciato due segni lucidi e una leggera variazione di raggio che ha rovinato 24 pannelli estetici.
Errore costoso.
Quindi ecco il cambiamento: decidi la tua oltrepiega intenzionale prima del primo pezzo reale. Non indovinando. Dimostrandolo. Su uno scarto.
Non impari il ritorno elastico da un grafico appeso al muro. Lo impari da un provino lungo 4″ tagliato dallo stesso foglio che stai per lavorare.
Stesso spessore. Stessa direzione della fibra. Stessi utensili. Stessa posizione macchina.
Fai un colpo. Misura dopo il rilascio. Se ti serve 90° e ottieni 91,8°, sei aperto di 1,8°. Aumenta leggermente la profondità di penetrazione — parliamo di .005″ a .010″ su lamiera sottile — e prova un altro provino.
Misura di nuovo.
Quando si rilassa a 90°, smetti di toccare la profondità. Blocca l’impostazione. Avvia la produzione.
Quel piccolo provino ti ha appena indicato la “tassa” del ritorno elastico per quel materiale in quel setup. Pagala una volta sola, all’inizio.
Ho visto officine saltare questo passaggio perché “abbiamo fatto quel lavoro il mese scorso”. Lotto di laminazione differente. Lo spessore era maggiore di .003″ questa volta. Hanno scartato 60 staffe prima di ammettere che le impostazioni di ieri non piegano l’acciaio di oggi.
Errore costoso.
I provini hanno una durata di circa un lotto. Nuova pedana? Nuovo test. E verifichi sempre dopo il rilascio, mai sotto carico.
Se vuoi pieghe prevedibili, dimostra prima il sovrapiegamento — e poi proteggilo.
Il che porta al momento che conta davvero.
Prima che il piede si muova, chiediti tre cose.
Uno: Qual è il mio ritorno elastico previsto per questo materiale e apertura V? Se non lo sai, stai indovinando. Taglia un provino.
Due: La mia macchina è in grado di mantenere la profondità di penetrazione entro pochi millesimi di pollice? L’angolo nella piegatura in aria vive e muore sul controllo della profondità. Su materiale sottile da 0,060″, .005″ di corsa in più possono spostarti di un grado intero. Presse piegatrici più vecchie con arresti imprecisi possono far sembrare la piegatura in aria “inconsistente” quando in realtà è gioco meccanico. Se la tua pressa non può ripetere la profondità, devi o regolare le aspettative o scegliere la piegatura a fondo e accettare il tonnellaggio.
Tre: Questa tolleranza giustifica la piegatura in aria? Regola pratica del settore: la piegatura in aria gestisce bene circa il 90% dei lavori. Ma se il disegno richiede ±0,5° su lamiera sottile e lo spessore del materiale varia di ±.005″, devi capire a cosa ti stai impegnando. La piegatura in aria trasferisce la responsabilità della precisione a te e al materiale. La piegatura a fondo spende tonnellaggio per eliminare la variabilità dall’equazione.
Una volta ho visto 200 pannelli estetici danneggiati perché qualcuno ha scelto la coniatura per “garantire l’angolo”. Il tonnellaggio era triplo rispetto alla piegatura in aria. L’utensile ha segnato ogni faccia.
Errore costoso.
Ecco quindi la lente che voglio tu porti nel tuo prossimo turno:
Non stai comandando l’acciaio. Stai negoziando con una molla. Pieghe oltre il tuo obiettivo di proposito. Verifica sullo scarto. Blocca la profondità, non la speranza.
Quando ragioni in termini di sovrapiegamento invece di “colpire i 90°”, la pressa smette di essere un martello.
Diventa uno strumento di misura.
E ora la vera domanda non è con quanta forza spingere.
È quanto precisamente puoi prevedere cosa accadrà quando lasci andare.


















