

Il avait sur la table une feuille neuve d’acier doux de 3 mm, un “ poinçon ” tout brillant fixé en haut, et la confiance de celui qui pense que le métal se travaille comme le papier.
Il a appuyé sur la pédale en s’attendant à obtenir un trou net.
Ce qu’il a obtenu, c’est un bruit sourd, un cratère peu profond, et un outil dont l’arête ne serait plus jamais parfaitement d’équerre.
Le mot sur la facture disait poinçon. Alors pourquoi n’a-t-il pas poinçonné ?
Dans un atelier d’emboutissage, un poinçon est un outil trempé qui cisaille le métal contre une ouverture de matrice. Il tranche. Le jeu entre le poinçon et la matrice se mesure en centièmes de millimètre afin que le matériau se fracture proprement. C’est de la coupe.
Dans une presse plieuse, le “ poinçon ” est l’outil supérieur qui pousse la tôle dans une matrice en V pour créer un pli. Aucun jeu pour le cisaillement. Aucune zone de fracture. Le rayon de la pointe est conçu pour contrôler le rayon intérieur du pli, pas pour agir comme une lame. Sur les systèmes modernes pilotés par CNC tels qu’une presse plieuse de CN-HAWE, l’ensemble de la structure de la machine et de la logique de commande est conçu spécifiquement pour la précision et la répétabilité du pliage — et non pour le perçage — de sorte que la géométrie de l’outil, la rigidité du bâti et la commande des mouvements servent le pli, pas la coupe.
Même mot. Travail différent.
Si vous vous approchez d’une presse plieuse en pensant qu’elle se comporte comme une presse à poinçonner, ne soyez pas celui qui découvre la différence avec une tôle ruinée et une facture salée. Le nom crée un piège. La physique décide du résultat. Alors, qu’est-ce que votre cerveau suppose exactement quand il entend le mot poinçon ?

Imaginez une ceinture en cuir et une pince à trous. Vous l’alignez, vous serrez, et un rond de cuir tombe. Vos mains s’attendent à la même histoire quand vous entendez ce mot.
Regardez maintenant un poinçon standard de presse plieuse. La pointe n’est pas tranchante comme un rasoir. Elle a un rayon défini — peut-être 0,8 mm, voire plus — parce que lorsque vous pliez l’acier, vous ne cherchez pas à le sectionner. Vous étirez les fibres extérieures et comprimez les intérieures autour de ce rayon.
Pensez à plier un jean rigide sur votre genou. Vous ne tranchez pas le tissu. Vous le forcez à se courber. Les fibres à l’extérieur se tendent ; celles à l’intérieur se resserrent. L’acier réagit de la même manière, simplement avec plus de résistance et moins de tolérance.
Un poinçon de coupe concentre la force sur une petite arête pour dépasser la résistance au cisaillement du matériau et provoquer sa fracture. Un poinçon de presse plieuse répartit la force le long d’une ligne afin que le matériau cède et s’écoule plastiquement sans se fissurer. L’un est un couteau. L’autre est un levier.
Donc, quand quelqu’un demande : “ Pourquoi ne couperait-il pas ? ”, la meilleure question est : où se trouve le jeu de coupe, et où la fracture est-elle censée se produire ?
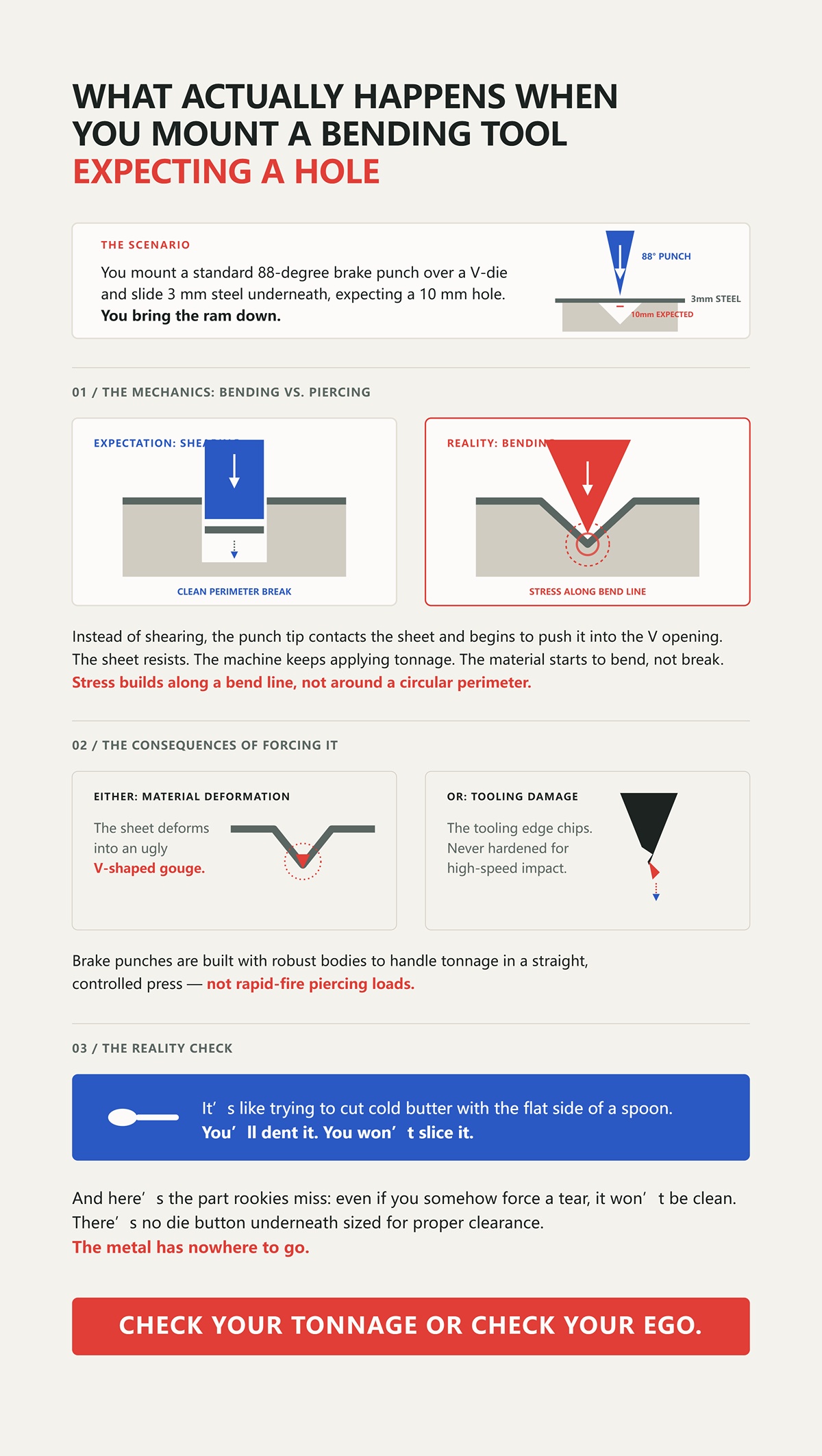
Disons que vous installez un poinçon standard à 88 degrés au-dessus d’une matrice en V et que vous glissez dessous une tôle d’acier de 3 mm, en espérant obtenir un trou de 10 mm.
Vous abaissez le coulisseau.
Au lieu d’un cisaillement, la pointe du poinçon entre en contact avec la tôle et commence à la pousser dans l’ouverture en V. La tôle résiste. La machine continue d’appliquer la charge. Le matériau commence à se plier, non à se rompre. Les contraintes se développent le long d’une ligne de pliage, et non autour d’un périmètre circulaire.
Si on continue à forcer, deux choses se produisent. Soit la tôle se déforme en une vilaine entaille en forme de V, soit l’arête de l’outil s’ébrèche, car elle n’a jamais été durcie pour supporter les impacts rapides et la rupture, comme le ferait un poinçon de tourelle. Les poinçons de presse plieuse sont conçus avec des corps robustes pour supporter la charge dans une presse droite et contrôlée — pas pour des efforts de perçage en rafale.
C’est comme essayer de couper du beurre froid avec le côté plat d’une cuillère. Vous allez le bosseler. Vous ne le trancherez pas.
Et voici ce que les débutants manquent : même si vous forcez d’une manière ou d’une autre une déchirure, elle ne sera pas nette. Il n’y a pas de matrice en dessous dimensionnée pour un jeu correct. Le métal n’a nulle part où aller. Vérifiez votre tonnage ou vérifiez votre ego.
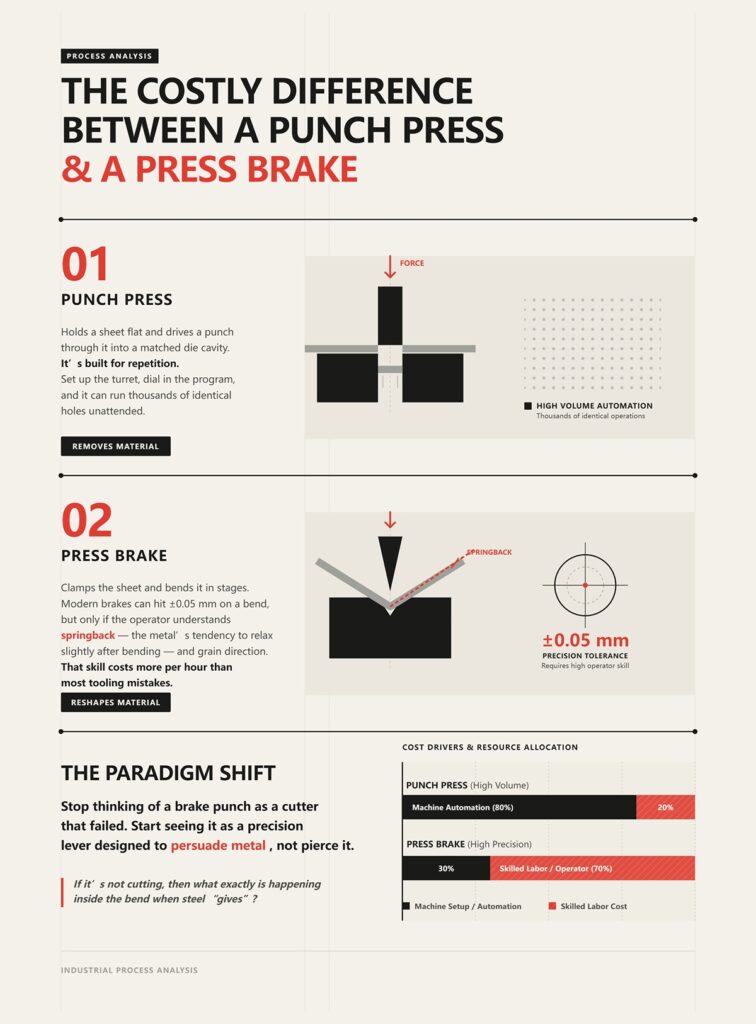
Une presse à poinçon maintient la tôle à plat et y enfonce un poinçon dans une cavité de matrice correspondante. Elle est faite pour la répétition. Configurez la tourelle, réglez le programme, et elle peut produire des milliers de trous identiques sans surveillance. C’est ainsi que les pièces de longue série deviennent rentables.
Une presse plieuse serre la tôle et la plie par étapes. Les plieuses modernes peuvent atteindre une précision de ±0,05 mm sur un pli, mais seulement si l’opérateur comprend le retour élastique — la tendance du métal à se détendre légèrement après le pliage — et la direction du grain. Cette compétence coûte plus cher à l’heure que la plupart des erreurs d’outillage.
Une machine enlève de la matière. L’autre la reforme.
Les confondre ne fait pas que risquer de casser les outils. Vous évaluez mal les coûts, choisissez le mauvais procédé pour la production, et gaspillez de la main-d’œuvre là où l’automatisation aurait généré du profit. Ou vous recherchez la vitesse avec une plieuse alors que vous aviez besoin d’une tourelle perçant des trous toute la nuit.
Le changement dont vous avez besoin est simple mais inconfortable : cessez de considérer un poinçon de plieuse comme un outil de coupe raté. Voyez-le comme un levier de précision conçu pour persuader le métal, non pour le percer.
S’il ne coupe pas, alors que se passe-t-il exactement à l’intérieur du pli lorsque l’acier “cède” ?
Vous avez une tôle d’acier doux de 3 mm posée sur une matrice en V. Le poinçon descend et touche la tôle selon une seule ligne le long de son rayon. La tôle, à ce moment-là, ne touche que deux autres points : les arêtes vives en haut du V.
Trois points de contact. C’est toute l’histoire.
À mesure que le coulisseau continue sa descente, le métal ne se fend pas. Il pivote. Les arêtes de la matrice agissent comme des points d’appui, et le poinçon devient un levier appliquant la force entre elles. La surface extérieure de la tôle est en traction — elle s’étire. La surface intérieure est en compression — elle se tasse. Lorsque la contrainte dans la couche extérieure dépasse la limite d’élasticité de l’acier, les atomes glissent les uns sur les autres de façon permanente. C’est la déformation plastique. Aucune zone de fracture. Aucun déchet. Juste un fluage contrôlé.
S’il s’agissait d’une coupe, la force serait concentrée sur un tranchant et associée à un jeu précis pour que le matériau se cisaille proprement. L’espace entre le poinçon et la matrice se mesure en centièmes de millimètre afin que le matériau se rompe nettement. Ici, il n’y a pas ce jeu, car la rupture n’est pas l’objectif. Le poinçon ne cherche pas à traverser la tôle ; il la pousse pour lui donner la forme définie par l’ouverture de la matrice.
Comme plier un jean rigide sur votre genou. Vous ne déchirez pas le tissu. Vous le persuadez jusqu’à ce que les fibres se réorganisent.
La vraie question n’est donc pas “Pourquoi cela n’a-t-il pas coupé ?” mais “Comment la force est-elle répartie, et où le métal est-il autorisé à se déplacer ?”
En pliage à l’air — qui représente la grande majorité du travail sur presse plieuse — le poinçon n’enfonce jamais la tôle jusqu’au fond du V. Il s’arrête quelque part au-dessus. L’angle final dépend de la profondeur à laquelle le poinçon pénètre dans l’ouverture, et non uniquement de l’angle de la matrice.
Imaginez un poinçon de 88 degrés au-dessus d’une matrice de 90 degrés. Vous descendez partiellement le coulisseau. La tôle touche la pointe du poinçon et les deux épaules de la matrice, formant un triangle ouvert en dessous. Le métal se plie littéralement dans l’air entre ces trois points. C’est pour cela qu’on parle de pliage en l’air.
La précision vient du contrôle de la profondeur du coulisseau. Une fraction de millimètre plus bas change l’angle. Les épaules de la matrice sont les points de pivot ; le poinçon est à la fois l’applicateur de force et l’indicateur de profondeur.
Comparons maintenant avec le matriçage. Dans le pliage en fond, on enfonce la tôle fermement dans une matrice dont l’angle inclus est, disons, de 88 degrés. La tôle est pressée jusqu’à ce qu’elle touche les faces de la matrice. L’angle de la matrice détermine alors davantage l’angle de pliage que la position du coulisseau. Vous conformez le métal à la géométrie de la matrice.
Et si vous allez plus loin, jusqu’au matriçage par “coining”, vous écrasez légèrement le matériau dans le fond de la matrice — forçant le métal au-delà de son rayon naturel de pliage par une puissance brute. Cela peut demander trois à cinq fois la force du pliage en l’air, car vous ne faites pas seulement céder les fibres extérieures ; vous compressez et lissez toute la zone du pli.
Cette augmentation de tonnage révèle quelque chose d’important.
La force seule ne définit pas le procédé. C’est la manière et l’endroit où cette force est appliquée qui comptent. Le pliage en l’air utilise le levier et la profondeur contrôlée. Le pliage en fond repose sur la conformité à la matrice. Le “coining” utilise la compression localisée pour verrouiller l’angle. Aucun de ces procédés ne repose sur un tranchant coupant l’acier.
Ne soyez pas celui qui pense que plus de tonnage transforme un outil de formage en outil de coupe. Vérifiez votre tonnage ou votre ego.
Prenez deux poinçons. L’un a un rayon de pointe de 0,8 mm. L’autre est affûté comme un couteau.
Le poinçon affûté paraît agressif. Il donne une impression de détermination en main. Mais montez-le sur une matrice en V standard et essayez de plier de l’acier de 3 mm, vous verrez rapidement le problème. La pointe coupante pénètre, créant un minuscule rayon intérieur qui allonge excessivement les fibres extérieures. Des microfissures apparaissent. L’état de surface se dégrade. La durée de vie de l’outil chute, car ce bord fin ne peut pas répartir la charge.
Le rayon de 0,8 mm, en revanche, répartit la force sur une courbe contrôlée. Ce rayon détermine en grande partie le rayon intérieur du pli pendant le pliage en l’air. Et ce rayon intérieur détermine combien la surface extérieure doit s’étirer.
Voici le mécanisme : plus le rayon du poinçon est petit par rapport à l’épaisseur du matériau, plus la contrainte dans les fibres extérieures est élevée. Trop serré, et vous dépassez la limite d’allongement du matériau — il fissure. Trop grand, et vous obtenez un grand rayon intérieur qui peut ne pas correspondre au plan.
Donc le “tranchant actif” n’est pas la netteté ; c’est la relation entre le rayon du poinçon, la largeur d’ouverture de la matrice, et l’épaisseur et la résistance du matériau.
Même la largeur d’ouverture de la matrice compte. Une règle courante pour l’acier doux est une ouverture en V d’environ 6 à 8 fois l’épaisseur du matériau. Ce rapport influence le rayon intérieur obtenu et le tonnage nécessaire. Plus la matrice est étroite, plus le rayon est serré, plus le tonnage est élevé. Plus la matrice est large, plus le rayon est grand, plus le tonnage est faible.
La géométrie détermine la façon dont le métal s’écoule. La netteté ne détermine que la vitesse à laquelle vous usez l’outillage.
Si le poinçon est un levier, son rayon est la partie qui touche la pièce. Préféreriez-vous presser du beurre froid avec le tranchant d’un couteau ou avec la courbure d’une cuillère quand vous cherchez à le façonner, pas à le couper ?
Pliez cet acier doux de 3 mm à 90 degrés en pliage en l’air. Relâchez le coulisseau.
Il ne restera pas à 90 degrés.
Dès que la pression est relâchée, une partie de la contrainte élastique — celle qui n’a pas subi de déformation permanente — se récupère. Le pli peut s’ouvrir à 92 degrés. C’est le retour élastique. Tout matériau en présente. Les aciers à haute résistance en ont davantage parce qu’une plus grande part de leur déformation reste élastique.
Que signifie cela en pratique ?
Si vous voulez un vrai angle de 90°, vous devrez peut-être plier jusqu’à 88° sous charge. Vous surpliez volontairement afin que, lorsque le matériau se détend, il revienne dans les tolérances. Le poinçon doit descendre plus profondément que ne le suggère l’angle final.
Cela seul prouve que le poinçon n’est pas un outil de perçage. Un coupeur s’arrête quand il perce à travers. Un poinçon de formage doit anticiper la réaction du matériau une fois la charge supprimée. Vous ne façonnez pas seulement le métal sous contrainte ; vous prédisez aussi la manière dont il se déplacera lorsque la force disparaîtra.
Cette prédiction dépend de la nuance de matériau, de l’épaisseur, de la direction du grain, de la largeur de la matrice et du rayon du poinçon. Changez l’un de ces paramètres, et le retour élastique change.
Alors, quand un débutant dit : “ Ça semble être 90 sous pression, c’est bon ”, je lui fais relâcher le vérin et mesurer à nouveau.
Parce que le pliage ne consiste pas à forcer l’acier à se soumettre. Il s’agit de comprendre comment il se déforme, comment il emmagasine de l’énergie et comment il en restitue une partie.
Maintenant que vous voyez ce qui se passe à l’intérieur du pli — levier, déformation contrôlée, retour élastique — la question suivante s’impose :
Si la géométrie contrôle l’écoulement, comment choisir la bonne forme de poinçon pour la tâche ?
J’ai vu un jeune plier de l’acier doux de 3 mm avec un poinçon droit flambant neuf, rayon de pointe 0,8 mm, profil standard à 88 degrés. Le premier pli s’est bien passé. Le deuxième pli, à 20 mm de distance, formait un retour de bride. Il a abaissé le vérin et l’arrière du corps du poinçon a frappé la première bride avant même que l’angle soit proche. La tôle n’a pas cédé. La machine n’a pas cédé. C’est la géométrie qui a cédé.
À l’intérieur de ce pli, les fibres extérieures s’étiraient au-delà de la limite élastique tandis que les fibres intérieures se comprimaient, comme un tissu de jean rigide se pliant sur votre genou. Rien n’était découpé. Le poinçon agissait comme un levier contrôlé, déplaçant l’axe neutre et formant la zone plastique dans un arc prévisible. Mais le corps de l’outil — l’acier situé au-dessus de ce petit rayon bien net — avait besoin d’espace physique pour se déplacer. Si le profil ne peut pas dégager la pièce que vous créez, vous n’obtenez pas une mauvaise coupe : vous obtenez une collision.
C’est pourquoi la géométrie du poinçon concerne le dégagement et le contrôle, pas la netteté. Vous choisissez une forme qui permet au matériau de se plier sans que l’outil n’entre en collision avec votre propre pièce.
Entrez dans n’importe quel atelier et vous verrez des poinçons droits montés par défaut. Même hauteur, même largeur d’épaule, faciles à aligner sur la table. Pour les plis ouverts sans bride à proximité, ils sont fiables. Le profil est symétrique, le trajet de charge est simple, et l’alignement est tolérant parce que le corps se trouve directement au-dessus de la ligne centrale de la matrice.
Mais regardez les chiffres souvent ignorés. Les poinçons droits minces — épaisseur de l’âme de 2 mm ou moins — présentent un risque de déformation rapide lorsque les opérateurs poussent des plaques épaisses dans des matrices en V étroites. Dans une analyse de défaillance à laquelle j’ai assisté, dès que la pression de pliage dépassait environ 80 % de la capacité nominale, la probabilité de déformation de ces poinçons minces augmentait fortement lorsqu’ils étaient utilisés sur de l’acier de plus de 3 mm. Et les profils droits aigus étaient limités à environ 100 tonnes par mètre avant l’apparition de dommages permanents.
Pourquoi ? Parce qu’un corps de poinçon droit transmet la charge directement vers le bas. Sans dégagement. Sans décalage. Si vous l’associez à une matrice étroite pour obtenir un rayon serré, la pression monte en flèche. La force se concentre près de la pointe et remonte dans une section relativement mince d’acier d’outil. C’est comme essayer de plier du beurre froid avec le bord d’une règle plutôt qu’avec la courbe d’une cuillère. Ça marche — jusqu’à ce que ça ne marche plus.
Et puis il y a la géométrie de la pièce. Le poinçon droit a des épaules qui s’élargissent immédiatement au-dessus de la pointe. Cela signifie que toute bride dressée près de la ligne de pli devient un obstacle. L’outil ne connaît pas votre plan. Il ne connaît que sa propre forme.
Ainsi, le poinçon droit est polyvalent pour les formes simples. Dès que votre pièce comporte une deuxième patte, ce même profil “ par défaut ” devient la raison pour laquelle vous ne pouvez pas terminer le travail.
Prenez cette même tôle de 3 mm et concevez un canal en U avec deux brides de 25 mm. Le premier pli est facile. Pour le deuxième pli, il faut que le poinçon atteigne le fond, au-delà de la première bride, sans la frapper.
Entrez dans le col de cygne.
Le poinçon en col de cygne possède une gorge dégagée — un décalage en forme de S dans le corps — de sorte que la masse supérieure de l’outil soit reculée par rapport à la ligne de pliage. Cette cavité de dégagement permet à la bride déjà formée de se loger à l’intérieur du profil du poinçon pendant que la pointe continue de former le nouveau pli. Rien n’est plus tranchant. La magie réside dans l’espace vide.
Mais ne vous laissez pas emporter par la poésie. Ce décalage modifie les trajectoires de charge. Désormais, la force venant du coulisseau se déplace à travers une géométrie qui n’est pas parfaitement verticale. Si votre machine présente un défaut de niveau de plus de quelques dixièmes de millimètre par mètre, ou si vos goupilles de positionnement sont lâches, un désalignement supérieur à 0,1 mm se manifeste par des angles de bride inégaux et une torsion. Dans les revues de défauts en production, les erreurs d’alignement de cet ordre représentent une part importante des rebuts de brides formées.
Un poinçon droit dissimule de petits défauts d’alignement car sa masse est centrée. Un col de cygne les amplifie car son corps est reculé. Vous avez résolu un problème de collision et introduit un problème de sensibilité.
Ainsi, lorsque vous choisissez un col de cygne, vous reconnaissez que la géométrie de la pièce exige un dégagement — et vous feriez bien de vous assurer que la géométrie de la machine peut le supporter.
Sinon, vous n’associez pas le profil à la pièce. Vous pariez simplement que votre réglage est suffisant.
Voici un point qui embrouille les débutants chaque année.
Vous avez besoin d’un pli net à 90 degrés dans de l’inox de 2 mm. Au lieu de prendre un poinçon à 90 degrés, vous installez un poinçon aigu à 30 degrés au-dessus d’une matrice en V standard et vous pliez en l’air jusqu’à la profondeur voulue. Sous charge, la tôle s’enroule partiellement autour de ce petit angle inclus. Après le retour élastique, elle se détend pour atteindre 90 degrés.
Cela semble à l’envers jusqu’à ce que vous observiez la mécanique.
Un poinçon aigu concentre le contact plus près de la ligne médiane dès le début de la course. Cet angle inclus plus serré vous permet de surplier sans que les épaules du poinçon n’entrent en interférence avec celles de la matrice. Vous obtenez ainsi plus de course angulaire avant l’interférence mécanique, ce qui est crucial pour les matériaux à fort retour élastique comme l’inox.
Mais voici le piège. De plus petits rayons de pointe sur les poinçons aigus augmentent la déformation superficielle. Sur un aluminium tendre, un rayon trop serré peut laisser des marques, voire provoquer des fissures si vous ignorez les recommandations sur le rayon intérieur minimal. Et si vous associez ce poinçon aigu à une matrice en V très étroite pour obtenir un petit rayon intérieur esthétique, le tonnage grimpe rapidement. Un grand rayon demande plus de force dans une ouverture étroite. Le compromis inverse ce que les débutants imaginent.
Ainsi, vous ne choisissez pas un outil à 30 degrés parce qu’il a l’air agressif. Vous le choisissez parce que sa géométrie permet un surpli contrôlé et du dégagement avant toute interférence — tout en restant dans les limites d’allongement du matériau et du tonnage admissible de la machine.
Différents profils existent parce que les pièces ont des formes, les matériaux ont des limites et les machines ont une structure. Le poinçon est un levier dont le corps doit se déplacer dans l’espace. Si son profil ne correspond ni à la géométrie de la pièce ni au comportement du matériau, aucune acuité ne vous sauvera.
Et une fois que vous acceptez que la forme dicte la réussite, la question suivante n’est plus “ Quel poinçon a l’air bon ? ” mais “ Quelle force cette géométrie exigera-t-elle de ma machine ? ”
Il y a quelques années, un nouvel employé a poussé un chariot jusqu’à ma presse plieuse avec de l’acier doux de 4 mm et une matrice en V de 32 mm déjà montée. Il a posé la seule question qui compte : “ Quelle force cela va-t-il demander ? ”
Étant donné que le portefeuille de produits CN-HAWE est basé sur la CNC 100% et couvre des scénarios haut de gamme en découpe laser, pliage, rainurage, cisaillage, pour les lecteurs qui souhaitent des documents détaillés, Brochures est une ressource de suivi utile.
En appliquant la formule standard de tonnage pour le pliage en l’air de l’acier doux, ce montage tourne autour de 100 tonnes sur une longueur de 3 mètres. Même tôle. Même matrice. Si vous passez du pliage en l’air au marquage (coining), la force requise augmente fortement car vous écrasez alors le matériau dans l’angle de la matrice au lieu de le laisser flotter et se former. La machine se moque du nom que vous lui donnez. Elle ressent la pression.
Ce chiffre n’a rien à voir avec la netteté. Il s’agit de levier. La pointe du poinçon agit comme un bras de levier qui pousse la tôle dans l’ouverture en V. Changez la largeur de l’ouverture, vous changez le levier. Changez l’épaisseur, vous changez la résistance. Le métal se comporte comme un denim rigide : plus vous le soutenez largement, plus il se plie facilement ; pincez-le étroitement et il résiste. La vraie question n’est donc pas “ Mon poinçon est-il assez tranchant ? ” mais “ Avec quelle matrice l’associe-je, et quel effet cela a-t-il sur la force ? ”
C’est là que les mathématiques vous maintiennent en vie.
Placez une tôle de 3 mm sur une matrice en V de 24 mm. C’est le ratio classique de 8:1 — ouverture de matrice huit fois l’épaisseur du matériau. Pliez à l’air, et vous obtiendrez généralement un rayon intérieur proche de l’épaisseur de la tôle. La tôle n’est pas coupée ; elle est étirée à l’extérieur et comprimée à l’intérieur jusqu’à ce qu’elle se déforme plastiquement et prenne sa forme.
Réduisez maintenant cette ouverture de matrice à 18 mm parce que vous voulez un rayon intérieur plus serré. Rien d’autre n’a changé. Même poinçon. Même acier. La tonnage monte rapidement. Pourquoi ? Parce qu’une ouverture de V plus petite raccourcit le bras de levier. Le poinçon doit pousser plus fort pour forcer la tôle dans un espace plus étroit. La force se concentre sous la pointe et sur les arêtes de la matrice. Les contraintes augmentent à la fois dans l’acier à outils et dans la tôle.
Ouvrez la matrice à 30 ou même 36 mm sur une plaque plus épaisse — rapports de 10:1 ou 12:1 — et la tonnage requise diminue, tandis que le rayon intérieur augmente. Ce rayon plus grand n’est pas un défaut. C’est le résultat naturel du libre écoulement du matériau plutôt que de son étranglement.
Les débutants traitent le 8:1 comme une écriture sacrée. C’est un point de départ, pas une loi. Les matériaux fins de moins de 3 mm se comportent souvent différemment ; une matrice trop large peut rendre le contrôle de l’angle imprécis. Les plaques épaisses nécessitent souvent plus que 8:1 pour maintenir une tonnage raisonnable. L’ouverture de la matrice détermine en grande partie le rayon intérieur lors du pliage à l’air, et ce rayon dicte la quantité d’étirement des fibres extérieures. Si vous les étirez au-delà de leur limite d’allongement, vous obtiendrez des fissures. Si vous les forcez dans un espace trop serré, la tonnage grimpe en flèche.
Vous ne choisissez pas un rayon de nez de poinçon isolément. Il doit accompagner le rayon que l’ouverture de la matrice produira naturellement. Si la matrice tend à former un rayon intérieur de 3 mm et que vous utilisez un nez de 0,5 mm comme une lame de rasoir, tout ce que vous ferez sera de concentrer la contrainte au premier contact. La tôle continuera à vouloir se conformer à la géométrie de la matrice. Les mathématiques gagnent toujours.
Alors, si l’ouverture de la matrice influence à la fois le rayon et la force, que se passe-t-il quand vous ignorez le côté force de cette équation ?
J’ai vu un poinçon droit avec une fine âme — environ 2 mm à travers le corps — évalué en toute sécurité à environ 100 tonnes par mètre. Il paraissait parfait sur le râtelier. Propre. Aiguisé. L’opérateur l’a associé à une matrice étroite pour plier de l’acier de 4 mm afin d’obtenir un rayon intérieur esthétique. La presse plieuse avait la capacité. L’outillage, non.
Ce qu’il a obtenu, c’est un bruit sourd, un cratère peu profond, et un outil dont l’arête ne serait plus jamais parfaitement d’équerre.
Voici le piège : la tonnage de la machine n’est pas la tonnage de l’outillage. Une presse de 170 tonnes ne transforme pas magiquement chaque poinçon de l’armoire en poinçon de 170 tonnes. Lorsque vous rétrécissez l’ouverture du V, la tonnage requise augmente. Lorsque vous augmentez l’épaisseur du matériau, la tonnage requise augmente. Lorsque vous matriçez complètement (coinçage) au lieu de plier à l’air, la tonnage explose parce que vous déformez plastiquement toute la zone de pliage pour qu’elle corresponde à l’angle du poinçon.
Et la charge n’est pas répartie uniformément. Une petite matrice en V concentre la force sur une zone de contact plus limitée, à la pointe du poinçon et aux arêtes de la matrice. La contrainte locale peut dépasser la limite d’élasticité de l’acier à outils, même si la tonnage totale de la machine semble “ dans les limites ”. C’est ainsi que vous écrasez les pointes et introduisez des fissures microscopiques qui deviennent plus tard des ruptures catastrophiques.
Les catalogues d’outillage publient des valeurs maximales de tonnes par mètre pour une bonne raison. Ces chiffres supposent des ouvertures de matrice appropriées et un pliage à l’air, sauf indication contraire. Ignorez ce contexte et vous jouez à la roulette avec de l’acier trempé sous pression hydraulique.
Ne soyez pas celui qui fait plus confiance à l’indicateur de la machine qu’au tableau des tonnages d’outillage. Vérifiez votre tonnage ou ravalez votre orgueil.
Mais la force seule ne vous dira pas quand vous avez mal adapté la géométrie au matériau. La tôle elle-même commence à vous le dire.
Prenez de l’inox de 2 mm avec une allongation modérée. Utilisez une matrice qui vous donne environ un rayon intérieur de 2 mm. Maintenant, remplacez le poinçon par un modèle aigu avec un nez très serré — disons 0,5 mm — parce que vous voulez une ligne nette. Aux premiers coups, le pli semble correct. Au dixième, vous commencez à voir des stries brillantes le long de la ligne de pliage et de fines déchirures de surface sur le rayon extérieur.
C’est le début du grippage et de la micro-fissuration qui se manifestent.
Quand le rayon du nez du poinçon est bien inférieur au rayon que le matériau peut former confortablement, le contact initial crée une déformation de surface extrêmement élevée. Les fibres extérieures s’étirent au-delà de ce que l’alliage peut supporter. L’inox, en particulier, s’écrouit rapidement. Chaque coup rend la surface plus dure et moins tolérante. L’outil commence à capter du matériau — usure adhésive — parce que la pression et le frottement sont élevés. C’est le grippage.
En même temps, un nez plus aigu augmente le retour élastique. La tôle s’enroule étroitement sous charge, puis se détend plus fortement lorsque la pression est relâchée. Les opérateurs réagissent en surgonflant — en appuyant plus profondément pour atteindre l’angle — ce qui augmente à nouveau la force. Vous avez alors créé une boucle : rayon aigu → déformation de surface plus élevée → plus de retour élastique → course plus profonde → plus de tonnage.
Les fissures sur l’extérieur du pli ne sont pas un coup de malchance. Ce sont le résultat d’un calcul de déformation que vous avez refusé de faire. Le grippage sur le poinçon n’est pas un problème esthétique. C’est la preuve d’une pression et d’un frottement supérieurs à ce que cette combinaison devrait supporter.
Le métal se moque bien de ce que la facture a appelé l’outil. Ce mot sur la facture disait poinçon. Ce que vous tenez est un levier de formage de précision qui doit respecter l’épaisseur, l’ouverture de la matrice, l’allongement et la charge nominale.
Alignez ces paramètres, et le pli devient prévisible. Ignorez-les, et la machine vous fera la leçon avec du bruit et des rebuts.
Un jeune acheteur m’a un jour demandé comment choisir le rayon de poinçon “ correct ” pour de l’acier doux de 4 mm sur une matrice en V de 32 mm. Je lui ai dit : commence par la matrice, confirme le rayon intérieur naturel qu’elle formera, assure-toi que le nez du poinçon soutient ce rayon sans concentrer la contrainte, puis vérifie le classement en tonnes par mètre de l’outillage par rapport au tableau de tonnage pour ce montage. Il a hoché la tête. Puis il a commandé un magnifique poinçon de style européen qui ne pouvait même pas se monter sur son vérin américain.
Tu peux calculer des rayons toute la journée. Si la patte ne correspond pas à ta machine, ce n’est qu’un presse-papier.
C’est là que les débutants retombent dans la mentalité du “ outil tranchant ”. Ils pensent que la compatibilité signifie “ est-ce que cela fera le pli que je veux ? ” Non. La compatibilité commence plus haut dans la chaîne : ce poinçon se logera-t-il physiquement dans le vérin, s’alignera-t-il sous la charge, et transmettra-t-il la force comme la machine a été conçue pour la transmettre ? Car un poinçon de presse plieuse est un levier de formage. Et un levier ne fonctionne que s’il est correctement ancré.
Alors avant de t’obséder sur le rayon du nez, pose une question plus fondamentale : cet outil appartient-il à cette machine ?
Étant donné que le portefeuille de produits de CN‑HAWE est à 100 % basé sur les CNC et couvre des scénarios haut de gamme dans la découpe laser, le pliage, le rainurage et la découpe, si l’étape suivante consiste à parler directement avec l’équipe, Contactez‑nous s’intègre naturellement ici.
Sortez un poinçon de style américain et un poinçon de style européen du rack et placez-les côte à côte. Les extrémités actives peuvent paraître similaires. Les sommets, non. La patte américaine est large et lourde, conçue pour les vieilles machines mécaniques et les premières machines hydrauliques avec des barres de serrage robustes. Les pattes européennes sont plus étroites, souvent associées à des systèmes de serrage segmentés à changement rapide qui reposent sur un positionnement vertical précis.
Cette petite différence en haut dicte tout le reste.
J’ai vu des ateliers acheter de l’outillage de précision européen parce que le catalogue promettait une meilleure constance d’angle. Puis ils découvrent que leur ancien vérin américain ne le serre pas correctement sans adaptateur. Vous avez alors introduit une autre interface—une autre accumulation de tolérances—entre le vérin et le poinçon. Sous charge, même quelques centièmes de millimètre de jeu vertical modifient l’angle de pli le long de la longueur. Le jeu entre le poinçon et la matrice se mesure en centièmes de millimètre afin que le matériau se fracture proprement lors des opérations de poinçonnage ; en pliage, des désalignements minuscules similaires se traduisent par des angles incohérents sur les pièces.
Vous croyez poursuivre un meilleur rayon. En réalité, vous accumulez des tolérances.
Historiquement, ce n’est pas un hasard. Les presses mécaniques américaines étaient construites comme des tracteurs—grandes surfaces portantes, usure visible, avertissement progressif avant la panne. Les systèmes hydrauliques européens poursuivaient la précision et le changement rapide. Différentes philosophies. Différentes géométries de patte. Différents écosystèmes. Une fois que votre machine est construite autour de l’un d’entre eux, vous y êtes en grande partie lié.
Ne soyez pas celui qui achète un magnifique poinçon européen pour découvrir ensuite que son vérin américain ne le retient même pas.
Et même si vous parvenez à le faire tenir, devriez-vous le faire ?
À la fin des années 1960 et 1970, les ateliers utilisaient des machines “ hybrides ” – puissance hydraulique avec vérins et systèmes de serrage de style mécanique. Sur le papier, elles fonctionnaient. Sur le terrain, nous étions confrontés à des problèmes d’alignement chaque semaine. Le vérin se déplaçait en douceur, mais le serrage n’était pas conçu pour l’outillage segmenté de précision que les opérateurs tentaient d’introduire. Résultat : charge inégale, usure localisée, dérive mystérieuse des angles.
Voici ce qui se passe mécaniquement quand on mélange des systèmes.
Un poinçon de précision de style européen s’attend à une certaine répartition de la pression de serrage et à une surface de référence verticale définie. Placez-le dans une machine conçue pour une patte américaine plus large, et vous dépendez souvent de vis de réglage ou d’adaptateurs pour maintenir la position. Sous 80 ou 100 tonnes par mètre, cette interface peut se déplacer microscopiquement. Pas assez pour être visible. Suffisamment pour changer la façon dont le levier transmet la force dans la tôle.
Le métal en pliage se comporte comme du denim rigide. Pressez progressivement et il s’écoule. Concentrez la pression sur un point instable et il se plisse là où vous ne l’aviez pas prévu. Quand votre poinçon bascule dans le serrage, vous n’appliquez plus la force droit sur la ligne centrale. Vous introduisez une charge latérale. Cette charge latérale n’affecte pas seulement la pièce—elle affecte les guides du vérin et les épaules de l’outillage.
Maintenant, votre rayon de nez soigneusement calculé travaille à travers un levier tordu.
Pouvez-vous utiliser des hybrides avec succès ? Oui, avec des adaptateurs appropriés, conçus pour la charge, et après avoir vérifié l’alignement sur toute la longueur de la table à l’aide de tests de pliage et de jauges d’épaisseur. Mais cela relève de la rigueur d’ingénierie, pas du vœu pieux.
La question devient plus précise : même si cela s’adapte et s’aligne, votre machine peut-elle supporter la charge exigée par la géométrie du poinçon ?
En 1974, Cincinnati a construit une presse plieuse d’environ 1500 tonnes sur 10 mètres. Aujourd’hui, il existe des monstres de 5000 ou 6000 tonnes. On pourrait donc croire que la résistance des machines a dépassé les préoccupations liées aux outils.
Ce n’est pas le cas.
La plupart des ateliers n’utilisent pas de géants de 6000 tonnes. Ils travaillent avec des presses de 100 à 400 tonnes sur 3 ou 4 mètres. Et chaque machine a un tonnage nominal par pied ou par mètre basé sur les limites de flèche du bâti. Si vous dépassez cette limite, vous ne mettez pas seulement l’outillage en danger — vous risquez une déformation permanente du châssis.
Voici le mécanisme.
Lorsque vous réduisez l’ouverture de la matrice pour obtenir un rayon intérieur plus serré, le tonnage requis augmente fortement. Si vous choisissez ensuite un poinçon avec un petit rayon de nez pour “aider” à ce pliage serré, vous augmentez la pression de contact à la pointe. Une pression plus élevée signifie davantage de tonnage total requis pour atteindre le même angle, car vous résistez à l’écoulement du matériau au lieu de le faciliter.
Cette charge se transmet depuis la pointe du poinçon, monte à travers la tige, dans la presse, traverse les flancs, puis redescend dans le bâti. Les cadres sont conçus pour fléchir élastiquement dans certaines limites. Si vous dépassez ces limites trop souvent, vous modifiez la géométrie de la machine. Même avec un outillage correctement choisi, vous n’obtiendrez plus des angles constants, car la machine elle-même aura pris une déformation permanente.
J’ai mesuré des machines présentant quelques dixièmes de millimètre de non-parallélisme d’un bout à l’autre après des années de surcharge avec des matrices étroites sur des tôles épaisses. Les opérateurs incriminaient le retour élastique. Le véritable coupable était le sur-tonnage cumulatif.
C’est pourquoi le choix du poinçon n’est pas indépendant de la capacité de la machine. Le rayon de nez de votre poinçon doit correspondre au rayon naturel de la matrice afin que le tonnage reste dans la plage de pliage par l’air prévue. La tige doit s’asseoir correctement pour que la charge se transmette droit. Et le tonnage total par mètre doit rester dans les limites de l’outillage et de la machine.
Sinon, vous ne pliez pas seulement l’acier.
Vous pliez la machine qui est censée le plier pour vous.
Une fois la compatibilité des outils réglée, un autre carrefour se présente : à partir de quel moment ce levier de formage cesse-t-il d’être l’outil adéquat, et quand avez-vous réellement besoin d’une vraie presse à poinçonner à la place ?
À quel moment arrêtez-vous d’essayer de faire obéir une presse plieuse et faites-vous entrer une presse à poinçonner ?
Au moment où vous avez besoin de lumière à travers le métal.
Jusqu’à présent, nous avons parlé de leviers, de chemins de charge et de limites de tonnage — comment un poinçon de plieuse reforme le matériau comme lorsque vous pliez du denim rigide sur votre genou. Pression contrôlée. Écoulement progressif. Une géométrie qui guide la physique. Tout ce système suppose que vous façonnez le matériau, sans l’enlever.
Dès que votre plan montre un trou, une encoche, une persienne ou un groupe de fentes d’aération, vous avez franchi une ligne. Pas une ligne d’outillage, une ligne de physique.
Une presse plieuse déplace le matériau. Une presse à poinçonner le sépare.
Cette distinction semble simple jusqu’à ce que quelqu’un essaie de la contourner.
Si vous avez besoin d’un trou de 10 mm dans une tôle de 3 mm, un poinçon de plieuse ne sera jamais la bonne solution. Il n’a pas le jeu nécessaire entre la matrice et le poinçon pour le cisaillement. Il n’a pas d’arrache-matière pour retirer la tôle du poinçon de coupe. Il n’a aucun moyen de contrôler l’éjection de la chute. Le jeu entre le poinçon et la matrice dans une véritable opération de poinçonnage se mesure en centièmes de millimètre afin que le matériau se fracture proprement. Cet écart très étroit est ce qui permet au métal de se déformer, se fissurer et se séparer au lieu de s’étirer comme du caramel.
Une configuration de plieuse n’a pas cette relation. Elle dispose d’une matrice en V conçue pour soutenir le pliage, non pour agir comme une bague de cisaillement.
Maintenant, augmentez l’échelle.
Supposons que vous ayez besoin de 400 trous de ventilation dans un panneau. Une presse à poinçonneuse serre la tôle une fois et la positionne automatiquement, passant d’une position à l’autre à des vitesses qui rendent le repositionnement manuel préhistorique. Une seule configuration. Des coups répétés. Une séparation nette à chaque fois. Cette machine est faite pour la répétition et l’enlèvement de matière.
Essayez cela sur une presse plieuse et vous positionnerez chaque coup à la main, en espérant que l’alignement reste exact, tout en prétendant qu’un levier de pliage est un outil de coupe.
Ne soyez pas celui qui transforme une plieuse en une imitation lente et grinçante d’une presse à tourelle.
Et oui, voici le détail qui embrouille les gens : les presses plieuses peuvent manipuler des tôles plus épaisses en pliage que beaucoup de presses à poinçonner ne peuvent en perçage. Doublez l’épaisseur, et la force de poinçonnage grimpe rapidement — plus vite que ce à quoi la plupart des débutants s’attendent. Il existe des travaux où une presse à poinçonner manque de puissance pendant qu’une plieuse continue de former la même épaisseur toute la journée.
Cela ne veut pas dire que la plieuse doit percer.
Cela signifie simplement que l’épaisseur à elle seule ne détermine pas la machine. C’est l’opération qui le fait.
Pliage d’inox épais ? Plieuse. Découpe de trous dans quoi que ce soit ? Presse à poinçonner.
Si la pièce a besoin de jour, arrêtez de discuter avec le plan.
Laissez-moi vous décrire une scène que j’ai vue trop de fois.
Le mot sur la facture disait “poinçon”. Ce qu’il a obtenu, c’était un bruit sourd, un cratère peu profond et un tranchant d’outil qui ne serait plus jamais droit.
Voici pourquoi.
Un poinçon de plieuse est trempé pour supporter une charge de compression le long de son axe central. Il s’attend à un contact réparti le long d’une ligne de pliage. Lorsque vous essayez de l’enfoncer directement dans la tôle pour “faire sauter” un trou, vous concentrez la force sur un minuscule point sans dégagement de matrice approprié en dessous. Au lieu d’une fracture nette, le matériau s’étire, se durcit par écrouissage, puis cède de manière irrégulière. La charge atteint un pic. La pointe s’écrase ou s’ébrèche. Le vérin encaisse un choc qu’il n’aurait jamais dû subir.
Le métal en pliage se comporte comme du beurre froid sous pression constante. Le métal en perçage se comporte comme un biscuit qui casse net.
Modes de rupture différents. Géométries d’outillage différentes. Machines différentes.
Et il y a plus que l’outillage en jeu. Sans ouverture de matrice adaptée et conçue pour le cisaillement, la force ne se propage pas proprement à travers un tranchant vers un anneau de soutien. Elle se répercute dans les épaules de la matrice en V et remonte dans les guides du vérin sous forme d’impact. Ce n’est plus une force hydraulique fluide. C’est une charge de choc.
Le choc est ce qui desserre les brides, matraque les épaules des soies et amorce le type d’usure que vous ne remarquez pas avant que les angles ne dérivent “ sans raison ”.”
Vous ne verrez pas les dommages après un seul coup. Vous les sentirez six mois plus tard.
Pourriez-vous concevoir une configuration spéciale pour grignoter ou partiellement cisailler sur une presse plieuse ? En théorie, avec des outils sur mesure et un contrôle de charge minutieux, on peut faire des choses étranges. Des ateliers ont fait encore plus étrange. Mais au moment où vous aurez tout conçu autour de cela, vous aurez reconstruit une presse à poinçonner rudimentaire à l’intérieur d’une machine qui n’a jamais été conçue pour en être une.
Et c’est là la véritable limite.
Un poinçon de presse plieuse est un levier de formage de précision. Il incite le métal à prendre une forme. Il ne le découpe pas. Lorsque vous lui demandez de séparer la matière, vous ne faites plus correspondre la géométrie à la physique du matériau — vous ignorez les deux.
Alors avant de vous battre avec la configuration, posez une question simple : cette fonction exige-t-elle une suppression de métal ou simplement son déplacement ?
Votre réponse vous indique quelle machine a sa place sur le plancher.
Et une fois que vous avez choisi la bonne machine, comment rendre ce choix systématique plutôt qu’instinctif ?
Vous voulez une méthode reproductible pour décider entre une presse plieuse et une presse à poinçonner, pas un pressentiment et une prière.
Bien. L’instinct, c’est ce que les débutants appellent deviner.
Voici le cadre que j’enseigne aux nouvelles recrues après qu’elles ont cabossé quelque chose de coûteux : décidez par étapes, et laissez la physique opposer un veto à chaque étape. Première question : le dessin exige-t-il la suppression du matériau ou simplement son déplacement ? S’il faut de la lumière à travers la tôle, c’est réglé — presse à poinçonner. S’il ne s’agit que de plis, rabats, décalages, rebords — vous avez maintenant le droit d’ouvrir l’armoire à outils de la plieuse.
Mais ce n’est que la bifurcation du chemin. La vraie discipline commence après avoir choisi le formage. Car une plieuse vous laissera volontiers configurer une combinaison qui tient dans les brides et qui surcharge pourtant le banc, écrase le poinçon ou fait fléchir le vérin comme un plongeoir.
Ainsi, la liste de vérification n’est pas “ Quel outil a l’air correct ? ” mais “ Cette géométrie correspond‑elle à mon matériau et à ma machine ? ”
Et cela commence par les nombres gravés sur le côté de la machine que la plupart des débutants ne lisent jamais.
Chaque presse plieuse possède un tableau de tonnage. Il vous indique, pour une épaisseur donnée de matériau et une ouverture de matrice donnée, combien de tonnes par pied — ou par mètre — il faut pour cintrer ce matériau à l’air.
Ce n’est pas une suggestion. C’est le prix à payer pour plier du denim rigide plutôt que du coton de T‑shirt.
Supposons que votre tableau indique que de l’acier doux de 4 mm sur 3 mètres nécessitera près de 100 tonnes avec une certaine matrice en V. Très bien. Votre plieuse indique 120 tonnes max. Vous pensez être en sécurité.
Peut-être.
Regardons maintenant les limites de charge sur la ligne médiane. Beaucoup de machines de 10 pieds et 100 tonnes plafonnent autour de 1,3 à 1,5 tonne par pouce au centre, car la table et le coulisseau fléchissent davantage à cet endroit. Si vous concentrez trop de force au milieu, vous ne pliez pas seulement l’acier : vous pliez la machine. Ce dommage ne se manifeste pas aujourd’hui. Il se manifeste lorsque vos angles dérivent six mois plus tard et que personne ne sait pourquoi.
Et nous n’avons pas fini.
Les outils ont aussi leurs limites. La surface d’appui — les épaules de la matrice qui soutiennent la charge — ne peut supporter qu’un certain nombre de tonnes par pied carré avant de se déformer. J’ai vu des configurations où la machine avait encore de la marge, mais les épaules de la matrice dépassaient leur capacité nominale. L’outil a cédé avant la pièce.
Ne soyez pas celui qui regarde uniquement la plaque signalétique de la machine et ignore le catalogue des outils.
Ajoutez maintenant les coefficients de matériau. L’inox n’est pas un acier doux avec une plus belle finition. Il demande plus de force. J’ai vu des ateliers calculer 117 tonnes pour un pliage inox, hausser la valeur à 175 après application d’un coefficient, et devoir malgré tout élargir la matrice pour ramener la tonnage dans une plage sûre. Matrice plus large, moins de force — mais rayon intérieur plus grand. La géométrie change. Soudain, le rayon du poinçon que vous avez choisi ne correspond plus à la nouvelle réalité.
C’est là que la liste de vérification prend tout son sens :
Si une étape échoue, redéfinissez — segments de pliage plus courts, largeur de matrice différente, ou, si le plan ne change pas, une autre machine.
Parfois, la réponse honnête est : cette presse plieuse ne peut pas réaliser ce pli à cette longueur.
Ce n’est pas une défaite. C’est du respect pour les chemins de charge.
Vérifiez votre tonnage ou vérifiez votre ego.
Mais même avec tous les tableaux alignés, une habitude mentale continue de piéger les gens.
Le changement subtil est celui-ci : arrêtez de penser à l’apparence de la pointe du poinçon et commencez à réfléchir à la manière dont la force circule dans le système.
Un poinçon de presse plieuse est un levier. Le vérin pousse vers le bas. Le matériau repose sur une matrice en V. La force se répartit le long d’une ligne, pas d’un point. Le métal cède progressivement, comme lorsqu’on appuie sur du beurre froid avec le bord d’une règle. Déformation contrôlée.
Au moment où vous demandez : “ Je peux simplement le faire passer ? ”, vous changez de modèle mental sans vous en rendre compte.
Si la caractéristique exige une séparation, il faut un jeu de matrice mesuré en centièmes de millimètre afin que le matériau se fracture proprement. C’est le monde de la presse à poinçonner : faible jeu, plaques de décollement, contrôle des chutes. Si la caractéristique exige un angle, un rayon, un décalage — vous gérez alors le rayon intérieur, le retour élastique et la largeur de la matrice.
Questions différentes. Physique différente.
Voici donc la méthode de décision que vous garderez à l’esprit :
Vous ne choisissez plus entre les machines selon l’épaisseur. Vous choisissez selon que le métal doit se fracturer ou s’écouler — et selon que votre machine peut guider cet écoulement sans dépasser ses limites structurelles.
C’est la perspective.
Cessez de demander à quoi ressemble le poinçon. Commencez à demander ce que le métal doit faire — et si votre machine peut appliquer cette force proprement, le long du bon trajet, sur toute la longueur du pli.
Quand vous voyez le travail comme une gestion des forces plutôt qu’un choix d’outil, vous ne faites pas que choisir la bonne machine.
Vous arrêtez de blâmer la mauvaise.


















