

في يوم الثلاثاء الماضي، قمت بثني عشر دعامات من مادة A36 بسماكة 1/8 بوصة. كانت القراءة الأولى 90 درجة. والثانية 91.5 درجة. وبحلول الثامنة، كنت تحدق في 93 درجة وتضغط على المكبس بمقدار 0.010 بوصة إضافية وكأن ذلك سيخيف الفولاذ ليصبح مطاوعاً.
أنت لم تكن تشكل المعدن.
بل كنت تخوض شجاراً معه.
قف أمام مكبس الثني لفترة كافية وسيبدأ في الظهور كأنه ختم. ينزل القالب العلوي. ويستقر القالب السفلي عند 90 درجة. ويُضغط المعدن بينهما. لذا، إذا لم تكن القطعة عند 90 درجة، فإن الإجابة الساذجة بسيطة: المزيد من القوة.
لقد شاهدت شاباً يضع لوحاً بسماكة 3/16 بوصة في قالب V مقاس 1/2 بوصة ويرفع الضغط إلى ما يقرب من الحد الأقصى المسموح به للآلة لأن الزاوية كانت تفتح باستمرار. ظن أنه إذا لم تنجح 40 طناً، فستنجح 60 طناً. بحلول وقت الغداء، كان المكبس يئن، وكانت الأدوات قد تضررت عند الحواف، ولا تزال القطع تنحرف بمقدار درجة ونصف. كانت مجموعة الأدوات تلك تكلف أكثر من شاحنته. خطأ مكلف.
المكبس ليس قالباً للتشكيل. إنه رافعة. والفولاذ ليس صلصالاً. إنه نابض.
إذن، ماذا يحدث فعلياً عندما تضغط على تلك الدواسة وتحاول سحق المشكلة تماماً؟

لنفترض أن لديك فولاذ طري بسماكة 1/8 بوصة في قالب V مقاس 1 بوصة. في الثني الهوائي، لا يصل القالب العلوي أبداً إلى القاع. إنه يدفع المادة لأسفل داخل حرف V، ويتم التحكم في الزاوية من خلال مدى العمق الذي تصل إليه - وليس من خلال زاوية القالب نفسه.
الآن أصبحت غير صبور. أنت تدفع المكبس لعمق أكبر، مطارداً زاوية 90 درجة، معتقداً أن الضغط يساوي الدقة. ما تفعله حقاً هو الاقتراب من القاع - إجبار المادة على ملامسة جدران القالب.
عندما تصل إلى القاع أو تقوم بالسك، فأنت تستخدم 3-5 أضعاف قوة الثني الهوائي. هذا يسحق المحور المحايد - الطبقة داخل المعدن التي لا تتمدد ولا تنضغط - وهو يقلل من الارتداد المرن. ولهذا السبب يمكن أن يكون الثني في القاع قابلاً للتكرار بدقة في الإنتاج.
لكن إليك الخدعة: ما لم تكن زاوية أدواتك، وسماكة المادة، ومعايرة الآلة دقيقة تماماً، فأنت تقوم فقط بضغط المتغيرات معاً بقوة أكبر.
لقد حاولت ذات مرة “إصلاح” مشكلة 92 درجة في صاج عيار 11 عن طريق زيادة القوة بدلاً من تعديل العمق. انتهى بي الأمر بوجود علامات طفيفة للقالب على 200 لوحة تجميلية وقالب علوي لم يستقر بنفس الطريقة مرة أخرى. لم نكتسب دقة. لقد اشترينا الضرر فقط.
إذا كنت تعتقد أن المكبس هو ختم، فستجيب دائماً على عدم الاتساق بالقوة.
اختبر ذلك على الخردة.
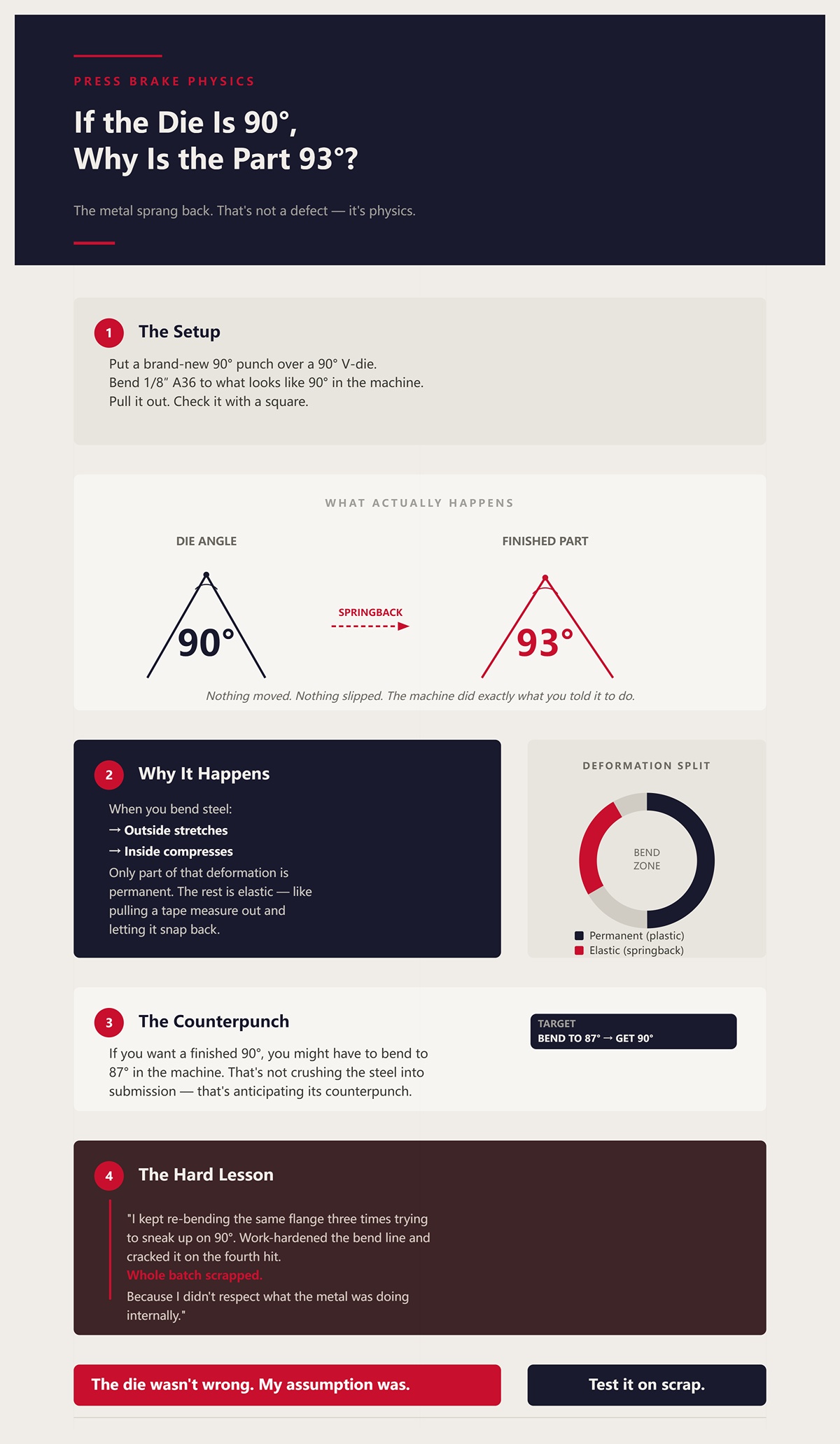
ضع قالباً علوياً جديداً تماماً بزاوية 90 درجة فوق قالب V بزاوية 90 درجة. اثنِ قطعة A36 بسماكة 1/8 بوصة إلى ما يبدو أنه 90 درجة في الآلة. أخرجها. افحصها باستخدام زاوية قائمة.
ستقرأ 93 درجة.
لم يتحرك شيء. ولم ينزلق شيء. لقد فعلت الآلة بالضبط ما أمرتها به.
ارتد المعدن إلى وضعه الأصلي.
عندما تثني الفولاذ، يتمدد الجزء الخارجي من الانحناء، بينما ينضغط الجزء الداخلي. جزء فقط من هذا التشوه يكون دائمًا، أما الباقي فهو مرن؛ تمامًا مثل سحب شريط قياس ثم تركه ليعود إلى مكانه. عندما يرتفع كبّاس الماكينة، يتحرر الجزء المرن وتفتح الزاوية.
هذا هو الارتداد (Springback)، وهو ليس عيبًا، بل هو فيزياء.
إذا كنت تريد زاوية نهائية قدرها 90 درجة، فقد تضطر إلى الثني حتى 87 درجة في الماكينة. هذا ليس سحقًا للفولاذ لإخضاعه، بل هو توقع لرد فعله المعاكس.
في المرة الأولى التي تعلمت فيها هذا، استمريت في إعادة ثني نفس الحافة ثلاث مرات محاولًا “الوصول تدريجيًا” إلى 90 درجة. أدى ذلك إلى تصلب خط الانحناء بالعمل، مما تسبب في تشققه عند الضربة الرابعة. تم إتلاف الدفعة بأكملها لأنني لم أحترم ما كان يفعله المعدن داخليًا.
لم تكن القالب (Die) خاطئة، بل كان افتراضي هو الخاطئ.
اختبر ذلك على الخردة.
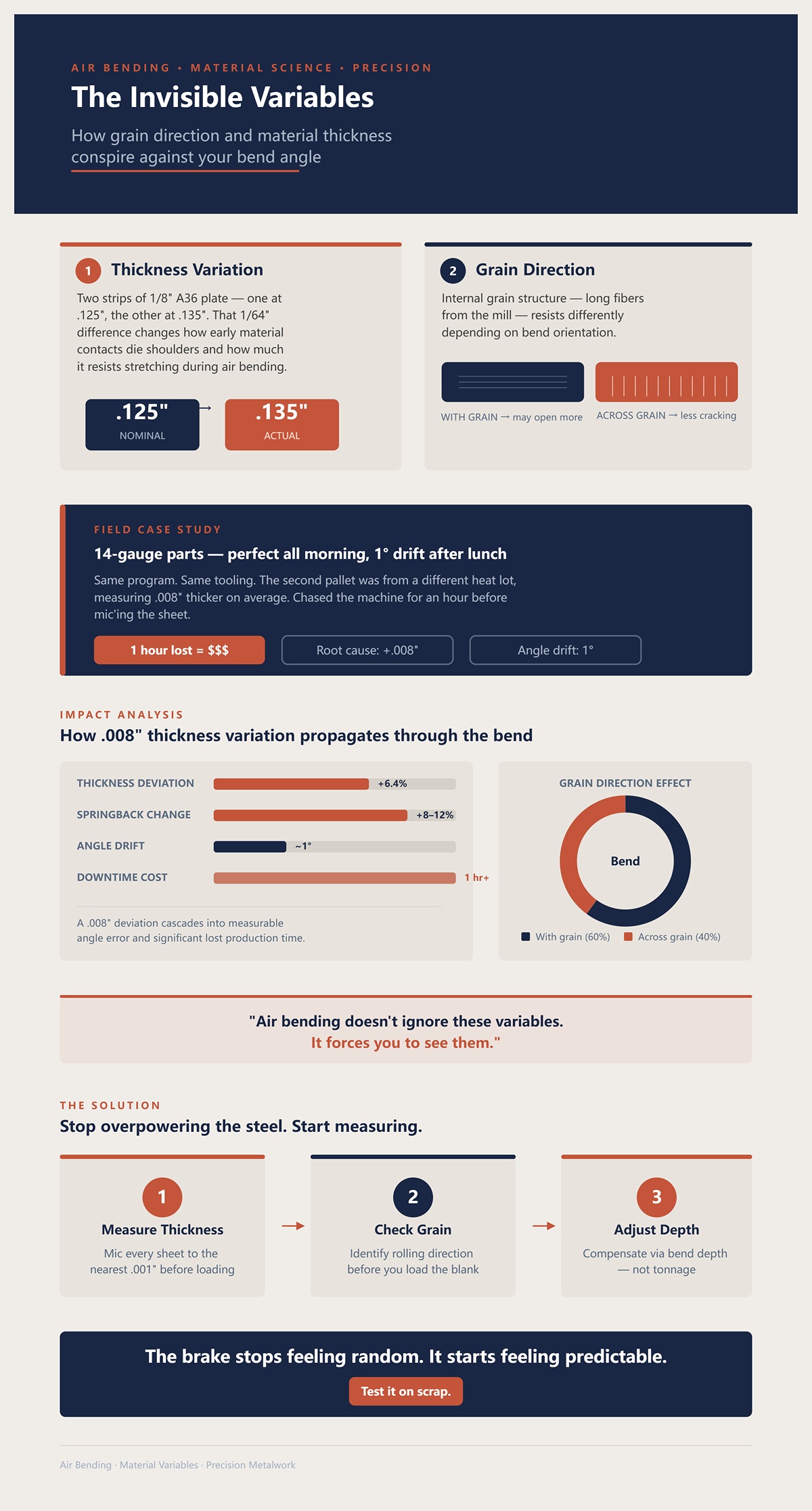
خذ شريحتين من صفيحة بسمك 1/8 بوصة، كلاهما مصنف كـ A36. إحداهما قياسها 0.125 بوصة، والأخرى 0.135 بوصة. هذا الفرق البالغ 1/64 بوصة لا يبدو كبيرًا حتى تبدأ في الثني الهوائي (Air bending).
يتم التحكم في زاوية الثني الهوائي من خلال عمق الاختراق في القالب على شكل حرف V. تغير السماكة يحدد مدى سرعة تلامس المادة مع أكتاف القالب ومدى مقاومتها للتمدد. ستكون استجابة الارتداد للصفيحة الأكثر سمكًا مختلفة عن تلك الأقل سمكًا، حتى لو كان البرنامج متطابقًا.
الآن قم بتدوير القطعة الخام بزاوية 90 درجة بحيث تثنيها عبر اتجاه حبيبات الدرفلة بدلاً من الثني معها. إن بنية الحبيبات الداخلية — الألياف الطويلة الناتجة عن المصنع — تقاوم بشكل مختلف اعتمادًا على الاتجاه. عبر الحبيبات، غالبًا ما تحصل على تشقق أقل ولكن ارتداد مختلف قليلاً. مع الحبيبات، قد تفتح الزاوية أكثر.
ذات مرة قمت بتشغيل قطع بسمك 14-gauge كانت مثالية طوال الصباح. بعد الغداء، انحرفت الزوايا بمقدار درجة واحدة. نفس البرنامج، ونفس الأدوات. تبين أن الدفعة الثانية كانت من مجموعة حرارية مختلفة، وكان متوسط سماكتها أكبر بـ 0.008 بوصة. طاردنا الماكينة لمدة ساعة قبل أن نقيس الصفيحة بالميكرومتر. تلك الساعة كلفت أكثر من قيمة المادة نفسها.
الثني الهوائي لا يتجاهل هذه المتغيرات، بل يجبرك على رؤيتها.
إذا توقفت عن محاولة التغلب على الفولاذ بالقوة وبدأت في قياس السماكة لأقرب 0.001 بوصة، والتحقق من اتجاه الحبيبات قبل تحميل القطعة، وضبط عمق الثني بدلاً من قوة الضغط (Tonnage)، ستتوقف الماكينة عن الشعور بأنها عشوائية.
ستبدأ في الشعور بأنها قابلة للتنبؤ.
اختبر ذلك على الخردة.
أنت تثني شريحة من A36 بسمك 1/8 بوصة إلى 87 درجة في الماكينة. يقرأ المقياس 87.2 درجة. ترفع الكبّاس، وتسحب القطعة، وتضع عليها زاوية قائمة.
تظهر القراءة 90 درجة تمامًا.
لم يحدث شيء سحري في ذلك النصف ثانية، ولا توجد أشباح في النظام الهيدروليكي. ما حدث هو استعادة الإجهاد (Strain recovery) — أي تحرر الجزء المرن من الانحناء. وقد بدأ ذلك يحدث قبل أن ترفع قدمك عن الدواسة.
إليك الجزء الذي يغفله معظم المبتدئين: الانحناء ليس “مؤقتًا” أو “دائمًا”. إنه كلاهما في نفس الوقت، متراكم عبر السماكة. الجلد الخارجي يتمدد متجاوزًا حد المرونة، والجلد الداخلي ينضغط. وفي مكان ما بينهما توجد طبقة رقيقة لم تصل إلى حد المرونة بعد. تلك الطبقة تحاول بالفعل سحب الانحناء ليفتح مرة أخرى بينما لا تزال تضغط للأسفل.
ذلك التراجع هو الضريبة التي تدفعها مقابل الثني. أنت لا تلغيها، بل تضع لها ميزانية.
إذن في أي نقطة بالضبط يتوقف المعدن عن "التفاوض" ويبدأ في "الطاعة"؟
خذ نفس الشريحة بقياس 1/8 بوصة. الفولاذ الطري مثل A36 يبدأ في الخضوع عند حوالي 36,000 رطل لكل بوصة مربعة. تحت هذا الإجهاد، يتصرف المعدن بمرونة — مما يعني أن الانفعال يتناسب مع الإجهاد، وعندما تزيل الحمل، يعود إلى شكله الأصلي. تماماً مثل الزنبرك. إذا تجاوزت حد الخضوع، ينزلق الهيكل البلوري. هذا الانزلاق هو تشوه لدن. ذلك الجزء يبقى على حاله.
عندما تبدأ في الثني، يكون كامل سمك المعدن في حالة مرنة. ومع تعمق القالب (السندان) في حرف V، تتعرض الألياف الخارجية — الأبعد عن المحور المتعادل — لأعلى درجات الشد. وهي تصل إلى حد الخضوع أولاً. تبدأ المنطقة اللدنة من الخارج وتتحرك نحو الداخل مع زيادة الانحناء.
يصبح الانحناء “دائماً” في اللحظة التي تتجاوز فيها أي ليفة حد الخضوع. لكنه يصبح دائماً بشكل مفيد فقط عندما تكون كمية كافية من سمك المعدن قد خضعت لدرجة أن القلب المرن المتبقي لا يستطيع سحب المعدن بالكامل ليعود مسطحاً.
تخيل المقطع العرضي: 1/32 بوصة خارجية خضعت، و1/32 بوصة داخلية خضعت بالانضغاط، وقلب مرن رقيق في المنتصف. عندما تزيل الحمل، يفرغ القلب المرن طاقته ويعيد توزيع الإجهاد. ولهذا السبب تنفتح الزاوية.
لقد أتلفت دفعة من الفولاذ المقاوم للصدأ بسمك 3/32 بوصة ذات مرة لأنني استمريت في الضغط على الدواسة، محاولاً “الاقتراب خلسة” من زاوية 90 درجة في أربع ضربات خفيفة بدلاً من ضربة واحدة محكومة بزيادة الانحناء. كل ضربة أضافت انفعالاً لدنياً عند السطح لكنها تركت قلباً مرناً عنيداً. بحلول الضربة الرابعة، كانت الألياف الخارجية قد تصلبت بالعمل وأصبحت هشة. ظهرت شقوق دقيقة على 50 قطعة. تلك المهمة كانت درساً مكلفاً لي.
إذا أردت رؤية ذلك بنفسك، اثنِ قطعة تجريبية إلى زاوية 45 درجة، ثم حررها، ثم أعد ثنيها بشكل أعمق قليلاً وراقب مدى قلة ارتدادها في المرة الثانية. لقد زدت سمك المنطقة اللدنة، وأصبح القلب المرن أرق.
اقطع شريحة بقياس 2 × 6 بوصة وجرب ذلك. قم بالقياس قبل وبعد كل ضربة. اختبر ذلك على خردة معدنية.
الآن، لماذا يبدو الفولاذ بسمك 1/4 بوصة أكثر "صدقاً" من الألمنيوم بسمك 0.050 بوصة، حتى عندما يتم قطع كليهما بشكل نظيف وثنيهما في نفس آلة الثني؟
استخدم فولاذ A36 بسمك 1/4 بوصة في قالب V مقاس 2 بوصة. زد الانحناء إلى 88 درجة في الآلة. قد يرتد بمقدار درجة واحدة فقط.
الآن استخدم ألمنيوم 5052 بسمك 0.050 بوصة في قالب V مقاس 1/2 بوصة. زد الانحناء إلى 85 درجة. قد يرتد بمقدار 3 درجات أو أكثر.
هناك أمران يحدثان.
أولاً، السمك. الارتداد المرن يتناسب تقريباً مع نسبة الانفعال المرن إلى الانفعال الكلي. المادة الأكثر سمكاً، عند ثنيها في قالب V بحجم مناسب (حوالي 8 أضعاف السمك للفولاذ كنقطة بداية)، تطور منطقة لدنة أكبر بالنسبة لسمكها. جزء أكبر من المقطع العرضي يكون قد خضع. القلب المرن يمثل نسبة مئوية أصغر من الكل، لذا فإنه يمتلك قوة أقل لسحب الزاوية لتنفتح.
أما الصاج الرقيق؟ المنطقة اللدنة ضحلة. والجزء المرن هو المهيمن. إنه يكذب عليك.
ثانياً، معامل المرونة والتصلب بالعمل. يتمتع الفولاذ بمعامل مرونة يبلغ حوالي 29 مليون رطل لكل بوصة مربعة. أما الألمنيوم فهو أقرب إلى 10 ملايين رطل لكل بوصة مربعة. المعامل الأقل يعني أنه عند نفس الإجهاد، ينفعل الألمنيوم مرونياً بشكل أكبر. يتم تخزين انفعال مرن أكثر، وبالتالي هناك المزيد ليعود عند إزالة الحمل.
والألمنيوم يتصلب بالعمل بسرعة. لقد رأيت مهمة قمنا فيها بثني دعامات من ألمنيوم 5052 بسمك 0.080 بوصة، وفحصناها، ووجدنا أنها مفتوحة بمقدار درجتين، وحاولنا التصحيح بإعادة الثني. بعد ضربتين، أصبح خط الثني صلباً جداً لدرجة أن التصحيح الثالث بالكاد حركه — والرابع تسبب في تشققه. اضطررنا لإيقاف الإنتاج ومعالجة دفعة حرارياً في فرن لمجرد إنهاء الطلبية. الفولاذ كان سيتحمل ذلك التسلسل بشكل أفضل.
لهذا السبب فإن الفولاذ الأكثر سمكاً “يكذب أقل”. ليس لأنه مطيع، بل لأن نسبة أكبر منه قد تجاوزت حد الخضوع، وذاكرته المرنة ليست مهيمنة بالقدر نفسه.
قِس سماكة لوحك لأقرب 0.001 بوصة. تحقق من السبيكة وحالة التقسية قبل أن تفترض أن البرنامج نفسه سيعمل. اثنِ عينة واحدة من كل دفعة مواد وسجّل الارتداد المرن. اختبرها على خردة.
إذن كيف يتم تطبيق كل هذه القوة في المقام الأول؟
انظر إلى الإعداد: رأس القالب (السنبك) في الأعلى، وأكتاف القالب في اليسار واليمين. يمتد اللوح فوق حرف V كالجسر. عندما ينزل السنبك، فأنت لا تسحق الحافة بأكملها، بل تنشئ نظام ثني ثلاثي النقاط؛ دعامتان عند أكتاف القالب وحمل مركز عند رأس السنبك.
هذا يعني أن عزم الانحناء الأقصى — أعلى إجهاد داخلي — يقع مباشرة تحت السنبك. يتناقص الإجهاد باتجاه أكتاف القالب. إنه ليس موحداً.
أثناء التحميل، تخضع الألياف الخارجية تحت السنبك أولاً. ومع التعمق أكثر، تنتشر منطقة الخضوع تلك. عند التحرير، لا يكون التفريغ موحداً أيضاً. يستعيد المعدن انفعاله المرن، ولكن لأن التشوه اللدن غير متجانس عبر نصف القطر، يعاد توزيع الإجهاد. المعدن لا “يرتد” فحسب، بل يعيد توازنه داخلياً.
لهذا السبب يعمل الثني الهوائي (Air Bending). أنت تتحكم في الانحناء عن طريق العمق في نظام ثلاثي النقاط يمكن التنبؤ به. إنه يدفع المادة للأسفل داخل حرف V، ويتم التحكم في الزاوية حسب العمق الذي تصل إليه — وليس بواسطة زاوية القالب نفسه.
عندما تقوم بالثني السفلي (Bottoming) أو السك (Coining)، فإنك تغير النموذج. الآن يلامس اللوح جدران القالب. لم تعد في حالة ثني ثلاثي النقاط نقي. أنت تضغط منطقة الثني بأكملها، مما يغلب الاستعادة المرنة. ينخفض الارتداد المرن لأنك دفعت كامل السماكة تقريباً لتتجاوز حد الخضوع. لهذا السبب يمكن للسك أن يلغي ضريبة الارتداد المرن تقريباً — مقابل تكلفة تتراوح بين 3 إلى 5 أضعاف القوة المطلوبة وتفاوتات أكثر صرامة في الأدوات.
فيزياء مختلفة. فاتورة مختلفة.
قم بإعداد اختبار بسيط: اثنِ عينة بعرض 3 بوصات في الهواء، وسجل الزاوية. ثم قم بالثني السفلي لنفس السماكة في نفس القالب بقوة أكبر وقارن الارتداد المرن. اشعر بالفرق في ضغط الدواسة. قِس تغير الزاوية بعد التحرير. اختبر ذلك على خردة.
بمجرد أن ترى الثني كتحميل ثلاثي النقاط بمقطع عرضي مرن-لدن طبقي، يتوقف الارتداد المرن عن كونه مشكلة مزعجة.
يصبح رقماً تخطط له.
وهنا يتوقف الثني الهوائي عن كونه يبدو كحل وسط — ويبدأ في الظهور كأداة تحكم.
لديك لوح A36 بسماكة 1/8 بوصة في إعداد سماكة 8× — أي قالب V مقاس 1 بوصة. تحتاج إلى زاوية 90 درجة نهائية. الأولى قرأت 90 درجة. الثانية قرأت 91.5 درجة. الثالثة 89 درجة. نفس البرنامج. نفس الآلة. إذن كيف تتنبأ بالثني الزائد بدلاً من مطاردته من قطعة إلى أخرى؟
تبدأ بقبول هذا: في الثني الهوائي، زاوية القالب غير ذات صلة تقريباً. السنبك لا يدفع اللوح أبداً ليلامس جدران القالب بالكامل. أنت تطفو بين الأكتاف. هذا يعني أن التحكم الوحيد القوي الذي تمتلكه هو العمق — مدى اختراق السنبك داخل حرف V. إنه يدفع المادة للأسفل داخل حرف V، ويتم التحكم في الزاوية حسب العمق الذي تصل إليه — وليس بواسطة زاوية القالب نفسه.
تلك هي الثغرة.
إذا كان العمق يتحكم في الزاوية، فإن الزاوية هي دالة لاختراق السنبك مطروحاً منها الارتداد المرن. والارتداد المرن هو دالة للمادة، والسماكة، واتجاه الألياف، ونصف القطر الداخلي. لذا يصبح السؤال الحقيقي: كيف تترجم هذه الهندسة العائمة إلى رقم يمكنك ضبطه؟
تخيل قالبًا على شكل حرف V بزاوية 90 درجة. تقوم بإنزال السن حتى يصبح قياس الجزء 88 درجة تحت الحمل. ثم تقوم بالتحرير. فيفتح إلى 90 درجة. تلك الدرجتان كانتا عبارة عن استعادة مرنة.
الآن لا تغير أي شيء باستثناء العمق. تعمق بمقدار 0.010 بوصة إضافية. تحت الحمل، ستكون القراءة 86.5 درجة. حرر القوة. الآن سيرتد إلى 89 درجة.
ما الذي تغير؟ ليس زاوية القالب. وليس زاوية السن. فقط الاختراق.
في الثني الهوائي، يتشكل نصف القطر الداخلي بشكل طبيعي بنسبة تقارب 16% من فتحة حرف V للفولاذ الطري في إعداد مناسب بنسبة 8×. لذا في فتحة V مقاس 1 بوصة، ستحصل على نصف قطر داخلي يبلغ حوالي 0.160 بوصة سواء أعجبك ذلك أم لا. يحدد نصف القطر هذا مقدار سماكة المادة التي تخضع للخضوع. ويحدد عمق الخضوع هذا سماكة النواة المرنة. وتحدد تلك النواة المرنة الارتداد المرن.
إذن، مفتاح التحكم الخاص بك هو عمق الاختراق، الذي يغير زاوية الثني، والذي يغير مقدار المقطع العرضي الذي يتجاوز حد الخضوع.
منذ سنوات، قام عامل في الوردية الثانية باستبدال قالب V مقاس 1 بوصة بآخر مقاس 3/4 بوصة لأن “شكله كان قريبًا بما يكفي”. انخفض نصف القطر الداخلي. وزادت المنطقة البلاستيكية. وانخفض الارتداد المرن بمقدار درجة واحدة تقريبًا. لم يغير البرنامج. قمنا بإتلاف 60 دعامة قبل أن نكتشف أن القالب كان خاطئًا. عرض القالب غير نصف القطر. ونصف القطر غير الارتداد المرن. درس مكلف.
إليك كيفية ضبطه بشكل صحيح:
ثم اختبر ذلك على خردة.
إذن، إذا كان العمق هو العامل الأهم، فلماذا لا نضغط بقوة أكبر ونقضي على التخمين؟
خذ صفيحتين من عيار 11. إحداهما قياسها 0.119 بوصة. والأخرى 0.123 بوصة. فرق أربعة أجزاء من الألف. لا يبدو فرقًا كبيرًا.
في الثني الهوائي، يؤدي تغير السماكة هذا إلى إزاحة المحور المحايد قليلًا — تلك الطبقة الوهمية التي لا تتمدد أو تنضغط. الصفيحة الأكثر سماكة تعني تشكل نصف قطر داخلي أكبر قليلًا لنفس فتحة V. وهذا يغير الارتداد المرن بمقدار نصف درجة تقريبًا.
ولكن لأنك تقوم بإجراء ثلاث نقاط تلامس فقط — رأس السن وأكتاف القالب — فإن النظام ينثني مع المادة. تتغير الزاوية في الغالب حسب العمق، وليس عن طريق سحق السماكة في تجويف ثابت. يظهر التباين كاختلاف بسيط في الزاوية يمكنك تعديله بضبط طفيف للعمق.
الآن تخيل الضغط حتى القاع (Bottoming) لنفس الصفائح.
ما تفعله حقًا هو محاولة الوصول للقاع — إجبار المادة على ملامسة جدران القالب. الآن ليس لدى تباين السماكة مكان يذهب إليه. يتم ضغط تلك الـ 0.004 بوصة الإضافية بين أدوات فولاذية أكثر صلابة من الجزء نفسه. ترتفع القوة (Tonnage) بشكل حاد. وتتأرجح الزوايا. وتتآكل الأدوات. وتتعرض الأجزاء للعلامات.
رأيت ذات مرة ورشة تقوم بـ “سك” (coining) ألواح تجميلية بسماكة 14 مقياس لأنهم سئموا من "ملاحقة الارتداد المرن". لقد تخلصوا من تباين قدره 1 درجة وأضافوا علامات القالب إلى 200 وجه مرئي. رفض العميل الدفعة بأكملها. لقد حلوا مشكلة انحراف الزاوية وخلقوا كارثة في التشطيب.
كان الثني الهوائي (Air bending) سيمتص ذلك التفاوت في السماكة. إن تأرجحاً بمقدار 0.5 درجة أرخص من إعادة تشطيب 200 لوح.
إليك الانضباط المطلوب:
ثم اختبر ذلك على خردة.
إذا كانت القوة الأقل تمنحك المرونة، فأين الخط الفاصل قبل أن تفقد السيطرة على الثنية؟
انظر إلى جدول قوة الضغط الخاص بك. بالنسبة لصلب A36 بسماكة 1/8 بوصة في فتحة V مقاس 1 بوصة، قد يتطلب الثني الهوائي حوالي 12-15 طناً لكل قدم. أما الثني القاعي لنفس الإعداد فقد يتطلب ضعف أو ثلاثة أضعاف ذلك.
إذا كانت مكبستك تقرأ 30 طناً لكل قدم في تلك المهمة، فأنت لم تعد تقوم بالثني الهوائي. أنت تنتقل إلى الثني القاعي سواء خططت لذلك أم لا. الارتداد المرن ينخفض — بالتأكيد. لكن الآن يتم إجبار نصف القطر الداخلي على أن يكون أصغر من نصف القطر الطبيعي للثني الهوائي. يتم دفع السماكة بأكملها لتكون أقرب إلى حد الخضوع. وهذا يعني قلباً مرناً أقل. وهذا يعني تسامحاً أقل.
تتحول السيطرة إلى تبعية. الآن تعتمد الزاوية على السماكة الدقيقة وهندسة القالب الدقيقة.
في المكبسات اليدوية القديمة التي لا تحتوي على تكرارية عمق رقمية (CNC)، هذا هو المكان الذي يقع فيه المبتدئون في المشاكل. إنهم يعتقدون أن المزيد من الضغط يعني المزيد من الاتساق. في الواقع، لقد أزالوا الوسادة العائمة التي يوفرها لهم الثني الهوائي. أي تباين في حركة الكباس، أو أي انحراف في الإطار، أو أي تغير في اتجاه حبيبات المعدن يظهر مباشرة في القطعة.
نقطة التوازن المثالية هي:
اختراق كافٍ لتحقيق الزاوية بالإضافة إلى الثني الزائد المخطط له. قوة ضغط كافية لتشكيل نصف القطر الداخلي الطبيعي. وليست كافية لفرض تلامس كامل مع القالب.
راقب مقياس قوة الضغط أثناء الشوط. إذا ارتفعت القوة بشكل حاد في نهاية المسار، فمن المحتمل أنك تصطدم بجدران القالب. تراجع بالعمق بضعة أجزاء من الألف من البوصة وأعد القياس.
ثم قم بتشغيل ثلاث قطع اختبار متتالية وقارن الزوايا بعد التفريغ الكامل. إذا كانت متطابقة ضمن نطاق تفاوتك، فاعتمد الإعداد.
واختبر ذلك على خردة.
لأنه بمجرد أن تفهم أن عمق السنبلة (Punch) — وليس القوة الغاشمة — هو ما يحدد زاويتك النهائية، فإن الشيء التالي الذي يجب أن تسأل عنه هو:
ما مدى الدقة التي يحتاجها إعدادك إذا كانت أجزاء من الألف من البوصة في العمق هي التي تتحكم في درجات الزاوية؟
في الشهر الماضي قمنا بثني صفيحة A36 بسماكة 1/8 بوصة في قالب V بفتحة 1 بوصة إلى زاوية 93 درجة لكي تعود بالارتداد المرن إلى 90 درجة. كانت القطعة الأولى 90 درجة، والثانية 91.2 درجة. لم يتغير شيء في البرنامج، لكن ما تغير هو الإعداد: كانت الصفيحة أكثر سماكة بمقدار 0.006 بوصة عند الطرف البعيد، وكان كبّاس المكبس غير متوازٍ بمقدار 0.002 بوصة تقريباً على طول 6 أقدام. هذا كل ما يتطلبه الأمر؛ فأجزاء من الألف من البوصة في العمق تتحول إلى درجات كاملة في القطعة.
أنت تعلم بالفعل أن عمق الاختراق هو بمثابة عجلة القيادة. والآن، دعنا نتأكد من أن نظام التوجيه ليس مرتخياً.
ابدأ بالآلة. تحقق من توازي الكبّاس باستخدام زوج من الكتل المسحوقة (ground blocks) ومقياس سماكة (feeler gauge). إذا تمكنت من إدخال مقياس سماكة 0.003 بوصة من جانب دون الآخر عند أسفل الشوط، فستظل تطارد الزاوية طوال اليوم. وهنا يأتي دور "التتويج" (crowning) — وهو تعويض ميكانيكي أو هيدروليكي لمواجهة انحراف الإطار تحت الحمل. وبدونه، قد تُثنى القطعة في المنتصف بزاوية 89 درجة بينما تكون الأطراف 91 درجة. لقد رأيت ورشة تتخلص من 40 قضيباً معمارياً لأن أحداً لم يتحقق من الانحراف بعد أن أدت مهمة بقوة 20 طناً في وقت سابق من الوردية إلى تسخين الإطار. لقد تمددت مكبس الثني بما يكفي لتضليلهم.
اضبط التوازي بدقة. تحقق من التتويج مقابل شريط اختبار كامل الطول. ثم اختبره على قطعة خردة.
بمجرد أن تصبح الآلة دقيقة، تأتي هندسة الأدوات في المرتبة التالية. وهذا هو المكان الذي يغامر فيه معظم المبتدئين دون إدراك ذلك.
أمسك ميكروميتر وقس سماكة الصفيحة. لنفترض أنها 0.125 بوصة بالضبط. اضربها في 8. هذا يعطيك فتحة V بمقدار 1.000 بوصة للفولاذ الطري. ليس 7 أضعاف لأنها “قريبة”، وليس 10 أضعاف لأنها “المتوفرة على الرف”. ثمانية أضعاف السماكة هي نقطة البداية لأنها توازن بين ثلاثة أمور: تشكيل نصف القطر الداخلي، والحمولة المطلوبة، وقابلية التنبؤ بالارتداد المرن.
في إعداد حقيقي بـ 8 أضعاف على الفولاذ الطري، سيصل نصف القطر الداخلي إلى حوالي 16% من فتحة V. في قالب V بفتحة 1 بوصة، يكون نصف القطر الداخلي حوالي 0.160 بوصة. يحدد هذا نصف القطر مقدار المقطع العرضي الذي سيخضع للتشكيل. إذا غيرت فتحة V إلى 3/4 بوصة، سينكمش نصف القطر الطبيعي إلى حوالي 0.120 بوصة. نصف قطر أصغر يعني تشوهاً لدنياً أكبر، والتشوه اللدني الأكبر يعني ارتداداً مرناً أقل — وحمولة أكبر.
رأيت ذات مرة شخصاً يضغط صفيحة بسماكة 3/16 بوصة في قالب V بفتحة 1 بوصة لأنها “تناسبت”. هذا بالكاد 5.3 أضعاف السماكة. قفزت الحمولة متجاوزة المخطط، فكسروا كتف القالب تماماً. ضاعت ثمانية آلاف دولار لأن أحداً لم يقم بعملية الضرب.
هناك استثناء: الإزاحات الضيقة التي تقل عن 6 أضعاف سماكة المادة يمكن أن تتعارض مع قالب بـ 8 أضعاف. في هذه الحالة، قد تنتقل إلى فتحة V أصغر، ولكن من الأفضل إعادة حساب الحمولة وتوقع نصف قطر داخلي مختلف ورقم ارتداد مرن مختلف. غيّر متغيراً واحداً، وحدث الحسابات.
اختر فتحة V بناءً على السماكة، وليس على الراحة. أكد الحسابات مقابل مخطط الحمولة الخاص بك. ثم اختبره على قطعة خردة.
إذا كانت فتحة V تحدد نصف القطر الطبيعي، فما الذي يفعله رأس الثني (Punch) حقاً؟
ضع رأس ثني حاداً — لنقل برأس 0.030 بوصة — فوق قالب V بفتحة 1 بوصة مع فولاذ بسماكة 1/8 بوصة. يظن المبتدئون أن نصف القطر الداخلي سيكون 0.030 بوصة. لن يكون كذلك. في الثني الهوائي، يحدد عرض القالب غالباً نصف القطر الداخلي، وليس رأس الثني، طالما أن نصف قطر رأس الثني أصغر من نصف القطر الطبيعي الذي يميل قالب V لإنشائه.
نصف القطر الداخلي 0.160 بوصة الذي تحدثنا عنه؟ يتشكل لأن الصفيحة تطفو بين الأكتاف. إنها تدفع المادة للأسفل داخل قالب V، ويتم التحكم في الزاوية من خلال مدى عمق دخولك — وليس من خلال زاوية القالب نفسها. رأس الثني يبدأ الثني فقط ويركز القوة.
الآن استبدله برأس ثني بنصف قطر 0.200 بوصة — أكبر من نصف القطر الطبيعي 0.160 بوصة. فجأة أصبح رأس الثني هو العامل المحدد. تلتف المادة حول رأس الثني، ويزداد نصف القطر الداخلي. يتغير الارتداد المرن لأن منطقة التشكيل اللدني تغيرت. نفس فتحة V، نفس السماكة، نتيجة مختلفة.
تعلمت ذلك مع الفولاذ المقاوم للصدأ بسماكة 3/32 بوصة. قمنا بالتبديل إلى نصف قطر رأس ثني أكبر لمنع تشقق السطح في قطعة تجميلية مصقولة. زاد نصف القطر الداخلي بمقدار 1/32 بوصة تقريباً. قفز الارتداد المرن بنحو درجة كاملة. لم يقم أحد بتعديل الثني الزائد (overbend). لقد تخلصنا من دفعة كاملة من الألواح بسبب وجود شقوق دقيقة وزوايا خاطئة في نفس الأسبوع.
اجعل نصف قطر رأس الثني مساوياً أو أصغر قليلاً من نصف القطر الطبيعي المتوقع ما لم يطلب المخطط خلاف ذلك. إذا قمت بتغييره عمداً، فقم بتعديل هدف الثني الزائد وتوقعات الحمولة.
قم بالإعداد. نفذ قطعة تجريبية واحدة. قس نصف القطر الداخلي باستخدام مقاييس نصف القطر، وليس بعينك المجردة. ثم اختبره على قطعة خردة.
بمجرد تثبيت الهندسة، تعتمد دقة الزاوية على حركة واحدة متعمدة: التصويب إلى ما بعد الهدف.
خذ قطعة فولاذ A36 بسماكة 1/8 بوصة في قالب V مقاس 1 بوصة. قد يكون الارتداد المرن النموذجي 2 درجة في الثني الهوائي. لذا، إذا كان المخطط يتطلب 90 درجة، فأنت تبرمج الآلة على 92 درجة. وربما 93 درجة اعتماداً على اتجاه الألياف.
لا تخمن. قم بثني عينة إلى 90 درجة تحت الحمل واتركها ترتد. إذا فُتحت إلى 92 درجة، فأنت تعلم أن الارتداد المرن هو 2 درجة. الآن قم بالثني إلى 88 درجة تحت الحمل لكي ترتد إلى 90 درجة. هذا هو التصويب عبر الزاوية.
ما تفعله في الواقع هو التنبؤ بمقدار القلب المرن المتبقي بعد تحرير الضغط. أنت تتفاوض معه. إذا دفعت بقوة أكبر واتجهت نحو القاع، فإن الارتداد المرن يتقلص — ولكن الآن يصبح تباين السماكة هو المتحكم في زاويتك بدلاً من العمق. هكذا ينخدع المبتدئون بالاعتقاد بأن القوة الغاشمة هي الدقة.
لقد راقبت مشغلاً جديداً يحاول تصحيح خطأ بمقدار 0.5 درجة عن طريق زيادة الضغط بدلاً من العمق. لقد تجاوز الحد ووصل إلى تلامس القالب. بدت الزاوية مثالية لخمس قطع. ثم القطعة التالية، التي كانت أكثر سماكة بمقدار 0.004 بوصة، خرجت بضيق 1.5 درجة. لقد أزال دون قصد الوسادة التي يوفرها الثني الهوائي.
سجل رقم الارتداد المرن الفعلي لتلك المادة، والسماكة، واتجاه الألياف، وقالب V. برمج الثني الزائد بشكل متعمد. ثم تحقق من ثلاث قطع متتالية بعد التفريغ الكامل.
ونعم — اختبر ذلك على الخردة.
لكن كل هذا يفترض أنك ضمن حمولة آمنة. إذا أخطأت في ذلك، فلا يهم ما تبقى.
افتح الجدول. ابحث عن الفولاذ الطري بسماكة 1/8 بوصة في قالب V مقاس 1 بوصة. سترى ما يقرب من 12-15 طناً لكل قدم للثني الهوائي. في قطعة بطول 4 أقدام، هذا يعني 48-60 طناً إجمالاً. إذا كانت مكبسك مصنفة بـ 100 طن على طول 10 أقدام، فأنت في أمان — طالما أنك تقوم بالثني الهوائي فعلياً.
الآن انظر إلى أرقام القاع لنفس الإعداد. يمكن أن تقفز إلى 25-30 طناً لكل قدم أو أكثر. هذا ضعف الرقم. وأحياناً ثلاثة أضعافه.
إذا ارتفع مقياس الحمولة لديك بقوة عند نهاية الشوط، فأنت لم تعد تطفو بين الأكتاف. أنت تدفع المادة إلى جدران القالب. ما تفعله حقاً هو التلاعب بالوصول إلى القاع — إجبار المادة على ملامسة جدران القالب. الأدوات تشعر بهذا الحمل قبل أن تشعر به أنت.
لقد تعرضنا لكسر في قالب ذكر (punch) مجزأ في مكبس بقوة 90 طناً لأن شخصاً ما افترض “أنها مجرد سماكة 11-gauge”. لم يلاحظوا أن قالب V كان صغيراً جداً وأن القطعة كان طولها 6 أقدام. تجاوز الحمل الفعلي تصنيف الأداة بحوالي 20%. الفولاذ لا يهتم بافتراضاتك.
احسب الأطنان لكل قدم. اضربها في طول الثنية. قارنها بكل من سعة الماكينة وتصنيف الأداة — وهما ليسا دائماً نفس الرقم. ابقَ بأمان تحت حمولة القاع إذا كانت المهمة تتطلب دقة الثني الهوائي.
اضبط محدد العمق بناءً على الزاوية، وليس القوة. راقب المقياس بحثاً عن أي ارتفاعات غير متوقعة. ثم قم بتشغيل القطعة الأولى وقم بقياسها.
لأنه بمجرد أن تتمكن من اختيار قالب V المناسب، ومطابقة القالب الذكر، والتصويب عبر الارتداد المرن، وإثبات أن الحمولة آمنة، فأنت لم تعد تسحق المعدن.
| القسم | المحتوى |
|---|---|
| العنوان | قراءة جدول الحمولة مقابل التخمين: الحسابات التي تمنع تلف الأدوات |
| مرجع الثني الهوائي | افتح الجدول. ابحث عن الفولاذ الطري بسماكة 1/8 بوصة في قالب V مقاس 1 بوصة. سترى ما يقرب من 12-15 طناً لكل قدم للثني الهوائي. في قطعة بطول 4 أقدام، هذا يعني 48-60 طناً إجمالاً. إذا كانت مكبسك مصنفة بـ 100 طن على طول 10 أقدام، فأنت في أمان — طالما أنك تقوم بالثني الهوائي فعلياً. |
| مقارنة الثني بالقاع | الآن انظر إلى أرقام القاع لنفس الإعداد. يمكن أن تقفز إلى 25-30 طناً لكل قدم أو أكثر. هذا ضعف الرقم. وأحياناً ثلاثة أضعافه. |
| علامات التحذير | إذا ارتفع مقياس الحمولة لديك بقوة عند نهاية الشوط، فأنت لم تعد تطفو بين الأكتاف. أنت تدفع المادة إلى جدران القالب. ما تفعله حقاً هو التلاعب بالوصول إلى القاع — إجبار المادة على ملامسة جدران القالب. الأدوات تشعر بهذا الحمل قبل أن تشعر به أنت. |
| مثال على فشل في العالم الحقيقي | لقد تعرضنا لكسر في قالب ذكر (punch) مجزأ في مكبس بقوة 90 طناً لأن شخصاً ما افترض “أنها مجرد سماكة 11-gauge”. لم يلاحظوا أن قالب V كان صغيراً جداً وأن القطعة كان طولها 6 أقدام. تجاوز الحمل الفعلي تصنيف الأداة بحوالي 20%. الفولاذ لا يهتم بافتراضاتك. |
| طريقة الحساب الصحيحة | احسب الأطنان لكل قدم. اضربها في طول الثنية. قارنها بكل من سعة الماكينة وتصنيف الأداة — وهما ليسا دائماً نفس الرقم. ابقَ بأمان تحت حمولة القاع إذا كانت المهمة تتطلب دقة الثني الهوائي. |
| أفضل ممارسات الإعداد | اضبط محدد العمق بناءً على الزاوية، وليس القوة. راقب المقياس بحثاً عن أي ارتفاعات غير متوقعة. ثم قم بتشغيل القطعة الأولى وقم بقياسها. |
| الخاتمة | لأنه بمجرد أن تتمكن من اختيار قالب V المناسب، ومطابقة القالب الذكر، والتصويب عبر الارتداد المرن، وإثبات أن الحمولة آمنة، فأنت لم تعد تسحق المعدن. |
أنت من يتحكم في الأمر.
وهنا يمكنك البدء في طرح سؤال أكثر ذكاءً: متى يتوقف الثني الهوائي عن كونه كافياً؟
لقد قمت بكل شيء بشكل صحيح — اخترت قالب V مقاس 1 بوصة لمعدن A36 بسمك 1/8 بوصة، ووافقت نصف قطر السنبلة، واستهدفت زاوية 2 درجة بعد الـ 90 درجة، وتأكدت من قوة 12-15 طن لكل قدم، وكانت قراءة القطعة الأولى 90 درجة.
إذن متى يتوقف الثني الهوائي عن كونه كافياً؟
ليس عندما تكون كسولاً. بل عندما تصبح التفاوتات المسموح بها أكثر صرامة مما يمكن أن يوفره لك الثني الهوائي.
الثني الهوائي عملية محكومة لأن عمق الاختراق هو عجلة القيادة. أنت تطفو بين الأكتاف، وتتوقع الارتداد المرن، وتعدل بمقدار أجزاء من الألف من حركة الكباس. هذه المرونة هي نقطة قوتها. لكن المرونة تعني أيضاً الحركة، وللحركة حدود. عندما ينص المخطط على ±0.25 درجة على حافة بطول 36 بوصة، فأنت لم تعد في مرحلة التفاوض — بل أنت تحت المراجعة والتدقيق.
وهنا يأتي دور الثني بالقاع والثني بالسك. ليس كترقيات، بل كمقايضات.
إنها لا تجعلك أكثر ذكاءً، بل تقلل فقط من مقدار "التفكير" المسموح للقطعة بالقيام به.
في الثني الهوائي النظيف، يمكن لتغير في السمك بمقدار 0.004 بوصة أن يغير زاويتك بحوالي نصف درجة، وأحياناً أكثر اعتماداً على عرض الـ V وقوة المادة. هذا ليس إهمالاً، بل هو هندسة.
لأن الزاوية في الثني الهوائي تأتي من العمق، والعمق يتفاعل مع السمك.
إذا كانت دفعة الألواح لديك تتراوح بين 0.119 بوصة و0.123 بوصة، فإن محورك المحايد — ذلك الخط التخيلي في المقطع العرضي الذي لا يتمدد ولا ينضغط — يتحرك قليلاً. وهذا يغير مقدار القلب المرن المتبقي بعد التفريغ. يتغير الارتداد المرن. قد ترتد زاويتك المبرمجة عند 92 درجة تحت الحمل إلى 89.5 درجة في لوح واحد وإلى 90.7 درجة في اللوح التالي.
الآن تخيل مخططاً يطلب 90 درجة ±0.25 درجة. يمكنك ضبط الكباس بدقة تكرار تصل إلى 0.001 بوصة. يمكن أن تكون المكابح مثالية. يمكن أن تكون الحسابات صحيحة. لكن المادة نفسها هي التي تغير قواعد اللعبة.
شاهدت شاباً يحاول الحفاظ على تفاوت ±0.25 درجة على ستانلس ستيل بسمك 3/16 بوصة في قالب V مقاس 1-1/4 بوصة. استمر في زيادة العمق بمقدار 0.002 بوصة في كل مرة. كانت القطع تدخل وتخرج من نطاق التفاوت طوال فترة بعد الظهر. قمنا بإتلاف 38 كتيفة قبل أن يدرك أن المشكلة لم تكن في الآلة — بل في التباين الذي يتسامح معه الثني الهوائي بلطف.
عندما يكون نطاق التفاوت أضيق من تباين المادة، يصل الثني الهوائي إلى حدوده القصوى.
إذن ماذا يحدث إذا توقفت عن السماح للعمق بالتحكم في كل شيء؟
يعني القاع أنك تدفع رأس التشكيل (البنش) عمداً حتى تلامس المادة جدران القالب. ليس سحقها بشكل مسطح - فهذا يسمى السك (Coining) - بل إجلاسها بقوة في حرف V بحيث تصبح زاوية القالب هي المهمة الآن.
أنت تنقل التحكم من عمق كبّاس الماكينة إلى هندسة الأداة.
لهذا السبب يمكن لمكبح (مكبس ثني) قديم ذي دقة تكرارية متوسطة في العمق أن يحافظ على زوايا دقيقة عند استخدام طريقة القاع. يصبح القالب هو المتحكم. بمجرد أن تستقر المادة بالكامل، لا تؤدي التغيرات الصغيرة في السماكة إلى تأرجح الزاوية بشكل كبير لأن الجدران تقيدها.
ولكن إليك التكلفة.
يجب أن تتطابق زاوية رأس التشكيل، وزاوية القالب، وسماكة المادة بشكل شبه دقيق. إذا كنت تثني بزاوية 90 درجة في مادة بسماكة 1/8 بوصة، فأنت بحاجة إلى رأس تشكيل بزاوية 90 درجة وقالب بزاوية 90 درجة بحجم يناسب تلك السماكة. هل تريد زاوية 88 درجة بدلاً من ذلك؟ قالب جديد. سماكة مختلفة؟ ربما قالب جديد مرة أخرى.
لقد قمت ذات مرة بالتبديل من مادة بسماكة 0.120 بوصة إلى 0.135 بوصة في منتصف العمل وحاولت التحايل على نفس إعدادات القاع. خرجت الزوايا مفتوحة بمقدار درجة واحدة لأن الصفيحة الأكثر سماكة لم تستطع الاستقرار بالكامل دون مزيد من القوة (الحمولة). لقد أجبرناها على ذلك، مما أدى إلى كسر كتف القالب الذي كلف أكثر من قيمة العمل بالكامل.
يمنحك القاع التكرارية عن طريق إزالة المرونة. إنه رائع لإنتاج 1000 قطعة متطابقة، ولكنه سيء للغاية لخمس قطع بزوايا مختلفة.
إذن ماذا لو لم يكن القاع دقيقاً بما فيه الكفاية؟
السك هو المكان الذي تتوقف فيه عن التفاوض وتعيد كتابة ذاكرة المادة.
أنت تدفع طرف رأس التشكيل إلى المادة بقوة كافية - أحياناً من 5 إلى 10 أضعاف حمولة الثني الهوائي - لدرجة أنك تضغط السطح الداخلي بشكل بلاستيكي. أنت لم تعد تثني فقط، بل تقوم بترقيق المادة عند خط الثني.
ينخفض الارتداد المرن إلى ما يقرب من الصفر لأنك قمت بخضوع المقطع العرضي بالكامل تقريباً.
الزاوية تساوي زاوية رأس التشكيل. نقطة.
تبدو مثالية، أليس كذلك؟
إليك ما لا يخبرونك به: تلك الحمولة ترتفع بسرعة. خذ نفس الفولاذ بسماكة 1/8 بوصة الذي كان يحتاج إلى حوالي 15 طناً لكل قدم في الثني الهوائي، قد يتطلب السك أكثر من 100 طن لكل قدم اعتماداً على نصف قطر رأس التشكيل وفتحة القالب. أدواتك تشعر بكل جزء من ذلك.
لقد قمنا بسك فولاذ مقاوم للصدأ (ستانلس ستيل) قياس 16 مرة من أجل حافة 90 درجة تجميلية كان يجب أن تكون مسطحة تماماً. بعد 600 ضربة، بدأ طرف رأس التشكيل في التشوه. وبحلول الضربة 1200، انحرفت الزاوية لأن هندسة الأداة تغيرت. الطريقة “المثالية” استهلكت نفسها في منتصف العمل.
وقد قمت بترقيق منطقة الثني بشكل دائم. في الأجزاء الهيكلية، هذا أمر مهم.
السك هو مشرط جراحي مصنوع من مطرقة ثقيلة.
إذن السؤال الحقيقي الآن ليس أي طريقة هي الأكثر دقة، بل ما إذا كان العمل يبرر هذا العقاب.
الثني الهوائي (Air bending): قالب V واحد، زوايا متعددة، حد أدنى من تبديلات الإعداد. أنت تضبط العمق وتشرع في العمل. عمر الأداة طويل لأنك تبقى تحت حمولة القاع (bottoming tonnage).
الثني بالقاع (Bottoming): أدوات مخصصة لزوايا محددة، مطابقة دقيقة، وحمولة أعلى. يستغرق الإعداد وقتاً أطول. يزداد تآكل الأدوات، لكنك تكتسب قابلية تكرار عالية في الدفعات الكبيرة.
الثني بالسك (Coining): أقصى حمولة، أسرع تآكل للأدوات، أقل مرونة - ولكن مع ارتداد مرن يقترب من الصفر.
إذا كنت تنتج 25 دعامة بثلاث زوايا مختلفة، فإن الثني الهوائي هو الخيار الأفضل دائماً. ستقضي وقتاً في تغيير قوالب الثني بالقاع أكثر مما تقضيه في الثني الفعلي.
إذا كنت تنتج 5,000 قضيب من الفولاذ المقاوم للصدأ يجب أن تحافظ على دقة ±0.25 درجة طوال اليوم، فقد يغطي الثني بالقاع تكاليفه من خلال تقليل الهالك وحده.
إذا كنت تصنع وصلة كهربائية دقيقة حيث يجب أن تكون الزاوية مضبوطة تماماً ولا يمكن أن يوجد أي ارتداد مرن، فإن الثني بالسك يثبت جدواه - وتضع ميزانية لتآكل الأدوات كما لو كانت مواد استهلاكية.
يعتقد معظم المبتدئين أن الثني بالقاع والسك “أكثر دقة”. هما ليسا كذلك، بل هما أكثر تقييداً.
الثني الهوائي هو الخيار الافتراضي لأنه يتيح لك التحكم في الفيزياء بدلاً من التغلب عليها بالقوة. الثني بالقاع والسك هما ما تلجأ إليه عندما يفرض عليك المخطط، أو حجم الإنتاج، أو الآلة ذلك.
وبمجرد أن تعرف الطريقة التي اخترتها ولماذا، فإن المهارة التالية ليست في اختيار العملية.
بل في قراءة الثنية السيئة وتتبعها وصولاً إلى المتغير الذي أغفلته.
تخرج دعامة بطول 36 بوصة وسمك 1/8 بوصة من نوع A36 من مكبس الثني. الطرف الأيسر يقرأ 90 درجة. المنتصف يقرأ 91 درجة. الطرف الأيمن يقرأ 88.5 درجة. نفس البرنامج. نفس الأدوات. نفس المشغل.
إذن ما الذي فشل - القاعدة، أم الأدوات، أم المادة، أم طريقتك؟
توقف عن لوم الآلة لمدة خمس دقائق وانظر إلى القطعة وكأنها تتحدث إليك. الثنية لا تكذب أبداً. إنها تخبرك أين ذهبت القوة، وأين قاومت المادة، وأين فقدت السيطرة على الارتداد المرن. وظيفتك ليست سحقها لتصبح أكثر استقامة. وظيفتك هي قراءة الأدلة وتتبعها وصولاً إلى متغير واحد في كل مرة.
هكذا تحافظ على السيطرة على الثني الهوائي بدلاً من السماح له بالانحراف عن المسار.
تخيل تلك الدعامة بطول 36 بوصة مرة أخرى. الأطراف مضبوطة. المنتصف مفتوح بمقدار 1 درجة.
السؤال الأول: هل الخطأ تدريجي ومركزي؟ هذا يشير إلى الانحراف. عندما تحمل 12-15 طناً لكل قدم عند ثني مادة A36 بسمك 1/8 بوصة في قالب V مقاس 1 بوصة، فأنت تضع قوة تعادل جسراً صغيراً عبر القاعدة. ينحني كبش المكبس والقاعدة للأعلى في المنتصف ما لم يتم تعويض ذلك بضبط التحدب (crowning). اختراق أقل في المنتصف يعني ثنياً زائداً أقل، مما يعني ارتداداً مرناً أكبر هناك. زاوية مفتوحة في المنتصف في كل مرة.
لقد شاهدت ورشة تهدر 40 قضيباً قبل فحص التحدب. استمروا في زيادة العمق بمقدار 0.003 بوصة محاولين إصلاح المنتصف. ذلك أدى فقط إلى ثني الأطراف بشكل زائد. خطأ مكلف.
كيف تقوم بعزل المشكلة؟ قم بتشغيل نفس القطعة، وبنفس الإعدادات، ولكن قم بثني عينة بطول 6 بوصات في منتصف الماكينة فقط. ثم قم بثني عينة أخرى بطول 6 بوصات بالقرب من الجانب الأيسر. إذا تطابقت القطع القصيرة ولكن الطويلة لم تتطابق، فأنت تواجه انحرافاً في الإطار. قم بضبط التحدب (Crowning). اختبر ذلك على خردة.
الآن لنفترض أن الزاوية تتأرجح بشكل عشوائي — ضيقة، مفتوحة، ضيقة — دون نمط محدد. عادة ما يكون هذا بسبب تباين سمك المادة. هل تذكر عندما أخبرتك أن عمق الاختراق هو عجلة القيادة؟ في الثني الهوائي (Air bending)، يتم التحكم في الزاوية من خلال مدى عمق الاختراق — وليس من خلال زاوية القالب نفسه. إذا كانت ألواحك تتراوح من 0.119 بوصة إلى 0.123 بوصة، فإن المحور المحايد يتحول ويتغير القلب المرن. وينتقل الارتداد المرن (Springback) معه.
لقد رأيت شاباً يطارد دقة ±0.25 درجة طوال فترة بعد الظهر على فولاذ مقاوم للصدأ بسمك 3/16 بوصة لأنه لم يستخدم الميكرومتر لقياس سماكة الألواح. أربعة أجزاء من الألف من البوصة في السمك كلفته 38 قطعة. خطأ مكلف.
استخدم الميكرومتر لقياس ثلاث نقاط عبر اللوح. إذا تغير السمك، ستتغير زاويتك ما لم تقم بتعويض العمق لكل لوح أو تشديد مواصفات المادة. اختبر ذلك على خردة.
الاحتمال الأخير: الأدوات. إذا لم يكن رأس الثني (Punch) مثبتاً في مكانه أو كانت أكتاف القالب متآكلة بشكل غير متساوٍ، فقد يخترق أحد الطرفين بعمق أكبر من الآخر. قم بطلاء رأس الثني بصبغة التخطيط، وقم بضربة خفيفة، وتحقق من نمط التلامس. علامات التلامس غير المتساوية تعني مشكلة في الإعداد، وليست فيزيائية. نظف، وأعد التثبيت، وأعد الربط. اختبر ذلك على خردة.
هل ترى النمط؟ أنت لا تخمن. أنت تعزل المشكلة.
ولكن ماذا لو كانت الزاوية صحيحة والمعدن يتشقق؟
خذ شريطاً من الفولاذ المقاوم للصدأ بسمك 3/32 بوصة. اثنه بزاوية 90 درجة عبر اتجاه الألياف في قالب V مقاس 1/2 بوصة مع نصف قطر رأس ثني حاد يبلغ حوالي 1/32 بوصة. ستسمع صوت التمزق الخافت قبل أن تراه. ثم يظهر صدع شعري على السطح الخارجي.
ماذا حدث؟
عندما تقوم بالثني، ينضغط الداخل ويتمدد الخارج. كلما كان نصف القطر الداخلي أضيق، زاد استطالة الألياف الخارجية. إذا كان نصف قطر رأس الثني أصغر مما يمكن للمادة تحمله، فأنت تتجاوز حد الاستطالة الخاص بها. الثني عبر اتجاه الألياف يجعل الأمر أسوأ لأن اتجاه الألياف المدرفلة له بالفعل بنية مستطيلة. أنت تقوم بتمديدها بالطريقة الصعبة.
لقد قمت ذات مرة بإتلاف رف كامل من دعامات الفولاذ المقاوم للصدأ بسمك 3/32 بوصة لأننا ثنيناها بشكل عمودي على اتجاه الألياف باستخدام رأس ثني حاد جداً. لم يحدد المخطط اتجاه الألياف. لقد افترضنا ذلك. ذلك الافتراض كلفنا أسبوعاً من العمل. خطأ مكلف.
التشخيص بسيط. قم بقياس نصف القطر الداخلي الخاص بك. في الثني الهوائي، يكون نصف القطر الداخلي تقريباً 16% من فتحة القالب للفولاذ الطري. لذا فإن قالب V مقاس 1 بوصة يعطي نصف قطر داخلي يبلغ حوالي 0.160 بوصة. إذا ذهبت إلى قياس أضيق — لنقل قالب V مقاس 1/2 بوصة — فأنت تقترب من الثني بالقاع (Bottoming) وتجبر المادة على اتخاذ نصف قطر أصغر. ما تفعله حقاً هو الاقتراب من الثني بالقاع — إجبار المادة على ملامسة جدران القالب — وهذا يرفع الإجهاد عند السطح بشكل حاد.
قم بتدوير القطعة الخام بزاوية 90 درجة واثنها مرة أخرى. إذا اختفت الشقوق مع اتجاه الألياف، فقد وجدت السبب. إذا لم تختفِ، افتح قالب V بمقاس واحد أكبر وقم بزيادة نصف القطر الداخلي. اختبر ذلك على خردة.
الشقوق ليست عشوائية أبداً. إنها إجهاد يتجاوز الليونة. وظيفتك هي تقليل الإجهاد أو تغيير الاتجاه.
والآن ماذا عن قطعة لا تتشقق ولا تختلف في الزاوية — ولكنها فيزيائياً لا تسمح لك بإجراء الثنية الثانية؟
تخيل قناة: قاعدة بعرض 2 بوصة، وحواف بعرض 1 بوصة على كلا الجانبين، بسمك 1/8 بوصة. أنت تثني حافة واحدة بعرض 1 بوصة إلى 90 درجة في قالب V مقاس 1 بوصة. عملية نظيفة. ثم تقلبها لثني الحافة المقابلة.
الحافة المثنية بالفعل تصطدم بجسم رأس الثني قبل أن تصل الثنية الثانية إلى 90 درجة. أنت تتوقف عند 75 درجة. الماكينة ليست ضعيفة. الهندسة هي التي تعيقك.
لقد شاهدت متدرباً يجبر قطعة على ذلك، معتقداً أن قوة الضغط (Tonnage) ستصلح مشكلة الخلوص. لقد ضغط بقوة أكبر. أدى ذلك إلى تعليم كتف رأس الثني وتشويه الحافة الأولى. قطعتان تالفتا قبل أن نوقفه. خطأ مكلف.
المشكلة ليست في القوة، بل في التسلسل وخلوص الأداة. في الثني الهوائي (Air Bending)، يتمتع رأس الثني (Punch) بعرض جسم معين. إذا كانت الحافة المرتدة قريبة جداً، فستصطدم قبل الوصول إلى العمق الكامل. تذكر: الأداة تدفع المادة للأسفل داخل القالب على شكل حرف V، ويتم التحكم في الزاوية من خلال مدى العمق الذي تصل إليه، وليس من خلال زاوية القالب نفسه. إذا لم تتمكن من الوصول إلى العمق المطلوب، فلن تتمكن من الوصول إلى الزاوية المطلوبة.
قم بحل المشكلة عن طريق ثني الحافة الأبعد أولاً، أو باستخدام رأس ثني "عنق الإوزة" (Gooseneck punch) الذي يوفر خلوصاً للحلق. ضع القطعة مقابل رأس الثني قبل بدء الدورة وتحقق فعلياً من وجود أي تداخل. إذا لامس الفولاذ الفولاذ في مكان لا ينبغي أن يلمسه فيه، فلن تحل المشكلة مهما زادت قوة الضغط (Tonnage). اختبر ذلك على قطعة خردة.
كل ثنية سيئة تندرج تحت فئة معينة: توزيع القوة، أو سلوك المادة، أو تداخل هندسي. القطعة تخبرك بأي فئة تنتمي إليها، إذا توقفت عن التعامل مع آلة الثني كمطرقة وبدأت في التعامل مع الفولاذ كزنبرك تتفاوض معه.
وبمجرد أن تتمكن من قراءة تلك الدلائل دون ذعر، ستتوقف عن مجرد رد الفعل تجاه الثنيات السيئة.
ستبدأ في توقعها.
هل تريد ثنيات لا تفاجئك؟
إذن توقف عن محاولة الوصول إلى زاوية 90 درجة بالضبط.
في الشهر الماضي، قمنا بثني فولاذ A36 بسماكة 1/8 بوصة في قالب V مقاس 1 بوصة. كانت القطعة الأولى 90 درجة. ابتسم العامل الشاب، ثم سحبها وفحصها مرة أخرى بعد خمس دقائق، فوجدها 91.5 درجة. لقد استرخى الفولاذ. اعتقد أن الآلة انحرفت فقام بزيادة العمق بمقدار 0.010 بوصة أخرى. الآن خرجت القطعة بزاوية 88.5 درجة بعد الارتداد المرن (Springback). بعد ثلاث قطع، كنا نطارد أوهاماً.
خطأ مكلف.
أنت لا تقوم بعمل ثنية بزاوية 90 درجة. أنت تثني إلى 92 درجة لكي يسترخي المعدن عائداً إلى 90 درجة. هذا هو النموذج الذهني للثني الزائد. أنت لا تحارب الارتداد المرن، بل تخطط له.
وبمجرد قبولك لذلك، يتغير سؤال الإعداد.
الفولاذ عبارة عن زنبرك له نقطة خضوع. حتى نقطة الخضوع، ينثني ويعود. بعد نقطة الخضوع، يبقى منثنياً، لكن القلب المرن بالداخل لا يزال يريد الانفتاح. هذا الانفتاح هو الارتداد المرن.
في الثني الهوائي، لا يقوم رأس الثني بدمغ الزاوية في القالب. إنه يدفع المادة للأسفل داخل القالب على شكل حرف V، ويتم التحكم في الزاوية من خلال مدى العمق الذي تصل إليه، وليس من خلال زاوية القالب نفسه. ذلك العمق يحدد مدى تجاوزك لنقطة الخضوع في الألياف الخارجية قبل أن تتركها.
لذا، هدفك الحقيقي ليس 90 درجة. بل هو 90 درجة مضافاً إليها مقدار الارتداد المرن لهذه الدفعة من هذه السماكة في هذه الفتحة على شكل V.
مثال افتراضي: الفولاذ الطري بسماكة 0.125 بوصة في قالب V مقاس 1 بوصة قد يرتد مرناً بمقدار 1.5 إلى 2 درجة. الفولاذ المقاوم للصدأ (Stainless) بنفس السماكة في نفس القالب قد يرتد بمقدار 3 درجات أو أكثر. نفس الآلة، نفس القالب، سلوك مختلف.
إذا قمت بالضبط حتى يقرأ المقياس 90 درجة تحت الضغط، فأنت تهيئ نفسك لتكون الزاوية مفتوحة بعد التحرير. هذا تفكير المبتدئين؛ سحق المعدن لإخضاعه.
ذات مرة شاهدت شخصاً يحاول “القضاء” على الارتداد المرن عن طريق زيادة قوة الضغط حتى كاد يلامس أكتاف القالب. ما تفعله حقاً هو الاقتراب من الثني الكامل (Bottoming)؛ أي إجبار المادة على ملامسة جدران القالب. لقد ترك خطين لامعين وتغيراً طفيفاً في نصف القطر مما أدى إلى إتلاف 24 لوحة تجميلية.
خطأ مكلف.
إذن، إليك التحول المطلوب: حدد مقدار الثني الزائد المتعمد قبل القطعة الحقيقية الأولى. ليس بالتخمين، بل بالإثبات. على قطعة خردة.
أنت لا تتعلم الارتداد المرن من مخطط ملصق على الحائط. بل تتعلمه من قطعة اختبار بطول 4 بوصات مقصوصة من نفس اللوح الذي توشك على استخدامه.
نفس السماكة. نفس اتجاه الألياف. نفس الأدوات. نفس وضعية الماكينة.
قم بضربة واحدة. قِس بعد التحرير. إذا كنت بحاجة إلى 90 درجة وخرجت النتيجة 91.8 درجة، فأنت تعاني من انفتاح بمقدار 1.8 درجة. زد عمق الاختراق قليلاً - نحن نتحدث عن 0.005 إلى 0.010 بوصة في المقاييس الرقيقة - واضرب قطعة اختبار أخرى.
قِس مرة أخرى.
عندما تستقر عند 90 درجة، توقف عن تعديل العمق. ثبته. ابدأ الإنتاج.
لقد أخبرتك قطعة الاختبار الصغيرة تلك للتو بضريبة الارتداد المرن لهذه المادة في هذا الإعداد. ادفعها مرة واحدة، مقدماً.
لقد رأيت ورش عمل تتجاهل هذا لأنهم يقولون “لقد قمنا بتنفيذ تلك المهمة الشهر الماضي”. دفعة حرارية مختلفة. السماكة كانت أثقل بمقدار 0.003 بوصة هذه المرة. لقد أهدروا 60 دعامة قبل الاعتراف بأن إعدادات الأمس لا تثني فولاذ اليوم.
خطأ مكلف.
قطع الاختبار لها عمر افتراضي يبلغ حوالي دفعة واحدة. لوح جديد؟ اختبار جديد. ودائماً تحقق بعد التحرير، وليس تحت الحمل.
إذا كنت تريد ثنيات يمكن التنبؤ بها، فأثبت الانحناء الزائد أولاً - ثم حافظ عليه.
وهذا يقودنا إلى اللحظة التي تهم حقاً.
قبل أن تتحرك قدمك، اسأل ثلاثة أشياء.
أولاً: ما هو الارتداد المرن المتوقع لهذه المادة وفتحة القالب (V-opening)؟ إذا كنت لا تعرف، فأنت تخمن. قص قطعة اختبار.
ثانياً: هل ماكينتي قادرة على الحفاظ على عمق الاختراق ضمن بضعة أجزاء من الألف من البوصة؟ تعتمد زاوية الثني الهوائي كلياً على التحكم في العمق. في المواد الرقيقة بسمك 0.060 بوصة، يمكن لـ 0.005 بوصة من الشوط الإضافي أن تغير الزاوية بمقدار درجة كاملة. المكابح القديمة ذات التوقفات المتهالكة يمكن أن تجعل الثني الهوائي يبدو “غير متسق” بينما هو في الواقع تلاعب ميكانيكي. إذا لم تستطع مكبحتك تكرار العمق، فإما أن تعدل توقعاتك أو تختار الثني السفلي (bottom bending) وتقبل بزيادة الحمولة.
ثالثاً: هل يبرر هذا التفاوت الثني الهوائي؟ القاعدة العامة في الصناعة - الثني الهوائي يتعامل مع حوالي 90% من العمل بشكل جيد. ولكن إذا كان المخطط يتطلب ±0.5 درجة على مقياس رقيق وتتفاوت سماكة المادة بمقدار ±0.005 بوصة، فافهم ما الذي تلتزم به. الثني الهوائي ينقل مسؤولية الدقة إليك وإلى المادة. الثني السفلي ينفق الحمولة لسحق التباين خارج المعادلة.
رأيت ذات مرة 200 لوح تجميلي تالف لأن شخصاً ما اختار السك (coining) “لضمان الزاوية”. كانت الحمولة ثلاثة أضعاف ما يحتاجه الثني الهوائي. تركت الأدوات علامات على كل وجه.
خطأ مكلف.
لذا إليك المنظور الذي أريدك أن تحمله في ورديتك القادمة:
أنت لا تأمر الفولاذ. أنت تتفاوض مع نابض. أنت تثني متجاوزاً هدفك عن قصد. أنت تتحقق على الخردة. أنت تثبت العمق، لا الأمل.
عندما تفكر في الانحناء الزائد بدلاً من “ضرب 90 درجة”، تتوقف المكبحة عن كونها مطرقة.
تتحول إلى أداة قياس.
والآن، السؤال الحقيقي ليس حول مدى قوة الضغط.
بل حول مدى دقة قدرتك على توقع ما سيحدث عند التحرير.


















