

Er hatte ein frisches Blech aus 3 mm Weichstahl auf dem Tisch, ein glänzend neues “Stempel”-Werkzeug oben eingespannt und das Selbstvertrauen eines Menschen, der glaubt, Metall verhalte sich wie Papier.
Er drückte das Fußpedal und erwartete ein sauberes Loch.
Was er bekam, war ein lauter Schlag, ein flacher Krater und eine Werkzeugkante, die nie wieder rechtwinklig sein würde.
Auf der Rechnung stand das Wort Stempel. Warum hat es also nicht gestanzt?
In einer Stanzerei ist ein Stempel ein gehärtetes Werkzeug, das Metall gegen eine Matrizenöffnung abschert. Es schneidet. Der Abstand zwischen Stempel und Matrize wird in Hundertstelmillimetern gemessen, damit das Material sauber bricht. Das ist Schneiden.
In einer Abkantpresse ist der “Stempel” das obere Werkzeug, das das Blech in eine V-förmige Matrize drückt, um eine Biegung zu erzeugen. Keine Spaltmaße zum Scheren. Keine Bruchzone. Der Spitzenradius ist so gestaltet, dass er den inneren Biegeradius kontrolliert – nicht um als Klinge zu wirken. Bei modernen CNC-basierten Systemen wie einer Abkantpresse von CN-HAWE, ist die gesamte Maschinenstruktur und Steuerlogik speziell für Biegegenauigkeit und Wiederholbarkeit ausgelegt – nicht für das Durchstanzen –, sodass Werkzeuggeometrie, Rahmensteifigkeit und Bewegungssteuerung allesamt der Biegung dienen, nicht dem Schnitt.
Gleiches Wort. Andere Aufgabe.
Wenn du zu einer Abkantpresse gehst und erwartest, dass sie sich wie eine Stanzpresse verhält, sei nicht derjenige, der den Unterschied mit einem ruinierten Blech und einer roten Rechnung herausfindet. Der Name ist die Falle. Die Physik bestimmt das Ergebnis. Was genau nimmt dein Gehirn also an, wenn du das Wort Stempel hörst?

Stell dir einen Ledergürtel und eine Lochzange vor. Du richtest sie aus, drückst zu – und ein Stückchen fällt heraus. Genau diese Geschichte erwarten deine Hände, wenn du das Wort hörst.
Jetzt sieh dir einen Standard-Abkantstempel an. Die Spitze ist nicht messerscharf. Sie hat einen definierten Radius – vielleicht 0,8 mm, vielleicht größer – denn beim Biegen von Stahl willst du ihn nicht durchtrennen. Du dehnst die äußeren Fasern und drückst die inneren um diesen Radius zusammen.
Denk daran, wie du steifen Jeansstoff über dein Knie biegst. Du schneidest ihn nicht. Du zwingst ihn in eine Kurve. Die Fasern außen werden straff; die innen stauchen sich. Stahl verhält sich genauso – nur mit mehr Widerstand und weniger Nachgiebigkeit.
Ein Schneidstempel konzentriert die Kraft auf einer winzigen Kante, um die Scherfestigkeit des Materials zu überschreiten und einen Bruch zu erzeugen. Ein Abkantstempel verteilt die Kraft entlang einer Linie, sodass das Material plastisch fließt und sich dehnt, ohne zu reißen. Der eine ist ein Messer. Der andere ein Hebel.
Wenn also jemand fragt: “Warum sollte es nicht schneiden?”, lautet die bessere Frage: Wo befindet sich der Schneidspalt, und wohin soll der Bruch gehen?
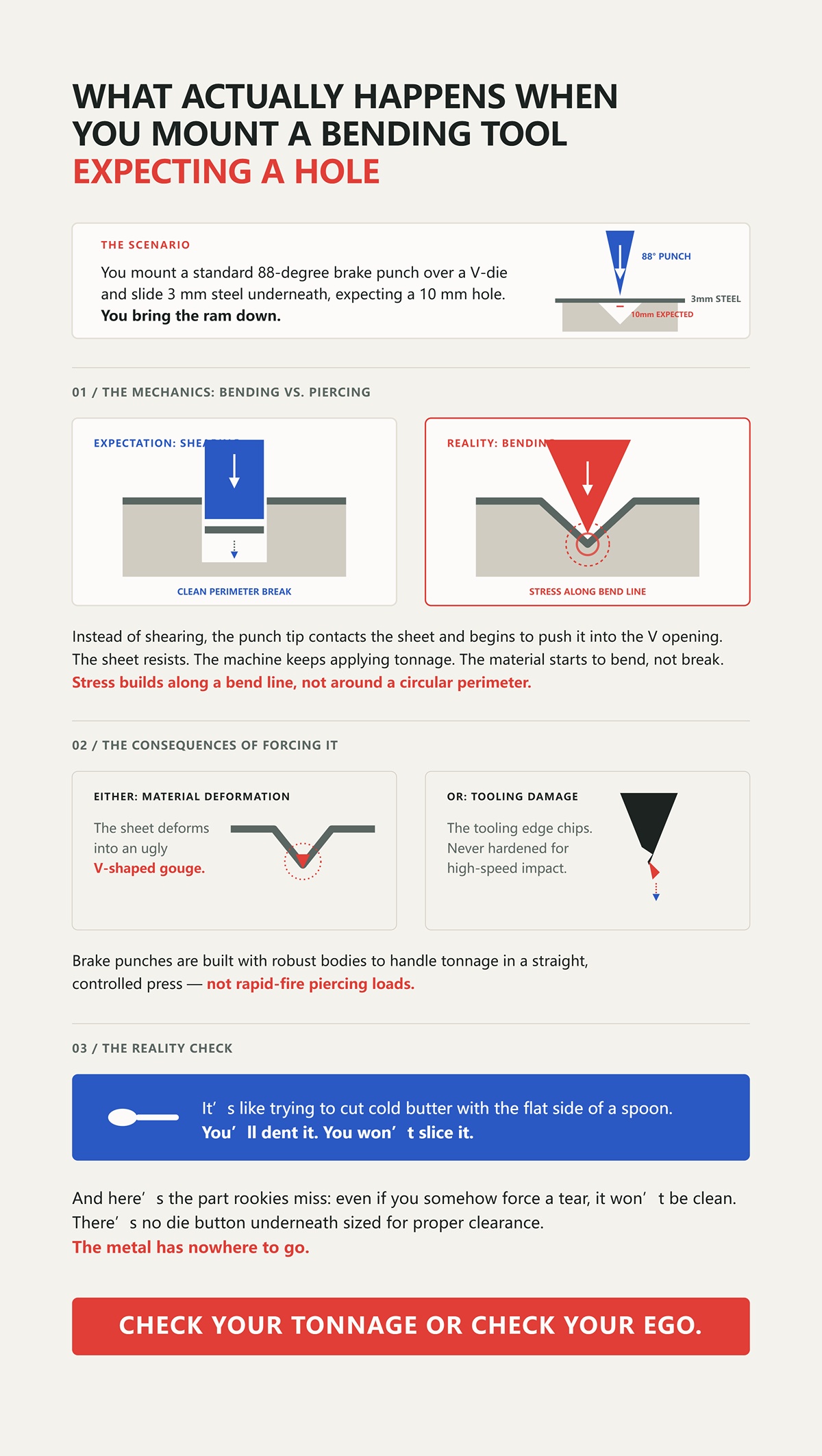
Angenommen, du setzt einen Standard-Abkantstempel mit 88 Grad über eine V-Matrize und schiebst ein 3 mm starkes Stahlblech darunter, in der Erwartung, ein 10 mm-Loch zu erzeugen.
Du fährst den Stößel herunter.
Anstatt zu schneiden, berührt die Spitze des Stempels das Blech und beginnt, es in die V-Öffnung zu drücken. Das Blech leistet Widerstand. Die Maschine wendet weiterhin Druck an. Das Material beginnt sich zu biegen, nicht zu brechen. Die Spannung baut sich entlang einer Biegelinie auf, nicht um einen kreisförmigen Rand herum.
Wenn man weiter drückt, passieren zwei Dinge. Entweder verformt sich das Blech zu einer hässlichen V-förmigen Kerbe, oder die Werkzeugkante splittert, weil sie nie für Hochgeschwindigkeitsaufprall und Bruch gehärtet wurde, wie es bei einem Revolver-Stanzwerkzeug der Fall wäre. Abkantstempel sind mit robusten Körpern gebaut, um Druck in einem geraden, kontrollierten Pressvorgang zu bewältigen – nicht für schnelle Durchstoßbelastungen.
Es ist, als würde man versuchen, kalte Butter mit der flachen Seite eines Löffels zu schneiden. Man wird sie eindrücken, aber nicht schneiden.
Und hier ist der Teil, den Anfänger übersehen: Selbst wenn man irgendwie einen Riss erzwingt, wird er nicht sauber sein. Es gibt keinen Matrizenknopf darunter, der auf den richtigen Abstand ausgelegt ist. Das Metall hat keinen Platz, wohin es fließen kann. Prüfe deine Tonnage oder dein Ego.
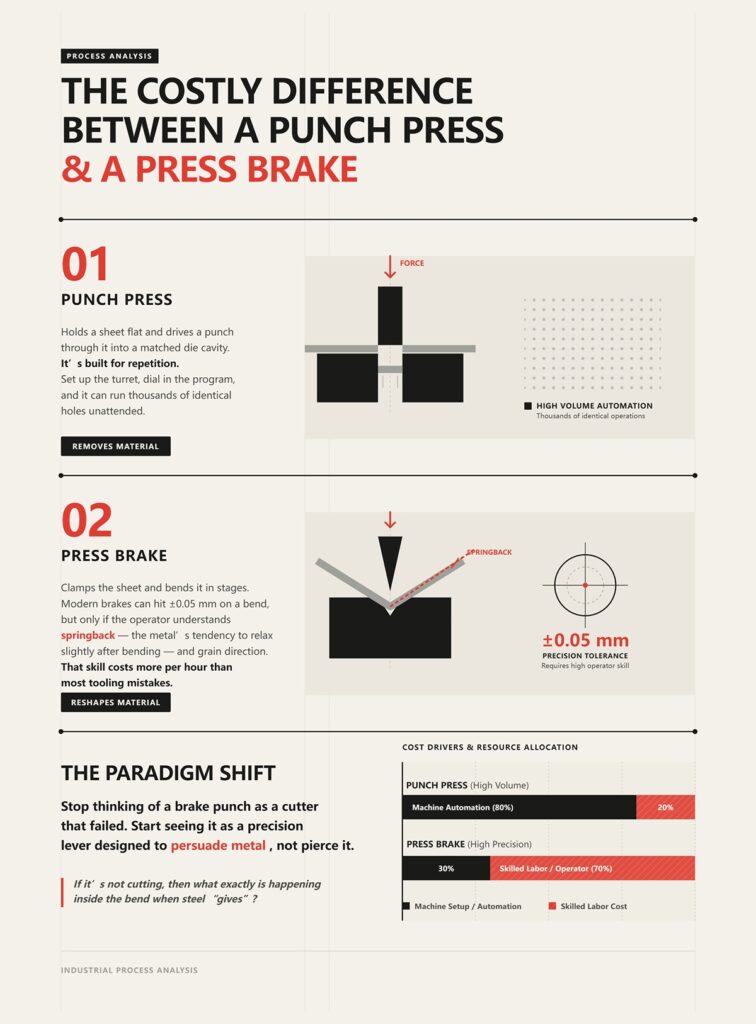
Eine Stanzpresse hält ein Blech flach und treibt einen Stempel durch es hindurch in einen passenden Matrizenhohlraum. Sie ist für Wiederholungen gebaut. Das Revolversystem einrichten, das Programm einstellen, und sie kann tausende identische Löcher unbeaufsichtigt ausführen. So verdienen Großserienteile Geld.
Eine Abkantpresse klemmt das Blech und biegt es schrittweise. Moderne Pressen erreichen ±0,05 mm bei einer Biegung, aber nur, wenn der Bediener den Rückfederungseffekt versteht – die Tendenz des Metalls, sich nach dem Biegen leicht zu entspannen – sowie die Faserrichtung. Diese Fähigkeit kostet pro Stunde mehr als die meisten Werkzeugfehler.
Eine Maschine entfernt Material. Die andere formt es um.
Wenn man sie verwechselt, riskiert man nicht nur gebrochene Werkzeuge. Man kalkuliert Aufträge falsch, wählt den falschen Prozess für das Volumen und verschwendet Arbeitszeit, wo Automatisierung Geld generieren würde. Oder man jagt die Geschwindigkeit mit einer Abkantpresse, obwohl man eine Stanzmaschine gebraucht hätte, die die ganze Nacht Löcher stanzt.
Die notwendige Veränderung ist einfach, aber unbequem: Hör auf, einen Abkantstempel als gescheiterten Schneider zu betrachten. Beginne, ihn als präzisen Hebel zu sehen, der Metall beeinflussen soll – nicht durchstoßen.
Wenn er nicht schneidet, was genau passiert dann im Inneren der Biegung, wenn Stahl “nachgibt”?
Man hat 3 mm Baustahl, der über einer V-Matrize liegt. Der Stempel fährt herunter und berührt das Blech entlang einer einzelnen Linie seines Radius. Das Blech berührt in diesem Moment nur zwei weitere Stellen: die scharfen Schultern oben am V.
Drei Kontaktpunkte. Das ist die ganze Geschichte.
Wenn der Stößel weiter nach unten geht, spaltet sich das Metall nicht. Es dreht sich. Die Matrizenschenkel wirken als Drehpunkte, und der Stempel wird zu einem Hebel, der die Kraft zwischen ihnen aufbringt. Die äußere Oberfläche des Blechs gerät in Zugspannung – sie dehnt sich. Die innere Oberfläche gerät in Druck – sie staucht sich. Wenn die Spannung in der äußeren Schicht die Streckgrenze des Stahls überschreitet, gleiten die Atome dauerhaft aneinander vorbei. Das ist plastische Verformung. Keine Bruchzone. Kein Abfallstück. Nur kontrolliertes Nachgeben.
Wäre das ein Schneidvorgang, würde die Kraft auf eine Rasierkante konzentriert und mit engem Abstand kombiniert, sodass das Material sauber abgeschert wird. Der Abstand zwischen Stempel und Matrize wird in Hundertstelmillimetern gemessen, damit das Material sauber bricht. Hier gibt es keinen solchen Abstand, weil der Bruch nicht das Ziel ist. Der Stempel soll nicht durch das Blech hindurch, sondern es in eine Form drücken, die durch die Matrizenöffnung bestimmt wird.
Wie das Biegen von steifem Denim über dem Knie. Man reißt den Stoff nicht. Man beeinflusst ihn, bis sich die Fasern neu anordnen.
Die eigentliche Frage lautet also nicht “Warum hat es nicht geschnitten?”, sondern “Wie wird die Kraft verteilt und wo darf das Metall fließen?”
Beim Luftbiegen – das den Großteil der Arbeiten an Abkantpressen ausmacht – zwingt der Stempel das Blech nie bis zum Boden des V. Er stoppt irgendwo darüber. Der Endwinkel hängt davon ab, wie tief der Stempel in die Öffnung eindringt, nicht allein vom Winkel der Matrize.
Stell dir einen 88-Grad-Stempel über einer 90-Grad-Matrize vor. Du fährst den Stößel teilweise nach unten. Das Blech berührt die Spitze des Stempels und die beiden Schultern der Matrize, wodurch sich darunter ein offenes Dreieck bildet. Das Metall biegt sich buchstäblich in der Luft zwischen diesen drei Punkten. Deshalb nennt man es Luftbiegen.
Die Genauigkeit ergibt sich aus der Kontrolle der Einpresstiefe des Stößels. Ein Bruchteil eines Millimeters tiefer verändert den Winkel. Die Matrizenschenkel sind die Drehpunkte; der Stempel ist der Kraftüberträger und Tiefenanzeiger.
Vergleiche das nun mit dem Gesenkbiegen. Beim Gesenkbiegen drückst du das Blech fest in eine Matrize mit beispielsweise einem eingeschlossenen Winkel von 88 Grad. Das Blech wird solange gepresst, bis es die Flächen der Matrize berührt. Der Matrizenwinkel bestimmt nun den Biegewinkel stärker als die Stößelposition. Du bringst das Metall in die Form der Matrize.
Und wenn du noch einen Schritt weiter gehst, zum Prägen, drückst du das Material leicht in den Boden der Matrize hinein — du zwingst es mit brutaler Kraft über seinen natürlichen Biegeradius hinaus. Dafür ist drei- bis fünfmal so viel Kraft nötig wie beim Luftbiegen, weil du nicht nur die äußeren Fasern dehnst, sondern die gesamte Biegezone stauchst und glättest.
Dieser Kraftsprung verrät dir etwas Wichtiges.
Allein die Kraft definiert den Prozess nicht. Wie und wo diese Kraft angewendet wird, ist entscheidend. Luftbiegen nutzt Hebelwirkung und kontrollierte Tiefe. Gesenkbiegen verwendet die Formtreue der Matrize. Prägen nutzt lokale Kompression, um den Winkel zu fixieren. Keine dieser Methoden beruht darauf, dass eine scharfe Kante Stahl durchschneidet.
Sei nicht derjenige, der glaubt, mehr Tonnage mache aus einem Umformwerkzeug ein Schneidwerkzeug. Überprüfe lieber deine Tonnage oder dein Ego.
Nimm zwei Stempel. Einer hat einen Spitzenradius von 0,8 mm. Der andere ist messerscharf geschliffen.
Der scharfe sieht beeindruckend aus. Er fühlt sich in der Hand entschlossen an. Aber montiere ihn über einer Standard-V-Matrize und versuche, 3 mm Stahl zu biegen – das Problem wirst du schnell sehen. Die scharfe Spitze gräbt sich ein, erzeugt einen winzigen Innenradius, der die äußeren Fasern überdehnt. Mikrorisse entstehen. Die Oberfläche leidet. Die Werkzeuglebensdauer sinkt, weil die dünne Kante die Last nicht verteilen kann.
Der 0,8-mm-Radius hingegen verteilt die Kraft über einen kontrollierten Bogen. Dieser Radius bestimmt weitgehend den inneren Biegeradius des Teils beim Luftbiegen. Und dieser innere Radius bestimmt, wie stark sich die äußere Oberfläche dehnen muss.
Der Mechanismus ist folgender: Je kleiner der Stempelradius im Verhältnis zur Materialdicke, desto höher die Dehnung in den äußeren Fasern. Ist er zu klein, überschreitest du die Dehngrenze des Materials — es reißt. Ist er zu groß, erhältst du einen großen Innenradius, der möglicherweise nicht der Zeichnung entspricht.
Die “Arbeitskante” ist also nicht die Schärfe. Es ist das Verhältnis zwischen Stempelradius, Öffnungsweite der Matrize sowie Materialdicke und -festigkeit.
Auch die Öffnungsweite der Matrize spielt eine Rolle. Eine gängige Faustregel für Baustahl lautet: eine V-Öffnung von etwa dem 6- bis 8-Fachen der Materialdicke. Dieses Verhältnis beeinflusst den resultierenden Innenradius und die erforderliche Kraft. Schmalere Matrize, engerer Radius, höhere Tonnage. Breitere Matrize, größerer Radius, geringere Tonnage.
Die Geometrie bestimmt, wie das Metall fließt. Die Schärfe bestimmt nur, wie schnell du das Werkzeug ruinierst.
Wenn der Stempel ein Hebel ist, ist sein Radius der Teil, der das Werkstück berührt. Würdest du lieber kalte Butter mit einer Messerkante oder mit der Rundung eines Löffels drücken, wenn du sie formen und nicht schneiden willst?
Biege diesen 3-mm-Weichstahl im Luftbiegeverfahren auf 90 Grad. Hebe den Stößel an.
Er bleibt nicht bei 90 Grad.
Sobald der Druck nachlässt, erholt sich ein Teil der elastischen Dehnung – der Teil, der sich nicht dauerhaft verformt hat. Der Biegewinkel öffnet sich vielleicht auf 92 Grad. Das ist Rückfederung. Jedes Material hat sie. Hochfeste Stähle zeigen mehr davon, weil ein größerer Teil der Verformung elastisch bleibt.
Was bedeutet das in der Praxis?
Wenn du einen echten 90-Grad-Winkel willst, musst du unter Last vielleicht auf 88 Grad biegen. Du überbiegst bewusst, damit das Material sich beim Entspannen zurückfedert und in die Spezifikation springt. Der Stempel muss tiefer fahren, als der finale Winkel vermuten lässt.
Das allein beweist, dass der Stempel kein Durchstichwerkzeug ist. Ein Schneidwerkzeug stoppt, sobald es durchbricht. Ein Formstempel muss vorausberechnen, wie sich das Material verhält, wenn die Belastung vorbei ist. Du formst nicht nur Metall unter Kraft; du sagst voraus, wie es sich bewegt, sobald die Kraft verschwindet.
Diese Vorhersage hängt von Materialgüte, Dicke, Faserrichtung, Matrizenbreite und Stempelradius ab. Ändere eines davon, und das Rückfedern verändert sich.
Wenn also ein Neuling sagt: “Sieht unter Druck aus wie 90, passt”, lasse ich ihn den Schieber freigeben und erneut messen.
Denn beim Biegen geht es nicht darum, Stahl mit Gewalt zu bezwingen. Es geht darum zu verstehen, wie er nachgibt, wie er Energie speichert und wie er einen Teil dieser Energie zurückgibt.
Jetzt, da du siehst, was im Inneren der Biegung passiert – Hebelwirkung, kontrolliertes Nachgeben, Rückfedern –, stellt sich die nächste Frage ganz von selbst:
Wenn die Geometrie den Fluss steuert, wie wählst du die richtige Stempelform für die Aufgabe?
Ich habe einen Jungen beobachtet, der 3 mm Baustahl mit einem nagelneuen geraden Stempel bog: 0,8 mm Spitzenradius, Standardprofil mit 88 Grad. Die erste Biegung war problemlos. Die zweite Biegung lag 20 mm entfernt und formte eine Rückfalz. Er fuhr den Schieber herunter, und die Rückseite des Stempelkörpers schlug gegen die erste Falz, bevor der Winkel auch nur annähernd erreicht war. Das Blech versagte nicht. Die Maschine versagte nicht. Die Geometrie tat es.
In dieser Biegung dehnten sich die äußeren Fasern über die Streckgrenze hinaus, während die inneren Fasern sich zusammenpressten – genau wie steifer Denim, der sich über dein Knie legt. Nichts wurde geschnitten. Der Stempel wirkte als kontrollierter Hebel, verschob die neutrale Achse und bildete die plastische Zone in einem vorhersagbaren Bogen. Aber der Körper des Werkzeugs – der Stahl über diesem sauberen kleinen Radius – brauchte physischen Raum, um sich zu bewegen. Wenn das Profil das Teil, das du formst, nicht freiräumen kann, bekommst du keinen schlechten Schnitt. Du bekommst eine Kollision.
Deshalb geht es bei Stempelgeometrie um Freiraum und Kontrolle, nicht um Schärfe. Du wählst eine Form, die das Material falten lässt, ohne dass das Werkzeug in deine eigene Arbeit hineinfährt.
In jeder Werkstatt wirst du standardmäßig gerade Stempel montiert sehen. Gleiche Höhe, gleiche Schulterbreite, leicht über den Tisch auszurichten. Für offene Biegungen ohne angrenzende Flansche sind sie zuverlässig. Das Profil ist symmetrisch, der Kraftfluss einfach, und die Ausrichtung ist nachsichtig, weil der Körper direkt über der Mittellinie der Matrize sitzt.
Aber sieh dir die Zahlen an, die ignoriert werden. Dünne gerade Stempel – 2 mm Stegdicke oder weniger – geraten schnell ins Risiko der Verformung, wenn Bediener dicke Platte durch schmale V-Matrizen drücken. In einer Fehlanalyse, an der ich teilnahm, stieg bei einer Biegebelastung über etwa 80 Prozent der Nennpresskraft die Wahrscheinlichkeit für Verformung solcher dünnen Stempel dramatisch, wenn sie bei Stahl über 3 mm eingesetzt wurden. Und scharfe gerade Profile waren auf etwa 100 Tonnen pro Meter begrenzt, bevor bleibende Schäden auftraten.
Warum? Weil ein gerader Stempelkörper die Last direkt nach unten führt. Kein Freiraum. Keine Versetzung. Wenn du ihn mit einer schmalen Matrize kombinierst, um einen engen Radius zu erreichen, steigt die Tonnage stark an. Die Kraft konzentriert sich nahe der Spitze und in einem relativ dünnen Querschnitt aus Werkzeugstahl. Das ist, als würdest du kalte Butter mit der Kante eines Lineals statt mit der Kurve eines Löffels falten. Es funktioniert – bis es nicht mehr funktioniert.
Und dann ist da die Teilgeometrie. Der gerade Stempel hat Schultern, die sich direkt über der Spitze ausweiten. Das bedeutet, dass jeder Flansch, der in der Nähe der Biegelinie nach oben steht, zum Hindernis wird. Das Werkzeug kennt deine Zeichnung nicht. Es kennt nur seine eigene Form.
Deshalb ist der gerade Stempel vielseitig für einfache Formen. In dem Moment, in dem dein Teil ein zweites Bein bekommt, wird genau dieses “Standard”-Profil zum Grund, warum du die Arbeit nicht beenden kannst.
Nimm dasselbe 3-mm-Blech und konstruiere einen U-förmigen Kanal mit zwei Flanschen von 25 mm. Die erste Biegung ist einfach. Für die zweite Biegung musst du den Stempel so weit nach unten führen, dass er an der ersten Falz vorbeikommt, ohne sie zu treffen.
Betreten Sie den Schwanenhals.
Der Schwanenhals-Stempel hat einen entlasteten Hals – eine S-förmige Absetzung im Körper –, sodass die obere Masse des Werkzeugs hinter der Biegelinie zurückliegt. Diese Freiraumaussparung ermöglicht es, dass der zuvor geformte Flansch in das Profil des Stempels hineinpasst, während die Spitze weiter die neue Biegung formt. Nichts daran ist schärfer. Die Magie liegt im leeren Raum.
Aber werden Sie nicht sentimental dabei. Diese Versetzung verändert die Kraftverläufe. Jetzt wird die Kraft vom Stößel durch eine Geometrie geleitet, die nicht senkrecht nach unten verläuft. Wenn die Maschinen-Nivellierung mehr als ein paar Zehntel Millimeter pro Meter abweicht oder die Positionierstifte locker sind, zeigen sich Fehlstellungen über 0,1 mm in ungleichmäßigen Flanschwinkeln und Verdrehungen. In Qualitätsanalysen der Industrie machen Ausrichtungsfehler in diesem Bereich einen bedeutenden Anteil des Ausschusses bei geformten Flanschen aus.
Ein gerader Stempel kaschiert kleine Ausrichtungsfehler, weil seine Masse zentriert ist. Ein Schwanenhals verstärkt sie, weil der Körper zurückgesetzt ist. Sie haben ein Kollisionsproblem gelöst und ein Empfindlichkeitsproblem eingeführt.
Wenn Sie also einen Schwanenhals auswählen, geben Sie zu, dass die Teilegeometrie Freiraum erfordert – und Sie sollten sicherstellen, dass die Maschinengometrie das auch unterstützt.
Andernfalls passen Sie das Profil nicht an das Teil an. Sie setzen darauf, dass Ihre Einrichtung gut genug ist.
Hier ist ein Fall, der Neulinge jedes Jahr verwirrt.
Sie benötigen eine saubere 90-Grad-Biegung in 2 mm Edelstahl. Anstatt einen 90-Grad-Stempel zu verwenden, montieren Sie einen 30-Grad-Spitzstempel über einer Standard-V-Matrize und führen eine Freiformbiegung bis zur Tiefe aus. Unter Last legt sich das Blech teilweise um diesen engen eingeschlossenen Winkel. Nach dem Rückfedern entspannt es sich auf 90 Grad.
Klingt widersprüchlich, bis man sich die Mechanik ansieht.
Ein spitzer Stempel konzentriert den Kontakt früh im Hub näher an der Mittellinie. Dieser engere Winkel erlaubt es, überzubiegen, ohne dass die Schultern des Stempels mit den Schultern der Matrize kollidieren. Sie erhalten mehr Winkelbewegung vor mechanischer Interferenz, was bei Materialien mit hohem Rückfederungsverhalten wie Edelstahl entscheidend ist.
Aber hier kommt die Einschränkung. Kleinere Spitzenradien bei spitzen Stempeln erhöhen die Oberflächenbeanspruchung. Bei weichem Aluminium kann ein zu enger Radius Abdrücke hinterlassen oder sogar Risse verursachen, wenn Sie die Mindest-Biegeradius-Richtlinien ignorieren. Und wenn Sie diesen spitzen Stempel mit einer sehr schmalen V-Matrize kombinieren, um einen optisch ansprechenden Innenradius zu erzielen, steigt die Presskraft rapide. Ein großer Radius erfordert Kraft in einer schmalen Öffnung. Der Kompromiss kehrt das um, was Anfänger erwarten.
Sie wählen also kein 30-Grad-Werkzeug, weil es aggressiv aussieht. Sie wählen es, weil seine Geometrie ein kontrolliertes Überbiegen und Freiraum vor der Interferenz ermöglicht – und dabei innerhalb der Dehnungsgrenzen des Materials und des Leistungsbereichs der Maschine bleibt.
Unterschiedliche Profile existieren, weil Teile eine Form haben, Materialien Grenzen und Maschinen eine Struktur. Der Stempel ist ein Hebel mit einem Körper, der sich durch den Raum bewegen muss. Wenn sein Profil nicht zur Geometrie des Teils und dem Verhalten des Materials passt, wird Ihnen keine Schärfe der Welt helfen.
Und sobald Sie akzeptieren, dass die Form den Erfolg bestimmt, hört die nächste Frage auf, “Welcher Stempel sieht richtig aus?” zu sein, und wird zu “Wie viel Kraft wird diese Geometrie von meiner Maschine verlangen?”
Vor einigen Jahren kam ein neuer Mitarbeiter mit einem Wagen zu meiner Abkantpresse, darauf 4 mm Baustahl und eine bereits eingespannte 32-mm-V-Matrize. Er stellte die einzige wirklich wichtige Frage: “Wie viel Kraft wird das erfordern?”
Angesichts dessen, dass das Produktportfolio von CN‑HAWE CNC‑basiert auf 100% ist und hochwertige Einsatzszenarien in den Bereichen Laserschneiden, Biegen, Nuten und Scheren abdeckt, für Leser, die detaillierte Materialien wünschen, Broschüren ist eine nützliche Anschlussressource.
Wendet man die Standard-Formel für Luftbiegung bei Baustahl an, ergibt diese Konfiguration etwa 100 Tonnen über 3 Meter Länge. Dasselbe Blech, dieselbe Matrize. Wechseln Sie jedoch von der Luftbiegung zum Prägen, steigt die erforderliche Kraft dramatisch an, weil Sie das Material nun in den Matrizenwinkel hineindrücken, anstatt es frei zu formen. Die Maschine interessiert sich nicht für die Begriffe. Sie spürt nur den Druck.
Diese Zahl hat nichts mit Schärfe zu tun. Es geht um Hebelwirkung. Die Stempelspitze ist ein Hebelarm, der das Blech in die V-Öffnung drückt. Ändern Sie die Öffnungsbreite, ändert sich der Hebel. Ändern Sie die Dicke, ändert sich der Widerstand. Das Metall verhält sich wie steifer Jeansstoff: Je breiter Sie es abstützen, desto leichter lässt es sich biegen; klemmen Sie es eng ein, wehrt es sich. Die eigentliche Frage lautet also nicht: “Ist mein Stempel scharf genug?” sondern “Mit welcher Matrize kombiniere ich ihn, und wie wirkt sich das auf die Kraft aus?”
Darin liegt die Mathematik, die Sie am Leben hält.
Legen Sie ein 3-mm-Blech über eine 24-mm-V-Matrize. Das ist das klassische 8:1-Verhältnis – die Matrizenöffnung ist achtmal so groß wie die Materialdicke. Beim Luftbiegen erhalten Sie normalerweise einen Innenradius, der etwa der Materialdicke entspricht. Das Blech wird nicht geschnitten; es wird außen gedehnt und innen gestaucht, bis es sich plastisch verformt und seine Form behält.
Nun schließen Sie die Matrize auf 18 mm, weil Sie einen engeren Innenradius möchten. Sonst ändert sich nichts. Gleicher Stempel. Gleiches Stahlmaterial. Die Tonnage steigt schnell. Warum? Weil eine kleinere V-Öffnung den Hebelarm verkürzt. Der Stempel muss stärker drücken, um das Blech in den engeren Raum zu zwingen. Die Kraft konzentriert sich unter der Spitze und an den Schultern der Matrize. Die Spannung steigt sowohl im Werkzeugstahl als auch im Blech.
Öffnen Sie die Matrize auf 30 oder sogar 36 mm bei dickerem Material – 10:1- oder 12:1-Verhältnisse – und die erforderliche Tonnage sinkt, während der Innenradius zunimmt. Dieser größere Radius ist kein Fehler. Er ist das natürliche Ergebnis davon, dem Material das Fließen zu erlauben, statt es zu ersticken.
Anfänger behandeln 8:1 wie ein Glaubensbekenntnis. Es ist ein Ausgangspunkt, kein Gesetz. Dünnes Material unter etwa 3 mm verhält sich oft anders; eine zu breite Matrize kann die Winkelkontrolle ungenau machen. Dickes Material benötigt oft mehr als 8:1, um die Tonnage im vernünftigen Bereich zu halten. Die Matrizenöffnung bestimmt weitgehend den Innenradius beim Luftbiegen, und dieser Radius legt fest, wie stark die äußeren Fasern gedehnt werden müssen. Dehnen Sie sie über ihre Bruchdehnung hinaus, entstehen Risse. Zwingen Sie sie in zu engen Raum, steigt die Tonnage stark an.
Den Stempelspitzenradius wählt man nicht isoliert. Er muss den Radius unterstützen, den die Matrizenöffnung naturgemäß hervorbringt. Wenn die Matrize einen 3-mm-Innenradius bilden möchte und Sie einen messerscharfen 0,5-mm-Spitzenradius einsetzen, haben Sie lediglich die Spannung beim ersten Kontakt konzentriert. Das Blech wird sich trotzdem an die Geometrie der Matrize anpassen. Die Berechnung gewinnt.
Wenn also die Matrizenöffnung Radius und Kraft bestimmt, was passiert, wenn Sie die Kraftseite dieser Gleichung ignorieren?
Ich habe einen geraden Stempel mit dünnem Steg gesehen – etwa 2 mm durch den Körper – sicher ausgelegt für etwa 100 Tonnen pro Meter. Sah im Regal einwandfrei aus. Sauber. Scharf. Der Bediener kombinierte ihn mit einer engen Matrize und 4 mm Stahl, um einen optisch ansprechenden Innenradius zu erzielen. Die Abkantpresse hatte die Kapazität. Das Werkzeug nicht.
Was er bekam, war ein lauter Schlag, ein flacher Krater und eine Werkzeugkante, die nie wieder rechtwinklig sein würde.
Hier liegt die Falle: Maschinentonnage ist nicht Werkzeugtonnage. Eine Presse mit 170 Tonnen macht nicht automatisch jeden Stempel im Schrank zu einem 170-Tonnen-Stempel. Wenn Sie die V-Öffnung verengen, steigt die erforderliche Tonnage. Wenn Sie die Materialdicke erhöhen, steigt die Tonnage. Wenn Sie statt Luftbiegen prägung (Coining) einsetzen, explodiert die Tonnage, weil Sie die gesamte Biezone plastisch verformen, um dem Stempelwinkel zu entsprechen.
Und die Belastung verteilt sich nicht gleichmäßig. Eine kleine V-Matrize konzentriert die Kraft auf eine kleinere Kontaktfläche an der Stempelspitze und den Matrizen-Schultern. Die lokale Spannung kann die Streckgrenze des Werkzeugstahls überschreiten, selbst wenn die gesamte Maschinentonnage “innerhalb der Grenzen” liegt. So entstehen gestauchte Spitzen und mikroskopische Risse, aus denen später katastrophale Brüche werden.
Werkzeugkataloge veröffentlichen maximale Tonnen pro Meter aus gutem Grund. Diese Werte setzen korrekte Matrizenöffnungen und Luftbiegen voraus, sofern nicht anders angegeben. Ignorieren Sie diesen Kontext, und Sie spielen mit gehärtetem Stahl unter hydraulischem Druck.
Seien Sie nicht derjenige, der dem Maschinenmanometer mehr vertraut als der Werkzeugtabelle. Prüfen Sie Ihre Tonnage oder Ihr Ego.
Doch die Kraft allein verrät Ihnen nicht, wann Sie Geometrie und Material falsch kombiniert haben. Das Blech selbst beginnt zu „sprechen“.
Nehmen Sie 2 mm Edelstahl mit mäßiger Dehnung. Biegen Sie ihn über eine Matrize, die Ihnen etwa einen 2-mm-Innenradius gibt. Tauschen Sie nun den Stempel gegen einen mit sehr enger Spitze – sagen wir 0,5 mm – weil Sie eine scharfe Linie wollen. Bei den ersten paar Hüben sieht die Biegung gut aus. Beim zehnten sehen Sie helle Streifen entlang der Biegekante und feine Oberflächenrisse am äußeren Radius.
Das ist beginnendes Anhaften und Mikrorissbildung.
Wenn der Stempelspitzenradius deutlich kleiner ist als der Radius, den das Material problemlos formen kann, erzeugt der erste Kontakt extrem hohe Oberflächenbeanspruchung. Die äußeren Fasern dehnen sich über das hinaus, was die Legierung aushält. Edelstahl, insbesondere, verfestigt sich schnell. Jeder Hub macht die Oberfläche härter und weniger nachgiebig. Das Werkzeug beginnt, Material aufzunehmen – adhäsiver Verschleiß – weil Druck und Reibung hoch sind. Das ist Anhaften.
Gleichzeitig erhöht eine schärfere Spitze das Rückfedern. Das Blech legt sich unter Last eng an, entspannt sich aber kräftiger, wenn der Druck weggenommen wird. Bediener reagieren mit Überbiegen – sie gehen tiefer, um den gewünschten Winkel zu erreichen – wodurch die Kraft erneut steigt. Jetzt haben Sie eine Schleife geschaffen: scharfer Radius → höhere Oberflächenbeanspruchung → mehr Rückfederung → tieferer Hub → höhere Tonnage.
Risse an der Außenseite der Biegung sind kein Pech. Sie sind eine Dehnungsberechnung, die Sie nicht gemacht haben. Anhaftungen am Stempel sind kein kosmetisches Problem. Sie sind der Beweis für Druck und Reibung, die über das hinausgehen, was diese Kombination zulässt.
Metall interessiert sich nicht dafür, was auf der Rechnung als Werkzeug bezeichnet wurde. Auf der Rechnung stand das Wort „Stempel“. Was du in der Hand hältst, ist ein präziser Formhebel, der die Blechdicke, die Matrizenöffnung, die Dehnung und die Nennbelastung respektieren muss.
Wenn du diese Faktoren richtig ausrichtest, wird die Biegung vorhersehbar. Ignorierst du sie, lehrt dich die Maschine mit Lärm und Ausschuss.
Ein junger Einkäufer fragte mich einmal, wie man den “richtigen” Stempelradius für 4 mm Baustahl mit einer 32 mm V-Matrize auswählt. Ich sagte ihm: Fang mit der Matrize an, bestätige den natürlichen Innenradius, den sie formt, stelle sicher, dass die Stempelnase diesen Radius stützt, ohne Spannungen zu konzentrieren, und prüfe dann die Belastungskapazität des Werkzeugs in Tonnen pro Meter anhand der Tonnagetabelle für diese Einrichtung. Er nickte. Dann bestellte er einen wunderschönen europäischen Präzisionsstempel, der nicht einmal in seinen amerikanischen Stößel passte.
Du kannst den Radius den ganzen Tag berechnen. Wenn der Ansatz nicht zu deiner Maschine passt, ist es ein Briefbeschwerer.
Hier driften Anfänger zurück in die Denkweise des “scharfen Werkzeugs”. Sie glauben, Kompatibilität bedeutet: “Wird es die gewünschte Biegung erzeugen?” Nein. Kompatibilität beginnt weiter oben in der Struktur: Wird dieser Stempel physisch im Stößel sitzen, sich unter Last ausrichten und die Kraft so übertragen, wie die Maschine dafür konstruiert wurde? Denn eine Abkantpressenstempel ist ein Formhebel. Und ein Hebel funktioniert nur, wenn er richtig verankert ist.
Bevor du dich also auf den Nasenradius fixierst, stellst du eine grundlegendere Frage: Gehört dieses Werkzeug in diese Maschine?
Angesichts dessen, dass das Produktportfolio von CN-HAWE zu 100 % CNC-basiert ist und High-End-Szenarien im Laser-schneiden, Biegen, Ritzen und Scheren abdeckt, besteht der nächste Schritt darin, direkt mit dem Team zu sprechen, Kontaktieren Sie uns passt hier natürlich hinein.
Nimm einen amerikanischen und einen europäischen Stempel aus dem Regal und leg sie nebeneinander. Die Arbeitsenden sehen vielleicht ähnlich aus. Die Oberseiten nicht. Der amerikanische Ansatz ist breit und schwer, ausgelegt für ältere mechanische und frühe hydraulische Maschinen mit robusten Spannleisten. Europäische Ansätze sind schmaler und häufig mit segmentierten, schnell wechselbaren Spannsystemen kombiniert, die auf präzise vertikale Positionierung angewiesen sind.
Dieser kleine Unterschied an der Oberseite bestimmt alles.
Ich habe Werkstätten gesehen, die europäisches, präzisionsgeschliffenes Werkzeug kauften, weil der Katalog bessere Winkelkonstanz versprach. Dann stellten sie fest, dass ihr älterer amerikanischer Stößel es ohne Adapter nicht korrekt klemmen konnte. Jetzt hast du eine weitere Schnittstelle eingeführt – eine zusätzliche Toleranzkette – zwischen Stößel und Stempel. Unter Last verändern schon wenige Hundertstelmillimeter vertikales Spiel den Biegewinkel über die gesamte Länge. Der Abstand zwischen Stempel und Matrize wird in Hundertstelmillimetern gemessen, damit das Material beim Stanzen sauber bricht; beim Biegen führen ähnliche kleine Fehlstellungen zu uneinheitlichen Winkeln in den Teilen.
Du denkst, du jagst einem besseren Radius nach. Tatsächlich stapelst du Toleranzen.
Historisch gesehen ist das kein Zufall. Amerikanische mechanische Pressen wurden wie Traktoren gebaut – mit großen Lagerflächen, sichtbarem Verschleiß und allmählicher Warnung vor dem Versagen. Europäische Hydrauliksysteme strebten nach Präzision und schnellem Werkzeugwechsel. Unterschiedliche Philosophien. Unterschiedliche Ansatzgeometrien. Unterschiedliche Ökosysteme. Sobald deine Maschine um eines herum gebaut ist, bist du im Grunde an dieses System gebunden.
Sei nicht der Typ, der einen wunderschönen europäischen Stempel kauft und dann erfährt, dass sein amerikanischer Stößel ihn nicht einmal halten kann.
Und selbst wenn du ihn passend machst – solltest du das?
In den späten 1960er und 70er Jahren betrieben Werkstätten “hybride” Maschinen – hydraulische Antriebe mit Stößeln und Spannsystemen mechanischer Bauart. Auf dem Papier funktionierte das. In der Praxis verfolgten wir wöchentlich Ausrichtungsprobleme. Der Stößel bewegte sich gleichmäßig, aber die Klemmung war nicht für das segmentierte Präzisionswerkzeug ausgelegt, das die Leute einzuführen versuchten. Ergebnis: ungleichmäßige Belastung, lokaler Verschleiß, mysteriöses Winkelwandern.
So sieht das mechanisch aus, wenn du Systeme mischst.
Ein europäischer Präzisionsstempel erwartet eine bestimmte Spannkraftverteilung und eine vertikale Referenzfläche. Setzt du ihn in eine Maschine, die für einen breiteren amerikanischen Ansatz ausgelegt ist, musst du oft Stellschrauben oder Adapter verwenden, um die Position zu halten. Unter 80 oder 100 Tonnen pro Meter kann sich diese Verbindung mikroskopisch verschieben. Nicht sichtbar. Aber genug, um zu verändern, wie der Hebel die Kraft ins Blech überträgt.
Metall verhält sich beim Biegen wie steifer Jeansstoff. Drückst du langsam, fließt es. Konzentrierst du den Druck auf einen instabilen Punkt, knickt es dort, wo du es nicht geplant hast. Wenn dein Stempel in der Klemmung kippt, übst du keine Kraft mehr genau entlang der Mittellinie aus. Du führst eine Seitenlast ein. Diese Seitenlast wirkt sich nicht nur auf das Werkstück aus – sie betrifft auch die Führungen des Stößels und die Werkzeugschultern.
Jetzt arbeitet dein sorgfältig berechneter Nasenradius über einen krummen Hebel.
Kann man Hybride erfolgreich einsetzen? Ja, mit passenden Adaptern, die für die Belastung ausgelegt sind, und mit einer Ausrichtung, die über die gesamte Bettlänge hinweg mithilfe von Probebiegungen und Fühlerlehren überprüft wird. Aber das ist Ingenieursdisziplin, kein Wunschdenken.
Die Frage wird schärfer: Selbst wenn alles passt und ausgerichtet ist – hält deine Maschine die Belastung aus, die die Stempelgeometrie verlangt?
1974 baute Cincinnati eine Abkantpresse mit einer Nennleistung von rund 1500 Tonnen über 10 Metern. Heute gibt es Monster mit 5000 oder 6000 Tonnen. Man könnte also meinen, die Maschinenstärke habe die Werkzeugprobleme überholt.
Hat sie nicht.
Die meisten Werkstätten betreiben keine 6000-Tonnen-Giganten. Sie arbeiten mit 100- bis 400-Tonnen-Pressen über 3 oder 4 Meter. Und jede Maschine hat eine zulässige Tonnage pro Fuß oder pro Meter, basierend auf den Grenzen der Rahmendurchbiegung. Wenn man diese überschreitet, riskiert man nicht nur das Werkzeug – man riskiert eine dauerhafte Verformung des Rahmens.
Hier ist der Mechanismus.
Wenn du die Matrizenöffnung verkleinerst, um einen engeren Innenradius zu erzielen, steigt die erforderliche Tonnage stark an. Wählst du dann noch einen Stempel mit kleinem Nasenradius, um diesen engen Biegewinkel zu “unterstützen”, erhöhst du die Kontaktspannung an der Spitze. Höherer Druck bedeutet mehr gesamte Tonnage, um denselben Winkel zu erreichen, weil du dem Materialfluss entgegenwirkst, statt ihn zu ermöglichen.
Diese Last wandert von der Stempelspitze über den Tang in den Stößel, über die Seitenrahmen und hinunter ins Bett. Rahmen sind so ausgelegt, dass sie sich elastisch innerhalb bestimmter Grenzen durchbiegen. Überschreitest du diese Grenze oft genug, ändert sich die Geometrie der Maschine. Dann liefern selbst korrekt gewählte Werkzeuge keine gleichmäßigen Winkel mehr, weil die Maschine selbst sich dauerhaft verzogen hat.
Ich habe Maschinen vermessen, die nach Jahren der Überlastung mit schmalen Matrizen auf dicken Blechen wenige Zehntel Millimeter außer Parallelität über die gesamte Länge aufwiesen. Die Bediener machten den Rückfederungseffekt verantwortlich. Der wahre Schuldige war kumulative Übertonnage.
Deshalb ist die Stempelauswahl nicht vom Maschinenvermögen zu trennen. Dein Stempelnasenradius muss den natürlichen Radius der Matrize unterstützen, damit die Tonnage im erwarteten Luftbiegebereich bleibt. Dein Tang muss korrekt sitzen, damit die Last gerade übertragen wird. Und deine Tonnage pro Meter muss sowohl innerhalb der Werkzeug- als auch Maschinenbelastungsgrenzen bleiben.
Andernfalls biegst du nicht nur Stahl.
Du biegst die Maschine, die ihn für dich biegen soll.
Wenn die Werkzeugkompatibilität geklärt ist, steht noch eine Weggabelung bevor: Wann hört dieser Formhebel ganz auf, das richtige Werkzeug zu sein, und wann brauchst du tatsächlich eine echte Stanzmaschine?
Ab wann hörst du auf, zu versuchen, eine Abkantpresse gefügig zu machen, und rollst stattdessen eine Stanzpresse heran?
In dem Moment, in dem du Tageslicht durch das Metall brauchst.
Bis jetzt haben wir über Hebel, Kraftpfade und Tonnagegrenzen gesprochen – darüber, wie ein Abkantstempel Material umformt, ähnlich wie man steifes Denim über das Knie biegt. Kontrollierter Druck. Allmählicher Fluss. Geometrie, die die Physik führt. Dieses gesamte System geht davon aus, dass du formst, nicht entfernst.
In dem Moment, in dem deine Zeichnung ein Loch, eine Kerbe, eine Lamelle oder eine Gruppe von Lüftungsschlitzen zeigt, hast du eine Grenze überschritten. Keine Werkzeuggrenze. Eine physikalische.
Eine Abkantpresse verformt Material. Eine Stanzpresse trennt es.
Diese Unterscheidung klingt einfach, bis jemand versucht, sie zu umgehen.
Wenn du ein 10-mm-Loch in ein 3-mm-Blech brauchst, ist eine Abkantpresse mit Stempel nie die richtige Lösung. Sie hat keine Matrizenfreiheit zum Scheren. Sie hat keinen Abstreifer, um das Blech von einem Schneidstempel zu ziehen. Sie hat keine Möglichkeit, den Auswurf des Stanzabfalls zu steuern. Der Spalt zwischen Stempel und Matrize in einem echten Stanzvorgang wird in Hundertstelmillimetern gemessen, damit das Material sauber bricht. Dieser enge Spalt ermöglicht es dem Metall, sich zu verformen, zu reißen und sich zu trennen, anstatt sich wie Karamell zu dehnen.
Ein Bremsen-Setup hat diese Beziehung nicht. Es hat eine V-Matrize, die zum Biegen gedacht ist, nicht als Scherring zu fungieren.
Nun skaliere das Ganze hoch.
Angenommen, du brauchst 400 Lüftungslöcher in einer Platte. Eine Stanzpresse spannt das Blech einmal ein und positioniert es automatisch, sie durchläuft Position für Position mit einer Geschwindigkeit, die manuelles Umsetzen prähistorisch wirken lässt. Einmal eingerichtet. Wiederholte Hübe. Jedes Mal saubere Trennung. Diese Maschine wurde für Wiederholung und Abtrag gebaut.
Versuch das mit einer Abkantpresse, und du musst jedes Mal das Blech von Hand positionieren, hoffen, dass die Ausrichtung stimmt, und so tun, als wäre ein Biegehebel ein Schneidwerkzeug.
Sei nicht derjenige, der eine Abkantpresse in eine langsame, wütende Nachahmung einer Revolverstanzmaschine verwandelt.
Und ja, hier kommt das Detail, das viele verwirrt: Abkantpressen können dickere Bleche beim Biegen verarbeiten, als viele Stanzpressen beim Stanzen bewältigen können. Verdopple die Materialstärke, und die Stanzkraft steigt schnell an – schneller, als die meisten Anfänger erwarten. Es gibt Aufträge, bei denen einer Stanzpresse die Kraft ausgeht, während eine Abkantpresse die gleiche Dicke den ganzen Tag lang ohne Mühe formt.
Das bedeutet nicht, dass die Abkantpresse sie durchstanzen sollte.
Es bedeutet nur, dass die Dicke allein nicht über die Maschine entscheidet. Der Vorgang tut es.
Dickes Edelstahl biegen? Abkantpresse. Löcher durch irgendetwas schneiden? Stanzpresse.
Wenn das Teil Durchbrüche braucht, hör auf, mit der Zeichnung zu diskutieren.
Ich male dir ein Bild, das ich schon zu oft gesehen habe.
Auf der Rechnung stand „Stanzen“. Was er bekam, war ein lauter Schlag, ein flacher Krater und eine Werkzeugkante, die nie wieder rechtwinklig sein würde.
Hier ist der Grund.
Ein Abkantstempel ist für Druckbelastung entlang seiner Mittellinie gehärtet. Er erwartet eine verteilte Belastung entlang einer Biegekante. Wenn man versucht, ihn gerade ins Blech zu treiben, um ein Loch “aufzupoppen”, konzentriert man die Kraft auf einen winzigen Punkt ohne passenden Matrizenspielraum darunter. Statt eines sauberen Bruchs dehnt sich das Material, verfestigt sich und reißt dann ungleichmäßig. Die Lastspitzen steigen. Die Spitze staucht sich oder splittert. Der Stößel spürt einen Stoß, den er nie spüren sollte.
Metall beim Biegen verhält sich wie kalte Butter unter gleichmäßigem Druck. Metall beim Stanzen verhält sich wie ein Keks, der zerbricht.
Unterschiedliche Versagensarten. Unterschiedliche Werkzeuggeometrien. Unterschiedliche Maschinen.
Und es steht mehr als nur das Werkzeug auf dem Spiel. Ohne eine abgestimmte Matrizenöffnung, die für das Scheren ausgelegt ist, wird die Kraft nicht sauber durch eine Schneidkante in einen gestützten Ring übertragen. Sie verteilt sich in die Schultern der V-Matrize und zurück in die Führungen des Stößels als Aufprall. Das ist keine gleichmäßige hydraulische Presskraft mehr. Das ist Stoßbelastung.
Erschütterung ist das, was Klammern lockert, Angel-Schultern staucht und die Art von Verschleiß einleitet, die man erst bemerkt, wenn sich Winkel “grundlos” verziehen.”
Den Schaden siehst du nicht bei einem Schlag. Du spürst ihn sechs Monate später.
Könnte man ein spezielles Setup entwickeln, um auf einer Abkantpresse zu nagen oder teilweise zu scheren? Theoretisch, mit maßgefertigtem Werkzeug und sorgfältiger Lastkontrolle, kannst du seltsame Dinge tun. Werkstätten haben schon Seltsameres getan. Aber sobald du all das konstruiert hast, hast du im Grunde eine grobe Stanzpresse in einer Maschine nachgebaut, die nie dafür gedacht war.
Und das ist die wahre Grenze.
Ein Abkantpressenstempel ist ein präziser Formhebel. Er bringt Metall in Form. Er schneidet es nicht los. Wenn du ihn dazu bringst, Material zu trennen, passt du Geometrie und Materialphysik nicht mehr aneinander an – du ignorierst beide.
Bevor du also gegen das Setup kämpfst, stell dir eine einfache Frage: erfordert dieses Merkmal die Entfernung von Metall oder nur dessen Verlagerung?
Deine Antwort sagt dir, welche Maschine auf den Werkstattboden gehört.
Und nachdem du die richtige Maschine gewählt hast, wie machst du diese Entscheidung systematisch statt instinktiv?
Du willst eine reproduzierbare Methode, um zwischen Abkantpresse und Stanzpresse zu entscheiden – kein Bauchgefühl und kein Gebet.
Gut. Instinkt ist das, was Anfänger Raten nennen.
Hier ist das Rahmenkonzept, das ich neuen Mitarbeitern beibringe, nachdem sie etwas Teures verbeult haben: Entscheide schrittweise, und lass die Physik dich auf jeder Stufe korrigieren. Erste Frage: erfordert die Zeichnung Materialentfernung oder nur Verlagerung? Wenn Tageslicht durch das Blech muss, bist du fertig – Stanzpresse. Wenn es nur Biegungen, Säume, Versätze, Flansche sind – jetzt hast du dir das Recht verdient, das Werkzeugfach der Abkantpresse zu öffnen.
Aber das ist nur die Weggabelung. Die eigentliche Disziplin beginnt, nachdem du dich fürs Umformen entschieden hast. Denn eine Abkantpresse lässt dich leicht eine Kombination einrichten, die in die Klammern passt und trotzdem das Bett überlastet, den Stempel aufpilzt oder den Stößel wie ein Sprungbrett durchbiegt.
Also lautet die Checkliste nicht “Welches Werkzeug sieht richtig aus?”, sondern “Passt diese Geometrie zu meinem Material und meiner Maschine?”
Und das beginnt mit den Zahlen, die an der Seite der Maschine eingeprägt sind – die meisten Anfänger lesen sie nie.
Jede Abkantpresse hat eine Tonnage-Tabelle. Sie zeigt dir, bei einer bestimmten Materialstärke und Matrizenöffnung, wie viele Tonnen pro Fuß – oder pro Meter – du zum Luftbiegen dieses Materials brauchst.
Das ist keine Empfehlung. Das sind die Kosten fürs Biegen von steifem Denim statt T‑Shirt-Stoff.
Angenommen, deine Tabelle sagt dir, dass 4 mm Baustahl über 3 Meter mit einer bestimmten V‑Matrize knapp 100 Tonnen erfordert. Gut. Deine Abkantpresse gibt 120 Tonnen Höchstlast an. Du denkst, du bist sicher.
Vielleicht.
Betrachte nun die Lastgrenzen auf der Mittellinie. Viele 10‑Fuß‑Maschinen mit 100 Tonnen erreichen im Zentrum etwa 1,3 bis 1,5 Tonnen pro Zoll, weil Bett und Stößel dort stärker nachgeben. Konzentrierst du zu viel Kraft in der Mitte, biegst du nicht nur Stahl – du biegst die Maschine. Dieser Schaden zeigt sich nicht heute. Er zeigt sich, wenn deine Winkel in sechs Monaten abdriften und niemand weiß, warum.
Und wir sind noch nicht fertig.
Auch das Werkzeug hat Grenzen. Die Auflagefläche – die Schultern der Matrize, die die Last tragen – kann nur eine bestimmte Anzahl Tonnen pro Quadratfuß aushalten, bevor sie sich verformt. Ich habe Aufbauten gesehen, bei denen die Maschine noch Reserven hatte, aber die Matrizenschenkel bereits über ihrer Belastungsgrenze lagen. Das Werkzeug gab auf, bevor das Teil es tat.
Sei nicht derjenige, der nur das Typenschild der Maschine prüft und den Werkzeugkatalog ignoriert.
Jetzt kommen noch Materialkoeffizienten hinzu. Edelstahl ist kein Baustahl mit hübscherer Oberfläche. Er braucht mehr Kraft. Ich habe Werkstätten gesehen, die 117 Tonnen für einen Edelstahlbiegevorgang berechnet haben, den Wert nach Anwendung eines Multiplikators auf 175 erhöhten und trotzdem die Matrize verbreitern mussten, um die Tonnage wieder in einen sicheren Bereich zu bringen. Breitere Matrize, weniger Kraft – aber größerer Innenradius. Die Geometrie verändert sich. Plötzlich passt der ausgewählte Stempelradius nicht mehr zur neuen Realität.
Hier zeigt die Checkliste ihren Wert:
Wenn eine dieser Ebenen versagt, musst du neu konstruieren – kürzere Biegesegmente, andere Matrizenbreite oder, falls die Zeichnung unverändert bleibt, eine andere Maschine.
Manchmal lautet die ehrliche Antwort: Diese Abkantpresse kann diesen Biegevorgang in dieser Länge nicht ausführen.
Das ist keine Niederlage. Das ist Respekt vor den Kraftflüssen.
Überprüfe deine Tonnage oder dein Ego.
Aber selbst wenn alle Tabellen übereinstimmen, stolpern viele noch über eine mentale Gewohnheit.
Die nicht offensichtliche Veränderung ist diese: Denk nicht mehr darüber nach, wie die Spitze des Stempels aussieht, sondern darüber, wie die Kraft durch das System fließt.
Ein Abkantstempel ist ein Hebel. Der Stößel drückt nach unten. Das Material liegt auf einer V‑Matrize. Die Kraft verteilt sich entlang einer Linie, nicht an einem Punkt. Das Metall gibt allmählich nach, wie wenn man kalte Butter mit der Kante eines Lineals drückt. Kontrollierte Verformung.
In dem Moment, in dem du fragst: “Kann ich das einfach durchdrücken?”, hast du dein mentales Modell gewechselt, ohne es zu merken.
Wenn das Merkmal eine Trennung erfordert, brauchst du einen Matrizenspielraum, der in Hundertstel Millimeter gemessen wird, damit das Material sauber bricht. Das ist die Welt der Stanzpressen – enger Spielraum, Abstreifplatten, Stanzabfallkontrolle. Wenn das Merkmal Winkel, Radius oder Versatz verlangt – dann musst du Innenradius, Rückfederung und Matrizenbreite beherrschen.
Andere Fragen. Andere Physik.
Hier also die Entscheidungsmethode, die du mitnimmst:
Du wählst nicht mehr zwischen Maschinen nach Materialdicke. Du entscheidest danach, ob das Metall brechen oder fließen muss – und ob deine Maschine diesen Fluss lenken kann, ohne ihre strukturellen Grenzen zu überschreiten.
Das ist die Betrachtungsweise.
Hör auf zu fragen, wie der Stempel aussieht. Fang an zu fragen, was das Metall tun muss – und ob deine Maschine diese Kraft sauber, entlang der richtigen Bahn, über die volle Länge der Biegung anwenden kann.
Sobald du die Aufgabe als Kraftmanagement statt als Werkzeugauswahl betrachtest, wählst du nicht nur die richtige Maschine.
Du hörst auf, der falschen die Schuld zu geben.


















