

Aveva un foglio nuovo di acciaio dolce da 3 mm sul piano, un brillante nuovo “punch” fissato in alto, e la fiducia di chi pensa che il metallo si comporti come la carta.
Premette il pedale aspettandosi un foro pulito.
Quel che ottenne fu un forte tonfo, un cratere superficiale e un bordo dell’utensile che non sarebbe mai più stato squadrato.
La parola sulla fattura diceva punch. Allora perché non aveva “punciato”?
In un’officina di stampaggio, un punch è un utensile temprato che taglia il metallo contro un’apertura del punzone. Affetta. Il gioco tra punch e matrice è misurato in centesimi di millimetro affinché il materiale si fratturi in modo pulito. Questo è tagliare.
In una pressa piegatrice, il “punch” è l’utensile superiore che spinge il foglio in una matrice a V per creare una piega. Nessuna tolleranza per il taglio. Nessuna zona di frattura. Il raggio della punta è progettato per controllare il raggio interno della piega, non per agire come una lama. Nei sistemi moderni basati su CNC come una pressa piegatrice di CN-HAWE, l’intera struttura della macchina e la logica di controllo sono progettate specificamente per la precisione e la ripetibilità della piegatura — non per la perforazione — quindi la geometria dell’utensile, la rigidità del telaio e il controllo del movimento servono tutti la piega, non il taglio.
Stessa parola. Lavoro diverso.
Se ti avvicini a una pressa piegatrice aspettandoti che si comporti come una punzonatrice, non essere tu quello che scopre la differenza con un foglio rovinato e una fattura segnata in rosso. Il nome tende una trappola. La fisica decide il risultato. Allora, cosa sta realmente presumendo il tuo cervello quando senti la parola punch?

Immagina una cintura di pelle e un punzone per fori. Lo allinei, stringi, e una piccola porzione cade fuori. Le tue mani si aspettano la stessa storia quando senti quella parola.
Ora guarda un punch standard di una piegatrice. La punta non è affilata come un rasoio. Ha un raggio definito — magari 0,8 mm, magari più grande — perché quando pieghi l’acciaio, non stai cercando di tagliarlo. Stai allungando le fibre esterne e comprimendo quelle interne attorno a quel raggio.
Pensa a piegare un paio di jeans rigidi sopra il ginocchio. Non tagli il tessuto. Lo obblighi a curvarsi. Le fibre all’esterno si tirano; quelle all’interno si accartocciano. L’acciaio si comporta allo stesso modo, solo con più resistenza e meno flessibilità.
Un punch da taglio concentra la forza su un minuscolo bordo per superare la resistenza al taglio del materiale e causare la frattura. Un punch da piega distribuisce la forza lungo una linea affinché il materiale ceda e fluisca plasticamente senza creparsi. Uno è un coltello. L’altro è una leva.
Quindi, quando qualcuno chiede: “Perché non taglia?”, la domanda migliore è: dov’è la tolleranza di taglio e dove dovrebbe andare la frattura?
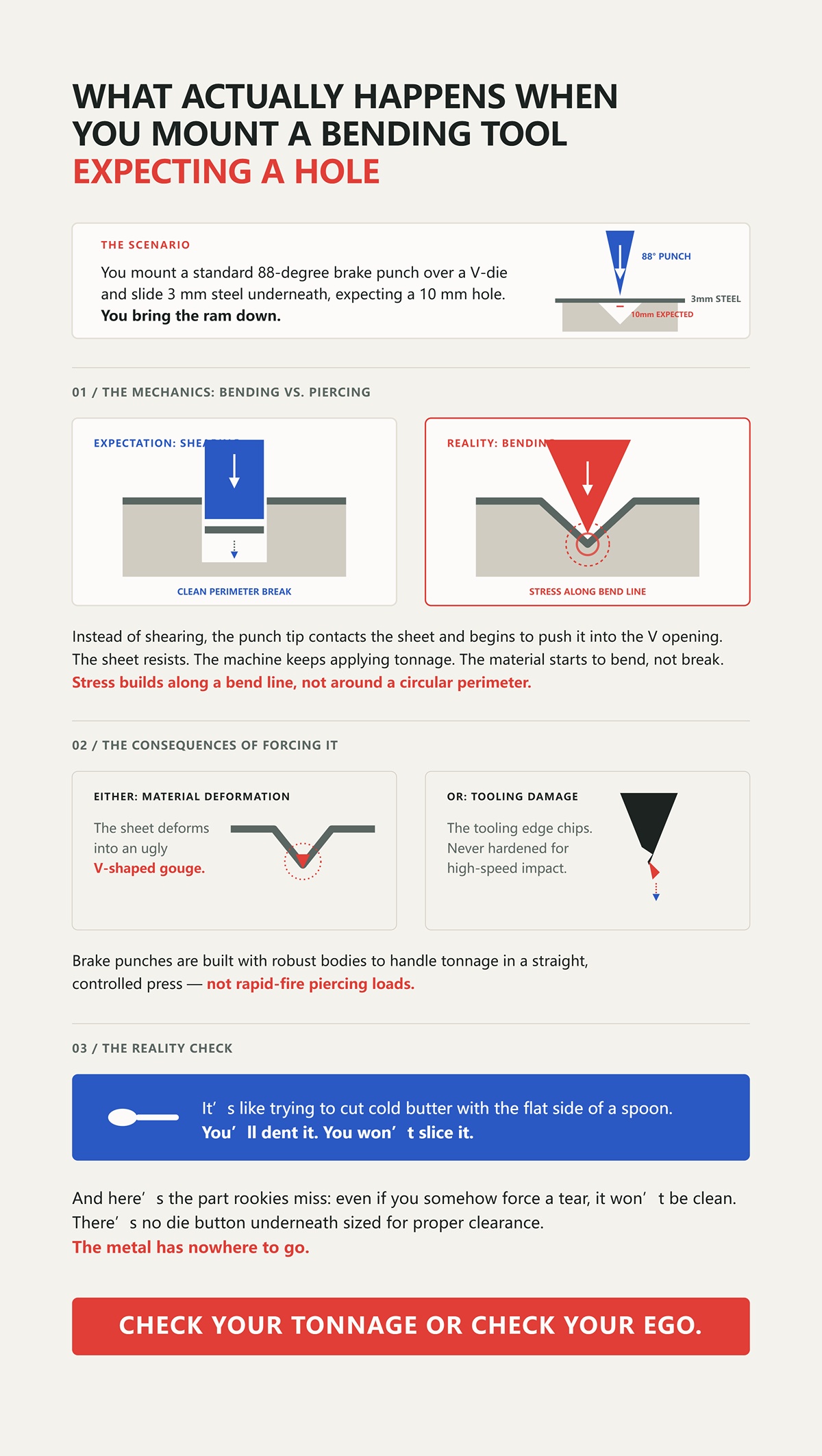
Supponiamo che tu monti un punch standard a 88 gradi sopra una matrice a V e faccia scorrere sotto dell’acciaio da 3 mm, aspettandoti un foro da 10 mm.
Abbassi il pistone.
Invece del taglio, la punta del punzone tocca la lamiera e inizia a spingerla nell’apertura a V. La lamiera resiste. La macchina continua ad applicare la forza. Il materiale comincia a piegarsi, non a rompersi. La tensione si accumula lungo la linea di piega, non attorno a un perimetro circolare.
Se continui a forzarlo, accadono due cose. O la lamiera si deforma in un brutto solco a forma di V, oppure il bordo dell’utensile si scheggia perché non è mai stato temprato per resistere a impatti e fratture ad alta velocità come farebbe un punzone di torretta. I punzoni di piegatrice sono costruiti con corpi robusti per gestire la pressione in una pressa diretta e controllata — non per carichi di perforazione rapidi.
È come cercare di tagliare il burro freddo con il lato piatto di un cucchiaio. Lo ammaccchi. Non lo taglierai.
Ecco la parte che i principianti trascurano: anche se in qualche modo forzi uno strappo, non sarà pulito. Non c’è una matrice sotto dimensionata per un gioco adeguato. Il metallo non ha dove andare. Controlla la tua pressione o controlla il tuo ego.
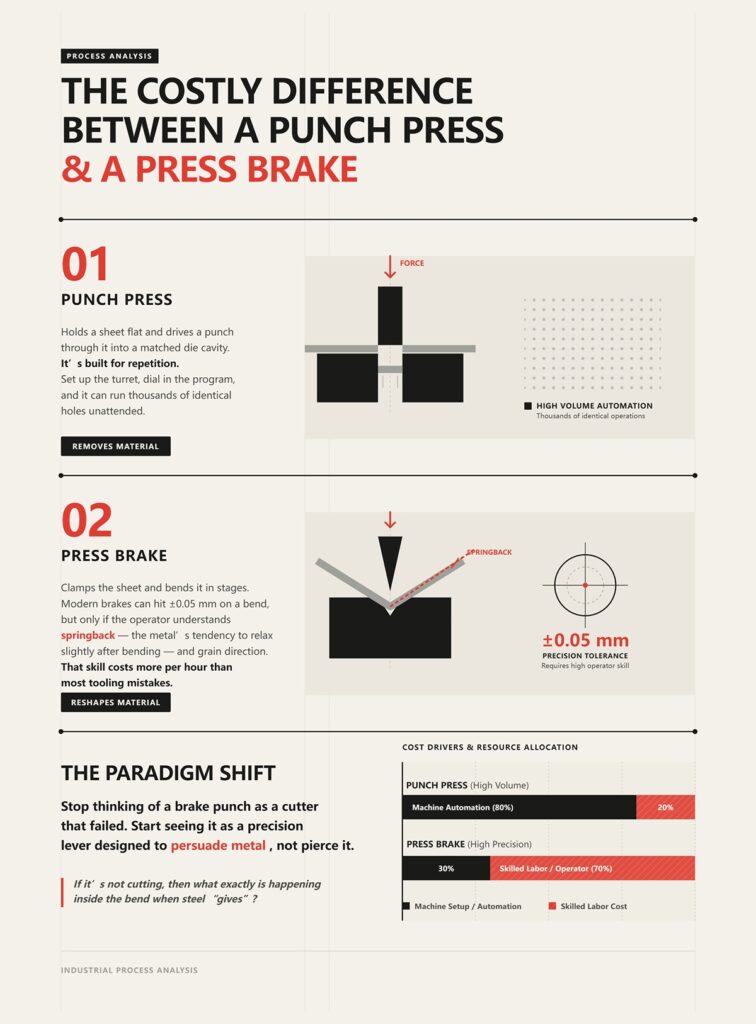
Una punzonatrice tiene la lamiera piatta e spinge un punzone attraverso di essa all’interno di una cavità di matrice corrispondente. È progettata per la ripetizione. Imposta la torretta, regola il programma, e può produrre migliaia di fori identici senza supervisione. È così che le produzioni a lungo termine generano profitto.
Una pressa piegatrice blocca la lamiera e la piega in più fasi. Le moderne piegatrici possono raggiungere ±0,05 mm su una piega, ma solo se l’operatore comprende il ritorno elastico — la tendenza del metallo a rilassarsi leggermente dopo la piegatura — e la direzione della fibra. Quella competenza costa più all’ora di molti errori d’attrezzaggio.
Una macchina rimuove materiale. L’altra lo rimodella.
Confondile, e non rischi solo di rompere gli utensili. Sbagli la preventivazione dei lavori, scegli il processo sbagliato per la produzione e sprechi manodopera dove l’automazione avrebbe generato profitto. Oppure insegui la velocità con una piegatrice quando invece ti serviva una torretta che punzonasse fori tutta la notte.
Il cambiamento necessario è semplice ma scomodo: smettila di pensare al punzone di piegatrice come a un taglierino che ha fallito. Comincia a vederlo come una leva di precisione progettata per persuadere il metallo, non per perforarlo.
Se non sta tagliando, allora cosa accade esattamente all’interno della piega quando l’acciaio “cede”?
Hai un acciaio dolce da 3 mm appoggiato su una matrice a V. Il punzone scende e tocca la lamiera lungo una singola linea lungo il suo raggio. In quel momento, la lamiera tocca solo altri due punti: le spalle affilate nella parte superiore della V.
Tre punti di contatto. Tutta la storia è lì.
Mentre il martinetto continua a scendere, il metallo non si divide. Ruota. Le spalle della matrice agiscono come fulcri, e il punzone diventa una leva che applica forza tra di essi. La superficie esterna della lamiera va in trazione — si allunga. La superficie interna va in compressione — si raggruppa. Quando la tensione nello strato esterno supera il limite di snervamento dell’acciaio, gli atomi scorrono permanentemente gli uni rispetto agli altri. È deformazione plastica. Nessuna zona di frattura. Nessun residuo. Solo scorrimento controllato.
Se fosse un taglio, la forza sarebbe concentrata su un bordo affilato e abbinata a un gioco minimo affinché il materiale si tagli in modo netto. Il gioco tra punzone e matrice è misurato in centesimi di millimetro affinché il materiale si fratturi pulitamente. Qui, non esiste tale gioco perché la frattura non è l’obiettivo. Il punzone non tenta di attraversare la lamiera; la spinge in una forma definita dall’apertura della matrice.
Come piegare un jeans rigido sul ginocchio. Non strappi il tessuto. Lo persuadi finché le fibre si riordinano.
Quindi la vera domanda non è “Perché non ha tagliato?” ma “Come viene distribuita la forza e dove è consentito al metallo di fluire?”
Nella piegatura in aria — che costituisce la grande maggioranza del lavoro di piegatrice — il punzone non forza la lamiera fino al fondo della V. Si ferma sopra. L’angolo finale dipende da quanto profondamente il punzone penetra nell’apertura, non solo dall’angolo della matrice.
Immagina un punzone da 88 gradi sopra una matrice da 90 gradi. Abbassi parzialmente la slitta. Il foglio tocca la punta del punzone e le due spalle della matrice, formando un triangolo aperto sotto. Il metallo si flette letteralmente nell’aria tra questi tre punti. Ecco perché si chiama piegatura in aria.
La precisione deriva dal controllo della profondità della slitta. Una frazione di millimetro più in profondità cambia l’angolo. Le spalle della matrice sono i punti di rotazione; il punzone è l’applicatore di forza e il misuratore di profondità.
Ora confronta questo con la piegatura a fondo. Nella piegatura a fondo, il foglio viene spinto saldamente in una matrice che ha, ad esempio, un angolo incluso di 88 gradi. Il foglio viene premuto finché non tocca le superfici della matrice. L’angolo della matrice determina ora l’angolo di piegatura più della posizione della slitta. Stai conformando il metallo alla geometria della matrice.
E se vai ancora oltre, nella coniatura, schiacci leggermente il materiale nel fondo della matrice — forzandolo oltre il suo raggio naturale di piegatura con pura tonnellanza. Questo può richiedere da tre a cinque volte la forza della piegatura in aria, perché non stai solo snervando le fibre esterne; stai comprimendo e stirando l’intera zona di piegatura.
Questo salto di tonnellanza ti dice qualcosa di importante.
La forza da sola non definisce il processo. È il modo e il punto in cui la forza viene applicata che contano. La piegatura in aria usa la leva e la profondità controllata. La piegatura a fondo usa la conformità alla matrice. La coniatura usa la compressione localizzata per bloccare l’angolo. Nessuno di questi processi si affida a un bordo affilato che taglia l’acciaio.
Non essere quello che pensa che più tonnellanza trasformi un utensile di formatura in un taglierino. Controlla la tua tonnellanza o controlla il tuo ego.
Prendi due punzoni. Uno ha un raggio di punta di 0,8 mm. L’altro è affilato come una lama.
Quello affilato ha un aspetto minaccioso. Ti dà una sensazione decisa in mano. Ma montalo su una matrice a V standard e prova a piegare acciaio da 3 mm, e vedrai subito il problema. La punta affilata penetra, creando un piccolo raggio interno che sovrasollecita le fibre esterne. Cominciano microfessure. La finitura superficiale peggiora. La durata dell’utensile cala perché quel bordo sottile non può distribuire il carico.
Il raggio di 0,8 mm, invece, distribuisce la forza su un arco controllato. Quel raggio determina in gran parte il raggio interno della parte durante la piegatura in aria. E quel raggio interno determina quanto la superficie esterna deve allungarsi.
Ecco il meccanismo: più piccolo è il raggio del punzone rispetto allo spessore del materiale, maggiore è la deformazione delle fibre esterne. Troppo stretto, e superi il limite di allungamento del materiale — si crepa. Troppo grande, e ottieni un grande raggio interno che potrebbe non rispettare il disegno.
Quindi il “bordo di lavoro” non è l’affilatura. È la relazione tra il raggio del punzone, la larghezza dell’apertura della matrice e lo spessore e la resistenza del materiale.
Anche la larghezza dell’apertura della matrice conta. Una regola pratica comune per l’acciaio dolce è un’apertura a V circa 6–8 volte lo spessore del materiale. Quel rapporto influenza il raggio interno risultante e la tonnellanza richiesta. Matrice più stretta, raggio più piccolo, tonnellanza maggiore. Matrice più larga, raggio più ampio, tonnellanza minore.
La geometria determina come fluisce il metallo. L’affilatura determina solo quanto velocemente rovini gli utensili.
Se il punzone è una leva, il suo raggio è la parte che tocca il pezzo. Preferiresti premere burro freddo con il bordo di un coltello o con la curva di un cucchiaio quando vuoi modellarlo, non tagliarlo?
Piega quell’acciaio dolce da 3 mm a 90 gradi con la piegatura in aria. Rilascia la slitta.
Non rimarrà a 90.
Appena la pressione si allenta, parte della deformazione elastica — quella che non è diventata permanente — si recupera. La piega potrebbe aprirsi a 92 gradi. Questo è il ritorno elastico. Ogni materiale lo presenta. Gli acciai ad alta resistenza ne hanno di più perché una porzione maggiore della deformazione rimane elastica.
Cosa significa in pratica?
Se vuoi un vero angolo di 90°, potresti dover piegare fino a 88° sotto carico. Si piega volutamente di più affinché, quando il materiale si rilassa, torni alle specifiche. Il punzone deve scendere più in profondità di quanto suggerisca l’angolo finale.
Questo da solo dimostra che il punzone non è uno strumento di perforazione. Un taglierino si ferma quando ha tagliato. Un punzone di formatura deve prevedere come si comporterà il materiale una volta tolto il carico. Non stai semplicemente dando forma al metallo sotto forza; stai prevedendo come si muoverà quando la forza scomparirà.
Questa previsione dipende dalla qualità del materiale, dallo spessore, dalla direzione della fibra, dalla larghezza della matrice e dal raggio del punzone. Cambiane uno solo, e il ritorno elastico cambia.
Quindi, quando un principiante dice: “Sembra 90° sotto pressione, siamo a posto”, gli faccio alzare il martinetto e misurare di nuovo.
Perché piegare non significa costringere l’acciaio alla sottomissione. Significa capire come cede, come immagazzina energia e come ne restituisce una parte.
Ora che vedi cosa succede dentro la piega — leva, cedimento controllato, ritorno elastico — la domanda successiva nasce da sé:
Se la geometria controlla il flusso, come si sceglie la forma giusta del punzone per il lavoro?
Ho visto un ragazzo piegare acciaio dolce da 3 mm con un punzone dritto nuovo di zecca, raggio di punta 0,8 mm, profilo standard da 88 gradi. La prima piega è andata bene. La seconda piega era a 20 mm di distanza, formando un risvolto di ritorno. Ha abbassato il martinetto e il corpo posteriore del punzone ha sbattuto contro il primo risvolto prima che l’angolo fosse anche lontanamente vicino. Il foglio non si è guastato. La macchina non si è guastata. La geometria sì.
All’interno di quella piega, le fibre esterne si stavano stirando oltre il limite di snervamento mentre le fibre interne si compressavano, proprio come il tessuto rigido del denim che si piega sul ginocchio. Nulla veniva tagliato. Il punzone funzionava come una leva controllata, spingendo l’asse neutro a spostarsi e la zona plastica a formarsi in un arco prevedibile. Ma il corpo dell’utensile — l’acciaio sopra quel piccolo raggio ordinato — aveva bisogno di spazio fisico per muoversi. Se il profilo non riesce a liberare il pezzo che stai formando, non si ottiene un taglio sbagliato. Si ottiene una collisione.
Ecco perché la geometria del punzone riguarda la distanza e il controllo, non la spigolosità. Si sceglie una forma che permetta al materiale di piegarsi senza che l’utensile si schianti contro il proprio lavoro.
Entra in qualsiasi officina e vedrai punzoni dritti montati di default. Stessa altezza, stessa larghezza delle spalle, facile da allineare lungo il banco. Per pieghe aperte senza flange vicine, sono affidabili. Il profilo è simmetrico, il percorso del carico è semplice e l’allineamento è tollerante perché il corpo si trova direttamente sopra la linea centrale della matrice.
Ma guarda i numeri che vengono ignorati. I punzoni dritti sottili — con spessore dell’anima di 2 mm o meno — corrono rapidamente il rischio di deformarsi quando gli operatori spingono piastre spesse attraverso matrici a V strette. In un’analisi di guasto a cui ho partecipato, una volta che la pressione di piegatura superava circa l’80% della portata nominale, la probabilità di deformazione di quei punzoni sottili aumentava notevolmente quando si lavorava su acciaio oltre 3 mm. E i profili dritti e affilati erano limitati a circa 100 tonnellate per metro prima che apparissero danni permanenti.
Perché? Perché il corpo di un punzone dritto porta il carico direttamente verso il basso. Nessun rilievo. Nessuno offset. Se lo abbini a una matrice stretta per inseguire un raggio piccolo, la pressione aumenta. La forza si concentra vicino alla punta e su una sezione trasversale relativamente sottile di acciaio da utensile. È come cercare di piegare burro freddo con il bordo di un righello invece che con la curva di un cucchiaio. Funziona — fino a quando non funziona più.
E poi c’è la geometria del pezzo. Il punzone dritto ha spalle che si allargano immediatamente sopra la punta. Ciò significa che qualsiasi risvolto che sporge vicino alla linea di piega diventa un ostacolo. L’utensile non conosce il tuo disegno. Conosce solo la propria forma.
Quindi il punzone dritto è versatile per le forme semplici. Appena il tuo pezzo cresce una seconda gamba, quello stesso profilo “predefinito” diventa la ragione per cui non puoi finire il lavoro.
Prendi quello stesso foglio da 3 mm e progetta un canale a forma di U con due risvolti da 25 mm. La prima piega è facile. Per la seconda piega, serve che il punzone scenda oltre il primo risvolto senza colpirlo.
Entra nel collo d’oca.
Il punzone a collo d’oca ha una gola scavata—uno svaso a forma di S nel corpo—così la massa superiore dell’utensile si trova arretrata rispetto alla linea di piega. Quella cavità di compensazione è ciò che permette alla flangia precedentemente formata di infilarsi dentro il profilo del punzone mentre la punta continua a spingere la nuova piega. Non c’è nulla di più affilato. La magia sta nello spazio vuoto.
Ma non farti prendere dal romanticismo. Quello svaso cambia i percorsi del carico. Ora la forza del martinetto attraversa una geometria che non scende diritta. Se la livellazione della macchina è fuori di più di due decimi di millimetro per metro, o se i perni di posizionamento sono laschi, un disallineamento superiore a 0,1 mm comincia a manifestarsi come angoli di flangia irregolari e torsione. Nelle analisi dei difetti industriali, errori di allineamento in quel range rappresentano una parte significativa degli scarti nelle flange formate.
Un punzone dritto nasconde piccoli peccati di allineamento perché la sua massa è centrata. Un collo d’oca li amplifica perché il corpo è arretrato. Hai risolto un problema di collisione e ne hai introdotto uno di sensibilità.
Quindi, quando scegli un collo d’oca, ammetti che la geometria del pezzo richiede spazio libero—e devi assicurarti che la geometria della macchina possa sostenerlo.
Altrimenti non stai adattando il profilo al pezzo. Stai scommettendo che il tuo setup sia abbastanza buono.
Ecco una cosa che confonde i principianti ogni anno.
Hai bisogno di una piega netta a 90 gradi in acciaio inox da 2 mm. Invece di prendere un punzone a 90 gradi, monti un punzone acuto a 30 gradi sopra una matrice a V standard e pieghi in aria fino alla profondità desiderata. Sotto carico, il foglio si avvolge parzialmente attorno a quel piccolo angolo incluso. Dopo il ritorno elastico, si rilassa a 90.
Sembra il contrario finché non guardi alla meccanica.
Un punzone acuto concentra il contatto più vicino alla linea centrale all’inizio della corsa. Quell’angolo incluso più stretto ti permette di oltre-piegare senza che le spalle del punzone interferiscano con quelle della matrice. Ottieni un’escursione angolare maggiore prima dell’interferenza meccanica, il che è fondamentale per materiali ad alto ritorno elastico come l’acciaio inox.
Ma ecco la trappola. Raggi di punta più piccoli sui punzoni acuti aumentano la deformazione superficiale. Sull’alluminio morbido, un raggio troppo stretto può lasciare segni o addirittura innescare cricche se ignori le linee guida sul raggio minimo interno. E se abbini quel punzone acuto a una matrice a V molto stretta per ottenere un raggio interno estetico, la tonnellatura sale rapidamente. Un grande raggio richiede forza in un’apertura stretta. Il compromesso si inverte rispetto a ciò che i principianti si aspettano.
Quindi non scegli un utensile a 30 gradi perché sembra aggressivo. Lo scegli perché la sua geometria permette un overbend controllato e spazio libero prima dell’interferenza—restando entro i limiti di allungamento del materiale e la capacità di tonnellaggio della macchina.
Esistono profili diversi perché i pezzi hanno forme, i materiali hanno limiti e le macchine hanno struttura. Il punzone è una leva con un corpo che deve muoversi nello spazio. Se il suo profilo non corrisponde alla geometria del pezzo e al comportamento del materiale, nessuna affilatezza potrà salvarti.
E una volta che accetti che la forma determina il successo, la domanda successiva smette di essere “Quale punzone sembra giusto?” e diventa “Quanta forza richiederà questa geometria alla mia macchina?”
Qualche anno fa, un nuovo assunto ha portato un carrello al mio pressopiegatrice con dell’acciaio dolce da 4 mm e una matrice a V da 32 mm già fissata. Ha fatto l’unica domanda che conta: “Quanta forza ci vorrà?”
Poiché il portafoglio prodotti di CN‑HAWE è basato su CNC 100% e copre scenari di fascia alta in taglio laser, piegatura, incisione, cesoiatura, per i lettori che desiderano materiali dettagliati, Brochure è una risorsa di approfondimento utile.
Applica la formula standard del tonnellaggio per la piegatura in aria dell’acciaio dolce e quel setup si aggira intorno alle 100 tonnellate su una lunghezza di 3 metri. Stesso foglio. Stessa matrice. Passa dalla piegatura in aria alla coniatura, e la forza richiesta aumenta drasticamente perché ora stai schiacciando il materiale nell’angolo della matrice invece di lasciarlo fluttuare e formarsi. Alla macchina non importa come lo chiami. Essa sente la pressione.
Quel numero non riguarda l’affilatezza. Riguarda la leva. La punta del punzone è un braccio di leva che spinge il foglio nell’apertura a V. Cambia la larghezza dell’apertura, cambia la leva. Cambia lo spessore, cambia la resistenza. Il metallo si comporta come un denim rigido: più largo lo sostieni, più facilmente si piega; stringilo e resiste. Quindi la vera domanda non è “Il mio punzone è abbastanza affilato?” ma “Con quale matrice lo abbino, e come influisce questo sulla forza?”
È lì che la matematica ti tiene in vita.
Posiziona una lamiera da 3 mm su una matrice a V da 24 mm. È il classico rapporto 8:1 — apertura della matrice otto volte lo spessore del materiale. Piegala ad aria e di solito otterrai un raggio interno vicino allo spessore del materiale. La lamiera non viene tagliata; viene stirata all’esterno e compressa all’interno finché non snerva e mantiene la forma.
Ora chiudi quella matrice a 18 mm perché vuoi un raggio interno più stretto. Nient’altro è cambiato. Stesso punzone. Stesso acciaio. Il tonnellaggio sale rapidamente. Perché? Perché un’apertura a V più piccola accorcia il braccio di leva. Il punzone deve spingere più forte per forzare la lamiera in uno spazio più stretto. La forza si concentra sotto la punta e sulle spalle della matrice. Lo sforzo aumenta nell’acciaio dell’utensile e nella lamiera.
Apri la matrice a 30 o anche a 36 mm su lamiere più spesse — rapporti di 10:1 o 12:1 — e il tonnellaggio richiesto diminuisce, mentre il raggio interno cresce. Quel raggio più grande non è un difetto. È il risultato naturale di permettere al materiale di fluire invece di strozzarlo.
I principianti trattano l’8:1 come una scrittura sacra. È un punto di partenza, non una legge. Il materiale sottile, sotto circa 3 mm, spesso si comporta diversamente; una matrice troppo larga può rendere il controllo dell’angolo impreciso. Le lamiere spesse spesso richiedono più di 8:1 per mantenere il tonnellaggio entro limiti ragionevoli. L’apertura della matrice determina in gran parte il raggio interno nella piegatura ad aria, e quel raggio stabilisce quanto devono allungarsi le fibre esterne. Se le allunghi oltre il loro limite di allungamento, ottieni crepe. Se le forzi in uno spazio troppo stretto, il tonnellaggio aumenta bruscamente.
Non si sceglie un raggio del naso del punzone in isolamento. Deve sostenere il raggio che l’apertura della matrice produrrà naturalmente. Se la matrice tende a formare un raggio interno di 3 mm e introduci un naso affilato da 0,5 mm, tutto ciò che hai fatto è concentrare la tensione al primo contatto. La lamiera cercherà comunque di adattarsi alla geometria della matrice. La matematica vince sempre.
Quindi, se l’apertura della matrice determina raggio e forza, cosa succede quando ignori il lato della forza in quell’equazione?
Ho visto un punzone dritto con un’anima sottile—circa 2 mm attraverso il corpo—classificato in sicurezza per circa 100 tonnellate per metro. Sembrava perfetto sulla rastrelliera. Pulito. Affilato. L’operatore lo ha abbinato a una matrice stretta su acciaio da 4 mm per ottenere un raggio interno cosmetico. La pressa aveva la capacità. L’utensile, no.
Quel che ottenne fu un forte tonfo, un cratere superficiale e un bordo dell’utensile che non sarebbe mai più stato squadrato.
Ecco la trappola: il tonnellaggio della macchina non è il tonnellaggio dell’utensile. Una pressa da 170 tonnellate non trasforma magicamente ogni punzone dell’armadio in un punzone da 170 tonnellate. Quando restringi l’apertura a V, il tonnellaggio richiesto aumenta. Quando aumenti lo spessore del materiale, il tonnellaggio richiesto aumenta. Quando stampi invece di piegare ad aria, il tonnellaggio esplode perché stai deformando plasticamente l’intera zona di piega per farla coincidere con l’angolo del punzone.
E il carico non è distribuito uniformemente. Una piccola matrice a V concentra la forza in un’area di contatto più piccola alla punta del punzone e alle spalle della matrice. La tensione locale può superare il limite di snervamento dell’acciaio dell’utensile, anche se il tonnellaggio totale della macchina sembra “entro i limiti”. È così che si deformano le punte e si introducono microfessure che si trasformano poi in guasti catastrofici.
I cataloghi degli utensili pubblicano il massimo di tonnellate per metro per una ragione. Quei numeri presumono aperture di matrice adeguate e piegatura ad aria, salvo diversa indicazione. Ignora quel contesto e stai giocando d’azzardo con l’acciaio temprato sotto pressione idraulica.
Non essere quello che si fida più del manometro della macchina che della tabella degli utensili. Controlla il tuo tonnellaggio o controlla il tuo ego.
Ma la forza da sola non ti dice quando hai abbinato male la geometria al materiale. È la lamiera stessa a parlare.
Prendi acciaio inox da 2 mm con moderata allungabilità. Usalo su una matrice che ti dà circa un raggio interno di 2 mm. Ora sostituisci con un punzone acuto con un naso molto stretto—diciamo 0,5 mm—perché vuoi una linea netta. Nei primi colpi, la piega sembra buona. Al decimo, inizi a vedere striature lucide lungo la linea di piega e lievi lacerazioni superficiali sul raggio esterno.
È l’inizio di grippaggio e microfessurazione.
Quando il raggio del naso del punzone è molto più piccolo del raggio che il materiale può formare comodamente, il contatto iniziale crea una deformazione superficiale estremamente elevata. Le fibre esterne si allungano oltre ciò che la lega può sopportare. L’acciaio inox, in particolare, si incrudisce rapidamente. Ogni colpo rende la superficie più dura e meno tollerante. L’utensile inizia ad accumulare materiale—usura adesiva—perché pressione e attrito sono elevati. Questo è il grippaggio.
Allo stesso tempo, un naso più affilato aumenta il ritorno elastico. La lamiera si avvolge strettamente sotto carico, poi si rilassa più bruscamente quando la pressione viene rilasciata. Gli operatori reagiscono sovrapiegando—spingendo più a fondo per raggiungere l’angolo—il che aumenta di nuovo la forza. Ora hai creato un ciclo: raggio acuto → maggiore deformazione superficiale → più ritorno elastico → corsa più profonda → più tonnellaggio.
Le crepe sul lato esterno della piega non sono sfortuna. Sono un calcolo di deformazione che hai rifiutato di fare. Il grippaggio sul punzone non è un difetto estetico. È la prova di pressione e attrito superiori a quelli che quella combinazione dovrebbe sopportare.
Il metallo non si interessa di come la fattura abbia chiamato l’utensile. Sulla fattura c’era scritto punzone. Quello che stai tenendo in mano è una leva di formatura di precisione che deve rispettare spessore, apertura della matrice, allungamento e carico nominale.
Se li allinei correttamente, la piega diventa prevedibile. Se li ignori, la macchina ti insegnerà con rumore e scarti.
Un giovane acquirente una volta mi chiese come scegliere il raggio del “punzone giusto” per acciaio dolce da 4 mm su una matrice a V da 32 mm. Gli dissi: inizia dalla matrice, conferma il raggio interno naturale che formerà, assicurati che la punta del punzone supporti quel raggio senza concentrare lo sforzo, poi verifica la portata in tonnellate per metro dell’utensile rispetto alla tabella di tonnellaggio per quella configurazione. Annuì. Poi ordinò un bellissimo punzone in stile europeo che non si montava nemmeno sul suo montante americano.
Puoi calcolare il raggio tutto il giorno. Se la linguetta non corrisponde alla tua macchina, è un fermacarte.
È qui che i principianti tornano alla mentalità del “punzone affilato”. Pensano che compatibilità significhi “farà la piega che voglio?”. No. La compatibilità inizia più in alto nella catena: questo punzone si inserirà fisicamente nel montante, si allineerà sotto carico e trasferirà la forza nel modo in cui la macchina è progettata per farlo? Perché un punzone di pressa piegatrice è una leva di formatura. E una leva funziona solo se è ancorata correttamente.
Quindi, prima di ossessionarti per il raggio della punta, poni una domanda più basilare: questo utensile appartiene a questa macchina?
Dato che il portafoglio prodotti di CN-HAWE è basato su CNC 100% e copre scenari di fascia alta nel taglio laser, piegatura, scanalatura, cesoiatura, se il passo successivo è parlare direttamente con il team, Contattaci è il passo più naturale.
Prendi un punzone in stile americano e uno in stile europeo dallo scaffale e mettili uno accanto all’altro. Le estremità di lavoro potrebbero sembrare simili. Le parti superiori no. La linguetta americana è larga e pesante, progettata per macchine meccaniche più vecchie e per le prime macchine idrauliche con barre di bloccaggio robuste. Le linguette europee sono più strette, spesso abbinate a sistemi di bloccaggio segmentati e a cambio rapido che si basano su un posizionamento verticale preciso.
Quella piccola differenza nella parte superiore detta tutto.
Ho visto officine acquistare utensileria di precisione europea perché il catalogo prometteva una migliore consistenza dell’angolo. Poi scoprono che il loro vecchio montante americano non la blocca correttamente senza un adattatore. Ora hai introdotto un’interfaccia aggiuntiva—un altro accumulo di tolleranze—tra montante e punzone. Sotto carico, anche pochi centesimi di millimetro di gioco verticale cambiano l’angolo di piega lungo la lunghezza. La distanza tra punzone e matrice è misurata in centesimi di millimetro affinché il materiale si fratturi pulitamente nelle operazioni di punzonatura; nella piegatura, simili piccole disallineamenti si traducono in angoli incoerenti tra i pezzi.
Pensi di inseguire un raggio migliore. In realtà stai accumulando tolleranze.
Storicamente, questo non è un caso. Le presse meccaniche americane erano costruite come trattori—grandi superfici di supporto, usura visibile, avvertimento graduale prima del guasto. I sistemi idraulici europei cercavano precisione e cambio rapido. Filosofie diverse. Geometrie di linguetta diverse. Ecosistemi diversi. Una volta che la tua macchina è costruita attorno a uno di questi, ne sei in gran parte vincolato.
Non essere quello che compra un bellissimo punzone europeo e poi scopre che il suo montante americano non lo trattiene nemmeno.
E anche se riesci a farlo entrare, dovresti davvero farlo?
Alla fine degli anni “60 e ”70, le officine utilizzavano macchine “ibride”—potenza idraulica con montanti e sistemi di bloccaggio in stile meccanico. Sulla carta funzionavano. Sul pavimento, inseguivamo problemi di allineamento ogni settimana. Il montante si muoveva dolcemente, ma il bloccaggio non era progettato per l’utensileria di precisione segmentata che i tecnici cercavano di introdurre. Risultato: carico non uniforme, usura localizzata, variazione misteriosa dell’angolo.
Ecco cosa accade meccanicamente quando si mescolano i sistemi.
Un punzone di precisione in stile europeo si aspetta una certa distribuzione della pressione di bloccaggio e una superficie di riferimento verticale. Mettilo in una macchina progettata per una linguetta americana più ampia e spesso ti affidi a viti di regolazione o adattatori per mantenerne la posizione. Sotto 80 o 100 tonnellate per metro, quell’interfaccia può spostarsi microscopicamente. Non abbastanza da vedere. Abbastanza da cambiare il modo in cui la leva trasmette la forza al foglio.
Il metallo sotto piegatura si comporta come un denim rigido. Premi gradualmente e scorre. Concentrati la pressione su un punto instabile e si piega dove non volevi. Quando il tuo punzone oscilla nel bloccaggio, non stai più applicando forza lungo la linea centrale. Stai introducendo un carico laterale. Quel carico laterale non influisce solo sul pezzo—influisce sulle guide del montante e sulle spalle dell’utensile.
Ora il tuo raggio di punta calcolato con tanta precisione sta lavorando attraverso una leva storta.
Puoi usare con successo ibridi? Sì, con adattatori appropriati, dimensionati per il carico e con l’allineamento controllato su tutta la lunghezza del piano con piegature di prova e spessimetri. Ma quella è disciplina ingegneristica, non pensiero magico.
La domanda diventa più acuta: anche se si adatta e si allinea, la tua macchina può sopportare il carico che la geometria del punzone richiede?
Nel 1974 la Cincinnati costruì una pressa piegatrice con una capacità nominale di circa 1500 tonnellate su 10 metri. Oggi esistono mostri da 5000 o 6000 tonnellate. Quindi potresti pensare che la resistenza della macchina abbia superato le preoccupazioni sugli utensili.
Non è così.
La maggior parte delle officine non usa giganti da 6000 tonnellate. Usano presse piegatrici da 100 a 400 tonnellate su 3 o 4 metri. E ogni macchina ha una tonnellata nominale per piede o per metro basata sui limiti di flessione del telaio. Se li superi, non rischi solo gli utensili — rischi una deformazione permanente della struttura.
Ecco il meccanismo.
Quando riduci l’apertura della matrice per inseguire un raggio interno più stretto, il tonnellaggio richiesto aumenta rapidamente. Se poi selezioni un punzone con un raggio di punta piccolo per “aiutare” quella piegatura stretta, aumenti la pressione di contatto sulla punta. Una pressione più alta significa un tonnellaggio totale maggiore per ottenere lo stesso angolo, perché stai resistendo al flusso del materiale invece di consentirlo.
Quel carico viaggia dalla punta del punzone, su per la linguetta, dentro il martinetto, attraverso i montanti laterali e giù nel banco. I telai sono progettati per flettersi elasticamente entro certi limiti. Se superi quel limite abbastanza spesso, cambi la geometria della macchina. A quel punto anche utensili scelti correttamente non produrranno angoli costanti perché la macchina stessa si è deformata.
Ho misurato macchine che, da un’estremità all’altra, avevano pochi decimi di millimetro di disallineamento dopo anni di sovraccarichi dovuti a matrici strette su lamiere spesse. Gli operatori davano la colpa al ritorno elastico. Il vero colpevole era il tonnellaggio eccessivo cumulativo.
Ecco perché la scelta del punzone non è separata dalla capacità della macchina. Il raggio di punta del punzone deve supportare il raggio naturale della matrice in modo che il tonnellaggio rimanga nell’intervallo previsto della piegatura in aria. La linguetta deve appoggiarsi correttamente affinché il carico venga trasferito in linea retta. E il tuo totale di tonnellate per metro deve restare entro i limiti sia degli utensili sia della macchina.
Altrimenti non stai solo piegando acciaio.
Stai piegando la macchina che dovrebbe piegarlo per te.
Risolta la compatibilità degli utensili, c’è un altro bivio: quando questo braccio di formatura smette del tutto di essere lo strumento giusto e quando invece serve davvero una punzonatrice?
A che punto smetti di cercare di far comportare una pressa piegatrice e ti procuri una punzonatrice?
Nel momento in cui ti serve vedere la luce attraverso il metallo.
Finora abbiamo parlato di leve, percorsi del carico e limiti di tonnellaggio — di come un punzone per pressa piegatrice ridisegna il materiale come quando pieghi un denim rigido sul ginocchio. Pressione controllata. Flusso graduale. Geometria che guida la fisica. Tutto quel sistema presuppone che tu stia formando, non asportando.
Nel momento in cui il tuo disegno mostra un foro, un’incisione, una feritoia o un gruppo di fessure di ventilazione, hai oltrepassato una linea. Non una linea di utensili. Una linea di fisica.
Una pressa piegatrice muove il materiale. Una punzonatrice lo separa.
Quella distinzione sembra semplice finché qualcuno non cerca di ingannarla.
Se ti serve un foro da 10 mm in una lamiera da 3 mm, una punzonatrice da piegatrice non sarà mai la risposta giusta. Non ha la luce di matrice necessaria per il taglio. Non ha uno stripper per staccare la lamiera dal punzone di taglio. Non ha un modo per controllare l’espulsione del truciolo. La distanza tra punzone e matrice in una vera operazione di punzonatura si misura in centesimi di millimetro, in modo che il materiale si fratturi in modo netto. Quello spazio ridotto è ciò che permette al metallo di deformarsi, creparsi e separarsi invece di stirarsi come una caramella toffee.
Un setup di piegatura non ha quel tipo di rapporto. Ha una matrice a V progettata per supportare la piegatura, non per agire come anello di taglio.
Ora scala tutto verso l’alto.
Supponiamo che servano 400 fori di ventilazione in un pannello. Una punzonatrice blocca la lamiera una sola volta e la posiziona automaticamente, avanzando da una posizione all’altra a velocità tali da far sembrare la riposizione manuale preistorica. Un solo setup. Colpi ripetuti. Separazione pulita ogni volta. Quella macchina è stata costruita per la ripetizione e la rimozione.
Prova a farlo con una piegatrice e ti ritrovi a posizionare a mano per ogni colpo, sperando che l’allineamento resti corretto e fingendo che una leva di piegatura sia uno strumento di taglio.
Non essere quello che trasforma una piegatrice in una lenta e arrabbiata imitazione di una punzonatrice a torretta.
E sì, ecco la complicazione che confonde molti: le piegatrici possono gestire spessori maggiori nella piegatura rispetto a quanto molte punzonatrici possano perforare. Raddoppia lo spessore e la forza di punzonatura cresce rapidamente—più di quanto la maggior parte dei principianti si aspetti. Ci sono lavori in cui una punzonatrice si esaurisce di forza mentre una piegatrice inarca le spalle e piega lo stesso spessore per tutto il giorno.
Questo non significa che la piegatrice debba forarlo.
Significa solo che lo spessore da solo non decide la macchina. Lo decide l’operazione.
Piegare acciaio inox spesso? Piegatrice. Tagliare fori in qualsiasi cosa? Punzonatrice.
Se il pezzo ha bisogno di luce, smetti di discutere con il disegno.
Lascia che ti descriva una scena che ho visto troppe volte.
Quella parola sulla fattura diceva punzonatura. Ciò che ha ottenuto è stato un tonfo forte, un cratere superficiale e un bordo dell’utensile che non sarebbe mai più stato squadrato.
Ecco perché.
Un punzone da piegatrice è temprato per carichi di compressione lungo la sua linea centrale. Si aspetta un contatto distribuito lungo una linea di piegatura. Quando cerchi di spingerlo dritto nella lamiera per “bucare” un foro, concentri la forza in un punto minuscolo senza la corretta luce di matrice sottostante. Invece di una frattura netta, il materiale si allunga, si incrudisce e poi cede in modo irregolare. Il carico ha dei picchi. La punta si schiaccia o si scheggia. Il pistone riceve un urto che non era mai stato progettato per sopportare.
Il metallo nella piegatura si comporta come burro freddo sotto una pressione costante. Il metallo nella foratura si comporta come un cracker che si spezza.
Modalità di cedimento diverse. Geometrie di utensile diverse. Macchine diverse.
E non è solo l’utensile a rischio. Senza un’apertura di matrice calcolata per il taglio, la forza non viaggia ordinatamente attraverso un bordo di taglio in un anello di supporto. Si diffonde nelle spalle della matrice a V e di ritorno nelle guide del pistone come impatto. Non è più tonnellaggio idraulico fluido. È carico da urto.
Lo shock è ciò che allenta le ganasce, deforma le spalle del codolo e avvia quel tipo di usura che non si nota finché gli angoli non si spostano “senza motivo”.”
Non vedrai il danno con un solo colpo. Lo sentirai sei mesi dopo.
Potresti progettare un assetto speciale per mordere o parzialmente tranciare su una pressa piegatrice? In teoria, con utensili su misura e un controllo accurato del carico, puoi fare cose strane. Le officine hanno fatto cose anche più strane. Ma nel momento in cui progetti intorno a tutto questo, avrai ricostruito una grezza pressa punzonatrice all’interno di una macchina che non è mai stata pensata per esserlo.
Ed è questo il vero confine.
Un punzone per pressa piegatrice è una leva di formatura di precisione. Induce il metallo a prendere forma. Non lo taglia via. Quando gli chiedi di separare il materiale, non stai più adattando la geometria alla fisica del materiale: stai ignorando entrambe.
Quindi, prima di lottare con l’assetto, poni una domanda semplice: questa caratteristica richiede la rimozione del metallo o solo il suo spostamento?
La tua risposta ti dirà quale macchina appartiene al pavimento.
E una volta scelta la macchina giusta, come rendi quella scelta sistematica invece che istintiva?
Vuoi un metodo ripetibile per decidere tra una pressa piegatrice e una punzonatrice, non un presentimento o una preghiera.
Bene. L’istinto è ciò che i principianti chiamano indovinare.
Ecco il metodo che insegno ai nuovi assunti dopo che hanno ammaccato qualcosa di costoso: decidi per livelli e lascia che la fisica ti metta il veto a ogni passaggio. Prima domanda: il disegno richiede la rimozione del materiale o solo il suo spostamento? Se serve luce attraverso la lamiera, hai finito — pressa punzonatrice. Se si tratta solo di pieghe, risvolti, scarti, flange — hai guadagnato il diritto di aprire il cabinet degli utensili della piegatrice.
Ma quello è solo il bivio. La vera disciplina inizia dopo aver scelto la formatura. Perché una piegatrice ti permetterà facilmente di impostare una combinazione che entra nelle ganasce e però sovraccarica il banco, deforma il punzone o flette il martello come un trampolino.
Quindi la checklist non è “Quale utensile sembra giusto?” ma “Questa geometria corrisponde al mio materiale e alla mia macchina?”
E tutto inizia con i numeri stampati sul fianco della macchina che la maggior parte dei principianti non legge mai.
Ogni pressa piegatrice ha un diagramma di tonnellaggio. Ti indica, per un determinato spessore di materiale e apertura della matrice, quanti tonnellaggi per piede — o per metro — ti servono per piegare aereo quel materiale.
Non è un suggerimento. È il costo di piegare denim rigido invece di cotone per T‑shirt.
Diciamo che il tuo diagramma ti indica che acciaio dolce da 4 mm su 3 metri richiederà circa 100 tonnellate con una certa matrice a V. Bene. La tua piegatrice dichiara massimo 120 tonnellate. Pensi di essere al sicuro.
Forse.
Ora esamina i limiti di carico sulla linea centrale. Molte macchine da 10 piedi e 100 tonnellate raggiungono il limite intorno a 1,3‑1,5 tonnellate per pollice al centro perché il banco e il martinetto flettono di più in quella zona. Se concentri troppa forza al centro, non stai solo piegando l’acciaio—stai piegando la macchina. Quel danno non si manifesta oggi. Si manifesta quando, tra sei mesi, i tuoi angoli iniziano a variare e nessuno capisce il motivo.
E non abbiamo ancora finito.
Anche l’utensileria ha i suoi limiti. L’area di appoggio—le spalle della matrice che sostengono il carico—può sopportare solo un certo numero di tonnellate per piede quadrato prima di deformarsi. Ho visto configurazioni in cui la macchina aveva margine, ma le spalle della matrice avevano già superato la loro capacità. L’utensile ha ceduto prima del pezzo.
Non essere quello che guarda solo la targhetta della macchina e ignora il catalogo degli utensili.
Ora aggiungi i coefficienti dei materiali. L’acciaio inossidabile non è acciaio dolce con una finitura più elegante. Richiede più forza. Ho visto officine calcolare 117 tonnellate per una piega in inox, portarle a 175 dopo aver applicato un moltiplicatore, e dover comunque allargare la matrice per riportare la tonnellata entro un margine di sicurezza. Matrice più larga, meno forza—ma raggio interno più grande. La geometria cambia. Improvvisamente il raggio del punzone scelto non corrisponde più alla nuova realtà.
È qui che la checklist dimostra il suo valore:
Se uno qualsiasi di questi livelli fallisce, devi ridisegnare—segmenti di piega più corti, larghezza della matrice diversa o, se il disegno non si può cambiare, una macchina differente.
A volte la risposta onesta è: questa pressa non può eseguire questa piega a questa lunghezza.
Non è una sconfitta. È rispetto per i percorsi del carico.
Controlla la tua tonnellata o controlla il tuo ego.
Ma anche con tutte le tabelle a posto, c’è ancora un’abitudine mentale che fa inciampare molti.
Il cambiamento non ovvio è questo: smetti di concentrarti sull’aspetto della punta del punzone e inizia a pensare a come la forza fluisce attraverso il sistema.
Un punzone per pressa piegatrice è una leva. Il pistone spinge verso il basso. Il materiale poggia su una matrice a V. La forza si distribuisce lungo una linea, non in un punto. Il metallo si deforma gradualmente, come premere del burro freddo con il bordo di un righello. Deformazione controllata.
Nel momento in cui chiedi: “Posso semplicemente spingerlo attraverso?”, hai cambiato modello mentale senza accorgertene.
Se la caratteristica richiede una separazione, serve un gioco tra matrice e punzone misurato in centesimi di millimetro, affinché il materiale si fratturi in modo pulito. È il mondo delle presse punzonatrici: giochi ridotti, piastre di estrazione, controllo di sfridi. Se la caratteristica richiede angolo, raggio, offset—ora stai gestendo raggio interno, ritorno elastico e larghezza della matrice.
Domande diverse. Fisica diversa.
Ecco quindi il metodo decisionale da portare avanti:
Non stai più scegliendo tra macchine in base allo spessore. Stai scegliendo in base al fatto che il metallo debba fratturarsi o scorrere—e se la tua macchina possa guidarne il flusso senza superare i propri limiti strutturali.
Questa è la lente.
Smetti di chiederti com’è fatto il punzone. Comincia a chiederti cosa deve fare il metallo—e se la tua macchina può applicare quella forza in modo pulito, lungo la traiettoria corretta, per tutta la lunghezza della piega.
Una volta che vedi il lavoro come gestione della forza invece che selezione dell’utensile, non scegli solo la macchina giusta.
Smetti di dare la colpa a quella sbagliata.


















