

El martes pasado doblaste diez soportes de 1/8″ A36. El primero marcó 90°. El segundo, 91,5°. Para el octavo, estabas mirando 93° y bajando el pistón otra .010″ como si eso fuera a asustar al acero para que se comportara.
No estabas dando forma al metal.
Estabas iniciando una pelea con él.
Quédate frente a una prensa plegadora el tiempo suficiente y empieza a parecer un sello. El punzón baja. La matriz permanece a 90°. El metal se exprime entre ambos. Así que si la pieza no está a 90°, la respuesta del principiante es simple: más tonelaje.
Vi a un chico meter placa de 3/16″ en una matriz en V de 1/2″ y subir la presión cerca del límite nominal de la máquina porque el ángulo seguía abriéndose. Pensó que si 40 toneladas no lo lograban, 60 lo harían. Para la hora del almuerzo el pistón estaba quejándose, la herramienta estaba abollada en los hombros, y las piezas seguían desviándose un grado y medio. Ese juego de herramientas costaba más que su camioneta. Un error caro.
La plegadora no es un molde. Es una palanca. Y el acero no es arcilla. Es un resorte.
Entonces, ¿qué ocurre realmente cuando pisas ese pedal e intentas aplastar el problema?

Digamos que tienes acero suave de 1/8″ en una matriz en V de 1″. En el doblado al aire, el punzón nunca llega al fondo. Empuja el material hacia la V, y el ángulo se controla por la profundidad — no por el ángulo de la matriz en sí.
Ahora te impacientas. Llevas el pistón más profundo, persiguiendo el 90°, pensando que presión equivale a precisión. Lo que realmente estás haciendo es coquetear con el fondo — forzando al material a contactar las paredes de la matriz.
Cuando llegas al fondo o acuñas, estás usando de 3 a 5 veces el tonelaje del doblado al aire. Eso aplasta el eje neutro — la capa dentro del metal que ni se estira ni se comprime — y sí reduce el retroceso elástico. Por eso el fondo puede ser totalmente repetible en producción.
Pero aquí está el truco: a menos que el ángulo de la herramienta, el espesor del material y la calibración de la máquina estén perfectamente ajustados, lo único que haces es comprimir las variables más fuerte.
Una vez intenté “arreglar” un problema de 92° en calibre 11 aumentando el tonelaje en lugar de ajustar la profundidad. Terminé con ligeras marcas de matriz en 200 paneles cosméticos y un punzón que nunca volvió a asentarse igual. No ganamos precisión. Solo compramos daños.
Si piensas que la plegadora es un sello, siempre responderás a la inconsistencia con fuerza.
Haz la prueba en desperdicio.
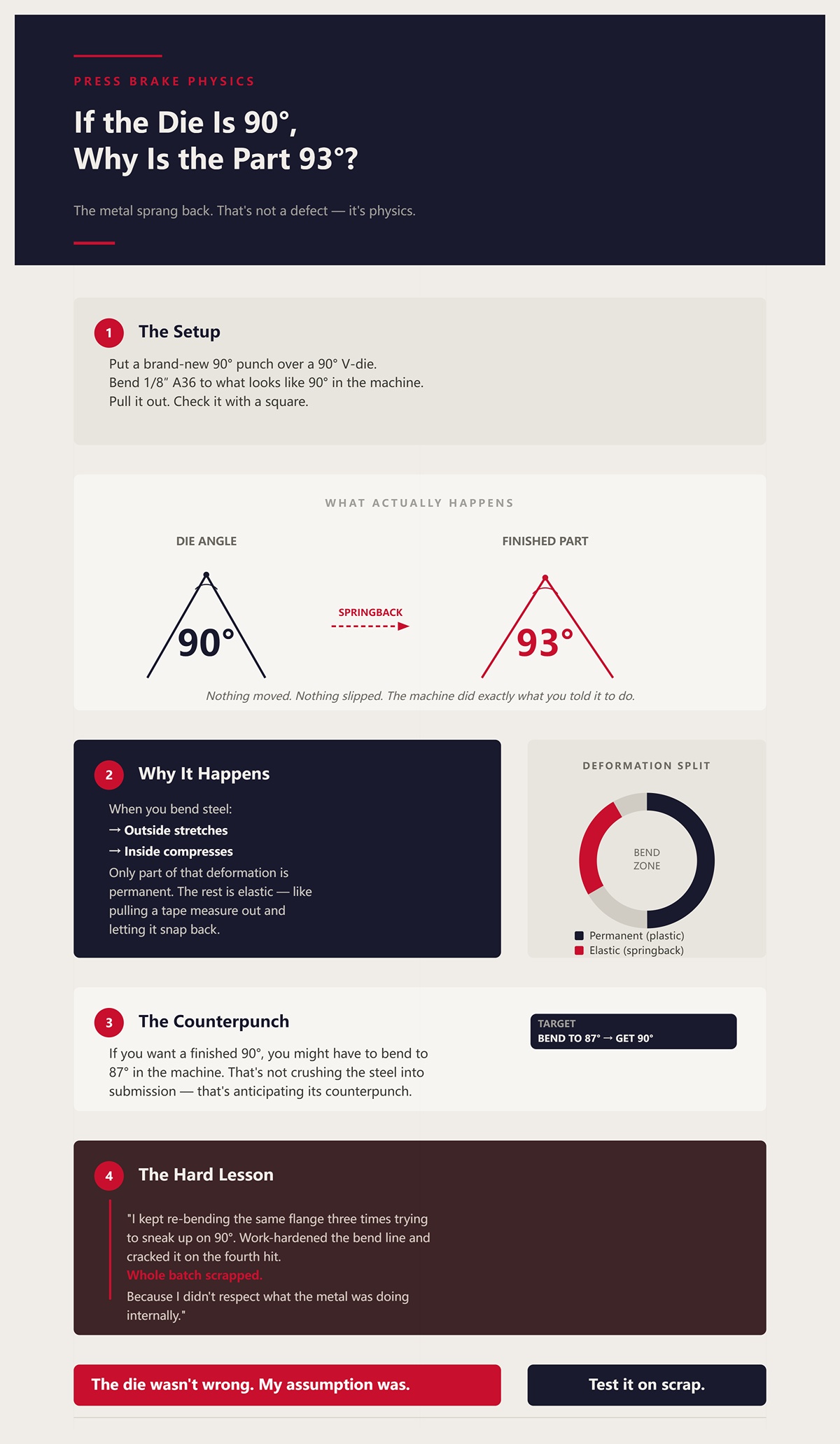
Coloca un punzón de 90° completamente nuevo sobre una matriz en V de 90°. Dobla 1/8″ A36 a lo que parece 90° en la máquina. Sácalo. Revísalo con una escuadra.
Marca 93°.
Nada se movió. Nada resbaló. La máquina hizo exactamente lo que le dijiste que hiciera.
El metal volvió a su posición.
Cuando doblas el acero, la parte exterior de la curva se estira. La parte interior se comprime. Solo una parte de esa deformación es permanente. El resto es elástico — como sacar una cinta métrica y dejar que se retraiga. Cuando el pisador sube, la parte elástica se libera y el ángulo se abre.
Eso es el retroceso elástico. Y no es un defecto. Es física.
Si quieres un acabado a 90°, puede que tengas que doblar a 87° en la máquina. No es forzar el acero hasta someterlo. Es anticipar su contraataque.
La primera vez que aprendí esto, seguí re-doblando la misma pestaña tres veces intentando “acercarme” a 90°. Endurecí por trabajo la línea de doblado y se agrietó en el cuarto intento. Todo el lote a la chatarra porque no respeté lo que el metal estaba haciendo internamente.
La matriz no estaba equivocada. Mi suposición sí.
Haz la prueba en desperdicio.
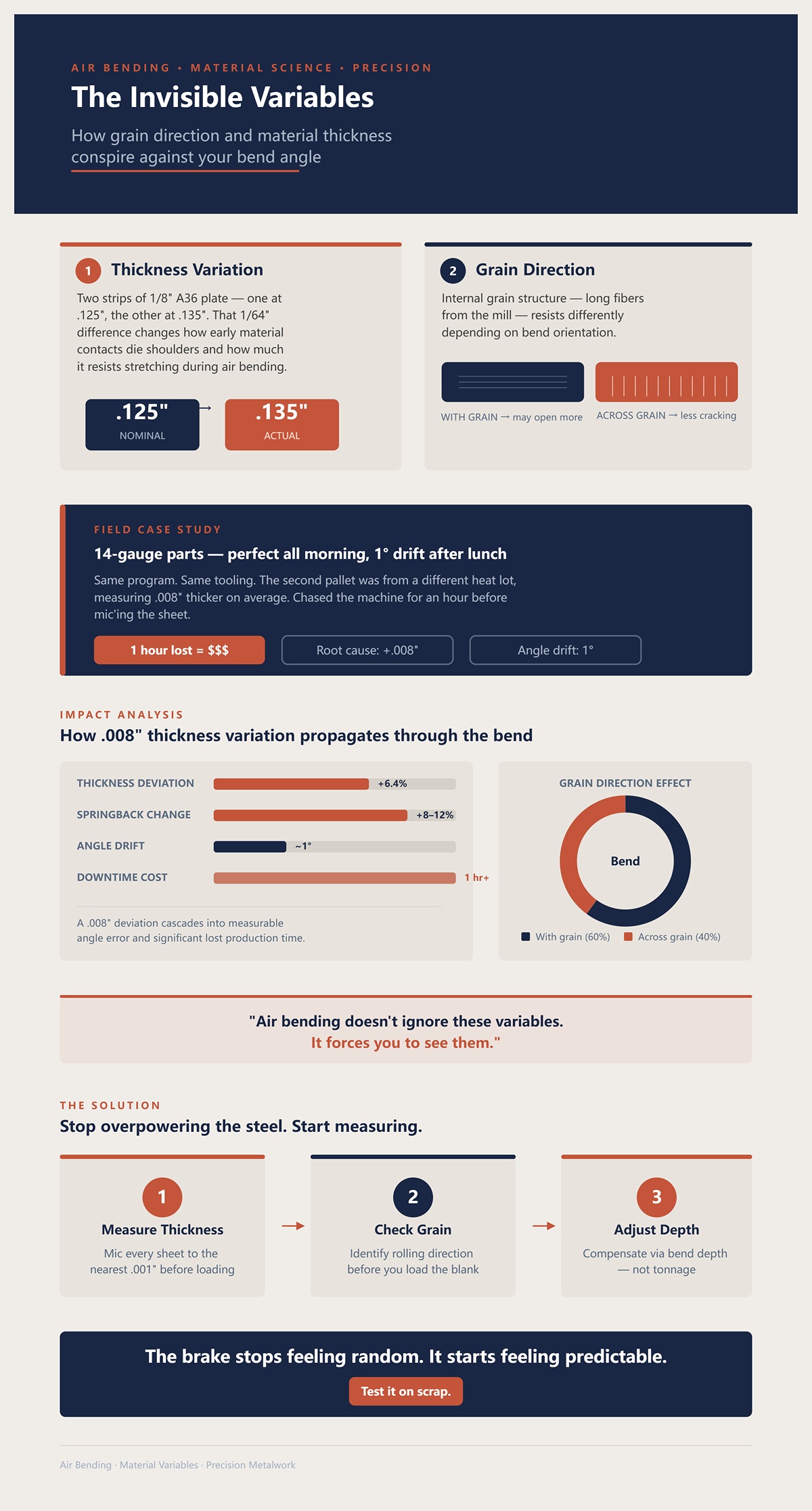
Toma dos tiras de placa de 1/8″, ambas etiquetadas como A36. Una mide 0,125″. La otra es de 0,135″. Esa diferencia de 1/64″ no parece mucho hasta que haces doblado al aire.
El ángulo de doblado al aire se controla con la profundidad de penetración en la V. El grosor cambia qué tan pronto el material contacta con los hombros de la matriz y cuánto resiste estirarse. Una hoja más gruesa tendrá un retroceso diferente que una más delgada, incluso si el programa es idéntico.
Ahora gira la pieza 90° para doblar a través del grano de laminado en vez de con él. La estructura interna del grano — fibras largas provenientes del laminado — se resiste de forma diferente según la dirección. A través del grano, a menudo se obtiene menos agrietamiento pero un retroceso ligeramente distinto. Con el grano, puede abrirse más.
Una vez fabriqué piezas en calibre 14 que salieron perfectas toda la mañana. Después de comer, los ángulos se desviaron 1°. Mismo programa. Mismo utillaje. Resultó que el segundo pallet provenía de un lote diferente, midiendo en promedio 0,008″ más grueso. Perdimos una hora ajustando la máquina antes de medir la plancha con el micrómetro. Esa hora costó más que el material.
El doblado al aire no ignora estas variables. Te obliga a verlas.
Si dejas de intentar dominar el acero y empiezas a medir el grosor al milésimo de pulgada, verificando la dirección del grano antes de cargar la pieza, y ajustando la profundidad del doblado en lugar de la tonelada aplicada, la plegadora deja de parecer aleatoria.
Empieza a parecer predecible.
Haz la prueba en desperdicio.
Doblas una tira de 1/8″ A36 a 87° en la máquina. El medidor marca 87,2°. Sueltas el pisador, sacas la pieza y pones una escuadra encima.
Marca exactamente 90°.
No pasó nada mágico en ese medio segundo. No hubo fantasmas en la hidráulica. Lo que pasó fue una recuperación de deformación — la parte elástica del doblado soltándose. Y empezó a ocurrir antes de que liberaras el pedal.
Aquí está la parte que la mayoría de principiantes no entienden: el doblado no es “temporal” o “permanente”. Es ambas cosas a la vez, apiladas a través del grosor. La capa exterior se está estirando más allá del punto de fluencia. La capa interior se está comprimiendo. En algún punto intermedio hay una capa delgada que aún no ha fluido. Esa capa ya está intentando abrir el doblado mientras todavía estás empujando hacia abajo.
Ese retorno es el impuesto que pagas por doblar. No lo eliminas. Lo consideras en tu cálculo.
Entonces, ¿en qué punto exacto deja el metal de negociar y empieza a obedecer?
Toma esa misma tira de 1/8″. El acero dulce como el A36 tiene un límite de fluencia alrededor de 36 000 psi. Por debajo de esa tensión, se comporta elásticamente, lo que significa que la deformación es proporcional al esfuerzo, y cuando se descarga, vuelve a su forma original. Como un resorte. Si se pasa del límite elástico, la estructura cristalina se desliza. Ese deslizamiento es deformación plástica. Esa parte permanece.
Cuando comienzas a doblar, todo el espesor es elástico. A medida que el punzón se introduce más profundamente en la V, las fibras exteriores —las más alejadas del eje neutro— experimentan la mayor tensión. Llegan primero al límite de fluencia. La zona plástica comienza en el exterior y avanza hacia el interior a medida que aumenta la curvatura.
El doblado se vuelve “permanente” en el momento en que cualquier fibra supera el límite elástico. Pero se vuelve útilmente permanente solo cuando una parte suficiente del espesor ha cedido para que el núcleo elástico restante no pueda devolverlo completamente a plano.
Imagina la sección transversal: el exterior de 1/32″ ha cedido, el interior de 1/32″ ha cedido en compresión y queda un núcleo elástico delgado en el medio. Cuando se libera la carga, ese núcleo elástico se descarga y redistribuye la tensión. Por eso el ángulo se abre.
Una vez descarté una serie de piezas de acero inoxidable de 3/32″ porque seguía tocando el pedal, intentando “acercarme” a los 90° en cuatro golpes suaves en lugar de una sobre-flexión controlada. Cada golpe añadía deformación plástica en la superficie, pero dejaba un núcleo elástico obstinado. En el cuarto golpe, las fibras exteriores se habían endurecido por trabajo y vuelto frágiles. Grietas microscópicas en 50 piezas. Ese trabajo pagó mi lección.
Si quieres verlo por ti mismo, dobla una probeta a 45°, suéltala, luego vuelve a doblarla un poco más y observa cuánto menos recupera la segunda vez. Has aumentado el grosor de la zona plástica. El núcleo elástico se hizo más delgado.
Corta una tira de 2″ × 6″ y pruébalo. Mide antes y después de cada golpe. Haz las pruebas con chatarra.
Ahora bien, ¿por qué el acero de 1/4″ se siente más fiable que el aluminio de .050″, incluso cuando ambos están cortados limpios y doblados en la misma prensa?
Doblado de acero A36 de 1/4″ en una matriz en V de 2″. Sobredobla a 88° en la máquina. Podría recuperar 1°.
Ahora dobla aluminio 5052 de .050″ en una matriz en V de 1/2″. Sobredobla a 85°. Podría recuperar 3° o más.
Están ocurriendo dos cosas.
Primero, el espesor. El retroceso elástico es aproximadamente proporcional a la relación entre la deformación elástica y la deformación total. Un material más grueso, doblado en una V del tamaño adecuado (aproximadamente 8× el espesor para acero como punto de partida), desarrolla una zona plástica mayor en proporción a su espesor. Más parte de la sección transversal ha cedido. El núcleo elástico es un porcentaje menor del conjunto, por lo que tiene menos fuerza para abrir el ángulo.
¿Lámina delgada? La zona plástica es superficial. La parte elástica domina. Te engaña.
Segundo, el módulo y el endurecimiento por trabajo. El acero tiene un módulo de elasticidad de alrededor de 29 millones de psi. El aluminio está más cerca de 10 millones de psi. Un módulo más bajo significa que, para la misma tensión, el aluminio se deforma más elásticamente. Se almacena más deformación elástica. Hay más para recuperar al liberar.
Y el aluminio se endurece rápidamente por trabajo. Vi un proyecto donde doblamos soportes de 5052 de .080″, los revisamos, vimos que estaban 2° abiertos e intentamos corregir volviendo a doblar. Después de dos golpes, la línea de doblez se endureció tanto que la tercera corrección apenas la movió, y la cuarta se agrietó. Tuvimos que detener la producción y recocer un lote en horno solo para terminar el pedido. El acero habría tolerado esa secuencia mucho mejor.
Por eso el acero más grueso “miente menos”. No porque sea obediente. Sino porque proporcionalmente, más de él ha superado el límite elástico, y su memoria elástica no es tan dominante.
Mide tu hoja hasta la milésima de pulgada más cercana (.001″). Verifica la aleación y el temple antes de asumir que el mismo programa funcionará. Dobla una probeta de cada carga de material y registra el retroceso elástico. Pruébalo en material de desecho.
Entonces, ¿cómo se aplica en primer lugar toda esta fuerza realmente?
Mira la configuración: punta del punzón arriba, hombros de la matriz a la izquierda y derecha. La hoja se extiende sobre la V como un puente. Cuando el punzón baja, no estás aplastando toda la pestaña. Estás creando un sistema de flexión de tres puntos — dos apoyos en los hombros de la matriz y una carga concentrada en la punta del punzón.
Eso significa que el momento de flexión máximo — la tensión interna más alta — está justo debajo del punzón. La tensión disminuye hacia los hombros de la matriz. No es uniforme.
Durante la carga, las fibras exteriores bajo el punzón ceden primero. A medida que profundizas, esa región cedida se expande. Cuando liberas, la descarga tampoco es uniforme. La deformación elástica se recupera, pero debido a que la deformación plástica es inhomogénea a lo largo del radio, la tensión se redistribuye. El metal no simplemente “retrocede”. Se reequilibra internamente.
Por eso funciona el doblado al aire. Estás controlando la curvatura por profundidad en un sistema predecible de tres puntos. Empuja el material hacia abajo en la V, y el ángulo se controla por lo profundo que llegues — no por el ángulo de la matriz en sí.
Cuando haces fondo o acuñado, cambias el modelo. Ahora la hoja contacta las paredes de la matriz. Ya no estás en pura flexión de tres puntos. Estás comprimiendo toda la zona de doblado, superando la recuperación elástica. El retroceso elástico cae porque has llevado casi todo el espesor más allá del límite elástico. Por eso el acuñado puede casi eliminar el costo del retroceso — a costa de 3× a 5× la tonelada y tolerancias de herramientas más estrictas.
Física diferente. Factura diferente.
Configura una prueba simple: dobla una probeta de 3″ de ancho al aire, registra el ángulo. Luego haz fondo en el mismo espesor y en la misma matriz con mayor tonelaje y compara el retroceso elástico. Siente la diferencia en la presión del pedal. Mide el cambio de ángulo después de liberar. Pruébalo en material de desecho.
Cuando ves el doblado como carga de tres puntos con una sección transversal elástico-plástica en capas, el retroceso deja de ser un insulto.
Se convierte en un número para el que planificas.
Y ahí es donde el doblado al aire deja de parecer un compromiso, y empieza a parecer control.
Tienes A36 de 1/8″ en una configuración de 8× el espesor — eso es una matriz en V de 1″. Necesitas acabado a 90°. La primera pieza dio 90°. La segunda 91,5°. La tercera 89°. Mismo programa. Misma máquina. Entonces, ¿cómo predices el sobredoblado en lugar de perseguirlo pieza a pieza?
Comienzas aceptando esto: en el doblado al aire, el ángulo de la matriz es casi irrelevante. El punzón nunca lleva la hoja a contacto completo con las paredes de la matriz. Estás flotando entre los hombros. Eso significa que el único control firme que tienes es la profundidad — cuán lejos penetra el punzón en la V. Empuja el material hacia abajo en la V, y el ángulo se controla por lo profundo que llegues — no por el ángulo de la matriz en sí.
Esa es la laguna.
Si la profundidad controla el ángulo, entonces el ángulo es una función de la penetración del punzón menos el retroceso elástico. Y el retroceso elástico es función del material, espesor, dirección del grano y radio interno. Así que la verdadera pregunta se convierte en: ¿cómo se traduce esa geometría flotante en un número que puedas ajustar?
Imagina una matriz en V de 90°. Bajas el punzón hasta que la pieza mide 88° bajo carga. Sueltas. Se abre a 90°. Esos 2° fueron recuperación elástica.
Ahora no cambies nada excepto la profundidad. Baja .010″ más. Bajo carga marca 86.5°. Suelta. Ahora recupera a 89°.
¿Qué cambió? No el ángulo de la matriz. No el ángulo del punzón. Solo la penetración.
En el doblado al aire, el radio interior se forma de manera natural en aproximadamente 16 veces el espesor del material de la apertura en V para acero dulce en una configuración adecuada de 8×. Así que en una V de 1″, obtendrás un radio interior de alrededor de .160″ te guste o no. Ese radio determina cuánto del espesor fluye plásticamente. Esa profundidad de fluencia determina el espesor del núcleo elástico. Ese núcleo elástico determina la recuperación elástica.
Así que tu control es la profundidad de penetración, que cambia el ángulo de doblado, lo que cambia cuánto de la sección transversal supera el límite elástico.
Hace años, un chico del segundo turno cambió una V de 1″ por una V de 3/4″ porque “parecía lo suficientemente parecida.” El radio interior se redujo. La zona plástica aumentó. La recuperación elástica bajó casi 1°. No cambió el programa. Descartamos 60 soportes antes de descubrir que la matriz era la equivocada. El ancho de la matriz cambió el radio. El radio cambió la recuperación elástica. Una lección cara.
Así es como se calibra correctamente:
Luego pruébalo en material de descarte.
Entonces, si la profundidad es la clave, ¿por qué no simplemente presionar más y eliminar las conjeturas?
Toma dos chapas de calibre 11. Una mide .119″. La otra .123″. Cuatro milésimas de diferencia. No parece mucho.
En el doblado al aire, ese cambio de espesor desplaza levemente el eje neutro — esa capa imaginaria que no se estira ni se comprime. Una chapa más gruesa significa que se forma un radio interior ligeramente mayor para la misma V. Eso cambia la recuperación elástica en quizá medio grado.
Pero como solo haces tres puntos de contacto — la punta del punzón y los hombros de la matriz — el sistema se flexiona con el material. El ángulo cambia principalmente por la profundidad, no por comprimir el espesor en una cavidad fija. La variación aparece como una pequeña diferencia de ángulo que puedes corregir con un ajuste de profundidad.
Ahora imagina hacer asiento (bottoming) con esas mismas chapas.
Lo que en realidad haces es acercarte al asiento total — forzando el material a contactar las paredes de la matriz. Ahora la variación de espesor no tiene a dónde ir. Esas .004″ adicionales se comprimen entre herramientas de acero más duras que la pieza. El tonelaje se dispara. Los ángulos varían. La matriz se desgasta. Las piezas se marcan.
Una vez vi que un taller acuñaba paneles cosméticos de calibre 14 porque estaban cansados de “perseguir el retroceso elástico”. Eliminaron 1° de variación y añadieron marcas de molde a 200 caras visibles. El cliente rechazó el lote. Resolvieron la deriva de ángulo y crearon un desastre en el acabado.
El doblado al aire habría absorbido esa variación de espesor. Una oscilación de 0,5° es más barata que reacondicionar 200 paneles.
Aquí está la disciplina:
Luego pruébalo en material de descarte.
Si menos fuerza te da flexibilidad, ¿dónde está la línea antes de perder autoridad sobre el doblado?
Mira tu tabla de tonelaje. Para A36 de 1/8″ en una V de 1″, el doblado al aire podría requerir aproximadamente 12–15 toneladas por pie. Acuñar esa misma configuración podría requerir el doble o el triple.
Si tu prensa indica 30 toneladas por pie en ese trabajo, ya no estás doblando al aire. Estás pasando al acuñado, lo hayas planificado o no. El retroceso elástico disminuye — claro. Pero ahora el radio interior se está forzando a ser más pequeño que el radio natural del doblado al aire. Todo el espesor se está llevando más cerca de su límite elástico. Eso significa menos núcleo elástico. Eso significa menos tolerancia.
El control se convierte en dependencia. Ahora el ángulo depende del espesor exacto y la geometría exacta de la matriz.
En prensas manuales antiguas sin repetibilidad de profundidad CNC, aquí es donde los principiantes se queman. Piensan que más presión equivale a más consistencia. En realidad, han eliminado el cojín flotante que les da el doblado al aire. Cualquier variación del pisador, cualquier deflexión en el marco, cualquier cambio en la dirección del grano aparece directamente en la pieza.
El punto dulce es este:
Suficiente penetración para lograr el ángulo más el sobre-doblado planificado. Suficiente tonelaje para formar el radio interior natural. No suficiente para forzar el contacto completo con la matriz.
Observa el indicador de tonelaje durante el recorrido. Si sube bruscamente al final del recorrido, es probable que estés golpeando las paredes de la matriz. Retrocede la profundidad unas milésimas y vuelve a medir.
Luego fabrica tres cupones consecutivos y compara los ángulos después de la descarga completa. Si repiten dentro de tu tolerancia, fíjalo.
Y pruébalo en material de desecho.
Porque una vez que entiendes que la profundidad del punzón —no la fuerza bruta— decide tu ángulo final, lo siguiente que deberías preguntarte es esto:
¿Qué tan precisa debe ser tu configuración si milésimas de profundidad están dirigiendo grados de ángulo?
El mes pasado doblamos A36 de 1/8″ en una V de 1″ a 93° para que recuperara a 90°. El primero marcó 90°. El segundo marcó 91.2°. Nada cambió en el programa. Lo que cambió fue la configuración: la lámina tenía 0.006″ más de espesor en el extremo lejano, y el ariete estaba fuera de paralelo quizá 0.002″ en 6′. Eso es todo lo que se necesita. Milésimas en profundidad se convierten en grados completos en la pieza.
Ya sabes que la profundidad de penetración es el volante de dirección. Ahora nos aseguramos de que el sistema de dirección no tenga holgura.
Comienza con la máquina. Verifica el paralelismo del ariete con un par de bloques rectificados y una galga calibradora. Si puedes deslizar una galga de 0.003″ en un lado y no en el otro al fondo de la carrera, estarás persiguiendo el ángulo todo el día. Ahí entra en juego el abombamiento — compensación mecánica o hidráulica para contrarrestar la deflexión del bastidor bajo carga. Sin él, el centro se dobla a 89° mientras los extremos marcan 91°. Vi cómo un taller desechó 40 barandillas arquitectónicas porque nadie verificó la deflexión después de un trabajo de 20 toneladas más temprano en el turno que calentó el bastidor. La prensa creció lo suficiente como para engañarlos.
Ajusta el paralelismo. Verifica el abombamiento con una tira de prueba a lo largo completo. Luego pruébalo con material de desecho.
Una vez que la máquina sea precisa, la geometría de las herramientas es lo siguiente. Ahí es donde la mayoría de los principiantes se arriesgan sin darse cuenta.
Toma un micrómetro. Mide tu lámina. Digamos que mide exactamente 0.125″. Multiplícalo por 8. Eso te da una apertura en V de 1.000″ para acero dulce. No 7× porque está “cerca”. No 10× porque es “lo que hay en el estante”. Ocho veces el espesor es el punto de partida porque equilibra tres factores: formación del radio interior, tonelaje requerido y previsibilidad de la recuperación elástica.
En una configuración 8× verdadera con acero dulce, tu radio interior estará alrededor de 16% de la apertura en V. En una V de 1″, eso equivale a un radio interior de aproximadamente .160″. Ese radio define cuánto de la sección transversal fluye plásticamente. Cambia la V a 3/4″ y tu radio natural se reduce a aproximadamente .120″. Un radio más pequeño significa más deformación plástica. Más deformación plástica significa menos recuperación elástica — y más tonelaje.
Una vez vi a un tipo comprimir una lámina de 3/16″ en una V de 1″ porque “entraba”. Eso apenas es 5.3× el espesor. El tonelaje superó el gráfico. Se quebró un hombro de la matriz limpiamente. Ocho mil dólares perdidos porque nadie hizo la multiplicación.
Hay un detalle: los doblados con desplazamientos ajustados más cercanos que unas 6× del espesor del material pueden chocar con una matriz 8×. En ese caso puedes reducir una V, pero más vale recalcular el tonelaje y esperar un radio interior y un valor de recuperación elástica diferentes. Cambia una variable, actualiza los cálculos.
Elige la V en función del espesor, no de la conveniencia. Confirma los cálculos con tu tabla de tonelaje. Luego pruébalo con material de desecho.
Si la apertura en V determina el radio natural, ¿qué está haciendo realmente el punzón?
Coloca un punzón afilado — digamos una punta de .030″ — sobre esa V de 1″ con acero de 1/8″. Los principiantes creen que el radio interior será .030″. No lo será. En el doblado en aire, el ancho de la matriz es el que determina mayormente el radio interior, no la punta del punzón, siempre que el radio del punzón sea menor que el radio natural que la V tiende a crear.
Ese radio interior de .160″ del que hablamos se forma porque la lámina flota entre los hombros. Empuja el material hacia abajo en la V, y el ángulo se controla por lo profundo que vayas — no por el ángulo de la matriz en sí. El punzón solo inicia el doblado y concentra la fuerza.
Ahora cambia a un punzón con un radio de .200″ — mayor que el natural de .160″. De repente el punzón es el limitador. El material envuelve el punzón y tu radio interior crece. La recuperación elástica cambia porque tu zona plástica cambió. Misma V. Mismo espesor. Resultado diferente.
Aprendí eso con acero inoxidable de 3/32″. Cambiamos a un radio de punzón mayor para evitar grietas superficiales en una pieza cosmética cepillada. El radio interior aumentó aproximadamente 1/32″. La recuperación elástica subió casi un grado. Nadie ajustó el sobre-doblado. Descartamos toda una tanda de paneles con microgrietas y ángulos incorrectos en la misma semana.
Haz coincidir el radio del punzón para que sea igual o ligeramente menor que el radio natural esperado, a menos que el plano lo exija de otro modo. Si lo cambias intencionalmente, ajusta tu objetivo de sobre-doblado y la expectativa de tonelaje.
Configúralo. Corre una probeta. Mide el radio interior con galgas de radio, no a ojo. Luego pruébalo con material de desecho.
Una vez que la geometría está fijada, la precisión del ángulo se reduce a un solo movimiento deliberado: apuntar más allá del objetivo.
Toma esa pieza de A36 de 1/8″ en una V de 1″. El retroceso típico en un doblado en el aire puede ser de 2°. Así que si el plano pide 90°, programas para 92°. Tal vez 93°, dependiendo de la dirección del grano.
No adivines. Dobla una probeta a 90° bajo carga y deja que se relaje. Si se abre a 92°, sabes que el retroceso es de 2°. Ahora dobla a 88° bajo carga para que al soltar llegue a 90°. Eso es apuntar a través del ángulo.
Lo que realmente estás haciendo es predecir cuánta parte elástica queda después de liberar la presión. Estás negociando con ella. Si la empujas con más fuerza y te acercas al contacto de fondo, el retroceso se reduce, pero ahora la variación de espesor controla tu ángulo en lugar de la profundidad. Así es como los principiantes se engañan pensando que la fuerza bruta es precisión.
Vi a un nuevo operador perseguir un error de 0.5° añadiendo presión en lugar de profundidad. Cruzó hasta el contacto con la matriz. El ángulo se veía perfecto durante cinco piezas. Luego la siguiente lámina, .004″ más gruesa, salió 1.5° cerrada. Sin saberlo, había eliminado el margen que el doblado en el aire te da.
Registra el valor real de retroceso para ese material, espesor, dirección del grano y V. Programa la sobreinclinación intencionalmente. Luego confirma tres piezas consecutivas después de descargar totalmente.
Y sí: pruébalo en retales.
Pero todo esto supone que estás dentro del tonelaje seguro. Si fallas en eso, lo demás no importa.
Abre la tabla. Busca acero dulce de 1/8″ en una V de 1″. Verás aproximadamente 12–15 toneladas por pie para doblado en el aire. En una pieza de 4′, eso equivale a 48–60 toneladas totales. Si tu prensa está clasificada a 100 toneladas en 10′, estás bien, siempre que realmente estés doblando en el aire.
Ahora mira los números de fondo para la misma configuración. Pueden subir a 25–30 toneladas por pie o más. Eso es el doble. A veces el triple.
Si el indicador de tonelaje se dispara bruscamente al final del recorrido, ya no estás flotando entre los hombros. Estás impulsando el material contra las paredes de la matriz. Lo que realmente estás haciendo es coquetear con el contacto de fondo: forzando el material a tocar las paredes de la matriz. Las herramientas sienten esa carga antes que tú.
Tuvimos una prensa de 90 toneladas que rompió un punzón segmentado porque alguien asumió que “solo era calibre 11”. No se dieron cuenta de que la V era demasiado pequeña y la pieza medía 6′ de largo. La carga real superó la capacidad de la herramienta en alrededor de un 20 %. Al acero no le importan tus suposiciones.
Calcula las toneladas por pie. Multiplica por la longitud del doblez. Compara con la capacidad de la máquina y con la clasificación de la herramienta, que no siempre son el mismo número. Mantente cómodamente por debajo del tonelaje de contacto si el trabajo requiere precisión de doblado en el aire.
Ajusta el tope de profundidad según el ángulo, no según la fuerza. Observa el indicador por picos inesperados. Luego ejecuta tu primera pieza y mide.
Porque cuando puedes elegir la V correcta, emparejar el punzón, compensar el retroceso y demostrar que el tonelaje es seguro, ya no estás aplastando metal.
| Sección | Contenido |
|---|---|
| Título | Leer una tabla de tonelaje vs. adivinar: el cálculo que evita daños en las herramientas |
| Referencia de doblado en el aire | Abre la tabla. Busca acero dulce de 1/8″ en una V de 1″. Verás aproximadamente 12–15 toneladas por pie para doblado en el aire. En una pieza de 4′, eso equivale a 48–60 toneladas totales. Si tu prensa está clasificada a 100 toneladas en 10′, estás bien, siempre que realmente estés doblando en el aire. |
| Comparación con contacto de fondo | Ahora mira los números de fondo para la misma configuración. Pueden subir a 25–30 toneladas por pie o más. Eso es el doble. A veces el triple. |
| Señales de advertencia | Si el indicador de tonelaje se dispara bruscamente al final del recorrido, ya no estás flotando entre los hombros. Estás impulsando el material contra las paredes de la matriz. Lo que realmente estás haciendo es coquetear con el contacto de fondo: forzando el material a tocar las paredes de la matriz. Las herramientas sienten esa carga antes que tú. |
| Ejemplo de falla en el mundo real | Tuvimos una prensa de 90 toneladas que rompió un punzón segmentado porque alguien asumió que “solo era calibre 11”. No se dieron cuenta de que la V era demasiado pequeña y la pieza medía 6′ de largo. La carga real superó la capacidad de la herramienta en alrededor de un 20 %. Al acero no le importan tus suposiciones. |
| Método de cálculo adecuado | Calcula las toneladas por pie. Multiplica por la longitud del doblez. Compara con la capacidad de la máquina y con la clasificación de la herramienta, que no siempre son el mismo número. Mantente cómodamente por debajo del tonelaje de contacto si el trabajo requiere precisión de doblado en el aire. |
| Mejores prácticas de configuración | Ajusta el tope de profundidad según el ángulo, no según la fuerza. Observa el indicador por picos inesperados. Luego ejecuta tu primera pieza y mide. |
| Conclusión | Porque cuando puedes elegir la V correcta, emparejar el punzón, compensar el retroceso y demostrar que el tonelaje es seguro, ya no estás aplastando metal. |
Tú lo estás controlando.
Y es entonces cuando puedes empezar a hacer una pregunta más inteligente: ¿cuándo deja de ser suficiente el doblado al aire?
Has hecho todo bien: elegiste la V de 1″ para A36 de 1/8″, igualaste el radio del punzón, apuntaste 2° más allá de 90°, confirmaste entre 12 y 15 toneladas por pie, y la primera pieza te dio 90°.
Entonces, ¿cuándo deja de ser suficiente el doblado al aire?
No es cuando eres descuidado. Es cuando la tolerancia se vuelve más estricta que el margen que te da el doblado al aire.
El doblado al aire está controlado porque la profundidad de penetración es el volante de dirección. Flotas entre los hombros, predices el retorno elástico y ajustas por milésimas de recorrido del ariete. Esa flexibilidad es su fortaleza. Pero la flexibilidad también implica movimiento, y el movimiento tiene límites. Cuando el plano indica ±0.25° en un ala de 36″, ya no estás negociando: te están auditando.
Ahí es donde entran el asentado y el acuñado. No como mejoras. Como compromisos.
No te hacen más inteligente. Solo reducen cuánto puede pensar la pieza.
En un doblado al aire limpio, un cambio de espesor de .004″ puede alterar tu ángulo alrededor de medio grado, a veces más según el ancho de la V y la resistencia del material. Eso no es descuido. Es geometría.
Porque en el doblado al aire, el ángulo proviene de la profundidad. Y la profundidad reacciona al espesor.
Si tu lote de láminas varía de .119″ a .123″, tu eje neutro —esa línea imaginaria en la sección transversal que no se estira ni se comprime— se desplaza ligeramente. Eso cambia cuánto núcleo elástico queda después de la descarga. El retorno elástico cambia. Tus 92° programados bajo carga pueden volver a 89.5° en una hoja y 90.7° en la siguiente.
Ahora imagina un plano que pide 90° ±0.25°. Puedes ajustar el ariete con una repetibilidad de .001″. La prensa puede ser perfecta. Las matemáticas pueden ser correctas. Pero el propio material está moviendo las metas.
Vi a un chico intentar mantener ±0.25° en acero inoxidable de 3/16″ en una V de 1‑1/4″. Seguía ajustando la profundidad .002″ cada vez. Las piezas entraban y salían de tolerancia toda la tarde. Desechamos 38 soportes antes de que entendiera que no era la máquina —era la variabilidad que el doblado al aire tolera educadamente.
Cuando la banda de tolerancia es más estrecha que la variación del material, el doblado al aire alcanza su límite.
Entonces, ¿qué pasa si dejas de permitir que la profundidad controle todo?
El fondo significa que conduces intencionalmente el punzón hasta que el material contacte con las paredes de la matriz. No aplastarlo plano — eso es acuñado — sino asentarlo firmemente en la V para que ahora el ángulo de la matriz importe.
Trasladas el control de la profundidad del ariete a la geometría de la herramienta.
Por eso una prensa más antigua con repetibilidad de profundidad mediocre aún puede mantener ángulos precisos al usar el fondo. La matriz se convierte en el regulador. Una vez que el material se asienta completamente, pequeños cambios de grosor no alteran tanto el ángulo porque las paredes lo restringen.
Pero aquí está el costo.
El ángulo del punzón, el ángulo de la matriz y el grosor del material deben coincidir casi exactamente. Si estás doblando a 90° en 1/8″, necesitas un punzón de 90° y una matriz de 90° dimensionada para ese grosor. ¿Quieres 88° en su lugar? Nueva matriz. ¿Grosor diferente? Probablemente otra matriz nueva.
Una vez cambié de material de .120″ a .135″ a mitad de corrida e intenté mantener el mismo ajuste de fondo. Los ángulos salieron 1° más abiertos porque la lámina más gruesa no podía asentarse completamente sin más tonelaje. Lo forzamos. Se rompió un hombro de la matriz que costó más que todo el trabajo.
El fondo te da repetibilidad al eliminar flexibilidad. Genial para 1,000 piezas idénticas. Miserable para cinco piezas todas con ángulos diferentes.
Entonces, ¿qué pasa si incluso el fondo no es lo suficientemente preciso?
El acuñado es cuando dejas de negociar y reescribes la memoria del material.
Empujas la punta del punzón en el material con suficiente fuerza — a veces de 5 a 10 veces el tonelaje del doblado por aire — de modo que comprimas plásticamente la superficie interior. Ya no solo estás doblando. Estás adelgazando el material en la línea de doblez.
El retroceso elástico cae cerca de cero porque has cedido casi toda la sección transversal.
El ángulo equivale al ángulo del punzón. Punto.
Suena perfecto, ¿verdad?
Esto es lo que no te dicen: ese tonelaje se dispara rápido. Toma el mismo acero de 1/8″ que necesitaba aproximadamente 15 toneladas por pie en doblado por aire. El acuñado podría requerir más de 100 toneladas por pie dependiendo del radio del punzón y la apertura de la matriz. Tus herramientas sienten cada bit de eso.
Una vez acuñamos acero inoxidable calibre 16 para un dobladillo estético de 90° que debía quedar completamente al ras. Después de 600 golpes, la punta del punzón comenzó a abollarse. Para los 1,200, el ángulo cambió porque la geometría de la herramienta se alteró. El método “perfecto” se desgastó a mitad de la corrida.
Y has adelgazado permanentemente la zona del doblez. En piezas estructurales, eso importa.
El acuñado es un bisturí hecho con un martillo.
Así que ahora la verdadera pregunta no es qué método es más preciso. Es si el trabajo justifica el castigo.
Doblado por aire: un solo dado en V, múltiples ángulos, cambios de configuración mínimos. Ajustas la profundidad y listo. La vida útil de la herramienta es larga porque te mantienes por debajo de la tonelada de contacto.
Acabado (bottoming): herramientas específicas para cada ángulo, ajuste cuidadoso, mayor carga. El montaje lleva más tiempo. El desgaste de la herramienta aumenta, pero ganas repetibilidad en lotes grandes.
Moneda (coining): carga máxima, desgaste más rápido de la herramienta, menor flexibilidad, pero con prácticamente cero recuperación elástica.
Si estás fabricando 25 soportes con tres ángulos diferentes, el doblado por aire gana siempre. Pasarás más tiempo cambiando dados de acabado que doblando realmente.
Si fabricas 5,000 rieles de acero inoxidable que deben mantenerse a ±0,25° durante todo el día, el acabado puede amortizarse solo con la reducción de desperdicio.
Si haces un contacto eléctrico de precisión donde el ángulo debe ser exacto y no puede existir recuperación elástica, el coining se gana su lugar — y presupuestas el desgaste de herramientas como si fuera un consumible.
La mayoría de los principiantes cree que el acabado y el coining son “más precisos”. No lo son. Son más restrictivos.
El doblado por aire es la opción predeterminada porque te permite controlar la física en lugar de sobrepasarla. El acabado y el coining son lo que eliges cuando el plano, el volumen o la máquina te obliga.
Y una vez que sabes qué método elegiste y por qué, la siguiente habilidad no es elegir el proceso.
Es leer un mal doblez y rastrearlo hasta la variable que pasaste por alto.
Sacas un soporte de 36" de largo y 1/8" A36 de la prensa. El extremo izquierdo marca 90°. El medio marca 91°. El extremo derecho marca 88,5°. Mismo programa. Misma herramienta. Mismo operador.
Entonces, ¿qué falló — la cama, la herramienta, el material o tu método?
Deja de culpar a la máquina por cinco minutos y observa la pieza como si te hablara. Un doblez nunca miente. Te dice dónde fue la fuerza, dónde se resistió el material y dónde perdiste el control de la recuperación elástica. Tu trabajo no es aplastarlo hasta enderezarlo más. Tu trabajo es leer las pistas y rastrearlas hasta una variable a la vez.
Así es como mantienes el control del doblado por aire en lugar de dejar que se te desvíe.
Imagina de nuevo ese soporte de 36". Extremos cerrados. Centro abierto en 1°.
Primera pregunta: ¿es el error gradual y centrado? Eso huele a flexión. Cuando aplicas 12–15 toneladas por pie doblando 1/8" A36 en una V de 1", estás colgando una pequeña cantidad equivalente a la fuerza de un puente sobre la cama. El pisón y la cama se arquean hacia arriba en el medio, a menos que el sistema de compensación lo corrija. Menos penetración en el centro significa menor sobre-doblado, lo que se traduce en más recuperación elástica allí. Ángulo más abierto en el medio siempre.
Vi cómo un taller desechó 40 rieles antes de revisar la compensación. Seguían aumentando la profundidad .003" intentando arreglar el centro. Eso solo sobre-dobló los extremos. Error costoso.
¿Cómo lo aíslas? Trabaja la misma pieza, mismo ajuste, pero dobla un cupón de 6″ en el centro de la máquina únicamente. Luego dobla otro cupón de 6″ cerca del lado izquierdo. Si las piezas cortas coinciden pero la larga no, estás viendo deflexión del bastidor. Ajusta el abombado. Pruébalo en chatarra.
Ahora supongamos que el ángulo varía al azar — cerrado, abierto, cerrado — sin patrón. Eso suele ser variación en el espesor del material. ¿Recuerdas cuando te dije que la profundidad de penetración es el volante? En doblado al aire, el ángulo se controla por qué tan profundo vas — no por el ángulo de la matriz en sí. Si tus láminas varían de .119″ a .123″, el eje neutro se desplaza y el núcleo elástico cambia. El retorno elástico cambia con él.
He visto a un muchacho perseguir ±0,25° toda la tarde en acero inoxidable de 3/16″ porque no midió la pila con micrómetro. Cuatro milésimas de espesor le costaron 38 piezas. Error caro.
Mide con micrómetro en tres puntos a lo largo de la hoja. Si el espesor cambia, tu ángulo cambiará a menos que compensas la profundidad por hoja o ajustes la especificación del material. Pruébalo en chatarra.
Última posibilidad: la herramienta. Si el punzón no está asentado o los hombros de la matriz están desgastados de forma desigual, un extremo puede penetrar más profundo que el otro. Marca la punta del punzón con tinta de trazado, haz un golpe ligero y verifica el patrón de contacto. Marcas de testigo desiguales significan ajuste, no física. Limpia, asienta de nuevo, vuelve a sujetar. Pruébalo en chatarra.
¿Ves el patrón? No adivinas. Aíslas.
¿Pero qué pasa si el ángulo está bien y el metal se está rajando?
Toma una tira de acero inoxidable de 3/32″. Dóblala 90° a través del grano en una V de 1/2″ con un radio de punzón afilado de aproximadamente 1/32″. Lo escucharás antes de verlo — ese leve sonido de desgarro. Luego aparece la grieta capilar en la superficie exterior.
¿Qué pasó?
Cuando doblas, el interior se comprime y el exterior se estira. Cuanto más cerrado es el radio interior, más se alargan las fibras exteriores. Si el radio de tu punzón es más pequeño de lo que el material puede soportar, sobrepasas su límite de elongación. A través del grano lo empeora porque la dirección de grano laminado ya tiene estructura elongada. Lo estás estirando de la forma más difícil.
Una vez deseché un lote completo de soportes de acero inoxidable de 3/32″ porque doblamos perpendicular al grano con un punzón demasiado afilado. El plano no indicaba la dirección del grano. Lo asumimos. Esa suposición costó una semana. Error caro.
El diagnóstico es sencillo. Mide tu radio interior. En doblado al aire, el radio interior es aproximadamente 1/6 de la abertura de la matriz para acero dulce. Así que una V de 1″ da aproximadamente un radio interior de .160″. Más cerrado — digamos una V de 1/2″ — y estás flirteando con el fondo, forzando un radio más pequeño. Lo que realmente estás haciendo es acercarte al fondo — forzando al material a contactar las paredes de la matriz — y eso dispara la tensión en la superficie.
Gira una pieza 90° y vuelve a doblar. Si las grietas desaparecen con el grano, encontraste al culpable. Si no, abre la V una medida y aumenta el radio interior. Pruébalo en chatarra.
Las grietas nunca son aleatorias. Son tensión que supera la ductilidad. Tu trabajo es reducir la tensión o cambiar la dirección.
Ahora, ¿y si una pieza no se agrieta y no varía en ángulo — simplemente no te deja hacer el segundo doblez?
Imagina un canal: alma de 2″, alas de 1″ a ambos lados, 1/8″ de espesor. Doblas un ala de 1″ a 90° en una V de 1″. Perfecto. Luego lo volteas para doblar el ala opuesta.
El ala ya doblada golpea el cuerpo del punzón antes de que el segundo doblez llegue a 90°. Te quedas en 75°. La máquina no es débil. La geometría te está bloqueando.
Vi a un aprendiz forzar una pieza así, pensando que la tonelada arreglaría la holgura. La empujó más fuerte. Marcó el hombro del punzón y deformó el primer ala. Dos piezas arruinadas antes de que lo detuviéramos. Error caro.
El problema no es la fuerza. Es la secuencia y el espacio libre de la herramienta. En el doblado al aire, el punzón tiene un ancho corporal. Si el ala de retorno está demasiado cerca, colisiona antes de la penetración completa. Recuerda: empuja el material hacia abajo en la V, y el ángulo se controla por la profundidad a la que llegas — no por el ángulo de la matriz en sí. Si no puedes alcanzar la profundidad, no puedes alcanzar el ángulo.
Arréglalo doblando primero el ala más lejana, o usando un punzón de cuello de ganso con espacio libre. Coloca la pieza contra el punzón antes del ciclo y revisa físicamente si hay interferencias. Si el acero toca el acero donde no debe, ninguna cantidad de tonelaje lo resolverá. Pruébalo con material de desecho.
Cada doblado defectuoso cae en un grupo: distribución de la fuerza, comportamiento del material o interferencia geométrica. La pieza te dice cuál — si dejas de tratar el prensa-freno como un martillo y comienzas a tratar el acero como un resorte con el que estás negociando.
Y una vez que puedes leer esas pistas sin entrar en pánico, dejas de reaccionar ante los doblados defectuosos.
Empiezas a predecirlos.
¿Quieres doblados que no te sorprendan?
Entonces deja de intentar alcanzar los 90°.
El mes pasado trabajamos con A36 de 1/8″ en una V de 1″. El primero marcó 90°. El chico sonrió. Lo sacó, lo revisó de nuevo cinco minutos después — 91.5°. El acero se relajó. Pensó que la máquina se había desajustado y aumentó la profundidad otra .010″. Ahora salía a 88.5° después del rebote elástico. Tres piezas después y estábamos persiguiendo fantasmas.
Error costoso.
No estás haciendo un doblado de 90°. Estás doblando a 92° para que se relaje de nuevo a 90°. Ese es el modelo mental del sobre-doblado. No luchas contra el rebote elástico. Lo planificas.
Y una vez que aceptas eso, la pregunta de configuración cambia.
El acero es un resorte con un punto de fluencia. Hasta la fluencia, se flexiona y regresa. Más allá de la fluencia, permanece doblado — pero el núcleo elástico interno todavía quiere abrirse. Esa apertura es el rebote elástico.
En el doblado al aire, el punzón no estampa el ángulo en la matriz. Empuja el material hacia abajo en la V, y el ángulo se controla por la profundidad a la que llegas — no por el ángulo de la matriz en sí. Esa profundidad decide cuán lejos más allá del punto de fluencia empujas las fibras exteriores antes de soltar.
Así que tu objetivo real no es 90°. Es 90° más lo que este lote de este espesor en esta abertura de V recupere.
Ejemplo hipotético: acero dulce de 0.125″ en una V de 1″ podría recuperar entre 1.5° y 2°. El acero inoxidable del mismo espesor en la misma V podría recuperar 3° o más. Misma máquina. Misma matriz. Comportamiento diferente.
Si ajustas hasta que el medidor marca 90° bajo presión, te estás preparando para que quede abierto después de liberar. Eso es pensamiento de principiante — aplastando el metal hasta la sumisión.
Una vez vi a un tipo intentar “matar” el rebote elástico aumentando el tonelaje hasta que estaba rozando los hombros de la matriz. Lo que realmente estás haciendo es coquetear con el marcado — forzando el material a contactar las paredes de la matriz. Dejó dos líneas de testigo brillantes y un ligero cambio de radio que arruinó 24 paneles estéticos.
Error costoso.
Así que aquí está el cambio: decide tu sobre-doblado intencional antes de la primera pieza real. No adivinando. Comprobándolo. En material de desecho.
No aprendes el retroceso elástico de una tabla pegada a la pared. Lo aprendes de un cupón de 4″ cortado de la misma hoja que estás a punto de trabajar.
Mismo espesor. Misma dirección de la fibra. Mismo herramental. Misma posición en la máquina.
Haz un golpe. Mide después de liberar. Si necesitas 90° y sale 91.8°, estás 1.8° abierto. Aumenta la profundidad de penetración un poco — estamos hablando de .005″ a .010″ en calibres delgados — y golpea otro cupón.
Mide otra vez.
Cuando se relaje a 90°, deja de tocar la profundidad. Bloquéala. Inicia producción.
Ese pequeño cupón acaba de decirte el impuesto de retroceso elástico para este material en esta configuración. Págalo una vez, al principio.
He visto talleres saltarse esto porque “hicimos ese trabajo el mes pasado”. Lote de calor diferente. El espesor era .003″ más pesado esta vez. Desecharon 60 soportes antes de admitir que los ajustes de ayer no doblan el acero de hoy.
Error costoso.
Los cupones tienen una vida útil de aproximadamente un lote. ¿Nuevo skid? Nueva prueba. Y siempre verificas después de liberar, no bajo carga.
Si quieres doblados predecibles, prueba el sobredoblado primero — y luego protégelo.
Lo que nos lleva al momento que realmente importa.
Antes de mover el pie, hazte tres preguntas.
Uno: ¿Cuál es mi retroceso elástico esperado para este material y abertura en V? Si no lo sabes, estás adivinando. Corta un cupón.
Dos: ¿Mi máquina es capaz de mantener la profundidad de penetración dentro de unas milésimas? El ángulo de doblado al aire vive y muere con el control de profundidad. En material delgado de 0.060″, .005″ de carrera extra puede mover un grado completo. Prensas plegadoras más antiguas con topes flojos pueden hacer que el doblado al aire parezca “inconsistente” cuando en realidad es juego mecánico. Si tu prensa no puede repetir la profundidad, debes ajustar expectativas o elegir doblado en fondo y aceptar el tonelaje.
Tres: ¿Esta tolerancia justifica el doblado al aire? Regla general de la industria — el doblado al aire maneja aproximadamente 90% de trabajo sin problema. Pero si el plano exige ±0.5° en calibre delgado y el espesor del material varía ±.005″, entiende a lo que te comprometes. El doblado al aire transfiere la responsabilidad de precisión a ti y al material. El doblado en fondo gasta tonelaje para eliminar la variabilidad de la ecuación.
Una vez vi 200 paneles estéticos dañados porque alguien eligió acuñado para “garantizar el ángulo”. El tonelaje fue triple de lo que el doblado al aire necesitaba. El herramental marcó cada cara.
Error costoso.
Así que aquí está la perspectiva que quiero que lleves a tu próximo turno:
No estás comandando al acero. Estás negociando con un resorte. Doblas más allá de tu objetivo a propósito. Verificas en el material de descarte. Bloqueas la profundidad, no la esperanza.
Cuando piensas en sobredoblado en lugar de “golpear 90°”, la prensa deja de ser un martillo.
Se convierte en un instrumento de medición.
Y ahora la verdadera pregunta no es cuán fuerte empujar.
Es cuán precisamente puedes predecir lo que sucede cuando sueltas.


















