

كان لديه صفيحة جديدة من الفولاذ الطري بسماكة 3 مم على الطاولة، وأداة “خزق” جديدة لامعة مثبتة في الأعلى، وثقة نابعة من اعتقاده أن المعدن يتصرف مثل الورق.
ضغط على دواسة القدم متوقعاً أن يحصل على ثقب نظيف.
لكن ما حصل عليه كان صوت ارتطام عالٍ، وحفرة سطحية، وحافة أداة لن تعود مستقيمة أبداً.
الكلمة الموجودة في الفاتورة كانت "خزق". إذن لماذا لم يثقب المعدن فعلاً؟
في ورشة الختم المعدني، تكون "أداة الخزق" أداة صلبة تقطع المعدن مقابل فتحة في القالب. إنها تقوم بالقص. وتُقاس المسافة بين الأداة والقالب بأجزاء من المليمتر حتى ينكسر المعدن بنظافة. هذا هو القطع الحقيقي.
أما في آلة الثني (البرس بريك)، فإن “أداة الخزق” هي الأداة العلوية التي تدفع الصفيحة المعدنية داخل قالب على شكل حرف V لتشكيل الانحناء. لا توجد مسافة مخصصة للقص، ولا منطقة كسر. نصف قطر الطرف مصمم للتحكم في نصف قطر الانحناء الداخلي، وليس ليعمل كسكين. في الأنظمة الحديثة المعتمدة على الحواسيب مثل آلة الثني من شركة CN-HAWE, فإن هيكل الماكينة بالكامل ومنطق التحكم فيها مصممان بدقة لتحقيق دقة وثبات في عملية الثني، وليس الثقب. لذلك تخدم هندسة الأداة وصلابة الإطار ونظام الحركة غرض الثني، لا القطع.
نفس الكلمة، لكن مهمة مختلفة.
إذا اقتربت من آلة الثني متوقعاً أن تتصرف كماكينة الخزق، فلا تكن ذلك الشخص الذي يكتشف الفرق بورقة معدنية تالفة وفاتورة حمراء. الاسم فخ، لكن الفيزياء هي التي تحسم النتيجة. فما الذي يفترضه دماغك بالضبط عندما يسمع كلمة "خزق"؟

تخيل حزام جلد وأداة لعمل ثقوب فيه. تضعها في الموضع الصحيح، تضغط، وتسقط قطعة صغيرة. يبرمج عقلك يديه على نفس القصة عندما يسمع نفس الكلمة.
الآن انظر إلى أداة ثني قياسية. طرفها ليس حاداً كالسيف. له نصف قطر محدد — ربما 0.8 مم أو أكثر — لأنك عندما تثني الفولاذ، لا تحاول قطعه. بل تمد الألياف الخارجية وتضغط الألياف الداخلية حول ذلك نصف القطر.
فكر في ثني قماش جينز سميك على ركبتك. أنت لا تقطع القماش. أنت تجبره على الانحناء. الألياف الخارجية تشد، والداخلية تتكتل. الفولاذ يتصرف بالطريقة نفسها، لكنه أكثر صلابة وأقل تسامحاً.
أداة الخزق المخصصة للقص تركز القوة على حافة دقيقة لتتجاوز مقاومة القص في المادة وتسبب الكسر. أما أداة الثني فتوزع القوة على خط كامل بحيث يخضع المعدن ويتدفق بشكل لدن دون أن يتشقق. الأولى سكين، والثانية رافعة.
لذا عندما يسأل أحدهم: “لماذا لا تقطع؟” يكون السؤال الأفضل هو: أين المسافة المخصصة للقص؟ وأين من المفترض أن يذهب الكسر؟
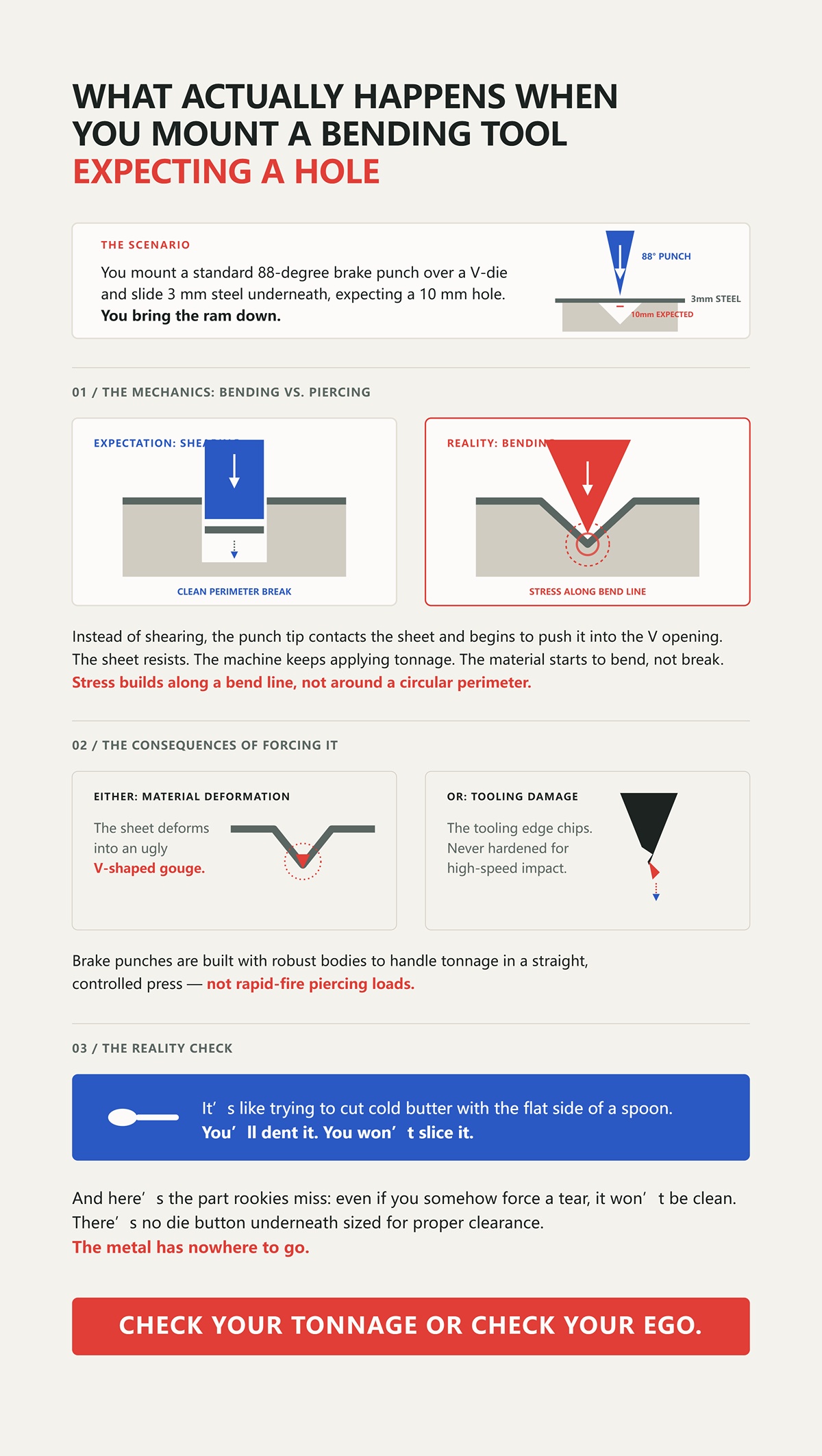
لنفترض أنك ركبت أداة ثني قياسية بزاوية 88 درجة فوق قالب على شكل V، وأدخلت تحتها صفيحة فولاذية بسماكة 3 مم، متوقعاً الحصول على ثقب قطره 10 مم.
تُنزِل المكبس للأسفل.
بدلاً من القص، تلامس رأس الثقب الصفيحة وتبدأ بدفعها نحو فتحة على شكل V. تقاوم الصفيحة. تستمر الآلة في تطبيق الحمولة. يبدأ المعدن بالانحناء، لا بالكسر. يتراكم الإجهاد على طول خط الانحناء، وليس حول محيط دائري.
إذا واصلت إجبارها، يحدث أمران. إما أن تتشوه الصفيحة لتصبح على شكل جرح قبيح على هيئة حرف V، أو تتكسر حافة الأداة لأنها لم تُصلب لتحمل الاصطدامات عالية السرعة والانكسار مثل أداة ثقب في مكبس البرج. تُبنى أذرع الثني بأجسام قوية لتحمل الضغط في كبسة مستقيمة ومضبوطة — لا لتحمل أعباء الثقب المتكررة والسريعة.
إنه أشبه بمحاولة قطع زبدة باردة بالجانب المسطح من الملعقة. ستخدشها، لكنك لن تقطعها.
وهنا الجزء الذي يفوته المبتدئون: حتى لو تمكنت بطريقة ما من تمزيقها، فلن يكون القطع نظيفاً. لا توجد قاعدة قالب أسفلها مصممة بفجوة مناسبة. لا يوجد مكان يذهب إليه المعدن. تحقق من قوة الضغط أو تحقق من كبريائك.
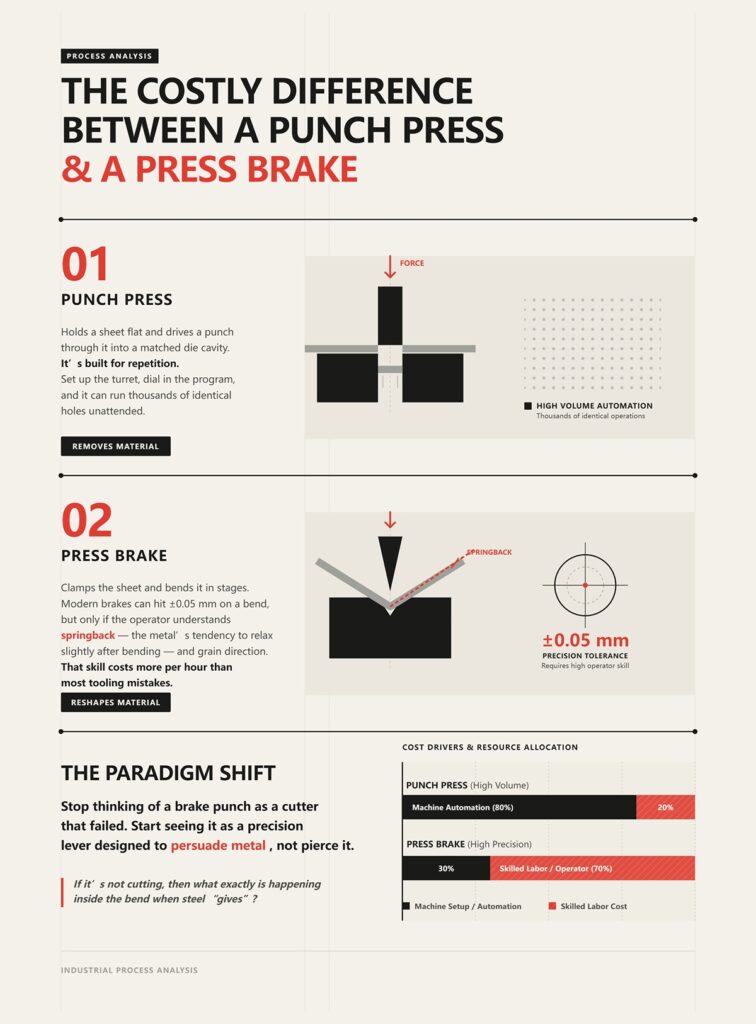
يُبقي مكبس الثقب الصفيحة مسطحة ويدفع أداة الثقب عبرها إلى تجويف قالب مطابق. بُني من أجل التكرار. اضبط البرج، وأدخل البرنامج، ويمكنه تشغيل آلاف الثقوب المتطابقة دون إشراف. هكذا تُحقق القطع طويلة الإنتاج الربح.
يمسك مكبس الثني الصفيحة ويثنيها على مراحل. يمكن للمكابس الحديثة أن تحقق دقة ±0.05 مم في الانحناء، ولكن فقط إذا كان المشغل يفهم ظاهرة الارتداد المرن — ميل المعدن للاسترخاء قليلاً بعد الانحناء — واتجاه الألياف المعدنية. تلك المهارة تكلف في الساعة أكثر من معظم أخطاء الأدوات.
إحدى الآلتين تزيل المادة. والأخرى تعيد تشكيلها.
إذا خلطت بينهما، فأنت لا تخاطر فقط بكسر الأدوات. بل تسعّر المهام بشكل خاطئ، وتختار العملية غير المناسبة للإنتاج الكبير، وتهدر الجهد في مكان كان يمكن للأتمتة أن تجلب فيه الأرباح. أو تطارد السرعة باستخدام مكبس الثني بينما ما كنت تحتاجه في الواقع هو مكبس برج يثقب الثقوب طوال الليل.
التحول المطلوب بسيط لكنه غير مريح: توقف عن التفكير في أداة مكبس الثني كقاطع فاشل. وابدأ برؤيتها كرافعة دقيقة مصممة لإقناع المعدن، لا لاختراقه.
إذا لم يكن يقطع، فما الذي يحدث بالضبط داخل الانحناء عندما “يستسلم” الفولاذ؟
لديك صفيحة فولاذ معتدل السمك 3 مم موضوعة على قالب على شكل V. ينزل الثقب ويلامس الصفيحة على خط واحد بطول نصف قطره. في تلك اللحظة، لا تلامس الصفيحة سوى موضعين آخرين: الحافتين الحادتين في أعلى شكل الـV.
ثلاث نقاط تماس. هذه هي القصة كاملة.
بينما يستمر الكباس في النزول، لا ينقسم المعدن. بل يدور. تعمل حافتا القالب كنقطتي ارتكاز، ويصبح الثقب ذراعاً تطبق القوة بينهما. السطح الخارجي للصفيحة يدخل في حالة شد — يتمدد. والسطح الداخلي يدخل في حالة ضغط — يتجمع. عندما يتجاوز الإجهاد في الطبقة الخارجية مقاومة الخضوع للفولاذ، تنزلق الذرات عن بعضها بشكل دائم. هذه هي اللدونة. لا منطقة كسر. لا بُرادة. مجرد خضوع متحكم به.
لو كان هذا قطعاً، لتركزت القوة على حافة حادة واقترنت بفجوة دقيقة بحيث ينقص المعدن بشكل نظيف. تُقاس الفجوة بين الثقب والقالب بأجزاء من المليمتر لضمان كسر المادة بدقة. هنا، لا توجد مثل هذه الفجوة لأن الكسر ليس الهدف. الثقب لا يحاول المرور عبر الصفيحة؛ بل يدفعها إلى شكل يُحدده فتحة القالب.
مثل ثني قماش دنيم صلب على ركبتك. أنت لا تمزق النسيج. أنت تقنعه حتى تعيد الألياف ترتيب نفسها.
إذن السؤال الحقيقي ليس “لماذا لم يقطع؟” بل “كيف تُوزع القوة، وأين يُسمح للمعدن أن يتدفق؟”
في الانحناء الهوائي — الذي يشكل الغالبية العظمى من أعمال مكبس الثني — لا تجبر أداة الثني الصفيحة على الوصول لقاع شكل الـV. بل تتوقف في نقطة أعلى منه. الزاوية النهائية تعتمد على مدى عمق دخول الأداة في الفتحة، وليس على زاوية القالب وحدها.
تخيل لكمة بزاوية 88 درجة فوق قالب بزاوية 90 درجة. تُنزل الكباس جزئياً. تلامس الصفيحة رأس اللكمة وكتفي القالب، مشكّلة مثلثاً مفتوحاً في الأسفل. المعدن ينحني فعلياً في الهواء بين تلك النقاط الثلاث. ولهذا يُطلق على العملية اسم "الثني الهوائي".
تأتي الدقة من التحكم في عمق الكباس. فجزء من المليمتر أعمق يغيّر الزاوية. كتفا القالب هما نقطتا الارتكاز؛ أما اللكمة فهي مطبقة القوة ومقياس العمق.
الآن قارن ذلك بعملية التثبيت السفلي. في الثني السفلي، تدفع الصفيحة بقوة إلى داخل قالب له زاوية كلية قدرها 88 درجة مثلاً. تُضغط الصفيحة حتى تلامس وجهي القالب. الزاوية التي يحددها القالب الآن هي التي تحدد زاوية الثني أكثر مما يحدده موضع الكباس. فأنت تُشكل المعدن وفق هندسة القالب.
وإذا مضيت أبعد إلى عملية "السكّ"، فإنك تسحق المادة قليلاً داخل قاعدة القالب — مجبراً إياها على تجاوز نصف قطرها الطبيعي في الثني بقوة ضغط هائلة. قد يتطلب ذلك من ثلاث إلى خمس مرات قوة الثني الهوائي لأنك لا تكتفي بإجهاد الألياف الخارجية، بل تضغط وتكبس منطقة الثني بأكملها.
هذا الارتفاع الكبير في القوة يخبرك بأمر مهم.
القوة وحدها لا تُعرّف العملية. الطريقة والمكان اللذان تُطبق فيهما تلك القوة هما ما يحدد. الثني الهوائي يستخدم العزم والتحكم في العمق. الثني السفلي يستخدم تطابق القالب. السكّ يستخدم الضغط الموضعي لتثبيت الزاوية. لا يعتمد أي منها على حافة حادة تقطع الفولاذ.
لا تكن الشخص الذي يظن أن زيادة القوة تجعل أداة التشكيل قاطعاً. افحص مقدار القوة قبل أن تفحص كبرياءك.
خذ لكْمتين. إحداهما بنصف قطر طرف مقداره 0.8 مم. والأخرى مصقولة حتى حافة أشبه بالسكين.
الحادة تبدو قوية. تشعر بصلابتها في يدك. لكن ضعها فوق قالب على شكل V قياسي وحاول ثني فولاذ بسماكة 3 مم، وسترى المشكلة سريعاً. الطرف الحاد يغرز في المادة، مكوناً نصف قطر داخلي صغيراً يُفرط في شد الألياف الخارجية. تبدأ الشقوق الدقيقة. يتدهور السطح. ينخفض عمر الأداة لأن تلك الحافة الرفيعة لا تستطيع توزيع الحمل.
أما نصف القطر 0.8 مم، فهو يوزع القوة عبر قوس مضبوط. هذا النصف القطر يحدد إلى حدٍّ كبير نصف القطر الداخلي لزاوية الثني أثناء الثني الهوائي. وهذا النصف الداخلي يحدد مقدار تمدد السطح الخارجي.
الآلية كالتالي: كلما صغر نصف قطر اللكمة نسبةً إلى سماكة المادة، زاد الإجهاد في الألياف الخارجية. إذا كان ضيقاً جداً، تتجاوز حد استطالة المادة — فتتشقق. إذا كان كبيراً جداً، ينتج نصف قطر داخلي كبير قد لا يطابق الرسومات.
إذن “الحافة العاملة” ليست الحدة. بل العلاقة بين نصف قطر اللكمة، وعرض فتحة القالب، وسماكة المادة وقوتها.
حتى عرض فتحة القالب له أهميته. قاعدة شائعة للفولاذ الطري أن يكون عرض فتحة الـ V نحو 6 إلى 8 مرات سماكة المادة. هذا النسبة تؤثر في نصف القطر الداخلي الناتج والقوة المطلوبة. قالب أضيق يعطي نصف قطر أشد وقوة أعلى. قالب أوسع ينتج نصف قطر أكبر وقوة أقل.
الهندسة هي التي تقرر كيفية تدفق المعدن. الحدة فقط تحدد مدى سرعة تلف الأدوات.
إذا كانت اللكمة رافعة، فإن نصف قطرها هو الجزء الذي يلامس العمل. هل تفضل أن تضغط على زبدة باردة بحافة سكين أم بانحناءة ملعقة عندما تحاول تشكيلها لا تقطيعها؟
اثنِ ذلك الفولاذ الطري بسماكة 3 مم إلى زاوية 90 درجة في الثني الهوائي. أفرج عن الكباس.
لن يبقى عند 90.
حالما تُرفع القوة، يستعيد جزء من الانفعال المرن — الجزء الذي لم يخضع لتشوه دائم. قد تنفتح الزاوية إلى 92 درجة. هذا هو الارتداد الزنبركي. كل مادة تمتلكه. الفولاذات الأعلى مقاومة تمتلك ارتداداً أكبر لأن نسبةً أكبر من تشوهها تبقى مرِنة.
ماذا يعني ذلك عمليًا؟
إذا كنت تريد زاوية 90 حقيقية، فقد تضطر إلى ثنيها إلى 88 أثناء التحميل. أنت تثني عمدًا بشكل زائد حتى عندما يرتخي المعدن، يعود إلى المواصفات المطلوبة. يجب أن يتحرك المكبس أعمق مما توحي به الزاوية النهائية.
هذا وحده يثبت أن المكبس ليس أداة ثقب. القاطع يتوقف عندما يخترق المعدن. أما مكبس التشكيل، فيجب أن يتنبأ بكيفية تصرف المادة بعد زوال الضغط. أنت لا تشكل المعدن بالقوة فقط؛ بل تتنبأ بكيفية تحركه عندما تختفي القوة.
يعتمد هذا التنبؤ على درجة المادة، والسماكة، واتجاه الحبيبات، وعرض القالب، ونصف قطر المكبس. غيّر أيًّا منها، وسيتغير مقدار الارتداد المرن.
لذلك، عندما يقول أحد المبتدئين: “يبدو أنها 90 تحت الضغط، نحن بخير”، أجعله يحرر الكبّاش ويقيس الزاوية مرة أخرى.
لأن الثني لا يتعلق بإخضاع الفولاذ بالقوة. بل بفهم كيف يستسلم، وكيف يخزن الطاقة، وكيف يعيد جزءًا من تلك الطاقة.
الآن بعد أن رأيت ما يحدث داخل الانحناء — الرافعة، الخضوع المتحكم به، والارتداد المرن — السؤال التالي يفرض نفسه:
إذا كانت الهندسة تتحكم في التدفق، فكيف تختار شكل المكبس المناسب للعمل؟
شاهدت شابًا يثني فولاذًا طريًا بسماكة 3 مم باستخدام مكبس مستقيم جديد تمامًا، نصف قطر طرفه 0.8 مم، بزاوية قياسية 88 درجة. لقد تم الثني الأول بنجاح. أما الثني الثاني، فكان على بعد 20 مم، لتشكيل حافة مرتجعة. عندما أنزل الكبّاش، ارتطم جسم المكبس الخلفي بالحافة الأولى قبل أن تقترب الزاوية حتى من الهدف. لم تفشل الصفيحة، ولم تفشل الآلة. الهندسة هي التي فشلت.
داخل ذلك الانحناء، كانت الألياف الخارجية تتمدد متجاوزة حد الخضوع بينما كانت الألياف الداخلية تنضغط، تمامًا مثل قماش جينز صلب ينثني فوق ركبتك. لم يكن هناك قطع، بل كان المكبس يعمل كرافعة محكومة، يدفع المحور المحايد للتحرك وتتشكل المنطقة البلاستيكية في قوس يمكن التنبؤ به. لكن جسم الأداة — الفولاذ فوق ذلك النصف القطر الصغير المتقن — كان بحاجة إلى مساحة فعلية للحركة. إذا لم يستطع الشكل إفساح المجال للقطعة التي تصنعها، فلن تحصل على قطع سيئ، بل على تصادم.
لهذا السبب تدور هندسة المكبس حول الخلوص والتحكم، وليس الحدة. أنت تختار شكلاً يسمح للمادة بالانثناء دون أن يصطدم الأداة بعملك ذاته.
ادخل أي ورشة، وستجد المكاوي المستقيمة مركبة بشكل افتراضي. نفس الارتفاع، نفس عرض الكتف، ومن السهل محاذاتها عبر السرير. في الثنيات المفتوحة دون حواف قريبة، فهي موثوقة. الشكل متماثل، ومسار الحمل بسيط، والمحاذاة متسامحة لأن الجسم يجلس مباشرة فوق خط مركز القالب.
لكن انظر إلى الأرقام التي يتم تجاهلها. المكاوي المستقيمة الرفيعة — ذات سماكة نصل 2 مم أو أقل — تواجه خطر التشوه بسرعة عندما يدفع العاملون صفائح سميكة عبر قوالب ضيقة على شكل V. في مراجعة فشل حضرتها، عندما تجاوز ضغط الثني نحو 80 بالمئة من الحمولة المقدرة، ارتفعت احتمالية التشوه في تلك المكاوي الرفيعة بشكل كبير عند استخدامها على فولاذ يزيد عن 3 مم. كما كانت المكاوي ذات الأطراف الحادة محدودة بنحو 100 طن لكل متر قبل أن تظهر عليها أضرار دائمة.
لماذا؟ لأن جسم المكبس المستقيم ينقل الحمولة مباشرة إلى الأسفل. لا يوجد تفريغ أو إزاحة. إذا استخدمته مع قالب ضيق لتحقيق نصف قطر صغير، ترتفع الحمولة فجأة. يتركز الضغط بالقرب من الطرف وفي مقطع رفيع نسبيًا من فولاذ الأداة. إنه مثل محاولة طي زبدة باردة بحافة مسطرة بدلًا من تقوس ملعقة. ينجح الأمر — إلى أن لا ينجح.
ثم هناك هندسة القطعة. يحتوي المكبس المستقيم على أكتاف تتسع فورًا فوق الطرف. هذا يعني أن أي حافة بارزة بالقرب من خط الثني تصبح عائقًا. الأداة لا تعرف رسوماتك؛ إنها تعرف شكلها فقط.
لذلك، يعتبر المكبس المستقيم متعدد الاستخدامات للأشكال البسيطة. ولكن عندما تكتسب قطعتك ساقًا ثانية، يصبح نفس الشكل “الافتراضي” هو السبب في أنك لا تستطيع إتمام العمل.
خذ نفس الصفيحة بسماكة 3 مم وصمم قناة على شكل U بحافتين بطول 25 مم. الثني الأول سهل. أما في الثني الثاني، فأنت بحاجة إلى أن يصل المكبس إلى أسفل الحافة الأولى من دون أن يصطدم بها.
أدخل عنق الأوز.
تتميز أداة الثقب ذات عنق الأوز بحنجرة مفرغة—وهي انحراف على شكل حرف S في جسم الأداة—مما يجعل الكتلة العلوية للأداة تتراجع عن خط الانحناء. إن تلك الفتحة المفرغة هي ما يسمح للشفة المشكّلة سابقًا بالاختباء داخل شكل الثقب بينما يستمر الرأس في دفع الانحناء الجديد. لا يوجد في هذا الأمر ما هو أكثر حدة. السحر يكمن في الفراغ.
لكن لا تجعل الأمر يبدو شاعريًا. فذلك الانحراف يغير مسارات الحمل. فالآن تنتقل القوة من الكباس عبر شكلٍ هندسي ليس عموديًا تمامًا. إذا كان استواء الماكينة لديك منحرفًا بأكثر من بضعة أعشار من المليمتر لكل متر، أو إذا كانت دعامات التثبيت لديك رخوة، فإن أي انحراف يزيد على 0.1 مم سيظهر في شكل زوايا شفة غير منتظمة والتواء. في مراجعات العيوب الصناعية، تُعزى نسبة كبيرة من خردة الشفاه المشكلة إلى أخطاء المحاذاة في هذا النطاق.
تخفي أداة الثقب المستقيمة أخطاء المحاذاة الصغيرة لأن كتلتها متمركزة. أما أداة عنق الأوز فتضخّمها لأن جسمها متراجع إلى الخلف. لقد حللت مشكلة تصادم وأنشأت مشكلة حساسية.
لذا، عندما تختار أداة عنق الأوز، فإنك تقرّ بأن شكل القطعة يتطلب خلوصًا—ومن الأفضل أن تتأكد من أن هندسة الماكينة قادرة على دعم ذلك.
وإلا فإنك لا تطابق شكل الأداة مع القطعة. أنت تراهن فقط على أن إعدادك جيد بما يكفي.
هذا موضوع يربك المبتدئين كل عام.
تحتاج إلى انحناء حاد بزاوية 90 درجة في فولاذ مقاوم للصدأ بسماكة 2 مم. بدلًا من استخدام أداة بزاوية 90 درجة، تثبّت أداة حادة بزاوية 30 درجة فوق قالب V قياسي وتثني بالهواء حتى العمق المطلوب. تحت الضغط، يلتف اللوح جزئيًا حول تلك الزاوية الحادة، وبعد الارتداد المرن، يستقر عند 90 درجة.
يبدو الأمر معكوسًا حتى تنظر إلى الميكانيكا.
تركّز الأداة الحادة التلامس أقرب إلى خط الوسط في وقت مبكر من الضربة. تسمح الزاوية الأضيق بزيادة الانحناء بدون أن تتصادم أكتاف الثقب مع أكتاف القالب. تحصل على مدى زاوي أكبر قبل حدوث التصادم الميكانيكي، وهو أمر حاسم للمواد ذات الارتداد الكبير مثل الفولاذ المقاوم للصدأ.
لكن إليك العقبة. كلما صغرت أنصاف أقطار رؤوس الأدوات الحادة، زاد الإجهاد السطحي. في الألومنيوم الطري، نصف قطر صغير جدًا قد يترك علامات أو حتى يسبب تشققات إذا تجاهلت إرشادات نصف القطر الداخلي الأدنى. وإذا جمعت تلك الأداة الحادة مع قالب V ضيق جدًا بهدف الحصول على نصف قطر داخلي تجميلي، فإن الحمولة ترتفع بسرعة. يتطلب نصف القطر الكبير قوة كبيرة في فتحة ضيقة. هذا التوازن يعاكس ما يتوقعه المبتدئون.
لذا، لا تختار أداة بزاوية 30 درجة لأنها تبدو قوية. بل تختارها لأن هندستها تتيح انحناءً متحكمًا وزاوية خلوص قبل التصادم—مع البقاء ضمن حدود استطالة المادة وسعة قوة الماكينة.
توجد أشكال مختلفة لأن القطع تتخذ أشكالًا، والمواد لها حدود، والماكينات لها بنية. أداة الثقب هي رافعة ذات جسم يجب أن يتحرك في الفضاء. إذا لم يتوافق شكلها مع هندسة الجزء وسلوك المادة، فلن تنقذك أي حدة في الرأس.
وبمجرد أن تدرك أن الشكل هو الذي يحدد النجاح، لن يكون السؤال التالي “أي أداة تبدو مناسبة؟” بل “كم من القوة ستتطلبها هذه الهندسة من ماكينتي؟”
منذ بضع سنوات، جاء موظف جديد يدفع عربة إلى مكبسي محملة بفولاذ طري بسماكة 4 مم وقالب V بعرض 32 مم مثبت بالفعل. سأل السؤال الوحيد الذي يهم: “كم من القوة سيستغرق هذا؟”
نظرًا لأن محفظة منتجات CN‑HAWE تعتمد على CNC 100% وتشمل السيناريوهات عالية المستوى في القطع بالليزر، والانحناء، والتخديد، والقص، للقراء الذين يرغبون في مواد تفصيلية،, الكتيبات هي مورد مفيد للمتابعة.
بتطبيق معادلة الحمولة القياسية للثني بالهواء على الفولاذ الطري، تصل النتيجة إلى نحو 100 طن على طول 3 أمتار. نفس الصفيحة، نفس القالب. لكن إذا انتقلت من الثني بالهواء إلى الكبس (coining)، فإن القوة المطلوبة تقفز بشكل كبير لأنك الآن تضغط المادة داخل زاوية القالب بدلًا من السماح لها بالتحرك والانحناء بحرية. الماكينة لا تهتم بما تسميه، إنها تشعر بالضغط.
ذلك الرقم لا يتعلق بالحدة، بل بالرافعة. رأس الأداة هو ذراع رافعة يدفع الصفيحة إلى فتحة الـV. غيّر عرض الفتحة، تغيّر الرافعة. غيّر السُمك، تتغيّر المقاومة. يتصرف المعدن كقماش دنيم متين: كلما اتسع الداعم، كان الطي أسهل؛ وإذا شددته ضيقًا، قاوم أكثر. لذا فالسؤال الحقيقي ليس “هل أداتي حادة بما فيه الكفاية؟” بل “ما عرض القالب الذي أستخدمه مع هذه الأداة، وماذا يعني ذلك للقوة؟”
وهنا تأتي الرياضيات لتحافظ على حياتك.
ضع صفيحة بسماكة 3 مم على قالب على شكل V بعرض 24 مم. هذه هي نسبة 8:1 الكلاسيكية — فتحة القالب تساوي ثمانية أضعاف سماكة المادة. عند الثني بالهواء، ستنتج عادة نصف قطر داخلي قريب من سماكة المادة. لا يتم قطع الصفيحة، بل يتم شدها من الخارج وضغطها من الداخل حتى تتشوه بشكل دائم.
الآن أغلق القالب إلى 18 مم لأنك تريد نصف قطر داخلي أكثر إحكامًا. لا شيء آخر تغير. نفس السن. نفس الفولاذ. ترتفع الحمولة بسرعة. لماذا؟ لأن فتحة V الأصغر تقصر ذراع الرافعة. يجب أن يدفع السن بقوة أكبر ليجبر الصفيحة على الدخول في مساحة أضيق. يتجمع الضغط تحت الرأس وعند أكتاف القالب. يرتفع الإجهاد في فولاذ الأداة وفي الصفيحة.
افتح القالب إلى 30 أو حتى 36 مم عند التعامل مع صفائح أكثر سماكة — نسب 10:1 أو 12:1 — فتنخفض الحمولة المطلوبة، ويزداد نصف القطر الداخلي. هذا النصف الأكبر ليس عيبًا، بل هو نتيجة طبيعية للسماح للمادة بالتدفق بدلًا من خنقها.
المبتدئون يتعاملون مع نسبة 8:1 كأنها قاعدة مقدسة. لكنها نقطة انطلاق، وليست قانونًا ثابتًا. المواد الرقيقة أقل من 3 مم عادة تتصرف بشكل مختلف؛ فتحة القالب الواسعة جدًا قد تجعل التحكم في الزاوية غير دقيق. الصفائح السميكة غالبًا تحتاج إلى أكثر من 8:1 للحفاظ على الحمولة ضمن نطاق معقول. فتحة القالب تحدد إلى حد كبير نصف القطر الداخلي في الثني الهوائي، وهذا النصف يحدد مقدار تمدد الألياف الخارجية. إذا مددت الألياف أكثر من حد استطالتها، تظهر الشقوق. وإذا أجبرتها على الدخول في مساحة ضيقة جدًا، ترتفع الحمولة بشكل حاد.
لا تختار نصف قطر رأس السن بمعزل عن القالب. يجب أن يدعم نصف القطر الذي سينتجه فتح القالب طبيعيًا. إذا كان القالب يريد تشكيل نصف قطر داخلي 3 مم، وأحضرت سنًا حادًا بنصف قطر 0.5 مم، فإنك ببساطة تركز الإجهاد عند نقطة التماس الأولى. ستظل الصفيحة تحاول التشكّل وفق هندسة القالب. الحسابات هي التي تتحكم.
فإذا كان فتح القالب هو الذي يحدد نصف القطر والقوة، ماذا يحدث عندما تتجاهل جانب القوة من تلك المعادلة؟
رأيت سنًا مستقيمًا بسطح رقيق — حوالي 2 مم في الجسم — مصنفًا بأمان لحوالي 100 طن لكل متر. بدا ممتازًا على الرف. نظيفًا، حادًا. قام المشغل بإقرانه مع قالب ضيق على فولاذ بسماكة 4 مم للحصول على نصف قطر داخلي تجميلي. مكبس الثني كان لديه القدرة. الأداة لم تكن كذلك.
لكن ما حصل عليه كان صوت ارتطام عالٍ، وحفرة سطحية، وحافة أداة لن تعود مستقيمة أبداً.
إليك الفخ: حمولة الآلة ليست حمولة الأداة. مكبس ثني بسعة 170 طن لا يجعل كل سن في الخزانة يتحمل 170 طن بشكل سحري. عندما تضيق فتحة V، ترتفع الحمولة المطلوبة. عندما تزيد سماكة المادة، ترتفع الحمولة المطلوبة. عندما تقوم بالتطريق بدلًا من الثني الهوائي، تتضاعف الحمولة لأنك تشوه المنطقة الكاملة للثني لتطابق زاوية السن.
ولا يتم توزيع الحمل بالتساوي. القالب ذو فتحة V الصغيرة يركز القوة في منطقة تلامس أصغر عند رأس السن وأكتاف القالب. قد يتجاوز الإجهاد المحلي مقاومة الخضوع لفولاذ الأداة حتى لو بدت الحمولة الإجمالية للآلة “ضمن الحدود”. هكذا تتلف رؤوس السن وتتشكل شقوق مجهرية تؤدي إلى فشل كارثي لاحقًا.
تنشر كتالوجات الأدوات قيم الحمولة القصوى لكل متر لسبب وجيه. تلك الأرقام تفترض فتحات قوالب مناسبة والثني الهوائي ما لم يُذكر خلاف ذلك. تجاهل هذا السياق وستكون كمن يقامر بالفولاذ المصلد تحت ضغط هيدروليكي.
لا تكن ذلك الشخص الذي يثق بمقياس الآلة أكثر من مخطط الحمولة الخاص بالأدوات. تحقق من الحمولة أو تحقق من غرورك.
لكن القوة وحدها لا تخبرك عندما تكون قد أخطأت في مطابقة الهندسة مع المادة. الصفيحة نفسها تبدأ بالتحدث.
خذ فولاذًا مقاومًا للصدأ بسماكة 2 مم مع استطالة متوسطة. ثنيه على قالب يعطيك حوالي نصف قطر داخلي 2 مم. الآن بدّل السن إلى رأس حاد جدًا بنصف قطر صغير — لنقل 0.5 مم — لأنك تريد خطًا دقيقًا. في أول الضربات يبدو الثني جيدًا. بحلول الضربة العاشرة، تبدأ رؤية خطوط لامعة على طول خط الثني وتمزقات سطحية دقيقة على نصف القطر الخارجي.
هذا هو بداية الالتصاق والتشقق المجهري في الظهور.
عندما يكون نصف قطر رأس السن أصغر بكثير من نصف القطر الذي يمكن للمادة تشكيله براحة، فإن التماس الأولي يخلق إجهادًا سطحيًا عاليًا جدًا. الألياف الخارجية تتمدد أكثر مما يمكن للسبيكة تحمله. الفولاذ المقاوم للصدأ، على وجه الخصوص، يتصلب بالعمل بسرعة. كل ضربة تجعل السطح أصلب وأقل قابلية للتشكيل. تبدأ الأداة بالتقاط المادة — تآكل لاصق — لأن الضغط والاحتكاك مرتفعان. هذا هو الالتصاق.
وفي الوقت نفسه، الرأس الحاد يزيد من الارتداد المرن. تلتف الصفيحة بإحكام تحت الحمل، ثم تسترخي بشكل أكثر قوة عند تحرير الضغط. يستجيب المشغلون بالمبالغة في الثني — الضغط أعمق لتحقيق الزاوية — مما يزيد القوة مرة أخرى. عندها تكون قد أنشأت حلقة: نصف قطر حاد → إجهاد سطحي أعلى → ارتداد أكبر → ضربة أعمق → حمولة أكبر.
الشقوق على خارج الثني ليست سوء حظ. إنها نتيجة حساب الإجهاد الذي رفضت إجراؤه. الالتصاق على السن ليس مشكلة تجميلية، بل دليل على ضغط واحتكاك يفوق ما ينبغي لتلك المجموعة أن تتحمله.
المعدن لا يهتم بما ورد في الفاتورة عن الأداة. الكلمة في الفاتورة كانت "لكمة". ما تمسكه بيدك هو ذراع تشكيل دقيقة يجب أن تراعي السماكة، وفتحة القالب، والاستطالة، والحمولة المقدّرة.
إذا قمت بمحاذاة تلك العوامل، يصبح الانحناء قابلاً للتنبؤ. أما إذا تجاهلتها، فستقوم الآلة بتعليمك عبر الضوضاء والهدر.
سألني مشترٍ شاب ذات مرة كيف يختار نصف قطر اللكمة “المناسب” للفولاذ الطري بسماكة 4 مم مع قالب على شكل V قطره 32 مم. قلت له: ابدأ بالقالب، وتأكد من نصف القطر الداخلي الطبيعي الذي سيشكله، وتحقق من أن رأس اللكمة الخاصة بك يدعم هذا النصف دون تركيز الإجهاد، ثم افحص تصنيف أطنان الأداة لكل متر مقابل جدول الحمولة لهذه الإعدادات. أومأ برأسه. ثم طلب لكمة أوروبية أنيقة لم تكن حتى تناسب رأس الضغط الأمريكي لديه.
يمكنك حساب نصف القطر طوال اليوم، ولكن إن لم يتوافق اللسان مع ماكينتك، فهي مجرد قطعة معدنية عديمة الفائدة.
هنا يعود المبتدئون دائماً إلى ذهنية “الأداة الحادة”. يظنون أن التوافق يعني “هل ستصنع الانحناء الذي أريده؟” لا. التوافق يبدأ على مستوى أعلى: هل ستثبت هذه اللكمة فعلياً في رأس الضغط، وتصطف تحت الحمل، وتنقل القوة كما صُممت الماكينة لتفعل؟ لأن لكمة مكبس الثني هي ذراع تشكيل. والذراع لا يعمل إلا إذا كان مثبتاً جيداً.
لذا قبل أن تنشغل بنصف قطر الرأس، اطرح سؤالاً أكثر أساسية: هل تنتمي هذه الأداة إلى هذه الماكينة؟
نظرًا لأن مجموعة منتجات CN-HAWE تعتمد على نظام CNC 100% وتشمل سيناريوهات عالية المستوى في القطع بالليزر، والانحناء، والتخديد، والقص، فإذا كانت الخطوة التالية هي التحدث مباشرة مع الفريق،, اتصل بنا فهي تتناسب بشكل طبيعي هنا.
اسحب لكمة بأسلوب أمريكي وأخرى بأسلوب أوروبي من الرف وضعهما جنباً إلى جنب. قد تبدو الأطراف العاملة متشابهة، أما القمم فلن تكون كذلك. اللسان الأمريكي عريض وثقيل، صُمم للآلات الميكانيكية القديمة وآلات الهيدروليك المبكرة المزودة بقضبان تثبيت قوية. ألسنة اللكمات الأوروبية أضيق، وغالباً تُستخدم مع أنظمة تثبيت مقسّمة وسريعة التبديل تعتمد على دقة الوضع العمودي.
ذلك الاختلاف البسيط في الأعلى يحدد كل شيء.
لقد رأيت ورشاً تشترى أدوات أوروبية مصقولة بدقة لأن الكتالوج وعد بثبات أفضل في الزوايا. ثم يكتشفون أن رأس الضغط الأمريكي القديم لديهم لا يمسكها بشكل صحيح دون محول. والآن أضفت واجهة أخرى — طبقة أخرى من التسامحات — بين الرأس واللكمة. تحت الحمل، حتى بضعة أجزاء من المئة من المليمتر من الحركة الرأسية يمكن أن تغيّر زاوية الانحناء على طول القطعة. الفجوة بين اللكمة والقالب تُقاس بأجزاء من المئة من المليمتر حتى يتشقق المعدن بشكل نظيف أثناء عمليات الثقب؛ وفي الثني، تلك الاختلافات الطفيفة نفسها تتحول إلى زوايا غير متناسقة في القطع.
تظن أنك تبحث عن نصف قطر أفضل، لكنك في الواقع تجمع تسامحات فوق بعضها.
تاريخياً، لم يكن هذا صدفة. المكابس الميكانيكية الأمريكية بُنيت مثل الجرارات — أسطح محامل كبيرة، تآكل ظاهر، وتحذير تدريجي قبل الفشل. الأنظمة الهيدروليكية الأوروبية سعت إلى الدقة والتبديل السريع. فلسفات مختلفة. وأشكال ألسنة مختلفة. وأنظمة بيئية مختلفة. وبمجرد أن تُبنى ماكينتك حول أحدها، فأنت ملتزم به تقريباً.
لا تكن ذلك الشخص الذي يشتري لكمة أوروبية جميلة ثم يكتشف أن رأسه الأمريكي لا يستطيع حتى تثبيتها.
وحتى لو جعلتها تناسب، هل يجب أن تفعل ذلك؟
في أواخر الستينيات والسبعينيات، كانت الورش تشغل آلات “هجينة” — طاقة هيدروليكية مع رؤوس ضغط وتصميم تثبيت بأسلوب ميكانيكي. على الورق بدت جيدة. أما على أرض الواقع فكنا نطارد مشاكل المحاذاة أسبوعياً. تحرك الرأس بسلاسة، ولكن نظام التثبيت لم يُصمم للأدوات المقسّمة الدقيقة التي كان العمال يحاولون إدخالها. النتيجة: تحميل غير متوازن، تآكل موضعي، وانحراف غامض في الزوايا.
وإليك ما يحدث ميكانيكياً عندما تمزج الأنظمة.
تتوقع لكمة دقيقة بأسلوب أوروبي توزيع ضغط تثبيت معيّن وسطح مرجعي عمودي دقيق. ضعها في ماكينة صُممت للسان أمريكي أعرض، وغالباً ستعتمد على مسامير تثبيت أو محولات لتثبيت الموضع. تحت ضغط 80 أو 100 طن في المتر، قد يتحرك هذا الارتباط بحركة مجهرية. لا يمكن ملاحظتها بالعين، لكنها كافية لتغيير كيفية نقل الذراع للقوة إلى الصفيحة المعدنية.
يتصرف المعدن أثناء الثني مثل قماش الدنيم الصلب. اضغط تدريجياً فيتدفق. ركّز الضغط على نقطة غير مستقرة وسيتكوّن تجعد في مكان لم تخطط له. عندما تتأرجح لكمة في المشبك، لم تعد تطبّق القوة على الخط المركزي مباشرة. لقد أدخلت حملاً جانبياً. هذا الحمل الجانبي لا يؤثر فقط على القطعة — بل يؤثر أيضاً على دلائل الرأس وأكتاف الأداة.
الآن نصف قطر أنفك المحسوب بعناية يعمل من خلال ذراع معوج.
هل يمكنك تشغيل الأدوات الهجينة بنجاح؟ نعم، باستخدام المحولات المناسبة المصنفة للحمل، ومع فحص الاصطفاف عبر طول السرير بالكامل باستخدام اختبارات الثني ومقاييس القياس. ولكن هذا انضباط هندسي، وليس تفكيرًا بالتمني.
يصبح السؤال أكثر حدة: حتى لو كان التركيب والاصطفاف صحيحين، هل يمكن لماكينتك أن تتحمل الحمل الذي تفرضه هندسة الأداة (السن)؟
في عام 1974، قامت شركة سينسيناتي ببناء مكبس ثني مُصنّف بنحو 1500 طن على مدى 10 أمتار. اليوم، توجد وحوش مُصنَّفة بـ 5000 أو 6000 طن. قد تظن إذن أن قوة الماكينات قد تجاوزت حدود القوالب.
لكن ذلك لم يحدث.
معظم الورش لا تشغل آلات عملاقة بقوة 6000 طن. بل تستخدم مكابس ثني بقوة تتراوح بين 100 و400 طن على طول 3 إلى 4 أمتار. وكل ماكينة لها حمولة مصنفة لكل قدم أو لكل متر بناءً على حدود انحراف الإطار. تجاوز تلك الحدود، ولن تخاطر بالأدوات فحسب، بل ستخاطر بتشوه دائم في الإطار.
إليك الآلية.
عندما تضيق فتحة القالب سعيًا لنصف قطر داخلي أصغر، يرتفع الحمل المطلوب (الطنّاج) بشكل حاد. وإذا اخترت بعد ذلك أداة ذات نصف قطر أنف صغير للمساعدة في هذا الثني الضيق، فإنك تزيد الضغط على نقطة التلامس عند الطرف. الضغط الأعلى يعني حاجة إلى طاقة كلية أكبر للوصول إلى نفس الزاوية لأنك تقاوم تدفق المادة بدل السماح له بالانسياب.
ينتقل هذا الحمل من رأس الأداة إلى الأعلى عبر الساق، إلى الكباس، عبر الإطارات الجانبية، ثم إلى السرير. تم تصميم الإطارات لتنحرف بشكل مرن ضمن حدود معينة. إذا تجاوزت هذا الحد بشكل متكرر، فسوف تغيّر هندسة الماكينة. وعندها لن تنتج الأدوات المختارة بعناية زوايا متسقة بعد الآن لأن الماكينة نفسها قد تشوهت.
لقد قمت بقياس ماكينات كانت خارج التوازي ببضعة أعشار من المليمتر من نهاية إلى نهاية بعد سنوات من التحميل الزائد باستخدام قوالب ضيقة على صفائح سميكة. ألقى المشغلون اللوم على ارتداد الزنبرك. لكن السبب الحقيقي كان التحميل الزائد المتراكم.
لهذا السبب، فإن اختيار الأداة ليس منفصلًا عن سعة الماكينة. يجب أن يدعم نصف قطر أنف الأداة نصف قطر القالب الطبيعي حتى يبقى الحمل ضمن نطاق الثني بالهواء المتوقع. ويجب أن يستقر عنق الأداة بشكل صحيح حتى ينتقل الحمل بشكل مستقيم. ويجب أن يبقى مجموع الأطنان لكل متر ضمن تصنيف كل من الأداة والماكينة.
وإلا فأنت لا تقوم بثني الفولاذ فقط.
بل تقوم بثني الماكينة التي من المفترض أن تثنيه من أجلك.
بعد أن تم حل مسألة توافق الأدوات، هناك مفترق آخر في الطريق: متى يتوقف هذا الذراع المشكّل عن كونه الأداة المناسبة تمامًا، ومتى تحتاج فعليًا إلى ماكينة تثقيب حقيقية بدلاً منه؟
في أي مرحلة تتوقف عن محاولة جعل مكبس الثني يؤدي عمله، وتُدخل مكبس تثقيب إلى الخط؟
في اللحظة التي تحتاج فيها إلى ضوء يمر عبر المعدن.
حتى الآن كنا نتحدث عن الأذرع، ومسارات الحمل، وحدود الحمولة—كيف يُعيد مكبس الثني تشكيل المادة كما تثني قطعة دنيم صلبة على ركبتك. ضغط مضبوط. تدفق تدريجي. هندسة توجه الفيزياء. يفترض هذا النظام بالكامل أنك تُشكّل المادة، لا أنك تُزيلها.
في اللحظة التي تُظهر فيها الرسمة فتحة أو شقًا أو زعنفة تهوية أو مجموعة فتحات تبريد، تكون قد تجاوزت الخط. ليس خط أدوات، بل خط فيزيائي.
مكبس الثني يُحرك المادة. مكبس التثقيب يفصلها.
ذلك التفريق يبدو بسيطًا حتى يحاول أحدهم التحايل عليه.
إذا كنت تحتاج إلى فتحة بقطر 10 مم في صفيحة بسماكة 3 مم، فلن يكون مكبس الثني هو الحل الصحيح أبدًا. فهو لا يحتوي على خلوص بين القالب واللكمة للقص، ولا يحتوي على فاصل لإزالة الصفيحة من لكمة القطع، ولا وسيلة لديه للتحكم في خروج النفايات المعدنية. يتم قياس الخلوص بين اللكمة والقالب في عملية التثقيب الحقيقية بأعشار المليمتر، بحيث ينكسر المعدن بشكل نظيف. هذا الفاصل الضيق هو ما يسمح للمعدن بالانفعال، والتشقق، والانفصال بدلاً من أن يتمدد مثل الحلوى الطرية.
تجهيز مكبس الثني لا يملك تلك العلاقة. فهو يحتوي على قالب بشكل حرف V مُعدّ للدعم أثناء الثني، وليس ليعمل كحلقة قطع.
الآن، لنوسّع نطاق الفكرة.
افترض أنك تحتاج إلى 400 فتحة تهوية في لوحة. مكبس التثقيب يثبت الصفيحة مرة واحدة ويُفهرسها تلقائيًا، ويتنقل من موضع إلى آخر بسرعة تجعل إعادة التموضع اليدوي تبدو وكأنها من العصر الحجري. إعداد واحد. ضربات متكررة. فصل نظيف في كل مرة. تلك الآلة صُممت للتكرار والإزالة.
جرّب ذلك على مكبس الثني، وستجد نفسك تضع القطعة يدويًا لكل ضربة، متأملًا أن يبقى التوجيه دقيقًا، ومتظاهرًا بأن ذراع التشكيل أداة قطع.
لا تكن ذلك الشخص الذي يحوّل مكبس الثني إلى نسخة بطيئة وغاضبة من مكبس البرج الدوّار.
ونعم، إليك النقطة التي تُربك الناس: مكابس الثني يمكنها التعامل مع صفائح أكثر سماكة في عملية الثني مقارنة بما يمكن أن تثقبه العديد من مكابس التثقيب. عند مضاعفة السماكة، تزيد قوة التثقيب بسرعة — أسرع مما يتوقعه المبتدئون غالبًا. هناك أعمال يعجز فيها مكبس التثقيب عن توليد القوة الكافية، بينما يواصل مكبس الثني تشكيل نفس السماكة طوال اليوم دون مشكلة.
لكن هذا لا يعني أن مكبس الثني يجب أن يثقبها.
بل يعني أن السماكة وحدها لا تحدد الآلة المناسبة. العملية هي التي تحدد ذلك.
ثني فولاذ مقاوم للصدأ سميك؟ استخدم مكبس الثني. قطع فتحات في أي مادة؟ استخدم مكبس التثقيب.
إذا كان الجزء يحتاج إلى فتحة مفتوحة، فتوقف عن المجادلة مع الرسم.
دعني أصف لك مشهدًا رأيته مرات كثيرة.
كانت الكلمة في الفاتورة تقول "تثقيب". ما حصل عليه هو صوت ارتطام قوي، حفرة ضحلة، وحافة أداة لن تعود مربعة أبدًا.
إليك السبب.
لكمة مكبس الثني مقساة لتحمل الضغط المحوري على مركزها. إنها تُصمم لتتلقى حملاً موزعًا على خط الانحناء. عندما تحاول دفعها مباشرة في الصفيحة لـ “فرقعة” فتحة، فإنك تركز القوة على نقطة صغيرة جدًا دون وجود خلوص مناسب أسفلها. بدلاً من الكسر النظيف، يتمدد المعدن، ويتصلب بالعمل، ثم ينفصل بشكل غير متساوٍ. ترتفع القوة فجأة. تتوسع أو تتشقق الحافة الطرفية. يشعر ذراع المكبس بصَدْمة لم يُصمم لتحملها.
المعدن أثناء الثني يتصرف مثل الزبدة الباردة تحت ضغط ثابت. والمعدن أثناء التثقيب يتصرف مثل قرش البسكويت عندما يُكسر.
أنماط فشل مختلفة. هندسة أدوات مختلفة. وآلات مختلفة.
وليس الأدوات وحدها في خطر. فبدون فتحة قالب مطابقة مصممة للقص، لا تمر القوة بسلاسة عبر حافة القطع إلى الحلقة الداعمة. بل تنتشر إلى أكتاف قالب الـ V وتعود عبر دلائل الذراع على شكل صدمة. لم يعد ذلك ضغطًا هيدروليكيًا ناعمًا. بل أصبح تحميلًا صادمًا.
الاهتزاز هو ما يُرخي المشابك، ويضغط أكتاف النصل، ويبدأ نوع التآكل الذي لا تلاحظه حتى تبدأ الزوايا بالانحراف “دون سبب واضح”.”
لن ترى الضرر بضربة واحدة. ستشعر به بعد ستة أشهر.
هل يمكنك تصميم إعداد خاص لعملية قَضْم أو قطع جزئي على مكبح الضغط؟ نظرياً، مع أدوات مخصصة وتحكم دقيق في الحمل، يمكنك فعل أشياء غريبة. وقد قامت الورش بأغرب من ذلك. ولكن بحلول الوقت الذي تصمم فيه لكل تلك العوامل، تكون قد أنشأت مكبس تثقيب بدائي داخل آلة لم تُصمم لتكون كذلك.
وهنا تكمن الحدود الحقيقية.
لكمة مكبح الضغط هي رافعة تشكيل دقيقة. تُقنع المعدن أن يتخذ شكلاً معيناً. لا تقوم بقطعه. عندما تطلب منها فصل المادة، فأنت لم تعد توائم بين الهندسة وفيزياء المادة—بل تتجاهلهما معاً.
لذا قبل أن تدخل في صراع مع الإعداد، اطرح سؤالاً بسيطاً واحداً: هل هذه الخاصية تتطلب إزالة معدن، أم مجرد نقله؟
إجابتك ستخبرك بأي آلة ينبغي أن تكون على أرض الورشة.
وبمجرد أن تختار الآلة الصحيحة، كيف تجعل هذا الاختيار منهجياً بدلاً من عفوياً؟
أنت تريد وسيلة قابلة للتكرار لتقرر بين مكبح الضغط ومكبس التثقيب، لا شعوراً حدسياً ودعاءً بالتوفيق.
جيد. الحدس هو ما يسميه المبتدئون "تخميناً".
إليك الإطار الذي أُعلّمه للموظفين الجدد بعد أن يُتلفوا شيئاً باهظ الثمن: قرر على مراحل، ودع الفيزياء ترفضك عند كل خطوة. السؤال الأول: هل يتطلب الرسم إزالة مادة أم مجرد نقلها؟ إذا كان يحتاج فراغاً عبر الصفيحة، انتهى الأمر—مكبس تثقيب. إذا كان كله طيات، أو حواف، أو إزاحات، أو شفاه—عندها تكسب حق فتح خزانة أدوات المكبح.
لكن هذا مجرد مفترق الطرق. الانضباط الحقيقي يبدأ بعد أن تختار التشكيل. لأن المكبح سيسمح لك بسهولة بإعداد تركيبة تناسب المشابك ومع ذلك تُحمّل السرير فوق طاقته، أو تُسَوّر اللكمة، أو تثني الكباس مثل لوح غطس.
لذا فإن قائمة التحقق ليست “أي أداة تبدو صحيحة؟” بل “هل تتطابق هذه الهندسة مع مادتي وآلتي؟”
وذلك يبدأ بالأرقام المختومة على جانب الآلة التي لا يقرأها معظم المبتدئين أبداً.
كل مكبح ضغط لديه جدول حمولة بالطن. يخبرك لسمك مادة معين وفتحة قالب معينة، كم طناً لكل قدم—أو لكل متر—تحتاجه لثني المادة بالهواء.
ليست تلك مجرد توصية. بل هي تكلفة ثني قماش جينز متيبس بدلاً من قطن قميص خفيف.
لنفترض أن جدولك يخبرك أن الفولاذ العادي بسماكة 4 مم وعلى طول 3 أمتار يحتاج تقريباً إلى 100 طن مع قالب V محدد. جيد. مكبحك يقول الحد الأقصى 120 طناً. تظن أنك في مأمن.
ربما.
الآن انظر إلى حدود الحمولة على خط المركز. العديد من الآلات بطول 10 أقدام وسعة 100 طن تصل إلى الحد الأقصى عند حوالي 1.3 إلى 1.5 طن لكل بوصة في المنتصف لأن الطاولة والمكبس ينحنيان هناك أكثر. ركّز الكثير من القوة في المنتصف ولن تقوم بثني الفولاذ فقط — بل ستثني الآلة نفسها. هذا الضرر لا يظهر اليوم، بل يظهر عندما تبدأ الزوايا بالانحراف بعد ستة أشهر ولا يعرف أحد السبب.
ولم ننتهِ بعد.
الأدوات لها حدود أيضًا. منطقة التحمل — أكتاف القالب التي تدعم الحمل — يمكنها فقط تحمل عدد محدود من الأطنان لكل قدم مربعة قبل أن تتشوه. لقد رأيت إعدادات حيث كانت الآلة تملك سعة احتياطية، ولكن أكتاف القالب تجاوزت حدها المسموح. الأدوات فشلت قبل أن يفشل الجزء نفسه.
لا تكن ذلك الشخص الذي يتحقق من لوحة مواصفات الآلة ويتجاهل كتالوج الأدوات.
الآن أضف معاملات المواد. الفولاذ المقاوم للصدأ ليس فولاذًا طريًا بلمعان أجمل. إنه يحتاج إلى قوة أكبر. لقد رأيت ورشًا تحسب 117 طنًا لثني قطعة من الفولاذ المقاوم للصدأ، ثم ترفعها إلى 175 بعد تطبيق معامل التصحيح، ومع ذلك تضطر لتوسيع القالب لإعادة القوة إلى النطاق الآمن. القالب الأوسع يعني قوة أقل — ولكن نصف قطر داخلي أكبر. تتغير الهندسة. فجأة يصبح نصف قطر الثقب الذي اخترته غير متطابق مع الواقع الجديد.
هنا تبرز أهمية قائمة التحقق:
إذا فشلت أي طبقة، أعد التصميم — أقسام ثني أقصر، عرض قالب مختلف، أو، إذا لم يمكن تعديل الرسم، استخدم آلة مختلفة.
أحيانًا الجواب الصادق هو: هذه المكابح لا يمكنها تنفيذ هذا الثني بهذا الطول.
ليس هذا فشلًا، بل احترام لمسارات الأحمال.
تحقق من قوتك أو من غرورك.
لكن حتى مع ترتيب جميع الجداول، لا يزال هناك سلوك ذهني واحد يوقع الناس في الخطأ.
التحول غير الواضح هو هذا: توقف عن التفكير في شكل رأس الأداة وابدأ التفكير في كيفية تدفق القوة عبر النظام.
لكمة المكبس الانحنائي هي رافعة. يدفع الكباس إلى الأسفل. يستقر المعدن فوق قالب على شكل حرف V. تنتشر القوة على خط، وليس على نقطة. يخضع المعدن للتشوه تدريجيًا، مثل الضغط على الزبدة الباردة بحافة مسطرة. إنها عملية تشوه مضبوطة.
في اللحظة التي تسأل فيها: “هل يمكنني فقط دفع هذا خلاله؟”، تكون قد بدّلت نموذجك الذهني دون أن تلاحظ.
إذا كانت الميزة تتطلب فصل المادة، فأنت بحاجة إلى خلوص في القالب يُقاس بأجزاء من المليمتر حتى تنكسر المادة بشكل نظيف. هذا ينتمي إلى عالم مكابس التثقيب — خلوص ضيق، صفائح مانعة للالتصاق، وتحكم في النفايات المعدنية. إذا كانت الميزة تتطلب زاوية أو نصف قطر أو إزاحة — فأنت الآن تتحكم في نصف القطر الداخلي، والارتداد المرن، وعرض القالب.
أسئلة مختلفة. فيزياء مختلفة.
إليك إذًا طريقة اتخاذ القرار التي يجب أن تعتمدها:
أنت لم تعد تختار بين الماكينات بناءً على السماكة. أنت تختار بناءً على ما إذا كان المعدن يجب أن يتكسر أو يتدفق — وعلى ما إذا كانت الماكينة قادرة على توجيه هذا التدفق دون تجاوز حدودها الإنشائية.
تلك هي العدسة التي تنظر من خلالها.
توقف عن السؤال عما تبدو عليه لكمة التثقيب. وابدأ بالسؤال عما يجب أن يفعله المعدن — وما إذا كانت الماكينة قادرة على تطبيق تلك القوة بدقة، على المسار الصحيح، وعلى طول كامل للانحناء.
بمجرد أن ترى المهمة بوصفها إدارة للقوة بدلاً من اختيار للأداة، لن تختار الماكينة الصحيحة فحسب.
بل ستتوقف عن لوم الماكينة الخاطئة.


















