

彼は作業台の上に厚さ3 mm の新しい軟鋼板を置き、上部にはピカピカの新しい「パンチ」を固定し、金属も紙のように扱えると思い込む自信に満ちていた。.
彼はフットペダルを踏み、きれいな穴が開くことを期待した。.
結果は、大きな鈍い衝撃音、浅いくぼみ、そして二度と直角に戻らない工具の刃だった。.
請求書には「パンチ」と書いてある。では、なぜパンチしなかったのか?
プレス加工工場では、パンチとは金属をダイ開口部に押し当ててせん断するための焼き入れ工具のことだ。それは「切る」ためのものである。パンチとダイの隙間は数百分の一ミリで管理され、材料がきれいに破断するようになっている。これが切断だ。.
ベンダーでは、「パンチ」はシートをV字ダイに押し込み、曲げを作るための上型である。せん断するための隙間も破断ゾーンもない。先端の半径は内側の曲げ半径を制御するために設計されており、刃物のように作用するものではない。CNCベースの最新システム、例えば CN-HAWE製のプレスブレーキ, では、機械構造と制御ロジック全体が曲げ精度と再現性のために設計されており、穴あけには対応していない。そのため、工具形状、フレーム剛性、モーション制御のすべてが「曲げ」に最適化されており、「切断」には向いていない。.
同じ言葉。でも仕事は違う。.
もしプレスブレーキを「パンチプレス」と同じように扱おうとしたなら、潰れた板と赤い請求書で違いを思い知る「その人」になってはいけない。名前が罠を仕掛け、物理が結果を決める。では、「パンチ」という言葉を聞いたとき、あなたの頭は何を想定しているのだろう?

革のベルトと穴あけパンチを想像してみよう。位置を合わせ、握ると、丸い小片が落ちる。その動作が「パンチ」という言葉に結び付いている。.
では、一般的なブレーキ用パンチを見てみよう。先端は鋭利ではない。明確な半径 — 0.8 mm、あるいはもっと大きい — が設けられている。これは鋼を曲げるとき、切断するのではなく、外側の繊維を伸ばし、内側の繊維をその半径に沿って圧縮するためだ。.
硬いデニムを膝の上で曲げることを思い浮かべよう。布を切るわけではない。曲げさせるのだ。外側の繊維は引き伸ばされ、内側は寄り集まる。鋼も同じように挙動するが、抵抗が強く、融通がきかないだけだ。.
切断用パンチは、材料のせん断強度を超える力を微細な刃先に集中させて破断を起こす。ブレーキ用パンチは、力を線上に広げて材料が割れずに塑性流動するようにする。ひとつはナイフ、もうひとつはテコだ。.
だから誰かが「なぜ切れないの?」と尋ねたとき、より良い質問は「どこにせん断の隙間があるのか、破断はどこで起こるべきなのか?」というものだ。
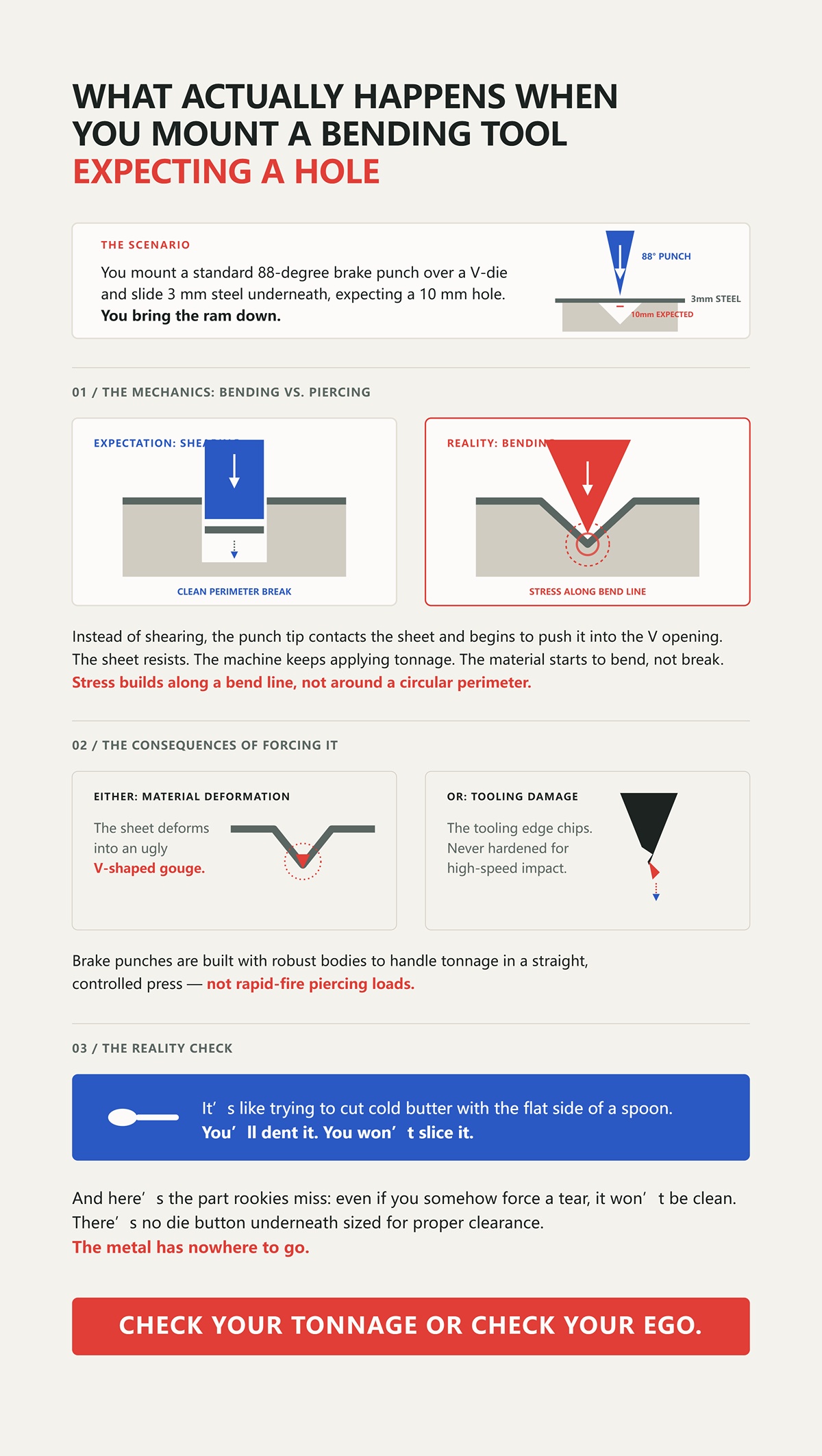
たとえば、標準的な88度のブレーキ用パンチをV字ダイの上に取り付け、3 mm鋼板をその下に滑り込ませ、10 mmの穴をあけるつもりだったとしよう。.
ラムを下げる。.
せん断の代わりに、パンチの先端が板に接触し、V字の開口部に押し込もうとし始めます。板は抵抗します。機械は加圧を続けます。材料は曲がり始めますが、破壊はしません。応力は円形の周囲ではなく、曲げ線に沿って蓄積されます。.
さらに力を加え続けると、2つのことが起こります。板が醜いV字形の溝に変形するか、または工具の刃先が欠けます。これは、タレットパンチ工具のような高速衝撃や破砕に耐えられるように硬化処理されていないためです。ベンダープレス用のパンチは、直線的かつ制御された加圧に耐える強固な本体構造で作られています — 迅速な貫通荷重に対応するものではありません。.
それはまるでスプーンの平らな面で冷たいバターを切ろうとするようなものです。へこむだけで、切れません。.
そして新人が見落とす部分があります:もし強引に裂け目を作ったとしても、それは綺麗ではありません。下には適切なクリアランスを持つダイボタンがないため、金属の逃げ場がないのです。トン数を確認するか、自尊心を確認するかです。.
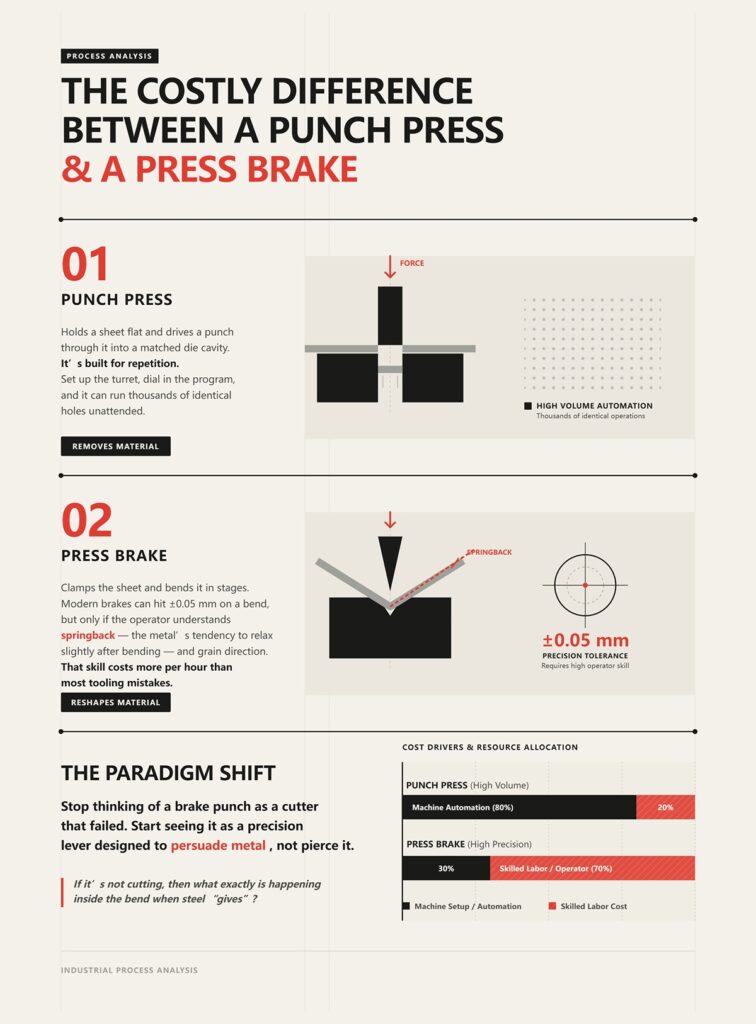
パンチプレスは板材を平らに保持し、パンチを対応するダイキャビティに突き刺します。これは繰り返し作業のために設計されています。タレットをセットし、プログラムを調整すれば、同一の穴を何千個も無人で加工できます。これが長期生産部品で利益を生む仕組みです。.
プレスブレーキは板をクランプし、段階的に曲げます。近代的なブレーキでは曲げ精度±0.05 mmを達成できますが、それはオペレーターがスプリングバック(金属が曲げ後にわずかに戻る傾向)と繊維方向を理解している場合に限ります。その技術力の時給は、ほとんどの工具ミスの損失よりも高価です。.
一方の機械は材料を除去し、もう一方は形を変えます。.
これらを混同すると、工具の破損リスクだけでは済みません。作業価格を誤り、量産に対して不適切な工程を選び、自動化で利益を生むはずの部分で労力を無駄にします。あるいは、一晩中穴を開けるべきタレットパンチの代わりに、ブレーキで速度を追い求めることになります。.
必要な発想の転換はシンプルですが、居心地の悪いものです:ブレーキパンチを失敗したカッターとして見るのをやめて、金属を貫通ではなく「説得」するための精密なてこの装置として捉えるのです。.
では、切断していないとすると、鋼が「たわむ」とき、曲げの内部では一体何が起きているのでしょうか?
3 mmの軟鋼がV字ダイに載っています。パンチが降下し、半径に沿った一本の線上で板に触れます。この時点で板が接触しているのは他に2ヶ所、Vの肩の鋭い部分です。.
接触点は3つ。それがすべてです。.
ラムがさらに下降すると、金属は裂けずに回転します。ダイの肩部が支点となり、パンチはその間で力を与えるてこの役割を果たします。板の外面は引張状態 — つまり伸びます。内面は圧縮状態 — つまり縮みます。外側層の応力が鋼の降伏強度を超えると、原子が互いに永久的にずれます。これが塑性変形です。破断領域もスラグもありません。あるのは制御された降伏だけです。.
もしこれが切断であれば、力は鋭利な刃先に集中し、パンチとダイの間のクリアランスも非常に狭く設定され、素材がきれいにせん断されます。クリアランスは数百分の一ミリ単位で管理され、素材をきれいに破断させるためです。ここではそのようなクリアランスはありません。なぜなら、破断が目的ではないからです。パンチは板を貫通しようとしているのではなく、ダイ開口部が定義する形状へと板を押し込んでいるのです。.
それはまるで硬いデニム生地を膝の上で曲げるようなものです。布地を裂くことはせず、繊維が配置を変えるまで「説得」するのです。.
したがって、本当の問いは「なぜ切れなかったのか」ではなく、「力がどのように分配され、金属がどこに流れることを許されているのか」です。“
エアベンディングでは —ブレーキ加工のほとんどを占めます— パンチは板をV字の底まで押し込みません。途中で止まります。最終的な角度は、ダイの角度だけでなく、パンチが開口部にどれだけ深く入るかによって決まります。.
90度のダイに対して88度のパンチを想像してみてください。ラムを途中まで下げると、シートはパンチの先端と二つのダイの肩に接触し、下には開いた三角形が形成されます。金属はまさにその三点の間で空中で曲がっているのです。これが「エアベンディング」と呼ばれる理由です。.
精度はラムの深さの制御によって得られます。数分の数ミリ深くするだけで角度が変わります。ダイの肩は支点であり、パンチは力を加える役と深さを測る役を担っています。.
では、ボトミングと比較してみましょう。ボトムベンディングでは、例えば88度の挿入角を持つダイにシートをしっかり押し込むことで、シートがダイの面に接触するまで圧力をかけます。この場合、ラム位置よりもダイの角度が曲げ角を決定します。金属をダイの形状に適合させるのです。.
さらに「コイニング」に進むと、材料をダイの底にわずかに押し潰し、自然な曲げ半径を強引なトン数で越えさせます。これはエアベンディングの3〜5倍の力が必要になる場合があります。なぜなら外側繊維を降伏させるだけでなく、曲げゾーン全体を圧縮・延ばすからです。.
このトン数の急増は重要なことを示しています。.
力だけでは工程を定義できません。力の加え方と場所が重要です。エアベンディングはテコと深さ制御を使います。ボトミングはダイの形状への適合を使います。コイニングは局所的な圧縮で角度を固定します。どれも鋭い刃を使って鋼を切るわけではありません。.
単にトン数を増やせば成形工具がカッターになると考える人にならないように。トン数を確認するか、プライドを見直しましょう。.
二つのパンチを用意します。一つは先端半径0.8 mm。もう一つはナイフのように鋭く研がれています。.
鋭いほうは見た目が凶悪で、手に持つと頼もしく感じます。しかし標準的なVダイの上で3 mmの鋼を曲げてみると、すぐに問題に気づきます。鋭い先端が食い込み、小さな内側半径を作り、外側繊維を過度に延ばしてしまいます。微小な亀裂が始まり、表面仕上げは悪化し、薄い刃は負荷を分散できないため工具寿命が短くなります。.
一方、0.8 mmの半径は、力を制御された弧にわたって分散します。この半径がエアベンディング時の部品の内側曲げ半径をほぼ決定します。そして内側半径は、外側表面がどれだけ伸びる必要があるかを決定します。.
仕組みはこうです:材料の厚さに対してパンチ半径が小さいほど、外側繊維のひずみは大きくなります。半径が小さすぎると材料の伸び限界を超えてしまい、亀裂が入ります。大きすぎると、設計図に合わない大きな内側半径になります。.
したがって「作業エッジ」とは鋭さではありません。パンチ半径、ダイ開口幅、材料の厚さと強度との関係です。.
ダイ開口幅も重要です。軟鋼では一般的に材料厚さの6〜8倍のV開口が目安です。この比率が内側半径と必要トン数に影響します。ダイが狭ければ半径は小さくなり、トン数は上がります。ダイが広ければ半径は大きくなり、トン数は下がります。.
形状が金属の流れを決めます。鋭さは工具をどれだけ早く壊すかを決めるだけです。.
もしパンチがテコなら、その半径は加工物に触れる部分です。形を作りたいとき、冷たいバターを押すのにナイフの刃とスプーンの曲面、どちらを選びますか?
3 mmの軟鋼をエアベンディングで90度に曲げてみてください。ラムを離します。.
90度のままにはなりません。.
圧力がなくなると、永久に降伏しなかった弾性ひずみの一部が戻ります。曲げは92度に開くかもしれません。これがスプリングバックです。すべての材料に存在します。高強度鋼は弾性変形の割合が大きいため、スプリングバックがより大きくなります。.
それは実際にはどういう意味でしょうか?
真の90度を得たいなら、荷重下では88度まで曲げなければならないこともあります。意図的に過剰に曲げることで、材料が緩んだときに反発して規格内に戻るようにします。ポンチは最終角度が示すよりも深く進む必要があります。.
それだけでもポンチが打ち抜き工具ではないことが証明されます。カッターは貫通した時点で止まります。成形用ポンチは、荷重がなくなった後に材料がどのように動くかを予測しなければなりません。あなたは単に力で金属を成形しているのではなく、その力が消えたときにどう動くかを予測しているのです。.
この予測は、材料のグレード、厚さ、圧延方向、ダイの幅、ポンチの半径によって決まります。これらのどれか一つでも変えれば、スプリングバックも変わります。.
だから新人が「圧力下では90度に見えるし、問題ないですね」と言ったら、私はラムを解放させてもう一度測定させます。.
というのも、曲げ加工とは鋼を力で屈服させることではありません。それは、鋼がどのように降伏し、どのようにエネルギーを蓄え、そしてその一部をどのように返すかを理解することなのです。.
曲げの内部で何が起きているか――てこの原理、制御された降伏、スプリングバック――が分かったところで、次の問いは自然に浮かび上がります。
形状が流れを支配するなら、仕事に合ったポンチ形状はどう選べばよいのでしょうか?
私は、新しい直ポンチ(先端半径0.8 mm、標準88度プロファイル)で3 mmの軟鋼を曲げる若者を見ていました。最初の曲げは問題なし。2回目の曲げは20 mm離れた位置で、返りフランジを形成するものでした。ラムを下ろしたとき、ポンチ本体の背面が最初のフランジに角度が近づく前にぶつかりました。板は壊れず、機械も壊れませんでした。失敗したのは形状でした。.
その曲げの内部では、外側の繊維が降伏点を超えて伸び、内側の繊維が圧縮されていました。それはまるで硬いデニムが膝の上で折れるようなものです。切断されているわけではありません。ポンチは制御されたてこのように作用し、中立軸をずらし、塑性域が予測可能な弧を描いて形成されるようにしていました。しかし、あの小さな半径の上部にある工具本体――つまりその鋼部分――は物理的な移動空間を必要とします。プロファイルが作成中の部品を避けられないなら、悪い切断にはなりません。衝突になります。.
だからこそポンチ形状は鋭さではなく、クリアランスと制御についてのものなのです。工具が自分の作業物に衝突することなく、材料が折りたたまれる形を選ぶことが目的です。.
どの工場に入っても、直ポンチが標準で取り付けられているのを目にするでしょう。同じ高さ、同じ肩幅で、ベッド全体に並べやすい。周囲にフランジのない開放曲げでは信頼性があります。プロファイルは対称で、荷重経路は単純、整列も許容範囲が広く、ポンチ本体がダイの中心線上に直接位置するためです。.
しかし、無視されがちな数値があります。薄い直ポンチ――ウェブ厚2 mm以下――は、厚板を狭いVダイで曲げようとするとすぐに変形リスクに直面します。私が参加したある故障分析では、曲げ圧力が定格荷重の約80%を超えると、厚さ3 mm以上の鋼を使った場合、その薄いポンチでの変形確率が急増しました。また、鋭い直プロファイルでは、永久損傷が発生する前の限界が約メートル当たり100トンでした。.
なぜでしょうか?直ポンチ本体は荷重を真っ直ぐ下に受けます。逃げもオフセットもありません。狭いダイと組み合わせて小さな曲げ半径を狙えば、トン数が急上昇します。力は先端付近と比較的薄い工具鋼断面に集中します。それは、スプーンの曲面ではなく定規の縁で冷たいバターを折ろうとするようなものです。うまくいきます ― 壊れるまでは。.
そして部品形状の問題もあります。直ポンチの肩は、先端のすぐ上から広がります。つまり、曲げ線近くに立ち上がるフランジがある場合、それが障害物になるのです。工具はあなたの設計図を知りません。自分の形しか知りません。.
したがって直ポンチは単純な形状には汎用的です。しかし部品に第二の脚が加わる瞬間、その「標準」プロファイルが仕事を完了できない理由になります。.
同じ3 mmの板で、25 mmのフランジが2本あるU字型チャンネルを設計するとします。最初の曲げは簡単です。2回目の曲げでは、ポンチが最初のフランジに当たらずにその下まで届く必要があります。.
グースネックを取り付ける。.
グースネックパンチは、スロートが逃げ加工されており、ボディにS字状のオフセットがある。そのため、工具の上部質量は曲げ線から後方に位置する。このクリアランスの空間こそが、すでに成形されたフランジをパンチプロファイル内に収めつつ、先端が新しい曲げを押し続けることを可能にしている。何も鋭利なわけではない。肝心なのは「空間」にある。.
だが、あまりロマンチックに考えすぎてはいけない。そのオフセットは荷重経路を変える。ラムからの力はいま、真下ではない形状を通って伝わる。もしも機械のレベリングが1メートルあたり0.2mm以上ずれていたり、位置決めピンが緩んでいたら、0.1mmを超えるミスアライメントがフランジ角度の不均一やねじれとして現れる。業界の欠陥レビューでは、その範囲のアライメント誤差が成形フランジのスクラップのかなりの割合を占めている。.
ストレートパンチは質量が中心にあるため、小さなアライメントの誤差を隠してくれる。グースネックは、ボディが後方に段付きになっているため、それらの誤差を拡大してしまう。衝突の問題は解決できても、感度の問題が新たに生まれるのだ。.
だからグースネックを選ぶということは、その部品形状がクリアランスを必要としていることを認めるようなものだ—そして、機械の幾何精度がそれに対応できることを確認しなければならない。.
そうでなければ、プロファイルを部品に合わせていないことになる。自分のセットアップが十分だと賭けに出ているようなものだ。.
毎年初心者を混乱させる話がある。.
2mmのステンレスで正確な90度曲げが必要だとしよう。90度パンチではなく、30度の鋭角パンチを標準Vダイの上にセットして、空曲げで深さを調整する。荷重がかかると、板材はその狭い角度に沿って部分的に巻きつく。スプリングバック後、90度に落ち着く。.
仕組みを見れば、一見逆のようでも理にかなっている。.
鋭角パンチは、ストローク初期に接触が中心線付近に集中する。その狭い角度のおかげで、パンチの肩がダイの肩に干渉する前にオーバーベンドできる。つまり、機械的干渉が起きる前に角度の可動域が広く取れる。これはステンレスのようにスプリングバックが大きい材料では非常に重要だ。.
だが注意点がある。鋭角パンチの先端半径が小さいほど、表面ひずみは増す。軟質アルミでは、半径が小さすぎると表面に跡がついたり、最小内側半径の指針を無視するとひび割れが生じることもある。そして、その鋭角パンチを非常に狭いVダイと組み合わせて化粧用の小さい内半径を追い求めると、必要なトン数は急増する。大きな半径を狭い開口で成形しようとすれば、それだけ力が必要になる。初心者の予想とは逆のトレードオフだ。.
だから30度の工具を選ぶのは、それが見た目に攻撃的だからではない。その幾何形状が干渉前に制御されたオーバーベンドとクリアランスを可能にし、かつ材料の伸び限界と機械のトン数範囲内に収まるからなのだ。.
異なるプロファイルが存在するのは、部品には形状があり、材料には限界があり、機械には構造があるからだ。パンチは空間を移動するボディを持ったレバーである。そのプロファイルが部品形状や材料の挙動に合っていなければ、どんなに鋭くても救われない。.
そして、一度「形状が成功を決める」と理解すれば、次の疑問は「どのパンチが良さそうか?」ではなく「この形状は機械にどれだけの力を要求するか?」になる。“
数年前、新人が4mmの軟鋼板を積んだカートを私のベンダーに押してきた。すでに32mmのVダイがクランプされていた。彼が聞いたのは、唯一正しい質問だった。「これ、どのくらいの力が必要ですか?」“
CN-HAWE の製品ポートフォリオは 100% CNC ベースであり、レーザー切断・曲げ・溝加工・せん断などの高性能用途をカバーしています。詳細資料を求める読者には、, パンフレット が有用な参考資料となります。.
軟鋼の標準的な空曲げトン数公式を当てはめると、そのセットアップでは3メートル長さでおよそ100トンになる。同じ板、同じダイでも、空曲げからコイニングに切り替えると、必要な力は急増する。なぜなら、いまは材料をダイ角度に押しつぶしているからだ。浮かせて成形しているのではない。機械は呼び方など気にしない。ただ圧力を感じるだけだ。.
その数値は鋭利さの問題ではない。テコの問題だ。パンチ先端は、板をV開口に押し込むレバーアームである。開口幅を変えればテコ比が変わる。板厚を変えれば抵抗も変わる。金属は硬いデニムのように振る舞う―支える幅を広くすれば折りやすく、狭めれば反発が強くなる。だから本当の問いは「パンチは十分鋭いか?」ではなく「どのダイ開口と組み合わせるのか、そしてそれが力にどう影響するのか?」ということだ。“
そこにこそ、数式があなたを守る理由がある。.
3 mmの板を24 mmのVダイにセットします。これがクラシックな8:1比率—ダイ開口が材料厚の8倍。エアベンドすると、ほぼ材料厚に近い内側半径が得られることが多いです。板は切断されているわけではなく、外側は引き伸ばされ、内側は圧縮されて降伏し形状が固定されます。.
より小さい内側半径を求めてダイを18 mmに閉じます。他は何も変わっていません。同じパンチ。 同じ鋼材。トン数は急上昇。理由は?より小さいV開口はテコの長さを短くします。パンチは板をより狭い空間に押し込むために強く押す必要があります。力は先端やダイの肩に集中します。工具鋼や板の応力が増加します。.
厚板ではダイを30 mm、さらには36 mmに開く—10:1や12:1の比率—と必要トン数が減り、内側半径が大きくなります。この大きな半径は欠陥ではありません。材料の流れを妨げずに自然に形成される結果です。.
初心者は8:1を聖典のように扱います。これは基準点であって法律ではありません。約3 mm以下の薄材は異なる挙動を示すことが多く、広すぎるダイでは角度の制御が甘くなることも。厚板では、安全な範囲にトン数を収めるために8:1以上が必要になることが多いです。エアベンドにおいて、ダイ開口は内側半径をほぼ決定し、その半径が外側繊維の伸び量を決定します。伸び限界を超えると亀裂が発生します。狭すぎるスペースに押し込むとトン数が急増します。.
パンチの先端半径は単独で選ぶものではありません。それはダイ開口が自然に生み出す半径を支える必要があります。ダイが3 mmの内側半径を形成しようとしているのに、刃のように鋭い0.5 mmの先端を持ち込んでも、初接触で応力を集中させるだけです。板はダイの形状に沿って形成されようとします。計算が勝ちます。.
では、ダイ開口が半径と力を決定するなら、その力の側面を無視したらどうなるでしょうか?
細いウェブ—本体が約2 mm—を持つストレートパンチが、約1 mあたり安全に100トン程度と評価されていました。ラックに置かれた状態では問題なさそうに見えました。きれいで鋭い。作業者は、4 mmの鋼板で狭いダイを使い、見た目重視の内側半径を狙いました。プレスブレーキの能力はありましたが、工具の能力は不足していました。.
結果は、大きな鈍い衝撃音、浅いくぼみ、そして二度と直角に戻らない工具の刃だった。.
ここでの罠は、機械のトン数と工具のトン数は同じではないということです。170トンのブレーキがあったとしても、キャビネット内のすべてのパンチが170トン対応になるわけではありません。V開口を狭めれば必要トン数は増えます。材料厚を増せば必要トン数は増えます。エアベンドではなくコイニングをすれば、パンチ角度に合わせて曲げゾーン全体を塑性変形させるため、必要トン数は爆発的に増加します。.
さらに、荷重は均等に分布しません。小さいVダイでは、力がパンチ先端やダイの肩の狭い接触面積に集中します。局所的な応力が工具鋼の降伏強度を超えることもあり、機械の総トン数が「許容範囲」に見えても、先端のつぶれや微細な亀裂が発生し、後に破滅的な故障へとつながります。.
工具カタログが最大トン数(1 mあたり)を掲載するのには理由があります。それらの数値は、特に記載がない限り、適切なダイ開口とエアベンドを前提としています。この前提を無視することは、油圧圧力下の硬化鋼に賭けることと同じです。.
機械のゲージを工具のチャートより信用するような人にならないでください。トン数を確認するか、プライドを確認してください。.
しかし力だけでは、幾何形状と材料が不一致であることを知らせてくれるわけではありません。板そのものが警告を発し始めます。.
延性が控えめな2 mmステンレスを、約2 mmの内側半径を与えるダイで曲げます。次に、非常に鋭い先端—例えば0.5 mm—を持つ急角パンチに交換し、シャープな線を狙います。最初の数回は曲げがきれいに見えます。10回目には、曲げ線に沿って明るい筋や外側半径の細かい表面裂けが見え始めます。.
これが焼付きと微細亀裂の兆候です。.
パンチ先端半径が材料が快適に形成できる半径よりも大幅に小さい場合、初期接触で非常に高い表面ひずみが発生します。外側繊維はその合金が耐えられる限界を超えて伸びます。特にステンレスは急速に加工硬化します。打撃の度に表面が硬くなり、扱いにくくなります。圧力と摩擦が高いため、工具が材料を拾い始め(凝着摩耗)ます。これが焼付きです。.
同時に、鋭い半径はスプリングバックを増加させます。板は荷重下で密に巻き付きますが、圧力が解除されるとより強く戻ります。作業者は角度を出すために過曲げ(より深く打ち込む)で対応し、これにより再び力が増加します。こうしてループが発生します:鋭い半径 → 表面ひずみ増加 → スプリングバック増加 → 更に深いストローク → トン数増加。.
曲げ外側の亀裂は不運ではありません。それは無視したひずみ計算の結果です。パンチの焼付きは見た目だけの問題ではありません。それは、この組み合わせが本来受けるべき圧力と摩擦を超えている証拠です。.
金属は、請求書にその工具が何と書かれているかなど気にしない。請求書には「パンチ」と書かれていたが、あなたが手にしているのは、板厚、ダイの開口、伸び、定格荷重を尊重すべき精密成形レバーである。.
それらを正しく揃えれば、曲げは予測可能になる。無視すれば、機械は騒音と廃材であなたに教訓を与える。.
若いバイヤーが、一度私にこう聞いたことがある。「4mmの軟鋼を32mmのVダイで曲げるのに“適切な”パンチ半径はどう選べばよいか?」と。私は言った。ダイから始めて、自然に形成される内側半径を確認すること、その半径をストレス集中させずにサポートするパンチノーズを選ぶこと、それからトン数チャートでそのセットアップに必要なトン数と工具のメートルあたりの定格を照合することだ、と。彼はうなずいた。そして、美しいヨーロッパ式のパンチを注文したが、それはアメリカ式ラムには全く取り付けられなかった。.
半径の計算は一日中できる。しかしタンが機械に合わなければ、それはただの文鎮だ。.
ここで初心者は「鋭い工具」思考に戻ってしまう。互換性とは「欲しい曲げができるか」という意味だと思うのだ。違う。互換性はもっと上位の段階から始まる――このパンチはラムに物理的に装着できるか、荷重下で正しく整列するか、そして機械が設計された通りに力を伝達できるか。なぜなら、ブレーキプレスのパンチは成形レバーだからだ。そしてレバーは正しく固定されて初めて機能する。.
だからノーズ半径にこだわる前に、もっと基本的な質問をすべきだ――この工具はこの機械に属しているのか?
CN-HAWE の製品ポートフォリオはすべて CNC ベースの 100% であり、レーザー切断、曲げ、溝入れ、シャーリングといったハイエンドな用途をカバーしています。次のステップとしてチームに直接相談する場合は、, お問い合わせ が自然な流れとなります。.
アメリカ式パンチとヨーロッパ式パンチをラックから取り出して、並べて置いてみる。作業端は似ているかもしれない。しかし上部は似ていない。アメリカ式のタンは幅広く重く、頑丈なクランプバーを持つ古い機械式や初期の油圧式機械に合わせて設計されている。ヨーロッパ式のタンはより細く、精密な垂直位置に依存するセグメント化された迅速交換クランプシステムと組み合わされることが多い。.
その上部の小さな違いがすべてを決定する。.
私は、角度の一貫性が向上するとカタログに謳われたヨーロッパ製精密工具をショップが購入し、後になって古いアメリカ式ラムではアダプターなしでは正しくクランプできないことに気づく姿を何度も見てきた。そうすると、ラムとパンチの間にもう一つのインターフェース――もう一つの公差積み重ね――が加わることになる。荷重下では、わずか数百分の1ミリの垂直遊びでも長さ方向の曲げ角度を変えてしまう。パンチとダイのクリアランスは穴あけ作業では材料がきれいに破断するように数百分の1ミリで測られるが、曲げでも同様の微小なずれが部品全体の角度不一致につながる。.
あなたはより良い半径を追い求めていると思っている。しかし実際にやっているのは公差の積み重ねだ。.
歴史的に、これは偶然ではない。アメリカの機械式プレスはトラクターのように造られ、大きな軸受面、目で見てわかる摩耗、故障までの徐々の警告といった特徴を持っていた。ヨーロッパの油圧システムは精度と迅速交換を追求した。異なる哲学。異なるタン形状。異なるエコシステム。一度あなたの機械がどちらかを基盤として組まれたら、基本的にはそれに縛られることになる。.
美しいヨーロッパ式パンチを買って、後からアメリカ式ラムには取り付けられないと知るような人になるな。.
たとえ取り付けられたとしても、それを使うべきなのか?
1960年代後半から70年代にかけて、工場では「ハイブリッド」機械を使っていた――油圧駆動で、機械式ラムとクランプ構造を持つものだ。理論的には機能した。しかし現場では毎週のように位置合わせの問題に悩まされた。ラムは滑らかに動いたが、クランプは精密セグメント工具に合うようには設計されていなかった。結果:荷重の不均一、局所的摩耗、謎の角度のずれ。.
システムを混ぜると機械的に何が起こるか。.
ヨーロッパ式精密パンチは、特定のクランプ圧分布と垂直基準面を想定している。より広いアメリカ式タン用に設計された機械にこれを入れると、多くの場合、位置決めにセットスクリューやアダプターを頼ることになる。80または100トン/メートルの荷重下で、そのインターフェースは微細にずれることがある。目で見えるほどではないが、レバーがシートに力を伝える方法を変えるには十分だ。.
曲げ中の金属は硬いデニムのように振る舞う。徐々に加圧すれば流れる。ある不安定な一点に圧力を集中させれば、計画外の場所に折れ目が入る。パンチがクランプ内で揺れると、力を中心線真下に加えているわけではなくなる。横荷重を導入しているのだ。この横荷重は部品だけでなく、ラムガイドや工具の肩部にも影響を与える。.
今、あなたが慎重に計算したノーズ半径が、曲がったレバーを通して働いている。.
ハイブリッドをうまく運用できますか?はい、適切なアダプターを使い、負荷に対応し、テストベンドとシクネスゲージでベッド全長のアライメントを確認すれば可能です。ただし、それは願望ではなく、エンジニアリングの規律です。.
問題はさらに鋭くなります。たとえフィットしていてアライメントが取れていたとしても、パンチジオメトリが要求する負荷にあなたの機械が耐えられるでしょうか?
1974年、シンシナティは約10メートル幅で1500トン定格のプレスブレーキを製造しました。今日では、5000トンや6000トンに達する巨大な機械も存在します。そのため、あなたは「もう機械強度は金型の懸念を超えた」と思うかもしれません。.
そうではありません。.
ほとんどの工場は6000トンの巨人を動かしているわけではありません。3〜4メートル幅で100〜400トンのブレーキを使っています。そしてすべての機械にはフレームのたわみ限界に基づく、1フィートまたは1メートルあたりの定格トン数があります。それを超えると、金型だけでなく、永久的なフレーム変形のリスクも負います。.
これがそのメカニズムだ。.
より小さな内側半径を追いかけてダイの開口を狭めると、必要トン数が急増します。さらに、その「きつい曲げ」を助けようとしてノーズ半径の小さいパンチを選ぶと、先端の接触圧力が上がります。圧力が高いということは、同じ角度を達成するためにより多くの総トン数が必要になるということです。これは材料の流れを許さず、抵抗しているためです。.
その負荷はパンチ先端からタンを通ってラムへ、サイドフレームを伝い、ベッドへと下ります。フレームは限界内で弾性的なたわみをするよう設計されています。その限界を頻繁に超えると、機械のジオメトリが変化します。そうなると、正しく選ばれた金型でも角度が一定に出なくなります。なぜなら、機械自体が「クセ」を持ってしまうからです。.
私は、厚板で狭いダイを何年も過荷重で使い続けた結果、端から端まで数分の1ミリ単位で平行が狂った機械を測定したことがあります。オペレーターたちはスプリングバックのせいにしていましたが、真の原因はトン数超過の累積でした。.
これが、パンチの選択が機械能力と切り離せない理由です。パンチノーズ半径はダイの自然半径を支え、トン数が期待されるエアベンディング範囲に収まるようにしなければなりません。タンは正しく座り、荷重がまっすぐに伝達される必要があります。そして総トン数/メートルは、金型と機械の両方の定格内にとどめる必要があります。.
そうでなければ、あなたが曲げているのは鋼だけではありません。.
それを曲げるはずの機械自体を曲げてしまっているのです。.
金型の互換性が解決したら、次の分かれ道があります。この成形レバーが完全に「正しい道具」でなくなるのはいつか?そして、真のパンチングマシンを実際に必要とするのはいつか?
プレスブレーキをなだめて使うのをやめ、パンチプレスを導入すべき時とはいつでしょうか?
金属に「光」が通る瞬間です。.
これまではレバー、負荷経路、トン数の限界について話してきました。つまり、ブレーキパンチが、硬いデニムを膝で曲げるように材料を再成形する仕組みです。制御された圧力。緩やかな流れ。幾何学が物理を導く。そのすべてのシステムは「成形」を前提としており、「除去」ではありません。.
図面に穴、ノッチ、ルーバー、または換気スリットの群が描かれた瞬間、あなたは一線を越えます。金型の線ではありません。物理の線です。.
プレスブレーキは材料を「動かす」機械です。パンチプレスは材料を「分離する」機械です。.
その区別は単純に聞こえるが、誰かがそれを誤魔化そうとした瞬間に厄介になる。.
3mmの板に10mmの穴が必要な場合、ブレーキのパンチが正しい答えになることは決してない。せん断用のダイクリアランスがない。カッティングパンチからシートを引き離すためのストリッパーもない。スラグの排出を制御する方法もない。本物のパンチング操作におけるパンチとダイのすき間は、材料がきれいに破断するように0.01mm単位で測定される。その厳密なすき間があるからこそ、金属はタフィーのように伸びるのではなく、降伏し、割れて、分離するのだ。.
ブレーキのセットアップには、そのような関係はない。そこにはせん断リングとして機能するためではなく、曲げを支えるためのVダイがある。.
では、それをスケールアップしてみよう。.
例えば、パネルに400個の換気穴が必要だとする。パンチプレスはシートを一度クランプし、自動的に位置決めして、手作業の再位置決めが原始的に見えるほどの速度で次々と位置を移動する。セットアップは一度。繰り返しのストローク。毎回きれいな分離。その機械は反復と除去のために作られた。.
それをプレスブレーキで試してみれば、毎回手で位置を合わせ、アライメントが保たれることを祈りながら、成形用レバーをカッティングツールのふりをして使うことになる。.
プレスブレーキを、遅くて怒れるタレットプレスのまがい物にする人間にはなるな。.
そして、混乱を招く要素がある。それはプレスブレーキは、多くのパンチプレスが穴あけできる厚さよりも厚い板を曲げられるという事実だ。厚さが2倍になれば、パンチング力は急速に増加し、初心者が予想するよりもはるかに早く限界に達する。パンチプレスが力不足になる仕事もあるが、ブレーキならその厚さを一日中難なく成形できることもある。.
しかし、それはブレーキで穴を開けるべきだという意味ではない。.
それは単に、厚さだけでは機械の選択を決められないということだ。操作内容が決めるのだ。.
厚いステンレスを曲げる? ブレーキ。 何かに穴を開ける? パンチプレス。.
部品に通し穴が必要なら、図面と争うのはやめよう。.
あまりに何度も見てきた光景を描いてみよう。.
請求書に書かれていたのは「パンチ」という言葉だった。だが得られたのは、大きな鈍い音、浅いくぼみ、そして二度と直角を保てない工具エッジだった。.
理由はこれです。.
ブレーキパンチは、中心線に沿った圧縮荷重に耐えるように硬化処理されている。それは曲げラインに沿った分散接触を想定している。シートにまっすぐ押し込んで穴を「ポン」と開けようとすると、正しいダイクリアランスがない状態で、力が小さな一点に集中してしまう。きれいな破断の代わりに、材料は伸び、加工硬化し、やがて不均一に破損する。荷重が急増し、先端がきのこ状に潰れたり欠けたりする。ラムは本来感じるはずのない衝撃を受ける。.
曲げにおける金属は、安定した圧力下の冷たいバターのように振る舞う。穴あけにおける金属は、パリッと割れるクラッカーのように振る舞う。.
異なる破壊モード。異なる工具形状。異なる機械。.
そして危険にさらされるのは工具だけではない。せん断用に設計された適正なダイ開口部がないと、力はカッティングエッジを通って支持されたリングにきれいに伝わらず、Vダイの肩やラムガイドに衝撃として広がる。もはや穏やかな油圧トン数ではない。それはショック荷重だ。.
衝撃はクランプを緩め、タングのショルダーを打ち潰し、角度が「理由もなく」ずれていくまで気づかないような摩耗を生じさせます。“
一度の打撃では損傷は見えません。半年後にそれを感じることになるでしょう。.
ブレーキでかじり取りや部分的なせん断を行う特別なセットアップを設計できるでしょうか?理論的には、特注工具と慎重な荷重制御を行えば奇妙なことも可能です。工場はもっと奇妙なことさえやってきました。しかし、それらすべてを設計して回避する頃には、もともとそうするために作られていなかった機械の中に粗雑なパンチプレスを再構築していることになります。.
それが本当の境界です。.
プレスブレーキのパンチは精密な成形レバーです。金属を形状へと導くものであり、それを切り離すものではありません。材料を分離しようとした時点で、形状と材料物理の整合性を失い、双方を無視していることになります。.
したがって、セットアップと格闘する前に、清潔なひとつの質問をしてください:この機能は金属の除去を必要としていますか、それとも単なる移動ですか?
その答えが、どの機械が作業場にふさわしいかを教えてくれます。.
そして正しい機械を選んだあと、その選択を本能ではなく体系的に行うにはどうすればよいでしょうか?
プレスブレーキとパンチプレスのどちらを選ぶか、感覚や祈りではなく再現可能な方法で決定したいのです。.
良いですね。本能とは新人が「当て推量」と呼ぶものです。.
高価なものをへこませてしまった新入社員に私が教える枠組みは次の通りです:段階的に判断し、各ステップで物理法則に否決されるようにしなさい。最初の質問はこうです。図面は材料の除去を要求していますか、それとも移動のみですか? シートに光を通す必要があるなら、それで終了 — パンチプレスです。曲げ・ヘム・オフセット・フランジだけなら — そこで初めてブレーキの工具棚を開く資格を得ます。.
しかしそれは分岐点にすぎません。本当の規律は成形を選んだその後に始まります。なぜならブレーキは、クランプには収まってもベッドを過負荷にし、パンチをきのこ形に潰し、ラムを跳ね板のようにたわませる組み合わせを喜んで許容するからです。.
したがってチェックリストは「どの工具が正しく見えるか」ではなく「この形状は材料と機械に適合しているか」です。“
そしてそれは、多くの初心者が決して目を向けない機械側面に刻まれた数字から始まります。.
すべてのプレスブレーキにはトン数チャートがあります。これは、特定の材料厚さとダイ開口に対して、その材料をエアベンドするために必要な1フィート(または1メートル)あたりのトン数を示しています。.
それは提案ではありません。それは、Tシャツの綿布ではなく硬いデニムを曲げるための「代償」です。.
例えばチャートに「4 mmの軟鋼を3メートルの長さで曲げるには特定のVダイで約100トン」と書かれているとします。良し、ブレーキの定格は最大120トン。安全だと思うでしょう。.
おそらく。.
センターライン負荷制限を見てみましょう。多くの10フィート100トンの機械は、ベッドとラムの中央部分がよりしなやかにたわむため、中央での負荷の上限が1インチあたり約1.3〜1.5トンで頭打ちになります。中央に過剰な力を集中させると、鋼材を曲げるだけでなく、機械そのものを曲げてしまうのです。その損傷は今日すぐには現れません。6か月後に角度がずれはじめ、原因が誰にもわからないときに現れます。.
まだ終わりではありません。.
工具にも限界があります。ランド面、つまり荷重を支えるダイの肩の部分は、変形する前に対応できる荷重(トン数/平方フィート)に限りがあります。機械には余裕があっても、ダイの肩が定格を超えていたセットアップを見たことがあります。部品より先に工具の方が参ってしまうのです。.
機械の銘板だけを確認して、工具カタログを無視するような人になってはいけません。.
次に材料係数を考慮します。ステンレスは見た目が美しいだけの軟鋼ではありません。より大きな力が必要です。ある工場ではステンレス曲げを117トンで計算し、係数を掛けて175トンに増やしたうえで、それでも安全な範囲にトン数を戻すためにダイを広げる必要がありました。ダイを広げると力は減りますが、内側半径は大きくなります。幾何的関係が変化するのです。すると選んでいたパンチ半径が、新しい条件と合わなくなります。.
ここでチェックリストの出番です。
どの段階でも不適合があれば、再設計します――曲げ区間を短くする、異なるダイ幅を選ぶ、または図面が変更できない場合は別の機械を使用します。.
ときには正直な答えがこうなることもあります。「このブレーキでは、この長さの曲げはできません。」.
それは敗北ではありません。荷重経路への敬意です。.
トン数を確認するか、自尊心を確認するかです。.
しかし、すべてのチャートが揃っていても、人々がつまずく心の癖が一つあります。.
重要なのは次の思考転換です。パンチの先端の形状ではなく、力がシステム全体をどう流れるかを考えることです。.
ブレーキパンチはてこの一種です。ラムが下方向へ押し下げます。材料はVダイの上に置かれています。力は一点ではなく線に沿って広がります。金属は徐々に降伏し、まるで定規の縁で冷たいバターを押すような感じです。制御された変形です。.
「これをそのまま打ち抜いてもいい?」と尋ねた瞬間、気づかぬうちに思考モデルを切り替えてしまっています。.
形状に分離が必要な場合は、材料がきれいに破断するように、百分の一ミリ単位で金型クリアランスを設定する必要があります。それはパンチプレスの世界です――厳密なクリアランス、ストリッパープレート、スラグ管理。形状に角度、半径、オフセットが必要な場合――今度は内側半径、スプリングバック、金型幅の管理です。.
異なる問い。異なる物理。.
ここで、今後も使える判断方法を示します。
もはや厚さで機械を選ぶのではありません。金属が破断すべきか、流動すべきか、そして機械がその流動を構造限界を超えずに誘導できるかどうかで選択するのです。.
それが視点です。.
パンチの見た目を気にするのはやめましょう。代わりに、金属が何をすべきかを考え、その機械がその力を清潔に、正しい経路で、曲げの全長にわたって加えられるかどうかを問いましょう。.
作業を工具選択ではなく力の管理として捉えられるようになると、正しい機械を選ぶだけではありません。.
間違った機械を責めることがなくなるのです。.


















