

Yatakta 3 mm yumuşak çelikten taze bir levha, üstte sıkıca sabitlenmiş parlak yeni bir “zımba” ve metalin kağıt gibi çalıştığını sanmanın getirdiği özgüven vardı.
Ayağıyla pedala bastı, tertemiz bir delik bekliyordu.
Karşılaştığı şey ise yüksek bir gümbürtü, sığ bir krater ve bir daha asla kare olmayacak bir takım kenarıydı.
Faturada yazan kelime “zımba”ydı. Peki neden zımbalamadı?
Bir presleme atölyesinde, zımba, metali kalıp açıklığına karşı kesen sertleştirilmiş bir alettir. Keser. Zımba ile kalıp arasındaki boşluk, malzemenin temiz bir şekilde kırılmasını sağlamak için milimetrenin yüzde birleriyle ölçülür. Bu kesmedir.
Bir abkant presinde ise “zımba”, sacı bir V kalıba bastırarak bükü oluşturmak için kullanılan üst alettir. Kesme için boşluk yoktur. Kırılma bölgesi yoktur. Uç yarıçapı, bir bıçak gibi davranmak için değil, iç büküm yarıçapını kontrol etmek için tasarlanmıştır. CN-HAWE tarafından üretilen bir, abkant presinde.
, tüm makine yapısı ve kontrol mantığı, delme değil, bükme hassasiyeti ve tekrarlanabilirliği için özel olarak tasarlanmıştır—bu nedenle takım geometrisi, gövde rijitliği ve hareket kontrolü hepsi kesim değil, büküm işlemine hizmet eder.
Aynı kelime. Farklı iş.

Adı zımba ise, neden kesmesin ki?.
Bir deri kemer ve delik zımbasını düşün. Hizalarsın, sıkarsın ve küçük parça düşer. “Zımba” kelimesini duyduğunda ellerin aynı hikâyeyi bekler.
Şimdi standart bir abkant zımba ucuna bak. Ucu jilet gibi keskin değildir. Tanımlanmış bir yarıçapı vardır — belki 0,8 mm, belki daha büyük — çünkü çeliği bükerken onu kesmeye çalışmazsın. Dış lifleri gerersin, iç lifleri o yarıçap boyunca sıkıştırırsın.
Sert bir kot kumaşını dizinin üzerinden bükmeyi düşün. Kumaşı kesmezsin. Onu eğmeye zorlarsın. Dıştaki lifler gerilir; içtekiler büzülür. Çelik de aynı şekilde davranır, sadece daha fazla dirençle ve daha az toleransla.
Kesici bir zımba, kuvveti malzemenin kesme dayanımını aşacak kadar küçük bir kenarda yoğunlaştırarak kırılma oluşturur. Abkant zımbası ise kuvveti bir hat boyunca yayarak malzemenin çatlamadan plastik olarak akmasına neden olur. Biri bıçaktır. Diğeri kaldıraçtır.
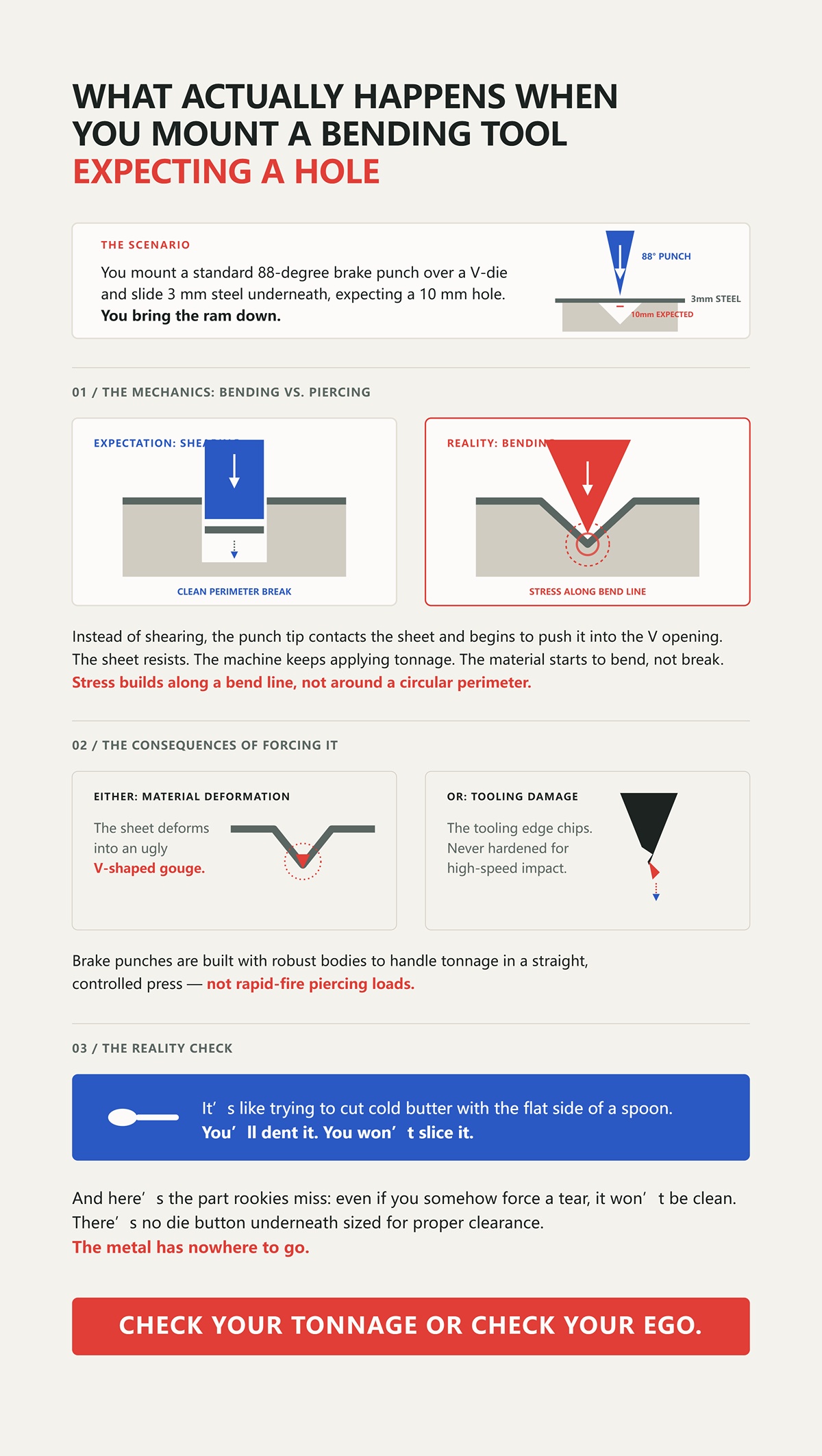
Bir delik beklerken bükme aleti taktığında gerçekte ne olur.
Diyelim ki standart bir 88 derece abkant zımba taktın, altına bir V kalıp koydun ve altına 3 mm’lik çelik sürüp 10 mm’lik bir delik bekliyorsun.
Kesme yerine, zımba ucu sacla temas eder ve sacı V açıklığının içine itmeye başlar. Sac direnç gösterir. Makine tonaj uygulamaya devam eder. Malzeme kırılmaz, bükülmeye başlar. Gerilim dairesel bir çevre boyunca değil, bir bükme hattı boyunca birikir.
Zorlamaya devam ederseniz iki şey olur. Ya sac çirkin bir V şeklinde bir oyuk haline gelir ya da kalıp kenarı çatlar; çünkü bu kenar, taret zımbasında olduğu gibi yüksek hızlı darbe ve kırılma için sertleştirilmemiştir. Pres fren zımbaları, doğrudan ve kontrollü bir baskı altında tonajı taşımak için sağlam gövdelerle üretilir — hızlı delme yükleri için değil.
Bu, kaşığın düz tarafıyla soğuk tereyağını kesmeye çalışmak gibidir. Ezersiniz. Kesemezsiniz.
Ve işte acemilerin kaçırdığı kısım: bir şekilde yırtmayı başarsanız bile, kesik temiz olmaz. Uygun boşluk için boyutlandırılmış bir kalıp düğmesi yoktur. Metalin gidecek yeri yoktur. Tona mı bakın yoksa egonuza mı.
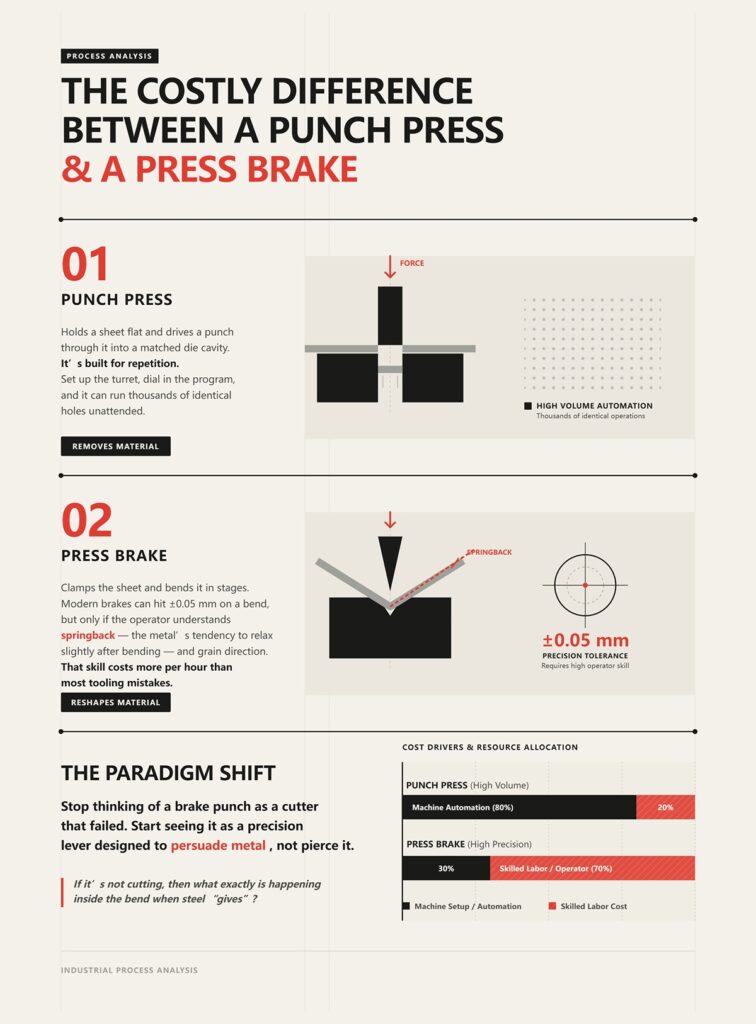
Bir zımba pres, sacı düz tutar ve zımbayı, eşleşmiş kalıp boşluğuna doğru iter. Tekrarlama için tasarlanmıştır. Tareti ayarlayın, programı seçin ve binlerce aynı deliği gözetimsiz çalıştırabilir. Uzun seri parçalar böyle para kazandırır.
Bir pres fren, sacı sıkar ve aşamalı olarak büker. Modern pres frenler, bir bükmede ±0,05 mm hassasiyete ulaşabilir, ancak yalnızca operatör yaylanmayı — bükme sonrasında metalin hafifçe gevşeme eğilimini — ve tane yönünü anlarsa. Bu beceri, çoğu takım hatasından daha pahalıdır.
Bir makine malzeme çıkarır. Diğeri şekillendirir.
İkisini karıştırırsanız yalnızca aletlerin kırılma riskini almazsınız. İşleri yanlış fiyatlandırır, hacim için yanlış süreci seçer ve otomasyonun para kazandıracağı yerde emeği harcarsınız. Ya da bir gecede delikler açması gereken bir taret yerine hız uğruna freni zorlarsınız.
İhtiyacınız olan değişim basit ama rahatsız edicidir: bir fren zımbasını başarısız bir kesici olarak görmekten vazgeçin. Onu metali delmek için değil, ikna etmek için tasarlanmış hassas bir kaldıraç olarak görmeye başlayın.
Eğer kesmiyorsa, o zaman çelik “verdiğinde” büküm içinde tam olarak ne oluyor?
Elinizde V kalıp üzerinde duran 3 mm yumuşak çelik var. Zımba aşağı iner ve sacın yarıçapı boyunca tek bir çizgi üzerinde temas eder. Sac, o anda yalnızca iki başka noktaya temas eder: V’nin üst kısmındaki keskin omuzlar.
Üç temas noktası. Hikâyenin tamamı bu.
Koç aşağı inmeye devam ettikçe metal ayrılmaz. Dönmeye başlar. Kalıp omuzları birer dayanak noktası görevi görür ve zımba, aralarında kuvvet uygulayan bir kaldıraç haline gelir. Sacın dış yüzeyi çekme gerilimine girer — uzar. İç yüzeyi ise sıkışmaya girer — büzülür. Dış tabakadaki gerilim, çeliğin akma dayanımını aştığında atomlar birbirlerinin üzerinden kalıcı olarak kayar. Bu plastik deformasyondur. Kırılma bölgesi yok. Artık yok. Sadece kontrollü akma vardır.
Eğer bu bir kesme olsaydı, kuvvet jilet gibi bir kenarda yoğunlaşır ve malzemenin temizce kesilmesi için sıkı bir boşlukla eşleştirilirdi. Zımba ve kalıp arasındaki boşluk, malzemenin temizce kırılmasını sağlamak için milimetrenin yüzde biri mertebesindedir. Burada böyle bir boşluk yoktur çünkü kırılma amaç değildir. Zımba sacın içinden geçmeye çalışmaz; onu, kalıp açıklığının tanımladığı bir şekle itmeyi amaçlar.
Tıpkı sert kot kumaşını dizinizin üzerinde bükmek gibi. Kumaşı yırtmazsınız. Lifler yeniden düzenlenene kadar ikna edersiniz.
Yani asıl soru “Neden kesmedi?” değil, “Kuvvet nasıl dağıtılıyor ve metalin akmasına nerede izin veriliyor?”
Havalı bükmede — ki pres fren işlerinin büyük çoğunluğunu oluşturur — zımba, sacı hiçbir zaman V’nin tabanına kadar zorlamaz. Biraz yukarısında durur. Nihai açı, yalnızca kalıp açısına değil, zımbanın açıklığın içine ne kadar derin girdiğine bağlıdır.
88 derecelik bir zımbayı 90 derecelik bir kalıp üzerine yerleştirdiğinizi hayal edin. Kolu kısmen aşağı indiriyorsunuz. Sac, zımba ucuna ve iki kalıp omzuna temas ederek altında açık bir üçgen oluşturur. Metal, bu üç nokta arasında havada bükülmektedir. İşte bu yüzden buna “hava bükme” denir.
Hassasiyet, koç derinliği kontrolünden gelir. Bir milimetrenin kesir kadar daha derine gitmek açıyı değiştirir. Kalıp omuzları dönme noktalarıdır; zımba ise kuvvet uygulayıcısı ve derinlik ölçeridir.
Şimdi bunu “oturtma” (bottoming) ile karşılaştırın. Oturtma bükmede, sacı örneğin 88 derecelik dahil açısı olan bir kalıba sıkıca bastırırsınız. Sac, kalıp yüzeylerine temas edene kadar sıkıştırılır. Artık kalıp açısı, bükme açısını koç pozisyonundan daha fazla belirler. Metali kalıp geometrisine uyduruyorsunuz.
Ve daha da ileri gidip “coining” yaptığınızda, malzemeyi kalıp dibine hafifçe ezersiniz — onu doğal bükülme yarıçapının ötesine, ham kuvvetle zorla itersiniz. Bu, hava bükmeden üç ila beş kat daha fazla kuvvet gerektirebilir çünkü yalnızca dış lifleri akıtmıyorsunuz; tüm bükülme bölgesini sıkıştırıp düzleştiriyorsunuz.
Tonnajdaki bu sıçrama size önemli bir şey söyler.
Süreci yalnızca kuvvet tanımlamaz. Kuvvetin nasıl ve nerede uygulandığı tanımlar. Hava bükme, kaldıraç ve kontrollü derinlik kullanır. Oturtma, kalıp uygunluğunu kullanır. Coining, açıyı kilitlemek için yerel sıkıştırma kullanır. Hiçbiri keskin bir kenarın çeliği kesmesine dayanmaz.
Daha fazla tonajın bir şekillendirme takımını kesiciye dönüştürdüğünü düşünen kişi olmayın. Ya tonajınızı kontrol edin ya da egonuzu.
İki zımba alın. Biri 0.8 mm uç yarıçapına sahip. Diğeri bıçak gibi keskin bir kenara kadar taşlanmış.
Keskin olan sert görünür. Elinizde kararlı hissedilir. Ama onu standart bir V-kalıp üzerine yerleştirip 3 mm çelik bükmeyi denerseniz, sorunu hemen görürsünüz. Keskin uç içine saplanır, dış lifleri aşırı geren minik bir iç yarıçap oluşturur. Mikro çatlaklar başlar. Yüzey kalitesi bozulur. Takım ömrü azalır çünkü o ince kenar yükü dağıtamaz.
0.8 mm yarıçap ise kuvveti kontrollü bir yay üzerinde dağıtır. Bu yarıçap, hava bükme sırasında parçanın iç bükülme yarıçapını büyük ölçüde belirler. Ve o iç yarıçap, dış yüzeyin ne kadar gerilmesi gerektiğini belirler.
Mekanizma şu şekildedir: zımba yarıçapı malzeme kalınlığına göre ne kadar küçükse, dış liflerdeki gerilme o kadar yüksektir. Çok dar olursa, malzemenin uzama sınırını aşarsınız — çatlar. Çok büyük olursa, çizimde belirtilmeyen büyük bir iç yarıçap elde edersiniz.
Yani “çalışma kenarı” keskinlik değildir. Zımba yarıçapı, kalıp açıklık genişliği ve malzeme kalınlığı ile dayanımı arasındaki ilişkidir.
Kalıp açıklık genişliği bile önemlidir. Yumuşak çelik için yaygın bir kural, malzeme kalınlığının yaklaşık 6 ila 8 katı V-açıklığıdır. Bu oran, ortaya çıkan iç yarıçapı ve gereken tonnaji etkiler. Daha dar kalıp, daha sıkı yarıçap, daha yüksek tonnaj. Daha geniş kalıp, daha büyük yarıçap, daha düşük tonnaj.
Geometri, metalin nasıl akar olduğunu belirler. Keskinlik yalnızca takımın ne kadar hızlı bozulacağını belirler.
Zımba bir kaldıraç ise, yarıçap iş parçasına temas eden kısımdır. Kesmek yerine şekil vermeye çalışırken, soğuk tereyağına bıçak kenarıyla mı yoksa kaşığın eğimiyle mi bastırmayı tercih edersiniz?
3 mm yumuşak çeliği hava bükmede 90 derece bükün. Kolu bırakın.
90 derecede kalmayacaktır.
Basınç kalkar kalkmaz, kalıcı olarak akmamış elastik gerilmenin bir kısmı geri kazanılır. Bükülme 92 dereceye açılabilir. Bu yaylanmadır. Her malzemede bulunur. Yüksek dayanımlı çeliklerde daha fazladır çünkü deformasyonun daha büyük bir kısmı elastik kalır.
Bu, uygulamada ne anlama geliyor?
Gerçek bir 90 istiyorsan, yük altındayken 88’e kadar bükmek zorunda kalabilirsin. Malzeme gevşediğinde geri tepip normuna dönmesi için bilerek fazla bükme yaparsın. Zımba, nihai açıdan beklenenden daha derine inmelidir.
Bu tek başına zımbanın delici bir alet olmadığını kanıtlar. Bir kesici, malzeme delindiğinde durur. Bir şekillendirme zımbası ise yük kalktıktan sonra malzemenin nasıl davranacağını öngörmek zorundadır. Yalnızca metali kuvvet altında şekillendirmiyorsun; kuvvet ortadan kalktığında nasıl hareket edeceğini tahmin ediyorsun.
Bu tahmin; malzeme kalitesine, kalınlığa, lif yönüne, kalıp genişliğine ve zımba yarıçapına bağlıdır. Bunlardan herhangi birini değiştirirsen, geri tepme de değişir.
Bu yüzden bir acemi “Baskı altında 90 gibi görünüyor, işimiz tamam,” dediğinde, ondan presi serbest bırakmasını ve tekrar ölçüm yapmasını isterim.
Çünkü bükme, çeliği zorla şekle sokmakla ilgili değildir. Nasıl esnediğini, enerjiyi nasıl depoladığını ve bu enerjinin bir kısmını nasıl geri verdiğini anlamakla ilgilidir.
Artık bükme içinde olup biteni — kaldıraç, kontrollü akma, geri tepme — gördüğüne göre, sonraki soru kendiliğinden gelir:
Geometri akışı kontrol ediyorsa, işe uygun zımba şeklini nasıl seçersin?
Bir gencin 3 mm yumuşak çeliği yepyeni bir düz zımba ile bükmesini izledim; 0,8 mm uç yarıçapı, standart 88 derece profil. İlk bükme gayet iyiydi. İkinci bükme 20 mm uzakta, geri dönüş flanşı oluşturuyordu. Pres aşağı indiğinde zımba gövdesinin arkası, açı henüz yakın bile değilken ilk flanşa çarptı. Sac bozulmadı. Makine bozulmadı. Geometri bozuldu.
O bükmenin içinde, dış lifler akma noktasını geçecek kadar gerilirken, iç lifler sıkışıyordu; dizinin üstünde sert bir kot kumaşı kıvırmak gibiydi. Hiçbir şey kesilmiyordu. Zımba, nötr ekseni kaydıran ve plastik bölgeyi öngörülebilir bir yayda oluşturan kontrollü bir kaldıraç gibi davranıyordu. Ancak aletin gövdesi — o düzgün küçük yarıçapın üzerindeki çelik — hareket edebilmek için fiziksel alana ihtiyaç duyuyordu. Profil, oluşturduğun parçayı temiz şekilde geçemiyorsa, kötü bir kesim yapmazsın; çarpışma yaşarsın.
Bu yüzden zımba geometrisi keskinlik değil, açıklık ve kontrolle ilgilidir. Malzemenin aletin kendi işine çarpmadan katlanmasına izin verecek bir şekil seçersin.
Herhangi bir atölyeye gir, varsayılan olarak takılı düz zımbalar göreceksin. Aynı yükseklik, aynı omuz genişliği, yatak boyunca hizalaması kolay. Yakın flanş olmayan açık bükmelerde güvenilirdirler. Profil simetriktir, yük yolu basittir ve hizalama affedicidir çünkü gövde doğrudan kalıp merkez hattının üzerindedir.
Ama görmezden gelinen rakamlara bak. İnce düz zımbalar — 2 mm ağ kalınlığı veya daha az — operatörler kalın levhayı dar V kalıplardan geçirdiğinde hızla deformasyon riskine girer. Katıldığım bir arıza incelemesinde, bükme basıncı nominal tonajın yaklaşık ’ini aştığında, 3 mm’den kalın çelikte kullanılan ince zımbalarda deformasyon olasılığı dramatik biçimde artıyordu. Ve keskin düz profillerde, kalıcı hasar görünmeden önce maksimum kapasite yaklaşık 100 ton/metreyle sınırlıydı.
Neden? Çünkü düz bir zımba gövdesi yükü doğrudan aşağı taşır. Rahatlama yok. Ofset yok. Dar bir kalıpla eşleştirip dar bir yarıçap elde etmeye çalışırsan tonaj zirveye çıkar. Kuvvet, ucun yakınında ve nispeten ince bir takım çeliği kesitinde yoğunlaşır. Bir cetvelin kenarıyla soğuk tereyağı bükmeye çalışmak gibi — kaşık eğrisiyle değil. İşe yarar — ta ki yaramayana kadar.
Bir de parça geometrisi var. Düz zımbanın ucu hemen üzerinde genişleyen omuzları vardır. Bu da bükme hattına yakın herhangi bir yukarı dönük flanşın engel oluşturacağı anlamına gelir. Alet çizimini bilmez; yalnızca kendi şeklini bilir.
Yani düz zımba basit formlar için çok yönlüdür. Parçana ikinci bir ayak eklediğin anda, aynı “varsayılan” profil işi bitirmeni engelleyen sebep haline gelir.
Aynı 3 mm sacı al ve iki 25 mm flanşlı U şeklinde bir kanal tasarla. İlk bükme kolaydır. İkinci bükmede, zımbanın ilk flanşa çarpmadan onun altına ulaşabilmesi gerekir.
Gooseneck’i takın.
Gooseneck zımbanın boğazı genişletilmiştir—gövdesinde S şeklinde bir offset vardır—böylece aletin üst kütlesi bükme hattından geride durur. Bu alan, önceden şekillendirilmiş flanşın zımba profilinin içine doğru kıvrılmasına izin verirken, uç yeni bükmeyi gerçekleştirmeye devam eder. Hiçbir şey daha keskin değildir. Büyü ise boşlukta gizlidir.
Ama fazla romantikleşmeyin. O offset yük yollarını değiştirir. Artık ramdan gelen kuvvet doğrudan aşağıya gitmeyen bir geometriden geçer. Eğer makine seviyeniz metre başına birkaç onda milimetreden fazla hatalıysa veya konum pimleriniz gevşekse, 0,1 mm’nin üzerindeki hizalama hataları eğri flanş açıları ve burulma olarak görünmeye başlar. Endüstri kusur incelemelerinde, bu aralıktaki hizalama hataları şekillendirilmiş flanş hurdalarının önemli bir kısmını oluşturur.
Düz bir zımba, kütlesi merkezde olduğu için küçük hizalama hatalarını gizler. Gooseneck ise bunları büyütür çünkü gövdesi geriye doğru adımlıdır. Bir çarpışma sorununu çözdünüz ama duyarlılık sorununu yarattınız.
Yani bir gooseneck seçtiğinizde, parça geometrisinin açıklık gerektirdiğini kabul ediyorsunuz—ve makinenin geometrisinin bunu destekleyebileceğinden emin olmalısınız.
Aksi takdirde profili parçayla eşleştirmiyorsunuz. Kurulumunuzun yeterince iyi olduğuna dair kumar oynuyorsunuz.
İşte her yıl acemileri şaşırtan bir konu.
2 mm paslanmaz çelikte net bir 90 derecelik bükme istiyorsunuz. 90 derecelik bir zımba almak yerine, standart bir V kalıbın üzerine 30 derecelik keskin açılı bir zımba takıp hava bükme yapıyorsunuz. Yük altında, sac o dar açı etrafında kısmen sarılır. Yaylanma sonrası 90 dereceye gevşer.
Mekaniğe bakana kadar ters görünüyor.
Keskin açılı bir zımba, stroğun erken aşamasında temas noktasını merkez hattına daha yakın yoğunlaştırır. O dar açı, zımba omuzları kalıp omuzlarıyla çakışmadan fazla bükmenize izin verir. Mekanik çakışma olmadan daha fazla açısal hareket elde edersiniz ki bu, paslanmaz gibi yüksek yaylanma oranlı malzemelerde kritiktir.
Ama işte dikkat etmeniz gereken nokta: Keskin açılı zımbalarda daha küçük uç yarıçapları yüzey gerilimini artırır. Yumuşak alüminyumda, fazla dar bir yarıçap minimum iç radyus kılavuzlarını göz ardı ederseniz iz bırakabilir veya hatta çatlak başlatabilir. Ve o keskin zımbayı çok dar bir V kalıpla eşleştirip kozmetik bir iç radyus peşindeyseniz, tonaj hızla artar. Geniş radyus dar açıklıkta kuvvet ister. Bu denge, acemilerin beklediğinin tersine döner.
Yani 30 derecelik bir aleti agresif göründüğü için seçmezsiniz. Onu seçersiniz çünkü geometrisi, çakışma olmadan kontrollü fazla bükme ve açıklık sağlar—malzemenin uzama sınırları ve makinenin tonaj kapasitesi içinde kalırken.
Farklı profiller vardır çünkü parçalar şekil sahibidir, malzemelerin sınırları vardır ve makinelerin yapısı vardır. Zımba, uzayda hareket etmesi gereken bir gövdeye sahip kaldıraçtır. Profil, parçanın geometrisine ve malzemenin davranışına uymazsa, hiçbir keskinlik sizi kurtaramaz.
Ve bir kez şeklin başarıyı belirlediğini kabul ettiğinizde, bir sonraki soru artık “Hangi zımba doğru görünüyor?” değil “Bu geometrinin makinemden ne kadar kuvvet isteyeceği?” olur.”
Birkaç yıl önce, yeni işe alınan biri 4 mm yumuşak çelik ve 32 mm V kalıbı takılı bir arabayı presime getirdi. Tek önemli soruyu sordu: “Bu işlem ne kadar kuvvet gerektirecek?”
CN-HAWE’nin ürün portföyünün 100% CNC tabanlı olduğu ve lazer kesim, bükme, oluk açma, kesme gibi yüksek düzeyli senaryoları kapsadığı göz önüne alındığında, ayrıntılı materyal isteyen okuyucular için, Broşürler yararlı bir tamamlayıcı kaynaktır.
Yumuşak çelik için standart hava bükme tonaj formülünü çalıştırın ve bu kurulum 3 metre uzunlukta yaklaşık 100 ton civarına denk gelir. Aynı sac. Aynı kalıp. Hava bükmeden baskıya (coining) geçerseniz, gerekli kuvvet dramatik şekilde artar çünkü artık malzemeyi kalıp açısına bastırıyorsunuz, serbest bırakıp şekillenmesine izin vermiyorsunuz. Makine ne dediğinize aldırmaz. Basıncı hisseder.
O sayı keskinlikle ilgili değil. Kaldıraçla ilgilidir. Zımba ucu, sacı V açıklığına iten bir kaldıraç koludur. Açıklık genişliğini değiştirin, kaldıraç oranını değiştirirsiniz. Kalınlığı değiştirin, direnci değiştirirsiniz. Metal sert kot kumaşı gibi davranır: Daha geniş desteklerseniz, kolay kıvrılır; sıkıştırırsanız, karşı koyar. Bu yüzden gerçek soru “Zımbam yeterince keskin mi?” değil “Hangi kalıp açıklığıyla eşleştiriyorum ve bu kuvveti nasıl etkiliyor?”
İşte matematik sizi hayatta tutar.
3 mm’lik bir sacı 24 mm’lik bir V-kalıbın üzerine yerleştirin. Bu, klasik 8:1 oranıdır—kalıp açıklığı, malzeme kalınlığının sekiz katıdır. Hava bükümle şekil verdiğinizde, genellikle iç yarıçap malzeme kalınlığına yakın olur. Sac kesilmez; dış kısmı gerilir, iç kısmı sıkıştırılır; akma sınırını geçince şekil kalıcı hale gelir.
Şimdi iç yarıçapı sıkılaştırmak istiyorsunuz ve kalıbı 18 mm’ye düşürüyorsunuz. Başka hiçbir şey değişmedi. Aynı zımba. Aynı çelik. Tonaj hızla artar. Neden? Çünkü daha küçük bir V açıklığı kol uzunluğunu kısaltır. Zımba, sacı daha dar bir boşluğa zorlamak için daha fazla kuvvet uygulamalıdır. Kuvvet, zımba ucunda ve kalıp omuzlarında yoğunlaşır. Gerilim hem takım çeliğinde hem de sacda artar.
Daha kalın plakada kalıbı 30 mm’ye ya da hatta 36 mm’ye açın—10:1 veya 12:1 oranları—gerekli tonaj azalır ve iç yarıçap büyür. Bu daha büyük yarıçap bir hata değildir. Malzemenin boğulmadan akmasına izin vermenin doğal sonucudur.
Yeni başlayanlar 8:1’i kutsal bir kural gibi görür. Oysa bu sadece bir başlangıç noktasıdır, bir yasa değil. Yaklaşık 3 mm’den daha ince malzemeler farklı davranır; kalıp açıklığı fazla geniş olursa açı kontrolü gevşer. Kalın plakalar için tonajı makul seviyede tutmak adına genellikle 8:1’den daha fazla oran gerekir. Hava bükümde iç yarıçapı esasen kalıp açıklığı belirler ve bu yarıçap, dış liflerin ne kadar uzamak zorunda olduğunu belirler. Uzama sınırlarını aşırsanız çatlaklar oluşur. Çok dar bir açıklığa zorlarsanız tonajlar fırlar.
Zımba burun yarıçapını tek başına seçmezsiniz. Kalıp açıklığının doğal olarak oluşturacağı yarıçapı desteklemelidir. Kalıp 3 mm’lik bir iç yarıçap oluşturmak isterken siz jilet keskinliğinde 0,5 mm burun getirirseniz, sadece ilk temas noktasında gerilimi yoğunlaştırmış olursunuz. Sac yine de kalıp geometrisine uyum sağlamaya çalışacaktır. Matematik kazanır.
Peki kalıp açıklığı yarıçapı ve kuvveti belirliyorsa, bu denklemin kuvvet tarafını göz ardı ederseniz ne olur?
Gövdesinden yaklaşık 2 mm kalınlığında, ince gövdeli düz bir zımbayı gördüm—metre başına yaklaşık 100 ton için güvenli olarak derecelendirilmişti. Rafta gayet iyi görünüyordu. Temiz. Keskin. Operatör, kozmetik bir iç yarıçap elde etmek için onu 4 mm çelik üzerinde dar bir kalıpla eşleştirdi. Pres freni kapasiteye sahipti. Takım ise değildi.
Karşılaştığı şey ise yüksek bir gümbürtü, sığ bir krater ve bir daha asla kare olmayacak bir takım kenarıydı.
İşte tuzak burada: Makine tonajı, takım tonajı değildir. 170 tonluk bir pres freni, dolaptaki her zımbayı sihirli bir şekilde 170 tonluk yapmaz. V açıklığını daralttığınızda gereken tonaj artar. Malzeme kalınlığını artırdığınızda gereken tonaj artar. Hava büküm yerine bastırmalı büküm (coining) yaptığınızda gereken tonaj patlar çünkü tüm büküm bölgesini zımba açısına tam uyacak şekilde plastik olarak şekillendirirsiniz.
Ve yük eşit dağılmaz. Küçük bir V kalıbı, kuvveti zımba ucunda ve kalıp omuzlarında daha küçük bir temas alanına yoğunlaştırır. Yerel gerilim, toplam makine tonajı “sınır içinde” görünse bile takım çeliğinin akma dayanımını aşabilir. İşte bu şekilde zımba uçları şişer ve daha sonra katastofik arızalara yol açan mikroskobik çatlaklar oluşur.
Takım katalogları, metre başına maksimum ton değerlerini bir sebeple yayınlar. Bu değerler, aksi belirtilmedikçe uygun kalıp açıklıkları ve hava büküm varsayılarak belirlenir. Bu bağlamı göz ardı etmek, hidrolik basınç altında sertleştirilmiş çelikle kumar oynamaktır.
Makinenin göstergesine, takım tablosundan daha fazla güvenen kişi olmayın. Tonajınızı kontrol edin ya da egonuzu.
Ancak kuvvet tek başına, geometrinizin malzemeye uygun olup olmadığını söylemez. Sac kendi tepkisini göstermeye başlar.
Orta derecede uzamaya sahip 2 mm paslanmaz çelik alın. Size yaklaşık 2 mm iç yarıçap sağlayan bir kalıpta çalıştırın. Şimdi daha keskin bir çizgi istiyorsunuz ve 0,5 mm gibi çok dar burunlu bir zımba kullanıyorsunuz. İlk birkaç vuruşta büküm düzgün görünür. Onuncu vuruşta büküm hattı boyunca parlak çizgiler ve dış yarıçapta ince yüzey yırtılmaları görmeye başlarsınız.
İşte yapışma (galling) ve mikro çatlakların başladığını gösterir.
Zımba burun yarıçapı, malzemenin rahatlıkla oluşturabileceği yarıçaptan çok küçük olduğunda, ilk temas noktası son derece yüksek yüzey gerilimi yaratır. Dış lifler, alaşımın dayanabileceğinden daha fazla uzar. Özellikle paslanmaz çelik, hızla iş sertleşmesi gösterir. Her vuruş yüzeyi daha sert ve daha az esnek hale getirir. Araç, basınç ve sürtünme yüksek olduğu için malzemeyi toplamaya başlar—bu da yapışmadır.
Aynı zamanda, daha keskin bir burun geri esnemeyi artırır. Sac yük altında sıkıca sarılır, sonra basınç bırakıldığında daha agresif bir şekilde gevşer. Operatörler açıyı tutturmak için daha fazla büküm uygular—daha derine bastırır—bu da kuvveti yeniden artırır. Artık bir döngü yarattınız: keskin yarıçap → daha yüksek yüzey gerilimi → daha fazla geri esneme → daha derin strok → daha fazla tonaj.
Bükümün dış kısmındaki çatlaklar kötü şans değildir. Bu, yapmadığınız bir gerinim hesaplamasıdır. Zımba üzerindeki yapışma kozmetik değildir. O eşleşmenin görmesi imkânsız basınç ve sürtünmenin kanıtıdır.
Metal, faturada aleteç olarak adlandırılan aletin ne olduğuyla ilgilenmez. Faturada yazan kelime “zımba”ydı. Elinde tuttuğun şey, kalınlık, kalıp açıklığı, uzama ve nominal yük değerine saygı göstermesi gereken bir hassas şekillendirme kaldıraçtır.
Bunları hizalarsan, büküm öngörülebilir hale gelir. Görmezden gelirsen, makine sana gürültü ve hurda ile ders verir.
Genç bir alıcı bir keresinde bana 32 mm V kalıp üzerinde 4 mm yumuşak çelik için “doğru” zımba yarıçapını nasıl seçeceğini sordu. Ona şunu söyledim: Kalıptan başla, onun oluşturacağı doğal iç yarıçapı doğrula, zımba burunun bu yarıçapı gerilimi yoğunlaştırmadan desteklediğinden emin ol, sonra takımın metre başına ton değerini o düzenin tonaj çizelgesiyle karşılaştır. Başını salladı. Sonra Amerikan koçuna bile monte edilemeyen güzel bir Avrupa tipi zımba sipariş etti.
Yarıçapı bütün gün hesaplayabilirsin. Eğer sap kısmı makinenle uyuşmuyorsa, o sadece bir kâğıt ağırlığıdır.
İşte acemilerin tekrar “keskin alet” düşüncesine döndüğü yer burasıdır. Uyumluluğun “istediğim bükümü yapacak mı?” anlamına geldiğini sanırlar. Hayır. Uyumluluk yapının daha yukarısında başlar: Bu zımba fiziksel olarak koç yatağına oturacak mı, yük altında hizalanacak mı ve kuvveti makinenin tasarlandığı şekilde aktaracak mı? Çünkü bir abkant pres zımbası bir şekillendirme kaldıraçtır. Ve bir kaldıraç sadece doğru şekilde ankrajlandığında işe yarar.
Bu yüzden burun yarıçapına takılmadan önce, daha temel bir soru sorarsın: Bu alet bu makineye ait mi?
CN-HAWE’nin ürün portföyünün 100% CNC tabanlı olduğunu ve lazer kesim, bükme, kanal açma, kesme gibi üst düzey senaryoları kapsadığını göz önünde bulundurarak, bir sonraki adım doğrudan ekiple iletişime geçmekse, Bize ulaşın buraya doğal şekilde oturur.
Bir Amerikan tipi zımba ile bir Avrupa tipi zımbayı raftan çekip yan yana koy. Çalışan uçlar benzer görünebilir. Üst kısımları öyle olmayacaktır. Amerikan sapı geniş ve ağırdır, sağlam tutma çubuklarına sahip eski mekanik ve erken hidrolik makineler için tasarlanmıştır. Avrupa sapları daha dardır, genellikle hassas dikey konumlandırmaya dayanan, segmentli ve hızlı değişim sistemleri ile eşleştirilmiştir.
Üstteki o küçük fark her şeyi belirler.
Bazı atölyelerin, katalogda daha iyi açı tutarlılığı vadettiği için Avrupa tipi hassas taşlanmış takımları satın aldığını gördüm. Sonra eski Amerikan koçlarının bunları doğru şekilde tutmadığını, adaptör olmadan sabitleyemediklerini keşfettiler. Artık koç ile zımba arasında başka bir ara yüz – başka bir tolerans zinciri – tanıttınız. Yük altında, birkaç yüzde milimetrelik dikey boşluk bile uzunluk boyunca büküm açısını değiştirir. Zımba ile kalıp arasındaki açıklık, zımbalama işlemlerinde malzemenin temiz şekilde kırılması için yüzde milimetre cinsinden ölçülür; bükmede ise benzer küçük hizasızlıklar, parçalar arasında tutarsız açılara dönüşür.
Daha iyi bir yarıçap peşindeyim diye düşünüyorsun. Aslında yaptığın şey toleransları üst üste yığmak.
Tarihsel olarak, bu bir tesadüf değildir. Amerikan mekanik presleri traktör gibiydi—büyük yatak yüzeyleri, görünür aşınma, arıza öncesi yavaş uyarı. Avrupa hidrolik sistemleri ise hassasiyet ve hızlı değişimi kovaladı. Farklı felsefeler. Farklı sap geometrileri. Farklı ekosistemler. Makinen birine göre inşa edildiğinde, büyük ölçüde ona bağlı kalırsın.
Güzel bir Avrupa tipi zımba alıp sonra Amerikan koçunun onu tutamadığını öğrenen kişi olma.
Ve onu uydursan bile, gerçekten uydurmalı mısın?
1960“ların sonlarında ve 70”lerde atölyeler “melez” makineler çalıştırdı—hidrolik güçle çalışan ama mekanik tarzda koç ve kıskaç düzenine sahip. Kağıt üzerinde işe yarıyorlardı. Sahada ise her hafta hizalama sorunlarını takip ediyorduk. Koç düzgün hareket ediyordu, ama kıskaç sistemi, kullanılmak istenen segmentli hassas takımlar için tasarlanmamıştı. Sonuç: düzensiz yükleme, yerel aşınma, gizemli açı sapmaları.
Sistemleri karıştırdığınızda mekanik olarak olan şey budur.
Avrupa tipi bir hassas zımba belirli bir kıskaç basınç dağılımı ve dikey referans yüzeyi bekler. Daha geniş Amerikan sapı için tasarlanmış bir makineye koyarsanız, konumu korumak için genellikle ayar vidalarına veya adaptörlere dayanırsınız. Metre başına 80 veya 100 ton altında, bu ara yüz mikroskobik düzeyde kayabilir. Görmeye yetmez. Ama kaldıraç kuvvetini sac üzerine nasıl aktardığını değiştirmeye yeter.
Bükülen metal sert kot kumaşı gibidir. Yavaşça bastır, akışkan davranır. Basıncı tek, kararsız noktada yoğunlaştır, planlamadığın yerde kırışır. Zımba kelepçede sallandığında, kuvveti artık merkez hattı boyunca doğrudan uygulamıyorsun. Yan yük oluşturuyorsun. Bu yan yük sadece parçayı değil—koç kılavuzlarını ve takım omuzlarını da etkiler.
Şimdi dikkatlice hesaplanmış burun yarıçapınız eğri bir kol üzerinden çalışıyor.
Hibritleri başarıyla çalıştırabilir misiniz? Evet, uygun adaptörlerle, yüke göre derecelendirilmiş ve test bükümleri ile sentil cetvelleri kullanılarak tüm tabla uzunluğu boyunca hizalanmanın kontrol edilmesi şartıyla. Ama bu mühendislik disiplinidir, temenni değil.
Soru daha da keskinleşiyor: Uysa ve hizalansa bile, makineniz zımbanın geometrisinin gerektirdiği yükü kaldırabilir mi?
1974’te Cincinnati yaklaşık 10 metre üzerinde 1500 tonluk bir abkant pres üretti. Bugün, 5000 veya 6000 tonluk canavarlar var. Bu yüzden makine gücünün takım konularını geride bıraktığını düşünebilirsiniz.
Öyle değil.
Çoğu atölye 6000 tonluk devleri çalıştırmıyor. 3 veya 4 metre boyunca 100 ila 400 tonluk abkant presler çalıştırıyorlar. Ve her makinenin, çerçeve sapma sınırlarına göre ayak veya metre başına derecelendirilmiş bir tonajı vardır. Bunu aşarsanız sadece takımı değil—makine gövdesinin kalıcı olarak deformasyonunu da riske atarsınız.
Mekanizma şöyle.
Daha dar bir kalıp açıklığıyla daha sıkı bir iç yarıçapın peşine düştüğünüzde, gereken tonaj keskin şekilde yükselir. Eğer sonra o sıkı bükmeye “yardımcı olmak” için küçük burun yarıçaplı bir zımba seçerseniz, uçtaki temas basıncını artırırsınız. Daha yüksek basınç, aynı açıyı elde etmek için daha fazla toplam tonaj gerektiği anlamına gelir çünkü malzeme akışına izin vermek yerine ona direnmiş olursunuz.
Bu yük, zımba ucundan başlayarak, sap üzerinden koç başına, yan çerçevelere ve yatağa doğru ilerler. Çerçeveler belirli sınırlar içinde elastik olarak esnemek üzere tasarlanmıştır. Bu sınırı yeterince sık aşırsanız, makinenin geometrisini değiştirirsiniz. Artık doğru seçilmiş takımlar bile tutarlı açı üretmez çünkü makinenin kendisi kalıcı şekil değiştirmiştir.
Kalın levha üzerinde dar kalıpları yıllarca aşırı yükleyerek uçtan uca birkaç yüz milimetre paralellik dışına çıkmış makineler ölçtüm. Operatörler geri yaylanmayı suçladılar. Gerçek suçlu kümülatif aşırı tonajdı.
İşte bu nedenle zımba seçimi makine kapasitesinden ayrı düşünülemez. Zımba burun yarıçapınız, tonaj beklenen hava büküm aralığında kalsın diye kalıbın doğal yarıçapını desteklemelidir. Sap doğru şekilde oturmalı ki yük doğrudan iletilebilsin. Ve toplam ton/metre oranınız hem takım hem de makine derecelendirmeleri içinde kalmalıdır.
Aksi halde sadece çeliği bükmüyorsunuz.
Onu sizin için bükmesi gereken makineyi büküyorsunuz.
Takım uyumluluğunu çözdüğünüzde, yolda bir başka ayrım var: Bu şekillendirme kolu tamamen yanlış alet haline ne zaman gelir ve gerçekten bir zımba presine ne zaman ihtiyaç duyarsınız?
Bir abkant presi “uysallaştırmaya” çalışmayı ne zaman bırakıp bir zımba presi devreye sokarsınız?
Metalden gün ışığı geçirmeniz gerektiği anda.
Şimdiye kadar kaldıraçlar, yük yolları ve tonaj sınırları hakkında konuştuk—bir abkant zımbasının malzemeyi, kalın bir kumaşı dizinizin üstünde bükmeniz gibi nasıl yeniden şekillendirdiğinden. Kontrollü basınç. Kademeli akış. Fiziği yönlendiren geometri. Tüm bu sistem, çıkarma değil şekillendirme yaptığınızı varsayar.
Çiziminiz bir delik, bir çentik, bir panjur veya bir havalandırma yarıkları kümesi gösterdiği anda bir çizgiyi geçersiniz. Takım çizgisi değil. Fizik çizgisi.
Bir abkant pres malzemeyi hareket ettirir. Bir zımba presi onu ayırır.
O ayrım, biri hile yapmaya kalkışıncaya kadar basit görünür.
3 mm sacda 10 mm’lik bir delik gerekiyorsa, abkant zımbası asla doğru seçenek olmaz. Kesme için kalıp boşluğu yoktur. Kesici zımbadan sacı çekip ayıracak bir sıyırıcı yoktur. Çapak çıkışını kontrol edecek bir mekanizması yoktur. Gerçek bir zımbalama işleminde zımba ve kalıp arasındaki boşluk malzemenin temiz biçimde kırılmasını sağlamak için milimetrenin yüzde biri kadar ölçülür. Bu dar boşluk, metalin uzayıp şeker gibi esnemek yerine akmasını, çatlamasını ve ayrılmasını sağlayan şeydir.
Bir abkant düzeneğinde bu ilişki yoktur. V kalıbı, kesme halkası olarak değil, bükmeyi desteklemek için tasarlanmıştır.
Şimdi bunu büyütelim.
Diyelim ki bir panelde 400 havalandırma deliğine ihtiyacınız var. Zımba presi, sacı bir kez kavrar ve otomatik olarak konumlar; her pozisyonda adım adım ilerler, manuel yeniden konumlandırmayı taş devri gibi gösteren hızlarda çalışır. Tek ayar. Tekrarlanan vuruşlar. Her seferinde temiz ayrılma. Bu makine, tekrarlama ve çıkarma için tasarlanmıştır.
Bunu bir abkantta denerseniz, her vuruş için elle konumlandırırsınız, hizalamanın doğru kalmasını umarsınız ve bir şekillendirme kolunu kesme aletiymiş gibi davranırsınız.
Abkantı yavaş, öfkeli bir taret presinin taklidi haline getiren kişi olmayın.
Ve evet, insanları şaşırtan karışıklık şudur: Abkant presler, birçok zımba presinin delme işlemlerinde işleyebileceğinden daha kalın levhaları bükebilir. Kalınlığı iki katına çıkarın, zımbalama kuvveti hızla artar—çoğu aceminin beklediğinden daha hızlı. Bazı işler vardır ki, zımba pres gücünü kaybederken abkant aynı kalınlığı gün boyu kolayca şekillendirir.
Bu, abkantın onu delmesi gerektiği anlamına gelmez.
Sadece kalınlığın tek başına makineyi belirlemediği anlamına gelir. İşlemi belirleyen budur.
Kalın paslanmazı bükmek mi? Abkant. Herhangi bir şeye delik açmak mı? Zımba presi.
Parça ışık geçirecekse, çizimle tartışmayı bırakın.
Size çok kez gördüğüm bir tablo çizeyim.
Faturadaki kelime “zımba” idi. Adamın eline geçen ise yüksek bir gürültü, sığ bir krater ve bir daha asla kare olmayacak bir takım kenarıydı.
İşte nedeni.
Bir abkant zımbası, merkez hattı boyunca basınç yüküne dayanacak şekilde sertleştirilmiştir. Bir bükme hattı boyunca dağılmış teması bekler. Onu düz biçimde sacın içine sürüp bir “delik patlatmaya” çalıştığınızda, uygun kalıp boşluğu olmadan kuvveti küçük bir noktada yoğunlaştırırsınız. Temiz bir kırılma yerine, malzeme gerilir, iş sertleşir ve sonunda dengesiz biçimde kopar. Yük aniden zirve yapar. Uç mantar gibi yayılır ya da yontulur. Koç, hiçbir zaman hissetmemesi gereken bir darbe hisseder.
Bükme halinde metal, sabit basınç altında soğuk tereyağ gibi davranır. Delme halinde metal, çıtır bir kraker gibi kırılır.
Farklı arıza biçimleri. Farklı takım geometrileri. Farklı makineler.
Ve tehlikede olan sadece takım değildir. Kesme için tasarlanmış eşleşmiş bir kalıp açıklığı olmadan, kuvvet düzgün biçimde kesme kenarından destek halkasına geçmez. V kalıp omuzlarına ve ardından koç kızaklarına darbe olarak yayılır. Artık bu yumuşak hidrolik tonaj değildir. Bu darbe yüklemesidir.
Titreşim, kelepçeleri gevşeten, sap omuzlarını çökerten ve açıların “bir sebepsizmiş gibi” kaymaya başlamasına neden olan aşınma türünü başlatan şeydir.”
Hasarı tek bir darbede görmezsiniz. Altı ay sonra hissedersiniz.
Fren üzerinde kemirerek veya kısmen kesme işlemi yapacak özel bir kurulum tasarlayabilir misiniz? Teorik olarak, özel takımlar ve dikkatli yük kontrolüyle garip şeyler yapabilirsiniz. Atölyelerde daha da tuhaf şeyler yapılmıştır. Ama tüm bunları göz önünde bulundurarak tasarım yapana kadar, bir makine içine hantal bir pres kurmuş olursunuz—ki o makine hiç öyle bir şey için yapılmamıştır.
Ve işte gerçek sınır budur.
Bir abkant pres puncu, hassas şekillendirme koludur. Metali şekle sokar. Onu serbest bırakmaz. Ondan malzemeyi ayırmasını istediğinizde, artık geometrinin malzeme fiziğiyle olan uyumunu değil—her ikisini de göz ardı etmiş olursunuz.
Bu yüzden, kuruluma karşı mücadele etmeden önce şu net soruyu sorun: Bu özellik metalin çıkarılmasını mı, yoksa sadece yer değiştirmesini mi gerektiriyor?
Cevabınız, hangi makinenin zeminde yer alması gerektiğini size söyler.
Ve doğru makineyi seçtikten sonra, bu seçimi içgüdüye değil de sistematik hale nasıl getirirsiniz?
Bir abkant pres ile bir punc pres arasındaki kararı tekrarlanabilir bir şekilde vermek istersiniz, içgüdü ve dua ile değil.
Güzel. İçgüdü, acemilerin tahmin etmeye verdikleri isimdir.
İşte pahalı bir şeyi ezdikten sonra yeni çalışanlara öğrettiğim sistem: adım adım karar verin ve her aşamada fiziğin sizi reddetmesine izin verin. İlk soru: çizim malzeme çıkarımı mı, yoksa sadece yer değiştirme mi gerektiriyor? Levha boyunca gün ışığı gerekiyorsa, tamam—punc pres. Eğer sadece bükümler, kıvırmalar, geçme kenarlar, flanşlar varsa—şimdi abkant presin takım dolabını açma hakkını kazandınız.
Ama bu sadece yol ayrımıdır. Asıl disiplin, biçimlendirmeyi seçtikten sonra başlar. Çünkü bir abkant pres, kelepçelere uyan ama yatağı aşırı yükleyen, puncu mantar gibi şişiren veya koçu dalış tahtası gibi eğen bir kombinasyonu memnuniyetle kurmanıza izin verir.
Bu yüzden kontrol listesi “Hangi takım doğru görünüyor?” değil; “Bu geometrinin malzemem ve makinemle uyumu var mı?” olmalıdır.”
Ve bu, çoğu aceminin asla okumadığı makinenin yan tarafına kazınmış rakamlarla başlar.
Her abkant presin bir tonaj tablosu vardır. Bu tablo, belirli bir malzeme kalınlığı ve kalıp açıklığı için o malzemeyi hava bükmek amacıyla metre başına (veya feet başına) kaç ton gerektiğini söyler.
Bu bir öneri değildir. Bu, T‑shirt pamuk yerine sert kot kumaşını bükmenin bedelidir.
Diyelim ki tablonuz 4 mm yumuşak çeliği 3 metre boyunca belirli bir V‑kalıpla bükmek için yaklaşık 100 ton gerektiğini söylüyor. Güzel. Presiniz 120 ton maksimum diyor. Güvende olduğunuzu düşünüyorsunuz.
Belki.
Şimdi merkez hattı yük sınırlarına bakın. Birçok 10 fitlik 100 tonluk makine, yatak ve koç orada daha fazla esnediği için merkezde inç başına yaklaşık 1,3 ila 1,5 ton civarında sınırlanır. Orta kısımda çok fazla kuvvet yoğunlaştırırsanız sadece çeliği değil—makineyi de bükersiniz. O hasar bugün ortaya çıkmaz. Açılarınız altı ay sonra kaymaya başladığında ve kimse nedenini bilmediğinde ortaya çıkar.
Ve henüz bitmedik.
Takımın da sınırları vardır. Yükü taşıyan kalıp omuzlarının bulunduğu alan—yani temas yüzeyi—yalnızca belirli bir ton/ft² oranına kadar yükü taşıyabilir, aksi halde deformasyon başlar. Makinenin kapasitesi yeterli olduğu halde, kalıp omuzlarının sınırının aşıldığı kurulumlar gördüm. Parça değil, takım pes eder.
Makine üzerinde yazan etiketi kontrol edip takım kataloğunu görmezden gelen kişi olmayın.
Şimdi malzeme katsayılarını ekleyin. Paslanmaz çelik, sadece daha güzel yüzeye sahip bir yumuşak çelik değildir. Daha fazla kuvvet ister. Atölyelerin paslanmaz büküm için 117 ton hesaplayıp, katsayı uyguladıktan sonra 175 tona çıkardığını ve yine de kalıbı genişletmek zorunda kaldıklarını gördüm—tonajı güvenli aralığa çekmek için. Daha geniş kalıp, daha az kuvvet demektir—ama daha büyük iç yarıçap. Geometri değişir. Bir anda seçtiğiniz zımba yarıçapı artık yeni gerçeklikle uyuşmaz.
İşte kontrol listesinin işe yaradığı yer burası:
Herhangi bir katman başarısız olursa yeniden tasarım yapın—daha kısa büküm segmentleri, farklı kalıp genişliği veya çizim değiştirilemiyorsa farklı bir makine.
Bazen dürüst cevap şudur: bu fren, bu uzunlukta bu bükümü yapamaz.
Bu yenilgi değildir. Bu, yük yollarına saygıdır.
Tonajınızı ya da egonuzu kontrol edin.
Ama tüm tablolar hizalı olsa bile, insanlar hâlâ bir zihinsel alışkanlıkla tökezler.
Gizli değişim şudur: zımba ucunun nasıl göründüğünü düşünmeyi bırakın, kuvvetin sistem boyunca nasıl aktığını düşünmeye başlayın.
Bir fren zımbası bir kaldıraçtır. Koç aşağı doğru iter. Malzeme bir V kalıbın üzerinde durur. Kuvvet bir noktadan değil, bir çizgi boyunca yayılır. Metal yavaşça şekil değiştirir, bir cetvelin kenarıyla soğuk tereyağına bastırmak gibi. Kontrollü deformasyon.
“Bunu doğrudan geçirebilir miyim?” diye sorduğun anda, fark etmeden zihinsel model değiştirmiş oluyorsun.
Özellik ayırma gerektiriyorsa, malzeme temiz bir şekilde kırılacak şekilde yüzlerce milimetrenin yüzde biriyle ölçülen kalıp boşluğuna ihtiyacın vardır. Bu bir zımba presi dünyasıdır — dar boşluk, sıyırıcı plakalar, hurda kontrolü. Özellik açı, yarıçap, ofset gerektiriyorsa — artık iç yarıçapı, geri esnemeyi ve kalıp genişliğini yönetiyorsun.
Farklı sorular. Farklı fizik.
İşte ileriye taşıyacağın karar yöntemi:
Artık makineler arasında kalınlığa göre seçim yapmıyorsun. Metalin kırılması mı yoksa akması mı gerektiğine göre seçiyorsun — ve makinenin bu akışı, yapısal sınırlarını aşmadan yönlendirebilip yönlendiremeyeceğine göre.
İşte bakış açısı bu.
Zımbanın nasıl göründüğünü sormayı bırak. Metalin ne yapması gerektiğini — ve makinenin bu kuvveti düzgün, doğru yol boyunca, bükmenin tam uzunluğu için uygulayıp uygulayamayacağını sormaya başla.
İşi, takım seçimi yerine kuvvet yönetimi olarak gördüğünde, sadece doğru makineyi seçmiş olmazsın.
Yanlış olanı suçlamayı bırakırsın.


















